Back
[16:44:37] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[16:44:39] <cradek> Valen: I think scales sometimes have a periodic index pulse to be used with a home switch
[16:44:53] <Valen> thats what I was hoping to find out
[16:45:01] <cradek> does it have wires for it but you don't get a signal on them?
[16:45:02] <Valen> I don't know if these scales have that
[16:45:11] <cradek> I guess I don't understand what you're asking me
[16:45:15] <Valen> yeah, but i could easily be missing it
[16:45:30] <Valen> you seemed to know what you were on about talking about the home switches ;->
[16:45:39] <i-pink> Valen, cradek - i look in google about servo motor, it move only 90 degrees
[16:45:41] <cradek> yes I do :-)
[16:45:54] <cradek> but I don't understand your question - can you say more?
[16:46:12] <Valen> I was just wondering what the best way of looking to see if an index pulse/home pulse exists on these scales
[16:46:14] <cradek> Mire's lathe has a very special homing setup - much more complex than normal
[16:46:48] <i-pink> someone?
[16:46:49] <Mire> I've never seen fine home switch close in either X or Z. They could be failed but so far *nothing* has permanently failed on this HNC. I believe it will come to life...
[16:47:02] <Valen> sounds like one of my cars
[16:47:12] <cradek> Mire: how are you monitoring that signal?
[16:48:04] <i-pink> ?
[16:48:12] <Mire> I was using Halmeter; I will try Halscope again now that I'm beginning to understand it.
[16:48:39] <Mire> I pink please post identifying info for you motor...
[16:48:42] <cradek> you should be able to see it with meter. turn the screw slowly - it should be active for part of each full revolution
[16:48:45] <i-pink> if i take servo like this
http://img.villagephotos.com/p/2002-12/76747/HitecServo.jpg
[16:49:10] <i-pink> is make it easy?
[16:49:17] <cradek> i-pink: that isn't the kind of servo motor cnc people use. same word, but completely different type of motor
[16:49:32] <cradek> i-pink: that is what model airplane builders mean when they say "servo" but it is not for cnc
[16:49:41] <Mire> I thought it might be a tiny blip... if it's that easy to see i may have failed pieces after all...
[16:49:49] <archivist> has wrong feedback method
[16:50:15] <cradek> Mire: no, it's a prox that activates when the screw is oriented a certain way - not a little blip
[16:50:25] <Mire> If i do, is there a workaround?
[16:50:53] <cradek> Mire: you could do homing without index, but that sucks, your diameters won't be reproducible
[16:50:59] <i-pink> cradek, i take only electronic from them and amplifier the output for my motor
[16:51:10] <i-pink> it can help me?
[16:51:17] <Valen> night all
[16:51:20] <cradek> if both are not working now (but it homed before!) you probably just have wiring wrong or something
[16:51:58] <cradek> i-pink:
http://www.truetex.com/servomod.htm
[16:52:03] <Mire> could leave the brain on all the time, resolvers are povered by pc and won't forget...
[16:52:22] <cradek> Mire: sure, but yuck
[16:52:24] <Mire> right now I just need this thing so I can show it off!
[16:52:50] <cradek> Mire: then disable index homing for now
[16:53:01] <i-pink> cradek, is look like my motor
[16:53:13] <cradek> i-pink: good, maybe that information will help you then.
[16:53:29] <i-pink> but without this
http://www.truetex.com/servomod5.jpg
[16:53:52] <i-pink> what this part make?
[16:53:59] <archivist> encoder
[16:54:03] <cradek> i-pink: if you would read the text, you would see that it talks about adding that encoder
[16:54:04] <jepler> that is the quadrature encoder
[16:54:06] <archivist> add it
[16:54:51] <i-pink> cradek, yes... i understand this is the encoder, but what the encoder send???
[16:54:57] <cradek> notice this is an 1800 rpm DC motor. You said yours is apparently a 0.3 rpm DC motor which is not the same at all.
[16:55:26] <archivist> he has an output gearbox by the sound of it
[16:56:20] <jepler> the output of an encoder is quadrature, possibly with index signal. Many encoders seem to operate off a +5V supply and generate ttl-compatible outputs, but an encoder datasheet will always give specifics.
[16:56:30] <Mire> i-pink: encoder sends A and B quadrature(code for exact angle) and Z index pulse, once per rev. I had to add one, it is trivial.
[16:56:44] <i-pink> ok, my question is, i have 3 wire,( + ) ( - ) and pulse, the EMC2 can work with this???
[16:56:54] <jepler> i-pink: no.
[16:57:02] <cradek> you already asked that and jepler already explained why that doesn't work
[16:57:10] <jepler> i-pink: with that arrangement you cannot accurately track the axis position
[16:58:12] <i-pink> i want to work without angles only full turn
[16:58:35] <archivist> obstinate
[16:58:51] <Mire> I had similar situation. the encoder on my spindle was wired to only pulse. I replaced it with one from another motor. now I'm in business.
[16:59:14] <Mire> You need A and B fields for direction if nothing else...
[16:59:29] <archivist> please think how emc is supposed to know where your motor is and which way is rotating
[16:59:59] <i-pink> look one turn is 1/40 from one millimeter
[17:00:31] <i-pink> i work on plastics
[17:01:03] <Mire> They are cheap or free. mine had a hollow shaft and fit right existing shaft, and all the instructions from our emc gurus made sense after...
[17:01:26] <i-pink> what??
[17:01:41] <jepler> it doesn't matter how big or small the distance one pulse represents
[17:01:51] <cradek> if you are content to move only 3/40 mm per minute you must be very patient
[17:02:26] <jepler> recall my argument about something pushing against the axis while it is supposed to be stopped
[17:02:35] <Mire> shaft encoder. seek one. I found mine pressfit onto the shaft of another small motor...
[17:02:49] <jepler> if the motor is right at the edge of a pulse, then you can push it "onto" the pulse with a small movement
[17:02:51] <i-pink> :(
[17:03:08] <jepler> it doesn't matter if they're 1/40mm apart, you can still under some conditions push it a very small distance onto a pulse
[17:03:28] <jepler> and 1/40mm is a very short distance anyway
[17:03:49] <i-pink> i can live with this distance
[17:04:07] <i-pink> but how i connect id to the emc?
[17:04:21] <i-pink> i look at the stepconf
[17:04:34] <jepler> plonk
[17:04:56] <i-pink> plonk = ?
[17:05:27] <archivist> emc is not designed to work your motor unless you add an encoder
[17:05:28] <SWPadnos> it means that people are trying to explain why things won't work the way you want, but you keep asking the same questions anyway
[17:05:49] <i-pink> i see in the stepconf only options for stepper motor
[17:06:01] <SWPadnos> that's why it's called "step"conf
[17:06:09] <SWPadnos> it's meant for step and direction systems
[17:07:02] <i-pink> i dont understand how to get the pulses from the motor
[17:07:09] <i-pink> noooo
[17:07:16] <i-pink> SWPadnos..
[17:07:17] <i-pink> noo
[17:07:24] <SWPadnos> no what?
[17:07:29] <i-pink> servo is not step!!
[17:07:35] <SWPadnos> yes, I know that
[17:07:59] <eric_unterhausen> I have some step/dir servos :)
[17:08:15] <archivist> a servo has an encoder for feedback
[17:08:24] <archivist> shh
[17:08:38] <Mire> stepconf for steppers. PID tuning for servos. fundamentally different, all make CNCs.
[17:08:52] <i-pink> ok if i make something with 2 wire
[17:09:06] <i-pink> *3 wire
[17:09:13] <eric_unterhausen> archivist: they have encoders :)
[17:09:14] <Mire> here's a hint: servos are trickier...
[17:09:57] <Mire> servos get two wires for power, and a few(3?,6?) for f/b depending on encoder.
[17:10:07] <i-pink> up, down, and feedback from the encoder
[17:10:17] <SWPadnos> you do not have an encoder
[17:10:22] <SWPadnos> at best, you have a tachometer
[17:10:28] <SWPadnos> like those used on computer fans
[17:10:48] <i-pink> yes
[17:11:10] <SWPadnos> your motor probably can't be reversed then, or there would be no reference for the tach signal
[17:11:34] <SWPadnos> it must be ground, tach, power, which means that it can only go in one direction
[17:11:44] <i-pink> it send pulse every one turn
[17:12:19] <archivist> turn of what the motor or output shaft
[17:12:25] <SWPadnos> ok. do you want the motor to move both forwards and backwards?
[17:12:30] <i-pink> the EMC2 only need to count the pulses
[17:13:06] <i-pink> ?
[17:13:31] <Mire> emc *cannot* infer direction from commanded pulse, as described for decelleration above...
[17:13:38] <SWPadnos> i-pink, you're asking about CNC use of a motor that clearly can't be used for any sort of "normal" CNC application
[17:13:53] <i-pink> no no no
[17:13:55] <SWPadnos> if you have something specific you're trying to do, it might work for your application
[17:13:58] <archivist> answer the last two questions from us
[17:14:03] <Mire> Maybe for tracking stars while the earth spins?
[17:14:26] <SWPadnos> you need to see how the tach feedback works before you think about getting EMC2 to run the motor
[17:16:43] <i-pink> for example, if the EMC want to move 10 millimeters, and 1 pulse = 2 millimeters, the EMC need to send up or down, and count 5 pulses
[17:17:16] <SWPadnos> your motor probably can not be reversed. it probably can only run in one direction
[17:17:16] <Mire> servo *does not equal* stepper motor...
[17:17:41] <spherspline> anyone work with optimised hexapod stages?
[17:17:56] <i-pink> SWPadnos onnn is DC motor
[17:18:42] <SWPadnos> the tach output must have a ground reference. if you swap the + and - output to the motor (to reverse it), then you also change the tach reference voltage
[17:19:30] <i-pink> SWPadnos, the motor work on fix voltage
[17:19:41] <i-pink> is very slow motor
[17:19:57] <SWPadnos> ok
[17:20:47] <Mire> cradek: I'll be replacing thos Z axis balls after all. lash is around .002 and I can induce oscillations in that axis with a hexwrench in the screw.
[17:22:37] <i-pink> my encoder is very simple, is black circle with hole and photo diode
[17:23:04] <i-pink> SWPadnos ^
[17:23:27] <SWPadnos> so the tach is not part of the motor?
[17:23:46] <SWPadnos> you said earlier that you have 3 wires, but you actually may have 4
[17:24:49] <i-pink> SWPadnos, yes, is not part of him
[17:24:53] <i-pink> i add it
[17:25:10] <Mire> add a shaft encoder instead.
[17:25:39] <i-pink> i add it
[17:25:55] <Mire> does the same stuff plus angle, therefore implies direction.
[17:26:38] <i-pink> what do you mean?
[17:27:11] <Mire> do you see that on decelleration your direction is opposite your command?
[17:27:33] <Mire> This is the reason index pulse is not enough.
[17:28:49] <i-pink> what decelleration?
[17:29:13] <i-pink> is fix voltag and fix speed
[17:29:24] <Mire> There may be a way, but shaft encoder is the better way. I fretted about the expense until I looked at what I already had. You may have one also.
[17:29:33] <Mire> You are thinking steps still.
[17:30:21] <Mire> closed loop servo system. simple awesome better. and more complex.
[17:30:43] <i-pink> is shaft
[17:31:21] <i-pink> is black circle with hole and optocapler
[17:31:44] <i-pink> led and photo diode
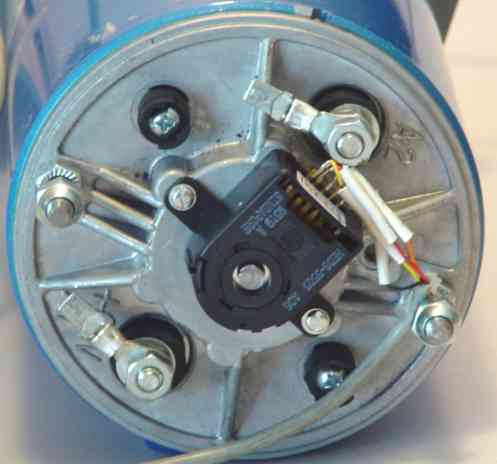
[17:32:41] <i-pink> http://www.speedyshare.com/901488824.html
[17:32:50] <i-pink> this is the motor
[17:33:11] <AchiestDragon> an old mouse optical encoder although will do the job is a bit of a pain to sort the mountings
[17:34:01] <i-pink> ok, but in the mouse i have 2 optical encoder
[17:35:01] <AchiestDragon> 2 for the price of one ,, you need the guts of it not the whole mouse
[17:35:10] <i-pink> http://www.convict.lu/Jeunes/images/angle_sensor2/encoder_mouse.gif
[17:35:54] <i-pink> this is ok? ^
[17:36:05] <i-pink> i have it
[17:36:16] <AchiestDragon> yea
[17:36:18] <i-pink> now i have 4 wire
[17:36:46] <skunkworks_> http://members.shaw.ca/swstuff/mouse.html
[17:36:58] <i-pink> (+) (-) for the motor and 2 from the encoder mouse
[17:38:24] <i-pink> skunkworks_ AchiestDragon hooooooo i need only one sensor??
[17:40:10] <i-pink> i need 2 phototransistors? or one?
[17:40:17] <AchiestDragon> you strip the mouse and remove the parts for just one sensor ,, you need to mount the phototransistor and led onto a pcb to hold it in its new position and one encoder on your shaft
[17:41:15] <i-pink> ok this is what i have now, but with one hole .
[17:41:22] <Mire> I'm the one w a question now. Didn't u build yourself one like this? no quadrature sigs... only pulses. how does this change the situation?
[17:41:59] <i-pink> yes! i build it
[17:42:17] <i-pink> from led and photodiode
[17:42:25] <AchiestDragon> the photo detectors in a mouse has 2 detectors offset in the same device package
[17:42:58] <i-pink> i need 2 detectors?
[17:43:04] <i-pink> or one is ok to me?
[17:43:08] <AchiestDragon> so will give you the quadrature if used with an encoder with the same spacing of the slits
[17:44:07] <i-pink> what is quadrature?
[17:44:13] <Mire> I once let the magic out of an encoder to see how it works. 3 photodiodes, one pulses as you describe, two make quadrature sigs w diffraction gratings for accuracy.
[17:44:41] <i-pink> what is quadrature?
[17:44:49] <Mire> quadrature is Cos and Sin, added together resolve to an angle
[17:45:37] <i-pink> the angle not important to me
[17:45:52] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/Fastermouse.png
[17:45:54] <Mire> quadrature means 90 degrees apart. don't worry if you don't get it, it is old math w old words
[17:46:05] <skunkworks_> ^ what the signal looks like
[17:46:07] <AchiestDragon> phase diference between the two so the signal would go from 00 to 01 to 10 to 00 in one difection and 00 10 01 00 in the other so you get the difection
[17:46:10] <i-pink> the resolution is 1/40 mm
[17:46:26] <SWPadnos> http://en.wikipedia.org/wiki/Rotary_encoder
[17:46:40] <Mire> very clever! i'm sure there are other ways...
[17:46:52] <Mire> to deduce dir
[17:47:25] <i-pink> ok but resolution of 1/160 mm is overkill to me
[17:47:42] <AchiestDragon> Mire: yea there is but most need a more complex arrangment to get dir
[17:49:04] <AchiestDragon> as long as the resolution is greater than the acuracy you want then more than that is not realy a problem
[17:50:06] <i-pink> mmmm i am confused
[17:50:27] <i-pink> what to do?
[17:50:42] <Mire> what are you driving this motor with?
[17:50:55] <AchiestDragon> its only when the max rpm of the shaft you are trying to postion makes the pulse rate of the encoder too high to read when you get a problem
[17:51:22] <i-pink> hehe too high to read
[17:51:55] <i-pink> hehe speed of the motor is 3 RPM
[17:52:22] <i-pink> 3 RPM in the max speed
[17:52:34] <Mire> from what source come it
[17:52:37] <AchiestDragon> not a problem 27000 rpm may be
[17:52:39] <Mire> 's wires?
[17:53:15] <i-pink> no no is 3 RPM
[17:53:39] <i-pink> is 24V and i give him 12V
[17:53:56] <i-pink> in 24V i get 9 RPM
[17:54:33] <AchiestDragon> then the resolution is not going to be an issue other than needing to be more than the accuracy you want at those sort of speeds
[17:54:54] <Mire> wow, i looked a the pic, not what i expected. where is this motor from?
[17:55:43] <Mire> cuzz if it really is for tracking stars while the earth spins, you may want to save it for a different project.
[17:55:43] <i-pink> this is motor from very old CNC
[17:56:15] <Mire> does it give rpms on nameplate? 9 seems a trifle slow.
[17:56:25] <archivist_attic> has a gearbox
[17:56:42] <i-pink> is with gear
[17:56:44] <Mire> oyah
[17:57:13] <i-pink> is very very strong motor
[17:57:40] <i-pink> ?
[17:58:03] <Mire> do you have the rest of the machine? you want the servoamps, they will be made for it.
[17:58:33] <i-pink> no :( i get only the motor
[17:58:51] <Mire> There *must* have been a source of positional feedback for it to orient on, maybe it read the linear scales.
[17:59:33] <Mire> look for technical info on the machine you got it from. If it is this unusual there may be good clues there...
[18:00:05] <i-pink> i dont know about the machine
[18:00:50] <i-pink> the machine is dead before 20 years..
[18:01:09] <Mire> dont know type, manufacturer, lathe vs mill vs something else? did you pull it yourself?
[18:01:43] <Mire> even to know the mechanism it ran may be a clew.
[18:01:56] <i-pink> my grandfather give him to me
[18:02:26] <Mire> say, pink, where in the world are you?
[18:02:43] <i-pink> the text on the motor is very blurry
[18:02:55] <Mire> si mon.
[18:03:02] <i-pink> Mire i am from israel
[18:03:47] <i-pink> ?
[18:04:33] <i-pink> is very good place we have action all the time
[18:04:46] <i-pink> ?
[18:04:51] <i-pink> Mire ?
[18:04:53] <Mire> suckramento killafornia is my home. dull by comparison
[18:04:57] <Mire> .
[18:05:24] <i-pink> hehe
[18:06:53] <i-pink> Mire, what to do with the motor
[18:07:38] <Mire> have you blind-typed the numbers into a search engine? anything on it.
[18:07:40] <Mire> I
[18:07:50] <Mire> have had funny luck that way
[18:09:00] <i-pink> blind-typed ?
[18:09:32] <Mire> without regard for meaning. FCC IDs work good for random circuitboards, for instance.
[18:10:29] <i-pink> ok
[18:11:16] <i-pink> i see on it logo in big
[18:11:22] <i-pink> TRW
[18:14:10] <Mire> pink, go forth and learn. you don't know who's time you are taking, here. We will help you, only if you do your due diligence. Trust me, I'm brand new too. Notice I'm the only one talking? I sympathise w u.
[18:17:51] <Mire> I occasioned to glance at the names on the EMC2 board of directors the other day. I want to personally thank you guys for your efforts, since I know most of you are on here right now!
[18:18:48] <rindolf> Hi all.
[18:18:52] <rindolf> i-pink: hi.
[18:18:56] <i-pink> hii
[18:19:02] <rindolf> i-pink: hai hai.
[18:20:13] <Mire> i-pink how old r u? Do you have shop experience?
[18:21:04] <i-pink> 23
[18:21:33] <Mire> linux whiz? or machinist?
[18:21:58] <Mire> (who else wd do this to themselves?)
[18:22:12] <i-pink> i work with linux!
[18:22:25] <rindolf> Mire: but she doesn't know a lot of programming.
[18:23:33] <i-pink> yes..
[18:23:41] <Mire> I haven't needed any for this, yet. This software is a moving target, tho. You may need to know how to compile it.
[18:24:31] <i-pink> dont try to compile it..
[18:24:47] <i-pink> make dual boot
[18:25:10] <i-pink> download the ISO of 8.04 EMC2
[18:25:22] <i-pink> you have skype?
[18:26:25] <i-pink> Mire?
[18:44:22] <i-pink> hi ik_5
[18:44:37] <ik_5> hi i-pink
[18:44:56] <i-pink> help me
[18:45:29] <ik_5> i-pink, how, where, who etc ?
[18:45:41] <i-pink> :(
[18:45:59] <ik_5> i-pink, ?
[18:46:05] <i-pink> the them abute the problem with the motor
[18:47:24] <ik_5> that you have a DC engine that gives a pulse every spin ?
[18:47:39] <ik_5> you want to know how to connect it to emc right ?
[18:48:04] <i-pink> Mire ?
[18:48:12] <Mire> need shaft encoder in place of pulsegen. then just follow examples.
[18:48:28] <i-pink> archivist_attic, AchiestDragon, SWPadnos
[18:48:49] <ik_5> i-pink, and you do not want a big resolution of speed because it is already 1/40 ?
[18:49:22] <i-pink> yes
[18:49:29] <rindolf> Hi ik_5
[18:49:47] <ik_5> rindolf, hi
[18:50:09] <Mire> I had similar situation. Simple fix.
[18:50:58] <ik_5> Mire, what are the examples you are talking about (I'm trying to translate it to her)
[18:51:52] <rindolf> i-pink: Skype is Evil.
[18:51:59] <rindolf> i-pink: get Jabber with Jingle or something.
[18:52:06] <rindolf> i-pink: or Asterisk.
[18:52:06] <ik_5> Mire, i-pink already have encoders but she does not know how to configure it with emc
[18:52:10] <archivist_attic> logger_emc: bookmark
[18:52:10] <archivist_attic> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-10-05.txt
[18:52:30] <archivist_attic> ik_5, the log of tonight irc
[18:52:36] <AchiestDragon> i-pink: this is for telescope tracking correct ?
[18:52:58] <archivist_attic> plastic machining
[18:53:16] <archivist_attic> Z axis
[18:54:02] <i-pink> AchiestDragon, no, is from very old mill machin
[18:54:12] <Mire> hmm, in my case I was interfacing to Mesa servocontroller card.
[18:55:13] <AchiestDragon> seem to think at end of day by the time you built the servo controlers and sorted out the encoder it would be cheaper to use a stepper
[18:55:46] <Mire> I agree. You have 2 working stepper axes, make a third.
[18:56:51] <AchiestDragon> a proper optical encoder alone would cost you the same as a stepper if not more
[18:59:33] <ik_5> how exactly emc works with the encoders ? what does it require ? what will it return etc ?
[19:00:06] <AchiestDragon> let me find some links
[19:00:49] <ik_5> i don't know emc at all, just try to help i-pink, is it on the web site ?
[19:01:24] <AchiestDragon> http://cgi.ebay.co.uk/Japan-Through-Hole-Encoder-for-Cnc-SERVO-Motor-2500PR_W0QQitemZ320426193761QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item4a9ae3b361&_trksid=p3286.c0.m14
[19:01:53] <AchiestDragon> the motor would need an encoder like on that link or something to do the same ,, price on that is about average
[19:02:37] <AchiestDragon> http://www.motioncontrolproducts.co.uk/index.php?cPath=1028&osCsid=b622a56b80ad60cf75298ac225fa2633
[19:02:42] <ik_5> she wishes to use pulses rather then servo usage
[19:02:55] <AchiestDragon> rather than a stepper driver you would use a driver like the above link
[19:03:03] <Mire> yikes i didn't know the cost. hooray for dumpster diving.
[19:03:17] <AchiestDragon> well one of those to suit the motor powe
[19:03:27] <AchiestDragon> r
[19:04:02] <AchiestDragon> where as another stepper is going to be less than the optical encoder needed for the motor she has
[19:06:18] <AchiestDragon> that motor would be better used for eather a bigger machine with another 2 for the x and y or another project all together unfortunalty
[19:07:28] <andypugh> cradek: You are a star
[19:07:42] <skunkworks_> threading work better?
[19:07:45] <cradek> haha
[19:07:47] <cradek> how so?
[19:08:06] <andypugh> Let me get the imagebin urls
[19:08:13] <cradek> whee
[19:08:19] <andypugh> Before :
http://imagebin.ca/view/XLxWqSm.html
[19:08:29] <andypugh> After :
http://imagebin.ca/view/RYa7Qqpm.html
[19:09:13] <archivist_attic> was that the patch
[19:09:16] <cradek> does look fairly straight now
[19:09:20] <cradek> cool
[19:09:38] <andypugh> Indeed, and perfectly consistent too, which is possibly more imortant
[19:09:45] <cradek> is this still your homemade encoder?
[19:09:52] <andypugh> The wiggles were different every time
[19:10:05] <andypugh> Yes, still the paper one.
[19:10:36] <andypugh> (Which seems to perform better than Steve's real one :-)
[19:10:37] <cradek> thanks for reporting back. I want to try it on my lathe before I commit it (and especially before I put it on the 2.3 branch) but this is very encouraging
[19:10:49] <cradek> well Steve's got other problems...
[19:11:09] <archivist_attic> er yes
[19:11:10] <andypugh> Yes, no good fixing cheapskate encoders and breaking real ones.
[19:11:43] <i-pink> looki want to make something like this
http://www.members.shaw.ca/swstuff/vna-enc.jpg
[19:12:09] <cradek> andypugh: did you try it with and without interpolated position? I kind of suspect it will work ok either way
[19:12:11] <ik_5> when i build my own electronics, what exactly will emc send me for "foreword" and "backward" signals (for the hardware) ?
[19:12:41] <andypugh> I didn't try non-interpolated. I can if you want
[19:12:58] <cradek> ik_5: whatever you want: analog velocity, pwm, pdm, step/dir, step fwd/step rev, etc
[19:13:02] <andypugh> i-pink: Is that a mouse encoder?
[19:13:44] <cradek> andypugh: I'd be happy to know if it still works ok - if so that means it's very tolerant.
[19:14:04] <andypugh> The problem with that is that the hole through the middle will have to be vanishingly small, and you really want to be direct-coupling a spindle encoder
[19:14:47] <archivist_attic> that looks like a pot spindle with a mouse disk on the back
[19:14:59] <AchiestDragon> it is
[19:15:04] <cradek> yeah that might not wear too well...
[19:15:11] <i-pink> andypugh yes
[19:15:24] <andypugh> After the patch that cradek put in I am reasonably happy to recommend wrapping some laser-printed paper round the spindle tube and using reflective optos.
[19:15:33] <archivist_attic> fit directly to motor spindle
[19:15:37] <Mire> cradek: I get a twitch on my F-Error signal when I let Halscope roll, and it is audible. is this normal or fixable?
[19:16:33] <andypugh> Motor spindle is fine with toothed belt, probably a mistake with V-belt drive :-)
[19:16:45] <cradek> Mire: do you get the realtime-delay error sometimes?
[19:17:08] <andypugh> OK, let me check with raw position.
[19:17:16] <andypugh> Back shortly
[19:17:44] <Mire> no, i got a little Atom motherboard and it's the fastest i've tested. do I understand your question correctly?
[19:18:18] <AchiestDragon> andy theres a more accurate way to do that optical encoder if you are willing to spend some time reading the datasheets ,,, the new mice use basicaly a 16*16 pixle ccd element focused on a small aria
[19:18:31] <issy> hi all
[19:19:17] <AchiestDragon> they detect the change in position by how far the image has moved ,, give the same optical disk it should be posible to increase the resolution by up to 16* or more
[19:19:39] <i-pink> stepgan or stepgun
[19:20:07] <AchiestDragon> plus it would remove any printing errors laser printing the encoder disk
[19:20:36] <cradek> AchiestDragon: that would be cool - wonder how fast that technology can work
[19:21:03] <AchiestDragon> theres a program on the net someware that lets you use one of those mice as a scanner but would need to google for it
[19:22:58] <AchiestDragon> maybe not as fast as you could get with an optical encoder ,, but should be fast enough for a 200ipm machine
[19:23:32] <archivist_attic> but do they have A and B outputs
[19:26:12] <AchiestDragon> archivist you can create that from the data it provides or even get a dir and step pulse from it if that is better
[19:27:52] <cradek> hm, they may not have the property that the reported distance for a certain path is always exactly the same
[19:28:13] <cradek> encoders have this property and it is essential for cnc
[19:28:22] <cradek> not at all essential for a mouse
[19:28:23] <AchiestDragon> as a simple test just rip appart a mouse with that sensor ,, knurl the shaft you want to sence so that it has a textured surface , and position the sensor close to the shaft
[19:28:48] <Mire> cradek: where is the best place to look for a +-12v supply for these servoamps? it occurs to me that this noisy sucker needs to be ruled out as a cause before I assume that it can be tuned out.
[19:28:52] <cradek> AchiestDragon: if the sensor "knows" the knurl is regular, it would work - if not and it's just a picture flying by, I bet it doesn't work reliably
[19:29:11] <cradek> Mire: can you make a plot of what you're seeing?
[19:29:20] <cradek> Mire: (why not use a PC supply)
[19:29:50] <AchiestDragon> the spacing of the knurls is not reliveant as the encoder is detecting the distance it has moved not the spacing of it
[19:30:10] <cradek> AchiestDragon: I know - I think that is the potential problem
[19:30:35] <AchiestDragon> ie it takes an image of it , then another and the output is the distance that it has moved
[19:30:37] <cradek> if every full turn of the knurl doesn't report the exact same distance (in both directions even!) it will not work for cnc
[19:31:31] <Mire> yaknow, i considered a pc supply. do they have -12v? if they do the Wikipedia page needs attention.
[19:31:49] <SWPadnos> a regular pattern would reduce the usable speed, since it would be difficult to tell if the image had moved -15 or +1 pixels
[19:31:49] <cradek> Mire: sure they do, rs232 ports need it
[19:32:17] <jymm> -12 +3 -3 but they -12 usually has less current tan +12
[19:32:19] <Mire> i thought so. sheesh, the right answer just keeps on being simpler than it looks.
[19:32:21] <jymm> s/tan/than/
[19:32:27] <SWPadnos> at least one of the negative supplies, and possibly both of them, are not required for ATX2.0 power supplies
[19:32:31] <cradek> http://skylab.org/~chugga/mpegbox/pictures/z_mbconatxmain.gif
[19:32:36] <AchiestDragon> the knurl is needed not for the pich of its spacings its to give it a texture contrast , it does not need to be regular just not totaly smoth with no texture like a ground shaft
[19:32:40] <SWPadnos> earlier ATX supplies, and all AT supplies, have -5 and -12
[19:32:42] <cradek> oh really? wild
[19:33:16] <SWPadnos> I know one was removed, it could have been -5
[19:33:22] <L84Supper> http://en.wikipedia.org/wiki/Power_supply_unit_(computer)#Wiring_diagrams
[19:33:27] <Mire> i need -100mA if i remember rite. sounds like another problem solved.
[19:33:46] <L84Supper> -5 was dropped in ATX
[19:34:04] <AchiestDragon> SWPadnos: the speed would have a max based on the sample rate it used ,, but you can move a optical mouse accross the desk at a hell of a rate and it keeps up with it
[19:34:23] <spherspline> Anyone know of a plastic component fab that can spit out prototypes of simple mechanical systems cheap?
[19:35:31] <jymm> cheap is relative
[19:36:09] <cradek> SWPadnos: I wouldn't be surprised if they lost the need for -5 which was probably just for those very old eproms that needed split supplies
[19:36:47] <Unifilarpole> HI all
[19:37:10] <Unifilarpole> One question?
[19:37:14] <Unifilarpole> I can use Puma Kinematiks from EMC for my oun robot? (no puma) six axes similar in movement. or need news?
[19:37:32] <spherspline> i just need a set of ball rods and joints, plus a linear slide for it
[19:37:41] <cradek> similar in movement, probably yes
[19:38:02] <andypugh> I tried using a PC supply and it was a waste of time.
[19:38:05] <cradek> SWPadnos: see 2708 (pain in neck):
http://www.qsl.net/yo5ofh/data_sheets/mem-prom.htm
[19:38:15] <jymm> optical mouse
http://www.contrib.andrew.cmu.edu/~ttrutna/16-264/Vision_Project/
[19:38:19] <Unifilarpole> Bud different measurements
[19:38:42] <andypugh> The one I had, even with power resistors to keep the required load on the critical lines, would still randomly shutdown occasionally.
[19:39:10] <cradek> andypugh: it's true - I had to put a big resistor on the +5 line. they're touchy that way.
[19:39:20] <andypugh> Of course, if you have one, you can try it
[19:39:48] <andypugh> I needed resistors on +5, +12 and +3.3 and it still didn't always stay on
[19:40:03] <AchiestDragon> http://spritesmods.com/?art=mouseeye
[19:40:09] <jymm> andypugh: Did you enable POWER_GOOD ?
[19:40:12] <L84Supper> spherspline : SLA's, 3D printed or machined parts?
[19:40:13] <cradek> the one I used is way too old to have +3.3... that's probably the difference.
[19:40:31] <cradek> I used an AT type PS (the kind with the actual physical power switch)
[19:40:48] <jymm> andypugh: Did you enable PWR_GOOD ?
[19:40:57] <andypugh> Yes
[19:41:27] <jymm> ok
[19:41:27] <andypugh> No, wait. I didn't. Power_good is an output isn't it?
[19:42:15] <andypugh> It was about this time last year, it's a bit hazy. I bought it new and had the manual, and did all it said.
[19:42:16] <jymm> Input to the PS actually.
[19:42:29] <andypugh> Mabe that was the problem.
[19:43:12] <jymm> Just short the GRN wire (PWR_GOOD) to any BLK (GND)
[19:43:59] <andypugh> That's not the same as the wakeup line, is it?
[19:44:28] <AchiestDragon> SWPadnos: the optical mouse would give you the distance image moved and is not based on the intervles of say knul peeks in the image it scanns ,, think that explains it better than my last attempt
[19:44:34] <spherspline> L84Supper just need some parts to finish design of a hexapod style rig
[19:44:43] <spherspline> small, about 10cm dia
[19:44:53] <i-pink> if i have dc motor + photo diode (work like encoder), type 2 in stepgen help me???
[19:44:54] <andypugh> cradek: 4mm thread with non-interpolated encoder position
http://imagebin.ca/view/4Oi9bP.html
[19:44:59] <andypugh> Not quite as good
[19:45:22] <SWPadnos> I was just pointing out that something regular like graph paper makes it difficult to tell if the displacement was a lot in one direction or a little in the opposite direction
[19:45:37] <SWPadnos> knurls are similar to graph paper in that regard, since they're fairly regular
[19:46:14] <L84Supper> spherspline : it all depends on the material you need, "plastic" is pretty vague
[19:47:24] <spherspline> the final will be cast or milled metal, small rods
[19:47:54] <andypugh> None of the RP solutions are exactly cheap.
[19:49:01] <andypugh> As an example a part 2"x2"x3" will cost me £300 to have made at work, and that is cost price, no profit.
[19:49:18] <jymm> andypugh:
http://www.emachineshop.com/
[19:49:28] <AchiestDragon> true but it just needs a uneaven surface that gives a nice contrasty image on the sensor ,, so it has some texture to compare against
[19:49:28] <AchiestDragon> denim is the best surface to run such a mouse accross
[19:49:34] <andypugh> Yes, another "not exactly cheap" solution
[19:49:34] <AchiestDragon> although regular optiacly it gives a nice contrast where as say glossy paper would have no contrast and would seem totaly white to it
[19:49:37] <AchiestDragon> paper has some texture but depending how fine the fibers are
[19:50:33] <andypugh> emachineshop prices were what set me on the "build your own CNC machine" in the first place...
[19:51:08] <jymm> andypugh: Fine $25 USd and I'll get a 3yo to make it for you out of silly putty
[19:51:09] <AchiestDragon> last time i looked at abs injection molding costs the mould itself was arround the £3000 mark for the cnc'ing of it
[19:51:10] <andypugh> I bought a gloss white computer table from Ikea. It was totally mouse-repellent
[19:53:10] <andypugh> Whoah! hang on there jymm, emachineshop is a really good facility, but Spheresplne requested cheap.
[19:53:26] <AchiestDragon> cheapest plastic prototyping solution would be
http://www.craft-products.com/polyform-plastic.asp and a dremel
[19:53:29] <andypugh> And I am not the one wanting parts madking.
[19:53:46] <L84Supper> anyone know where that place is where the money just falls out of the sky?
[19:54:30] <andypugh> Cheapest is probably conventional machining from solid, if the design suits that.
[19:54:52] <andypugh> Otherwise it is not going to be cheap. That is all I was saying.
[19:55:02] <AchiestDragon> L84Supper: near a active vlocano ,, theres dimonds form in some of the stuff it chucks out
[19:55:06] <i-pink> look here
http://linuxcnc.org/docs/2.2/html/man/man9/stepgen.9.html
[19:55:31] <i-pink> in type 2, what is phase-A and phase-B
[19:55:39] <L84Supper> hmm now to find that volcanic sieve
[19:56:19] <andypugh> A and B are to 50% square waves 90 degrees out of phase. They tell you speed and direction.
[19:56:54] <andypugh> If A goes high then B you know you are going one way, B then A the other.
[19:57:02] <AchiestDragon> anyway got to crack on and try to sort out the stepper config of my machine now i got it finished
[19:57:18] <andypugh> Depending on your application you might only need one channel + index
[19:58:46] <i-pink> andypugh, how it look like?
[19:59:41] <andypugh> http://en.wikipedia.org/wiki/Quadrature_encoder
[20:00:09] <andypugh> Look at the section on "incemental rotary encoder"
[20:01:09] <i-pink> you mean to this Incremental rotary encoder
[20:05:55] <andypugh> Ah, sorry. I am currently obsessed with encoders. I missed that you were talking about stepgen
[20:07:42] <andypugh> That's an interesting manual page actually, I hadn't realised that EMC can do the full bipolar step generation thing. In principle you could just use EMC and a few big power transistors to drive a stepper directly.
[20:24:22] <cradek> andypugh: I think a lot of folks have done that (heck even I have)
[20:25:02] <andypugh> I possibly would have if I had thought about it.
[20:25:21] <cradek> you end up with terrible big power resistors to get much performance
[20:25:31] <andypugh> Then if you want more power and volts and current, you just upgrade the power stage
[20:25:32] <cradek> late 70s technology
[20:26:20] <andypugh> Ah, yes. Software chopper generation isn't going to happen is it?
[20:26:26] <cradek> nope
[20:27:13] <andypugh> I am almost relieved, as I have already ordered my replacement drivers
[20:28:02] <andypugh> Did you see the non-interpolated trace?
[20:28:27] <andypugh> Not quite as regular, but probably still perfectly usable.
[20:28:27] <cradek> yes - but it looked the same to me - seemed straight
[20:28:30] <cradek> did it sound different?
[20:28:58] <andypugh> No, both were totally silent due to me having a shortage of stepper drivers....
[20:29:34] <Spida_> Spida_ is now known as Spida
[20:29:41] <andypugh> The interpolated one gave line-on-line, non-interpolated was giving a 1 or 2 pixel dither
[20:30:43] <cradek> oh, ok
[20:35:03] <jymm> SWPadnos: 2TB = $170
[20:41:11] <SWPadnos> jymm, Fry's?
[20:41:19] <jymm> SWPadnos: yeah
[20:41:26] <SWPadnos> figures
[20:41:32] <jymm> seagate
[20:41:59] <jymm> SWPadnos: What is this? I don't know AMD for crap...
http://newspaperads.mercurynews.com/ROP/ads.aspx?advid=32664&adid=8403725&subid=27029261&type=
[20:42:46] <SWPadnos> no idea, I don't see the actual ad
[20:43:03] <jymm> SWPadnos: turn off AdBlock
[20:44:02] <SWPadnos> ok. sempron = shit
[20:44:07] <SWPadnos> it's like celeron
[20:44:10] <jymm> ok
[20:48:33] <jymm> SWPadnos: You'r enot familure with RackAble Systems are you ?
[20:48:46] <SWPadnos> not specifically, no
[20:49:07] <SWPadnos> ok, now SGI
[20:49:36] <jymm> SWPadnos: Darn, There is two RJ45 connectors on the Remote Manangement Module, just nfc why TWO
[20:49:55] <SWPadnos> so you can plug in a phone, or multiple units in a chain?
[20:50:44] <jymm> no idea. and access to docs requires a support contract.
[20:51:18] <andypugh> Talking about rack systems, my EMC machine is a second hand 2U server from eBay. It does make it easy to build an all-in-one controller box.
[20:52:13] <andypugh> Dual Xeons. Far from cutting-edge but does the job.
[20:55:45] <andypugh> You need to be a little careful with rack-mount servers, they don't have much call for a parallel port.
[20:57:43] <andypugh> This one works, and is what I have,
http://cgi.ebay.co.uk/Geotrace-Cluster-By-Rack-Saver-Server_W0QQitemZ150377049223QQcmdZViewItemQQptZUK_Computing_Networking_SM?hash=item23032bac87&_trksid=p3286.c0.m14#ht_612wt_1167
[21:03:33] <Oddsocks> Hi, is there any way to have the remaining cutting time displayed on the Axis screen.
[21:04:38] <SWPadnos> not at the moment
[21:04:54] <SWPadnos> it mightbe possible to add that function, but I'm not sure how involved it is
[21:05:47] <jymm> Total runtime is available
[21:05:58] <Oddsocks> Ok, that is a pity, good to be able to tell the wife when I will be finished ;-)
[21:06:18] <Oddsocks> yep I found that on the properties of the file page
[21:06:19] <SWPadnos> it's a little bit difficult if you want to take into account things like feed override setting, tolerance mode (which can affect the speed around corners), acceleration, etc.
[21:06:20] <turkshead> turkshead is now known as dr_head
[21:06:21] <archivist> get wife used to delays
[21:06:34] <Oddsocks> LOL
[21:07:02] <jymm> Oddsocks: Tell her "When she can hear again" + 15 minutes
[21:07:04] <archivist> * archivist is single, likes to get people in trouble
[21:07:13] <andypugh> Get her her own CNC and double throughput
[21:07:51] <archivist> make her a cnc knitting machine
[21:08:34] <Oddsocks> I will not let her see this as I will end up being banished to the garage
[21:08:55] <andypugh> I was watching a friend do Cross-Stitch and couldn't help thinking it looks like a job for a machine.
[21:08:59] <Oddsocks> ok the cnc mill is in there but not much room to sleep
[21:09:01] <archivist> more cnc time, win
[21:09:42] <Oddsocks> andypugh: called a sowing machine
[21:10:35] <jymm> the sewing machiens today are actually pretty cool
[21:11:09] <AchiestDragon> yay got machine working now sweet
[21:12:32] <Oddsocks> SWPadnos: as EMC is going to workout all the moves should it not be to difficult to get it to do a quick look ahead
[21:13:46] <archivist> that requires a complete look ahead of the file and a machine does not actually need to do that to start working
[21:14:41] <Oddsocks> does it not do this to generate the figure in the file properties ?
[21:15:36] <archivist> axis reads the file to show the path
[21:17:01] <Oddsocks> is the total running time a guesstimate then
[21:19:39] <celeron55> wouldn't it be enough to just calculate total time - elapsed time
[21:20:16] <celeron55> would probably be accurate enough for most needs
[21:22:07] <Oddsocks> I think that is all I am after.
[21:22:48] <Oddsocks> guess it depends how the total running time is calculated, if it takes in speed changes
[21:23:18] <Oddsocks> and blending of different types
[21:23:38] <Oddsocks> but it also depends how acurate it needs to be
[21:26:01] <Mire> great discussion on computer power supply, guys. I was digging thru my garage learning about the need for resistors firsthand. In short, neither specimen turned on for testing.
[21:27:15] <Mire> I'm looking at a 20 pin connector. If anyone has hacked out the answer I'd love to know it.
[21:28:48] <SWPadnos> total time - elapsed time isn't much more useful than looking at the clock and adding the estimated time in your head
[21:29:10] <SWPadnos> the estimate isn't intended to be all that accurate either
[21:29:25] <cradek> Mire: it will come on if you ground "power on" which I think is green??
[21:29:32] <cradek> assuming you have an ATX PS there
[21:29:47] <andypugh> You need to earth the swith-on wire and then it will turn on, probably only briefly
[21:29:55] <Oddsocks> SWPadnos: that's what i wondered
[21:30:22] <cradek> and you'll probably have to put load from +5 to gnd
[21:30:39] <andypugh> http://www.instructables.com/id/ATX--%3E-Lab-Bench-Power-Supply-Conversion/
[21:30:39] <andypugh> \
[21:31:09] <Mire> thankyouAndypugh
[21:32:29] <Mire> way to really answer the heck out of a question!
[21:33:09] <oPless> I thought you only had to short a pin to make an atx power to go?
[21:33:32] <oPless> * oPless shrugs and returns to his model
[21:33:42] <andypugh> Yes, but they need a load to regulate, and if they can't regulate they shit donw.
[21:33:51] <andypugh> (err, shut down)
[21:34:51] <Mire> switcher ps. this is why my lites flicker on plugin then all is quiet.
[21:35:18] <celeron55> they have only one switching regulator which makes all the output voltages and they shut down if any of the output voltages go too high or too low
[21:36:16] <Mire> How large can I make the load resistor(s)? It is a clear efficiency tradeoff...
[21:36:22] <celeron55> so if you put a load only on 12V, it will try to put out more power which will make the unloaded 5V line go too high and it shuts down
[21:37:30] <andypugh> The spec will state a minimum current
[21:37:42] <archivist> depends on switcher but 20-30% load on main supply
[21:37:54] <Mire> ratings show 400mA@-12v, 8Amps@+12v. Does this assymetry have implications?
[21:38:35] <Mire> i need +-12V@150mA
[21:38:40] <AchiestDragon> yea some tend to oscialte when theres no load on them ,, usualy a couple of old hdd drives would be enough to stop it doing that
[21:39:35] <celeron55> Mire: you only need 12V 150mA?
[21:39:45] <Mire> also -12v.
[21:40:11] <AchiestDragon> there asimetric anyway ,, the -12v is only needed for the rs232 drivers and some odd expantion , but the +12v would be driving disk drives , cd roms , flopies etc
[21:40:52] <celeron55> i'd try putting about 1W load on 5V and 12V
[21:41:06] <AchiestDragon> as long as you have someitn in place to maintain the minium load it should be fine for +-12v at 150ma
[21:41:18] <celeron55> then it will probably supply small currents well on all the output voltages
[21:41:33] <AchiestDragon> you only need to have the min load on the 12v and 5v outputs the rest hold fine
[21:44:04] <andypugh> Have you looked at Dc-DC convertors?
[21:44:06] <andypugh> http://uk.rs-online.com/web/search/searchBrowseAction.html?method=getProduct&R=3114758
[21:45:03] <andypugh> Though, if you have a PC PSU to use, you might as well
[21:46:30] <Mire> i do, but thanks for the tip. You should see what I'm replacing. the idea that a little black monolith can replace it is quite a joke.
[21:47:27] <andypugh> The future happened while we weren't looking
[21:48:07] <Mire> yah, then I got a job learning the past from old geezers and now I'm caught between worlds...
[21:48:13] <i-pink> Mire when you go?
[21:48:55] <archivist> plenty of old geezers in here
[21:49:26] <AchiestDragon> would +-10v do you ?
[21:49:40] <jymm> * jymm kicks archivist's walker out from under him!
[21:49:49] <Mire> donno. why do you ask?
[21:50:44] <i-pink> Mire, i make now a 2 bit encoder 00 01 10 11
[21:51:25] <AchiestDragon> http://www.whipy.demon.co.uk/gw1cto-trx-sch.pdf sheet 20 gives +-10v at 100ma from a single 12v source ,, uprate the caps c325,c326 to 47uf and the 4 on the outputs to 22uf should do for 150ma
[21:52:43] <AchiestDragon> if you remove u33 and the 2 resistors by it , and feed 12v to where u33's output is then it will give you +-12v rather than 10v
[21:53:03] <Mire> Big GE servoamps. +-12v is what the terminals say
[21:55:28] <AchiestDragon> i-pink: 00 01 11 10
[21:55:48] <andypugh> gray code?
[21:56:27] <AchiestDragon> yea because a 11 to 00 change is going to give a 10 or 01 for an instant anyway
[22:00:51] <i-pink> no!!
[22:00:56] <i-pink> is 0 1 2 3
[22:01:26] <andypugh> simple binary is bad for encoders
[22:01:41] <i-pink> 0=00 1=01 2=10 3=11
[22:02:05] <i-pink> why?
[22:02:14] <andypugh> Archiest explained
[22:02:24] <andypugh> Or Wiki for Gray Code
[22:02:34] <archivist> you should have 1 transition only see gray code
[22:02:40] <Mire> as you count around, you have a place where both bits change
[22:03:10] <Mire> change order to 0,1,3,2 and only one changes per transition
[22:03:31] <AchiestDragon> so in any direction the change on the output is only ever one bit at once ,, when you get to 3 the change for the next step you would assume it to be 0 but because there is a delay or small error in the sensor positions it would drop one bit before the other giveing you a 01 or 10 before the 00 meaning an error
[22:03:42] <i-pink> http://en.wikipedia.org/wiki/File:Encoder_disc_(3-Bit_binary).svg
[22:03:51] <i-pink> is 0 1 2 3
[22:04:01] <AchiestDragon> no
[22:04:06] <Mire> you want gray code. is different
[22:04:09] <andypugh> If you read on it says why that is a bad plan
[22:05:22] <i-pink> i make this
[22:05:23] <i-pink> http://en.wikipedia.org/wiki/File:Encoder_disc_(3-Bit_binary).svg
[22:05:26] <i-pink> OPSS
[22:05:40] <i-pink> http://www.speedyshare.com/886910352.html
[22:05:42] <AchiestDragon> it is not a binary count you need binary is not sutable as more than one bit can change between each step and if more than one bit changes they DO NOT change at the same time there is an slight error
[22:07:33] <i-pink> and the pic i send is ok?
[22:07:39] <Mire> pink is from israel and speaks good but not perfect english.
[22:07:53] <i-pink> yes :)
[22:07:55] <frallzor> http://www.mechmate.com/ anyone in here made one of these? :)
[22:08:14] <Unifilarpole> yes
[22:08:39] <frallzor> Unifilarpole yes to me?
[22:08:45] <Unifilarpole> yes
[22:08:54] <frallzor> you have made one? =)
[22:09:00] <Unifilarpole> you are making one?
[22:09:07] <frallzor> planning at least
[22:09:17] <frallzor> asking around for lasercutting offers
[22:09:28] <AchiestDragon> i-pink:
http://en.wikipedia.org/wiki/File:Encoder_Disc_(3-Bit).svg is what it should be like
[22:09:48] <Unifilarpole> Not is a machine for laser o for plasma
[22:09:49] <AchiestDragon> thats a 3 bit not 2
[22:09:50] <Unifilarpole> is for mill
[22:10:05] <frallzor> but the parts needed need cutting ;)
[22:10:12] <frallzor> thats what im asking around for =)
[22:10:56] <Unifilarpole> i pay arround $200 for laser parts
[22:11:06] <frallzor> where did you get them?
[22:11:58] <Unifilarpole> In a laser company :)
[22:12:12] <archivist> you should have a local company
[22:12:26] <archivist> my nearest is about 10 miles
[22:12:35] <i-pink> but the emc use only A and B, i need to ignoring from the external circle
[22:12:39] <frallzor> I do, but local allways tend to be the pricey alternative
[22:13:15] <frallzor> but ive sent a req. for pricing so hopefully ill know soon
[22:14:00] <archivist> my local was cheap enough but does have a minimum order value
[22:14:28] <Oddsocks> I-pink: yep
[22:14:46] <andypugh> Hang on. You are making a 2-bit encoder because emc has only 2 inputs?
[22:14:51] <frallzor> laser should be pretty cheap id assume comparing to other ways of cutting
[22:15:00] <andypugh> I think you might want to rethink.
[22:15:11] <i-pink> Oddsocks ok
[22:15:40] <andypugh> You would normally use a few hundred pulses per rev on one channel, and one pulse per rev on the other
[22:16:07] <andypugh> a 2-bit absolute encoder is probably a bit pointless
[22:16:10] <archivist> its a motor for Z not a spindle
[22:16:44] <andypugh> Still. Is the plan to have speed and direction only?
[22:17:05] <Unifilarpole> frallzor, you can post your comments in the forum
[22:17:13] <frallzor> i am =)
[22:17:31] <frallzor> you got a log to look in? allways fun
[22:17:46] <andypugh> The forum is fairly low-traffic, the mailing list might work better, though that is a bit more emc-focussed
[22:18:09] <frallzor> he was talking about the machmateforum I'd assume
[22:18:12] <frallzor> =)
[22:18:31] <andypugh> Should I shut up? :-)
[22:18:41] <frallzor> no keep talking, allways fun :P
[22:19:51] <andypugh> So, 2 bit encoder. SImplest would be to laser-print something, though that 3-bit wiki one won't work properly.
[22:21:09] <andypugh> Do you have suitable software? Inkscape would do the trick nicely (you can type in object sizes directly, which is how I got my encoder to wrap exactly round the spindle.
[22:24:29] <AchiestDragon> wibbly wobbly clunky machine finished and working ,, other than needs dremel mounting on it
http://www.whipy.demon.co.uk/dscf2342.jpg
[22:26:05] <andypugh> It looks a bit under-exposed to me :-)
[22:26:40] <AchiestDragon> yea batteries a bit low on cam
[22:30:39] <AchiestDragon> now i have it working can replace those stepper drivers with bipolar microstepping ones
[22:31:07] <andypugh> i-pink: What is your native language?
[22:31:30] <i-pink> heb
[22:31:57] <andypugh> Hmm, I was going to suggest reading
http://he.wikipedia.org/wiki/סרוו
[22:32:04] <andypugh> But is looks a bit empty
[22:32:50] <andypugh> It's the hebrew version of
http://en.wikipedia.org/wiki/Servo_motor
[22:33:54] <i-pink> yes
[22:34:06] <i-pink> but i not make servo
[22:34:15] <i-pink> i make encoder
[22:34:25] <andypugh> If you want to use your motor with an encoder you cold try reading this
[22:34:26] <andypugh> http://he.wikipedia.org/wiki/תורת_הבקרה
[22:34:38] <andypugh> But it is possibly a bit more theoretical than you need
[22:35:07] <andypugh> An encoder is part of a servo system.
[22:35:41] <andypugh> I assume you intend doing something with the information from the encoder? Once you do that, you have a servo
[22:36:43] <i-pink> i make now new encoder with gray code not binary code
[22:37:32] <jymm> 00 01 11 10 =)
[22:38:48] <archivist> i-pink, and how will emc control it
[22:40:53] <i-pink> archivist, i think with type 2 on stepgen
[22:41:07] <andypugh> Stepgen is output, not input.
[22:41:19] <andypugh> (I think)
[22:41:21] <archivist> wrong, its a dc motor you have
[22:41:50] <i-pink> what?????
[22:44:46] <i-pink> i am confuse?
[22:44:55] <i-pink> type 2 is work?
[22:45:03] <andypugh> For what?
[22:45:36] <Mire> I admit I don't understand how pink's setup is meant to work... apparently she needs to control only the number of rotations of the motor. Encoder was to establish direction, she had just a hole and photodiode before.
[22:45:46] <archivist> type 2 is for steppers
[22:45:53] <i-pink> dc motor and 2 bit gray code encoder
[22:46:04] <andypugh> Stepgen type 2 will drive a particular type of motor. But you are making an encoder, which will have to provide inputs to an encoder function
[22:48:52] <andypugh> You probably want a PID controller to drive the motor.
[22:49:08] <andypugh> And use the encoder so that the controller knows where the motor is.
[22:49:13] <i-pink> pid?
[22:49:22] <i-pink> look here
[22:49:29] <i-pink> http://linuxcnc.org/docs/2.2/html/man/man9/stepgen.9.html
[22:49:38] <i-pink> and see type 2
[22:50:23] <andypugh> Yes, that will drive a stepper motor. The phase A and Phase B are motor windings, not encoder inputs.
[22:50:37] <Mire> andypugh: what is needed to convert PID controller output to drive this dc motor?
[22:51:45] <andypugh> Probably PWM+direction pins to an external PWM-voltage convertor (which is just a capacitor and resistor at its simplest)
[22:51:51] <skunkworks> you need a simple pwm amplifier..
[22:52:30] <andypugh> I see you have a breadboard to build it on.
[22:52:35] <archivist> then an amp and an encoder on the motor (not the gearbox out)
[22:53:20] <skunkworks> http://emergent.unpy.net/projects/01142347802
[22:53:32] <andypugh> The bit I am struggling with is Gray-code to software encoder counter. I am not sure that EMC supports that
[22:53:57] <skunkworks> it does
[22:54:23] <andypugh> That's a relief after we have told i-Pink to make one
[22:56:02] <andypugh> Which HAL module is it in?
[22:57:47] <skunkworks> the software endocer takes greycode.
[22:58:06] <skunkworks> *encoder
[22:59:03] <i-pink> i am almost finish the greycode endocer
[22:59:03] <andypugh> It only seems to mention quadrature in the manual page
[22:59:55] <skunkworks> greycode is quadrature
[23:00:00] <skunkworks> http://en.wikipedia.org/wiki/Gray_code
[23:00:24] <skunkworks> :)
[23:00:28] <Mire> wow.
[23:01:05] <Mire> if i dont learn slower soon my head will balloon like a Martian.
[23:01:34] <andypugh> Yes. Of course it is, when you have two channels. Allow me to slap my forehead in a comedy manner
[23:01:48] <skunkworks> wait - I might be wrong - sorry - long day.
[23:02:13] <andypugh> No, you are entirely correct.
[23:02:15] <archivist> not quite true, two bit only has 4 values
[23:02:36] <i-pink> i finish it!
[23:02:48] <archivist> and a high count encoder is many lines
[23:03:50] <andypugh> The point is that a 2-bit gray code encoder is also a 2-channel quadrature encoder. Connect A and B to the pins of an Encoder in HAL, and the encoder position count will ramp up and down correctly
[23:03:56] <dalegrover> Hello all. The big picture is setting up another CNC machine using EMC2. I'm using a similar setup to my first EMC2 machine, but this one uses a charge-pump to enable the motor power supplies. The problem is that if I tell stepconf that I have an estop switch (which I do :), the charge-pump signal doesn't happen. If I say no estop (that is, set that parallel port pin to unused), then the charge pump works.
[23:04:28] <archivist> invert the pin
[23:04:41] <dalegrover> I think my problem is that iocontrol.0.user-enable-out is always false. I can't find exactly what internal conditions set this to false.
[23:05:17] <andypugh> Do you have emc working i-pink?
[23:05:32] <i-pink> gphoto2://[usb:001,005]/DCIM/100CANON/IMG_1898.JPG
[23:05:38] <i-pink> yes
[23:05:45] <i-pink> ops
[23:05:50] <i-pink> http://www.speedyshare.com/321672552.html
[23:06:19] <andypugh> Ought to work.
[23:06:50] <dalegrover> Sorry--I need to type faster. EMC seems to read the estop fine. iocontrol.0.emc-enable-in, estop-ext, and pin10-not (the estop input) are all true. But the critical (I think) estop-out, charge-pump, and so on are false.
[23:07:09] <dalegrover> Seems to track back to iocontrol.0.user-enable-out being false.
[23:07:17] <andypugh> To find out you can use stepconf to create a set of config files, and tell it that A and Z are on the same parallel port pin, and that B is on another.
[23:08:15] <andypugh> You should then be able to watch the output of encoder.0.position in the hal-meter (in Axis that is Machine-Show Hal Meter)
[23:08:55] <andypugh> It should increase when you rotate the encoder over the detectors one way, and decrease when it rotates the other way
[23:09:15] <andypugh> (I am simplifying here, and skipping a few weeks of screaming and cursing)
[23:10:22] <i-pink> is very very hard!
[23:10:26] <andypugh> That will just be enough to check the encoder. To set up the motor to be controlled you will need a servo setup in EMC, not a stepper one
[23:11:35] <andypugh> As for being hard, yes. People spend whole apprenticeships and degrees learning this stuff :-)
[23:11:37] <i-pink> ok. and the emc support servo?
[23:11:43] <andypugh> Absolutely
[23:12:06] <i-pink> but i have only 0 90 180 270 degrees
[23:12:09] <andypugh> But I think you will need to setup your own HAL configuration files.
[23:12:24] <Mire> Can she fake something that will stop motor on a given rotation? she says that
[23:12:28] <Oddsocks> just remember you are doing this for FUN !!! ;-)
[23:12:29] <Mire> 's all she needs
[23:12:33] <andypugh> Yes, but the encoder can cheat a bit.
[23:14:08] <andypugh> Yes, you can probably use stepgen to produce up-down signals to drive the motor one way or another, and just choose up and down according to whether the encoder position is bigger or smaller than required
[23:15:06] <Mire> In a sense, she wants to use it is a stepper, but with 360 degree steps
[23:15:12] <andypugh> Can I point out that you really, really, want to be putting opto-isolators between the parallel port and the rest of the electronics
[23:15:49] <andypugh> How fast does the motor spin, and is there a gearbox?
[23:16:02] <i-pink> Mire no..
[23:16:15] <i-pink> not 360 steps
[23:16:31] <Mire> full turn per step
[23:16:36] <andypugh> You will have 90-degree steps
[23:16:45] <i-pink> no
[23:17:20] <andypugh> Actually, you might find you have better than that with the interpolated encoder function
[23:17:22] <dalegrover> archivist--the estop is already inverted, and seems to read fine. If I activate the estop, estop-ext and iocontrol.0.emc-enable-in go false.
[23:18:52] <i-pink> if the EMC send very short pulse the motor cant rotate 90 degree it move only few degree
[23:19:08] <andypugh> First things first, get your motor, encoder disc, sensors and interface set up and connected to the parallel port, and make sure you can see the channels in halscope or halmeter.
[23:19:48] <andypugh> Yes, but then the encoder won't move far enough, and emc will send another pulse
[23:20:25] <andypugh> The encoder "closes the loop" telling emc when it has moved the motor far enough.
[23:20:32] <Mire> it will pulse until encoder changes.
[23:21:04] <i-pink> hal scoop???????
[23:21:15] <i-pink> halmeter ????
[23:21:19] <andypugh> You don't really want to be using a stepper drive to control a dc motor, though. That PWM servo amplifier was a much better soultion.
[23:22:03] <andypugh> Yes, assuming you have EMC working, there are software voltmeters and oscilloscopes that will let you watch what all the signals are doing.
[23:22:19] <i-pink> how i can build PWM servo amplifier at home????
[23:22:50] <andypugh> You have a prototype board, I saw it in your first picture
[23:23:04] <i-pink> yes
[23:23:16] <andypugh> And skunkworks posted a circuit diagram
[23:23:33] <Mire> http://emergent.unpy.net/projects/01142347802 there it is again.
[23:24:43] <andypugh> You might need to get him to explain some of it.
[23:25:23] <AchiestDragon> how come that ubunto wifi drivers for my laptop dont work but the suse ones do
[23:25:31] <i-pink> you mean that?
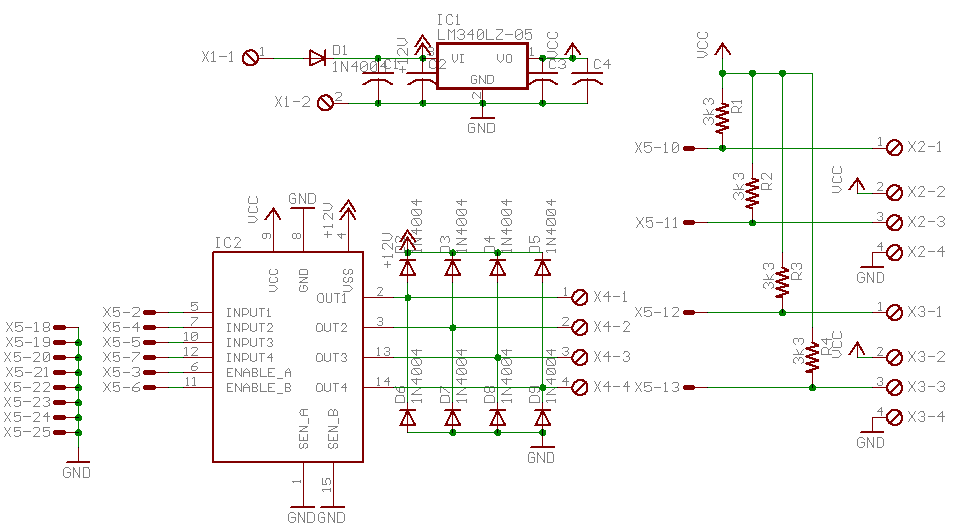
[23:25:37] <i-pink> http://media.unpythonic.net/emergent-files/projects/01148303608/l298-servo-sch.png
[23:26:16] <AchiestDragon> it did connect when i first set ubuntto /emc2 up as it managed a online update ,, but it now refuses to connect
[23:27:19] <AchiestDragon> just keeps requesting the pass key
[23:27:32] <andypugh> That's the one. It only looks to contain one regulator and a few capacitors and diodes
[23:27:32] <i-pink> i have L298N and the diodes i am not shore about the 3.3K resistors
[23:28:19] <i-pink> what is C1 - C4? and what is the lm340lz???
[23:28:48] <akafubu> what are some considerations to keep in mind when building your first mini-mill? how hard would it be to convert this machine's wood parts to metal?
http://buildyourcnc.com/default.aspx
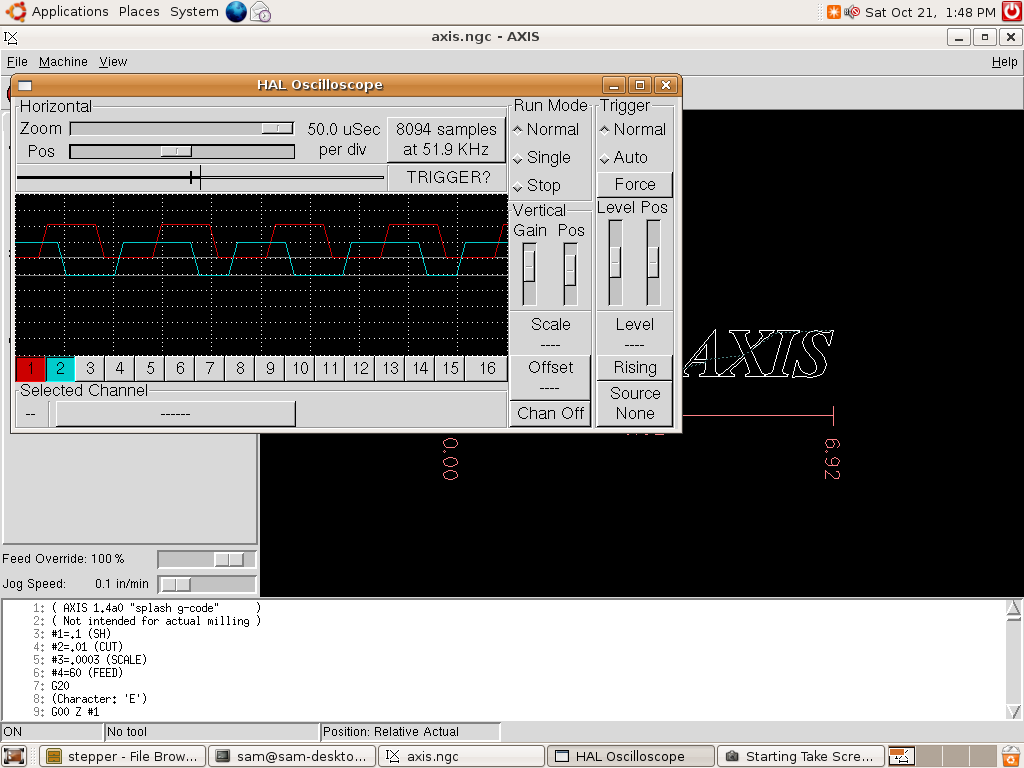
[23:29:05] <andypugh> Halscope; this is a halscope trace I took earlier today, showing my encoder pulses (at the bottom), the encoder position (the rising lines) and the motor position (the wobbly line). Halscope is going to be really useful to you for working out what is happening:
http://imagebin.ca/view/XLxWqSm.htm
[23:30:10] <eric_unterhausen> akafubu, you might want to look at some of the 80/20 plans that are out there
[23:30:16] <andypugh> That's not a mini-mill. Check Youtube for Blacktoe, it's huge
[23:32:36] <eric_unterhausen> blacktoe is huge
[23:32:41] <akafubu> gigantic
[23:32:44] <eric_unterhausen> for mdf anyway
[23:32:59] <andypugh> LM340 seems to be a regulator.
[23:33:27] <akafubu> what does the 80/20 stand for?
[23:33:38] <eric_unterhausen> brand of metal strut
[23:36:04] <akafubu> and what about diy 5-axis projects, i haven't seen any of those
[23:36:09] <jymm> 80% Meat ratio to 20% fat
[23:36:18] <eric_unterhausen> start with a 3 axis
[23:36:44] <akafubu> okay, if i can find a how-to somewhere
[23:36:45] <andypugh> i-pink: You can look up what components are (and get the data sheets) at
http://il.farnell.com/
[23:37:05] <andypugh> or
http://il.rs-online.com/web/
[23:37:09] <eric_unterhausen> cnczone is where to find info about machines
[23:38:01] <Mire> AcheistDragon
[23:38:24] <Mire> 's PWM controller is only 2 chips. neato
[23:39:07] <AchiestDragon_> 1 min let me sort out my network problems
[23:40:42] <AchiestDragon> ok back
[23:40:56] <AchiestDragon> although lost scroll back in the process
[23:41:18] <Mire> hey, Adragn, you posted PWM comtroller schematic, rite?
[23:41:37] <AchiestDragon> no
[23:41:56] <AchiestDragon> although have one someware
[23:42:14] <andypugh> skunkworks did
[23:43:04] <Mire> very elegant. still need amps after that, right?
[23:45:17] <Mire> or will this drive motors direct?
[23:47:00] <andypugh> Here is the one I use.
[23:47:01] <andypugh> http://imagebin.ca/view/75aik0k.html
[23:47:19] <andypugh> It does more (and less) than you want, but does opto-isolate the p-port
[23:48:54] <AchiestDragon> pwm as in pwm speed controled sutable for up to 15A and 1.5 to 48V motors
http://www.whipy.demon.co.uk/h-bridge-sch.pdf
[23:48:54] <AchiestDragon> with electronic break control on there also
[23:49:02] <AchiestDragon> shows it as 3.3v logic but will work at 5v without changes
[23:49:05] <andypugh> It produces 2 isolated voltages from 1 PWM signal, then swaps lines around using relays. You could use one of the PWMs and keep the relays for reversing. I had run out of pins to the 2 relays do off-lathe forwards-lathe backwards-mill forwards depending on the combintion
[23:49:34] <andypugh> Yeah, use his :-)
[23:50:23] <andypugh> That's exactly what you want
[23:51:04] <andypugh> Though I am not spotting motor-minus
[23:51:09] <AchiestDragon> the output fets will need heatsinks and need to be mounted with insulated thermal pads and insulated screws
[23:51:41] <andypugh> sorry, I am being daft.
[23:52:08] <andypugh> The motor connects in the middle (M1 and M2) +Vmotor is motor power supply.
[23:52:17] <i-pink> the sensor is not work,
[23:52:30] <i-pink> i use yellow led :(
[23:52:33] <AchiestDragon> i did an update to that schematic without the break and without all those diodes ,, probabay better with that as its tested
[23:52:56] <andypugh> What is the sensor?
[23:53:13] <AchiestDragon> but the file is on another machine will take me 10 mins or so to get it booted up
[23:53:33] <i-pink> the phototrnsistor with led
[23:53:34] <andypugh> You might be better with an all-in-one sensor,
[23:53:54] <i-pink> is all the time 39-40 K
[23:54:01] <andypugh> normally they are infra-red with a filter so that ambient light isn't a problem
[23:54:43] <i-pink> i have ultra white led
[23:54:47] <i-pink> is work?
[23:54:54] <andypugh> Probably not,
[23:55:04] <andypugh> Do you have a part number for the sensor?
[23:55:42] <i-pink> mouse phototrnsistor
[23:57:18] <andypugh> I am using these, and they work fine
[23:57:34] <andypugh> However, are you just measuring the resistance of the sensor?
[23:57:42] <andypugh> I forgot the link
[23:57:49] <andypugh> http://il.rs-online.com/web/search/searchBrowseAction.html?method=getProduct&R=4550931
[23:58:22] <andypugh> Are you measuring the sensor resistance with a multimeter?
[23:58:27] <i-pink> i put black shrink on the phototrnsistor
[23:58:34] <i-pink> yes
[23:59:03] <andypugh> OK, the multimter test voltage is probably too small. does the miltimeter have a diode test setting?
[23:59:42] <andypugh> Try it with that, and you should see something change
[23:59:55] <i-pink> no
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
.svg){kind=link}
.svg){kind=link}
{kind=link}
{kind=link}