Back
[00:34:13] <Dallur1> cradek: not really
[00:34:31] <Dallur1> cradek: to busy building the boat, are you guys considering migrating to git ?
[00:34:59] <cradek> yep!
[00:36:43] <Dallur1> cradek: never used git, used svn quite a lot but my main problem with git has always been the lack of a central "authoritive" copy or server for a company that's a problem
[00:37:19] <cradek> yeah, we will have one that works that way.
[00:37:31] <Dallur1> cradek: head great things about the merge capabilities in git, but then again i'm also a bit scared of the idea of every developer having his/her own branch
[00:38:15] <Dallur1> cradek: makes me think of something one of my teachers told us first day working repositories "Branching is easy, merging is hard"
[00:38:40] <cradek> I think development will still be fairly linear, but sometimes we desperately need more...
[00:39:28] <cradek> we avoid big features/changes currently because if they take long, it causes great pain.
[00:39:51] <Dallur1> cradek: Also the last time I checked git only ran on linux, might not be a problem with emc though
[00:39:55] <cradek> git merge makes keeping up to date much easier.
[00:40:08] <cradek> there is git/windows now.
[00:40:24] <Dallur1> cradek: there is a google talk lecture my linux on git if I remember correctly
[00:40:27] <cradek> but yeah, not sure if anyone will use it.
[00:40:34] <Dallur1> cradek: i'll see if I can find it
[00:40:41] <cradek> I've seen it
[00:41:02] <cradek> he's an ass, but I won't judge git by that.
[00:41:06] <Dallur1> I ment to say "by linus" :Ð
[00:41:12] <cradek> yep
[00:41:38] <Dallur1> yeah, he's arrogant, does not mean his not right, and I see his point for OSS projects
[00:41:57] <cradek> at first I avoided git because of his attitude - but that's a poor reason.
[00:42:16] <cradek> yeah.
[00:42:40] <Dallur1> in any case, it's bound to be better than CVS :)
[00:43:31] <cradek> I'm sure that's true.
[00:44:10] <Dallur1> cradek: you might also want to consider perforce
[00:44:11] <cradek> can I put you down on the "in favor" side? the board is trying to at least get a basic opinion from all the active developers.
[00:44:27] <Dallur1> cradek: i'm in favor yes
[00:45:02] <Dallur1> cradek: From what I have heard, Perforce is supposed to be really good and it's free for OSS projects
[00:45:06] <cradek> perforce is not free software - I think it's not a good choice for us because of that.
[00:45:08] <Dallur1> cradek: but then again it's not OSS
[00:45:12] <cradek> right
[00:45:20] <cradek> IMO that's a show-stopper
[00:46:17] <Dallur1> cradek: It's good to keep it OSS imho, I've just gotten to used to giving in to pressure from spoiled devs :)
[00:47:39] <cradek> heh
[01:24:58] <Valen> hrm
http://cgi.ebay.com.au/a-water-cooled-spindle-motor-1-5kw-with-a-VFD-as-a-set_W0QQitemZ250437652058QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item3a4f3f4e5a&_trksid=p3286.m63.l1177&_trkparms=240%3A1318|301%3A1|293%3A1|294%3A50
[02:22:48] <cradek> mshaver: what were your feelings about the big git switch? I don't remember if you were there for the big discussion at fest
[03:15:23] <mshaver> cradek: I was around for the discussion but, "I don't have a dog in this race". I think that most projects have decided they want something more modern than cvs. Some early "switchers" went to svn. git came out a short while back, and I'd never heard of bzr until fest. I'm sure _any_ of these would be perfectly acceptable, and Jeff (as the release manager) probably has the "biggest dog in the race"!
[03:15:54] <cradek> I'm glad we waited past svn... :-)
[03:16:09] <cradek> yes jeff and I have done the most with releases.
[03:16:58] <mshaver> I think a decision has been made, and you guys should stick to it, unless some other idea wins your support because of its merit. So far, no one has presented a convincing argument otherwise.
[03:17:37] <mshaver> I doubt you'll lose any developers over this no matter which way you go.
[03:18:01] <mshaver> My personal wish? Move the mailing list! :)
[03:18:27] <cradek> to/from what?
[03:19:10] <cradek> sf is slower lately, but that comes and goes
[03:19:42] <mshaver> From SF to another server system. It just seems there are big delays from posting to receiving my own post back.
[03:19:56] <cradek> mshaver: yeah, sadly
[03:20:18] <cradek> mshaver: want to add your "in favor"/"opposed" to the list?
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC2_Development
[03:23:37] <mshaver> For example: You posted today that you may have made a mistake in your list of all committers. This was at 4:59 EDT. I don't think I've received the e-mail you are referencing with the list of "committers".
[03:27:42] <mshaver> Wow. Only 27 commits! I need to hurry up and make some changes! I think I'll change all the whitespace! :)
[03:27:58] <mshaver> Anyway, "In Favor".
[03:28:06] <SWPadnos> indent --wrong-settings / cvs commit
[03:28:49] <mshaver> while(1) indent --random-settings / cvs commit;
[03:29:10] <mshaver> That'll get my stats up!
[03:29:38] <cradek> mshaver:
http://thread.gmane.org/gmane.linux.distributions.emc.devel/2247/focus=2297
[03:35:12] <mshaver> I did have it, just didn't read it closely enough, sorry. What you said, "For someone who is savvy enough to be contributing to a
[03:35:12] <mshaver> free software project, this is just not going to be a hurdle", says it all.
[03:37:16] <mshaver> anyway, going downstairs now to look at this cnc mill that I've got from Smithy for testing. I've got some work to do on it and I'm going to make a list of the parts I need! It will feel good to do real world stuff for a change!
[03:37:38] <cradek> thanks for sharing your thoughts
[03:37:40] <SWPadnos> this isn't real?
[03:39:07] <mshaver> cradek: Opinions are like... well let's just say everyone has them!
[03:39:58] <SWPadnos> "those French. They have a different word for *Everything*!"
[03:40:02] <SWPadnos> :)
[03:40:12] <mshaver> SWPadnos: It's not real unless you can get hurt doing it! Of course, if you count hurt feelings then I suppose it's real enough...
[03:40:22] <SWPadnos> now I'm leaving!
[03:40:28] <SWPadnos> err, I mean good night
[03:40:38] <mshaver> nighty night!
[03:40:44] <mshaver> me 2
[05:27:18] <KimK> To the docs maintainers: In the 20090516 Integrator's Manual, 31.4.2 Realtime Module (ClassicLadder), "The fastest that ClassicLadder can refresh the rungs is one *millisecond*." I think this should be *microsecond*, because...
[05:27:37] <KimK> ...it is followed by "You can put it in a faster thread but it will not update any faster. If you put it in a slower [than] one microsecond thread then ClassicLadder will update the rungs slower. The current refresh rate will be displayed on the section display, it is rounded to microseconds."
[05:28:53] <KimK> Plus on my one-rung ladder, on a 1 millisecond servo thread, the CL display bounces around the 4-19 microsecond area.
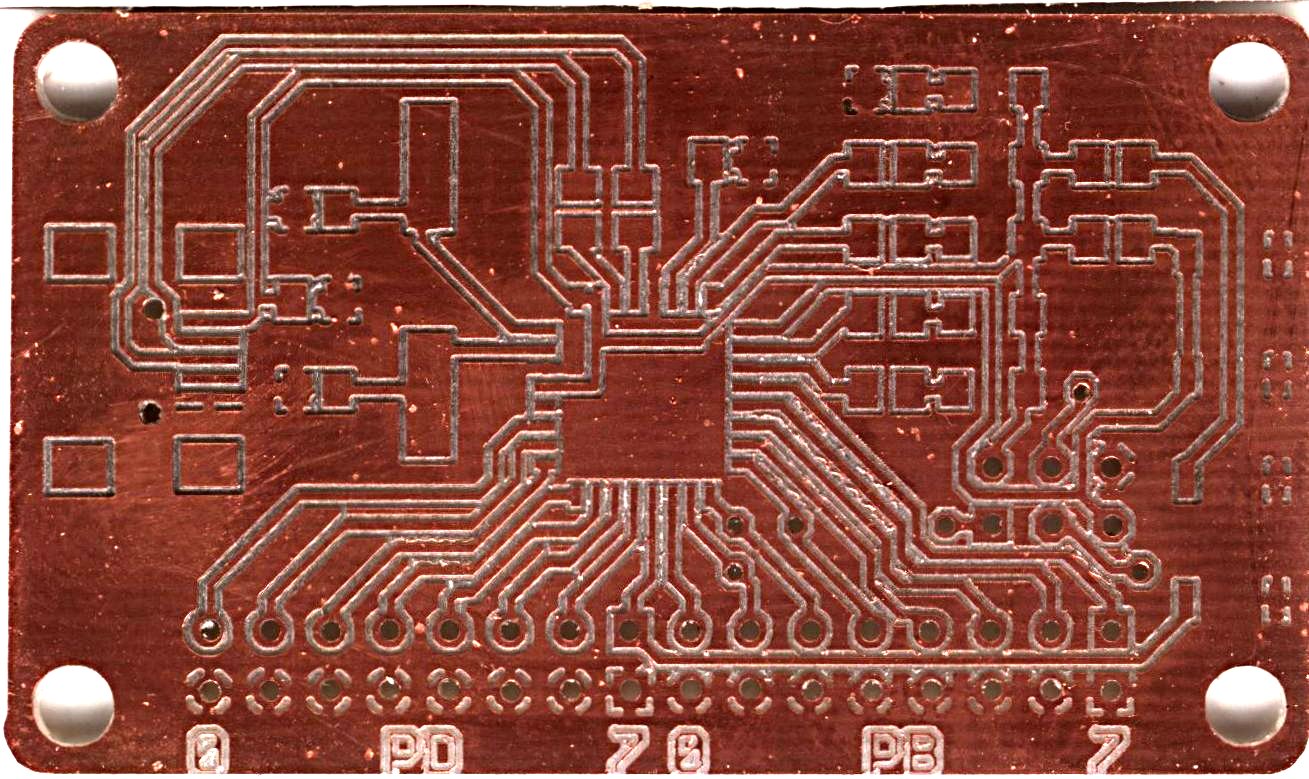
[08:43:06] <Spida> anybody here who does isolation milling for circuit boards? on which hardware? what kind of precision (on the board) do you get?
[08:43:53] <pjm__> morning, Spida i have made some boards on my mill using isolation routing, seemed to work reasonably well
[08:44:42] <pjm__> http://pjm.dyndns.org/cam/pcb_test.jpg was one of my very early tests
[08:46:33] <Spida> can you tell me something about the dimensions of the lines/spaces?
[08:48:32] <pjm__> the small pads with adjacent grounding pads are for 0805 smt
[08:53:19] <Spida> how many lines can you put parallel in one cm?
[08:54:11] <pjm__> a few i'd imagine, the minimum line width is about 0.2mm
[08:57:02] <Spida> and the minimum isolation-space width?
[09:03:25] <alex_jon1> depends on the voltage you're planning ;)
[09:03:31] <alex_jon1> alex_jon1 is now known as alex_joni
[09:05:16] <Spida> alex_joni: of course, but if I am planning for something like 5V, I guess the performance of the machine is the limiting factor....
[09:07:55] <archivist> Spida,
http://www.timeguy.com/cradek/cnc/pcb
[09:09:33] <Valen1> pjm thats some nice machining right there
[09:09:40] <Valen1> what were you using for a spindle?
[09:13:57] <Spida> archivist: is that your page?
[09:17:52] <pjm__> Valen1 that was with my dremel attachment!
[09:17:57] <pjm__> a bit crappy i know
[09:18:23] <Valen1> were those links meant to be there?
[09:18:33] <Valen1> between the rows at the top
[09:19:11] <Spida> pjm__: how long do you use your tools? I heard they wear out pretty fast...
[09:21:52] <pjm__> ah yeah i tend to just regrind them each time i think they are getting blunt
[09:24:09] <Spida> pjm__: how often is that? I heard something about once for each board...
[09:24:27] <Valen1> depends on the tooling you use
[09:24:42] <archivist> Spida, no not mine
[09:24:44] <pjm__> yeah i tend to grind up my own cutters for the pcb's
[09:25:02] <Valen1> if you use carbide cutters/drills I think they are good for ~25k holes but they also need ~25k rpm
[09:25:21] <pjm__> basically get a carbide drill, put it in the dremel, with the dremel running quite fast, put it on a grinding wheel and make a shallow angle taper
[09:25:27] <piasdom> g'mornin all
[09:25:35] <pjm__> then grind a flat one side of the point
[09:27:20] <Spida> Valen1: 25k holes, but how long for milling?
[09:27:39] <Valen1> dunno
[09:27:50] <Spida> how many circuit boards?
[09:27:58] <Spida> one, ten, hundred?
[09:28:01] <Valen1> people drilling 25k holes aren typically milling their PCB's
[09:29:24] <Valen1> Valen1 is now known as Valen
[09:45:37] <anonimasu> :)
[09:49:56] <christel> [Global Notice] Good morning all, in two days, we'll be dropping expired nicks and channels. This is a semi-automated process to clear out the deadwood in the services db. Please remember to identify to NickServ and see
http://bit.ly/Q6iKn for more further information. Have a good day and thank you for using freenode.
[11:30:18] <christel> [Global Notice] Good Afternoon all, this coming Thursday (June 11th) we'll be pruning the Services databases, clearing out stale nicks and channels. To prevent your grouped nicks being dropped and to avoid disappointment, please make sure to IDENTIFY. More information can be found at
http://bit.ly/10nqla Thank you for using freenode and have a good day.
[12:27:55] <jepler> Spida: one of my efforts:
http://media.unpythonic.net/emergent-files/sandbox/tqfpboard.jpg
[12:28:14] <jepler> Spida: in my experience, the tools last until I make an error and break them. perhaps someday I'll become careful enough to run a tool until it dulls, instead.
[12:30:00] <archivist> interesting how the cuts look raised in the pics (optical delusion)
[12:30:13] <Spida> jepler: how many lines do you get on 1cm?
[12:31:44] <jepler> Spida: inchland here .. I generally use a trace width and separation of 10mil, so the distance between two trace centers = 20mil ~ .5mm
[12:31:59] <jepler> (1mil = .001 inch = .0254mm)
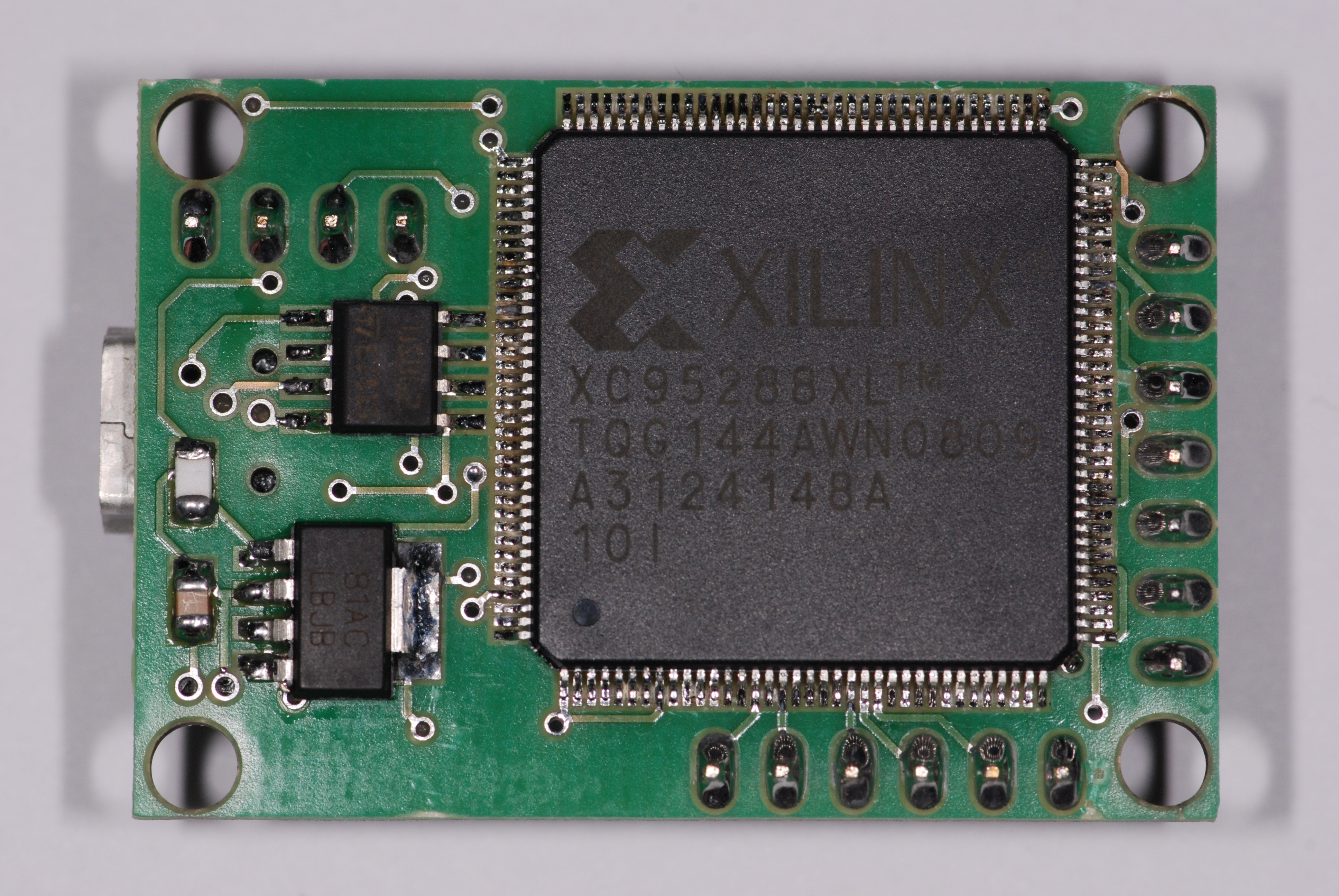
[12:32:50] <jepler> if I recall correctly, the central package is a .8mm tqfp. I wouldn't enjoy soldering anything finer
[12:33:35] <alex_joni> it's quite easy actually even on finer
[12:34:09] <jepler> http://media.unpythonic.net/emergent-files/sandbox/tqfpboard-composite.jpg
[12:34:22] <Spida> http://www.spida.net/tmp/platinen/whirlygig-bottom.jpg <- this is tqfp 144, 0.5mm
[12:35:03] <jepler> commercially produced?
[12:35:05] <Spida> etched pcb, handsoldered.
[12:35:24] <jepler> how do you silkscreen it?
[12:36:48] <Spida> I had that done at f-l.de
[12:37:04] <alex_joni> jepler: ever used tips like the one on the right?
http://www.curiousinventor.com/images/guides/smt/tips.jpg
[12:37:06] <Spida> thats some commercial service here.
[12:38:02] <Spida> does boards with a maximum of 100*160mm (in small parts, too) for 40 euros a piece...
[12:39:19] <Spida> jepler: I have one thats looks like that, but didn't try it yet...
[12:39:28] <Spida> aeh, that was for alex_joni
[12:41:35] <jepler> alex_joni: the tip I use is
http://www.parts-express.com/pe/showdetl.cfm?Partnumber=372-127 1/32" conical tip
[12:42:09] <alex_joni> jepler: you need to try one with a bevel
[12:42:13] <jepler> alex_joni: perhaps so
[12:42:15] <alex_joni> it's soooo much easier to solder
[12:42:21] <alex_joni> you need solder paste
[12:42:30] <alex_joni> applies on all pads, then you stick the part ontop
[12:42:42] <alex_joni> and using the bevel tip you just run once over all pins
[12:42:46] <alex_joni> and it's done
[12:43:21] <Spida> sounds nice
[12:43:33] <jepler> if I apply too much solder, it ends up creating bridges, particularly between fine smd pads. how will solder paste not do the same?
[12:46:43] <alex_joni> jepler: the solder is inside the tip
[12:46:53] <alex_joni> there's a cavity where it gets collected
[12:47:05] <alex_joni> and it only "comes" out when it has sides to fuse on
[12:47:22] <alex_joni> you need a bit of skill to handle the angle and the speed for the tip though
[12:47:34] <alex_joni> if you go too slow then you get too much solder, and bridges
[12:49:13] <jepler> bbl, must go to work
[12:49:23] <alex_joni> I meant flux not paste
[12:53:44] <alex_joni> you can see at around 5:19 here:
http://www.youtube.com/watch?v=3NN7UGWYmBY
[13:03:15] <cradek_> jepler: I looked at my aluminum pile this morning and I have some plate that's about .25 x 2.7 x infinity. I also have some plate .5 x infinity x infinity. have you figured out what thickness you need for the motor mounts?
[13:03:20] <cradek_> cradek_ is now known as cradek
[13:04:33] <archivist> infinity fits in a pile?
[13:04:43] <cradek> yeah
[13:04:50] <cradek> you want half? :-)
[13:05:04] <archivist> heh
[13:05:37] <archivist> been pricing ally for a machined pile
[13:06:09] <cradek> is it high over there?
[13:06:45] <archivist> dropped a bit /me hopes it drops more
[13:07:56] <cradek> http://www.kitconet.com/charts/metals/base/spot-aluminum-5y-Large.gif
[13:08:03] <cradek> in the US, the time to stock up is now
[13:08:46] <archivist> looks like it
[13:09:18] <archivist> I wish I had spare cash at the moment
[13:09:21] <cradek> http://www.kitconet.com/charts/metals/base/lme-warehouse-aluminum-5y-Large.gif
[13:09:32] <cradek> wow, stockpiles are way up, maybe it will still drop more
[13:09:40] <cradek> nobody's buying
[13:09:43] <skunkworks_> where do you buy your .5 X infinity x infinity? ;)
[13:10:15] <cradek> skunkworks_: inifinity is relative to the ~ 1x2" parts we're planning to make
[13:11:36] <Spida> ss
[13:11:39] <Spida> argl
[13:21:18] <jepler> cradek: probably .25
[13:21:32] <cradek> good
[13:21:47] <cradek> I know some screw heads need to be counterbored - I wasn't sure what they would be.
[13:22:32] <jepler> you're right, I should make sure of the head dimension
[13:22:39] <jepler> I was thinking of the bearing thickness only
[13:27:04] <jepler> this table says head height .138 inches
[13:27:25] <jepler> so if the counterbore goes .15 inches, that leaves .10 inches
[13:27:35] <cradek> sounds fine
[13:30:18] <skunkworks_> I Get mine from infinity^2 metal company. They extract the metal from black holes.
[13:35:50] <alex_joni> someone's trying to sound funny today
[13:38:02] <skunkworks_> trying? I thought I was always annoyingly funny.
[13:39:48] <skunkworks_> in my mind anyways.
[14:02:28] <jepler> cradek: does anything nice happen to the formula if you simplify tan(acos(x)) ?
[14:04:19] <jepler> also, does your formula assume R1 < R2?
[14:05:24] <cradek> I don't know, and I don't know
[14:05:38] <cradek> I doubt it assumes that
[14:09:22] <cradek> it would be nice if it could be simplified further
[14:09:32] <cradek> what trig identity am I missing?
[14:16:31] <skunkworks_> tan(acos(x)) == sqrt(1 - x**2) / x
[14:16:48] <skunkworks_> does that seems simpler?
[14:17:01] <skunkworks_> http://git.sympy.org/?p=sympy.git;a=commitdiff;h=334917603895aba3e9f7b7d2171afeaf9f4c0bcb
[14:17:29] <jepler> yeah that's the identity I was finally working out
[14:18:40] <skunkworks_> it does come out the same for the few values of x I tried ;)
[14:19:11] <jepler> tan theta = sin theta / cos theta; sin theta = sqrt(1 - cos^2 theta)
[14:20:30] <SWPadnos> other than zero, that's a good identity
[14:21:39] <cradek> added a camera shot of my derivation...
http://timeguy.com/
[14:22:00] <cradek> would be cool if someone can simplify it
[14:23:15] <SWPadnos> oh, was that the original problem
[14:23:25] <SWPadnos> I would just use the calculator at sdp-si :)
[14:24:14] <SWPadnos> is the intent to use toothed pulleys or flat?
[14:24:52] <jepler> toothed
[14:24:58] <cradek> when I did this, it was for V - doesn't matter though
[14:25:10] <cradek> I wanted the correct answer
[14:25:33] <SWPadnos> toothed belts have specific lengths, so you have to fiddle with the separation to get it to work
[14:26:06] <cradek> I was designing a set of step pulleys and I wanted certain ratios and same c-c distance
[14:27:10] <SWPadnos> ah - a different problem
[14:27:25] <SWPadnos> (but mostly the same)
[14:27:36] <cradek> yeah
[14:32:23] <jepler> >>> L
[14:32:24] <jepler> 2*R1*(pi - acos((R1 - R2)/D) + D*(1 - (R1 - R2)**2/D**2)**(1/2)/(R1 - R2)) + 2*R2*(acos((R1 - R2)/D) - D*(1 - (R1 - R2)**2/D**2)**(1/2)/(R1 - R2))
[14:32:27] <jepler> >>> sympy.simplify(L)
[14:32:29] <jepler> (-2*R1**3*acos((R1 - R2)/D) + 2*R2**3*acos((R1 - R2)/D) - 6*R1*R2**2*acos((R1 - R2)/D) + 6*R2*R1**2*acos((R1 - R2)/D) + 2*D*R1**2*(D**(-2))**(1/2)*(2*R1*R2 + D**2 - R1**2 - R2**2)**(1/2) + 2*D*R2**2*(D**(-2))**(1/2)*(2*R1*R2 + D**2 - R1**2 - R2**2)**(1/2) - 4*D*R1*R2*(D**(-2))**(1/2)*(2*R1*R2 + D**2 - R1**2 - R2**2)**(1/2) - 4*pi*R2*R1**2 + 2*pi*R1*R2**2 + 2*pi*R1**3)/(-2*R1*R2 + R1**2 + R2**2)
[14:32:33] <cradek> hahaha
[14:32:35] <jepler> hm, I don't care much for the "simplification"
[14:33:01] <SWPadnos> but it has R2D2 in it
[14:33:06] <SWPadnos> several times
[14:37:53] <SWPadnos> man, what a bummer. Simon and Garfunkel are playing on our anniversary
[14:38:04] <SWPadnos> but they're playing in Sydney, Australia
[14:39:45] <skunkworks_> togather?
[14:39:52] <skunkworks_> together?
[14:39:58] <SWPadnos> yes
[14:40:04] <skunkworks_> For some reason I thought they where mortal enemys
[14:40:13] <SWPadnos> I think they were for a long time
[14:40:24] <cradek> then they ran out of cash?
[14:40:28] <skunkworks_> heh
[14:40:29] <SWPadnos> could be :)
[14:49:48] <Jymmmm> jepler: Chocolate Chip Cookie Recipe?
[14:51:14] <Jymmmm> SWPadnos: But if it had C3PO you could always metl it down for gold scrap
[14:51:39] <SWPadnos> indeed
[14:51:49] <SWPadnos> but I think he's just gold plated
[14:52:55] <Jymmmm> Oh, then hook him up with Kathy Griffin and go on the gay/lesbian comedy circuit
[14:53:12] <skunkworks_> do we know if it is even gold? it is a galaxy far far away..
[14:54:08] <jepler> skunkworks_: it should not surprise you to hear that this has been debated at length.
http://boards.theforce.net/classic_trilogy/b10002/15044060/r15044297/
[14:54:09] <Jymmmm> SWPadnos: In your cameras, are you streaming mpeg2?
[14:54:14] <SWPadnos> no
[14:54:43] <Jymmmm> SWPadnos: then what are you streamng?
[14:54:47] <SWPadnos> nothing
[14:54:51] <Jymmmm> ?
[14:55:14] <SWPadnos> the cameras take photos, those are downloaded, scaled, cropped, and placed on a server
[14:55:30] <SWPadnos> then someone else takes the images and makes quicktime and flv files out of the stills
[14:55:33] <Jymmmm> no still, video
[14:55:56] <Jymmmm> realy?
[14:55:59] <SWPadnos> I have no video cameras, and I have done no work with the live view modes on the still cameras
[14:56:07] <skunkworks_> jepler: yikes
[14:56:09] <SWPadnos> hence my answer - no streaming
[14:56:20] <Jymmmm> I thought you did some very hi speed video cameras
[14:56:24] <SWPadnos> sort of
[14:56:45] <SWPadnos> the end product is a moving picture (video), but the source, and everything I deal with, is stills
[14:57:43] <Jymmmm> and this is what you were working on when we were tlaking about gig switches and the like?
[14:57:49] <SWPadnos> yep
[14:57:56] <Jymmmm> or 10GigE pipes?
[14:58:00] <SWPadnos> yep
[14:58:19] <Jymmmm> how big is one still?
[14:58:32] <SWPadnos> for MTV, they started at 3 MP
[14:58:38] <SWPadnos> the cameras can do 12 MP
[14:58:48] <SWPadnos> and we may have 100 cameras in the next rig
[14:59:35] <skunkworks_> SWPadnos: do you have a sample from the mtv awards?
[14:59:37] <Jymmmm> hmmmm, ke I'll take your word for it, but the numbers don't add up
[14:59:53] <Jymmmm> framerate for the stills?
[14:59:57] <geo01005> cradek:
http://imagebin.org/51945
[15:00:22] <SWPadnos> how about 48 of them:
http://www.mtv.com/photos/2009-mtv-movie-awards-fashion-360/1611667/3945724/photo.jhtml
[15:00:40] <SWPadnos> Jymmmm, one frame every few seconds, but maybe faster later
[15:02:03] <skunkworks_> SWPadnos: very cool :)
[15:02:09] <SWPadnos> yep, it worked out well
[15:02:34] <Jymmmm> SWPadnos: how many cameras on the link?
[15:02:45] <SWPadnos> this setup had 48 cameras
[15:03:11] <Jymmmm> oh Isee them now, abut 8" apart?
[15:03:21] <cradek> geo01005: I don't understand it
[15:03:27] <SWPadnos> 15-3/8" or so :)
[15:03:48] <cradek> the last line is not simplified, and where did b come from?
[15:04:31] <geo01005> Just one what of simplifying your equation, the second part assumes that (R1-R2) is equal to b and -(R1-R2) is -b
[15:05:24] <Jymmmm> SWPadnos: And what did you do? Create the electronics to control and manipulate the cameras and storage?
[15:06:32] <SWPadnos> I designed the trigger system (hardware and software), wrote all the scripts to capture and process the images, and put together the netwok to move all the data (12 computers on the truss, one server, plus several mac clients)
[15:06:41] <SWPadnos> network
[15:07:09] <SWPadnos> organizing that amount of data, in that environment, is a real pain
[15:07:24] <Jymmmm> SWPadnos: You know, you could have made things similer just by using Barbie USB camera and a shake-n-bake oven
[15:07:53] <Jymmmm> or Speak and Spell
[15:07:54] <SWPadnos> there were plenty of Barbies arounf
[15:07:57] <SWPadnos> d
[15:09:24] <Jymmmm> somebod did a good job on hiding the cabling
[15:09:29] <geo01005> cradek: Sorry I forgot to re-simplify, here is the result
http://imagebin.org/51947
[15:09:36] <SWPadnos> yep. that took quite a bit of time
[15:09:50] <SWPadnos> the triangular truss helps a lot, we stuck some black wireway inside it
[15:10:05] <cradek> cool, thanks
[15:10:55] <Jymmmm> SWPadnos: Did you guys have to adj a camera or two during the shoot?
[15:11:11] <SWPadnos> in what way?
[15:11:18] <Jymmmm> angle
[15:11:28] <SWPadnos> no, not really
[15:11:43] <SWPadnos> it might have been good to re-align at some point, but that process is a real pain
[15:11:45] <Jymmmm> ok, I noticed one or two cameras were off a bit
[15:11:59] <archivist> hold your eyes on the cameras during a flick, you notice the position errors
[15:12:05] <SWPadnos> I think the truss ended up being not-quite-circular, you can see the cameras weave around a little bit
[15:12:13] <Jymmmm> ah, ok
[15:12:41] <SWPadnos> if you look at the gap between the edge of frame and a camera, it changes a little
[15:12:54] <SWPadnos> it was probably also not quite flat
[15:13:12] <Jymmmm> gotcha
[15:13:40] <SWPadnos> usually, we try to hide the rig, so you wouldn't notice that kind of thing
[15:13:50] <SWPadnos> in this case, they wanted to see it - it was part of the "look"
[16:09:02] <christel> [Global Notice] Hi all! This coming Thursday (June 11th) we'll be pruning the Services database, removing expired nicks and channels. Please make sure you IDENTIFY to NickServ to ensure you don't get disappointed. A few more of these notices will be forthcoming in the next 24-36 hours and we ask you visit
http://bit.ly/10nqla for more information. Thank you for using freenode and have a good evening!
[16:10:34] <eric_unterhausen> I don't know why I did it, but the auto upgrade to ubuntu 9.04 seems to have gone smoothly
[16:10:53] <alex_joni> eric_unterhausen: on a non-emc2 machine?
[16:11:30] <SWPadnos> from what to 9.04?
[16:11:31] <eric_unterhausen> yes, on my desktop, 64 bit
[16:11:39] <alex_joni> 5.10
[16:11:40] <alex_joni> :P
[16:11:42] <SWPadnos> har
[16:11:47] <eric_unterhausen> it was 8.10 or something like that
[16:11:50] <SWPadnos> ok
[16:11:57] <alex_joni> that should be ok
[16:12:04] <SWPadnos> I just booted up one of the power supply controllers, and it's running dapper
[16:12:17] <SWPadnos> I'm debating whether to upgrade it to 8.04 or not
[16:12:44] <eric_unterhausen> I have a hard time convincing myself to upgrade something like that
[16:12:46] <SWPadnos> I guess I can still get emc2.3 for dapper, so the additional featuers of comp should be available
[16:12:48] <SWPadnos> yeah
[16:13:02] <SWPadnos> this is for one of the engineers to experiment with other things on
[16:13:05] <eric_unterhausen> I have some control computers still running Redhat 9.something
[16:13:30] <SWPadnos> so the UI and easy programming features are more important than having an identical system to the installed ones
[16:13:38] <SWPadnos> brb
[18:13:48] <alex_joni> does youtube work for you?
[18:15:24] <micges> here yes
[18:17:00] <alex_joni> working here too now
[18:17:02] <alex_joni> http://www.youtube.com/watch?v=M8ijWbg_seI
[18:17:12] <archivist> alex_joni, probably like I cant get www.ab.com from here, silly routing problem somewhere
[18:33:20] <skunkworks_> alex_joni: are the steppers setup in velocity mode?
[18:33:51] <alex_joni> skunkworks_: I think so
[18:34:00] <alex_joni> at least that's what he said
[18:34:04] <skunkworks_> neat
[18:36:53] <SWPadnos> I'm hoping that's a mm machine
[18:37:05] <SWPadnos> .005 is a pretty big FERROR in inches
[18:37:25] <skunkworks_> heh
[18:37:26] <eric_unterhausen> SWPadnos, is the lathe running?
[18:37:30] <SWPadnos> no
[18:37:51] <eric_unterhausen> cradek has one running, correct?
[18:37:52] <SWPadnos> I haven't applied power to it anywhere
[18:37:54] <SWPadnos> yes
[18:38:01] <SWPadnos> and Kirk Wallace
[18:38:28] <archivist> eta?
[18:38:52] <SWPadnos> for mine - a while. I have a lot of work to do this summer
[18:39:00] <SWPadnos> of course :(
[18:39:06] <SWPadnos> (then again: :) )
[18:40:01] <archivist> refit fodder 320379862655
[18:40:54] <archivist> wants too much money though
[18:41:04] <eric_unterhausen> money is bad
[18:41:12] <eric_unterhausen> I have no room for one either
[18:41:16] <cradek> so glad my machines are servo... that looks soooo slow
[18:41:32] <cradek> for one of the video shots I could tell from the sound that it was rapiding, but I couldn't tell what was moving
[18:41:35] <eric_unterhausen> I want to get a bicycle-sized sandblasting cabinet
[18:41:41] <eric_unterhausen> no room for that either
[18:42:09] <cradek> but if it's homing steppers to index, that's pretty neat.
[18:43:05] <SWPadnos> to scale index even
[18:43:14] <eric_unterhausen> cradek: what video?
[18:44:08] <archivist> http://www.youtube.com/watch?v=M8ijWbg_seI
[18:45:05] <eric_unterhausen> izzat a deckel?
[18:45:44] <eric_unterhausen> those are some robust sounding steppers anyway
[18:46:19] <cradek> looks like rapid is 10mm/sec
[18:46:55] <eric_unterhausen> need a netflix account to keep yourself sane
[18:47:17] <cradek> I don't know what it is, but it looks stout
[18:47:56] <eric_unterhausen> there is at least one other brand of mill that is configured like that
[18:48:11] <cradek> also, looks like he's done some updating to tkemc
[18:48:55] <archivist> interesting mention of touch screen,
[18:49:32] <archivist> * archivist hopes for info to be fed back
[18:52:17] <eric_unterhausen> I am hoping to get my touchscreen to work, but the same can be said for my mill :)
[18:53:43] <archivist> ive downloaded a few things to try the touchscreen here but got no joy yet
[18:55:37] <EbiDK> EbiDK is now known as EbiDK|AWAY
[19:00:14] <alex_joni> archivist: I have the tkemc version somewhere
[19:00:57] <archivist> alex_joni, would be interesting to try, see if this screen works
[19:08:36] <alex_joni> hmm.. don't think I have the latest
[19:10:03] <EbiDK|AWAY> http://www.instructables.com/id/Birth-of-Man-Mixing-Board/ I'm a little curious how this story works but hey, cool mixer anyway :P
[19:10:10] <alex_joni> http://pastebin.ca/1454159
[19:22:46] <archivist_emc> thanks alex_joni /me saving it and having a read
[19:24:06] <alex_joni> archivist_emc: might not hold those changes
[19:24:12] <alex_joni> I'll ask for a newer one
[19:27:06] <mshaver> DEFAULT_LINEAR_VELOCITY: It's in [TRAJ] in configs/max/max.ini, and in [DISPLAY] in configs/sim/.axis.ini. Where should it be really?
[19:30:39] <SWPadnos> mshaver, they do different things, so both may be necessary
[19:31:17] <SWPadnos> I think in the DISPLAY section, it's used to set the initial position of a slider (can't remember the name of it at the moment)
[19:31:57] <alex_joni> SWPadnos: I'm not sure that's true
[19:32:04] <alex_joni> the TRAJ one doesn't do much iirc
[19:32:19] <alex_joni> it should be in [DISPLAY], and it's used for the default linear jogging speed
[19:33:13] <mshaver> The Integrator Manual says DEFAULT_VELOCITY goes in [TRAJ], no mention of ANGULAR or LINEAR.
[19:33:38] <alex_joni> ANGULAR and LINEAR are probably AXIS specific
[19:33:44] <alex_joni> it's newer than the other GUIs
[19:34:27] <mshaver> So, DEFAULT/MAX/MIN_ANGULAR/LINEAR_ACCELERATION/VELOCITY all go in [DISPLAY]?
[19:36:20] <mshaver> For AXIS?
[19:36:46] <mshaver> Like the Integrator Manual says?
[19:37:48] <BJT-Work> those are AXIS specific and go in the DISPLAY
[19:38:22] <mshaver> Cool! Thanks! I was just looking for confirmation of this!
[19:39:06] <SWPadnos> um. there are different meanings in DISPLAY vs TRAJ
[19:39:34] <SWPadnos> I don't know that there is any reason for _ACCELERATION to be in DISPLAY, since (AFAIK) AXIS doesn't have any accel control
[19:40:17] <SWPadnos> for _VELOCITY, the numbers in DISPLAY will define the top end of the various UI sliders
[19:40:24] <mshaver> SWPadnos: Right, but I was looking for their "GUI meaning" so that Smithy's EZ-Trol would be consistent with AXIS.
[19:40:27] <SWPadnos> whereas in TRAJ, those will be hard limits
[19:40:30] <SWPadnos> ok
[19:40:42] <BJT-Work> there is no acceleration in display
[19:40:51] <BJT-Work> only velocities
[19:42:31] <mshaver> OK, I was only really concerned with <something>_VELOCITY. SO the <something>_ACCELERATION ones go in [TRAJ]? That's what I would expect.
[19:42:53] <SWPadnos> I guess I was trying to say that it's not either/or
[19:43:19] <SWPadnos> you may want both DISPLAY and TRAJ MAX_VELOCITY settings
[19:43:27] <SWPadnos> (I'm not sure why, but you might :) )
[19:44:15] <mshaver> Right. They could be in both? Need to find this out for the manual to be right.
[19:44:23] <SWPadnos> yes, they're different limits
[19:44:51] <SWPadnos> in the DISPLAY section, the MAX_VEL will set the top end of the "speed limit" slider in AXIS (whatever it's called)
[19:45:18] <SWPadnos> in the TRAJ section, it will set the (constant, read at startup only) overall TP velocity limit
[19:46:07] <mshaver> Yes, it's just that these params aren't qualified with LINEAR or ANGULAR in the description of [TRAJ] in the Integrators Manual.
[19:46:36] <mshaver> So it's not the exact same string of chars
[19:46:41] <SWPadnos> I'm not sure, but I think they were split out because angular and linear axes use different units
[19:47:15] <mshaver> just MAX/MIN_ACCELERATION/VELOCITY
[19:47:34] <mshaver> THey should be, but it's not described in the manual that way.
[19:47:55] <mshaver> just an observation....
[19:48:10] <SWPadnos> I don't know if I'm more reliable than the manual. I suspect I'm not :)
[19:49:29] <archivist> BJT-Work, while I think about it look at todays log KimK left a documentation comment
[19:49:49] <BJT-Work> archivist thanks
[19:50:58] <mshaver> SWPadnos: "To thine own self be true, and it must follow, as the night the day, thou canst not then be false to any man."
[19:51:32] <SWPadnos> modern translation: "be confident, and eventually you'll convince others you're right"
[19:51:39] <SWPadnos> or something like that :)
[19:51:44] <mshaver> HA!
[20:01:14] <Jymmmm> Or... If you can't dazzle them with brilliance, baffle them with bullshit.
[20:02:11] <BJT-Work> * BJT-Work goes home to play with the tractor
[20:04:22] <eric_unterhausen> I'd feel like an idiot if my price list didn't allow copy/paste
[20:20:37] <Jymmmm> SWPadnos: Seems strange... pay you all that money only for 48 photos =)
[20:22:35] <Jymmmm> SWPadnos: not the paying you part, as much as the only 48 photos part.
[20:22:53] <SWPadnos> there were 59 people, two takes each, each take was 48 photos
[20:22:58] <SWPadnos> it's a lot more than 48 photos
[20:23:12] <Jymmmm> SWPadnos: Well, I mean 48 videos
[20:23:15] <SWPadnos> they had to take some down because the traffic borked their site
[20:23:27] <alex_joni> got an URL?
[20:23:37] <SWPadnos> http://www.mtv.com/photos/2009-mtv-movie-awards-fashion-360/1611667/3945724/photo.jhtml
[20:23:38] <Jymmmm> http://www.mtv.com/photos/2009-mtv-movie-awards-fashion-360/1611667/3947240/photo.jhtml
[20:23:39] <alex_joni> lets slashdot it :D
[20:23:48] <SWPadnos> tou and 100000 others
[20:23:50] <SWPadnos> you
[20:24:05] <SWPadnos> I don't know if you noticed, but you can zoom in on those images
[20:24:07] <alex_joni> hmm.. bugger
[20:24:14] <alex_joni> it says powered by Nikon, not SWPadnos
[20:24:22] <SWPadnos> yeah, strange, isn't it
[20:24:24] <Jymmmm> SWPadnos: I noticed, and was looking for you mug
[20:24:36] <SWPadnos> I'm in the blue tent, wearing a white shirt
[20:24:48] <SWPadnos> I'm sure you can't see me well in any of them
[20:25:05] <Jymmmm> I'll have to loo again
[20:25:19] <SWPadnos> I think you'll only catch my white-clad arm
[20:27:28] <alex_joni> SWPadnos: I can see you
[20:27:31] <alex_joni> http://www.mtv.com/photos/2009-mtv-movie-awards-fashion-360/1611667/3947240/photo.jhtml
[20:27:56] <SWPadnos> oh, I think I stuck my head out for Megan Fox :)
[20:28:04] <alex_joni> 6th foto from the end
[20:29:54] <alex_joni> same here:
http://www.mtv.com/photos/2009-mtv-movie-awards-fashion-360/1611667/3947609/photo.jhtml
[20:30:02] <Jymmmm> SWPadnos: So, how many sample Nikon's were you able to keep?
[20:30:39] <SWPadnos> I have 11 D300's here
[20:30:46] <SWPadnos> but no D700
[20:31:31] <alex_joni> seen the new canon 5d mkII ?
[20:31:36] <SWPadnos> yep
[20:31:41] <alex_joni> should probably have been just as good
[20:31:46] <SWPadnos> not for this
[20:31:51] <alex_joni> why not?
[20:32:55] <SWPadnos> the shutter lags aren't consistent enough
[20:33:06] <cradek> that's a pretty neat effect
[20:33:45] <alex_joni> hmm.. if you say ;)
[20:34:06] <alex_joni> I like the through network live preview part
[20:35:13] <cradek> is it the people or clothes that (are supposed to) make this interesting?
[20:35:19] <Jymmmm> SWPadnos: Waas the post procesing live?
[20:35:23] <SWPadnos> in this case, both
[20:35:30] <alex_joni> cradek: must be the combination
[20:35:42] <alex_joni> each taken by it's own are boring :D
[20:35:49] <cradek> looks like people I don't know, wearing slightly odd clothes :-)
[20:36:01] <SWPadnos> Jymmmm, the post processing was done in < 90 seconds for each effect
[20:36:18] <SWPadnos> actually, the time from capture to finished flv and quicktimes was < 90 seconds
[20:36:23] <archivist> you can see camera lag hand rotating this one
http://www.mtv.com/photos/2009-mtv-movie-awards-fashion-360/1611667/3947609/photo.jhtml
[20:36:38] <archivist> look at her face and hands
[20:37:18] <SWPadnos> she didn't move - I'd bet any artifacts are from jpeg compression or something happening to the rig
[20:37:23] <SWPadnos> she was one of the last people we shot
[20:37:48] <Jymmmm> SWPadnos: Ah, ok. So you grabbed the image via USB, did you have hubs in the scafolding?
[20:37:55] <SWPadnos> no
[20:37:59] <SWPadnos> we had computers
[20:38:07] <SWPadnos> 4 cameras per computer
[20:38:13] <SWPadnos> ethernet to the server
[20:38:30] <alex_joni> archivist: if you look closely you'll see the cameras aren't perfectly aligned (hard to do in field condition, so the fotos might be slightly up/down)
[20:38:40] <archivist> her expression changes
[20:38:43] <alex_joni> (look at the line of cameras while rotating)
[20:39:01] <cradek> who painstakingly blocked out all the computer cases?
[20:39:02] <SWPadnos> I'm sure the rig got bumped several times, so the alignment was likely a little off by the time she came around
[20:39:05] <cradek> (and why?)
[20:39:14] <SWPadnos> you can see the computers
[20:39:23] <SWPadnos> they're small black boxes
[20:39:34] <alex_joni> her face size changes
[20:39:35] <Jymmmm> covered in black
[20:39:52] <alex_joni> in the jpegs
[20:40:40] <SWPadnos> normally, we would have done a better job with the stabilization and color/exposure matching
[20:40:47] <SWPadnos> but they actually wanted it to look a little "raw"
[20:41:13] <SWPadnos> also, we'd normally have more than a 1.2MPixel image, and it sure as hell wouldn't be jpeg compressed to hell
[20:41:19] <SWPadnos> hell hell
[20:42:04] <Jymmmm> SWPadnos: How did you deal with banding (not sure if that's the right term
[20:42:15] <SWPadnos> not sure what you mena
[20:42:15] <Jymmmm> eye fish
[20:42:17] <SWPadnos> mean
[20:42:30] <SWPadnos> oh, lens correction?
[20:43:10] <Jymmmm> um, I can't remember the term... it's when the outside is semi fish eyed
[20:43:29] <archivist> barrel distortion
[20:43:33] <SWPadnos> yep, that's it
[20:43:38] <SWPadnos> we didn't deal with it
[20:44:18] <Jymmmm> oh, cause that is a real bich dealing with it manually
[20:44:34] <SWPadnos> if you figure out the right incantations, imagemagick can do it for you
[20:45:39] <alex_joni> SWPadnos:
http://a123.g.akamai.net/7/123/7104/v0001/mtvcomstor.download.akamai.com/8601/_!/mtv.com/onair/movie_awards09/360/show/11_hannah_beth/11_hannah_beth.swf
[20:46:00] <Jymmmm> I took shots of a 100yo factory that was being destryed of one wal that was 200 foot or so long, and moved the camera in 10-15ft inrements to get a mural image, turned out icky
[20:46:02] <alex_joni> watch that for 5 minutes
[20:46:30] <Martinp23> [Global Notice] Hi all! This coming Thursday (June 11th) we'll be pruning the Services database, removing expired nicks and channels. Please make sure you IDENTIFY to NickServ to avoid disappointment. A few more of these notices will be sent in the next 24-36 hours - but please do visit
http://bit.ly/10nqla for more information. #freenode is here to help! Thank you for using freenode and have a good evening!
[20:46:55] <archivist> perv!
[20:47:04] <alex_joni> there are some filters that do nice barrel distortion based on focal length and focus distance
[20:47:11] <alex_joni> (even from EXIF)
[20:47:17] <SWPadnos> I could just look at the source images instead :)
[20:47:29] <SWPadnos> there are even a few at full res
[20:47:32] <alex_joni> yeah, but it doesn't constantly spin like that :P
[20:47:42] <Jymmmm> You can see the treelace is off in the link alex_joni gave
[20:47:54] <Jymmmm> trellace
[20:48:17] <SWPadnos> it's too bad they didn't use the second take of that one - she jumped for that one
[20:48:40] <SWPadnos> Jymmmm, you can see the minor position and rotation corrections in that flv as well
[20:48:40] <Jymmmm> SWPadnos: are the white square reflecters or lights?
[20:48:44] <SWPadnos> LED lights
[20:48:46] <SWPadnos> just for looks
[20:48:53] <Jymmmm> oh, not IR ?
[20:49:20] <Jymmmm> are they lit?
[20:49:31] <SWPadnos> yes, that's why they show up as qhite squares
[20:49:34] <SWPadnos> white
[20:49:38] <Jymmmm> ah
[20:51:14] <Jymmmm> heh that link reminds me of those music boxes with the dancing ballet
[20:51:57] <Jymmmm> SWPadnos: Nice job btw!!!
[20:52:18] <SWPadnos> thanks
[20:52:35] <Jymmmm> SWPadnos: If that's not licensed, you could set that up at a carnical and make some money
[20:52:41] <Jymmmm> carnival
[20:52:50] <Jymmmm> cruise ships, etc
[20:52:57] <SWPadnos> it seemed to be a big hit - there are half a dozen new jobs out for bid
[20:52:58] <alex_joni> archivist:
http://www.cncecke.de/forum/attachment.php?attachmentid=5673&d=1244537545
[20:53:14] <SWPadnos> Jymmmm, yep, loads of places to use something like that
[20:53:18] <Jymmmm> SWPadnos: you mean to do what you did?
[20:53:21] <alex_joni> you need to do HDTV on those cameras next
[20:53:32] <alex_joni> err.. HD videos I mean
[20:53:34] <SWPadnos> to go use that system, or another just like it
[20:53:43] <SWPadnos> yeah, that would be nice
[20:53:48] <SWPadnos> lots more data though :)
[20:53:52] <alex_joni> right
[20:53:57] <Jymmmm> SWPadnos: do you have a non compete clause?
[20:54:12] <SWPadnos> I don't own any of that equipment, and it would cost me about $200k to get it
[20:54:16] <alex_joni> not sure about the Dx00 but the canon can only shoot to CF HD vids
[20:54:17] <SWPadnos> so non-compete is meaningless
[20:54:36] <SWPadnos> yes, the Nikons that do video also will only shoot to CF, AFAIK
[20:54:36] <alex_joni> maybe Jymmmm wants to sponsor one
[20:54:39] <Jymmmm> SWPadnos: I think you could make your money back easily and you could get sponsorship
[20:55:04] <Jymmmm> SWPadnos: I'm sure Nikon would love to get new things out like that
[20:55:05] <SWPadnos> I don't have a non-compete, but it would be pretty shitty of me to go and compete with my customer
[20:55:23] <SWPadnos> assuming they pay all those large invoices :)
[20:55:51] <Jymmmm> SWPadnos: From what youve mentioned to me, they were pretty bitchy, or was that soemone else?
[20:56:01] <archivist> alex_joni, is that a registration only or ? /me cannot read german
[20:56:20] <SWPadnos> they tend to be fickle, but since there's a big success at the moment, they seem more willing to pay up on time
[20:56:35] <alex_joni> archivist: crap, thought you can see the pic
[20:56:38] <alex_joni> let me imagebin it
[20:57:13] <alex_joni> http://imagebin.org/51980
[20:58:20] <archivist> that I can see :)
[20:59:28] <alex_joni> still german :P
[21:09:32] <alex_joni> g'night all
[21:10:27] <micges> good night alex
[22:39:18] <labrat> I am trying to run EMC on Jaunty, I know that it is not supported on Jaunty but I am hoping somebody can help me anyway.
[22:39:38] <labrat> I have compiled a rtai kernel and installed rtai 3.7 and the rtai tests work great.
[22:39:43] <mozmck> I might can some.
[22:40:00] <labrat> I can compile emc both 2.3.1 and trunk as run in place but I always get the same error.
[22:40:24] <labrat> when trying to run no errors compiling
[22:40:36] <labrat> RTAPI: ERROR: failed to map shmem
[22:40:48] <labrat> HAL: ERROR: could not open shared memory
[22:40:57] <labrat> halcmd: hal_init() failed: -9
[22:41:07] <labrat> NOTE: 'rtapi' kernel module must be loaded
[22:41:12] <archivist> do you have enough memory
[22:41:30] <labrat> I have 1 MB installed in machine
[22:41:45] <archivist> tiny
[22:42:40] <labrat> sorry that is 1GB opps
[22:42:58] <archivist> heh slight difference
[22:43:26] <mozmck> I have emc2 running on jaunty here.
[22:43:51] <mozmck> can you run it as root (sudo)?
[22:46:18] <labrat> yes it loads when I run sudo ./scripts/emc from my install folder
[22:47:29] <mozmck> ok. I had the same problem.
[22:48:49] <mozmck> You need both of the following lines in /etc/security/limits.conf
[22:48:51] <mozmck> * soft memlock 10240 #EMC2
[22:48:51] <mozmck> * hard memlock 20480 #EMC2
[22:49:30] <mozmck> I had the hard memlock as I had already seen documentation on that, but needed the soft memlock as well.
[22:49:56] <mozmck> jepler pointed me to a page on the wiki which mentioned that way at the bottom, but I can't find the page right now...
[22:50:04] <labrat> Yes I to added the hard memlock entry but did not see anything about the soft memlock
[22:50:34] <mozmck> Ah, here it is:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?RtaiSteps
[22:51:00] <mozmck> that did the trick for me.
[22:55:39] <labrat> do I need to restart after the change?
[22:56:52] <labrat> never mind I just read the page that say to log out and then back in
[22:59:23] <mozmck> yeah, just a logout works
[22:59:36] <mozmck> I'll be back later. let me know if it works
[23:00:45] <labrat> Its working thanks a lot
[23:12:22] <sliptonic> Anyone here familiar with classicladder, specifically the one-button touch off example documented on the wiki?
[23:14:37] <sliptonic> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadderExamples#Single_button_probe_touchoff
[23:16:05] <SWPadnos> do you have a specific question about it?
[23:18:45] <sliptonic> I had it working well under 2.2. After upgrading to 2.3 it stopped working. I've renamed the pin as described in the wiki but it's still not working.
[23:19:07] <SWPadnos> ok, interesting. can you post your HAL file(s)?
[23:19:19] <sliptonic> The probe works and it sets the touch-off correctly but doesn't retract.
[23:19:29] <sliptonic> Also, it only runs one time.
[23:19:47] <SWPadnos> sounds like the two (r) resets in the bottom rung aren't getting executed
[23:20:08] <SWPadnos> or M3 isn't finishing
[23:20:27] <sliptonic> That's what I was thinking too. I don't know much about classicladder. How do I troubleshoot it?
[23:21:00] <SWPadnos> you can watch it execute - the GUI is animated if the realtime stuff is running when you start it
[23:21:18] <SWPadnos> I think the AXIS machine menu has a classicladder entry
[23:22:30] <sliptonic> Here's my jgro.hal
http://pastebin.com/d310b98b8
[23:23:28] <SWPadnos> there's got to be more, that one doesn't load CL
[23:24:20] <sliptonic> custom.hal
http://pastebin.com/mcb867b5
[23:25:29] <sliptonic> custom.postgui
http://pastebin.com/d50760ff0
[23:26:09] <SWPadnos> ok. you should definitely take a look at the CL GUI while running through a touch-off cycle
[23:26:32] <SWPadnos> if you can post your CL file, that could also help (though it won't help me, I'm not a CL expert ;) )
[23:27:47] <sliptonic> where is the cl file?
[23:28:12] <SWPadnos> it should be in the same directory as the hal files
[23:29:28] <sliptonic> Would it have a .clp extension?
[23:29:58] <SWPadnos> yes
[23:30:24] <SWPadnos> Touch_OFF_Button.clp - from your custom.hal file
[23:30:35] <sliptonic> Here tis:
http://pastebin.com/m11962f7f
[23:30:51] <SWPadnos> not that it's human-readable :)
[23:31:11] <sliptonic> No wonder I never bothered to look deeper.
[23:31:17] <SWPadnos> heh
[23:31:36] <SWPadnos> I'm not sure I have a PC running that I can load this with
[23:31:51] <SWPadnos> (and like I said, I'm not an expert with CL)
[23:34:26] <sliptonic> When I ran the touch off cycle I got pink lines up to the %M1 and %T0 in the bottom section.
[23:34:55] <sliptonic> Then an error about 'probe tribed during non MDI move'.
[23:35:03] <sliptonic> tripped.
[23:35:26] <SWPadnos> oh, interesting. Did you get that error before?
[23:35:38] <SWPadnos> or did it just not finish (and refuse to repeat)
[23:37:45] <sliptonic> I'd never seen the error before. I just re-ran it and got the same pink lines but no error. Just halted and refused to run again.
[23:38:25] <sliptonic> The error might have been caused by me trying to manually trip the probe.
[23:39:19] <SWPadnos> could be. there are various error conditions that probing looks for (or optionally not, depending on the G-code you use)
[23:40:55] <SWPadnos> it'll take me a minute to set up a sim config that I can load this ladder in
[23:41:11] <sliptonic> np. Any help at all is great.
[23:44:25] <sliptonic> My timer symbol in the gui is different than what is documented on the wiki. Mine has 2 connectors on either side. Could that mean anything?
[23:45:53] <SWPadnos> it sure could
[23:45:59] <SWPadnos> but I don't know what .)
[23:46:01] <SWPadnos> :)
[23:48:13] <sliptonic> I couldn't find a way in the GUI to produce the symbol shown and assumed it was done with 2.2. A number of the variable names changed like %Q2 -> CLoutB2 so I didn't think much about it.
[23:49:44] <SWPadnos> those should be OK, as long as you change any references in the HAL files
[23:50:09] <SWPadnos> the block labeled "TM" in the editor has only two connections
[23:51:23] <sliptonic> Mine has 4 labled E,C,D,R. The vertical from %B1 is connecting to E.
[23:52:30] <SWPadnos> well, I'm sure there's someone who knows just what changed. unfortunately that person isn't me
[23:52:43] <sliptonic> This config was copied from the files on cnczone in 2.2 and not manually entered.
[23:53:06] <SWPadnos> yep, I'm not sure what happened between 2.2 and 2.3 (except what I read on the wiki)
[23:53:22] <sliptonic> Ahh. What I have is what you get if you use 'old timer block'
[23:53:49] <SWPadnos> oh wait, the wiki tells you what to do :)
[23:53:55] <SWPadnos> connect the C pin to the E pin ;)
[23:54:24] <SWPadnos> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UPDATING#Classicladder_changes
[23:56:54] <sliptonic> Do I just do that with a vertical connector? Doesn't seem to have an effect.
[23:57:14] <SWPadnos> you may need to connect a short horizontal and a vertical
[23:57:26] <SWPadnos> I don't know that you can have a vertical directly on the pins
[23:58:07] <sliptonic> Whoa! It did something. Let me retry this.
[23:58:53] <sliptonic> Sweet! That did it.
[23:59:29] <SWPadnos> cool
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}