Back
[00:44:02] <MarkusBec> MarkusBec is now known as MarkusBec_away
[00:54:50] <tche> hello
[00:55:00] <tche> please friends
[00:55:22] <tche> a have one mobo p5kml-am
[00:55:34] <tche> but emc no rum whit it
[00:55:43] <tche> in boot show this message:
[00:55:47] <tche> kernel panic
[00:55:50] <tche> ideia?
[00:57:55] <ilya__> tche: It's evening at the U.S., early night at UK. People can not answer or spend their time right now. You should ask at another time probably.just say "SWPadnos, cradek and Jymm and many others--Halp!!!"
[00:58:38] <tche> ok
[00:58:45] <tche> very tahnaks
[00:58:50] <tche> thanks
[00:59:00] <tche> i live in brazil
[00:59:09] <tche> night in hear
[00:59:34] <ilya__> tche: I'm in Russia, it's early morning, about 9:00 a.m.
[00:59:52] <mozmck> tche: is this with the live cd?
[00:59:53] <ilya__> Usually, no one from this chat is here this time... :(
[00:59:57] <tche> moscou?
[01:00:11] <tche> ?
[01:00:15] <mozmck> it's only 8:00 PM here in Texas
[01:00:17] <ilya__> tche: Western Siberia (GMT+7)
[01:00:28] <tche> ok
[01:00:34] <tche> yes in live cd
[01:00:39] <ilya__> mozmck: then everybody drive home their big Pick-Ups
[01:00:49] <tche> i instal debaun im my machine
[01:01:08] <tche> and intall emc
[01:01:11] <mozmck> heh, not everyone drives a pick-up
[01:01:25] <tche> but with kiernel magma some problem
[01:01:50] <tche> ?
[01:02:51] <mozmck> I see. Sounds like a hardware incompatibility. Do you have any extra cards in the computer?
[01:03:05] <mozmck> what kind of graphics card?
[01:03:10] <tche> nvidia
[01:03:33] <tche> this message show in startup
[01:03:41] <tche> kernel panic
[01:03:49] <mozmck> actually, you said debian? I'm not sure the magma kernel will be compatible with debian. It is for ubuntu 8.04
[01:04:01] <tche> yes
[01:04:12] <tche> this one test i make
[01:04:28] <tche> both live cd and debian not work
[01:05:03] <tche> but work with debian
[01:05:07] <tche> :)
[01:05:17] <mozmck> I would try installing the latest ubuntu 8.04.xx and then installing emc
[01:05:35] <tche> i make this
[01:05:39] <tche> some problem
[01:05:48] <ilya__> tche: is it a laptop, or a personal computer?
[01:05:52] <tche> pc
[01:06:55] <mozmck> at least if you start with ubuntu 8.04.xx and it works then you'll have a better chance of the realtime kernel working with that system.
[01:06:58] <ilya__> what if some D-Link device is used? which uses USB and this RTAI-kernel doesn't support USB ports
[01:08:17] <mozmck> the realtime kernel supports USB ports - it's just emc that doesn't
[01:08:52] <tche> the fisrt machine wiht them problem with me
[01:08:56] <tche> this a new machine
[01:09:04] <mozmck> I use a USB thumbdrive on my emc computer...
[01:09:34] <tche> my pc no have a special card
[01:09:58] <tche> this modo is new
[01:10:10] <tche> chipset incompabyliti?
[01:11:23] <ilya__> mozmck: so, EMC2 LiveCD normally supports USB, isn't it?
[01:13:42] <ilya__> Special card? What a special card?
[01:14:39] <ilya__> I have installed it from LiveCD to ASUS X51RL laptop. But LAN and USB ports are not supported.
[01:16:45] <mozmck> It could be an incompatibility of some sort. I have heard of several different people who had similar problems with certain hardware, but I don't remember what hardware.
[01:17:47] <ilya__> There is a webpage about incompatibility. It offers some solutions.
[01:17:48] <mozmck> ilya_: it could be that there are no drivers in the LiveCD version for the particular LAN and USB chipsets on your laptop.
[01:18:09] <ilya__> OK
[01:18:09] <tche> ok
[01:19:02] <ilya__> tche: many people here might have this sort of problem. You should come here often and ask.
[01:19:10] <ilya__> logger_emc: bookmark
[01:19:10] <ilya__> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-08-28.txt
[01:19:37] <mozmck> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Hardware_Requirements
[01:19:40] <ilya__> this contains what we say. change data and load it if you disconnect.
[01:32:46] <ilya__> ilya__ is now known as Joe_the_King
[01:50:59] <dmess> hi all
[02:08:34] <lumberjack_jeff> I have a noob problem which is driving me crazy.
[02:08:59] <lumberjack_jeff> I have a gantry router using EMC 2.3
[02:09:15] <lumberjack_jeff> I zero x and y, life is good.
[02:09:30] <lumberjack_jeff> When I try to zero z, it behaves erratically.
[02:09:52] <lumberjack_jeff> usually, the DRO indicates that i'm at z .200"
[02:16:13] <Jymm> swap z and y axis cables and see if the issue follows the motor/driver or not.
[03:21:58] <eric_unterhausen> any kicad users here?
[03:27:52] <Joe_the_King> Joe_the_King is now known as ilya__
[03:28:21] <ilya__> ilya__ is now known as igalkin
[03:29:01] <igalkin> igalkin is now known as ilya
[03:37:23] <ilya> LiteCAD is nice. Even in Linux with wine support.
[03:39:30] <ilya> Does SagCAD have a creation-of-the-lathe-code-capabilities? I used it... But I has forgotten it.
[03:40:03] <lumberjack_jeff> is anyone online?
[03:44:40] <toastydeath> sort of
[03:48:26] <ilya> toastydeath: I' using your advices and forgetting those numbers. Friends tell me I will have understood the amount of feed rates when I will work with certain machine, drill bit, material...
[03:50:09] <ilya> Can someone try
http://packages.ubuntu.com/hardy/sagcad and tell if its CAm capabilities include Lathe? I think I saw this word in its menu...
[03:59:40] <cradek> ER16 collets can't flex 1mm can they?
[03:59:52] <cradek> (I know the bigger ERs easily can)
[04:01:52] <toastydeath> no way
[04:02:04] <toastydeath> er16 runs out of wiggle room real fast
[04:02:04] <cradek> figured not
[04:02:27] <cradek> I bet they're even smaller than I expect
[04:02:32] <cradek> mine are ER40
[04:02:42] <toastydeath> they barely hold .5" diameter
[04:02:50] <toastydeath> and are like .75" tall
[04:03:03] <toastydeath> good for tiny drills, though, they stay out of the way.
[04:03:16] <cradek> I was thinking of getting an ER collet chuck to hold taps, but taps are such stupid sizes I'd want continuous clamping range
[04:03:25] <toastydeath> they make tap chucks
[04:03:32] <cradek> oh I know :-)
[04:03:36] <toastydeath> oh
[04:03:40] <cradek> seems like they're superbly expensive
[04:03:43] <toastydeath> i hold taps in er-32 all the time though
[04:03:54] <toastydeath> also er-16, you just need the full set
[04:03:54] <cradek> and they always have features I don't need (with emc) such as t/c
[04:04:10] <toastydeath> no no, i don't mean that kind of tapping chuck
[04:04:11] <cradek> what's a full set? .5mm?
[04:04:20] <toastydeath> i dunno, that's a good question
[04:04:30] <toastydeath> i just know we have a "full" set up to .5, whatever that is
[04:04:40] <cradek> in ER40 1mm steps will clamp anything
[04:04:52] <toastydeath> haha yes, with huge overhang
[04:04:58] <toastydeath> in anything but like a cat-50 holder
[04:05:20] <cradek> my QC30-ER40 chuck isn't awkward at all
[04:05:35] <cradek> this BT40-ER40 is even more reasonable
[04:05:47] <toastydeath> * toastydeath shrug
[04:05:47] <cradek> maybe I should just get the small mm ER40 collets, hmmmm
[04:06:08] <cradek> that's an obvious solution, thanks for helping me think of it :-)
[04:06:12] <toastydeath> hahaha np
[04:06:17] <toastydeath> glad to offer no solutions whatsoever
[04:26:30] <dan_the_welder> hello
[04:34:06] <dan_the_welder> join emc
[04:40:13] <toastydeath> wat
[04:40:32] <dan_the_welder> irc newb
[04:40:51] <dan_the_welder> when I use it three times a year I get confused
[04:42:27] <dan_the_welder> anyone want to talk about homemade encoders?
[04:43:16] <ilya> How do you get together those electronic devicesto arrange them?
[04:44:41] <dan_the_welder> umm what devices?
[04:45:35] <toastydeath> that was an excellent piece of engrish
[04:45:38] <toastydeath> i give it an 8/10
[04:46:06] <dan_the_welder> to obscure for the general public
[04:46:45] <dan_the_welder> to obscure from the general public
[04:47:33] <dan_the_welder> I got ninty nine problems and a pulse of one.
[04:50:01] <dan_the_welder> just an index and no a/b channel
[04:50:58] <ilya> dan_the_welder: How does it come you can assemble an encoder from some bought stuff?
[04:51:34] <dan_the_welder> disk, holes, led/photosensor combo
[04:51:49] <dan_the_welder> magic electronics, hal pin
[04:52:20] <ilya> dan_the_welder: and how much holes? one per degree?
[04:52:34] <dan_the_welder> as many as you want or need
[04:52:49] <dan_the_welder> I am here tonight to ask how many I need
[04:52:55] <dan_the_welder> because I don't know
[04:53:03] <toastydeath> what's the pitch of your screw
[04:53:07] <ilya> dan_the_welder: for threading, how much would you arrange (on a spindle)?
[04:53:51] <dan_the_welder> um 1 mm?
[04:53:54] <ilya> dan_the_welder: untill some amount, the more the better.
[04:54:03] <dan_the_welder> no no 10 per inch
[04:54:06] <dan_the_welder> sorry
[04:54:57] <toastydeath> 10 tpi = .1" per revolution
[04:55:08] <dan_the_welder> but I have adjustable gearing I don't know what my final setup will be.
[04:55:09] <toastydeath> what do you want your minimum resolution to be
[04:55:11] <toastydeath> on that axis
[04:55:25] <toastydeath> well then you don't know how many dots you need?
[04:55:40] <dan_the_welder> I have steppers, I am asking for the spindle, it's for a lathe
[04:55:49] <toastydeath> oh
[04:55:59] <toastydeath> great question, i have no idea
[04:56:10] <dan_the_welder> right now I have a single pulse.
[04:56:31] <dan_the_welder> they have been talking about it on the mailing list but I can't post for some reason.
[04:56:54] <ilya> the problem is, many holes at one circle can be too small and you will have to point the light source too fine... And big circle for holes makes the device not comfortable. Two raws of holes (359 for degrees and 358 for halfs of degrees) would be better.
[04:57:31] <ilya> toastydeath: dots or small holes for light to reach the photoelement?
[04:58:00] <toastydeath> hell if i know, i've never made one
[04:58:01] <skinnypup> notches in the periphery of the disc
[04:58:05] <toastydeath> i just use the things, I've never built one
[04:58:45] <dan_the_welder> well I am sexing up my lathe and I want to be able to do threading.
[04:59:07] <skinnypup> would look at the slew rate of the amplifying circuit and calculate spindle rpm and number of notches
[04:59:13] <ilya> "setting up"
[04:59:18] <ilya> not sexing up
[04:59:32] <skinnypup> lol , cnc threading IS sexy
[04:59:44] <skinnypup> well to me anyways
[04:59:45] <dan_the_welder> no, sexing. it _was_ a harbour fright mini but it is becoming something potentially great.
[04:59:57] <skinnypup> http://www.davehylands.com/Machinist/CNC/CNC-Spindle-Encoder/
[05:00:11] <dan_the_welder> I milled off the ways and installed IKO linear guides.
[05:00:13] <ilya> skinnypup: so, it can analyze the I*V levels and says amounts of steps?
[05:01:18] <skinnypup> http://www.sherline.com/CNCfaq.htm
[05:01:26] <skinnypup> search for encoder on that page
[05:03:16] <ilya> so, it only analyzes the reflected light...
[05:03:52] <skinnypup> some are reflective, some are shine through
[05:04:34] <dan_the_welder> and I am in the process of making a 12" travel cross slide so I can do gang tooling.
[05:05:00] <toastydeath> what's the swing of the lathe
[05:05:06] <ilya> dan_the_welder: what mailing list?
[05:05:14] <dan_the_welder> emc-users
[05:05:24] <dan_the_welder> swing = 6"
[05:05:31] <toastydeath> cool
[05:06:16] <toastydeath> is it an engine lathe style cross slide, or engine lathe cross slide
[05:07:07] <toastydeath> er
[05:07:09] <toastydeath> cnc cross slide
[05:07:22] <toastydeath> slash slant bed style
[05:07:26] <dan_the_welder> I started with this
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=93212
[05:07:33] <dan_the_welder> used it for 5 years.
[05:07:40] <toastydeath> ah
[05:07:48] <toastydeath> engine lathe
[05:08:46] <dan_the_welder> milled off the ways and installed IKO slides and a tooling plate with 9" of travel. mounted it on some machined standoffs to make it a 'slant bed"
[05:09:02] <dan_the_welder> it's super ghetto.
[05:09:09] <dan_the_welder> but it will be awesome.
[05:09:59] <ilya> Is $449.99 for whole Lathe?
[05:10:06] <dan_the_welder> I used it hard as a manual machine, then CNCed it and used it for a while before I decided to go all out.
[05:10:28] <dan_the_welder> yes. cheap stuff. I think I got mine for 350.
[05:10:57] <Jymm> SWPadnos: I jsut found a good use for the artigo
[05:11:20] <ilya> http://www.cad2gcode.com/lathe/
[05:12:06] <ilya> dan_the_welder: Was it hard to add a computer numerical control?
[05:12:19] <skinnypup> Well i couldn't find the site i was looking for, but there should be plenty of info here
[05:12:35] <dan_the_welder> the first time, but it starts to make sense the second or third time :)
[05:12:45] <skinnypup> http://www.google.com/search?hl=en&client=firefox-a&rls=com.ubuntu%3Aen-US%3Aunofficial&hs=xpE&q=spindle+encoder++site%3Acnczone.com&btnG=Search
[05:13:50] <dan_the_welder> @jymm what is an artigo
[05:17:01] <dan_the_welder> Jebuz, there is a bird trapped in my shop right now.
[05:18:19] <dan_the_welder> I just turned the lights out, maybe it will go to sleep and leave in the morning
[05:23:58] <ilya> dan_the_welder: leave some seeds or peanut in the shop
[05:24:40] <dan_the_welder> so he can have a snack?
[05:26:51] <ilya> yeah
[05:27:19] <dan_the_welder> I might have some bread
[05:27:50] <ilya> tell him he have two breaks, but he should finish that detail untill tomorrow morning
[05:28:03] <ilya> bread can be nice
[05:28:26] <dan_the_welder> get to work bird, or no more bread
[05:29:48] <fenn> dan_the_welder: i feel obligated to mention
http://fennetic.net/machines/encoders
[05:30:30] <dan_the_welder> thank you. fenn
[05:32:36] <dan_the_welder> My point of confusion is the index pulse, EMC requires it?
[05:33:24] <fenn> for threading
[05:33:33] <fenn> not for just motion control
[05:33:47] <fenn> you only *need* an index pulse on the spindle
[05:34:46] <dan_the_welder> I am concerned with the lathe spindle. can I make a slotted wheel only one channel and have an index pulse and thread?
[05:35:22] <dan_the_welder> or do I need A and B and index
[05:35:52] <fenn> yes but i think you might as well add B
[05:36:03] <fenn> it's only 1 more wire and maybe $0.20 in parts
[05:36:26] <fenn> or do you mean only one pulse per rev?
[05:36:49] <dan_the_welder> right now I have one pulse per rev. and I want to make it better
[05:37:00] <fenn> so you're adding channel A
[05:37:06] <dan_the_welder> yes!
[05:37:11] <fenn> ok
[05:37:28] <fenn> well you can look at the signals in halscope to align the encoders
[05:37:43] <fenn> just nudge it around until they're 90 degrees apart..
[05:37:56] <dan_the_welder> to get A and B you mean?
[05:38:00] <fenn> right
[05:39:03] <dan_the_welder> I mught as well just get an encoder then
[05:39:20] <dan_the_welder> all I have is a couple of super high count ones.
[05:43:21] <dan_the_welder> fenn do you have a shaper?
[05:44:08] <dan_the_welder> a shiny blue shaper?
[05:45:49] <ilya> fenn: is it your website?
[05:48:06] <ilya> "cahrcoal parts" = of high in carbon steel drill bits and cutters?
[05:48:25] <dan_the_welder> I spent all last week fantasising about all the cool things you could do with a cnc shaper.
[05:49:09] <dan_the_welder> My neighbors cast iron and I was trying to come up with a cool project I could make the castings for.
[05:50:00] <ilya> Do you think about selling or repairing some furniture?
[05:50:14] <ilya> Wood parts for furniture?
[05:50:21] <dan_the_welder> metal shaper.
[05:50:35] <skinnypup> charcoal parts refers to coal firing a crucible to do a casting pour
[05:50:54] <skinnypup> much like a blacksmith uses a coal forge
[05:51:51] <fenn> it's my website but not my shaper unfortunately
[05:51:53] <skinnypup> ironically my neigbor also does casting work as a sometimes hobby
[05:52:43] <fenn> dan_the_welder: make a shaper attachment for your lathe
[05:52:44] <ilya> this page looks like of a on-a-point man.
[05:53:05] <fenn> hah
[05:53:34] <ilya> .w salvage
[05:53:45] <dan_the_welder> oooh I have shaped a key way on the lathe before
[05:53:56] <dan_the_welder> I felt real crafty
[05:54:13] <fenn> well the point is you can re-use some of the cnc stuff
[05:54:17] <fenn> and slides etc
[05:54:46] <dan_the_welder> I was thinking of trying to shape with the mill.
[05:54:56] <dan_the_welder> as a goof
[05:55:00] <skinnypup> they do make shaperheads for bridgeports
[05:55:06] <ilya> fenn: I only learn CNC to be capable to help/assist/try-to-work
[05:55:12] <dan_the_welder> not for Rong-fu
[05:55:19] <dan_the_welder> hahahha
[05:55:32] <dan_the_welder> find me a rong fu shaper head on ebay
[05:55:50] <skinnypup> well hear ya there
[05:55:57] <dan_the_welder> http://www.neme-s.org/shapers/shaper_faq.html
[06:01:12] <ilya> Nice pages... I should read this all.
[06:01:33] <dan_the_welder> a very pleasurable way to spend an evening
[06:04:52] <ilya> yeah... But I always think I don't know anything. Especially in a company of noble more or less older than me gentlemens here.
[06:05:13] <fenn> i'm 27
[06:05:25] <ilya> i'm 24
[06:05:31] <dan_the_welder> I'm 41
[06:05:46] <dan_the_welder> and I still don't know anything
[06:06:04] <ilya> butI'm a jackass and only know English in addition to ANSYS and some FOSS FEM Suits...
[06:06:40] <ilya> I even have to use the book on the unified system of design documentation to arrange a complete drawing...
[06:08:42] <dan_the_welder> I use Deltacad. cheap simple awesome.
[06:09:08] <fenn> i haven't built anything in years :(
[06:09:25] <dan_the_welder> dude!
[06:09:37] <dan_the_welder> what happened
[06:12:24] <fenn> if i figure that out i'll let you know
[06:13:12] <dan_the_welder> grown up job I bet
[06:14:11] <fenn> no.. mostly not having regular access to a functional shop, moving around to new places where i don't know anyone, depression, cold, did i mention no money?
[06:14:37] <dan_the_welder> what country are you in?
[06:14:45] <fenn> USA, land of the whipped
[06:14:53] <dan_the_welder> tell me about it.
[06:15:10] <dan_the_welder> I'm in florida
[06:15:33] <fenn> i'm now in texas, which takes care of the cold bit but not anything else unfortunately
[06:15:50] <dan_the_welder> why do you do that you keep moving?
[06:15:57] <dan_the_welder> what
[06:16:53] <fenn> er, well, first time i moved it was because all my roomates/friends left and i didn't see the point of renting a whole house for myself
[06:17:12] <fenn> second time was because my life was miserable and i had to do something
[06:17:34] <dan_the_welder> what part of texas are you in now.
[06:17:38] <fenn> austin
[06:17:42] <dan_the_welder> oh good
[06:18:11] <dan_the_welder> http://lukeiseman.com/
[06:18:24] <fenn> i came down here to try to set up a hackerspace/fab lab
[06:18:38] <dan_the_welder> contact this guy, he and his buddy Jason are good frineds of mine and they do stuff.
[06:18:43] <fenn> after 4 months it became obvious that it wasn't going anywhere
[06:19:11] <fenn> then i got an internship at the UT automated design lab, simulating manufacturing processes and legos
[06:19:21] <dan_the_welder> scenesters talk and don't work?
[06:19:33] <fenn> not at all
[06:19:44] <fenn> mostly the guy is just an older more cranky version of myself
[06:20:17] <fenn> he won't let it grow on its own, afraid he'll attract annoying people and lose control. i guess
[06:20:28] <dan_the_welder> oh, sad
[06:21:00] <dan_the_welder> go see my guys. serious.
[06:25:34] <fenn> is there any country this guy hasn't been to?
[06:26:20] <fenn> maybe these are just random peoples' photographs
[06:26:28] <dan_the_welder> no he traveled
[06:26:55] <dan_the_welder> he had a grownup job and left it all behind to be a hacker loonie in the ghetto of east AUstin.
[06:27:56] <dan_the_welder> he is intense. Jason is mellow. they are neighbors.
[06:28:39] <dan_the_welder> Jason works at wholefoods, slinging beer. looks kinda beatnicky, tall gotee glasses.
[06:51:37] <ilya> dan_the_welder: QCad (*nix), HeeksCNC (*nix, Windows), LiteCAD for Windows
[06:52:45] <dan_the_welder> wow that heeks lloks nice
[06:53:52] <ilya> like a complete suit for creation a g-code for machining centres. Profiling, pocketing, zigzag, and undocumented adaptive roughing
[06:54:13] <dan_the_welder> bookmarked!
[06:54:22] <ilya> dan_the_welder: search HeeksCAD on google code
[06:54:59] <ilya> it contains library for CNC. File > Plugins > Import... read wiki. it can be set up in a min ute
[06:55:24] <dan_the_welder> yeah I am reading the page.
[06:55:31] <ilya> And that's all I know:
http://www.ilya12345123.narod.ru/nutrition1.html
[06:56:00] <ilya> I wrote it so much time, that once put it together...
[06:56:21] <dan_the_welder> you vegan?
[06:58:07] <ilya> well... As I wrote... "Each time I left to my own devices, I go and buy exactly this foodstuff..."
[06:58:41] <ilya> *As it is written, ". . .".
[06:59:40] <dan_the_welder> Cool. I am no longer a veg but I own a coffee shop that serves only vegan food. I love vegan food and eat it everyday but I am not a vegan .
http://www.allsaintscafe.com/
[07:02:01] <dan_the_welder> humous and veg, vegan mac and cheese(nutritional yeast), vegan cookies, today we had cabbage and tofu spring rolls. bean burritos. lots of stuff!
[07:02:41] <fenn> heh "mad people watching"
[07:02:50] <fenn> so many fun ways to parse
[07:02:54] <dan_the_welder> totally. better than TV
[07:03:09] <dan_the_welder> yes 'mad' people hahahahhaha
[07:04:06] <ilya> one friend says if you use animal products, you're vegetarian, if you eat greens, fruits, vegetables, nuts and seeds --- you're vegan
[07:04:58] <dan_the_welder> I was eggs milk and sometimes fish for 18 years.
[07:05:26] <ilya> i'm using milk and kefir.
[07:05:39] <dan_the_welder> yum kefir
[07:06:15] <dan_the_welder> I love to cook vegan food.
[07:06:48] <dan_the_welder> I made vegan pizza from scratch with soy cheese on the weekend.
[07:07:12] <fenn> ew
[07:07:29] <dan_the_welder> delish
[07:07:33] <fenn> i'm 96% vegan but soy cheese is terrible
[07:07:38] <ilya> i'm cooking for family... But I plan to change my job to another with a higher salary, and buy more fruits.
[07:08:09] <dan_the_welder> yeah, it's not so great but I wanted to try it.
[07:09:05] <ilya> fenn: why soy cheese if you can get nuts. A kilogramme of nuts here cost 10 USD!
[07:09:21] <ilya> 1 kg of peanut is 4 USD.
[07:10:01] <ilya> proteins of nuts remind milk's proteins
[07:10:23] <fenn> people are overly concerned about proteins
[07:10:56] <fenn> if you're eating a decent amount of vegetables you get enough protein
[07:11:49] <fenn> tofu rots your gut
[07:12:00] <fenn> that's why your farts stink! it's rotting!
[07:12:22] <dan_the_welder> yeah, veg is more imposrtant. I get real wierd if I don't get my vegan food, but then I get the cravings for other stuff.
[07:12:23] <skinnypup> lol
[07:13:03] <dan_the_welder> Soy actually makes me sick, I try to avaiod it.
[07:13:07] <skinnypup> fenn , ever make it to Georgia ?
[07:13:50] <fenn> i've been to all 48 states, but i haven't spent any significant amount of time in georgia
[07:15:57] <dan_the_welder> I can throw a rock and hit georgia from here.
[07:16:02] <ilya> fenn: yeah. and I concerned about some fat intake. fats of milk are nice. fats of nuts are good, too.
[07:16:36] <ilya> but if one man from ##nutrition says, trully raw vegan diet de-socialises you.
[07:16:44] <alex_joni> fenn: he probably meant
http://en.wikipedia.org/wiki/Georgia_(country)
[07:16:49] <skinnypup> Well you're not missing a lot here either
[07:17:02] <skinnypup> naaah , on the east coast us
[07:17:34] <skinnypup> trying to find something to snack on after looking over this screen here
[07:17:42] <ilya> skinnypup: can you just rent a bike and visit California's beach?
[07:18:10] <skinnypup> errr ? thats like 2000 miles from me
[07:18:17] <dan_the_welder> pedal hard
[07:18:23] <skinnypup> yep!
[07:18:33] <ilya> so what?
[07:18:52] <ilya> aren't it interesting?
[07:18:55] <fenn> when is that sub-orbital rocket going to be finished
[07:19:03] <skinnypup> the one time i made it to Cali over the road was enough ...
[07:19:07] <fenn> skinnypup we're counting on you!
[07:19:23] <dan_the_welder> soon as I finish my cnc nose cone spinning machine
[07:19:34] <ilya> skinnypup: how did you make that?
[07:19:42] <skinnypup> to bike to cali or come up with a sub orbital rocket ?
[07:19:56] <dan_the_welder> sub orbital bicycle.
[07:20:02] <skinnypup> fsckin awsome
[07:20:18] <ilya> skinnypup: skinnypup: the one time i made it to Cali over the road was enough ...
[07:20:31] <skinnypup> ilya, in the back of the parrents r/v
[07:20:36] <skinnypup> it was HELL
[07:21:03] <dan_the_welder> KOA all the way
[07:21:08] <skinnypup> yep
[07:21:14] <ilya> r/v ?
[07:21:17] <skinnypup> koa in a pos
[07:21:25] <dan_the_welder> hahahhahaa
[07:21:27] <skinnypup> recreational vehicle , camper
[07:21:32] <ilya> r/v = Rover>
[07:21:36] <ilya> ah...
[07:21:38] <skinnypup> aah
[07:21:41] <dan_the_welder> caravan
[07:22:14] <skinnypup> that was in 82' or 83' i wanna say
[07:22:35] <ilya> But, the only reason I would get to the American continent is a culture of such a rides.
[07:22:46] <ilya> i mean its safety.
[07:23:14] <skinnypup> Where ya located ilya ?
[07:23:15] <fenn> do you fear land pirates in your country?
[07:23:26] <ilya> In Russsia, it's pretty dangerous, because vehicle numbers show the region, and gangsters could think you have money for a trip.
[07:23:35] <skinnypup> oh right !
[07:23:47] <ilya> skinnypup: South of the middle of Russia, Western Siberia.
[07:23:50] <skinnypup> I could see the difficulty there
[07:24:19] <dan_the_welder> America is fucking huge and our transportation network is lame
[07:24:48] <dan_the_welder> and now gas is expensive.(relatively speaking)
[07:24:51] <ilya> la_fen: "The 'Kuznetsk Basin' (often abbreviated as Kuzbass, Russian: Кузнецкий бассейн, Кузбасс) in southwestern Siberia, Russia, is one of the biggest coal mining areas in the world, covering an area of around 27,000 square miles (70,000 km|2|)." -
http://en.wikipedia.org/wiki/Kuzbass
[07:25:18] <ilya> no...
[07:25:33] <fenn> $2.50/gal is pretty cheap i think
[07:26:07] <skinnypup> considering they won't refine enough to have a friggin surpluss
[07:26:19] <ilya> no one cares in America... But Russia is very heartfelt... and in another city, some single Motorbike with weird signs will attract the police and local TV's attention.
[07:27:01] <ilya> But I don't know much about motoclubs yet...
[07:27:20] <dan_the_welder> a road trip used to be, "ok lets go!". Now it's "hmmm, should we rent a car because we all drive inefficient peices of crap?"
[07:27:50] <fenn> dan shouldn't you be making a corn husk powered supervehicle
[07:28:09] <fenn> i kid. there's not that much energy in corn husks
[07:28:32] <fenn> one time we did the calculations on how much wood was equivalent to a tank of gas
[07:28:38] <fenn> it was something like a pickup truck full
[07:29:08] <fenn> so the plan was to do a tour of sawmills in the US
[07:29:15] <dan_the_welder> I used to drive to Atlanta for the weekend. In a V-8 ford van. That trip now would cost over a hundred dollars.
[07:30:04] <dan_the_welder> I got a diesel mercedes and kinda figured someone would be making biodiesel but it was all for naught.
[07:30:07] <ilya> anyway, I can ride about 300 kilometers of plain road a day on amauntin bicycle...
[07:30:30] <dan_the_welder> dang, longets day I ever did on a bike was 100 miles.
[07:30:41] <dan_the_welder> 160km
[07:30:42] <ilya> dan_the_welder: you can use filtered vegetable oil for biodiesel
[07:30:42] <skinnypup> know what ya mean. Bought a tdi back when "gas" hit $1.40
[07:30:48] <dan_the_welder> yes!
[07:31:02] <skinnypup> you can have stuck rings and low compression too
[07:31:02] <dan_the_welder> 300sdl pimp wagon
[07:31:10] <ilya> be sure the fuel is of the same ...ah... dispersed finely
[07:31:22] <dan_the_welder> viscosity?
[07:31:45] <ilya> i.d. vegetable oil doesn't separates in the gas tank from the diesel
[07:32:03] <ilya> dan_the_welder: just read any good source in the internet
[07:32:25] <skinnypup> they use heat exchangers to get oil to flow, and raise the break psi of the injectors about 300 psi over diesel settings
[07:32:32] <dan_the_welder> yeah, I just don't need another hobby.
[07:32:47] <dan_the_welder> I want a tiny fuel effieicnt car.
[07:33:35] <skinnypup> i get 47mpg highway, and no worse then 38 round town a/c
[07:34:42] <dan_the_welder> my car is a 1985, it is supposed to get 22. and it is falling apart big time. it's an antique.
[07:35:14] <fenn> * fenn mumbles something about Aptera
[07:35:27] <dan_the_welder> Aptera=porn
[07:35:30] <dan_the_welder> so hot
[07:36:11] <skinnypup> hate to wreck in one though....
[07:36:39] <fenn> all cars should have steel crash cages
[07:36:40] <dan_the_welder> the only down side is the crushed velvet suit you have to wear to pull it off in a fashion "i'm from the future" sense.
[07:37:08] <fenn> nah i'd drive it around in my bathing suit and crocs
[07:37:11] <dan_the_welder> I think an Aptera would squirt right out of most wrecks.
[07:37:19] <dan_the_welder> up an over
[07:37:29] <dan_the_welder> crocks and a speedo?
[07:37:34] <fenn> lol
[07:37:36] <skinnypup> LOL
[07:38:06] <ilya> fenn: they have. 3D frame and plastic (or kevlar) body.
[07:38:15] <fenn> velvet speedo maybe
[07:39:07] <dan_the_welder> niiiice
[07:39:55] <skinnypup> skinnypup, ponders the places that cater to velvet the speedo crowd
[07:40:20] <dan_the_welder> not my kind of bar
[07:41:00] <skinnypup> better be halloween round here..
[07:41:51] <ilya> i like huge suvs, but i wish they have 3D steel frame with kevlar and plastic body parts.
[07:41:57] <dan_the_welder> Here vegan friends, is my friend vegan cooking blog......
http://obsessivecompulsivekitchen.wordpress.com/
[07:42:17] <ilya> OK, I need to spend a hour or so not here
[07:42:25] <dan_the_welder> and I am going to bed. It has been a pleasure to meet and chat with you all.
[07:43:04] <fenn> gnites
[07:43:15] <dan_the_welder> nite
[07:43:39] <ilya> it's only afternoon!
[07:43:48] <ilya> hey!
[07:43:54] <fenn> i am on mars time
[07:44:02] <skinnypup> i feel like its afternoon....
[07:44:08] <ilya> good night, anyway
[07:44:28] <skinnypup> maybe i should go chuck something up in the lath and wake the g/f.....
[07:44:48] <skinnypup> damn insomnia
[07:47:42] <ilya> insomnia?
[07:48:13] <skinnypup> can't sleep when you should be tired
[07:49:03] <ilya> Eat potato mash with butter, drink green tea without sugar before it instead of coffee. Don't sleep friday-t-saturday night and at the saturday afternoon, start it.
[07:49:35] <ilya> it's not normall... it's overwork. arrange your deeds...
[07:49:56] <skinnypup> oh hell, i'm not normal ...
[07:50:28] <ilya> For example, i have unstable internet, and load webpages with "wget -r -c link" which loads all the lin k in the same directory on the server, usually.
[07:50:33] <fenn> ilya:
http://fennetic.net/sleep/
[07:50:53] <ilya> and i read it offline, early at the mot=rning sometimes...
[07:50:58] <fenn> my sleep logs for the last 4 years or so.. blue is sleep
[07:51:16] <skinnypup> fenn, i was about to ask ....
[07:51:22] <ilya> fenn: '@#politics', probably?
[07:51:24] <ilya> ;)
[07:51:24] <fenn> you can see the trend continues even after i got a day job
[07:51:40] <fenn> politics?
[07:51:45] <ilya> fenn: yes.
[07:52:07] <ilya> have you EVER been to the #politics channel?
[07:52:13] <fenn> no?
[07:52:14] <ilya> omg.
[07:52:22] <skinnypup> i hear ya fenn... day job doesn't help me much either
[07:52:30] <ilya> They probably don't listen to what they say...
[07:52:41] <skinnypup> i don't think anyone wants to hear me on politics
[07:52:48] <ilya> ...to be able to say that
[07:52:55] <ilya> skinnypup: you listen to them instead!
[07:53:00] <skinnypup> i doubt that
[07:53:20] <ilya> and go sleep then
[07:53:36] <fenn> looks like a pointless flame fest
[07:54:12] <skinnypup> ahhh rather go hug a cactus than listen to people ramble about what they don't know but feel strongly about
[07:55:28] <ilya> exactly, exactly
[07:56:23] <ilya> i have saved links I should read to my website and go lay in bath with warm water... Wrote something in English all night!
[07:57:11] <skinnypup> Hey your english is pretty good
[08:00:52] <ilya> By the way, FEA should be used for stupid calculations, e.g. for heating and casting of complicated shapes. Using it in Mechanics is usefull for some particular areas (impact.sourceforge.net for impcats) or for stupid calculations. FEA uses differential methods.
[08:01:49] <ilya> Hand calculations use same differential formulae which are derived for certain shapes.
[08:02:18] <fenn> i want an easy to use but not necessarily 100% accurate FEA toy
[08:02:31] <ilya> In fact, for a spindle, you want a maximal diameter, hollow body, smooth edges.
[08:02:33] <skinnypup> looks interesting
[08:03:01] <fenn> every FEA system i've ever used took like 5 hours before i could do anything at all
[08:03:37] <fenn> but i really just want something like Phun or fantastic contraption
[08:04:43] <ilya> and to arrange everything officially, you took one or few "weak" places in the construction. Analyze it. Guess the coefficient of reliability (4-6 for stupid low quality steels in metallurgy). And then create the sketches, where finally set up all the chamfers and so forth.
[08:05:01] <ilya> fenn: www.caelinux.org
[08:05:18] <ilya> fenn: ANSYS with educational license. Ask local dialer.
[08:05:39] <ilya> *diller (or dialer)? dial to the diller. :)
[08:05:43] <fenn> dealer
[08:06:04] <ilya> yeah...
[08:09:49] <ilya> caelinux has videos. And there's one Wizard for a linear (only a little strain for metals then; up to 60 or 100 MPA the strain inmetals developes in a linear model, see the curve for sigma~delta_l ) analysis.
[08:14:04] <fenn> maybe i will play with that tomorrow on the school computers
[08:16:02] <ilya> So, I wanted to say, FEA = discrete amount of pieces = solution of appropriate quality. But in mechanics, you usually either don't need such a quality of solution at all (because the tolerance, for example, can be "covered" with cavities in cheap metal for cheap metallurgical gearboxes), or you can believe in this particular quality---but your company builts up and destructs the non-cheap detail (e.g. coefficient of reliability is 1.5 --- and the det
[08:17:55] <ilya> so, you believe, but test the detail. And ANSYS, LS-DYNA, ProEngineer, Code-Aster.org or T-FLEX Suit is in charge to help you.
[08:18:03] <ilya> that's all.
[08:25:36] <ilya> The point is, I'm starting: SALOME_MECA + CODE-ASTER for a plain detail made of a metal sheet. I want to optimise the contour. But I already know I want it to be smooth. And, how can I apply the load, if my boss signs up my project, we built the 'thing', and when it destructs (hopefully, not---when in civil engineering) due to fatigue, only then we see where the fracture is and what we could do in another way.
[08:26:13] <ilya> That's why FEA = "dummy" calculation made by computer, usually.
[08:27:43] <ilya> ikh...
[09:22:51] <ilya> fenn: So,
http://fennetic.net/machines/index.php?plugin=attach&refer=encoders&openfile=draw_encoder.py offers pretty good feedback even for threading?
[09:24:12] <fenn> i have no ide
[09:24:16] <fenn> idea*
[09:24:35] <fenn> i imagine it would work but i've never actually built one
[09:25:26] <ilya> fenn: but, how can I buy the spotlight and the light-feeling paper?
[09:25:56] <ilya> ah, only one contact, "photoelement"?
[09:26:02] <fenn> you can use the sensors from a mechanical mouse, or just buy them from an electronics supplier
[09:26:16] <fenn> photo interrupter is the name
[09:26:21] <ilya> sounds easy, but it's like what I have never done or imagined yet...
[09:27:05] <ilya> and i should attach it somewhere to the ... parport pin, right?
[09:27:10] <fenn> right
[09:27:31] <fenn> as far as paper, use overhead transparency sheet
[09:28:18] <fenn> (sensor is also called opto interrupter)
[09:29:09] <fenn> http://www.simplemotor.com/oimotor.htm
[09:29:29] <fenn> kind of goofy but you get the point
[09:29:58] <ilya> ok, thanks. This is something that I can say to employer! ;)
[09:32:13] <ilya> that lines in radial direction should have equal width all at the same diameter, and they amount can be more, I think.
[09:33:11] <fenn> that is not actually an encoder, it's some crazy optical commutation scheme
[09:34:09] <fenn> wow he got a 4-year scholarship from that
[09:34:58] <ilya> I need to rest for a hour, starting right now. Will not turn off the laptop.
[10:12:19] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[12:50:03] <ilya> Try "wget -r -c www.neme-s.org/nemes%20gazette_files/g158.pdf" in console. One very great thing about the style and society of people who create things.
[13:31:14] <mikegg_> is anyone else using a tool height probe?
[13:31:48] <mikegg_> wondering if you can set it up to jog in at a very low rate until the probe sees contact
[13:32:44] <micges_work> mikegg_: what do you want to do?
[13:33:18] <clip9> I se a tool height probe
[13:33:30] <clip9> Just set a very low feed rate on the probe move.
[13:34:01] <mikegg_> i'd like to setup axis so that when you push 'Touch Off' it jogs whichever axis you have selected really slow until the probe detects contact
[13:34:16] <mikegg_> what do you mean probe move?
[13:34:26] <clip9> g38
[13:35:16] <clip9> I have not set up a button to do it with in axis though. I just have some programs i load and run.
[13:35:31] <mikegg_> how do you configure that to stop motion once contact is made
[13:35:43] <clip9> g38 does that for you
[13:35:43] <skunkworks_> http://git.linuxcnc.org/gitweb?p=emc2.git;a=blob;f=nc_files/tool-length-probe.ngc;h=4f469ffc38c8d7617308d90b03215da5bdecdcc1;hb=HEAD
[13:35:44] <mikegg_> aside from tying the probe to e-stop or something
[13:36:00] <mikegg_> ah
[13:36:06] <clip9> g38.2 z-50 f100
[13:36:07] <mikegg_> thank you skunk works
[13:36:14] <mikegg_> exactly what I was looking for
[13:36:16] <clip9> It moves at 100mm/min until probe pin is tripped
[13:36:48] <mikegg_> G38 has that built in? ok cool
[13:37:09] <clip9> skunkworks_: Is it possible to connect that kind of program to a button in axis?
[13:37:23] <clip9> I run a simmilar program but i just load and run it when i need to change tools.
[13:38:08] <skunkworks_> maybe using pyvcp (virtual control pannel)
http://linuxcnc.org/docs/2.3/html/hal_pyvcp.html
[13:38:16] <skunkworks_> you can have buttons that run mdi
[13:40:00] <clip9> I've actaully tried that. by using MDI_COMMAND=O<setreflen> CALL
[13:40:08] <clip9> It works sometimes.
[13:40:32] <clip9> But 50% of the time it stops right after the probe triggers for some reason.
[13:40:33] <clip9> :P
[13:40:41] <clip9> So i gave up
[13:43:14] <skunkworks_> I have not played with it.
[13:44:02] <cradek> clip9: does it stop with an error?
[13:44:48] <clip9> No
[13:45:01] <clip9> It just stops right after the probe triggers.
[13:45:26] <cradek> would you pastbin your gcode?
[13:45:28] <cradek> pastebin
[13:45:37] <clip9> Sure
[13:46:37] <clip9> http://paste.debian.net/45222/
[13:51:39] <clip9> Maybe it's related: The probed length is wrong the first time it's run too.
[13:55:20] <cradek> clip9: I wonder if you're getting an error but it is not reported to you correctly
[13:55:35] <cradek> several things can cause a probing move to fail, like not hitting the switch by the end of the move
[13:55:58] <cradek> or, maybe you're getting switch bounce that causes the probe to trigger on a non-probing move
[13:56:42] <clip9> yeah.. but running the same code with with axis open works every time.
[13:56:51] <clip9> this is with emc2.3.3 btw
[13:57:18] <clip9> maybe something changed in the git version.
[13:58:28] <cradek> I'm pretty sure probing has not changed between 2.3 and today
[13:58:50] <cradek> can you say in what way the length is wrong the first time?
[13:59:14] <cradek> I see you have a g49 - that is what I figured would be wrong, but no
[14:00:12] <clip9> Actaully when i think about it. I get the (debug,reference length is #1000) message every time.
[14:01:05] <clip9> So it's not the probe move that fails.
[14:01:16] <clip9> it's just that the rest of the program dosen't run.
[14:02:01] <clip9> Anyway. Last time i tested it i got 60mm on the first run. on the second run i got 1mm
[14:02:27] <cradek> after you run this and a number is in #1000, what do you do with that number?
[14:03:01] <cradek> the number will be relative to the G54 origin. If the origin gets changed, the result will certainly be different
[14:03:51] <clip9> This program is just for setting the reference length. after i've changed to a new tool i use this gcode:
[14:03:54] <clip9> http://paste.debian.net/45224/
[14:04:26] <clip9> This one also fails sometimes in the same way.
[14:04:34] <clip9> If run from a pyvcp button.
[14:04:40] <cradek> I don't understand
[14:05:16] <cradek> did you understand what I said about g54?
[14:05:49] <clip9> Yeah but i don''t change the origin.
[14:05:50] <cradek> we've got several possibly unrelated problems here and I'm getting lost
[14:06:20] <clip9> The G54 origin is the same.
[14:06:31] <cradek> you can narrow it down, for instance not using pyvcp or named subroutines, and trying the code in the most straightforward way (load in AXIS, hit run)
[14:06:57] <cradek> then, if you don't get the same number over and over, let's stop and figure out that problem
[14:07:08] <clip9> Yeah.. but using load in axis and run works fine. Thats what i'm trying to convey here :P
[14:07:20] <cradek> ok, I did not see you say that
[14:07:43] <cradek> when you say works fine, do you mean the program never stops after the probe move, or the numbers are what you expect, or both?
[14:08:00] <clip9> both.
[14:08:47] <cradek> how about not using halui, and instead use MDI from AXIS to call your routines?
[14:09:00] <clip9> hm.. I have not tried that.
[14:09:22] <clip9> I'll go make a quick test.
[14:09:31] <cradek> halui does a "clever" thing which is to switch back to manual mode after the mdi call is done. with probing, perhaps it gets that wrong, and ends up aborting the program.
[14:09:46] <cradek> so let's try without halui for another data point
[14:13:27] <clip9> ok about to try. Good thing i have internet down here :P
[14:14:28] <cradek> yep that's nice
[14:19:59] <skunkworks_> is he going to test the call from a g-code program? or call the sub from mdi? both?
[14:20:14] <clip9> Nope.. same ting. On the first run the program runs but i get the wrong value. On the second run the program stops right after(?) the (debug,) line but i get the expected value. on the third run the whole program runs and i get the expected value. on the forth run the program stops again.
[14:20:26] <clip9> form mdi
[14:20:42] <cradek> you call it by typing what in the mdi line?
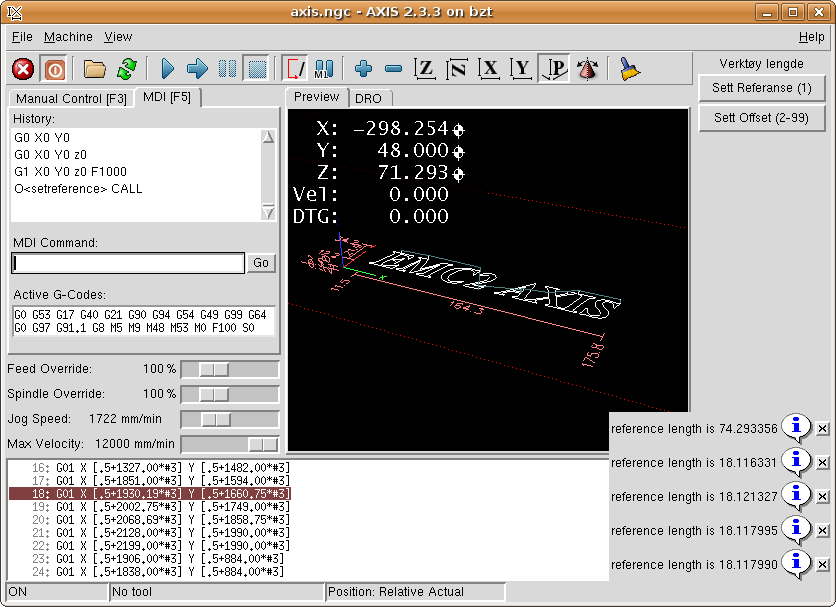
[14:21:07] <clip9> http://svarteper.com/images/axis.ngc_AXIS_2.3.3_on_bzt.png
[14:21:17] <clip9> O<setreference> CALL
[14:22:03] <cradek> did you call it several times just by pressing up arrow enter?
[14:22:28] <clip9> yep
[14:23:22] <cradek> so when you say it stops early, what you're seeing is that it shows the debug message but then does not do the move on line 20?
[14:23:31] <clip9> yes
[14:23:49] <cradek> fascinating
[14:24:01] <cradek> so we know it's not halui
[14:24:07] <skunkworks_> channeling spock? ;)
[14:24:38] <clip9> hehe
[14:24:47] <cradek> we have two problems: the early stop, and the incorrect value on a first run
[14:25:17] <cradek> is this true: both of those only happen when being called as an O subroutine, and never happen when running the code without an O subroutine in AXIS?
[14:27:00] <clip9> exactly.
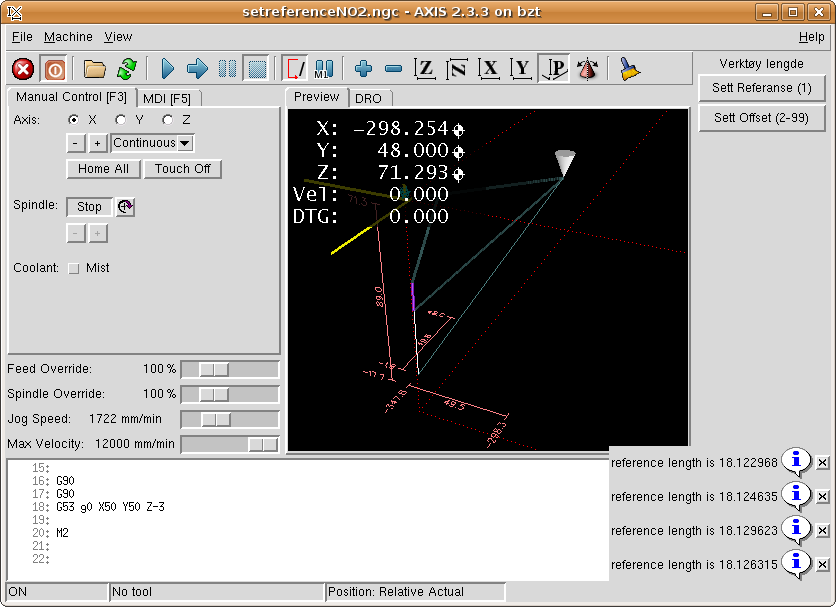
[14:28:37] <clip9> http://svarteper.com/images/setreferenceNO2.ngc_AXIS_2.3.3_on_bzt.png
[14:28:45] <clip9> 4 "manual" runs
[14:28:58] <clip9> Probably not much help but wth. :P
[14:35:16] <tlab> /msg NickServ identify
[14:46:51] <cradek> How about if you put the code in an O subroutine, but still run it without MDI (call it with an O call below it) in AXIS?
[14:47:34] <cradek> I think that will tell us whether it's an O-sub problem or an MDI-of-O-Sub problem
[14:47:42] <cradek> (I suspect the latter)
[14:49:21] <clip9> Ok I'll try that.
[14:54:35] <clip9> Yep. Seems like you are right. Calling the O-sub in the file and running it works as expected. Så this is probably a MDI-of-O-Sub issue.
[14:54:58] <clip9> So*
[14:55:00] <clip9> ;P
[14:55:11] <cradek> ok
[14:55:29] <cradek> now I'd like to know if it's an MDI-of-O-sub issue or an MDI-of-O-sub-containing-probing issue
[14:55:41] <cradek> can you see if you can reproduce the early stopping problem without probing?
[14:56:30] <cradek> also I now know I"m not the one to fix this, but after this narrowing it down you should be able to make a very detailed bug report to the sourceforge tracker or mailing list, so the right person can fix it
[14:57:00] <cradek> (I think I know the right person, and he doesn't have a probe...)
[14:59:46] <skunkworks_> cradek: would it have any bearing to test with lazyclose - or what ever that is - on and off?
[15:00:08] <clip9> LAZY_CLSOE is on..
[15:00:29] <clip9> O<myfile> dosen't work without it.
[15:00:36] <cradek> skunkworks_: I don't really know how that works...
[15:00:38] <clip9> O<myfile> CALL*
[15:00:41] <skunkworks_> ok
[15:01:18] <clip9> I get a "file not open" error if it's not on.
[15:01:24] <cradek> ah
[15:01:38] <cradek> guess I have never used MDI O... call
[15:04:14] <clip9> I'll try some code without probe.
[15:26:58] <clip9> Ok G0 and G1 godes seems to run fine.
[15:38:10] <clip9> Guess i'll start writing that bug report :P
[15:45:19] <clip9> hm. now i got this error:
[15:45:20] <clip9> joint 2 following error
[15:45:21] <clip9> emc/task/taskintf.cc 607: Error on axis 2, command number 481
[15:47:36] <clip9> I got it after first running a "mdi-of-O-Sub" probe that stopped, then running the same mdi command again.
[15:52:08] <clip9> hm.. i think i know why. i had g49 before g30
[15:53:46] <micges> clip9: can you try set [EMC] DEBUG = 0x7FFFFFFF, run your config from console and pastebin.ca output from console when you do that buggy G38 behaviour?
[15:54:05] <clip9> sure
[15:56:15] <clip9> http://pastebin.com/m4e1e2814
[15:57:05] <Poincare> anyone knows some good addresses in europe for routers?
[16:04:35] <micges> clip9: both runs was correct?
[16:05:45] <clip9> No.. the first one completes but the probed height is completly wrong. The second stops right after the probe move, but the probed height is as expected.
[16:06:38] <clip9> I guess you missed the long discussion i had with cradek :P
[16:06:45] <micges> nope
[16:07:35] <clip9> ok
[16:11:43] <clip9> In the debug log the last line on the second run is Issuing EMC_OPERATOR_DISPLAY
[16:12:01] <clip9> It's missing a Issuing EMC_TRAJ_LINEAR_MOV
[16:13:21] <micges> It seems so
[16:14:22] <micges> there is no 'NML_INTERP_LIST::append(nml_msg{size=116,type=220}) : list_size=8, line_number = 18' (line move ) on second run
[16:14:37] <micges> so there is no g0 move
[16:14:51] <clip9> ah
[16:15:30] <micges> I think it's a bug
[16:16:06] <micges> I'll see deeper to it later, now must eat ;)
[16:16:16] <clip9> Thanks :)
[16:16:21] <micges> thanks for report
[16:22:12] <micges> I mean time if you know meaning of debug output you can do some tests, I saw that was few ways to show that bug
[16:22:45] <clip9> yeah I'm doing some tests now.
[16:42:53] <micges> clip9: I've reproduced your error
[16:43:11] <micges> same way bug showed here
[16:43:57] <clip9> Oh good.
[17:05:25] <eric_unterhausen> sorry for the OT, but anyone know if I installed kicad from svc if I should install the libraries too? It installed some libraries with the main software
[17:05:50] <clip9> I think you need to download them seperatly
[17:06:44] <clip9> http://sourceforge.net/projects/kicad/files/kicad-library/
[17:07:42] <eric_unterhausen> maybe the libs were leftovers from the ubuntu install
[17:07:50] <clip9> maybe
[17:08:31] <eric_unterhausen> don't see how to install
[17:09:17] <clip9> just extract to a directory where kicad looks for libs
[17:17:15] <eric_unterhausen> there is also a separate "doc" module. It has a CMakeLists.txt does that mean I run cmake on it?
[17:17:33] <clip9> yeah
[17:17:55] <eric_unterhausen> cmake just gives me a long help listing
[17:18:04] <clip9> $ cmake .
[17:18:18] <eric_unterhausen> ok, thanks
[17:19:03] <eric_unterhausen> just when I finally figured out automake ...
[17:19:20] <clip9> hehe
[17:20:03] <archivist> I dont believe anyone figures out automake fully
[17:20:14] <eric_unterhausen> true
[17:20:39] <eric_unterhausen> but at least I know what to do so I don't have to ask stupid questions on inappropriate irc channels
[17:21:02] <ilya> eric_unterhausen: why "kicad" among others?
[17:21:21] <eric_unterhausen> someone mentioned it here the other day
[17:22:08] <ilya> eric_unterhausen: I want to install it, too, by now.
[17:22:32] <eric_unterhausen> I don't really like eagle that much
[17:22:45] <clip9> yeah eagle can be pretty annoying.
[17:23:40] <eric_unterhausen> and I'm not going to pay them money just so I can do schematics that aren't intended to turn into circuit boards
[17:26:35] <skinnypup> eric_unterhausen,
http://www.gpleda.org/
[17:29:26] <fenn> i like kicad's schematic editor much better than eagle
[17:29:53] <mozmck> "gschem" looks pretty good, but I couldn't make heads or tails of "pcb"
[17:30:09] <fenn> gschem is not very screen-space efficient
[17:30:36] <mozmck> ah, I haven't done more than play with it for a few minutes.
[17:31:15] <mozmck> I use kicad myself. I'm about to order boards from 4pcb.com that I made with kicad.
[17:32:45] <ilya> eric_unterhausen: what about
http://iut-tice.ujf-grenoble.fr/cao/kicad-sources-2009-02-16.tar.gz ??
[17:33:06] <ilya> WHAT can KiCAD do?
[17:33:14] <eric_unterhausen> I got it working, I just wasn't sure about docs and libs
[17:34:09] <micges> kicad works under wine?
[17:34:20] <clip9> what
[17:34:26] <fenn> you don't need wine to run it
[17:34:40] <fenn> apt-get install kicad
[17:35:22] <micges> fenn: I'm on dapper ;)
[17:35:28] <micges> but thanks
[17:38:05] <skinnypup> whats dapper got to do with it ?
[17:38:39] <ilya> are kicad for electronical schemes?
[17:39:12] <clip9> yes
[17:39:41] <ilya> OK
[17:39:53] <micges> skinnypup: there is no dapper deb of kicad
[17:40:13] <ilya> How about QCad + it's Part Library?
[17:47:01] <ilya> eric_unterhausen: speaking about the electrnic shemes, how does it come you know electronics so good? Do you know it just from the university?
[17:49:44] <skinnypup> micges, Oh , i must not recall building it from source but did remember using it in the dapper days
[18:17:30] <tomp> tomp is now known as tom3p
[18:37:46] <lumberjack_jeff> Is anyone online?
[18:37:58] <tomp> no
[18:38:02] <archivist> we died
[18:38:04] <tomp> tomp is now known as tom3p
[18:38:04] <lumberjack_jeff> pity.
[18:38:09] <lumberjack_jeff> :-)
[18:38:23] <ilya> "reed switch motors" -- can someone 'explain' them?
[18:38:40] <lumberjack_jeff> do you have time for some noob questions about coordinate systems? I've read the docs but am still confused.
[18:39:36] <cradek> lumberjack_jeff: you don't have to ask to ask, just ask
[18:39:37] <tom3p> lumberjack_jeff: just ask, somebody may respond ( if they can answer, all of us dotn know everything )
[18:39:53] <lumberjack_jeff> When I home my z axis while emc is displaying the logo program, it usually goes right to zero.
[18:40:18] <lumberjack_jeff> occasionally, it displays +.200 or +.700
[18:40:45] <cradek> if you touch off Z, you will see a different value
[18:40:54] <tom3p> ilya: reed switch motor
http://www.simplemotor.com/rsmotor.htm
[18:40:56] <cradek> there are a few other offsets as well, such as tool lengths
[18:41:16] <ilya> tom3p: thanks, I'm from
http://www.simplemotor.com/techinfo.htm
[18:41:20] <ilya> :)
[18:41:25] <lumberjack_jeff> I'm having trouble figuring out what offsets are currently in place, and eliminating them.
[18:42:00] <cradek> to reset the touch off values, machine / zero coordinate system / g54 (assuming you are using g54, which is teh default)
[18:42:04] <cradek> the
[18:42:30] <cradek> you might also have a g92 offset, but probably not. if you do, you can also reset it there
[18:43:18] <lumberjack_jeff> I've read
http://www.linuxcnc.org/docview/html//gcode_coordinates.html#cha:Coordinate-System but I found it ambiguous for a dumb lumberjack.
[18:43:42] <cradek> instead of insulting yourself, ask a specific question
[18:45:20] <lumberjack_jeff> I typed G10 L2 P1 z0 in mdi
[18:45:35] <cradek> ok that sets your G54 Z offset to zero
[18:45:36] <lumberjack_jeff> then g10 l2 p2 z0... etc through 9
[18:45:48] <cradek> ok that sets all your g5x Z offsets to zero
[18:46:00] <lumberjack_jeff> then m2
[18:46:14] <lumberjack_jeff> I still have the problem when I load a new part
[18:46:32] <cradek> which problem?
[18:46:56] <lumberjack_jeff> within the first few lines of code, the z value shifts to +.700
[18:47:09] <lumberjack_jeff> without any corresponding actual move of the tool.
[18:47:29] <cradek> maybe we should look at the gcode. can you put it on
http://www.pastebin.ca/ or similar?
[18:49:00] <lumberjack_jeff> it happens in the first few lines. Can I simply paste those here?
[18:49:13] <cradek> if it's about 4 lines or less, yes
[18:49:26] <lumberjack_jeff> 12?
[18:49:38] <cradek> preferably not, people will gripe :-)
[18:50:51] <ilya> we do!
[18:52:06] <lumberjack_jeff> http://pastebin.ca/1546123
[18:52:41] <ilya> lumberjack_jeff: Just like for a potry, separate different lines with " / ". For example, "Here it goes, / My poor g-code." consists of two lines.
[18:52:49] <cradek> ok, on line 10, you are loading a tool length offset
[18:52:49] <ilya> *poetry
[18:53:03] <cradek> if you look in your tool table, you'll probably see the 0.7 length for tool 1
[18:54:20] <lumberjack_jeff> aaah. h1 is the tool?
[18:54:36] <cradek> yes G43 H1 means load the tool length from tool #1 in the tool table
[18:55:15] <cradek> best place to look up a g code:
http://www.linuxcnc.org/docs/html/gcode.html
[18:56:37] <lumberjack_jeff> here's a grab of my relevant tool table POC FMS LEN DIAM COMMENT
[18:56:52] <lumberjack_jeff> sorry about the formatting, I'm on a windows machine right now.
[18:57:01] <cradek> that's ok, just show us the line starting with 1
[18:58:01] <lumberjack_jeff> in notepad it's all one line, 1 1 0.5 0.0625 first tool
[18:58:24] <cradek> ok, I'm surprised to see 0.5 since you are getting a 0.7 offset
[18:58:37] <cradek> maybe your other machine has it different
[18:58:42] <lumberjack_jeff> it makes some sense, because sometimes I get .2 and sometimes .7
[18:59:26] <cradek> ok
[18:59:28] <lumberjack_jeff> sometimes the tool compensation is on, sometimes not.
[18:59:44] <lumberjack_jeff> there's a .2 offset in there somewhere.
[19:00:20] <cradek> do you use more than one tool for a job?
[19:00:33] <lumberjack_jeff> occasionally. I have a gantry router
[19:00:52] <cradek> I notice you have G43 H2 later. So sometimes you will have tool 2's length offset loaded.
[19:01:16] <lumberjack_jeff> I've been rehoming at tool change time.
[19:01:50] <cradek> you touch the tool to the top of the work and then home Z?
[19:02:00] <cradek> you must be set up with no home switches and no homing motion
[19:02:02] <ilya> Hey folks, can you say if the
http://pergatory.mit.edu/2.007/lectures/lectures.html webpage exists or not?
[19:02:23] <lumberjack_jeff> that is correct. no home switches. On my list of things to do.
[19:02:28] <cradek> ok
[19:02:29] <lumberjack_jeff> 2 2 0.7 0.125
[19:02:35] <cradek> ok there's your 0.7
[19:02:38] <lumberjack_jeff> aha.
[19:03:02] <cradek> it sounds like you do not want to use tool length offsets. Either remove the G43 lines, or set the lengths to zero in your tool table
[19:03:03] <lumberjack_jeff> thanks cradek. I'll edit out those offsets.
[19:03:27] <lumberjack_jeff> you've been a huge help.
[19:03:28] <cradek> tool length offsets are not much use without repeatable tool lengths
[19:03:32] <cradek> welcome, no problem
[19:04:17] <skinnypup> ilya , no ping reply though it does resolve to (18.80.4.13)
[19:04:47] <ilya> skinnypup: thanks.
[19:05:00] <skinnypup> just ping it in the terminal
[19:05:55] <ilya> As "ping link"?
[19:06:32] <skinnypup> ping server.com etc
[19:06:38] <skinnypup> not the full path
[19:06:55] <skinnypup> ilya, have you seen
http://ocw.mit.edu/OcwWeb/web/home/home/index.htm
[19:07:38] <ilya> "nc@linux:~$ ping pergatory.mit.edu / PING pergatory.mit.edu (18.80.4.13) 56(84) bytes of data. / [1]+ Stopped ping pergatory.mit.edu / nc@linux:~$"
[19:08:31] <clip9> not the full path as just the hostname: $ ping pergatory.mit.edu
[19:08:55] <ilya> But how do I know these numbers mean something to me?
[19:09:06] <skinnypup> there was no ping reply
[19:09:11] <skinnypup> try ping google.com
[19:09:54] <skinnypup> PacketInternetGropingProtocol=ping
[19:10:45] <skinnypup> 18.80.4.13 is the ip address of that server, which lets you know the DNS is resolving to IP
[19:11:15] <ilya> aha, I see the statistics of sent and recieved packages.
[19:12:05] <ilya> skinnypup: I'm from www.sibsiu.ru
[19:12:32] <ilya> skinnypup: Is it the university you attend to?
[19:12:56] <skinnypup> No .... just a "tech" school and a few IT certifications
[19:13:11] <ilya> Or they send full courses to my e-mail?
[19:14:18] <skinnypup> http://ocw.mit.edu/OcwWeb/Electrical-Engineering-and-Computer-Science/index.htm
[19:14:26] <skinnypup> browse through the available programs
[19:14:53] <ilya> Well, if you're new to this channel, I should say, I pay too much for this Internet access... I'm only sometimes using unlimited access...
[19:15:00] <skinnypup> this is the publicly available free stuff with a lot of lecture off youtube , course sylabus, and pdf stuff
[19:16:01] <ilya> skinnypup: it would be great. But I should use some cheaper i.a. or send all this stuff to my e-mail and ask friends to get my mail...
[19:16:57] <skinnypup> find something you like use "wget" to mirror it to your own machine for local viewing "offline"
[19:17:15] <ilya> nice... I can repeat my physics with thiese courses.
[19:17:35] <skinnypup> right on, go read up on wget
[19:17:48] <ilya> skinnypup: OK
[19:18:16] <skinnypup> enjoy, i gotta go to the store :o(
[19:18:26] <ilya> OK
[19:18:40] <ilya> buy me some drink, fellow :)
[19:24:23] <ilya> Lol, we actually had pretty much of things like "Probabilistic Systems Analysis and Applied Probability". I performed a term work... Used Excel, could use MathCAD.
[19:28:00] <ilya> From all I saw on internets, "wget -r -c www.neme-s.org/nemes%20gazette_files/g158.pdf" PDF file is the best I might have ever seen. Just something real in this virtual, and from some time Eglish-only, content...
[19:32:13] <ilya> I've downloaded it few hours ago...
[19:56:57] <alex_joni> rofl
http://www.theregister.co.uk/2009/08/28/youtube_419er/
[20:02:51] <BJT-Work> that's just too funny alex
[20:19:46] <ilya> logger_emc: bookmark
[20:19:46] <ilya> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-08-28.txt
[20:57:05] <mikegg_> how many tools you break in a day before you give up?
[20:58:38] <ilya> mikegg_: only one... And then searching for another job :(
[20:58:47] <mikegg_> heh
[21:00:47] <jfigie_> Hey I am really close to getting emc to run - I think. But when I try to start emc it gives an error: Invalid configuration of axes is preventing emc from starting. Is this most likely a problem with the [AXIS] parameters in the ini file?
[21:09:28] <ilya> jfigie_: all the people was here a hour or so ago. Now, it's a friday's evening. They would ask you to use www.pastebin.ca to show the .ini file...
[21:10:21] <ilya> All the good people, they are, they are not here... (except other good people residing here)
[21:12:27] <jfigie_> ini file:
http://pastebin.ca/1546296
[21:13:16] <jfigie_> Maybe I will take a break and try again later
[21:15:18] <ilya> jfigie_: they are with they families, pancakes, and the lord knows with what else...
[22:04:41] <tom3p> haha ppp.wastebin.ca
[22:19:35] <Poincare> any good resources for gantry routers in europe?
[22:25:32] <eric_unterhause1> logger_emc: bookmark
[22:25:48] <eric_unterhause1> no logger?
[22:25:59] <archivist> logger_emc: bookmark
[22:25:59] <archivist> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-08-28.txt
[22:26:23] <eric_unterhause1> I see, just doesn't like me
[22:26:33] <archivist> no trim in the bots trigger mechanism
[22:28:08] <eric_unterhause1> it was very boring anyway
[22:28:42] <eric_unterhause1> jfigie_: pipe output of dmesg to a file and put on pastebin?
[23:05:11] <tom3p> how can new patents have drawings that look like 1895? is there some cad system that outputs that way? some school that still teaches pen & ink draughting?
[23:08:52] <kanzure> maybe it's taught in patent-law-school?
[23:10:37] <fenn> it's a requirement of the US PTO
[23:10:52] <fenn> for "ease of publication"
[23:15:31] <tom3p> heh i still have some rulers with pennies taped to bottom ( so ink doesnt suck up underneath it )
[23:56:31] <jfigie_> eric_unterhause1:
http://www.pastebin.ca/1546441 has bridgeportS2I2.hal + dmesg output. Maybe this is a watchdog issue
{kind=link}
{kind=link}