Back
[01:20:08] <Goslowjimbo> geo01005: I was reviewing your SPI interface for the rep-rap and notice you didn't use the same register addresses as the present register map. Did you get a custom of some sort, or did the reg map change?
[08:15:12] <anonimasu> did anyone think of preloading a box way with pneumatics?
[08:16:01] <Valen> to what end?
[08:16:46] <anonimasu> instead of making the inside a taper \ to tigten it
[08:17:22] <archivist> explain
[08:17:24] <Valen> Might be better off using a spring and slide rather than futzing about with air
[08:17:43] <anonimasu> or huydralics
[08:23:09] <anonimasu> im trying ot find out how to avoid making a them \ because it's hard
[09:16:38] <piasdom> g'mornin all
[10:49:14] <BigJohnT_> BigJohnT_ is now known as BigJohnT
[10:53:50] <frallzor> peeps with gecko G540, is this what you did with the resistors? =)
http://www.lolz.se/uploader/pics/connector_g540.JPG
[11:57:17] <anonimasu> I dont have a g540, but it looks like a good idea
[11:57:45] <anonimasu> I'd probably make them more flush with the connector so there are no chance of the cabling nudging them around
[11:58:01] <anonimasu> btw, get better connectors with strain releiveing :)
[11:58:11] <anonimasu> unless the other half has it
[12:00:27] <frallzor> there is stuff with it to realieve =)
[12:00:41] <frallzor> just a basic thing you fasten to the cable
[12:01:10] <frallzor> but I see no other way to mount the resistor so it must be thought like that
[12:20:02] <anonimasu> yep
[12:21:06] <jepler> like anonimasu suggests, I'd make the legs as short as possible
[12:21:30] <jepler> it would also be possible to heat-shrink everything but the portion of the resistor leads that go into the solder cups, to further reduce the chance of a short
[12:21:50] <jepler> (I assume, but don't know, that the current through the resistor is negligible)
[12:22:11] <frallzor> id say not much
[12:22:11] <jepler> you used two resistors in series to get closer to your desired current setting?
[12:22:22] <frallzor> its just for setting
[12:22:28] <frallzor> yes
[12:23:04] <frallzor> 3 kOhm
[12:23:38] <anonimasu> btw, never ever run without thoose resistors, and make sure you solder them well.
[12:24:32] <frallzor> its ok to run without them =)
[12:24:45] <frallzor> its just that the idlemode doesnt go down to 70%
[12:24:54] <frallzor> or whatever it is
[12:25:23] <anonimasu> if they are the same as my geckos they set the maximum current
[12:25:37] <frallzor> yup but max wont fry my motors =)
[12:25:56] <anonimasu> my drive went nuclear without resistors.. :)
[12:26:35] <anonimasu> the mosfet's died and burned a hole through the drive :)
[12:28:50] <anonimasu> but that werent with g250 but with the g201
[12:29:35] <anonimasu> toastydeath: are you hiding somewhere :]
[12:29:47] <jepler> you could always buy a precision resistor (e.g., 3.01k) so you only need a single resistor. They're not cheap, though, about a buck each.
http://mouser.com/catalog/catalogUSD/638/643.pdf
[12:30:33] <frallzor> im good for now =)
[12:30:40] <frallzor> shipping is a bitch for single resistors
[12:30:51] <anonimasu> elfa should have them probably
[12:31:18] <frallzor> probably but cheapest shipping is 70 sek =)
[12:31:31] <jepler> ah, here's a 1% resistor:
http://mouser.com/catalog/catalogUSD/638/645.pdf
[12:31:38] <anonimasu> * anonimasu nods
[12:31:40] <jepler> frallzor: yeah, but you'll be ordering at least 3! :)
[12:32:11] <Valen> there shouldn't be much of a problem with those shorting
[12:32:19] <Valen> does anything else go in that connector?
[12:32:48] <jepler> Valen: yes, the 4 wire leads that carry power
[12:32:59] <Valen> you run power through a db9 plug?
[12:33:03] <Valen> not much i'm guessing?
[12:33:11] <jepler> up to 3.5A per pin, I think
[12:33:30] <Valen> wow thats more than i would have given it credit for lol
[12:33:52] <Valen> We are using those screw in microphone connector type plugs on ours with the mesa boards
[12:33:58] <jepler> http://www.mouser.com/catalog/specsheets/KC-300670.pdf first datasheet I found gives a rating of 5A/contact
[12:34:13] <frallzor> did a shorter version now and its looks nice =)
[12:34:25] <jepler> (oops, and that's a high-density part)
[12:34:40] <Valen> that reminds me, I need a power supply and to see if i can find the magic plugs for the mesa boards
[12:35:04] <Valen> should be similar
[12:35:28] <Valen> although thats saying if you used it just for power that you can push 150A through one of those plugs
[12:35:35] <jepler> http://www.amphenolcanada.com/ProductSearch/drawings/AC/LXX7DXXXX.pdf 7.5a
[12:35:56] <anonimasu> http://www.solectro.se/Archive/Documents/Produktblad/LFS-8-3.pdf seems like stiff enough for me :]
[12:35:58] <Valen> is that the actual output from the gecko?
[12:36:17] <jepler> I think G540 is 3.5A/winding
[12:36:29] <Valen> i mean the db9 plug
[12:36:54] <jepler> yes, that's the connector on the G540
[12:37:17] <Valen> heh I just wouldn't have pegged it lol
[12:37:34] <Valen> I'll have to use those in our robots from now on rather than powerpoles or something
[12:38:50] <jepler> bbl, time to head to the office
[12:39:47] <anonimasu> does anyone have a idea how much torque a specific cut on a lathe creates?
[12:40:21] <Valen> more than 4 but less than 100
[12:41:08] <Valen> now to probe the mysteries of upgrading to 2.3.3 via GIT
[12:43:19] <anonimasu> * anonimasu is drawing a lathe
[12:43:33] <anonimasu> but, I cant decide how long bed I should have
[12:45:17] <frallzor> therw I go, all soldered up =)
[12:45:30] <frallzor> *e
[12:47:05] <Valen> what do you want to use it for?
[12:47:53] <anonimasu> the lathe?
[12:47:58] <Valen> yeah
[12:48:05] <anonimasu> ah, making shafts and stuff.. and bushings
[12:48:13] <anonimasu> im thinking 500mm bed..
[12:48:21] <Valen> shafts for what?
[12:48:28] <anonimasu> and a 5 tool revolver..
[12:48:31] <anonimasu> with one driven tool
[12:48:39] <Valen> The biggest thing you want is swing
[12:48:41] <anonimasu> random turning stuff
[12:49:00] <Valen> We have one with a 900mm bed and I used all of it once
[12:49:08] <archivist> anonimasu, go to scrap yard/ebay get a scrap bed and restore
[12:49:15] <Valen> that was making a rocket though which are known for long and skinny
[12:49:25] <Valen> We picked up a wood lathe off the side of the road once
[12:49:33] <Valen> basically just the bed
[12:49:39] <anonimasu> archivist: this is a cnc only lathe
[12:49:42] <Valen> thankfully it was like 3 houses away from ours
[12:50:14] <archivist> anonimasu, the right bed would still be easy to mod to cnc
[12:50:14] <Valen> Its probably still a nice easy way to get something heavy/rigid and straightish though
[12:50:31] <Valen> we are going to CnC our lathe too, It looks much easier than the mill
[12:50:41] <anonimasu> archivist: im going to facemill a plate of 20mm hot rolled steel.. and bolt a linear rail to it
[12:50:57] <Valen> plate or bar?
[12:51:07] <anonimasu> plate
[12:51:08] <archivist> hot rolled will move
[12:51:23] <anonimasu> I thought cold rolled was worse
[12:52:07] <Valen> Dad is making a quick change tool post for the lathe atm, he is using bright steel for it
[12:52:25] <Valen> I'm thinking of copper plating it so it doesn't rust lol
[12:53:44] <mozmck> anonimasu: you need a lathe bed?
[12:54:02] <anonimasu> no, I need a flat plate to bolt a linear rail to :)
[12:54:19] <mozmck> oh. I have a lathe bed...
[12:54:22] <archivist> anonimasu, an old capstan bed would be a damned good starting point
[12:54:31] <anonimasu> and im in north sweden
[12:54:44] <mozmck> long ways from Texas...
[12:54:58] <anonimasu> I'm far from everything :)
[12:55:10] <frallzor> where in sweden? =)
[12:55:12] <Valen> are there any scrap yards there?
[12:55:19] <anonimasu> frallzor: near luleå
[12:55:23] <frallzor> ouch
[12:55:57] <anonimasu> Valen: yeah, but not for old machines
[12:56:21] <Valen> I hear ya lol there is a distinct lack of them here too
[12:56:21] <anonimasu> Valen: also, I'd rather build a new one then start restoring, because thoose projects are neverending :)
[12:56:30] <Valen> be hardcore and cast your own iron lol
[12:56:35] <archivist> :)
[12:56:58] <anonimasu> frallzor: where are you at?
[12:57:09] <archivist> my homebrew has used old scrap, you just need an open mind
[12:57:58] <anonimasu> well, im thinking im gonna buy two rails, and machine the spindle housing myself, with some good skf explorer bearings(the cheaper matched pair ones)
[12:58:29] <Valen> make the swing like 4x bigger than you think you will ever need ;->
[12:59:01] <anonimasu> 100mm dia parts are the goal
[12:59:48] <archivist> stiffness of the bed is very important, this is where an old casting wins, you can still machine the top face and mount rails
[13:00:39] <anonimasu> a 20mm plate should be _stiff_ enough with the rail mounted to it in 100mm increments :)
[13:00:48] <archivist> not
[13:00:55] <anonimasu> I beleive the limiting thing will be the rails stiffness
[13:01:16] <archivist> unless there is a lower web
[13:01:42] <archivist> or full box section of 20mm
[13:01:49] <Valen> 20mm isn't actually that thick really
[13:02:06] <archivist> very springy as a flat
[13:02:17] <Valen> our metal lathe has 2 rails of about 60mm X 40 mm cast iron
[13:02:29] <Valen> might be more like 80mm
[13:03:02] <Valen> would steel in a given size be stiffer than cast iron in a similar size? it'd be stronger yes but stiffer?
[13:03:39] <archivist> stffness the same damping is better with cast
[13:04:04] <anonimasu> archivist: I dont have a problem webbing it if that helps, but I'd have to do some fem to see if that makes a difference
[13:04:19] <archivist> huge
[13:04:38] <Valen> Unless you really know what your doing FEA isn't going to give you good results i wouldn't think
[13:05:02] <archivist> middle of your bed will sag under cutting load
[13:05:47] <archivist> and cause resonance, look at a cast bed, has a lot of stiffening applied to a good one
[13:05:52] <anonimasu> well, if you put torque around a point, you will be seeing how things move and how the webbing transfers the load..
[13:06:20] <Valen> yeah but your not going to see harminics and vibration
[13:06:26] <archivist> loads are not simple in a lathe be careful
[13:07:12] <Valen> it might be ok to compare one design with another and see a relative benifit but as far as meaningful numbers without some decent calibration your really just guessing
[13:07:39] <Valen> If you got your 20mm plate for the base, then made box out of it that would probably do a good job
[13:07:51] <anonimasu> well, if we put it this way, I know my fea program matches reality _fairly_ well, as long as you can aproximate the loads close enough :)
[13:07:53] <Valen> I'd make a 3 sided box and put webs in every 150mm or so
[13:09:05] <Valen> the "web" being more of the 20mm plate
[13:09:51] <anonimasu> * anonimasu nods, that sounds like a good idea
[13:10:29] <archivist> note the webs are at 54 degrees in a cast bed
[13:10:33] <archivist> 45
[13:10:47] <Valen> mmm that would probably be better still
[13:10:51] <archivist> so join in mid bed
[13:10:58] <Valen> get some triangulation going
[13:11:05] <archivist> exactly
[13:11:21] <archivist> not so easy built up
[13:11:23] <anonimasu> im gonna get my machininst handbook, and get some realistic loads for a start
[13:11:24] <frallzor> hmm a parallellcable needed for the G540, are they connected 1-1 2-2 etc etc on each ends (DB25M)
[13:11:36] <Valen> the "load" is only half the story though
[13:11:42] <Valen> the big problem is its not constant
[13:12:10] <Valen> even on ours with a cast bed we get harmonics going which screw the surface finish
[13:12:37] <anonimasu> it's not as important on a cnc if you arent taking production cuts
[13:12:45] <archivist> change speed or tool angle or sharpness to fix
[13:12:56] <anonimasu> and if you have the right tooling for your machine
[13:13:14] <Valen> actually its a case of piss off the chinese crap toolpost and put something on thats held by more than 2 bolts
[13:13:34] <anonimasu> I mean, if you look at the carridge I'm looking at
[13:14:03] <Valen> spose what it comes down to, Its always going to bend, you just need to be happy with how much,
[13:14:23] <anonimasu> it deflects 5mm with 200N/1.8M
[13:14:35] <Valen> dear god thats massive lol
[13:15:11] <Valen> how wide is the plate?
[13:15:14] <anonimasu> but if you put it in a perspective that I will have 150mm of tool motion
[13:16:12] <anonimasu> and calculate the deflection of the slide at the length..
[13:17:09] <anonimasu> and the graph starts at 500mm
[13:17:45] <Valen> thing is its not uncommon to see a tollerence of .05mm for a bearing
[13:18:26] <anonimasu> yeah, that
[13:18:28] <anonimasu> 's true
[13:19:40] <Valen> Think nickle plating the toolpost (the non "working" surfaces) would be a good idea
[13:19:46] <Valen> to stop it from rusting mainly
[13:23:14] <Valen> try your FEA on it as a U shape, then try sticking some webs in at say 150mm intervals
[13:42:23] <archivist> just the right lump of cast iron to start with at the right price but..... ebay 260438326910
[13:45:24] <Valen> nice hunk of cast thar
[13:45:37] <Valen> shipping might be a tad expensive ;->
[13:51:07] <archivist> thats the but part
[13:52:09] <archivist> as that sort of thing is being scrapped the bed casting and headstock are re usable
[13:52:42] <Valen> what you think of nickel plating tools? (its something dad has made and he is pretty proud of it, I was thinking as a fathers day present)
[13:53:45] <archivist> not a fan really as it peels off if not done correctly
[13:54:13] <Valen> thought that would have been a problem with chrome not so much nickel?
[13:54:52] <archivist> cadmium or passivated zinc
[13:55:05] <Valen> cadmium makes me a bit nervous
[13:55:15] <Valen> for something that your going to handle
[14:03:42] <piasdom> why am i getting this error?
http://pastebin.ca/1485684
[14:05:43] <archivist> piasdom, already running?
[14:06:09] <piasdom> archivist: try to start emc
[14:06:27] <piasdom> was running last week after upgrade
[14:06:40] <skunkworks_> are you picking the right kernel at boot?
[14:07:08] <SWPadnos> yes, it's the RTAI kernel
[14:07:13] <SWPadnos> (line 37)
[14:07:44] <archivist> -1 File exists was the error that I noticed
[14:07:53] <archivist> 725
[14:08:09] <piasdom> in terminal...it says realtime not loaded
[14:08:27] <SWPadnos> before the latest revision (released yesterday), almost every HAL error returned -1, which is "File Exists"
[14:08:46] <archivist> heh not helpful
[14:09:06] <eric_unterhausen> that's basically the same info as a dmesg would give, correct?
[14:09:08] <piasdom> let me try updating
[14:09:16] <alex_joni> yeah, but on rtai_hal it's mostly definately a bad shutdown
[14:09:19] <SWPadnos> that won't help
[14:09:24] <alex_joni> most likely
[14:10:03] <piasdom> it's upgrading emc2
[14:10:05] <SWPadnos> a reboot will likely help - it looks like there are modules that are "stuck" in the kernel
[14:10:06] <SWPadnos> ok
[14:10:23] <alex_joni> either that, or a sudo /etc/init.d/realtime stop
[14:10:38] <alex_joni> but that will probably fail with some more clues
[14:10:47] <eric_unterhausen> lsmod
[14:10:58] <eric_unterhausen> usually solves these sorts of things
[14:11:06] <piasdom> ok
[14:11:10] <alex_joni> ERROR: Can't remove RTAI modules, kill the following process(es) first
[14:11:11] <alex_joni> 31535
[14:11:15] <alex_joni> that's also a clue ;)
[14:11:24] <alex_joni> ps aux | grep 31535
[14:13:53] <piasdom> itt 17690 0.0 0.0 3004 748 pts/1 R+ 09:13 0:00 grep 31535
[14:13:53] <piasdom> itt 31535 0.0 0.0 3376 1188 ? SL Jul02 0:15 halcmd -f lat.hal
[14:14:10] <SWPadnos> latency test is running?
[14:14:20] <piasdom> so i have two running ?
[14:14:28] <piasdom> no SWPadnos
[14:14:38] <SWPadnos> the system thinks it is :)
[14:14:50] <piasdom> let me reboot
[14:15:01] <piasdom> brb
[14:16:35] <SWPadnos> wow - what a design:
http://media.digikey.com/photos/CK Comp Photos/8161J86ZGE223.jpg
[14:16:47] <SWPadnos> tha surprises me from C&K. they make good stuff
[14:16:50] <SWPadnos> that
[14:29:49] <eric_unterhausen> your link don't work
[14:30:05] <SWPadnos> oh. I guess it needs some %20's in it
[14:30:24] <SWPadnos> http://media.digikey.com/photos/CK%20Comp%20Photos/8161J86ZGE223.jpg
[14:31:01] <eric_unterhausen> you'd think they should at least have put a pc mount switch on there
[14:31:16] <SWPadnos> or maybe a dab of hot-glue to hold the LED leads still
[14:32:30] <eric_unterhausen> that was quite a project for some engineer
[14:32:45] <SWPadnos> hopefully his (or her) last
[14:32:48] <SWPadnos> with the company
[14:32:58] <eric_unterhausen> I hope they got a big order out of it
[14:33:38] <eric_unterhausen> I worked with a guy that had worked at switchcraft
[14:34:30] <eric_unterhausen> he had 20 patents, but was incredibly incompetent
[14:34:34] <SWPadnos> heh
[14:34:55] <eric_unterhausen> I'm looking at your picture, and thinking of how many patents they probably got on that poor thing
[14:35:42] <SWPadnos> yeah. "An LED holder with free-floating leads"
[14:36:02] <SWPadnos> "a method of improving a crappy switch with a visible indicator"
[14:36:23] <SWPadnos> "... the invention of claim 1, where said indicator is a Light Emitting Diode"
[14:37:02] <als> of rectangle shape
[14:37:15] <archivist> its more of a case of add led but dont change any tooling
[14:37:40] <SWPadnos> none of the major switch body tooling anyway
[14:37:57] <SWPadnos> of course the flange and button tooling had to change
[14:38:11] <SWPadnos> they use the same mechanics for just about all their switches
[14:38:24] <archivist> * archivist stabs accountants buggering with life universe and everything
[14:39:34] <piasdom> well, reboot worked thanks all
[15:11:37] <Valen> compiling the new emc on the SMP kernel now
[15:12:39] <Valen> hmm failed somewhat
[15:12:54] <Valen> dpkg-buildpackage (debuild emulation): full upload; Debian-native package (full source is included)
[15:12:54] <Valen> Now signing changes and any dsc files...
[15:12:54] <Valen> signfile emc2_2.3.3~pre.dsc Jeff Epler <jepler@unpythonic.net>
[15:12:54] <Valen> gpg: skipped "Jeff Epler <jepler@unpythonic.net>": secret key not available
[15:12:54] <Valen> gpg: [stdin]: clearsign failed: secret key not available
[15:12:55] <Valen> debsign: gpg error occurred! Aborting....
[15:12:57] <Valen> debuild: fatal error at line 1174:
[15:12:59] <Valen> running debsign failed
[15:13:20] <alex_joni> Valen: that's ok
[15:13:31] <Valen> yeah looks it
[15:13:34] <alex_joni> it only means it fails because you can't sign using jeplers key
[15:13:43] <Valen> awww :-<
[15:13:50] <alex_joni> look for the emc2_2.3.3~pre_i386.deb
[15:14:03] <Valen> yeah i got that
[15:14:08] <Valen> looks like its all good
[15:14:08] <jepler> groanuse the -uc -us flags to skip the signing step, or dch -n to make it use your key instead of mine when signing
[15:14:15] <jepler> s/groan//
[15:14:25] <Valen> yes i have a key
[15:14:27] <Valen> sure
[15:14:30] <Valen> in my other pants
[15:14:33] <Valen> ;->
[15:14:50] <Valen> you might update the wiki with that just to make things spiffier
[15:15:09] <alex_joni> Valen: you could just aswell ;)
[15:15:40] <Valen> true that but I am not 100% sure where to put those flags ;->
[15:16:25] <Valen> (i have a fair guess, but i'm also really lazy ;->)
[15:17:47] <Valen> its bad that the best vnc client i have found is a windows one
[15:17:50] <Valen> tightvnc
[15:18:04] <Valen> all the linux ones redraw the screen if they get overlaid or you switch desktops
[15:18:49] <Valen> vnc seems to work freakily well even though the host is running compiz
[15:18:53] <Valen> gold star that man
[15:18:59] <Valen> beats the snot out of vista
[15:19:09] <Valen> you cant even see anything if its got aero turned on
[15:19:17] <Valen> looks like its all compiled and working now
[15:19:22] <Valen> program is running
[15:19:29] <anonimasu> im back
[15:19:43] <anonimasu> Valen: try turning off desktop compositioning
[15:19:43] <DaViruz> how come emc tells me "unknown control command in I word" when i do "O103 repeat [45]"?
[15:19:45] <Valen> would rebooting ensure the new firmware is in the controller?
[15:19:59] <DaViruz> err, "in O word" even
[15:22:09] <DaViruz> the gcode reference seems pretty clear on that i'm correct
[15:22:21] <DaViruz> or rather that the line is correct
[15:22:22] <SWPadnos> DaViruz, qhat version of emc2?
[15:22:28] <anonimasu> the question is if machining bracing out of the solid plate works..
[15:22:29] <Valen> anonimasu I was saying that vnc was working really well with compiz turned on, cube rotation and all
[15:22:38] <Valen> Its a little slow but still
[15:22:56] <SWPadnos> s/qhat/what/
[15:23:06] <DaViruz> SWPadnos: what ever is in the hardy heron release.. don't remember :/
[15:23:24] <SWPadnos> ok. I don't know when repeat was added
[15:23:56] <DaViruz> seems like a pretty fundemental function so i doubt that it's recent?
[15:24:11] <SWPadnos> but "the Hardy Heron release" could mean several things, depending on what upgrades you've done
[15:24:17] <SWPadnos> I don't know
[15:24:20] <DaViruz> i've done none
[15:25:02] <SWPadnos> if you haven't manually upgraded to 2.3, then you are on 2.2.8 at best (I thikn - I don't recall a 2.2.9)
[15:25:16] <DaViruz> 2.2.5 if i'm not mistaken
[15:25:26] <archivist> no repeat in the manual I have printed early 2008
[15:25:44] <DaViruz> oh
[15:25:47] <SWPadnos> ok, repeat was added in 2.3
[15:26:14] <DaViruz> thanks, i'll just modify the code then (and upgrade in the future)
[15:26:26] <SWPadnos> ok
[15:26:46] <archivist> * archivist whiles his loops away
[15:27:03] <DaViruz> how about "while" then, is that available?
[15:27:16] <SWPadnos> yes
[15:27:38] <SWPadnos> just look at the documentation you have on your machine, that will be the closest match for your version of EMC
[15:28:29] <DaViruz> the gcode reference included just links to the online version
[15:28:35] <SWPadnos> oh
[15:28:45] <DaViruz> which is a little annoying in it self considering the emc2 box isn't online :)
[15:28:45] <SWPadnos> you should have a manual though, in PDF form
[15:28:57] <DaViruz> oh, there's a gcode reference in there too?
[15:29:02] <SWPadnos> should be
[15:29:07] <SWPadnos> user manual I bet
[15:29:22] <archivist> yup linking to online is just wrong
[15:29:35] <DaViruz> excellent, thanks
[15:30:34] <jepler> it's the least bad compromise I could come up with
[15:31:00] <jepler> the best way we found to link inside pdfs was by page numbers, but those aren't stable and it would be a PITA to update the links manually with each release
[15:31:22] <jepler> I agree it's not ideal, for that very reason
[15:31:30] <archivist> html docs on the machine
[15:32:17] <DaViruz> it's the link to the html gcode reference included in the emc2 menu in the gnome menu i was refering to
[15:32:38] <archivist> yup that could link to local html
[15:32:41] <DaViruz> the list of gcodes itself is on the disk, but all the links to more specific information refers to the online version
[15:32:50] <DaViruz> could and should.. :)
[15:32:53] <jepler> DaViruz: open the Users Manual PDF and find the gcode section in the index
[15:33:12] <DaViruz> jepler: yeah i got that, thanks
[15:33:34] <jepler> archivist: not everyone likes the html docs better than the pdf docs and I haven't felt like dying on that hill
[15:34:05] <archivist> I prefer the html for the linking
[15:34:26] <jepler> I brought it up recently in this thread:
http://mid.gmane.org/20090701022602.GA26937@unpythonic.net
[15:34:42] <archivist> and dont like the pdf for slow loading due to size
[15:34:55] <archivist> jepler, I know I replied
[15:35:03] <jepler> ah, so yo udid
[15:35:06] <alex_joni> archivist: some like the pdf's for printing out better
[15:35:16] <alex_joni> and for better structural consistency
[15:35:20] <archivist> I agree pdf for printing
[15:35:25] <alex_joni> (if that makes any sense ;)
[15:35:40] <jepler> I say "no printing, what's wrong with you", but then I always have trouble seeing others' points of view.
[15:36:09] <archivist> pdf is useless to browse so you have to print
[15:38:29] <cradek> I still want that text-based thing that you found a year or so ago
[15:38:40] <BJT-Work> SWPadnos: YEA Quadro FX1800 and Dual Monitors are finally set up and working :)
[15:38:44] <jepler> cradek: asciidoc?
[15:38:51] <cradek> yeah I guess that was it
[15:39:47] <anonimasu> http://www.io23.net/ul/files/lathe_base.01.png
[15:40:12] <jepler> another thing I could do is look again at how much more toolchain is needed to build the html documentation too
[15:40:20] <jepler> and have emc2-docs-pdf and emc2-docs-html packages
[15:41:19] <archivist> anonimasu, deeper by a mile
[15:43:33] <anonimasu> 10mm deep in a 20mm plate.
[15:44:01] <archivist> nowhere near enough vertical stiffness
[15:45:30] <jepler> the html docs seem to be about 6 megs compressed, while the pdfs are about 14 megs compressed
[15:46:13] <archivist> are pictures missing from html
[15:46:22] <jepler> no, I don't think so
[15:51:16] <SWPadnos> BJT-Work, how's the speed?
[15:52:13] <SWPadnos> archivist, why are PDFs useless to browse?
[15:54:35] <archivist> SWPadnos, because you need to scroll all the time
[15:54:55] <SWPadnos> well, page-up and page-down work
[15:55:12] <SWPadnos> I think with evince you can also set it to auto-scroll at some speed (though I'd hate that)
[15:56:34] <archivist> 200 page doc with page up and down....slow
[15:57:08] <BJT-Work> I haven't loaded sw yet
[15:57:15] <SWPadnos> there's search if you'r elooking for something, an index if you know the categories, and paging around if you're reading
[15:57:15] <archivist> often pdf page numbers dont match article numbers
[16:00:31] <BJT-Work> SWPadnos: seems fast enough to make me dizzy
[16:00:37] <SWPadnos> heh
[16:00:46] <SWPadnos> got a spaceball?
[16:00:55] <BJT-Work> no just a mouse
[16:01:11] <SWPadnos> bummer. then you could really get sick
[16:01:24] <BJT-Work> spin till I puke LOL
[16:01:59] <BJT-Work> with a non raid drive is there a slick way to have the second HD keep an up to date copy of the primary HS?
[16:03:11] <SWPadnos> "My Briefcase"
[16:03:17] <SWPadnos> hahahahahaha
[16:03:54] <Spida> BJT-Work: how uptodate do you want? how are the two drives connected?
[16:04:01] <BJT-Work> yea, I remember that one lol
[16:04:14] <BJT-Work> they are SATA drives
[16:04:25] <BJT-Work> at least daily
[16:04:46] <Spida> BJT-Work: there is unison/rsync/...
[16:05:12] <SWPadnos> on Windows?
[16:05:22] <SWPadnos> actually, if you want to do it manually, get BeyondCompare
[16:05:29] <SWPadnos> it's relatively cheap shareware, and it
[16:05:33] <BJT-Work> yes, Windoze
[16:05:33] <SWPadnos> it's really good
[16:12:00] <jepler> yes, unison
http://www.cis.upenn.edu/~bcpierce/unison/ says it runs on windows
[16:12:32] <jepler> apparently it's no longer in development. their new effort is "boomerang"
[16:12:33] <jepler> Boomerang is a programming language for writing lenses—well-behaved bidirectional transformations—that operate on ad-hoc, textual data formats. Every lens program, when read from left to right, describes a function that maps an input to an output; when read from right to left, the very same program describes a "backwards" function that maps a modified output, together with the original input, back to a modified input.
[16:17:58] <BJT-Work> hmm using windows task scheduler you can backup automagiclly
[16:19:09] <jepler> (boomerang looks interesting, but it's hard to see what it has to do with unison)
[16:35:37] <anonimasu> archivist: here is how I see lathe design, the whole bracing has to be as stiff enough to cope with the cutting forces, however, as the rail will only take a certain amount of force, making the base stiffer then that dosent make a difference
[16:36:17] <anonimasu> Ie, at my max allowed deflection of the rail, the spindle and base shouldnt be allowed to deflect at all,
[16:36:31] <archivist> base makes all the difference, see standard beam bending theory
[16:36:45] <anonimasu> you missed the point with a mile.
[16:36:55] <archivist> the base needs to stop the rails from bending
[16:37:09] <anonimasu> the rail has a _limit_ to how much they will take when rigidly mounted to a base
[16:37:11] <archivist> not the rails stiffent the base
[16:37:37] <anonimasu> no matter how stiff the base the steel shafts in the rail will go ~
[16:38:19] <archivist> and resonance has a huge effect the current depth will chatter
[16:39:14] <anonimasu> in other words I should give up and buy a used lathe and scrape ?
[16:39:15] <anonimasu> :)
[16:39:40] <archivist> no add sides bake a deep section
[16:39:44] <archivist> make
[16:39:51] <anonimasu> I did, 30mm now
[16:40:11] <archivist> 30 is puny
[16:41:24] <anonimasu> well, I could load up a 400kg thing in the mill and just machine bracings and crap out of it..
[16:41:40] <archivist> a small schaublin for clock work and light cuts is 54mm deep
[16:42:20] <archivist> thats the 70mm center height lathe
[16:42:45] <anonimasu> but then schaublin is in the higher end of rigid machine spectrum
[16:44:32] <archivist> and its shorter span between legs about 320 mm
[16:48:51] <anonimasu> yep
[18:12:37] <Valen> the PDF's took as long to compile as the program ;->
[18:15:39] <frallzor> is it possible to update emc if installed from the live-cd?
[18:15:50] <cradek> yes of course
[18:16:04] <cradek> it makes no difference which CD you used - all packages can be upgraded
[18:16:07] <frallzor> its just linux itself that is a no go?
[18:16:45] <cradek> yeah - do not upgrade to a new distribution - only do the standard upgrade of packages.
[18:17:06] <Valen> anything that requires a reboot is kinda pointless
[18:17:06] <frallzor> so regular ones that the updater finds is ok?
[18:17:20] <Valen> you will have to do it every boot
[18:17:32] <Valen> the updater will find new kernels and the like if they exist
[18:17:58] <frallzor> why would things that require reboot be pointless?
[18:18:03] <cradek> wait
[18:18:09] <cradek> you said "if installed from"
[18:18:16] <cradek> valen's answer is assuming "if running from"
[18:18:19] <Valen> ahh
[18:18:19] <cradek> which do you mean?
[18:18:20] <Valen> right
[18:18:27] <Valen> sorry my bad, didn't read that bit right
[18:18:36] <Valen> ignore the man behind the curtain
[18:18:39] <cradek> haha
[18:18:42] <frallzor> im running the live-cd install =)
[18:18:45] <cradek> and the little dog, too
[18:18:50] <Valen> hang on
[18:18:54] <frallzor> so no new kernels and stuff then
[18:18:59] <cradek> if you installed to a hard disk, you can update packages.
[18:19:03] <frallzor> I did
[18:19:08] <Valen> you put the CD in and turn the computer on and it whirs from the CD
[18:19:12] <cradek> ok, then you can update.
[18:19:18] <Valen> or did you do that, then click on the "install" icon
[18:19:21] <frallzor> but as long as i can update emc im happy
[18:19:28] <frallzor> Valen yes, its installed
[18:19:30] <cradek> toto, go bite Valen!
[18:19:33] <frallzor> not running from the cd =)
[18:19:38] <Valen> yeah then you can go do whatever you want
[18:19:46] <Valen> kernel updates and the works
[18:20:00] <frallzor> ah ok
[18:20:14] <frallzor> brand new to linux and its likes
[18:20:21] <cradek> just install all new packages offered to you but do not upgrade to a new distribution.
[18:20:52] <cradek> but, if you are using emc2.2, you have to make a change to upgrade to emc2.3 since it is a major release.
[18:21:20] <frallzor> hmm what do I have to do?
[18:21:41] <cradek> see the first link or so on the wiki front page
[18:22:02] <cradek> er, second link
[18:22:09] <Valen> when did you download the cd?
[18:22:34] <Valen> (i got mine recently and i think it shipped with 2.3?)
[18:22:45] <Valen> or did i make the change and forget it
[18:23:13] <frallzor> before 2.3
[18:23:26] <frallzor> week ago maybe
[18:23:46] <SWPadnos> 2.3 has been out for a couple of months
[18:23:59] <Valen> 2.3.2 was released recently
[18:24:23] <cradek> help/about in emc
[18:24:44] <BJT-Work> SWPadnos: everything works good except MC :/ screen locks up with every video redraw...
[18:24:55] <SWPadnos> MC?
[18:25:05] <frallzor> 2.3.0
[18:25:13] <SWPadnos> MasterCAM?
[18:25:19] <BJT-Work> yes
[18:25:21] <SWPadnos> ah
[18:25:40] <Valen> It looks like there is a non sucky CAM thing in rhino 4 which is good news
[18:25:44] <SWPadnos> you downloaded the latest drivers, I presume
[18:25:51] <Valen> only 4 axis but at least it keeps in the comfort zone
[18:26:12] <BJT-Work> working on that now :)
[18:26:55] <anonimasu> if you are looking at a easy to use cam program I recomend edgecam
[18:27:10] <Valen> I use rhino version 2 currently
[18:27:24] <Valen> version 4 seems to be out in a "liberated" form
[18:27:41] <SWPadnos> that's not open for discussion here
[18:27:49] <roh> * roh hopes he can stay at heeks and that it improves some moe
[18:28:07] <Valen> spoilsport ;-P
[18:28:17] <mozmck_work> * mozmck_work too roh
[18:28:39] <anonimasu> indeed, I hope that too
[18:28:40] <frallzor> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UpdatingTo2.3 follow this to update?
[18:29:17] <roh> i guess its only good for beginnerst with a high pin resistance and good opensoure hackers knowledgle.. but were working on improving that. i should rebuild updated packages more often i gues
[18:29:37] <roh> s/pin/pain
[18:29:58] <BJT-Work> PNY Driver "The Graphics Adapter installed in the system is not compatible with the current set of drivers"
[18:29:58] <mozmck_work> I haven't had time to look at it much
[18:30:05] <roh> this eee-keyboard is killing me. should get out of bed and to the real computers
[18:30:33] <mozmck_work> I need to cut some simple stuff so I just wrote my code by hand
[18:30:56] <SWPadnos> BJT-Work, the PNY "workstation" graphics driver?
[18:31:24] <BJT-Work> when I put the PNY CD in and pick Drivers
[18:31:31] <SWPadnos> download, don't bother with the CD
[18:31:56] <BJT-Work> downloading now :)
[18:32:05] <BJT-Work> 35 MB
[18:32:23] <Valen> urgh damn drivers
[18:32:35] <SWPadnos> looks like 162.65 is the version for you to get
[18:32:41] <Valen> it updated restricted-modules and its hosed the nvidia kernel
[18:33:02] <anonimasu> hm, it looks to build a proper cnc lathe with linear slides ends up as $$$
[18:33:11] <BJT-Work> I'm on XP here
[18:33:12] <Valen> yuh
[18:33:13] <jepler> fwiw I modified
http://www.linuxcnc.org/content/view/21/4/lang,en/ to give 8.04 top billing. Before now, it listed 6.06 (with emc 2.2.x) first.
[18:33:18] <SWPadnos> XP32 or XP64?
[18:33:24] <BJT-Work> 32
[18:33:39] <BJT-Work> 169.96 is what I'm downloading
[18:33:42] <SWPadnos> it should be 46.7M, not 35M
[18:33:48] <SWPadnos> that's not SW certified
[18:33:54] <Valen> that depends on language too btw
[18:34:06] <jepler> either way, you you want to put the system online and update it after installing, because the cd has 2.3.0 and we're up to 2.3.2..
[18:34:10] <BJT-Work> I forgot to check that
[18:36:25] <SWPadnos> strange. the SolidWorks graphics card page has a later version (182.46)
[18:37:13] <BJT-Work> I'm d/l from sw page now
[18:38:12] <SWPadnos> this shows a different number:
http://www.nvidia.com/page/partner_certified_drivers.html
[18:38:27] <frallzor> issue with solidworks?
[18:38:35] <SWPadnos> new video card
[18:39:00] <frallzor> 99.9% nvidia should work
[18:41:01] <SWPadnos> they have 1000 versions, only some of which are "officially supported" by SolidWorks
[18:41:39] <BJT-Work> well here goes nothing!
[18:41:47] <Valen> the certified drivers are usually well behind the times
[18:42:10] <frallzor> I've had low-end, high-end and plain cad-cards, never had issues, only with ATI =)
[18:42:58] <BJT-Work> be back in a bit
[18:43:03] <frallzor> even running it on a laptop with crappy gfx =)
[18:54:23] <Valen> I like nvidia hardware
[18:54:49] <Valen> although with ATI going open source on its drivers for linux I might have to look at going that way in future
[18:55:04] <BJT-Work> I do to as soon as I get everything to cooperate
[19:01:33] <frallzor> talking about something else, solidcam kicks ass =)
[19:01:56] <DaViruz> yay, cnc turning in the mill worked very nicely
[19:02:49] <DaViruz> except i miscalculated the back relief of the cutter when turning a taper but that was mainly cosmetic
[19:03:42] <archivist_attic> rotary table would make a nice tool changer for that
[19:04:25] <frallzor> hmm why wont g-code generated by solidcam runt in emc while it works fine in mach3?
[19:04:32] <frallzor> * runt = run
[19:04:40] <cradek> tell me what the error is and I'll tell you
[19:05:06] <frallzor> atm "unknown control command in o word"
[19:05:19] <cradek> and what's the line say?
[19:05:34] <DaViruz> archivist_attic: i'm thinking using X for tool changing
[19:05:41] <DaViruz> Y is my radial movement
[19:05:42] <frallzor> i guess its refering to linr 1 but it doesnt say: %
[19:05:48] <frallzor> *line
[19:05:52] <DaViruz> 350mm x movement should give me plenty of tools
[19:05:59] <DaViruz> could even mount a few drills and stuff
[19:06:15] <DaViruz> maybe i'll make a permanent lathe out of this mill :)
[19:06:15] <anonimasu> * anonimasu nods
[19:07:37] <archivist_attic> there is a youtube vid of a mill lathe
[19:07:45] <DaViruz> frallzor: heh, i was asking about that very same error earlier today :)
[19:07:50] <DaViruz> archivist_attic: yeah i know
[19:07:54] <DaViruz> single point threading and stuff
[19:08:01] <frallzor> did you use solidcam for the g-code?
[19:08:08] <DaViruz> frallzor: no i wrote it manually
[19:08:17] <cradek> did either of you pastebin the gcode or say what the problematic line is?
[19:08:31] <frallzor> Mine doesnt say any specific line
[19:08:32] <cradek> I'd like to help but you have to tell me what's going on - I can't guess
[19:08:42] <DaViruz> my error has been resolved
[19:08:57] <frallzor> if its line 1 the code is: %
[19:08:58] <frallzor> =)
[19:08:59] <cradek> frallzor: not using AXIS?
[19:09:11] <cradek> well clearly it's a line with an "O" on it
[19:09:22] <cradek> AXIS will tell you the line number (+- 1)
[19:09:56] <frallzor> no it doesnt tell me which line is causing the fuzz =/
[19:10:08] <cradek> are you using AXIS?
[19:10:20] <frallzor> define axis
[19:10:33] <cradek> the gui with the nice preview window
[19:10:38] <frallzor> yes
[19:10:51] <cradek> and when you load the file it doesn't tell you the line the error is on?
[19:10:57] <frallzor> nope
[19:11:00] <cradek> pastebin the file please
[19:11:01] <frallzor> just whines when running
[19:11:21] <frallzor> ah nm i missed the window somehow
[19:11:23] <frallzor> reopened
[19:11:29] <frallzor> now it shows
[19:11:40] <cradek> ok
[19:11:48] <frallzor> its just some BS text not code
[19:11:59] <frallzor> ( MCV OP ) blabla
[19:12:11] <cradek> ugh
[19:12:28] <cradek> ok, "because there's crap in the file" is your answer :-)
[19:12:34] <frallzor> solidcam did it :P
[19:12:51] <frallzor> but I can live with it since its easy to kill =)
[19:13:04] <cradek> surely you can fix the solidcam post
[19:13:08] <anonimasu> why not edit the post`
[19:13:09] <anonimasu> ?
[19:13:29] <frallzor> I havent learned how to edit to fit my stuff yet
[19:13:45] <frallzor> reading into the documentation =)
[19:15:03] <DaViruz> anything inside a ( ) is a comment
[19:15:18] <DaViruz> that's probably not your faulty line
[19:15:27] <frallzor> it said that was the line
[19:15:29] <anonimasu> frallzor: Just look at the post file if there is one..
[19:15:30] <frallzor> with that
[19:15:31] <DaViruz> unless it's the "blabla" that follows the comment
[19:15:43] <DaViruz> frallzor: the line number isn't always spot on
[19:15:45] <frallzor> all was in ( )
[19:15:55] <cradek> arrgh
[19:16:08] <cradek> quit making us guess!
[19:16:11] <DaViruz> just post the damn file :)
[19:16:20] <cradek> I assumed "blabla" was after the comment, which would be an error
[19:16:35] <cradek> I also assumed blabla started with "O" because that would make the error make sense
[19:16:49] <frallzor> nah it was just the date when created
[19:17:08] <cradek> so yeah, post the file, or at least exactly type the lines above and below that comment
[19:17:19] <cradek> especially if one starts with "O"
[19:17:34] <DaViruz> or Nxxx O.... or something like that
[19:18:01] <frallzor> O5000 (PR_SELECTED_FACES_T1.TAP)
[19:18:07] <frallzor> the line above
[19:18:12] <cradek> ok that's the error
[19:18:13] <jepler> Yeah, that's simply not emc gcode
[19:18:44] <DaViruz> frallzor: does the program consist of multiple files?
[19:18:46] <cradek> if you pastebin the whole file, maybe we can see what it does, then suggest how you can change it to emc2 gcode
[19:19:15] <jepler> imagine gcode like basic circa 1985: each system has its own language, and they're all called BASIC. It's hard to write even trivial programs that are compatible with multiple systems.
[19:19:50] <cradek> and what a pain it is
[19:19:50] <frallzor> http://pastebin.com/m67ef2cb3
[19:19:56] <cradek> that's why everything has configurable posts.
[19:20:08] <frallzor> but I think it has to do with the PP in solidcam being fanuc atm
[19:20:37] <cradek> looks like you can delete that line. it's not used for anything.
[19:20:42] <DaViruz> my guess is that you can just remove that line
[19:20:52] <DaViruz> oh
[19:20:56] <cradek> I don't understand what the SUBROUTINES comment is supposed to do - I don't see this call any subroutines
[19:21:29] <cradek> I suspect line 14 is an error also
[19:21:41] <cradek> I don't see what that D word is supposed to do
[19:21:42] <jepler> there's no units setting (G20 or G21)
[19:21:50] <jepler> you should always specify the units of your part program
[19:22:21] <frallzor> hope you dont think I wrote this myself ;)
[19:22:29] <DaViruz> the spindle start on line 14 might be nice to have
[19:23:00] <cradek> yeah you probably want that move too - just remove the D word
[19:23:13] <cradek> also, maybe try to figure out what it was supposed to do, and do that :-)
[19:23:32] <DaViruz> tool change? perhaps
[19:23:36] <frallzor> I still blame solidcam and myself using fanuc profile
[19:25:42] <cradek> sure, but we're trying to help you fix it - if you make a new post based on the fanuc one, you probably will need very few changes.
[19:25:42] <frallzor> probably will be fine when I learn how to fix the file to fit my G540 =)
[19:26:14] <frallzor> Yeah I see what you mean, but its hard for me to see what in the post that makes the code bad
[19:27:47] <cradek> yeah, you might have to dig in your solidcam docs or call your vendor. if you can say clearly what it's doing wrong I bet they can help you fix it. you should also encourage them to bundle a correct EMC2 post with the software.
[19:28:00] <frallzor> demo =)
[19:28:35] <frallzor> but at least there is a s*itload of documentation
[19:29:40] <cradek> Results 1 - 10 of about 7,480 for solidcam emc2 post. (0.44 seconds)
[19:31:51] <frallzor> been trying to find it myself like that but still no good results
[19:33:20] <anonimasu> 441eur for the rails alone -_-
[19:34:26] <anonimasu> though with the carridges too.
[19:34:45] <anonimasu> but no drive elements/screws/motors/crap
[19:36:48] <archivist_attic> rails cost :((, but igot a pair on fleabay a week ago with 12 carriages for £130
[19:43:36] <archivist_attic> 15mm or 20mm anonimasu ?
[19:43:57] <anonimasu> 20mm what?
[19:44:06] <anonimasu> the baseplate?
[19:44:13] <anonimasu> 30mm
[19:44:24] <anonimasu> one sec a drawing comming up
[19:45:07] <anonimasu> http://www.io23.net/ul/files/lathe02.png
[19:48:14] <archivist_attic> I meant rail size
[19:48:27] <anonimasu> 36mm
[19:48:58] <anonimasu> the configuration I have is probably the more expensive one, but also the one that works better(driving right in the centre)
[19:52:13] <archivist_attic> I would add vertical plates bellow the rails under the base to stiffen
[19:53:53] <DaViruz> anonimasu: making the spindle housing yourself?
[20:00:23] <anonimasu> yes
[20:02:18] <anonimasu> I'm going to have a collet chuck inside of it, and im gonna finish everything else then turn the taper with a PCD tool in place
[20:02:40] <anonimasu> so I get it 100% in line with the bed
[20:03:29] <anonimasu> archivist: we'll see how stiff it actually ends up as
[20:03:56] <anonimasu> I plan on cutting one side on the mill, then flipping over, and cutting everything else in one setup
[20:04:06] <anonimasu> holes/bracing/everything
[20:04:44] <archivist_attic> leave the base solid for best as its so thin
[20:05:23] <anonimasu> also, the change I made to the rails is so the bed will twist around the spindle if it'll twist..
[20:06:03] <anonimasu> ie, I'll have torque around the spindle when cutting not offset onto the rail so the whole machine will go ~
[20:06:35] <anonimasu> I dont know if that makes sense to you
[20:08:20] <anonimasu> my big issue is the spindle housing actually
[20:08:55] <anonimasu> how to fit the end support for the screw..
[20:10:59] <anonimasu> archivist_attic: what about making a support bracing beneath and bolting and doweling in place?
[20:11:51] <archivist_attic> could do yes
[20:12:58] <anonimasu> I'll design a set of location pins so I can get it set up in the mill for a secondary op..
[20:13:14] <archivist_attic> look at jmk his mill he is making has the screw underneath as you could to keep id protected
[20:13:58] <anonimasu> I'm going to get a quote for bellows tomorrow
[20:14:56] <anonimasu> well, request one..
[20:15:58] <anonimasu> got a link for jmk's machine?
[20:19:07] <archivist_attic> not here, about 20 minutes unless someone beats me
[20:19:35] <archivist_attic> I wonder how far he has got
[20:19:50] <anonimasu> I'm thinking that the bearing block for the floating bearing (spindle side)
[20:20:01] <anonimasu> will, be the place where the cover screws into
[20:20:51] <anonimasu> so I get the bellows to the outside of the rails
[20:29:14] <DaViruz> i have a nice 150x50x500mm steel slab in the basement
[20:29:22] <DaViruz> baybe i'll build a lathe like that myself.. :)
[20:30:36] <anonimasu> :)
[20:31:34] <DaViruz> http://www.littlemachineshop.com/products/product_view.php?ProductID=1487&category=6
[20:32:15] <DaViruz> not sure i'm up to the task of boring out a spindle housing of that size myself
[20:32:38] <DaViruz> that one does look alarmingly hollow though
[20:37:36] <DaViruz> anonimasu: what collets are you going to run? 5C?
[20:37:49] <Jymmm> this is kinda cool
http://en.wikiversity.org/wiki/Wikiversity:Main_Page
[20:39:46] <anonimasu> er40
[20:41:29] <Jymmm> anonimasu: what is that pic?
[20:42:43] <anonimasu> Jymmm: a lathe design
[20:43:05] <Jymmm> ok, I'll take you word for it =)
[20:43:06] <archivist> http://jmkasunich.com/pics/imgp2931.jpg
[20:43:24] <Jymmm> oh, it's upside down.
[20:44:11] <archivist> http://jmkasunich.com/pics/imgp2932.jpg rails to go beneath the plate
[20:48:00] <DaViruz> nice microscope
[20:49:41] <anonimasu> jmkasunich: I dont get how you can avoid exposing the screw
[20:52:44] <archivist> easy, use a spiral outer
[20:53:13] <archivist> harder to cover the slides
[20:55:31] <archivist> like here
http://www.howtwo.co.uk/cnc/dscf2390.jpg
[20:57:08] <sed_> when using emc2 Axis calibration and we save the file, where is it sposed to save the data, because it is not saving to the stg.ini where it got the data from..
[20:57:45] <jepler> yes, it's supposed to write it to the inifile.
[20:58:09] <sed_> wonder why it dosent, is that defined somwhere???
[20:59:16] <sed_> also, is there an auto tune program?
[21:00:06] <jepler> the action of the "save to file" button is not configurable, it should always save to the inifile
[21:00:36] <jepler> A developer contributed a version of pid called "at_pid" which is supposed to autotune, but it doesn't have a GUI interface and I personally haven't had very good luck with it.
[21:00:39] <sed_> maybe we need to reload the entire package
[21:01:29] <jepler> Where is your configuration file? Is the directory writable by your user?
[21:02:45] <sed_> yes, it is in ~usr\emc2\config\stg\
[21:04:11] <jepler> do you run emc from the icon or from the terminal?
[21:04:21] <toastydeath> anonimasu:
[21:05:29] <jepler> (linux uses / as the directory separator. If you write \ in the terminal it won't do what you want)
[21:06:21] <toastydeath> but \ has the potential to be so much more exciting
[21:06:45] <jepler> anyway, the next thing I can suggest for troubleshooting is to start emc from the terminal, start calibration, and hit the Save To File button.
[21:06:57] <jepler> if it can't write to the file for some reason, it may print a message on the terminal..
[21:08:39] <jepler> (though when I was testing just now I never got a terminal message, but I could get a pop-up "Not permitted to save here")
[21:10:52] <sed_> we did a test of the save, it is changing the time stamp on the file but not over-writing the value
[21:11:16] <jepler> aha, I see something else that might be tripping you up.
[21:11:19] <jepler> are you using the "test" button?
[21:11:38] <sed_> no, i have not found the procedure
[21:11:41] <jepler> ok
[21:11:56] <jepler> when you Save To File, the value saved is the one from the "HAL's Value" column
[21:12:31] <jepler> enter the value you want to test. Click "Test". If you want to keep the change, click "OK" and the value is copied from "Next Value" to "HAL's Value".
[21:12:49] <jepler> If you don't go through that process, the saved values will be the same as the original values
[21:13:33] <sed_> in real time tuning does emc read the new value as soon as I press test?
[21:13:46] <jepler> right
[21:14:19] <sed_> ok now i understand. i have been trying to tune and nothing changed, so now i will try again using the test.
[21:15:41] <jepler> when testing, I found that it was useful to repeat the following 4 lines a bunch of times, followed by an M2: G1 X1 F25 / G4 P.1 / G1 X0 F25 / G4 P1
[21:15:48] <jepler> that moves X back and forth by 1 inch
[21:16:15] <jepler> you can have emc just running that code, and halscope automatically triggering on the start of the move to X1, and just work in the calibration window
[21:16:32] <jepler> no need to switch windows, except when you get to the end of the lines of test
[21:16:52] <jepler> (instead of G1 F25, you can test at whatever feedrate you prefer, or use G0)
[21:17:49] <sed_> i am just trying a 1" step in manual. what are typical PID values for a servo?
[21:18:05] <jepler> my impression is that there really is no such thing as a "typical" value
[21:18:19] <SWPadnos> yeah. too many variable
[21:18:21] <SWPadnos> s
[21:18:58] <sed_> i started at 100 and moved up to 2500 for P and still no movement. Last week i had movement at 150
[21:20:22] <SWPadnos> that sounds extremely high to me
[21:20:27] <jepler> for instance, servo-sim has P=1500 I=8000 D=4 FF1=1 (but it doesn't model a servo motor very realistically); another sample configuration has P=1000 I=30000 D=7 FF1=1; my own mill has P=250, I=20, D=2, FF1=0.22, FF2=0.003
[21:21:23] <jepler> mazak has P=4000 I=6400 D=15 FF1=FF2=0
[21:21:31] <jepler> it's simply specific to the individual machine
[21:21:38] <sed_> i an now up to P=20000, I=0, D=0 for a starting point ans still not even a hint of motion
[21:21:39] <jepler> two identical machines probably have similar tuning
[21:22:13] <sed_> this is a unique 1 of a kind machine, a Maho MC500 4 axis
[21:22:32] <sed_> it has baldor servo system
[21:23:10] <jepler> have you measured at the inputs to the amplifier to see whether you're actually getting a signal?
[21:23:57] <jepler> if you're getting absolutely no motion, I'd look at whether there's some more basic problem with the configuration
[21:24:08] <jepler> what kind of I/O card are you using?
[21:24:25] <sed_> well it moved last week as i did some tuning
[21:24:33] <sed_> servo to go
[21:25:04] <Jymmm> RUR-PLE
[21:25:28] <sed_> is there a way send a flat 1v or 2v to the amplifier for testing without the emc?
[21:26:14] <jepler> yes, sort of
[21:26:17] <Jymmm> 1.5V =)
[21:26:25] <jepler> after you start emc, open up another terminal and type in: halcmd -kf
[21:26:32] <Jymmm> a la AA battery =) lol
[21:26:45] <jepler> now you can basically unhook the DAC from emc's PID and hook a desired analog signal to it
[21:27:20] <jepler> (oh, in emc you'll want to go to "machine on" mode so that the amplifiers are enabled; if it really does move, then emc will quickly go to "machine off" because it'll detect a following error)
[21:27:46] <jepler> anyway, unhook the DAC by typing at the halcmd prompt: unlinkp stg.0.dac-value
[21:28:22] <jepler> (unless you've changed things, 0=X, 1=Y, 2=Z; it looks like the stg_motion.hal file needs more stuff added to support an A/B/C axis)
[21:28:36] <jepler> then: setp stg.0.dac-value 0.5
[21:28:44] <jepler> or whatever value you want to test
[21:29:13] <jepler> the relationship between that number and an analog voltage is set by the inifile [AXIS_#]OUTPUT_SCALE; I'm not sure what value establishes a relationship of 1 = 1V, though
[21:30:44] <sed_> i had to go to a value of 4 before it would move
[21:31:04] <jepler> (it looks like OUTPUT_SCALE=1 means a dac-value of 1 = 1V)
[21:31:35] <sed_> that what i was assuming.
[21:32:42] <jepler> if you have an error of 1 inch with a P of 250 then your output should be 250, which is much greater than 4
[21:33:16] <sed_> i have added the extra lines to the stg_motion file for the forth axis but for testing purposes i hvae commented out y,z,a and only working with X
[21:33:16] <L84Supper> SWPandos : hi
[21:33:35] <jepler> next thing is to restart emc, open up halmeter on the pin stg.0.dac-value, and do your test jog. see what DAC value you're getting from your jog
[21:33:56] <sed_> i have done that and get no reading
[21:33:59] <jepler> you get 0?
[21:34:09] <jepler> not just a small value, but 0
[21:34:25] <sed_> not until i put a value in for FF0
[21:34:34] <L84Supper> going to try EMC on ARM 9 soon, see what problems we find then move to Coretx 8,9 with OMAP and imx5
[21:34:58] <L84Supper> sp Cortex/coretx
[21:35:28] <SWPadnos> cool
[21:35:48] <L84Supper> only problem so far with ARM ports is qreal=float vs doubles
[21:36:33] <SWPadnos> floats are good in most instances, but there are issues in some places (like PID or anything that deals with really tiny time quanta)
[21:36:48] <L84Supper> http://www.mini-box.com/Samsung-S3C2440A-400MHz;jsessionid=0a0105501f4372ebe758acbc49139c218b609422e872.e3eSc34OaxmTe34Pa38Ta38Rb3z0?sc=8&category=1130
[21:37:21] <L84Supper> might be a nice UI for some machines
[21:37:32] <jepler> sed_: can you pastebin the output of 'halcmd show pin pid.0'?
[21:37:44] <L84Supper> only ~$100 with LCD
[21:38:22] <jepler> I wonder if you haven't lost some important HAL connection in the course of commenting things out
[21:39:50] <jepler> the output of 'halcmd show sig' might be useful too
[21:42:22] <L84Supper> I forget if QT was used for the graphics in EMC
[21:43:00] <jepler> L84Supper: no, it's a mix of Tk and Gtk (and OpenGL in AXIS)
[21:43:10] <L84Supper> ok, even better
[21:43:49] <L84Supper> Qt4 broke the qreal for ARM
[21:44:35] <L84Supper> only has qreal=float for ARM now, most x86 developed is qreal=double
[21:46:12] <jepler> oh, qreal is a qt typedef?
[21:46:19] <L84Supper> yes
[21:46:48] <L84Supper> they are working on it upstream but I don't know when the fix will be in
[21:46:53] <sed_> i have measured the output of the stg card and it outputs correctly 1=1V, 10=10V
[21:47:22] <L84Supper> most ARM SOC's didn't have FPU's until now
[21:47:45] <SWPadnos> hmmm. I wonder if my connection will survive this storm
[21:47:56] <L84Supper> so it was usually softfloat, now they even have FPU + DSP
[21:51:36] <jepler> hmph, gotta go
[21:51:53] <jepler> SWPadnos: if sed_ posts those pastebins, can you look for any obvious problems?
[21:51:58] <jepler> if so, thanks
[21:52:01] <sed_> found my peroblem, i had the max velocity set to low. Thank you for your help!
[21:52:03] <SWPadnos> yep, sure
[22:02:52] <geo01005> jepler, that 64bit bug in HeeksCAD has been fixed.
[22:06:42] <jepler> Updated to revision 613.
[22:06:50] <jepler> I happen to be at the system with an svn checkout so I'll verify
[22:07:35] <jepler> sed_: oh, I'm glad you did
[22:07:45] <jepler> sed_: I was sending you up the entirely wrong tree, I guess
[22:17:38] <jepler> geo01005: yes, seems to be fixed for me as well
[22:17:48] <geo01005> great :)
[22:18:52] <archivist> I double checked after the trace code was removed as well
[22:32:43] <jepler> can I enter points at a commandline, as I would in qcad?
[22:32:49] <jepler> (in heekscad)
[22:33:04] <geo01005> well, yes...
[22:33:18] <geo01005> there is currently not a great interface for that right now.
[22:33:49] <geo01005> When you are creating lines and arcs there is a property window at the left that you can enter the point into.
[22:33:58] <jepler> ok
[22:34:14] <geo01005> However, the cursor can't be in the graphics window.
[22:34:38] <geo01005> The intent of the sketch interface is to use constraints and dimensions to create geometry.
[22:34:49] <geo01005> Just like a sketch in solidworks.
[22:36:07] <geo01005> jepler did you see the video I made demonstrating the sketches?
[22:36:22] <jepler> I did watch part of it without audio
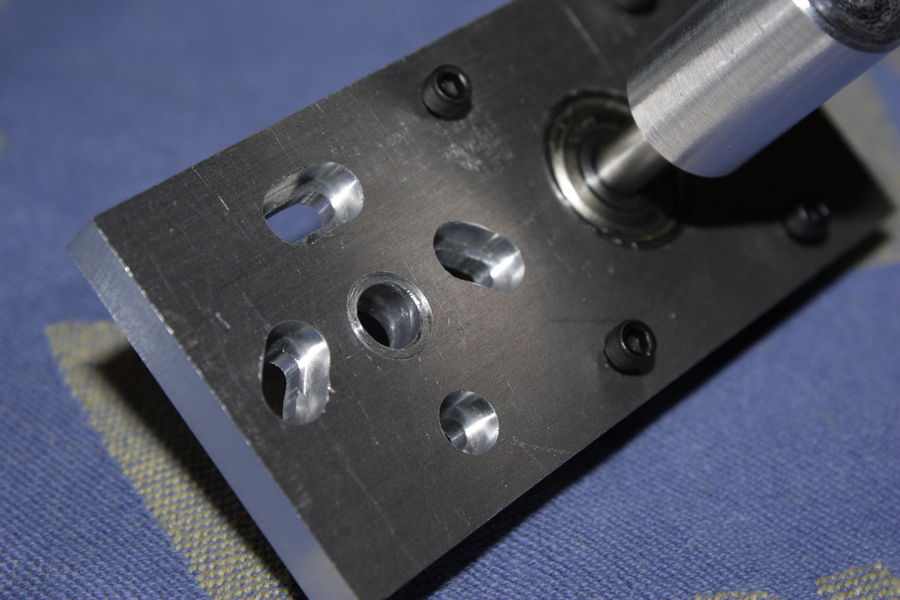
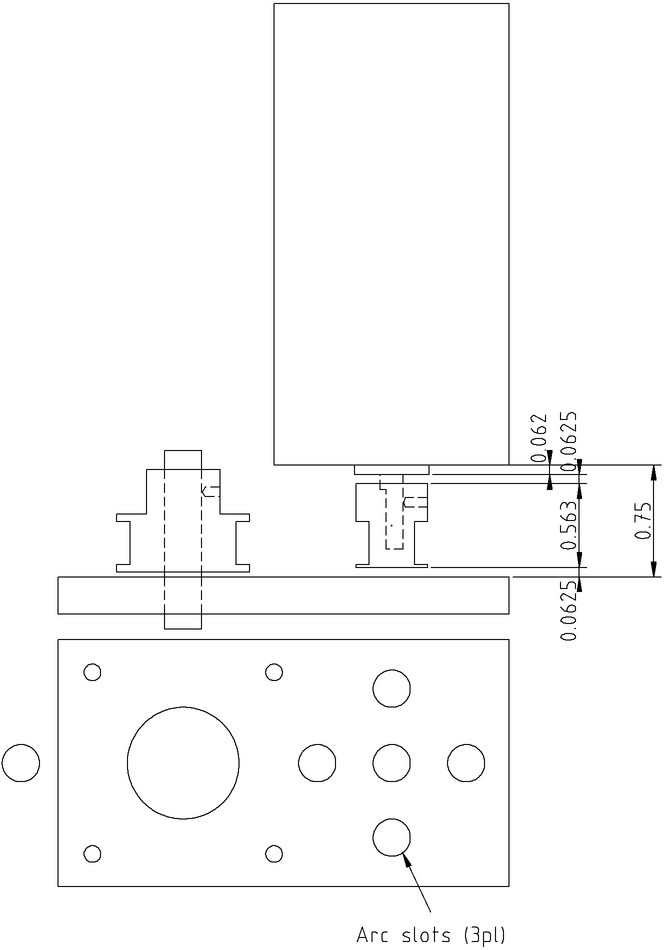
[22:37:38] <jepler> it's probably ambitious for my first session with heekscad but I'd like to enter this part
http://media.unpythonic.net/emergent-files//01245634880/img_4756-medium.jpg including the arc-shaped counterbored slots
[22:38:01] <jepler> (which I didn't manage to do in qcad but which cradek did nicely in autocad)
[22:38:26] <jepler> qcad drawing:
http://media.unpythonic.net/emergent-files/sandbox/mount2.png
[22:38:27] <geo01005> Well, it would be just a couple of minutes in Solidworks.
[22:38:41] <jepler> maybe to someone who has solidworks and has learned solidworks
[22:39:00] <geo01005> But at the moment not all the constraints that would make this easy are implemented in heeksCAD yet.
[22:39:03] <archivist> and to a noob in solidworks
[22:39:41] <anonimasu> hmm
[22:39:56] <geo01005> jepler, I'll try to make a video that would show how that part could be make sometime.
[22:39:57] <anonimasu> this lathe of mine will end up at 800eur or so..
[22:39:57] <anonimasu> -_-
[22:40:03] <geo01005> I'll let you know when I get it done.
[22:40:31] <jepler> if I have the latest svn, do I have the constraint stuff from the video?
[22:40:42] <jepler> do I need an additional library I might not have now?
[22:40:42] <geo01005> Yeah you do.
[22:40:44] <anonimasu> http://www.io23.net/ul/files/lathe05.png
[22:41:29] <geo01005> jepler, double click on the sketch to enter sketchmode.
[22:41:46] <archivist> anonimasu, wasting rail length stretch the bed
[22:41:58] <geo01005> then try something simple like right click a line and select "toggle horizontal".
[22:42:16] <anonimasu> raild are cheap, carridges are not
[22:42:37] <anonimasu> and I cant do more then 600mm in one setup
[22:43:27] <anonimasu> too small mill
[22:45:03] <archivist> change the screw bearing plate near headstock perhaps incorporate in the head, to reduce overhang
[22:45:43] <geo01005> jepler, here is the link to the video again:
http://www.youtube.com/watch?v=nibjuxCbUag
[22:45:54] <geo01005> That will be helpful to figure out how to use the constraints.
[22:46:45] <anonimasu> archivist: I need it to get the spindle up from the bed because my other axis will build alot, and the bearings I need for the screw end up like that
[22:47:00] <jepler> bbl
[22:47:02] <jepler> will watch later
[22:47:39] <anonimasu> always too small machine *sigh*
[23:23:11] <PCW> goslowjimbo: Tested the 7I43 SPI config, hardware works for me but I found one error in the bit file I sent:
[23:23:13] <PCW> it reports being a 200K config even though its a 400K config. I think the HostMot2 driver should complain or
[23:23:14] <PCW> fail to load in this case. I have put a new bitfile up at
http://filebin.ca/drnscm/SVSSP4_6_7I46B.BIT
[23:24:18] <SWPadnos> argh. forgot to order one
[23:24:37] <SWPadnos> oh well. maybe Friday
[23:27:13] <PCW> Also here's the batch file I used to test it:
http://filebin.ca/gbupuy/SPITEST.BAT
[23:28:06] <PCW> No hurry we have 40 or so...
[23:38:22] <SWPadnos> Is Lily (or someone else) still around for me to place a phone order?
[23:44:54] <PCW> Nope gone at 4:30
[23:45:06] <SWPadnos> heh. just missed them
[23:50:19] <eric_unterhausen> SWPadnos: for the lathe?
[23:50:26] <SWPadnos> nope
[23:50:41] <SWPadnos> I have several 5i20 and 5i22 boards around for the machines
[23:50:58] <SWPadnos> the 7i43 would be for experimentation on another project
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}