Back
[00:02:47] <cncjerry> depends on who you mean by someone?
[00:04:15] <i-pink> mmm i want to ask something i see is a quiet channel..
[00:04:50] <cncjerry> ask away
[00:04:53] <i-pink> ok
[00:05:26] <i-pink> how i can draw?
[00:07:08] <i-pink> i work on linux
[00:07:20] <cncjerry> draw what?
[00:07:53] <i-pink> and i need to draw 3D model of my laptop body
[00:13:05] <i-pink> cncjerry ?
[00:14:07] <jepler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam
[00:16:53] <i-pink> i need some 3d cad program
[00:17:07] <anonimasu> there are no good free ones
[00:17:53] <i-pink> and none free
[00:18:19] <anonimasu> then you didnt look hard enough
[00:18:19] <anonimasu> :)
[00:18:39] <i-pink> mmm ?
[00:19:10] <i-pink> i need to make a new body for my netbook
[00:19:32] <i-pink> i need good program
[00:20:24] <anonimasu> how much experience do you have with cnc's?
[00:21:01] <i-pink> 0
[00:21:19] <anonimasu> you should just buy a new shell..
[00:21:23] <anonimasu> err body..
[00:21:54] <anonimasu> becasue it's not a very easy part to make
[00:21:57] <i-pink> i have a cnc
[00:22:04] <anonimasu> err because..
[00:22:11] <anonimasu> and not easy to toolpath..
[00:22:26] <anonimasu> very thin walls and in plastic..
[00:22:30] <i-pink> but how i can make models?
[00:22:59] <anonimasu> http://www.freecad.com/
[00:23:26] <i-pink> is 3d?
[00:23:33] <anonimasu> it's a collection of links..
[00:23:38] <anonimasu> do you have any cad experience?
[00:24:09] <i-pink> i have a bit in google program
[00:24:41] <anonimasu> that's not really a cad program
[00:25:09] <i-pink> anonimasu, what program you use?
[00:25:16] <anonimasu> alibre design
[00:25:58] <anonimasu> it's pretty good, but not free
[00:26:13] <anonimasu> they have a free version that you might be able to use
[00:26:23] <anonimasu> http://www.io23.net/ul/files/TcPlate.png
[00:26:31] <anonimasu> random stuff drawn with it(that's driven from a 3d model)
[00:26:51] <anonimasu> http://www.io23.net/ul/files/tcwheel.png
[00:27:26] <i-pink> yes,
[00:27:37] <i-pink> is work on linux?
[00:27:44] <anonimasu> no
[00:27:56] <i-pink> mac? XP?
[00:28:13] <anonimasu> on xp..
[00:28:21] <anonimasu> or in vmware on linux with direct 3d enabled..
[00:28:31] <i-pink> ok..
[00:28:32] <anonimasu> err vmware running xp..
[00:28:45] <i-pink> hehe
[00:28:59] <anonimasu> learning curve shouldnt be too extreme..
[00:29:04] <anonimasu> your issue with that casing is measuring..
[00:29:05] <i-pink> what about solidworks?
[00:29:18] <anonimasu> that works but it costs 5000eur
[00:29:37] <i-pink> the price is ok
[00:29:41] <anonimasu> it's a bit better then alibre, but not enough to justify the price..
[00:30:25] <i-pink> but the program is good for cnc and make output g code
[00:30:26] <roh> i-pink if you are ok with hacky sw in progres... take a look at heekscad and heekscnc on google code
[00:30:53] <roh> i use it as my main way to do cnc (but i am also still in the beginnings, but it works)
[00:31:06] <roh> already better than writing the gcode manually *g*
[00:31:49] <i-pink> hehe writing the gcode manually... i need to make new body for my laptop..
[00:32:34] <anonimasu> i-pink: you need to slow down a bit :)
[00:32:46] <anonimasu> i-pink: do you understand why making a new casing is hard?
[00:33:26] <anonimasu> if we put cad/cam aside
[00:33:27] <anonimasu> :)
[00:33:47] <i-pink> why is hard?
[00:34:03] <i-pink> is not like a printer?
[00:34:14] <anonimasu> you know, on a typical chassis, there are 10-20 screws
[00:34:26] <anonimasu> mounting stuff to the frame..
[00:34:39] <anonimasu> and covers/stuff/things you can open
[00:35:07] <i-pink> ok..
[00:35:20] <anonimasu> and thoose screws needs to line up with the motherboard holes..
[00:35:30] <anonimasu> and every other hole needs to be in the right place
[00:36:23] <i-pink> but i want to start to draw it..
[00:36:39] <anonimasu> and do you have any idea how hard it is to measure where a hole is in x/y/z
[00:36:41] <i-pink> is very hard job only to draw it..
[00:37:04] <anonimasu> that's the real issue
[00:37:42] <anonimasu> hm, alibre works, or solidworks, or pro engineer...
[00:37:43] <i-pink> but i want to make it from a one part.
[00:38:25] <anonimasu> you probably should draw up some test pieces, in heekscad.. reassembling something like it
[00:38:29] <i-pink> my computer is P3 800MHZ 512MB RAM
[00:38:35] <anonimasu> and then making toolpaths..
[00:38:43] <anonimasu> that wont run solidworks very nicely..
[00:39:39] <i-pink> maybe to run solidworks 2001?
[00:39:48] <anonimasu> 2003 might work..
[00:39:59] <anonimasu> use the newest you can.. they are alot better then the old ones
[00:40:25] <i-pink> i see the solidworks 2009
[00:40:29] <i-pink> is ok?
[00:40:39] <anonimasu> your computer wont pull that around..
[00:40:45] <eric_unterhausen> can someone try use-enco.com for me?
[00:40:52] <anonimasu> you know I'd say, start with heekscad..
[00:41:26] <anonimasu> http://www.solidworks.com/sw/support/SystemRequirements.html
[00:41:35] <i-pink> you can give me a link?
[00:42:13] <anonimasu> http://code.google.com/p/heekscad/
[00:44:37] <i-pink> is look nice
[00:45:11] <i-pink> how i install it on ubuntu?
[00:45:20] <i-pink> via apt-get?
[00:45:27] <anonimasu> I dont know sorry
[00:45:44] <i-pink> mmmm ok
[00:52:26] <anonimasu> http://www.io23.net/ul/files/Baseplate.png
[00:53:03] <i-pink> is look very nice!
[00:53:23] <anonimasu> thanks :)
[00:53:23] <i-pink> in what program?
[00:53:32] <anonimasu> alibre design
[00:53:38] <i-pink> mmm
[00:54:23] <wholepair> i-pink: you might me able to convert the rpm installers to deb's and install on ubuntu - use alien -
http://www.howtoforge.com/converting_rpm_to_deb_with_alien
[00:54:33] <wholepair> *be*
[00:54:47] <i-pink> convert???
[00:55:05] <i-pink> http://yamato.hyte.de/packages/heeks/ubuntu_8.04_test_may16/
[00:56:17] <wholepair> http://software.opensuse.org/search?baseproject=ALL&p=1&q=HeeksCNC
[00:57:17] <i-pink> mmm ok.
[00:58:05] <i-pink> but convert packaged is wrong way to install program in linux
[00:58:42] <anonimasu> well bedtime
[00:59:05] <i-pink> no..
[00:59:22] <i-pink> i try to install the heekscad
[01:00:54] <i-pink> is 6 packages
[01:02:08] <i-pink> is downloading...
[01:02:24] <i-pink> i am hungry..
[01:02:47] <i-pink> here 4:02 AM!!
[01:06:20] <wholepair> i-pink: where is here?
[01:07:23] <i-pink> israel
[01:07:56] <i-pink> ok. i install it
[01:08:09] <i-pink> is look very lite
[01:08:20] <i-pink> and very nice
[01:11:15] <wholepair> i-pink: did you install it on ubuntu
[01:11:22] <i-pink> yes
[01:11:43] <wholepair> how?
[01:12:07] <i-pink> http://yamato.hyte.de/packages/heeks/ubuntu_8.04_test_may16/
[01:12:31] <i-pink> look at the readme file
[01:14:06] <wholepair> I see - I might install it later when I get home - but I will use these instructions
http://code.google.com/p/heekscad/wiki/CompilingForUbuntu
[01:14:47] <wholepair> it looks like a linux cam with potential - haven't found one I like yet - have a good night
[01:15:02] <i-pink> no no no
[01:15:15] <i-pink> you are on ubuntu?
[01:15:31] <wholepair> yes
[01:15:38] <i-pink> what ver?
[01:16:02] <i-pink> 8.04 /8.10/9.04???
[01:16:37] <wholepair> 8.04
[01:16:50] <i-pink> ok
[01:17:00] <i-pink> open terminal
[01:17:36] <wholepair> why
[01:17:57] <i-pink> and type this for backup the sources file
[01:18:08] <i-pink> sudo cp /etc/apt/sources.list /etc/apt/sources.list.bk17-6-09
[01:18:42] <i-pink> after that edit the sources file
[01:18:54] <i-pink> sudo gedit /etc/apt/sources.list
[01:19:41] <i-pink> and add this line in the bottom of the file
[01:19:55] <i-pink> deb
http://www.opennovation.org/ubuntu hardy main contrib non-free
[01:20:28] <i-pink> save the file and close it
[01:20:44] <i-pink> after that type in the terminal
[01:20:55] <i-pink> sudo apt-get update
[01:21:42] <i-pink> and after that download this deb and install it
[01:21:54] <i-pink> http://yamato.hyte.de/packages/heeks/ubuntu_8.04_test_may16/heekscad_0.7.0-svn0_i386.deb
[01:22:29] <i-pink> that's it
[01:22:33] <i-pink> :)
[01:22:41] <i-pink> wholepair ^^^
[01:23:58] <wholepair> i-pink: awsome - I will save these instructions - gotta head home now though -
[01:29:39] <roh> i-pink you need to also install the other debs and config the one lib after starting heekscad.. its in the wikipage i think
[01:30:07] <i-pink> ok..
[01:30:27] <i-pink> but the program is work
[01:31:08] <roh> yes. but without the libs and heekscnc it can not generate gcode.
[01:31:23] <i-pink> ok
[01:31:27] <roh> heekscnc is a plugin to heekscad and depends on some libs
[01:31:30] <roh> its all there
[01:31:33] <i-pink> i install it now
[01:35:59] <i-pink> roh, ok, i installed them.
[01:36:46] <i-pink> how i am use this program?
[01:37:34] <roh> read the wikipages.. there is not much, but a bit of documentation. also it can only do the most basic things. but it helps learning how cnc works and what a toolpath is
[01:39:48] <i-pink> ok..
[01:40:09] <i-pink> you can give me link to this wiki?
[01:41:41] <i-pink> it's sounds good
[01:47:53] <roh> its on google-code
[01:48:13] <roh> http://code.google.com/p/heekscnc/w/list
[01:49:00] <i-pink> is very good!
[01:49:09] <i-pink> thank you!
[01:50:17] <i-pink> OMG no
[01:50:43] <i-pink> is a deference program :(
[02:05:21] <i-pink> i go to sleep
[02:17:04] <roh> deference?
[02:17:46] <i-pink> mmm
[02:18:09] <i-pink> maybe
[02:47:23] <wholepair> whats the difference between vismach.pyc and vismach.py
[02:50:07] <wholepair> its the c - oic
[02:50:10] <wholepair> maybe later
[03:26:45] <roh> i-pink i uploaded new 8.04, 8.10 and 9.04 packages a few minutes ago.
[03:26:52] <roh> now with drilling support ;)
[06:07:37] <wholepair1> no
[07:03:22] <i-pink> roh, how i make update?
[07:27:49] <anonimasu> morning
[07:28:04] <micges> morning
[07:29:45] <i-pink> morning
[07:30:10] <anonimasu> i-pink: I might make that plate today at work if I have spare time :)
[07:30:16] <anonimasu> how did it go, did you get heekscad working?
[07:32:20] <i-pink> mmm is working, but the program blinking all the time...
[07:32:32] <anonimasu> I think the broaches I ordered yestrday should be delivered now
[07:32:36] <anonimasu> err reamers..
[07:33:23] <anonimasu> the tool company is crazy they ship by air :)
[07:34:04] <i-pink> mmm what do you mean?
[07:35:42] <anonimasu> they deliver the day after from 1000km away..
[07:38:23] <i-pink> mmm what do you mean?
[07:38:49] <i-pink> my english not very good
[07:44:28] <anonimasu> they ship by airplane
[07:47:52] <anonimasu> brb, going to work :)
[07:57:06] <i-pink> ho ok :)
[08:33:16] <anonimasu> iab
[09:27:05] <piasdom> g'mornin all
[09:40:54] <christel> [Global Notice] Hi all! This is shameless network spam I'm afraid, freenode are currently looking to expand our volunteer team. Please check out
http://announce.freenode.net/ if you're interested in helping out! Thanks for your consideration and for using freenode.
[09:42:58] <cnc_engineer> Hi Everyone!
[09:45:59] <cnc_engineer> We are using 4-axis milling(x,y,z,a). 4th axis is a rotary table. When we apply g01 x1 a10 f100 the feedrate does not apply on a-axis, but it applies on x-axis why?
[09:47:02] <archivist> feature :((... see inverse time mode
[09:48:11] <alex_joni> the feedrate also applies to A
[09:48:19] <alex_joni> if you are in 0,0,0,0
[09:48:25] <alex_joni> and issue G01 X1 A10 F100
[09:48:34] <alex_joni> it will move from X0 to X1 with F100
[09:48:41] <alex_joni> and A will move from 0 to 10 in the same time
[09:48:46] <archivist> as it may be obvious you have not set the radius you are working at in that command
[09:49:15] <alex_joni> if A cannot move in the same time from 0 to 10, then the overall move will be scaled slower
[10:23:43] <cnc_engineer> Hi alex_joni, i was disconnected. Could not get the response for the question about A-axis feedrate please give me link for the chat log.
[10:27:07] <alex_joni> logger_emc: bookmark
[10:27:07] <alex_joni> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-06-17.txt
[10:29:36] <archivist> that I see as a feature that needs some work some time, ie constant surface speed as in turning
[10:31:34] <alex_joni> CSS works afaik, although I have no idea how you specify/use it
[10:31:58] <alex_joni> however imho CSS is interesting on lathes not XYZA milling machines?
[10:31:58] <archivist> isnt that only for turning at the moment
[10:32:02] <alex_joni> right
[10:32:12] <alex_joni> it depends what the outcome is..
[10:32:36] <archivist> and for 4/5 axis with a rotating cutter...more to consider
[10:58:28] <anonimasu> I like how they avoid cutting at center where the surface speed is 0 on the cutter..
[11:01:29] <archivist> slot drill wins there
[11:04:17] <anonimasu> they still have a surface speed close to zero in the center of the cutter
[11:04:49] <anonimasu> :)
[11:05:45] <archivist> yup..needs a stiff machine to not vibrate while drilling
[11:06:08] <anonimasu> oh.. im talking about 5 axis contouring :)
[11:08:18] <anonimasu> ^_^
[11:39:33] <anonimasu> * anonimasu yawns
[12:47:02] <BigJohnT> I have a gateway amd64 computer that will not boot up. A couple of weeks ago I had the same problem and I unplugged the power connector to the mother board then plugged it back in and it worked for a week
[12:47:29] <BigJohnT> the power supply fan comes on and the fan on the video card comes on...
[12:47:43] <BigJohnT> I've taken the memory out and reseated it
[12:47:58] <BigJohnT> any suggestions
[12:49:12] <BigJohnT> the hard drive spins up and I get no warning beeps like if the keyboard is missing
[12:50:09] <BigJohnT> I've taken the video card out and reseated it...
[12:50:43] <SWPadnos> do you get no beeps at all?
[12:51:09] <BigJohnT> no the fans just come on and the hard drive spins up and the hd light comes on a few times
[12:51:24] <SWPadnos> re-seat or replace the CPU
[12:51:29] <BigJohnT> and I have no signal at the monitor
[12:51:33] <BigJohnT> ok
[12:51:44] <BigJohnT> I'll give that a try
[12:52:29] <SWPadnos> usually you get something like 8 fast beeps if there's no memory
[12:52:49] <SWPadnos> you could try removing the memory and video card, just to see if you get any beeps
[12:53:06] <BigJohnT> Ok, I have not tried that
[12:53:13] <SWPadnos> but if you do that and there's no error beep, the CPU is probably toast
[12:53:39] <SWPadnos> (or loose)
[12:53:56] <BigJohnT> removed the memory and get one long beep long space long beep
[12:56:09] <BigJohnT> removed the video card and I don't get any beeps
[13:00:49] <BigJohnT> it boots up after reseating the cpu thanks SWPadnos
[13:06:29] <SWPadnos> sure
[15:04:44] <skunkworks_> LawrenceG: any progress?
[15:05:03] <skunkworks_> smoke?
[15:13:57] <LawrenceG> skunkworks, progress... yes, smoke... not yet.
[15:15:15] <LawrenceG> micro is alive and well... some issues with sorting out the gate drive logic to be worked on today... there are about 25 params in the pwm section!
[15:15:39] <skunkworks_> heh
[15:16:42] <LawrenceG> I have had the pwm working on two other projects, so things still look favourable
[15:59:18] <wholepair> in vismach.py - main module: what is rotation_vectors=None
[15:59:20] <wholepair> def main(model, tool, work, size=10, hud=0, rotation_vectors=None, lat=0, lon=0):
[15:59:32] <wholepair> is that the view angle?
[16:01:21] <SWPadnos> look at how it's used
[16:01:34] <jepler> rotation_vectors = [(1.,0.,0.), (0., 0., 1.)]
[16:01:59] <jepler> by default, the rotation caused by moving the mouse in X is a rotation around the +X axis, and the rotation caused by moving the mouse in Z is a rotation around the +Z axis.
[16:02:07] <jepler> by passing a different value, you can change this
[16:02:37] <jepler> (though the order is fixed: the rotation corresponding to the X mouse movement is performed first, followed by the rotation corresponding to the Z mouse movement)
[16:02:43] <jepler> I think it has limited utility
[16:02:46] <wholepair> jepler: so it changes the way the dynamic rotation of the model works
[16:03:45] <alex_joni> jepler: is it difficult to add the same functionality to vismach like in AXIS?
[16:03:58] <jepler> alex_joni: what do you mean by "difficult"?
[16:04:03] <alex_joni> I am talking about using the shift key to be able to perform actions without a scrollwheel
[16:04:04] <jepler> alex_joni: the code is not at all modular, so it is work
[16:04:07] <jepler> I don't think it's rocket science
[16:04:32] <alex_joni> I'm sure you don't :P
[16:05:13] <wholepair> I am trying to change the perpective - I only get top views when I run the vismach sims with 2.4~pre
[16:05:21] <wholepair> so I am trying to understand the code
[16:06:59] <jepler> are you saying that middle-button-drag doesn't work for you to rotate the view?
[16:07:37] <wholepair> it does - but the center point of rotation is so far below the model that it just dives out of view
[16:08:03] <wholepair> wait - do I need a 3 button mouse?
[16:08:12] <SWPadnos> L+R = middle
[16:08:21] <wholepair> let me try that -
[16:08:22] <SWPadnos> usually
[16:08:27] <jepler> what model are you using?
[16:08:40] <wholepair> right now I have HBM open
[16:08:58] <wholepair> I installed a pure-sim on my laptop last night
[16:09:18] <jepler> I'm not sure what to tell you; it rotates exactly like I expect
[16:10:25] <alex_joni> wholepair: did you try running one of the sims we supply with emc2?
[16:10:36] <alex_joni> e.g. scara, puma, max5, etc?
[16:11:29] <jepler> hbm is one of the included models
[16:11:58] <alex_joni> so it is.. haven't run it before :)
[16:12:10] <wholepair> I don't have a middle button - I have L=pan and R=zoom and L+R = zoom still - I think I should try pluging in a mouse
[16:13:08] <alex_joni> jepler: I see the lat & lon which are passed on to main() and se thte initial viewpoint if I understand it correctly
[16:13:21] <alex_joni> but I don't see where the mouse pan/zoom change the values
[16:13:57] <alex_joni> * alex_joni wonders if it ain't part of rs274.OpenGLTk.Opengl
[16:14:00] <wholepair> alex_joni: I have run all of them -
[16:14:12] <jepler> self.bind('<Button-2>', self.StartRotate)
[16:14:12] <jepler> self.bind('<B2-Motion>', self.tkRotate)
[16:14:16] <jepler> alex_joni: yes, it is
[16:14:22] <jepler> those lines are from that file
[16:15:33] <jepler> and this is in axis's customized version, which changes what shift-button-1 does:
[16:15:34] <jepler> self.bind("<Shift-Button-1>", self.StartRotate)
[16:15:47] <alex_joni> I only saw the self.bind('<Button-4>', self.zoomin)
[16:15:47] <alex_joni> self.bind('<Button-5>', self.zoomout)
[16:15:53] <alex_joni> (those are in vismach.py)
[16:16:12] <SWPadnos> wholepair, there is an X option to treat L+R as middle
[16:16:22] <jepler> I'm talking about axis-specific items in src/emc/usr_intf/axis/scripts/axis.py
[16:16:26] <jepler> for Shift-Button-1
[16:16:30] <alex_joni> yup, gotcha
[16:16:40] <alex_joni> I saw the stuff in OpenGLTk.py now
[16:16:42] <jepler> that's what you'd cut and paste into vismach
[16:17:05] <jepler> you can't blindly cut and paste it all, because the logic used by 'translate_or_rotate' won't work in vismach; there's no icon to toggle that mode
[16:17:09] <jepler> but the shift-button-1 stuff should work
[16:17:20] <alex_joni> yeah, I'll take a closer look a bit later
[16:17:22] <jepler> and in fact might work in OpenGLTk.py
[16:17:47] <alex_joni> having it in OpenGLTk might be a bit easier than having it in both places
[16:17:51] <alex_joni> but.. gotta run now
[16:19:06] <wholepair> I have to work now - the shift-button-1 looks like a good idea - maybe I will play with it later -
[16:20:02] <wholepair> SWPadnos: I doent understand - what X option?
[16:20:25] <SWPadnos> something like "Chordmiddle" in the mouse device section
[16:20:27] <SWPadnos> I think
[16:21:14] <wholepair> oh - you mean in system settings - XWidows
[16:21:18] <SWPadnos> before messing with it though, can you middle-click anything else? (like a link in Firefox, which should open in a new tab)
[16:21:20] <SWPadnos> yes
[16:21:30] <SWPadnos> I mean by using both buttons
[16:21:41] <SWPadnos> you probably do have to click them at more or less the same time
[16:21:56] <SWPadnos> otherwise it's like left-click / right-click instead of middle-click
[16:22:25] <wholepair> yes - the same time did open new tab -
[16:22:37] <wholepair> its always the little things...
[16:22:41] <SWPadnos> ok, do that in vismach and drag :)
[16:23:21] <wholepair> thats awsome - exactly what I was trying to figure out -
[16:23:28] <wholepair> thanks!
[16:23:39] <SWPadnos> welcome
[16:24:29] <skunkworks_> * skunkworks_ had the same problem when he first used axis.
[16:31:23] <skunkworks_> http://imagebin.ca/img/ZseJ7mn.jpg
[16:33:19] <skunkworks_> so bought a pressure sensor for the air comrpressor. The only one I could find locally that was 'adjustable' was this square D one. But required grinding the net off of the threaded shaft. (they welded it) I guess to protect themselves. The hysterisis adjustment does have a friction nut on it. I need to find a 10-32 friction nut now.
[16:33:29] <skunkworks_> net = nut
[16:34:27] <eric_unterhausen> I can see adjustment == lawyers
[16:49:06] <eric_unterhausen> that was nice, apparently Ubuntu 9.04 is unstable on my system
[17:01:15] <skunkworks_> eric_unterhausen:
http://imagebin.ca/img/ZseJ7mn.jpg
[17:03:59] <eric_unterhausen> was it welded to the other nut?
[17:10:56] <skunkworks_> the nut on the end is the one I ground off. (I just have a small nut holding the spring on at the moment
[17:13:18] <skunkworks_> the nut was weldedd to the threaded shaft.
[17:13:31] <skunkworks_> (about half way down)
[17:13:32] <eric_unterhausen> that was nice of them
[17:14:07] <skunkworks_> it will get me a good adjustment range until I get a nice regulator.
[17:14:13] <skunkworks_> (s)
[17:39:05] <anonimasu> mhm..
[17:39:26] <anonimasu> I wonder if it's cost effective to buy a threadmilling tool if you need to thread 10 of somethin compared to making them on a manual lathe.
[17:40:50] <archivist> make the tool
[17:41:17] <archivist> then its cost effective :)
[17:41:40] <anonimasu> im pondering it
[17:42:03] <anonimasu> I have a spare inset it's a 5mm slot in the center of a andmill and a hole..
[17:42:14] <archivist> its the route I went, use a lathe insert and abuse it
[17:43:05] <anonimasu> im thinking to go with the multi tooth ones
[17:44:22] <anonimasu> http://news.thomasnet.com/images/large/025/25473.jpg
[17:46:49] <archivist> http://www.collection.archivist.info/archive/djcpd/PD/2008/2008_10_07_cnc_Thread_mill_tool/p1010245.jpg
[17:51:53] <skunkworks_> is that shaft about 2mm?
[17:51:58] <skunkworks_> 2cm
[17:54:20] <archivist> 12mm fits in collet
[17:54:33] <archivist> body is inch
[17:56:58] <skunkworks_> http://www.youtube.com/watch?v=nw5HiP8JLN0&feature=channel_page
[18:00:10] <archivist> hmm that gives me an idea....
[18:01:12] <archivist> preset tool heights with parallel shanks are possible
[18:11:32] <eric_unterhausen> I violated the first rule of tools today, got the cheaper piston quick change toolpost instead of the wedge version
[18:13:31] <eric_unterhausen> nothing on ebay except Chinese clones and Aloris for $500
[18:58:35] <toastatwork> ouch
[19:32:29] <skunkworks_> https://mail.gna.org/public/tuxcnc-dev/
[19:36:24] <archivist> RIP
[19:37:14] <skunkworks_> run in place? ;)
[19:37:37] <skunkworks_> who knows. maybe in a few weeks there will be a release that will blow everyone away.
[19:37:43] <jepler> skunkworks_: hum, it must be a mistake that you can even see that. the tuxcnc project has zero public mailing lists.
http://gna.org/mail/?group=tuxcnc
[19:38:09] <skunkworks_> jepler: I thought I remember seeing that a while ago. Odd.
[19:40:07] <jepler> skunkworks_: 'To see the collection of prior postings to the list, visit the Tuxcnc-dev Archives. (The current archive is only available to the list members.)' --
https://mail.gna.org/listinfo/tuxcnc-dev
[19:40:54] <jepler> so sometime after august 30 2007, tuxcnc administrators decided the project was better served by a private list
[19:41:06] <archivist> or just died
[19:41:17] <cradek> secrecy is always a big plus for free software projects.
[19:41:46] <jepler> cradek: sometimes you say the opposite of what I think you mean
[19:41:55] <jepler> is there a word for that?
[19:42:47] <cradek> yes I'm pretty sure there is.
[19:45:17] <jepler> the gna website also lists a cvs (which is empty) but there's an unlinked svn
http://svn.gna.org/viewcvs/tuxcnc/ which actually has seen changes in 2009..
[19:45:52] <skunkworks_> For someone who seems to complain that emc2 isn't 'open' enough...
[19:46:29] <skunkworks_> could that be 'built'?
[19:46:39] <jepler> I don't "know"
[19:46:50] <jepler> probably it builds for someone on some system
[19:47:23] <skunkworks_> heh
[19:47:43] <skunkworks_> Hi paul!
[19:48:04] <cradek> oh don't start
[19:48:09] <cradek> oh ... too late.
[19:48:34] <jepler> skunkworks_ started it!
[19:48:43] <skunkworks_> heh
[19:48:48] <cradek> skunkworks_: poopyhead
[19:49:39] <skunkworks_> jepler: When are the standoff supposed to be in?
[19:49:48] <Jymmm> What does anyone care? Just smack skunkworks for instigating crap and move on, it's done, it's been a couple of years, get over it.
[19:50:35] <skunkworks_> *stand-offs
[19:51:00] <jepler> skunkworks_: I have a tracking number, but ups doesn't show a delivery date estimate yet.
[19:51:32] <skunkworks_> Jymmm: every few months I have to looks to see if there is any new info on tuxcnc. Odd - I know.
[19:51:50] <Jymmm> skunkworks get a life ya drama queen!
[19:51:56] <archivist> buying stand offs with cradek and a cnc round the corner
[19:52:17] <Jymmm> skunkworks do you stalk ex gf's too?
[19:52:33] <skunkworks_> No - actually that was the other way around...
[19:52:41] <cradek> hm, that comparison strikes me as surprisingly funny.
[19:52:41] <Jymmm> lol
[19:52:51] <skunkworks_> :)
[19:53:15] <cradek> archivist: I threatened to loan him my sherline lathe so he could make them
[19:53:17] <Jymmm> cradek: The whole "cant let her go" thing came to mind
[19:53:25] <archivist> cradek, hehe
[19:53:34] <skunkworks_> I also search the mach forums for EMC EMC2 and LinuxCNC. Yes I do have problems.
[19:58:20] <geo01005> so are there any currently supported ADC boards besides the Motenc-Lite from vital?
[19:58:32] <Jymmm> skunkworks
http://www.imdb.com/title/tt0098802/
[19:58:48] <Jymmm> skunkworks (sorry, it's the closest I could find)
[19:59:23] <cradek> geo01005: I think mesa has something now - I recall seeing that someone is using it for an extrusion nozzle temperature sensor
[19:59:34] <skunkworks_> heh
[19:59:37] <geo01005> well that is me.
[19:59:41] <cradek> geo01005: I don't know the details though
[19:59:44] <cradek> oh, ha
[19:59:59] <geo01005> just a jurry rig.
[20:00:07] <cradek> howso?
[20:00:14] <skunkworks_> some sort of spa hack?
[20:00:21] <jepler> spa ha ha
[20:00:40] <cradek> "don't copy that floppy!"
[20:00:44] <geo01005> Just uses hm2's raw read and write to read a spi device.
[20:00:50] <skunkworks_> ah - spi ;)
[20:01:16] <geo01005> I'm waiting for seb to write the code for hm2 to support spi the right way...
[20:01:18] <cradek> geo01005: so if the hm2 driver had spi, you'd have a good solution? I think it's planned...
[20:01:36] <geo01005> Yeah, it's in the HM2 todo list.
[20:01:52] <cradek> other than that, I think you're right that motenc is the only choice.
[20:02:12] <geo01005> I started writing code for hm2 spi stuff but I realized I had no idea what I was doing.
[20:02:30] <geo01005> Like usual :)
[20:02:30] <cradek> I have experienced that feeling as well.
[20:02:52] <geo01005> maybe I'll try it again.
[20:03:14] <skunkworks_> what was bjt using for torch sensing? Some V/F converter or something like that.. (from mesa)
[20:03:16] <geo01005> I was hoping that it would get done at the fest.
[20:03:33] <jepler> that was the plan until I bugged seb with stepgen bugs
[20:03:43] <cradek> geo01005: seb hoped that too, but he worked on stepgen instead. it had several/many unexpected problems.
[20:03:45] <Jymmm> blame jepler! lol
[20:04:04] <geo01005> jepler I blame you :)
[20:04:12] <Jymmm> geo01005See, you just need better whining skills is all
[20:04:15] <cradek> he was disappointed he didn't get to it, but stepgen is very important.
[20:04:21] <Jymmm> He who whines the best wins!!!!
[20:04:23] <geo01005> I'm just building a machine for my thesis right now, and I need to sense three or so analog signals.
[20:04:55] <skunkworks_> geo01005:
http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/id,17/catid,10/limit,6/limitstart,0/lang,en/
[20:04:56] <geo01005> For some reason I really want to use the hal for it :)
[20:05:19] <jepler> cool
[20:06:03] <geo01005> thanks skunkworks_ :)
[20:08:36] <geo01005> I haven't seen seb around much lately, he must be pretty busy now anyway.
[20:11:32] <ehj> jepler: newbie ?s on using git
[20:12:03] <ehj> Do I need to install anything other than git and optionally git-gui?
[20:12:30] <ehj> ssh, tk/tcl etc. were already installed.
[20:13:03] <jepler> ehj: if you're using a debian-based system, installing git-core will bring in any requirements you don't already have
[20:13:16] <ehj> k
[20:14:09] <ehj> Seems to have installed with git.
[20:15:04] <jepler> sounds like you're on the right track, then
[20:15:07] <ehj> When I run "git config remote.origin.url ..." I get "could not lock config file".
[20:15:36] <jepler> is this the first time you're using git?
[20:15:40] <ehj> No difference if run with sudo.
[20:15:44] <ehj> yes
[20:15:51] <jepler> that instruction is for people who earlier got a checkout of the "emc2-experimental.git" which was mentioned on the mailing list a few weeks ago
[20:16:00] <jepler> if you didn't ever download it, then that's not the right instruction to follow
[20:17:14] <ehj> k, is there a quick start yet? I searched the emails once already and did not see that. Either I had the wrong list or wrong search term.
[20:17:23] <jepler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Git
[20:17:35] <ehj> k
[20:17:35] <jepler> you've done item 1.1 on that page. do 1.2 and then 2
[20:17:46] <ehj> thanks
[20:19:10] <anonimasu> archivist: you there?
[20:24:07] <ehj> jepler: "git clone ..." gives error "the remote end hung up unexpectedly".
[20:24:55] <jepler> ehj: hmm, same here
[20:25:01] <jepler> cradek: is this clone URL right? git clone git://git.linuxcnc.org/git/emc2-sandbox.git emc2-sandbox
[20:25:54] <ehj> Yes. For user name, should I have entered my source forge user name, or is that just for identification?
[20:26:30] <jepler> ehj: Enter your real name and e-mail address. For instance, I will use user.name "Jeff Epler" and user.email "jepler@unpythonic.net"
[20:26:42] <cradek> fixed
[20:26:43] <geo01005> any suggestions for a new computer that has at least 2 pci slots, no processor fan that will be have low latency?
[20:27:10] <ehj> k, that is what I entered, the user name used with cvs was eric-johnson however.
[20:27:24] <cradek> ehj: try again please
[20:27:49] <archivist> anonimasu, yup
[20:28:00] <ehj> cradek: yes looks like it is working now.
[20:28:51] <cradek> ehj: you can also get a developer checkout if you want to play with pushing changes into the sandbox
[20:29:22] <jepler> cradek: that would be ssh://eric_johnson@git.linuxcnc.org/git/emc2-sandbox.git ?
[20:29:25] <cradek> git:// is a read-only checkout; you can use the ssh:// form for a writable one.
[20:29:34] <cradek> eric-johnson@
[20:29:54] <jepler> oops
[20:29:58] <ehj> k, I will try that next. Thanks
[20:33:22] <anonimasu> archivist: I'll ask the stuff I were going to ask later
[20:33:25] <geo01005> I would like to use an atom 330 board, but I can only find them with one pci slot.
[20:34:25] <ehj> geo01005: Can you use a riser board? There are two slot riser boards.
[20:34:33] <SWPadnos> http://www.pacificgeek.com/product.asp?id=54740
[20:34:53] <SWPadnos> NewEgg used to seel them
[20:35:14] <skunkworks_> SWPadnos: I don't think that is what geo means when he says 'no fan' ;)
[20:35:21] <SWPadnos> they're pretty good for latency, but you need to use a low resolution or video gets screwed up (or you can use a separate video card)
[20:35:23] <SWPadnos> oh yeah :)
[20:35:35] <skunkworks_> very good latency
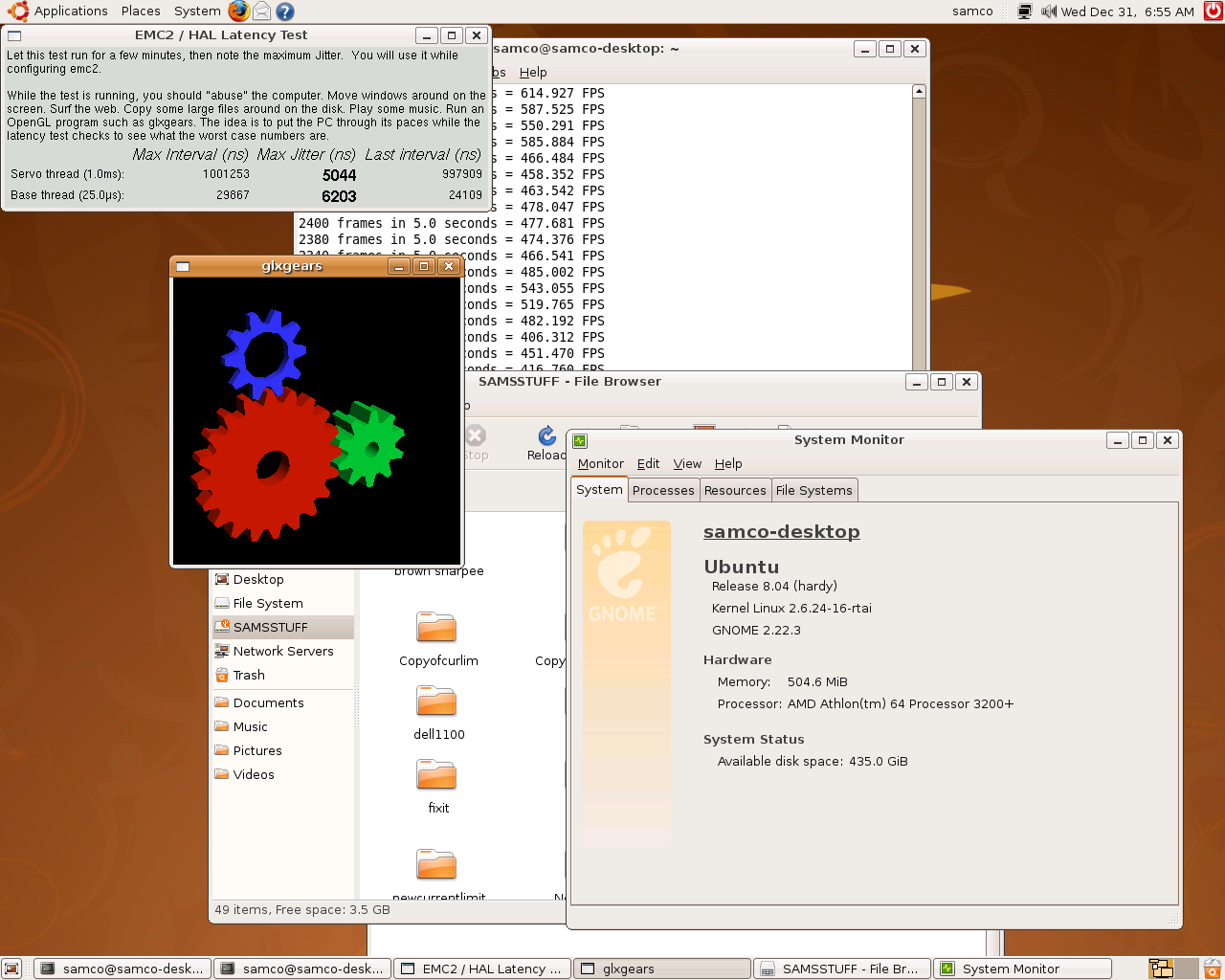
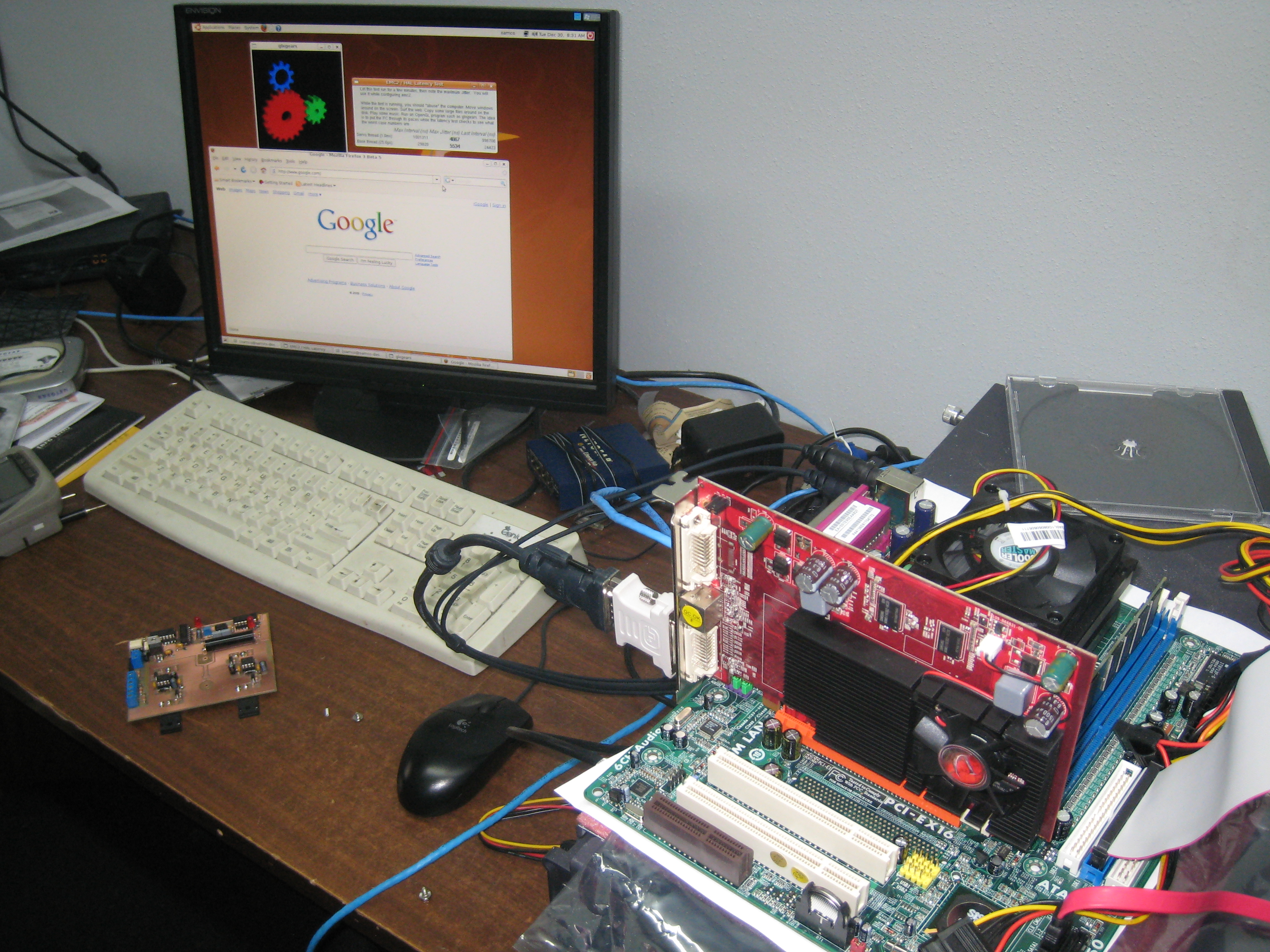
[20:35:58] <skunkworks_> http://www.electronicsam.com/images/KandT/testing/goal3screenshot.png
[20:36:07] <geo01005> Oh, I suppose I can live with a fan...
[20:36:15] <skunkworks_> http://www.electronicsam.com/images/KandT/testing/goal3.jpg
[20:36:35] <skunkworks_> but as SWPadnos says... You really need a video card.
[20:37:02] <anonimasu> im trying to get the seco inserts into my cad program
[20:37:48] <geo01005> I think that I won't have any video except for debugging.
[20:38:29] <ehj> jepler, cradek: Thanks, I was able to do both a read only and developer checkout.
[20:39:25] <jepler> ehj: cool!
[20:39:43] <cradek> yay
[20:40:01] <cradek> for even more fun, try changing something, then commit + push
[20:40:31] <anonimasu> cool, it works..
[20:40:33] <anonimasu> :)
[20:40:36] <geo01005> SWPadnos, skunkworks_ , thatnks, With those numbers I may be able to get away with software stepgen.
[20:41:13] <SWPadnos> you might also consider a single 5i22 instead of two 5i20's (assuming you're going for Mesa)
[20:41:43] <SWPadnos> in fact, on the atom boards, you can use the parallel port with a 7i43 + a PCI card with a 5i22, and you'll have the same number of I/Os as dual 5i20's
[20:42:16] <geo01005> I was thinking that I will end up using a MotencLite for the analog and a mesa.
[20:42:17] <SWPadnos> and they are fanless (on the CPU anyway), and low power (<50W for the whole system, using a D945GCLF2)
[20:42:22] <SWPadnos> hmm
[20:42:35] <SWPadnos> what's the cost of a Motenc?
[20:42:46] <geo01005> $500 ish.
[20:42:54] <SWPadnos> ok, is that 4 channels or 8?
[20:43:22] <anonimasu> http://www.io23.net/ul/files/Insert.png
[20:44:10] <cradek> $500 might help seb make time... :-)
[20:44:15] <geo01005> SWPadnos, I think it has 8 channels of analog input.
[20:44:24] <SWPadnos> ok
[20:44:26] <geo01005> But it is a 4 axis board.
[20:44:46] <SWPadnos> the reason I ask is that I have a board that has 8 DAC + 6 ADC, all 16-bit, which connects to the Mesa
[20:44:56] <SWPadnos> it's expensive though
[20:45:20] <jepler> SWPadnos: and you can't use it at the same time as hostmot2, I assume?
[20:45:23] <geo01005> You have mentioned that before, you don't have an interface for hal though right?
[20:45:38] <SWPadnos> jepler, you could if I'd publish the FPGA source code
[20:45:48] <SWPadnos> yes, I do. the system it's in is a bare HAL setup
[20:46:10] <SWPadnos> 10 kHz loop rate, though the analog I/O can run at ~175 kHz
[20:47:05] <geo01005> It sure sounds like a nice board. What do you use it for? a power supply controller?
[20:47:10] <SWPadnos> yep
[20:47:15] <geo01005> EDM?
[20:47:17] <jepler> bbl
[20:47:21] <SWPadnos> no comment ;)
[20:47:29] <geo01005> ha.
[20:47:39] <alex_joni> as in NDA :P
[20:47:51] <SWPadnos> it's a proprietary system, so I can't give out details of the process it runs
[20:48:17] <geo01005> Hey, me too :)
[20:48:31] <SWPadnos> huh. where are you? :)
[20:48:41] <geo01005> Provo, UT.
[20:48:58] <SWPadnos> hmmm. you're not the user then :)
[20:49:20] <bill2or3> bleh, provo. (hi.)
[20:49:36] <geo01005> Hi bill2or3.
[20:51:30] <geo01005> So I suppose if I use the hal I'll use the stupid MotencLite board.
[20:53:18] <geo01005> Still cheaper than a PLC that is powerful enough.
[20:54:04] <bill2or3> I just got one of these, I may try to make it work w/ emc:
http://www.schmalzhaus.com/EBB/
[20:57:18] <geo01005> bill2or3, can it take just plain step/dir signals?
[20:58:18] <Goslowjimbo> geo01005: I came in a little late. What's wrong with the raw read and write? I thought you were going that way.
[20:58:34] <bill2or3> not sure, it's intended interface is a serial port, but the stepper driver pins may be directly accessible on the board.
[20:59:15] <geo01005> goslowjimbo: I feel like that is not the right way to do things.
[20:59:25] <bill2or3> the drivers are basically these:
http://www.sparkfun.com/commerce/product_info.php?products_id=8368
[20:59:41] <Goslowjimbo> I see
[20:59:46] <geo01005> I'm building this machine for a company and I'll trying to use components they can get support on.
[21:00:09] <geo01005> I'm fine with using raw read and write for my reprap at home though.
[21:00:20] <bill2or3> geo, did you get an extruder head already?
[21:00:33] <geo01005> I have one built yes.
[21:00:52] <geo01005> It isn't much like the others.
[21:01:13] <bill2or3> you built a head from scratch? (nice!)
[21:01:14] <geo01005> http://geo01005-ideas.blogspot.com/2009/04/new-extruder.html
[21:01:41] <bill2or3> I just got a little X-Y stage on ebay, & am deciding what to do with it.
[21:01:49] <bill2or3> a reprap is on the short list.
[21:02:41] <bill2or3> the stage:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=260422827357
[21:03:20] <geo01005> I want a reprap to make prototypes not to ""[RepRap] has been called the invention that will bring down global capitalism, start a second industrial revolution and save the environment..."
[21:03:42] <bill2or3> yeah, I think the self replication thing is over rated.
[21:03:43] <geo01005> I happen to like mass production :)
[21:05:21] <bill2or3> you should see if you can get it to print out a tripod. :-)
[21:06:44] <bill2or3> what extrusion resolution are you getting out of that head?
[21:08:52] <geo01005> uhh, I think a few ten thousandths.
[21:09:29] <geo01005> I haven't had it all connected together at once yet.
[21:09:30] <bill2or3> I saw the cupcake-cnc run, they claim .37'ish mm
[21:09:39] <bill2or3> it was faster than I expected.
[21:10:03] <geo01005> still much slower than the real deal.
[21:10:21] <bill2or3> "real deal" being what?
[21:10:28] <bill2or3> an actual reprap machine?
[21:10:58] <alex_joni> a professional 3D printer
[21:11:37] <bill2or3> ahh, yeah.
[21:12:53] <geo01005> I also think that it is silly that they are spending so much time on printing circuits before figuring out support material.
[21:13:22] <anonimasu> archivist:
http://www.io23.net/ul/files/cutter.png
[21:13:27] <bill2or3> that's kind of the nature of OS projects, I guess.
[21:14:33] <archivist> anonimasu, something like that...I never did a drawing :)
[21:14:48] <anonimasu> I'll cam it and just let the mill work..
[21:14:49] <anonimasu> :)
[21:15:30] <archivist> I have no sensible cam for what I do yet
[21:15:46] <anonimasu> I have for the non profit(hobby stuff)
[21:15:47] <anonimasu> :D
[21:17:05] <archivist> I see you have the insert above the center line like me so the back edge clears
[21:18:53] <i-pink> i-pink is now known as The-shalosh
[21:19:17] <anonimasu> yep, it's offset about 1mm.. so the full edge can cut
[21:19:18] <anonimasu> :)
[21:21:54] <archivist> I was too lazy to fire up solidworks when I made mine.
[21:22:37] <jepler> bill2or3: looks like the step & direction signals on eggbotboard pass through the micro, but you could write a simple firmware that copies 4 bits from the I/O header to the step&direction pins..
[21:23:07] <anonimasu> archivist: do you need to change insert for inner and outer threading?
[21:23:23] <jepler> (and, as long as you can keep it fast enough -- 100kHz would be plenty for emc software stepgen -- do cool extra stuff with the remaining I/Os)
[21:23:32] <archivist> anonimasu, I only mad it for outer
[21:23:41] <anonimasu> I see I need m30 inner and outer :)
[21:24:03] <bill2or3> jepler, I was thinking more of utilizing the serial port. (but I have no idea if that would cause problems with timing)
[21:24:11] <bill2or3> I'm still sorting it all out.
[21:24:24] <archivist> I also tilt the axis to make sure there is no side cut
[21:24:38] <anonimasu> I dont get that
[21:25:02] <archivist> the screw helix angle
[21:25:15] <PCW> As part of our project to Change SoftDMCs I/O to HM2 I/O
[21:25:17] <PCW> I've made a 3 phase HM2 PWM device: 3x 10 bit PWMs updated in one 32 bit word write
[21:25:19] <PCW> triangular PWM mode to double ripple freq and programmable sample time output for ADC
[21:25:20] <PCW> 6 PWM outputs with deadzone, enable out and fault (OC shutdown) input.
[21:25:22] <PCW> (For anyone crazy enough to directly drive a 3 phase IGBT module)
[21:28:42] <jepler> bill2or3: serial, and particularly usb serial, is not appropriate for position control with emc.
[21:29:31] <bill2or3> jepler, ok, knowing that saves me a lot of time & headaches.
[21:29:54] <bill2or3> I have some of the stand alone EasyDrivers, I'll just go with those.
[21:30:10] <anonimasu> archivist: how do you figure out how much to tilt it?
[21:30:30] <jepler> bill2or3: for a slightly handwavey explanation of why,
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Emc2HardwareDesign
[21:30:34] <bill2or3> jepler, so parport generally the way to go?
[21:30:46] <archivist> anonimasu,
http://www.youtube.com/watch?v=Jbp8SJ9RxqI&feature=channel_page that shows the lean so the helix is right angle to the cutter, I know most thread mills dont bother, but I was getting a concave side to the cut
[21:31:07] <bill2or3> handwavey is perfect for me, I'm still wrapping my brain around all of the components of a working emc setup
[21:32:51] <archivist> anonimasu, there are diameter cutter to thread diameter ratios that need to be satisfied to avoid the lean
[21:33:22] <anonimasu> well, I think the lean is in the insert alread
[21:33:23] <anonimasu> y
[21:34:10] <archivist> there is no lean in the insert that what the taper under the insert is for
[21:34:30] <archivist> and its also lost by the rotation
[21:34:50] <anonimasu> hm.. so annoying..
[21:35:32] <archivist> the bough cutters have size ranges related to the problem
[21:35:38] <jepler> bill2or3: yes, parport is the way to go unless you buy a specific emc-supported smart I/O board (mesa, ppmc, and a few others you don't hear much about these days)
[21:35:39] <archivist> bought
[21:36:30] <bill2or3> thanks jepler, I'll just stick with parport then.
[21:36:47] <bill2or3> * bill2or3 digs around in the basement for an antique pc.
[21:45:50] <anonimasu> archivist: what a pain..
[21:46:02] <anonimasu> I need to tilt it as much as it's offset from the center..
[21:46:09] <anonimasu> to avois the back edge scrapint..
[21:46:10] <anonimasu> scraping..
[21:46:52] <archivist> then some fun maffs to get it right
[21:46:59] <anonimasu> maffs?
[21:47:11] <archivist> calculations
[21:47:15] <anonimasu> for the milling?
[21:47:18] <anonimasu> or just for the \
[21:47:20] <archivist> yup
[21:47:27] <anonimasu> I wrote a macro already
[21:50:01] <archivist> now that Ive added the 5th axis I need to update my code to make it easy
[22:01:20] <bill2or3> Will Axis run over X-forwarded-over-ssh ok?
[22:21:43] <jepler> bill2or3: yes, I do that all the time on my local network. Performance suffers some, of course.
[22:29:36] <Jymmm> You can use X-open instead if you dont want the crypto overhead
[22:30:25] <Jymmm> just a thought
[23:37:48] <archivist> interesting pics from a 1950's engine maker
http://www.shipsnostalgia.com/guides/William_Doxford_and_Sons#The_Manufacturing_Process
[23:46:58] <Goslowjimbo> pcw: did you get my message on the bit file? It may have been after you logged off.
[23:47:39] <PCW> Dont remember...
[23:48:28] <PCW> Tell me what you want and I'll cobble one together...
[23:52:29] <Goslowjimbo> You were talking about a custom bit file so I could do the SPI. I have a 7i43 and want to connect a 7i33, a 7i37, and 7i64 board to it. I want to use gpio.035 to gpio.039 for any SPI pins.
[23:53:40] <Goslowjimbo> I realize I dont need all of those pins for one 7i64, but may need more in the future.
[23:55:08] <Goslowjimbo> I'd love to know how to generate the bit files. I have the webpack11, and have rebuilt the CVS comfigurations, but didn't get to figure out how to generate a bit file.
[23:55:36] <Goslowjimbo> configurations
[23:56:41] <Goslowjimbo> I was going to do the raw read and writes like geo01005
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}