Back
[00:35:34] <Danimal> SWPadnos, are you around?
[00:36:27] <Danimal> i think i got it wired up right, and i got the parameters changed to opendrain
[00:39:39] <Danimal> it's going in reverse though, as i expected
[00:41:34] <Danimal> not completely sure how to change that, but i'll read some more and try to figure it out
[00:43:04] <SWPadnos> set the invert parameter for that GPIO to truwe
[00:43:05] <SWPadnos> true
[00:43:24] <Danimal> ahh ok
[00:43:47] <SWPadnos> I guess it's called invert_output
[00:44:08] <SWPadnos> and you'll want to set it for the step outputs as well, to avid step/dir timing issues
[00:44:49] <Danimal> yea, i'm getting joint following errors really bad now, so i figured that's all related to that
[00:45:24] <SWPadnos> I wouldn't think so, but it might be possible
[00:45:33] <SWPadnos> did you update to EMC2 2.3.3?
[00:46:02] <Danimal> well i did an update, but it updated it to 2.3.1
[00:46:15] <SWPadnos> huh
[00:46:29] <SWPadnos> and you just did the update in the last few days?
[00:46:37] <Danimal> today
[00:46:52] <SWPadnos> what OS version are you on? (8.04, 6.06 ...)
[00:46:57] <Danimal> 8.04
[00:47:35] <Danimal> i just clicked the red arrow with the ! on the top menu bar and it updated it to that
[00:48:28] <SWPadnos> can you put the contents of your /etc/apt/sources.list on
http://pastebin.ca ?
[00:50:46] <Danimal> yea, give me a minute
[00:50:58] <SWPadnos> ok. I'm going to grab some dinner - bbiab
[00:51:35] <Danimal> ok, adios
[01:13:52] <dan1mal> woohoo got it working
[01:14:04] <dan1mal> it is now inverted
[01:14:28] <dan1mal> i was only able to get a joint following error once now
[01:15:18] <dan1mal> spoke too soon... it stalls at 90ipm
[01:15:48] <dan1mal> weird... only in the x
[01:34:11] <dan1mal> SWPadnos, it says deb
http://www.linuxcnc.org/hardy hardy base emc2.3
[01:40:11] <SWPadnos> dan1mal, did you update before upgrading?
[01:43:57] <SWPadnos> dan1mal, did you update before upgrading?
[01:44:07] <SWPadnos> or Danimal
[01:44:34] <Danimal> hmmm it found more updates
[01:44:40] <Danimal> im downloading them now
[01:44:42] <SWPadnos> ok
[01:44:55] <SWPadnos> do you normally have that machine connected to the internet?
[01:44:59] <Danimal> no
[01:45:03] <SWPadnos> ok, that explains it
[01:45:24] <SWPadnos> there was probably an update available (to 2.3.1) when you first installed
[01:45:29] <Danimal> ahh
[01:45:33] <Danimal> makes sense
[01:45:35] <SWPadnos> if you don't have it connected, it can't get updates to the package lists
[01:45:41] <Danimal> it's all installing now
[01:45:43] <SWPadnos> so you need to manually reload
[01:45:45] <SWPadnos> ok, cool
[01:46:03] <Danimal> my x keeps stalling
[01:46:07] <Danimal> hard
[01:46:23] <SWPadnos> now, while using EMC, any time ... ?
[01:46:41] <Danimal> a few minutes ago
[01:46:48] <SWPadnos> X axis or X windows?
[01:46:53] <Danimal> x axis
[01:47:00] <SWPadnos> ah - that's good :)
[01:47:20] <jymm> x porn
[01:47:30] <Danimal> i inverted it and everything started going in the right direction
[01:47:53] <Danimal> then i turned up the velocity from 58 to 90 and it kept freezing in x
[01:47:57] <Danimal> and only in x
[01:48:09] <SWPadnos> what kind of machine?
[01:48:10] <Danimal> tried turning it back down but it still keeps freezing'
[01:48:15] <Danimal> shizuoka
[01:48:32] <Danimal> mill
[01:48:35] <SWPadnos> about the size of a Bridgeport or a little bigger, right?
[01:48:47] <Danimal> ues, huge knee mill
[01:48:51] <Danimal> yes*
[01:48:57] <SWPadnos> and the same kind of construction - knee, saddle, table, quill ...
[01:49:02] <Danimal> yep
[01:49:06] <Danimal> on steroids
[01:49:17] <jymm> sounds like a horse
[01:49:22] <SWPadnos> the X axis has the most mass to move, you'll have to use lower acceleration and velocity settings on X
[01:49:52] <Danimal> i did just adjust the gibs, maybe i got it a little tight in x, but it was working fine
[01:49:56] <SWPadnos> unless it has a bigger motor
[01:50:01] <SWPadnos> and drive
[01:50:28] <Danimal> they have 1350?oz/in motors
[01:50:40] <Danimal> on all axis
[01:50:48] <SWPadnos> thse are unlikely to ever have very high top speeds
[01:50:59] <SWPadnos> (I'm asuming they're NEMA42 or thereabouts)
[01:51:20] <jymm> just like a horse
[01:51:22] <Danimal> 43
[01:51:30] <SWPadnos> there is no NEMA43
[01:51:35] <jymm> NEMA34 ?
[01:51:40] <Danimal> ?
[01:51:40] <SWPadnos> 34 or 42 (or 23, 17, 56 ...)
[01:51:56] <Danimal> they're bigger than a 42 i believe
[01:51:57] <SWPadnos> at least I've never heard of it
[01:52:33] <Danimal> there is a 43
[01:52:48] <Danimal> pretty sure
[01:53:08] <jymm> google agrees
[01:53:36] <jymm> She live in Colorado <rim shot>
[01:53:40] <Danimal> yea, it's deffinately a 43
[01:53:45] <SWPadnos> well, I do see something that people are calling NEMA43
[01:53:48] <Danimal> hahaha jymm
[01:53:55] <SWPadnos> though none of those manufacturers have a 42 :)
[01:54:07] <Danimal> it's an old superior electric
[01:54:13] <jymm> See the TITLE
http://www.myspace.com/nema1416
[01:54:21] <Danimal> my driver's manual says it supports up to a nema 43
[01:54:59] <SWPadnos> ok, I learn something new every day
[01:55:09] <SWPadnos> (too bad I usually don't remember it)
[01:55:17] <Danimal> haha
[01:55:19] <jymm> SWPadnos: what did you say?
[01:55:24] <SWPadnos> who?
[01:55:41] <Danimal> yay i'm updated
[01:55:54] <jymm> SWPadnos: left handed cresent wrench
[01:56:02] <SWPadnos> metric or imperial?
[01:56:30] <jymm> Imperial Guard of the Emperor of the Ming Dynatsy
[01:56:51] <SWPadnos> Ming the Merciless?
[01:57:02] <Danimal> ok, i started emc2 after the update and before i could do anything it says my maxvel is too big for current step timings and position-scale
[01:57:14] <SWPadnos> well there you go :)
[01:57:27] <SWPadnos> like I said before - gotta be misconfigured :)
[01:57:37] <Danimal> lmao it says my max vel is at 600ipm
[01:57:44] <Danimal> wow
[01:57:46] <Danimal> thats new
[01:57:48] <SWPadnos> can you post your HAL and ini files to
http://eee.pastebin.ca
[01:57:54] <SWPadnos> err
[01:57:56] <SWPadnos> www
[01:58:07] <Danimal> yea
[01:58:09] <Danimal> sure
[01:58:12] <Danimal> hold on
[01:59:41] <Danimal> ok if ou go to pastebin, look on the left side, it's under danimal
[01:59:53] <SWPadnos> ok. you can also paste the link in here
[02:00:47] <SWPadnos> I don't see it on pastebin.ca - did you use .com perhaps?
[02:01:01] <SWPadnos> ah yes, there it is
[02:01:20] <Danimal> ok i just added my ini
[02:01:36] <Danimal> under danimal1... it has my hal in it too
[02:01:44] <SWPadnos> yep, I see
[02:01:58] <Danimal> im on a different pc
[02:02:09] <Danimal> no irc on the machine
[02:02:12] <SWPadnos> you have 40000 for steplen and stepspace
[02:02:27] <SWPadnos> that means you can only output one step every 80 microseconds
[02:02:34] <SWPadnos> that's 12.5 kHz
[02:02:51] <Danimal> bad?
[02:03:06] <SWPadnos> with a scale of 8000, you can only go 12500/8000 ~= 90 IPM
[02:03:38] <Danimal> i thought i figured it out correctly using my latency and step/dir spacing given by my driver's manual
[02:03:42] <SWPadnos> if you tell EMC2 that the machine can go faster than that, the trajectory planner will try to do so, and you will get following errors
[02:04:02] <SWPadnos> it may be correct - I'm not questioning that at the moment
[02:04:13] <Danimal> i never tried to go above 90ipm, i'm not sure where that 600ipm came from
[02:04:21] <SWPadnos> looking at the [AXIS_0] section
[02:04:22] <Danimal> it just appeared when i updated
[02:04:36] <SWPadnos> MAX_VELOCITY = 10
[02:04:54] <SWPadnos> uh - are you using one of the sample configs
[02:05:33] <Danimal> i guess.... whatever was in the hostmot2
[02:05:54] <SWPadnos> you must have edited it, I don't think the configs use 40 microsecond step timings
[02:06:06] <SWPadnos> which is fine, you're supposed to do that
[02:06:21] <Danimal> i did edit it
[02:06:25] <SWPadnos> updating should not have changed the config you made, since that should reside in your home directory
[02:06:37] <SWPadnos> and the one you posted is not "stock"
[02:07:13] <Danimal> correct, but it could be because i already had the hal and the ini open before i updated
[02:07:22] <SWPadnos> the FERROR settings are also very far from what I'd use when running the machine
[02:07:24] <Danimal> so it might be different
[02:07:32] <SWPadnos> no, the files in your home directory aren't part of the installed package
[02:07:49] <Danimal> ok
[02:07:58] <Danimal> what is ferror?
[02:07:58] <SWPadnos> they get copied to your home directory as you use them (the config picker asks you if you want to copy a config the first time you use it)
[02:08:02] <SWPadnos> following error
[02:08:15] <Danimal> hmm thats what i keep getting
[02:08:20] <SWPadnos> yeah
[02:08:35] <SWPadnos> you need to do a little reading in the configuration manual :)
[02:08:45] <Danimal> true
[02:08:49] <SWPadnos> MAX_VELOCITY is set to 10, which is 600 IPM
[02:09:01] <Danimal> ive read it a bunch, what soaks in is a different story
[02:09:23] <Danimal> most of the language in there is greek to me
[02:09:30] <SWPadnos> DEFAULT_ACCELERATION (in the TRAJ section) is set to 100, which is 6000 IPS/S
[02:09:38] <SWPadnos> err, IPS/M or something
[02:09:38] <Danimal> i'm not good with technical terms as i habe no education
[02:09:40] <SWPadnos> it's a lot
[02:09:52] <Danimal> have*
[02:09:56] <SWPadnos> heh
[02:10:01] <SWPadnos> I is uneddicated :)
[02:10:17] <mozmck> habe is fine if you're german!
[02:10:18] <Danimal> lol maybe, but i bet you've been at this for a while
[02:10:24] <Danimal> haha
[02:10:27] <SWPadnos> ich habe kein education
[02:10:47] <mozmck> su deutch sprechen?
[02:10:51] <SWPadnos> nein
[02:11:01] <mozmck> heh, me neither.
[02:11:10] <SWPadnos> ich habe eine schweister (in) Gottingen/Berlin
[02:11:33] <SWPadnos> so I pick up some stuff, but I don't know simple things, like "in", "from", "to" ...
[02:11:41] <SWPadnos> coffee ordering I have down though ;)
[02:11:57] <mozmck> ah, my wife was born there and used to speak quite fluently.
[02:12:03] <Danimal> hmm so i gotta go back to the drawing board with my ini file, huh
[02:12:04] <SWPadnos> oh, cool
[02:12:13] <SWPadnos> Danimal, well, maybe not that far
[02:12:35] <SWPadnos> but there are things that are inconsistent and probably inappropriate for an actual machine (except for testing)
[02:12:58] <SWPadnos> the FERROR settings tell EMC how far from the commanded position an axis can be before you get that error
[02:13:19] <SWPadnos> you have it set so that a 1 inch error (FERROR=1.000) is acceptable at full speed
[02:13:48] <SWPadnos> MIN_FERROR is 0.010, which is the smallest that error margin is allowed to be - the actual value is scaled based on the axis speed
[02:13:55] <Danimal> hmm that was never changed by me
[02:14:23] <SWPadnos> yeah, the sample config value is probably that way so you can mess around without having a motor (and feedback) attached
[02:15:17] <Danimal> how does it know with an open loop system how far it is from a comanded position?
[02:15:31] <SWPadnos> by the way, 12.5 kHz can be done on the parallel port - if the driver really can't go any faster, it's not so great by todays standards
[02:15:37] <Danimal> i must be missing something here
[02:15:42] <SWPadnos> the stepgen keeps track of how many steps it has output
[02:15:53] <SWPadnos> and the motion controller uses that as the actual position
[02:16:14] <SWPadnos> which is why you now get that error (max_vel is too fast for the step timings or whatever it was)
[02:16:32] <mozmck> I have quite a few heavy duty switches and pushbuttons that I'd like to give folks here first dibs on before putting them on Ebay. Give me a ping if you're interested.
http://imagebin.ca/view/2Be7an.html http://imagebin.ca/view/Q5S9stA.html
[02:16:33] <Danimal> well then how does it know if it's actually out of position?
[02:16:56] <SWPadnos> EMC2 2.3.3 is telling you that you have told the motion controller that the machine can go 600 IPM, but you've set up the step generator so it can only go 90IPM or so
[02:17:24] <SWPadnos> because the stepgen hasn't even told the motor to get to the right place, let alone any stalling that may have taken place
[02:18:20] <Danimal> man i'm lost there...
[02:18:42] <Danimal> i get the velocity thing, but the ferror i dont follow
[02:18:52] <Danimal> i guess i have a following errir
[02:18:55] <Danimal> error*
[02:19:25] <SWPadnos> heh
[02:19:30] <SWPadnos> a following error error
[02:19:49] <SWPadnos> look at it this way
[02:19:59] <SWPadnos> you have a Yugo, which can only go 50 MPH
[02:20:16] <SWPadnos> you have a speedometer that tells you you can go up to 200 MPH
[02:20:21] <jymm> downhill in a hurricane
[02:20:25] <SWPadnos> and the speed limit is 100 MPH
[02:20:45] <SWPadnos> you mash the gas, expecting to blow past 50 MPH, on your way to Ludicrous Speed
[02:20:55] <SWPadnos> yet for some reason, you top out at 50
[02:21:06] <jymm> avgas ftw!
[02:21:07] <SWPadnos> you yell at the stupid speedometer
[02:21:26] <jymm> MmmmmNO2
[02:21:28] <Danimal> so youre saying i need a turbo
[02:21:39] <SWPadnos> and you miss your appointment, since you can't actually get there on time with the real speed limit of 50 MPH
[02:21:48] <SWPadnos> your boss fires you - that's the following error :)
[02:21:50] <SWPadnos> heh
[02:21:53] <Danimal> haha
[02:21:58] <SWPadnos> or you need a correctly marked speedometer
[02:22:29] <SWPadnos> so you're telling the trajectory planner (the thing that keeps track of where you are vs. where you should be) that it can tell the motors to go 600 IPM
[02:22:38] <SWPadnos> but you have the stepgen limited to 90 IPM
[02:23:04] <Danimal> ah ok
[02:23:07] <SWPadnos> so stepgen merrily outputs steps at its limit, and the planner wonders why the motors can't keep up
[02:23:13] <Danimal> i gotcha
[02:23:19] <Danimal> i think it just clicked
[02:23:24] <SWPadnos> great
[02:23:59] <Danimal> so if i fix the maxvel, i should have less following errors?
[02:24:11] <Danimal> or none?
[02:24:38] <SWPadnos> yes, you won't get errors if you set MAXVEL to something below 1.5625 (which youh ave in the comment for the stepgen limit)
[02:25:14] <Danimal> i never updated the comments
[02:25:15] <SWPadnos> it may have to be somewhat lower though, since steppers lose torque at higher speeds
[02:25:20] <SWPadnos> realy?
[02:25:22] <SWPadnos> +l
[02:25:44] <Danimal> no i dont think i did
[02:26:06] <Danimal> i didnt think anyone else would see them lol
[02:26:16] <SWPadnos> then you should start at the beginning - check the timing specs of the drives, change the ini file to match that, calculate the new maxvel, etc. etc.
[02:26:35] <SWPadnos> well, the numbers match the comments, so it looks like you haven't changed anything really
[02:26:49] <SWPadnos> you probably don't have 60 inches opf travel on X wither
[02:26:52] <Danimal> hmm weird... i deffinately set them up for my drives
[02:27:04] <SWPadnos> argh
[02:27:11] <SWPadnos> if only I could spell
[02:27:34] <SWPadnos> and I'd be really surprised if you have 60 inches on Y
[02:27:37] <Danimal> i just threw any old number in there for the trave
[02:27:46] <SWPadnos> bad danimal
[02:28:04] <SWPadnos> set up the scale first, then limits and homing, and then tune
[02:28:10] <Danimal> well it's homed in a different position every time i turn the machine on so i didnt see how it would help
[02:28:19] <SWPadnos> that's what home switches are for
[02:28:24] <Danimal> dont have them yet
[02:28:33] <SWPadnos> or a mark on the table that you move to, and press "home"
[02:29:23] <Danimal> i have 37 inches
[02:29:51] <Danimal> sometimes i home it at the opposite end of the tabe, so if it's less than 30, it wont make it to the other end
[02:29:57] <Danimal> table*
[02:31:00] <Danimal> just depends on what fixture i'm using
[02:31:12] <Danimal> i have fixtures all along the table for different jobs
[02:31:29] <Danimal> and i unplug the machine at night to save electricity
[02:32:05] <Danimal> so i just bring it to xyz 0 before i turn the machine off and then i just plug it in and home it where it is then zero it out
[02:32:56] <Danimal> lazy, i know... but i wont over travel
[02:46:42] <pcw_home> Danimal: remember to invert the step signal as well if you are using the open drain drive setup...
[02:48:17] <Danimal> yup, i did both
[02:58:04] <jimbo655> Is there a way to tune the PID on an axis?
[02:58:53] <kasuga> jimbo655: boy, is there!
[02:59:04] <pcw_home> Danimal: Did you set steplength and stepspace to match your drives timings?
[02:59:06] <pcw_home> (probably something like 1000 and 2000 for a 300 KHz drive)
[02:59:31] <jimbo655> Thats what I was afraid of... I have servos.
[03:00:27] <kasuga> jimbo655: no problem. You've got halscope and halshow(?)
[03:00:38] <Danimal> it's set at 40000
[03:01:36] <jimbo655> what am I trying to look at with halscope. I am using the M5i20 card with the 7i33
[03:03:37] <pcw_home> Danimal Way too slow... I would set the steplen and stepspace to match minimum steplength and stepspace from
[03:03:39] <pcw_home> your drive specifications, then set the maximum velocity and acceleration based on what your machine can do without stalling
[03:04:10] <kasuga> jimbo655: Probably axis position, if you have a typical setup. And you can change tuning params using the hal gui without restarting emc2. Take a look at this also:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Tuning_EMC2/HAL_PID_Loops There may be more on the wiki, try a search.
[03:05:02] <Danimal> i thought you had to add your latency time to what the driver's steplength/space was?
[03:06:49] <jimbo655> I know one is PID.axis.error I am having trouble with halscope triggering...
[03:09:49] <kasuga> jimbo655: Maybe you can use the axis jog input (or other command source?) as a halscope trigger? Usually you're most interested in what happens right at the end of the move (as the servo comes to a stop), so set that as the trigger sense and level, whatever it is.
[03:10:54] <jimbo655> I will give it go. am i looking for a fast return to 0 with no ring at the end?
[03:12:21] <pcw_home> Danimal: Latency is mostly irrelevant with the hardware stepgen
[03:12:40] <kasuga> jimbo655: Correct. And with the least amount of motor whining, growling, instability, etc., if you can manage that too ;)
[03:12:58] <jimbo655> Oh boy what fun.....
[03:13:14] <Danimal> pcw_home, i was unaware of that... awesome
[03:14:09] <pcw_home> Thats (and higher maximum step rates) is the chief advantage of the hardware step generator
[03:14:45] <Danimal> so the 5i20 is considered a hardware generator? i thought it was still software based
[03:15:01] <Danimal> shows how much i know lol\
[03:16:26] <kasuga> jimbo655: Don't forget that your drives may need(?) adjustments too. I'll be working nearby, but AFK, I'll check back every 20 mins or so to see how you're doing.
[03:16:44] <Danimal> the driver's manual says not less than 1.5us
[03:17:30] <jimbo655> Thanks
[03:17:52] <kasuga> kasuga is now known as kasuga_afk
[03:22:30] <pcw_home> The HostMot2 step generator is part hardware ( a programmable step rate generator) and part software ( the driver checks how many steps have been generated and adjusts the rate)
[03:22:32] <pcw_home> If 1.5 usec is minimum (for steplength&stepspace?) you could set stepspace and steplength to 2000 and have a maximum electrical step generation rate of 250 KHz
[03:22:45] <Danimal> thats what i set it at
[03:23:11] <Danimal> so where should the ferror be set at?
[03:23:29] <Danimal> i havent found any info on that
[03:31:01] <pcw_home> Not sure about that. Do you still get Ferrors with the 2000,2000 step settings?
[03:31:25] <Danimal> yes
[03:32:10] <Danimal> mainly if i jog and i hit the button a few times repeatedly
[03:32:25] <Danimal> like a few small pecks
[03:36:21] <pcw_home> Have you set your maximum velocity to something reasonable, say 120 IPM (= 2 IPS)
[03:37:07] <Danimal> yea, doesnt really help
[03:37:34] <Danimal> i used to run it at 40ipm and it would still do it
[03:37:55] <Danimal> its not as bad, but still does it
[03:38:28] <Danimal> maybe an accel issue?
[03:39:20] <pcw_home> What is MAX_VELOCITY?
[03:39:40] <Danimal> 10
[03:40:55] <Danimal> sorry thats accel, it's max vel is at 2
[03:41:33] <pcw_home> I would try setting that to 2 or 3 and see if that helps
[03:41:34] <pcw_home> then I would try the max accel, If you still have trouble
[03:41:36] <pcw_home> you need one of the HotMot2 stepgen gurus Like Sebastian...
[03:42:15] <pcw_home> What is your ferror setting?
[03:42:35] <Danimal> 1
[03:43:27] <pcw_home> 1 what?
[03:43:49] <Danimal> 1.0
[03:45:45] <pcw_home> What are your units?
[03:46:04] <Danimal> inch
[03:46:06] <Danimal> sorry
[03:47:51] <pcw_home> OK something is screwy here, a ferror of 1 inch is insane
[03:47:53] <pcw_home> Are you running EMC 2.3.3 now? I know there were some Stepgen bugs
[03:47:54] <pcw_home> fixed relatively recently (not sure if they were ferror related)
[03:48:06] <Danimal> yes, just updated
[03:48:13] <Danimal> i never changed the ferror
[03:48:25] <Danimal> what is more reasonible?
[03:54:47] <pcw_home> What I mean is 1 inch is a huge ferror, so I can't see how it could happen unless something
[03:54:48] <pcw_home> is really wrong in the setup to make the stepgenerator is lag (in terms of steps) 1 inch from the commanded position
[03:54:49] <pcw_home> Maybe you can get a HAL guru to look at your file.
[03:55:07] <pcw_home> (- is )
[03:56:23] <Danimal> well the thing is it does it most when i'm not even moving an inch
[03:56:32] <Danimal> long moves are no problem
[03:56:48] <Danimal> its the short moves that have issues
[03:57:05] <Danimal> like if i tap the arrow button a few times quickly
[04:01:32] <SWPadnos> the following error limit is scaled so that it's FERROR at MAX_VELOCITY
[04:01:48] <SWPadnos> if you're moving at 1/2 MAX_VELOCITY, then the following error limit is FERROR/2
[04:02:04] <SWPadnos> but it's will never be below MIN_FERROR
[04:02:21] <SWPadnos> since MIN_FERROR is 0.010, if you're moving at low speeds, the tolerance is smalle
[04:02:22] <SWPadnos> r
[04:02:49] <SWPadnos> short jogs move at lower speeds, because there isn't time to accelerate to full speed
[04:03:40] <Danimal> so should i raise the min ferror setting?
[04:03:44] <SWPadnos> no
[04:04:01] <Danimal> lower the velocity?
[04:04:04] <SWPadnos> you should fix the configuration so that you can use reasonable FERROR settings
[04:04:22] <SWPadnos> they should be closer to 0.005 / 0.002
[04:04:24] <SWPadnos> maybe lower
[04:04:35] <Danimal> wow
[04:05:06] <SWPadnos> think about it - if you want the machine to be at X=0.99, but it's actually at X=0, that would be a pretty big following error
[04:05:25] <SWPadnos> and you'd want the machine to stop well before getting that far off course
[04:07:32] <Danimal> the thing is it's never even close to that far off
[04:08:22] <Danimal> its usually a pretty accurate machine
[04:08:51] <SWPadnos> stepgen following errors are always a misconfiguration ...
[04:08:58] <SWPadnos> (even with mesa hardware doing the stepgen)
[04:09:59] <Danimal> yea i'm not arguing that...i just dont know how to tweak it any better
[04:11:32] <SWPadnos> I wonder if you're still using the older version of the firmware
[04:12:17] <Danimal> i'll check it out after i eat
[04:12:44] <Danimal> i know the 5i20 firmware was selected to be updated
[04:13:08] <SWPadnos> yeah - I just don't know if the newer file goes into the same spot as the old one was
[04:13:38] <SWPadnos> the firmware file is sepcified in your machine config, so if there's a new name or location, you could still be using an old one
[04:13:48] <Danimal> ahh ok
[04:13:54] <Danimal> i'll check and see
[04:14:11] <SWPadnos> it has to be config-specific, since there are different firmware images to use for different things
[04:14:18] <SWPadnos> (which all use the same driver)
[04:15:47] <Danimal> man that got confusing
[04:19:36] <Danimal> i'm burned out tonight, i think i'm gunna crash and pick this back up in the morning
[04:19:51] <Danimal> thanks again for all our help
[04:20:18] <SWPadnos> sure. see you
[04:20:41] <Danimal> adios
[04:34:52] <kasuga_afk> kasuga_afk is now known as KimK
[07:37:36] <toastatwork> toastatwork is now known as toastydeath
[08:40:03] <motioncontrol> good morning.i have a question for my computer dell is no very fast(dual celeron 1,2gh).i have some rtai exceted time and i have upper base period at 150000 for clear the message.For system servo on mesa card the base period not is importany? it is used only for stepper system? thanks
[09:29:48] <alex_joni> motioncontrol: right, for servo it's not used
[09:32:28] <motioncontrol> ok thenks alex, in this case i can use this computer for servo system
[09:33:27] <motioncontrol> alex_joni, i send at timiscioara next mount. i can search you ?
[09:33:28] <alex_joni> maybe.. you need to check how bad that latency is
[09:33:37] <alex_joni> I might be travelling again
[09:34:24] <motioncontrol> alex_joni, i thing the problem is internal video card
[09:35:52] <alex_joni> probably.. but you can check easily
[09:38:46] <motioncontrol> alex_joni, i can phone you.my collega meccanical is in Timiscioara. i want speak you but i don't have your phone. is possible have your phone , i send you my mail ?
[09:42:29] <motioncontrol> alex_joni, i want a advise for a good compay for buy the only meccanical structure the cnc maschine in Ro.you can help me?
[09:43:10] <alex_joni> sorry, I don't know such companies :)
[09:46:19] <motioncontrol> alex_joni, thank for all your help and a thanks at all emc-developers people.
[10:52:17] <maximilian_h> Hello
[10:52:42] <maximilian_h> The offset setup you guys described to me a few days back works :)
[10:53:20] <maximilian_h> Is there a paypal address that I can make a donation to for beer ?
[11:22:42] <alex_joni> maximilian_h1: glad to hear it works
[11:23:28] <alex_joni> you can look around sourceforge.net/projects/emc , some devs might have donations set up :P
[11:44:30] <maximilian_h1> Hey Alex, neither you nor micges_work nor SWPadnos have something set up / or I can't see it. Any other idea ?
[11:46:08] <alex_joni> maximilian_h1: usually I feel better if I get to see some feedback: pictures, snapshots, videos, etc ;)
[11:46:16] <alex_joni> that's more rewarding than a paypal donation :P
[11:48:06] <alex_joni> otoh, I see 3 people that have donations set up at SF
[11:49:43] <maximilian_h1> Then I should make a video
[11:50:16] <maximilian_h1> Will the beer/whatever reach you if i donate to somebody else ?
[11:50:42] <maximilian_h1> Where are you living ?
[11:51:39] <maximilian_h1> micges_work is currently not there, is he ?
[11:54:12] <alex_joni> no, he left a bit earlier
[11:54:32] <alex_joni> maximilian_h1: lets leave the beer for when we'll meet in germany (one day ;)
[11:54:45] <alex_joni> * alex_joni is living in Timisoara/Romania
[11:55:04] <alex_joni> maximilian_h1: maybe we'll still have an EU emc2 fest
[11:57:20] <maximilian_h1> EU emc2 sounds great, I saw that there was a US fest some time ago, but then flying there isn't so cheap as booking the next flight from Ryanair
[11:58:17] <maximilian_h1> Although I do hate Ryanair, because i always feel like my knee will hit my face because of the small space they allocate per passenger ;)
[11:59:25] <alex_joni> :P
[12:04:48] <maximilian_h1> Looking at Timisoara on Google Earth ... smile you are on air :)
[12:05:30] <alex_joni> :P
[12:42:32] <SWPadnos> maximilian_h1, where are you?
[13:02:43] <maximilian_h1> Hey SWPadnos, Ulm, Germany
[13:02:57] <maximilian_h1> You ?
[13:03:07] <SWPadnos> hmmm. where is that? (I've heard of it, but can't place it)
[13:03:10] <SWPadnos> Vermont, USA
[13:03:28] <maximilian_h1> Got google earth ?
[13:03:40] <SWPadnos> no, but I do have tgoogle maps :)
[13:04:48] <SWPadnos> ah, I've probably passed through or near Ulm on the train from Frankfurt to Munich
[13:05:47] <SWPadnos> or I just saw the name on a sign at the train station :)
[13:06:34] <maximilian_h1> approx. 48° 24'38 N, 9° 59' E
[13:07:07] <maximilian_h1> Might be that you passed through, Munich is not so far to the east
[13:07:13] <SWPadnos> yep, I see the town on Google maps - between Stuttgart and Munchen
[13:07:39] <maximilian_h1> What took you to Germany ?
[13:07:39] <SWPadnos> I haven't been that way in about 6 or 8 years though
[13:08:08] <SWPadnos> I have a sister in Gottingen, another sister who used to be in Firenze, and a friend near Munchen
[13:08:27] <SWPadnos> and I go to Koln every two years for a photo trade show
[13:08:44] <maximilian_h1> You are a photographer ?
[13:08:50] <SWPadnos> nope
[13:09:15] <SWPadnos> I used to make products for hte photo industry, and now I make specialty camera systems
[13:09:42] <maximilian_h1> ok
[13:09:43] <SWPadnos> (among other things)
[13:10:15] <maximilian_h1> I am an electr. engineer
[13:10:23] <SWPadnos> cool. me too
[13:11:20] <maximilian_h1> and what are you doing with emc ? Where do the cameras need cnc controllers ?
[13:11:25] <SWPadnos> hmmm. I may not be allowed to say that, since I never graduated from college :)
[13:11:37] <SWPadnos> err - they don't :)
[13:12:01] <SWPadnos> I have my own consulting firm, and at ome point I had a product idea which would have needed to be made with a CNC
[13:12:09] <SWPadnos> s/ome/some/
[13:12:25] <SWPadnos> that's when I got involved - maybe 5 years ago
[13:12:40] <maximilian_h1> never mind the college, lost of guys grad. and they are absolute eagheads ;)
[13:12:45] <SWPadnos> yep
[13:13:24] <SWPadnos> a friend and I took over the senior projects lab, when I was a first-year student and he was in his second year
[13:13:38] <SWPadnos> they let us stay, as long as we'd help people who had problems :)
[13:14:19] <maximilian_h1> hehe, so you got to play with the nice stuff
[13:14:29] <SWPadnos> well, we built it actually ;)
[13:14:46] <maximilian_h1> even better
[13:14:48] <SWPadnos> the lab was small, but it had enough room for us to store our parts
[13:15:43] <SWPadnos> we made a PC-AT plug-ing card that year, which had a 2-channel 16-bit A/D, 2 channel D/A, 16 digital inputs, 8 digital outputs, and a Z-80 chip
[13:16:21] <maximilian_h1> the joys of embedded controlling
[13:16:23] <SWPadnos> I wrote the software (in Pascal) for a 2-channel oscilloscope, function generator, FFT, meter, logic analyzer, etc.
[13:16:26] <SWPadnos> yeah :)
[13:17:29] <maximilian_h1> although i can imagine that the quantitation of the signals in integers was quite some work to figure out on a z80 8 bit cpu
[13:18:00] <SWPadnos> oh - the Z80 was only there for timing control and that kind of thing. the user interface ran on the host PC
[13:18:15] <SWPadnos> an AT&T 6300 - 8 MHz 8086
[13:18:36] <maximilian_h1> haha, not much better ;)
[13:19:12] <SWPadnos> yeah
[13:19:35] <SWPadnos> though I think it could do a 512-point FFT in under a second
[13:20:23] <maximilian_h1> that's not too shabby, but nothing compared to modern computer.
[13:20:41] <maximilian_h1> I am just installing an ubuntu emc2 machine on a 4gb flash disc
[13:20:49] <SWPadnos> yeah. even DSPs back then (in the late '80s) could do a 1024-point in a few milliseconds
[13:20:54] <maximilian_h1> it's so bloody tiny
[13:21:16] <SWPadnos> heh
[13:21:28] <maximilian_h1> an I still remember the 16kb removable disc my old man used to use when i was a kid
[13:21:39] <SWPadnos> oh yeah
[13:22:02] <SWPadnos> our computer club in high school raised money for a year so we could get a hard disk for our BBS system
[13:22:20] <SWPadnos> it was called the "Sider" (because it was in an external enclosure that went on the side of the PC)
[13:22:26] <maximilian_h1> when you had an error on that one you could actually clean the heads with alcohol, try that today ;)
[13:22:27] <SWPadnos> $800 for a 10M drive
[13:22:45] <SWPadnos> now you can ge t10 TB for that much money
[13:23:07] <maximilian_h1> yeah, my first own one was a 40mb one
[13:23:46] <SWPadnos> don't forget the RLL controller, so you can get 1.5x the data on it :)
[13:23:57] <maximilian_h1> haha
[13:24:20] <SWPadnos> on the 4GB flash drive, you may want to install from 8.0.4 server, then install only what's necessary
[13:24:32] <SWPadnos> though a full install should fit in 4G anyway
[13:24:48] <maximilian_h1> you did not like mfm controllers ?
[13:25:13] <maximilian_h1> yes, i saw some page in the emc2 wiki that i am following
[13:25:15] <SWPadnos> they were fine, but the higher data density of RLL made them oh so sexy
[13:25:40] <maximilian_h1> you are a storage junky ;)
[13:25:44] <SWPadnos> heh
[13:26:42] <maximilian_h1> well the first storage axiom was true then too: Discs are always near total capacity
[13:26:58] <SWPadnos> yes
[13:27:47] <maximilian_h1> ok, i should go back to my install, otherwise i ll not finish today
[13:27:54] <SWPadnos> it's the electronic corollary to Steve's law of "things", which is that junk will expand to fill the available space
[13:28:08] <maximilian_h1> true
[13:28:14] <maximilian_h1> unfortunately
[13:28:15] <SWPadnos> ok, have fun
[13:28:17] <SWPadnos> heh
[13:28:28] <maximilian_h1> want some more junk from me
[13:28:41] <maximilian_h1> i could offer some 8 inch floppy disks
[13:28:49] <SWPadnos> hmmm. no, don't need those
[13:29:00] <maximilian_h1> although i don't have a drive for them anymore
[13:29:31] <SWPadnos> the sad thing is that I probably know someone who does
[13:29:40] <maximilian_h1> but i kept them, for when i ll have kids to boost around a bit ;)
[13:30:03] <maximilian_h1> hehe
[13:30:14] <maximilian_h1> my father keeps an C64
[13:30:32] <maximilian_h1> because he does not want to part with the programs he wrote
[13:30:35] <SWPadnos> I'm sure my Atari is still around somewhere
[13:30:42] <SWPadnos> I might even have a TV I could plug it into
[13:30:58] <maximilian_h1> got no atari, but i can offer an amiga
[13:31:11] <SWPadnos> oh, I definitely know someone with one of those
[13:31:19] <SWPadnos> though it was mostly used for Lemmings and Moria
[13:31:26] <maximilian_h1> ;)
[13:31:30] <pjm__> LOL, I'll see your amiga and raise u an 'acorn electron' !
[13:31:36] <maximilian_h1> Want to start a true flame war ?
[13:31:59] <SWPadnos> uh oh
[13:32:14] <maximilian_h1> :)
[13:32:27] <maximilian_h1> never had an acorn
[13:32:36] <pjm__> my missus keeps nagging at me to chuck out all my old 8 bit micro's
[13:32:42] <maximilian_h1> but i remember looking at the ads ;)
[13:32:43] <pjm__> i cant being myself to trash them tho
[13:33:04] <pjm__> they were cool, I have the BBC micro too, with dual 5.25" disks!!!
[13:33:07] <maximilian_h1> you never know when you'll need them ;)
[13:33:22] <pjm__> when i retire i'll start an 8-bit micro museum
[13:34:13] <maximilian_h1> well i still have some 35 years to work until i can think of retirement
[13:34:35] <maximilian_h1> and i don't think that our social system will pay anything then :(
[13:34:51] <maximilian_h1> so i better rob a bank or something similar
[13:35:19] <pjm__> yeah me too, by the time i'm 65, the retirement age will be about 85 knowing this bloody dictatorship
[13:35:41] <maximilian_h1> did you hear of the robbers in the UK that used latex masks, just as in the movies ? F***ing great !
[13:36:01] <pjm__> hahh yes good, at last some inititive
[13:36:06] <pjm__> pjm__ is now known as pjm
[13:36:18] <maximilian_h1> haha, and then you'll still have to pay taxes on your pension ;)
[13:36:26] <pjm> pjm is now known as pjm1
[13:36:42] <pjm1> so yes u are probably right, a bank job would be the answer
[13:38:00] <maximilian_h1> just don't pick a bank that is already bankrupt, their safe might be emptier that your own wallet ;)
[13:38:21] <alex_joni> heh
[13:38:46] <maximilian_h1> Hey Alex
[13:39:34] <maximilian_h1> we've been discussing old 8 bit clunkers, unfortunately there is no cash for them
[13:46:31] <alex_joni> yeah, saw that ;)
[14:04:13] <alex_joni> bbl
[14:04:23] <maximilian_h1> Alex: Where do i best put some code in axis to set my offsets from the interpreter ? I added a function to the interpreter and i see the code in gcodemodule.cc, but if possible i would like to avoid the work to go through the glcanan interface and just set my two variables in hal space. But axis is big and not much comments in there.
[14:41:21] <SWPadnos> do you mean that you added a G-code to set your offsets?
[15:02:44] <jymm> A Pirate walks into a bar. The bartender says "Hey you've got a steering wheel in your crotch." The pirate says "Arrrr its driving me nuts"
[15:31:20] <maximilian_h1> Hello SWPadnos
[15:31:25] <maximilian_h1> yes that is my plan
[15:32:02] <maximilian_h1> i used the params reserved for G54, G55 etc
[15:32:28] <maximilian_h1> and put my own offset processing function in the interpreter
[15:32:43] <maximilian_h1> and now i want to set hal param
[15:33:02] <maximilian_h1> but the interpreter does not talk to hal
[15:33:07] <maximilian_h1> but axis dows
[15:33:18] <maximilian_h1> s/dows/does/
[15:34:15] <maximilian_h1> but i have problems understanding were do put my code talking to the offsets in hal in axis
[16:04:07] <tom3> tom3 is now known as tom3p
[16:04:15] <tom3p> good one jymm!
[17:42:24] <kasuga5> kasuga5 is now known as KimK
[17:42:46] <skunkworks_> KimK: !
[17:42:49] <skunkworks_> how is it going?
[17:43:54] <KimK> Hi Sam. No big news here. How's the shop coming?
[17:45:07] <skunkworks_> 1.4 sides left to side. then a bit of electrical.
[17:46:28] <KimK> Excellent, congratulations. Still no time to work on your amplifier, probably? It's for the best, I suppose, with winter sneaking up on us. Yes, get the siding done first.
[17:46:53] <KimK> I
[17:47:00] <KimK> Oops
[17:49:33] <skunkworks_> heh
[17:49:42] <skunkworks_> heh
[17:49:50] <skunkworks_> heh
[17:49:54] <skunkworks_> omg
[17:50:01] <KimK> There's a machine here that might be able to use your amp though, ,so keep me posted. It has Gettys SCR drives still, maybe 180V 30A? So we're interested here in what you're up to.
[17:50:07] <skunkworks_> I keep hitting enter and up arrow at the same time..
[17:50:25] <skunkworks_> How are your conversions coming?
[17:51:00] <skunkworks_> I planned on testing to 30a by parraleling the current sense resistors. (they are only rated for 22a)
[17:53:02] <KimK> Haven't been working on them lately, this is the first time I've been back for a while. Still needs a tool changer in PLC. I'm changing the PCs out today, which is why I'm on chatzilla instead of my favorite, Xchat.
[17:53:46] <skunkworks_> heh
[17:54:16] <KimK> Well, I'm guessing about the 30A. I think they're fused to 30A, but I don't have proper specs. Uses those big Gettys DC motors though.
[18:01:21] <KimK> Are you planning to run three or four motors on your machine? What are you going to do about a DC power supply? General-purpose soft-start line-op three-phase-rectifier? Or something fancier?
[18:03:24] <skunkworks_> I have a 3 phase transformer and diode stack
[18:04:00] <skunkworks_> it will create about 160vdc filtered
[18:04:23] <skunkworks_> I need to make a dump circuit yet
[18:07:10] <KimK> OK, so 350VDC (rectified 240VAC) is going to be too hot for it? OK. I would have liked to dump the transformer. Wait, 160VDC? Are those 90V motors? I thought they were 180V?
[18:38:37] <KimK> Sam, do you use Eagle for your PCB layout?
[18:39:05] <skunkworks_> sorry - working on projects.
[18:39:06] <skunkworks_> :)
[18:39:17] <KimK> No problem, me too
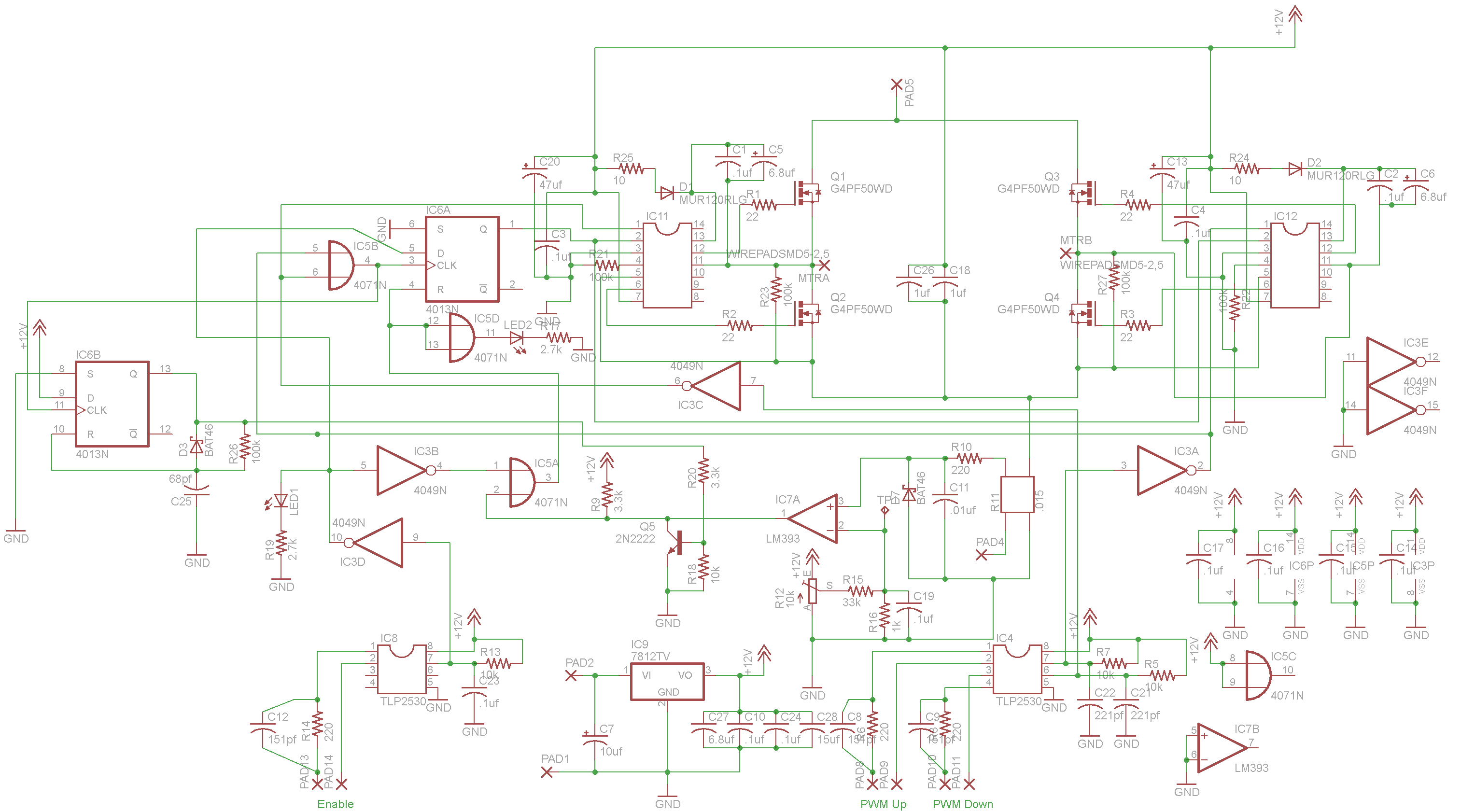
[18:39:59] <skunkworks_> http://electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/
[18:40:03] <skunkworks_> that is the latest
[18:42:14] <tom3p> ? disconnect the trafo and put 10k 10W resistors across the caps, trafo is immmed off and caps bleed in <30secs
[18:43:04] <skunkworks_> I need a dump circuit for running - to eat up the BEMF while de-accellerating
[18:43:51] <skunkworks_> I was watching the voltage go quite a ways above 200v while running the servo from extreme to extreme
[18:44:09] <tom3p> brake resistor
[18:44:52] <skunkworks_> yes - a simple circuit that puts a resistor across the line when the voltage rises above a set point.
[18:45:19] <LawrenceG> stove top element should be just about right!
[18:45:33] <skunkworks_> KimK: my servos are full rpm (1200) at about 150v
[18:46:00] <tom3p> reversal pike? too fast for brake res & contactor, what are you thinking of using
[18:46:01] <tom3p> yep stove elems are cheapo mega watt lo res
[18:46:17] <tom3p> i use em for bulk edm
[18:46:55] <tom3p> accelaeration (gives us idea of how fast it has to beclamped
[18:47:00] <tom3p> )?
[18:47:49] <KimK> LawrenceG: Ha! I thought a brake resistor I saw once (from one of the "big name" manufacturers too) looked suspiciously like a hot water heater element. Conveniently U-shaped and long and skinny though, it worked out well.
[18:48:26] <skunkworks_> I really don't know yet- I was just running the servo from +180v to -180v as fast as the current limit would alow
[18:49:49] <KimK> skunkworks_: OK, thanks, 150VDC, so maybe "180V" motors then, or based off 180V anyway.
[18:50:00] <tom3p> the current limit is spec'd in seconds, mS? or is it the <whatever min setting?
[18:50:37] <tom3p> argh current limit HAS a time spec
[18:51:23] <SWPadnos> skunkworks_,
http://www.geckodrive.com/upload/returnedenergydump.pdf
[18:54:11] <skunkworks_> current limit is a cycle by cycle trip set at about 20a.
[18:54:48] <tom3p> using h bridge? several schemes to clamp them on net, triggered by whatever you want to design (current/time/voltage)
[18:56:05] <tom3p> ok, current is hdwr servo loop time , set at 20. is this a stock servo drive or pwm ctrl hbridge?
[18:57:17] <skunkworks_> it is a pwm h-bridge
[18:57:31] <skunkworks_> http://electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/latestschem.png
[18:57:45] <KimK> SWPadnos: I dunno, in our situation that diode might have to be up to 120A size forward (30A *4), maybe better to observe the supply voltage by a more conventional method. Got another one?
[18:58:11] <tom3p> SWPadnos: the diy zener would work, does skunkworks_use geckos?
[18:58:37] <SWPadnos> KimK, you can get big diodes, though it might not be the best idea :)
[18:58:54] <tom3p> and does geck0o show you the inverse (the kicker for sudden accel? :)
[18:58:58] <SWPadnos> tom3p, no, but that circuit can be scaled up for higher voltages/currents (I think)
[18:59:00] <SWPadnos> heh
[18:59:11] <SWPadnos> that's the 1000uF cap
[19:00:13] <tom3p> make that 1000/100/amp (forrest j mims)
[19:00:31] <SWPadnos> J or M?
[19:00:48] <tom3p> and be careful it may appear as a short ;)
[19:00:55] <SWPadnos> (I always thought it was Forrest M Mims, but I guess I need a brain cleaning)
[19:01:04] <tom3p> 1000uf/100v/ampere
[19:01:06] <KimK> Interesting we're discussing braking circuits because John's VFD lacks the optional braking circuit and I have to get one for him
[19:01:24] <SWPadnos> oh, it is an M
[19:01:32] <tom3p> im easily wrong
[19:01:40] <SWPadnos> hehe. me too
[19:02:16] <SWPadnos> if the drive controller is smart enough to know it's braking, then it can switch a resistor into the motor current path
[19:02:28] <SWPadnos> if it's a dumb PWM drive, then you need something external
[19:02:29] <tom3p> braking is slower than reversing, and not as repetitive
[19:04:34] <skunkworks_> SWPadnos: cool
[19:06:12] <tom3p> http://www.fairchildsemi.com/ds/RU/RURG8060.pdf 80 amp 85nS 600V damn fast diodes i use for the edms
[19:08:29] <tom3p> i need spike reversal protection at 20kHz+ ( i run faster but at lower power so protection not so critical)
[19:10:24] <KimK> I found this helpful comment on homeshopmachinist.net:
[19:10:29] <KimK> The circuit principle is pretty simple. You need a voltage divider to step down your DC bus voltage to bring it into a comparator circuit. When the bus voltage goes above the threshold (slightly below the rating of the bus caps), turn the FET on and dump into the power resistor for some fixed time until the voltage is 30-40 VDC below the trip point. If the axis is still regening, the voltage...
[19:10:31] <KimK> ...will rise and the process will repeat itself until the motor stops or something burns up.
[19:11:56] <skunkworks_> I was planning on building something similar to this
[19:11:57] <skunkworks_> http://cnczone.com/forums/showpost.php?p=519000&postcount=2
[19:13:37] <tom3p> KimK: haha 'till soemething burns up' maybe a simple watchdog could limit its attempt to fix things and turn off the darn supply
[19:15:12] <skunkworks_> the same thread has mariss' circuit. (that one is starting to grow on me)
[19:15:25] <tom3p> skunkworks_: nice circuit has feed back too, but any res elem is slow
[19:15:43] <KimK> mariss' circuit?
[19:15:50] <good_kid> skunkworks_: Couldn't you just post the link to .pdf?
[19:16:16] <skunkworks_> KimK: the one SWPadnos posted earlier
[19:16:40] <KimK> Oh, OK
[19:17:52] <tom3p> skunkworks_: i lie, you could use very low imp resistors (big carbon blox) and dump fast, but i thought some actual shorting with control could be done (like using fets as dynamic resistors)
[19:18:27] <SWPadnos> might as well use a resistor - it doesn't matter what the element is, power is V*I
[19:18:42] <SWPadnos> so you'll have a hot resistor or a hot FET
[19:21:55] <KimK> skunkworks_: the cnczone 519000 pdf you posted earlier gets rid of the 120A diode problem. The author mentions no hysterisis but that's easily fixed. It seems to run in a "DC mode" with no timer/osc/PWM as in the paste I put up earlier, but that might be better (simpler) anyway.
[19:22:18] <tom3p> i was thinking wire wound rsistor = slow and fet = fast, yes watts wasted is heat
[19:26:19] <tom3p> re: " The PCB copper thickness is not mentioned in the PCB files, so use at your own risk." breakout that old soldering gun grandpa had for radiators and solder bus wire ontop of those wimpy pcb traces, ending in rings for bolts to go thru... now you got guts!
[19:26:19] <tom3p>
[19:26:52] <pcw_home> tom3p: braking circuits dont need to be very fast, dv/dt = I_Brake/C_BigElectrolytic_OutputCapacitor
[19:30:53] <KimK> tom3p: I expect to do just that (solder in copper wires) to repair an MOV board that took a lightning hit. It will make a good backup spare. It did it's job though, the CNC machine was just fine otherwise (tripped the house breaker). But I have one small problem maybe you guys can help me with...
[19:31:08] <tom3p> pcw_home: it sounds like he wants to limit reversal spikes, say in a fast peck drill cycle, not really braking
[19:31:40] <tom3p> KimK: go for it
[19:32:15] <good_kid> How do you know the physics of the process so good? I could understand what you say, but... Is the electrics your hobby?
[19:32:22] <pcw_home> tom3p: Same thing, its milliseconds, not microseconds
[19:33:03] <tom3p> pcw_home: really? cool, thx. i always thought the domains were way diferent
[19:34:00] <tom3p> good_kid: when its your job you get experience, when its your major, you get larnin' ;)
[19:34:27] <tom3p> (you kin get both too ;)
[19:35:04] <skunkworks_> yes - I will have a pretty big bank of caps for filtering. that slows things down.
[19:35:11] <good_kid> tom3p: Do you work with CAD->CAM on a daily basis, in addition to these skills?
[19:35:45] <tom3p> yes ( unfortunately) (and what skills? )
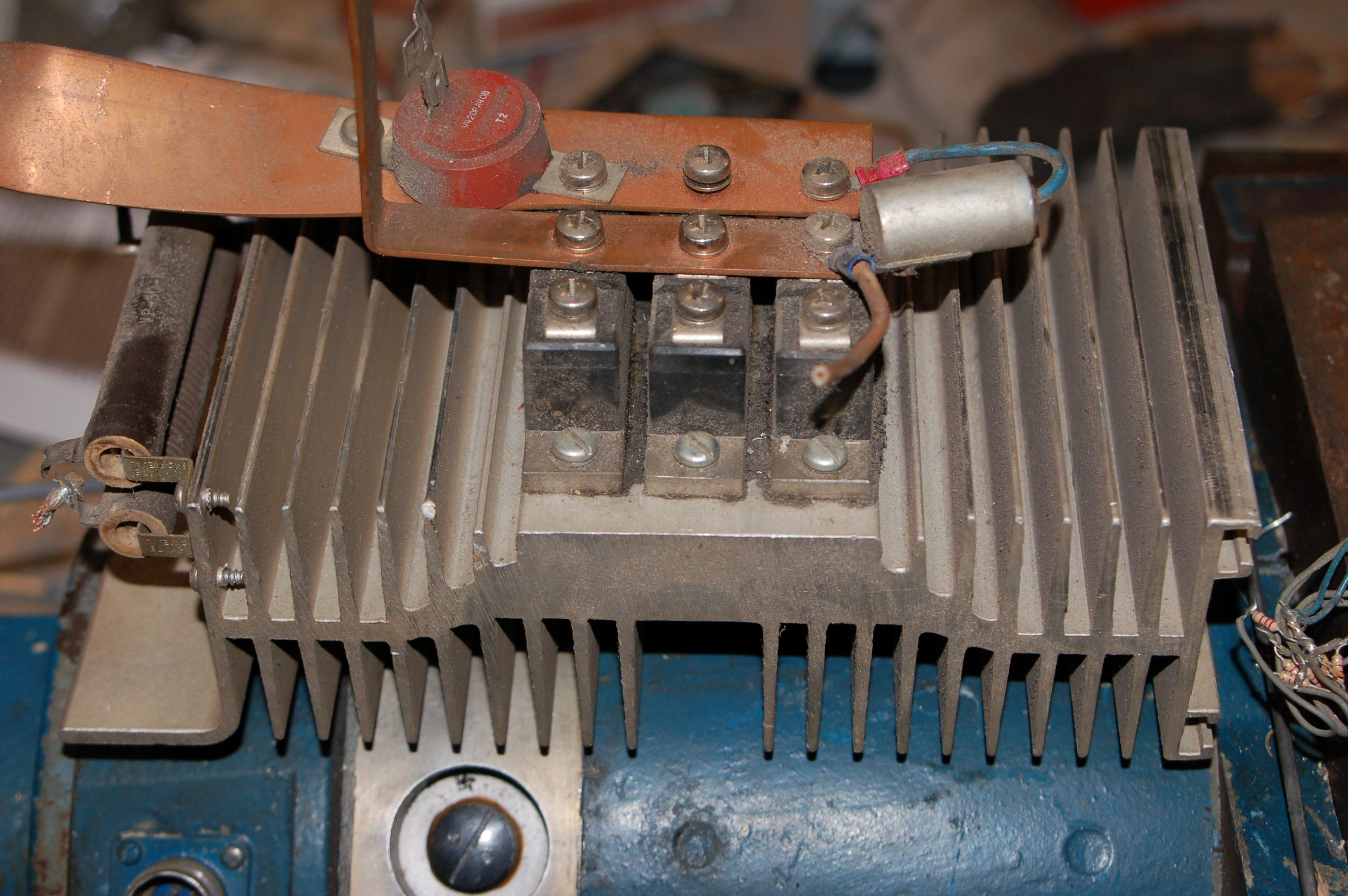
[19:37:22] <skunkworks_> KimK:
http://electronicsam.com/images/KandT/conversion/diodes.JPG
[19:38:42] <pcw_home> Comparator method seems smarter since reversal method would waste significant power on servo motors
[19:38:43] <pcw_home> (braking when not needed)
[19:38:45] <pcw_home> Braking is really most needed in fast stops from rapids
[19:38:46] <pcw_home> in a peck drill cycle you likely would not be moving fast enough to generate
[19:38:48] <pcw_home> much power back into the filter capacitors
[19:38:49] <pcw_home> ( reverse current would be roughly motor current*motorBEMF/PSVoltage)
[19:38:51] <pcw_home> since Motor BEMF would be only a small percent of PS voltage for normal
[19:38:52] <pcw_home> (non rapid) moves, you cant get much reverse current
[19:39:38] <good_kid> tom3p: Well, I wanted to spend some time to learn devices and hardware for CNC (to know what you say). Instead, I'm trying to get best from QCad and HeeksCNC.
[19:42:00] <tom3p> pcw_home: he said "I need a dump circuit for running - to eat up the BEMF while de-accellerating", how does he measure the BEMF V that he wants to squash? ( i suspect knowing the enemy is a good start and suspect a simple scope will show it )
[19:42:19] <KimK> good_kid: Me too. Qcad and HeeksCNC, free, yay!
[19:42:59] <good_kid> OK, can I generate the energy at deaccelerations? ;) I like ecology!
[19:43:12] <skunkworks_> e-stop is probably the worse...
[19:43:31] <tom3p> good_kid: Qcad is a good Opensource tool. i could not do anything usefull in HeeksCad,t ho I hope it succeeds. for electronic, eagle is handy and geda also, tho i find communications to pcb mfctrs makes eagle the winner.
[19:43:55] <pcw_home> I dont think you need measure anything other than motor power supply
[19:43:57] <pcw_home> voltage and apply brake when it gets too high.
[19:44:24] <good_kid> KimK: What feed rates do you use for drilling | reaming | cutting | turning ?
[19:44:55] <tom3p> and is 'too high' 75% of literature max ( inverse of the 150% rule )?
[19:45:35] <KimK> depends on machine, material, desired finish, etc. The Machinery's Handbook is a good reference.
[19:46:04] <good_kid> KimK: Where can I get one for free?
[19:46:18] <pcw_home> Too high it whats too high for the weakest link (filter capacitors MOSFETs)
[19:46:19] <pcw_home> with some margin so you can catch worst case DV/DT
[19:46:48] <tom3p> good_kid: www.yourhometownlibrary.org
[19:46:58] <good_kid> KimK: Does the usual Machinery's Handbook contain tables, or there'are formulae?
[19:47:02] <good_kid> tom3p: thanks
[19:47:23] <tom3p> pcw_home: right, thx
[19:47:31] <good_kid> I have one... but those tables are fables!
[19:47:48] <KimK> for drilling, rule of thumb maybe .001" for small drills (1/16); up to maybe, what, .006-.008" for jumbos (over 1"?). What are you having trouble with?
[19:48:32] <tom3p> good_kid: its actually a common book, if you ever see a good toolmaker's tool chest, it has a drawer built just for it, dead ctr & high about 4"x6"x6"
[19:49:19] <good_kid> KimK: I thought it's easy, now I see some complicated tables which values should be multiplied with few coefficients depending on a materials, bits' forms, etc.
[19:50:09] <skunkworks_> kimk: the weak link of the circuit as-is (that I know of yet..) is the bootstap diodes. They are only rated at 200v. Also the trace isolations should be widened..
[19:52:10] <tom3p> if you buy insert tooling, the mfctr will supply you with info. else peek at someone who does get it. if you use non-indexable tooling, you're usually back to tables and feel (except fancy non indexable ceramic/tiN/$$$ stuff )
[19:54:25] <tom3p> is that pix is a 3ph bridge strapped to a motor, with a bi-metal thermal overload and 2 disconnected bleed resistors? ( and a cap from a 68 chevy impala? )
[19:55:23] <tom3p> (just teasin about the cap )
[19:55:25] <skunkworks_> heh - that is what everyone notices ;)
[19:55:33] <KimK> good_kid: Yes, the coeffecients. Some materials simply cut easier than others, like "common" steel (1000?) vs. "common" (3000?) aluminum, etc. But other materials can work-harden during cutting, so by cutting them "wrong" you make your job harder and wear out tools faster or even break them.
[19:55:36] <skunkworks_> it is out of an old plasma powersupply
[19:56:36] <skunkworks_> just a heatsink
[19:58:48] <KimK> tom3p & skunkworks_ : I wondered about that "thermal switch" too, finally decided it must be an MOV. What is it?
[19:59:28] <skunkworks_> I think it is a thermal switch..
[20:00:08] <skunkworks_> oh - I get the servo reference. ;) It was just sitting on top of the big a$$ servo
[20:00:27] <skunkworks_> iirc - I remember reading a temp on it.\
[20:00:57] <skunkworks_> but it has been a while.
[20:01:30] <holy_good_kid> http://dwg.ru/dnl/load.php?id=4255&z=.rar
[20:01:31] <KimK> On the DC rail? Just a convenient mounting point to pick up lots of DC when it switches(?), or is it to switch on high average current (copper heating)? Neither seems very likely.
[20:02:18] <skunkworks_> I bet the larger copper is ground..
[20:02:53] <tom3p> holy_good_kid: thx, but if thats pirate, dont post here
[20:02:53] <tom3p> ( is suspect its the TMH )
[20:03:21] <holy_good_kid> "Marx' Standard Handbook for Mechanical Engineers" or "Machinery's Handbook"? Which would be better?
[20:03:21] <tom3p> hah, am i bigotted! i see .ru & assume it ;)
[20:03:47] <tom3p> totally diff thingys
[20:03:48] <holy_good_kid> tom3p: I think there's a mix of translations, En-Ru info
[20:04:00] <holy_good_kid> tom3p: ok
[20:04:39] <tom3p> mech eng is how to build, mach handbook is how to use
[20:04:39] <tom3p> np
[20:05:08] <tom3p> no saints here, just wannabees
[20:05:53] <holy_good_kid> ok, i have legal russian textbooks of same the thematics
[20:05:55] <skunkworks_> I have been called 'salt of the earth' - does that count?
[20:06:21] <tom3p> hmm, sodom & gemmorah reference?
[20:06:44] <holy_good_kid> skunkworks_: you were called useful
[20:06:56] <skunkworks_> well - that is better ;)
[20:07:00] <tom3p> skunkworks_: that pdf finally came thru ( very slow) it looks good, dyamic braking thru fet & bigass resistor
[20:07:08] <skunkworks_> yes
[20:07:31] <skunkworks_> I had breadboarded it - seems nice.
[20:08:09] <KimK> Hey, I zoomed in on the pix. "V420PA40B", so I'll say its a 420V MOV. And a good-sized one too.
[20:08:12] <holy_good_kid> breadboarded?
[20:08:23] <skunkworks_> KimK: cool - thanks!
[20:08:23] <holy_good_kid> "prepared"? :):)
[20:09:01] <skunkworks_> http://en.wikipedia.org/wiki/Breadboard
[20:09:10] <holy_good_kid> * holy_good_kid starts to use word `breadboarded' instead of `prepared'
[20:10:49] <holy_good_kid> I've just breadboarded a sandwich to be eaten.
[20:10:50] <skunkworks_> that diode stack is like 600a or something like that. Remember it being way bigger than I need.
[20:11:05] <skunkworks_> holy_good_kid: ;)
[20:11:15] <holy_good_kid> skunkworks_: ;)
[20:11:18] <tom3p> an engineer at EDN hated breadboard, he insisted on using 'hairballs' with all elements soldered together, no board. did great analog stuff
[20:12:03] <skunkworks_> I would never use it for analog stuff.. tried to build many op-amp/power amps when I was younger.
[20:12:20] <skunkworks_> to hard to get rid of oscillations.
[20:12:29] <holy_good_kid> Can I read EDN issues online?
[20:12:34] <skunkworks_> I only use it for simple logic testing.
[20:13:53] <tom3p> holy_good_kid: yep, i get free subscriptions and can opt out of paper print for on line ( i guess anyone can get the sub )
[20:14:09] <pcw_home> I think the solderless breadboard hater is Robert Pease
[20:14:21] <holy_good_kid> tom3p: thanks for the info
[20:15:21] <tom3p> pcw_home: yep bob pease ( why cant google understand edn peas ;)
[20:15:42] <skunkworks_> it is too easy now to just draw something up in eagle and mill a board for testing.
[20:16:07] <skunkworks_> I just wish I would finish up my small circuit board mill.
[20:16:49] <tom3p> holy_good_kid: get NASA Tech Briefs while you at it, really neat stuff.
[20:17:14] <skunkworks_> wow - nasa tech briefs are still around? I remember dad getting them when I was a kid.
[20:17:33] <tom3p> argh! is NTB old school?
[20:17:51] <skunkworks_> old as in the 80's ;)
[20:17:58] <holy_good_kid> ok
[20:22:07] <tom3p> bob pease 'whats all this then'? on ground noise
http://www.national.com/rap/Story/0,1562,18,00.html
[20:25:30] <skunkworks_> KimK: this is mariss converting my descrete logic to cpld... - including the blanking (another project I don't have time for)
[20:25:33] <skunkworks_> http://cnczone.com/forums/showthread.php?t=74497&page=6
[20:25:36] <KimK> Old school? You might enjoy this recent news story from NJ: "Like a complete unknown: Bob Dylan frogmarched to collect ID after rookie policewoman fails to recognise scruffy music legend"
http://www.dailymail.co.uk/tvshowbiz/bigbrother/article-1206617/Like-complete-unknown-Bob-Dylan-frogmarched-collect-ID-rookie-policewoman-fails-recognise-scruffy-music-legend.html
[20:26:55] <tom3p> KimK: i saw something on that, the cops didnt recognize him, and , well, he looks like bob dylan ;) ( like keith richard looks like keith richards, no one you'd give a lift to if you didnt know his stardom )
[20:27:50] <tom3p> happy woodstock weekend!
[20:28:16] <tom3p> it was 40n years ago someday.... doo dee doo dee doo
[20:30:41] <holy_good_kid> where is the rockrawler.com website? It seems it sells its domain...
[20:32:21] <tom3p> when bob pease talks about digital circuits generating mag fields ( and thus noise )... can the magnitude be seen by some magnetic sensing tools? ( i picture some geiger-counter-like device hovered over the area needing shielding )
[20:32:22] <tom3p> ( or is it some dowsing-like dvice ;)
[20:33:12] <tom3p> poking around with scopes will show up the noise but thats indirect.
[20:34:13] <tom3p> rockcrawler? rc jeeps stuff?
[20:34:41] <tom3p> oh full size too, but jeep-ish
[20:35:03] <holy_good_kid> tom3p: yeah.. i liked it... but I'm using some heavy motorbike with asphalt tyres for dirt tricks
[20:35:18] <holy_good_kid> it seems they sell the domain.
[20:35:57] <holy_good_kid> Or I can not remember the name and going phishing ;)
[20:36:50] <holy_good_kid> yeah, they're selling it nowadays. I liked those articles...
[20:37:24] <tom3p> no, check spelling or
http://www.rockcrawler.com/
[20:39:48] <holy_good_kid> oh, yeah
[20:40:22] <tom3p> (-10 sp)
[20:40:25] <tom3p> thats ^^^ old school
[20:41:23] <tom3p> i'm gonna take the book on the arduino duedecimillia & go walkies
[20:41:50] <KimK> tom3p: Sure, magnetic fields can be seen, you just need a magnetic probe, which can be as simple as a coil of wire connected to a scope. There are fancier ones too.
[20:43:06] <KimK> OK, changing mag fields can be seen with a coil of wire. For static mag fields you need a Hall effect probe.
[20:44:31] <KimK> And I've been a Bob Pease fan for years too, here's one of my favorites: "If something looks funny, record amount of funny."
[20:44:48] <skunkworks_> heh
[20:52:07] <holy_good_kid> * holy_good_kid is going to see the Maiti Bush show
[23:30:17] <tom3p> scuzi , it's duemillenova DEWayMEElayNOva, interestin book
{kind=link}
{kind=link}