Back
[00:06:28] <MarkusBec> MarkusBec is now known as MarkusBec_away
[00:18:00] <skunkwors> skunkwors is now known as skunkworks
[01:07:47] <PCW> signing off...
[01:38:26] <Dave911> >>> cradek >+,-,*,/,=,<,>,<=,>=,(,),^ (exponent),% (modulus),& (and),| (or),! (not).
[01:38:28] <Dave911> yeah I guess xor is more like || than |
[01:38:29] <Dave911> Yes i agree that the "!" may be logical but the "&" definitely works bitwise... so is that a bug or not ..???? Or the "!" may be broken?? Having a ">" in an assignment statement really doesn't make much sense. Something doesn't seem quite right.
[01:45:24] <cradek> I have no idea what was intended - the only documentation I went by was our own wiki pages
[01:45:54] <cradek> I've looked before and not found any docs from the cl project itself
[02:27:26] <tom3p> the CL source arithm_eval.c are the only 'docs' i find for CL boolena/binary opertations
[02:27:46] <tom3p> boolean ( tho boolena sounds cool )
[03:43:06] <tom3p> I have a cnc that allows jogging by simple i/o bits for +/-, but requires the terminal to select the axis ( ascii char )
[03:43:07] <tom3p> I dont like it for many reasons, but am stuck.
[03:43:07] <tom3p> It'd be nicer if the operator could have a hand unit with jog buttons and axis selector.
[03:43:07] <tom3p> I'm guessing a 1 of 8 bin selector (XYZWABC) could goto a microprocessor and output the signal (packet) that a PS2 kbd would send.
[03:43:07] <tom3p> Any ideas on hacking the keyboard stream?
[04:10:37] <tom3p> what happens when a ps2 and a usb keyboard are hooked up to a single computer? can i reduce the usb to just the matrix crossings wanted?
[08:25:09] <cnc_valen> mornin all
[08:25:24] <micges_work> hi
[08:25:37] <cnc_valen> anybody know how to get it to tell you if there are multiple rtapi delays
[08:26:06] <cnc_valen> with this setup I get a largish latency spike when starting an opengl display like say axis
[08:26:25] <cnc_valen> that trips out the RTAPI error
[08:26:46] <cnc_valen> but after that the latency is typically really good
[08:27:12] <cnc_valen> I am experimenting with how fast i can reliably run the servo thread
[08:29:09] <cnc_valen> but Its not telling me if its wrong
[08:30:07] <alex_joni> it only tells you the first time
[08:30:12] <micges_work> cnc_valen: latency-test?
[08:30:17] <alex_joni> you can look at thread times though
[09:20:31] <holy> fenn: How can I remove any line containing Z-coordinate from the CNC program?
[09:21:21] <archivist> an editor
[09:21:57] <t> [Global Notice] Hi all. It seems one of our sponsors has connectivity problems, causing around 6,000 users to disconnect. We're investigating, sorry for the noise and thanks for using freenode!
[09:22:01] <holy> archivist: Regular Expressions
[09:22:47] <holy> GEdit can replace any Z with another letter or sign or even a phrase.
[09:25:04] <archivist> I know I dont need to learn
[09:53:59] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[10:11:25] <piasdom> g'mornin all
[10:30:23] <cnc_valen> I have a m2 that seems to be canceling cutter radius comp
[10:30:26] <cnc_valen> any ideas/
[10:30:27] <cnc_valen> ?
[10:30:56] <cnc_valen> m0 sorry
[10:36:09] <cnc_valen> Theres another question
[10:36:27] <cnc_valen> with cutter comp on why are "corners" now radiused?
[10:41:01] <alex_joni> cnc_valen: do you know where the fine manual is ? :P
[10:41:22] <cnc_valen> read that
[10:41:31] <alex_joni> http://www.linuxcnc.org/docview/html//gcode_tool_compensation.html#sec:Cutter-Radius-Compensation
[10:41:34] <alex_joni> check the picture
[10:42:17] <alex_joni> also check:
http://linuxcnc.org/handbook/RS274NGC_3/RS274NGC_38a.html
[10:42:45] <cnc_valen> ahh makes sense now
[10:43:55] <cnc_valen> I looked at the picture 5 times but i was thinking i was cutting an inside corner
[11:19:32] <AlmostObsolete> Hope this is an ok question to ask here. Do any of you guys have suggestions for CAD and CAM software for Ubuntu? I want to design parts for CNC manufacture using a home made CNC milling machine and EMC2 looks great for the last bit of the software chain but what to use before that?
[11:20:43] <archivist> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam
[11:20:56] <archivist> I mostly use inside rear of skull
[11:21:50] <AlmostObsolete> thanks, that's a big list :P
[11:22:06] <AlmostObsolete> you mean you write the g-code yourself?
[11:22:11] <archivist> yes
[11:22:31] <archivist> no cheap/free for a 5axis mill
[11:22:48] <AlmostObsolete> that sounds appealing, anything to avoid leaving emacs :)
[11:23:23] <archivist> * archivist uses vi! I dont need another OS
[11:23:54] <archivist> I use getid really for gcode
[11:23:56] <AlmostObsolete> heretic! we must fight to the death! ;)
[11:24:17] <AlmostObsolete> what's getid?
[11:24:23] <archivist> been using vi for a loooooooong time
[11:24:39] <archivist> was a tyop gedit
[11:25:03] <AlmostObsolete> ah, that makes more sense
[11:25:24] <archivist> ntl...in the UK?
[11:25:32] <AlmostObsolete> yep, Brighton
[11:25:57] <archivist> heh pjm is not far from you
[11:26:24] <archivist> compared to me in sunny swadlincote
[11:26:53] <AlmostObsolete> cool
[11:27:55] <AlmostObsolete> so how is g-code to write? I always assumed it was more of a thing meant to be generated....
[11:28:23] <AlmostObsolete> I really like the idea of being able to describe what I want textually though
[11:28:34] <archivist> depends if you are used to programming or not
[11:29:49] <AlmostObsolete> that's what I do, so I'm more comfortable with that sort of thing
[11:30:13] <pjm> hello!
[11:30:31] <archivist> we woke him up!
[11:30:35] <pjm> LOL
[11:30:41] <pjm> i was just running a job
[11:31:02] <AlmostObsolete> hi pjm! I hear you're another southerner :p
[11:31:11] <archivist> Im testing consistency on the lathe this morning
[11:31:43] <pjm> AlmostObsolete yes i'm down in wimborne
[11:33:48] <archivist> AlmostObsolete, join the mailing list as we brits are contemplating a meet at the midland model engineer ex in a few weeks
[11:34:59] <AlmostObsolete> thanks, I will do
[11:35:19] <jthornton> AlmostObsolete: you can also use the simple g code generators on the wiki site
[11:35:47] <AlmostObsolete> I've not actually got a machine yet, but I'm considering the possibilites of building one and trying to get a feel for what I'll be able to do with it
[11:36:20] <pjm> excellent, that is what I did, its probably been my best project to date
[11:36:35] <AlmostObsolete> oh, those generators look interesting
[11:36:35] <archivist> we three speaking have built machines
[11:36:54] <jthornton> my first step was to get EMC up and running on a computer
[11:36:55] <pjm> i started by looking at the software first, tried that windows stuff then found EMC2 and was hooked - I built my machine around what it needed
[11:37:15] <AlmostObsolete> I'm considering converting a proxim mini mill to be CNC, any thoughts on whether that's a good idea vs. trying to build the whole thing?
[11:37:22] <archivist> I lurked in here for a while till mine was built
[11:38:25] <archivist> you can also get an old cnc and retrofit
[11:38:53] <archivist> my second project is a retrofit
[11:41:20] <archivist> do you mean proxon?
[11:42:01] <AlmostObsolete> haha, yeah, a proxxon MF70
[11:43:08] <archivist> http://www.indoor.flyer.co.uk/millingmachine.htm
[11:43:49] <archivist> bit on the small side for me despite the fact I make tiny stuff
[11:44:03] <AlmostObsolete> that's the page that inspired me to give it a go
[11:44:32] <AlmostObsolete> I'm really keen on being able to prototype PCBs quickly without all the icky chemicals
[11:45:19] <archivist> a few in here do that as well
[11:50:49] <AlmostObsolete> all the examples I've seen (a limited amount admittedly) seem to use this premade control units. Are there many people making there own control electronics?
[11:51:52] <AlmostObsolete> The projects I'm working on involve a fair bit of PIC micocontroller developement and it seems to me that it would be easy enough to make an PC-CNC interface like that...
[11:52:40] <archivist> I use stepper drivers from arc eurotrade
[11:52:53] <pjm> AlmostObsolete i've made PCB's on my mill, its pretty good and you can obtain quite reasonable track widths, there is just the dust issue to contend with
[11:53:04] <jthornton> I use Gecko stepper drives
[11:53:21] <jthornton> for my plasma torch
[11:53:54] <archivist> jthornton, you see that lost Z thread... a local here had a gecko cause it
[11:54:05] <AlmostObsolete> pjm: how do you solve that? vacuum dust extractors?
[11:54:10] <jthornton> and fixin to have my 5i20 driving the geckos
[11:54:13] <jthornton> archivist: no
[11:54:30] <pjm> AlmostObsolete - yes a vacuum cleaner turned down to low ;-) - btw some write up on my machine
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Pjm
[11:54:37] <archivist> [Emc-users] Engrave.py cuts deeper and deeper
[11:54:52] <jthornton> ok, I didn't read all of them
[11:55:28] <jthornton> I had a 203v die once but they replaced it no charge
[11:55:37] <AlmostObsolete> pjm: nice, looks very cool :p
[11:57:07] <archivist> jthornton, the user here is john stevenson, mostly using mach, but Im working on him :)
[11:57:16] <jthornton> :)
[11:58:36] <jthornton> nice pjm
[12:02:18] <archivist> I specialise in fugly
http://www.collection.archivist.info/archive/djcpd/PD/2009/2009_08_15/102CANON/IMG_0246.JPG
[12:07:12] <DaViruz> nice panel display
[12:07:41] <archivist> it has the PC in as well
[12:08:00] <DaViruz> oh
[12:08:13] <archivist> panel PC really
[12:08:36] <archivist> or nice old P4 suitable for emc
[12:13:38] <jthornton> I think it looks cool with 5 axis
[12:14:04] <jthornton> how do you home all of them?
[12:14:43] <archivist> that level on the table does B others at an end or doesnt matter
[12:15:22] <jthornton> I see it now
[12:17:21] <jthornton> * jthornton is off to work now
[12:17:27] <jthornton> talk to you guys later
[12:21:23] <pjm> archivist -- wow that is wicked!! 5 axis!
[12:21:34] <pjm> i really must get my ass into gear and finish my 4th
[12:21:46] <pjm> but i want to get the mesa I/O sorted first
[12:23:58] <archivist> I should fit limit switches and ballscrews to the 5 axis
[12:24:38] <archivist> too sloppy at the moment but I get around that by careful gcode
[12:26:16] <pjm> i've become a fan of these inductive switches, i'm using them on my Z at the moment
[12:26:21] <pjm> really very nice
[12:26:50] <archivist> how accurate?
[12:27:13] <archivist> or repeatable
[12:29:31] <pjm> well pretty good i'd say, i've not done absolute tests but they are only for maximum limit
[12:50:47] <skunkworks_> http://www.cnczone.com/forums/showthread.php?t=90053
[12:53:37] <archivist> is that dork using a pot on a digital input!
[12:54:56] <skunkworks_> don't really know. must work :)
[12:55:25] <archivist> I like the plug in the middle :)
[13:02:20] <cradek> halui and an encoder knob sure works nice for that. it just moves the slider on the screen for you.
[13:16:01] <mozmck> http://www.machsupport.com/forum/index.php?PHPSESSID=5rci35s89ud7s4nigfq8g06g81&topic=12042.0
[13:30:53] <holy> Does the tool at 9-axes machining centre stay normal to the milled surface?
[13:31:50] <holy> Do programmers write special software for the automation of changing details?
[13:38:17] <holy> Are there any small companies who build machines and creates software themselves?
[13:38:39] <kanzure> yes many companies build machines and write software
[13:38:51] <kanzure> some of us like to do both
[13:39:18] <holy> of us?
[13:39:19] <holy> What do you mean?
[13:39:49] <kanzure> "some of us humans"
[13:41:22] <holy> What if we try to automate something by addition of other motors to the machining centre: do we have to write a program and add it to or use it altogether with EMC2 functionality?
[13:41:47] <holy> kanzure: you humans of IRC are nice and funny and weird
[13:43:57] <holy> I think I need to read special lessons as /Robotics/ or /Programming/ to understand how to use a computer to control motors.
[13:51:37] <holy> Would you advise me
http://ocw.mit.edu/OcwWeb/Mechanical-Engineering/2-12Fall-2005/CourseHome/index.htm for reading if I attempt to learn it? I don't have much of programming skills.
[13:57:06] <skunkworks_> mozmck: I thought art was retired
[14:15:29] <holy> wget -r -c
http://ocw.mit.edu/NR/rdonlyres/E65EDC40-4E8B-4949-8DBD-129783706AC2/0/chapter2.pdf
[14:17:05] <cradek> skunkworks_: I think all that means is you don't have to listen to complaining users or fix bugs anymore
[14:17:56] <archivist> skunkworks_, what Im hearing over here is still working on it but ignoring things he doesnt want to know about
[14:18:27] <cradek> heh, that doesn't sound too unfamiliar
[14:19:18] <archivist> I looked up and thought ! you thinking the same as I hear from the grapevine
[14:20:18] <archivist> they are alienating the support guys
[14:24:14] <holy> alienating?
[14:25:25] <holy> the support guys move to another planet, the Mars or the Moon, with free Internet access and they can always use IRC for providing support.
[14:27:12] <skunkworks_> heh
[14:27:31] <skunkworks_> cradek: seems like the best of both worlds
[14:27:32] <skunkworks_> ;)
[14:27:51] <holy> :)
[14:48:17] <steves_logging> steves_logging is now known as steve_stallings
[15:02:30] <Valen1> Valen1 is now known as Valen
[15:47:07] <steve_stallings> steve_stallings is now known as steves_logging
[17:50:33] <geo01005> anybody made a delta robot with EMC?
[18:10:38] <fenn> i am supposed to be working on this instead
http://fennetic.net/machines/hexegrity
[18:34:57] <alex_joni> geo01005: not yet
[18:44:24] <L84Supper> reminds me of the Adept robots
http://www.adept.com/
[18:56:58] <L84Supper> I just started looking back into EMC for ARM SOC's, the lack of PCI on ARM SOC's is one of the sticking points
[19:04:24] <alex_joni> hmm.. the adept's have 4 arms
[19:04:49] <alex_joni> most of the version's I've seen had 3 arms
[19:07:16] <L84Supper> fast but super accurate, I saw them the other day again at the Design/Automation show in Chicago
[19:07:32] <L84Supper> sorry, fast but not super accurate
[19:10:01] <alex_joni> accurate enough
[19:10:18] <alex_joni> +/- 0.1mm is good enough
[19:13:41] <L84Supper> with 4 arms they can push pull and calculate position directly in XY
[19:14:37] <L84Supper> I wonder if they did a 3 arm version and decided against crunching all the triangles
[19:18:05] <L84Supper> i.MX515
http://www.freescale.com/webapp/sps/site/prod_summary.jsp?code=i.MX515&webpageId=123596270972270609633B
[19:19:00] <L84Supper> ARM Cortex8 SOC no PCI, shared memory space would be the only fast interconnect to an FPGA for motion control
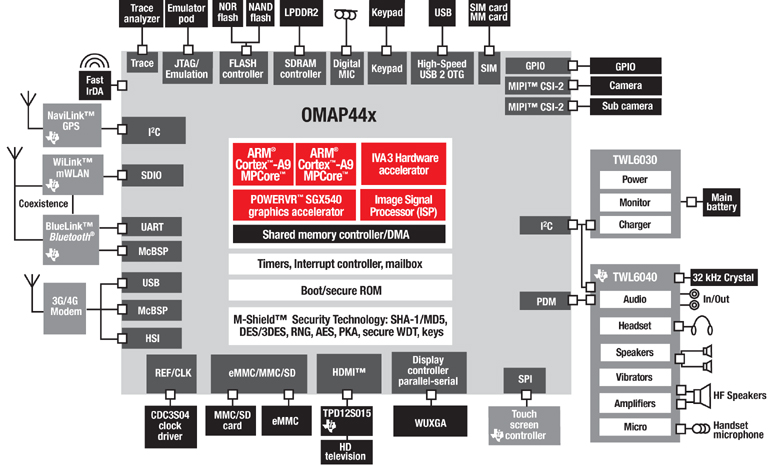
[19:21:14] <L84Supper> same for the TI OMAP
http://focus.ti.com/en/graphics/wtbu/OMAP4430_zoom.jpg
[19:29:49] <alex_joni> L84Supper: abb has a 3-arm version
[19:33:23] <L84Supper> I wish I could have played with one of those as a kid "High speed picking of Pancakes"
http://www.abb.com/product/seitp327/cf1b0a0847a71711c12573f40037d5cf.aspx
[19:42:29] <geo01005> The four arm versions actually have 4 axis movement. The extra arm allows the end effector to rotate like 90-120 degrees without the "middle" arm that most delta bots have.
[19:43:47] <geo01005> many of the parallel bots have the potential to be very accurate, at least very stiff because all the loads are axial in the arms. So no bending moments to cause large deflections.
[21:29:29] <__PyNewbie__> greetings, is it possible to test lathe threading with a single index pulse? i can see the pulse in Hal Meter if i set my input pin for Phase A. do i need to crossconnect index and phase a to do this?
[21:30:59] <archivist> I wont be promoting single slot threading anytime soon/ever
[21:35:13] <__PyNewbie__> simply for testing purposes, i know the disadvantages. i am still using stepconf, think i need to do something with - net spindle-phase-a encoder.0.phase-A - how bout 50 slots?
[21:35:52] <archivist> I have an index and 48,
[21:36:40] <archivist> but only just got it going the other day and still have a few warts to find
[21:37:20] <__PyNewbie__> my board is only good for 2khz so maybe 20 slot. any tips on what i need to change in the hal for this?
[21:39:17] <__PyNewbie__> oops 15khz. not sure what i need to do in the hal. seems like i need to set stepconf for Spindle Index on my pin and then crossconnect it to net spindle-phase-a encoder.0.phase-A?
[21:39:26] <archivist> my steppers on this lathe have poor acceleration and top speed
[21:40:46] <archivist_emc> http://pastebin.ca/1578379
[21:40:55] <archivist> and thats the hal file
[21:41:32] <__PyNewbie__> im slow too. just want to test it out before i start shopping for an encoder. dont have enough inputs either. thank you checking file...
[21:41:55] <archivist> odd line compared to docs is line 33
[21:42:00] <archivist_emc> net spindle-position encoder.0.position-interpolated => motion.spindle-revs
[21:43:31] <archivist> I may widen the index slot to make sure its never missed as currently I am seeing an error
[21:48:46] <__PyNewbie__> had to strip out the line numbers for a diff. ok just that one line, spindle-position encoder.0.position-interpolated - instead of - spindle-position encoder.0.position
[21:49:39] <archivist> its smoother running from the interpolated here
[21:50:05] <archivist> the direct is not updated often enough
[21:52:14] <__PyNewbie__> it seems to count properly if i set for phase a, but i cant find anything toggling if i set for index - in stepconf - havent tried your addition yet.
[21:54:51] <__PyNewbie__> i get 9.3ish on motion.spindle-speed-out when the spindle is running at 450rpm-ish and stepconf is set for Phase A on my pin.
[21:55:05] <archivist_emc> setp encoder.0.counter-mode 1 is the line setting index and A only on the encoder
[21:57:32] <__PyNewbie__> oops, that should be motion.spindle-speed-in - docs say thats in rotations per second, so that seems right. but it wont move on a G33 or G76
[21:58:48] <__PyNewbie__> close maybe. 9.3 x 60sec = 558rpm
[21:59:02] <archivist> use halscope see whats happening
[22:01:53] <__PyNewbie__> i get a good pulse stream on the scope if i set my input pin for Spindle Phase A. nothing if i set for Spindle Index. kinda lost on what emc is need to see. motion.spindle-revs increments.
[22:02:22] <archivist> it must see the index pulse to start moving
[22:04:48] <__PyNewbie__> guess thats why i was thinking the index input had to be cross connected (in the hal) to phase a. if i set stepconf for Spindle Index and add your change, will it work? i can run to the shop to test.
[22:05:58] <archivist> the index pulse once per rev is the important fact
[22:06:18] <archivist> the mod on mine is just for stability
[22:06:57] <archivist> time your network stretched to the machine :)
[22:08:21] <__PyNewbie__> i added the spindle pyvcp. it shows 0.3 rpm when turning 450rpm. ahh, ok. - i am shelled into it now. but i cant start the spindle. ;-)
[22:08:56] <__PyNewbie__> no pwm control, just feedback.
[22:09:15] <archivist> I just have feedback only as well
[22:10:30] <__PyNewbie__> so in stepconf should i set my input for Spindle Phase A or Spindle Index?
[22:11:16] <archivist> I have both connected
[22:13:08] <archivist> two separate signals
[22:14:15] <__PyNewbie__> ahh, ok..... physically wired to two seperate channels..
[22:14:54] <archivist> yes
[22:15:04] <__PyNewbie__> one configured for index and the other for phase a. but coming from same physical input(switch)
[22:15:26] <archivist> no separate optos
[22:17:14] <__PyNewbie__> i think i got it. for example. pin 11 is my index, pin 12 is now my phase A, and i tie the switch to both.
[22:17:49] <__PyNewbie__> i can test that in a few secs.
[22:18:41] <pjm> gn all cu tmw
[22:19:36] <__PyNewbie__> cu pjm
[22:19:53] <archivist> pjm, ds 3 mch txtng
[22:36:15] <__PyNewbie__> hmm, something is still not right. if i tie the same switch to 2 inputs. 11 and 12 in this case. and configure stepconf for 11 index and 12 phase a. a G33 Z5 just heads for Z5 with or without pulses
[22:37:58] <__PyNewbie__> if i set pin 11 for index and 12 unused it wont move, with or without pulses.
[22:38:54] <__PyNewbie__> G33 Z5 K0.05 for example
[22:40:33] <archivist> what do you actually have on your spindle feed back
[22:41:23] <__PyNewbie__> cnc4pc c3 -
http://www.cnc4pc.com/Store/osc/product_info.php?cPath=25&products_id=129&osCsid=63e9098402283821a16072b95be0eb33
[22:41:42] <__PyNewbie__> wired to pin 11
[22:42:15] <archivist> single slot disk?
[22:43:07] <archivist_emc> and what is setp encoder.0.position-scale set to
[22:43:07] <__PyNewbie__> yeah, piece of cardboard on a mandrel.
[22:43:37] <__PyNewbie__> checking...
[22:45:27] <__PyNewbie__> currently set to 2
[22:45:31] <__PyNewbie__> 2.0
[22:46:25] <__PyNewbie__> probably should be 1 for 1 slot
[22:47:00] <archivist> and pin 12 should be seeing the pulse as well
[22:47:30] <archivist> not that ive seen any doc for single slot
[22:48:29] <__PyNewbie__> i saw a few references to it, but no walkthoughs.
[22:48:41] <__PyNewbie__> working on seeing if 12 is seeing it
[22:53:45] <__PyNewbie__> yep, 11 and 12 both toggle on the scop. they are in phase though, should they be 180 out?
[22:54:05] <__PyNewbie__> scop = Hal scope
[22:56:46] <__PyNewbie__> that is to say parport.0.pin-11-in and 12-in are pulsing with switch input.
[22:57:18] <__PyNewbie__> 11 is configured as index. 12 as Phase A
[23:10:21] <__PyNewbie__> ok fixed, i think. G33 seems to work anyway. very cool.. i can spare 2 inputs. ill get another switch and make a new disk with a single index and some number of holes. so why 48 slots? ive seen 100cpr encoders recomended?
[23:14:12] <MarkusBec> MarkusBec is now known as MarkusBec_away
[23:15:16] <__PyNewbie__> 1 think with a 15khz limit on the input board, 20 slots at 500 is about all i can get.
[23:15:31] <__PyNewbie__> 500rpm
[23:23:16] <jmkasunich_> jmkasunich_ is now known as jmkasunich
[23:42:23] <jymm> Hey jmkasunich! How goes it?
[23:43:05] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[23:44:07] <__PyNewbie__> Thanks for the help guys.. i need to soak in some more of the docs to get a handle on sync'd motion.
{kind=link}
{kind=link}