Back
[00:08:07] <skunkworks> Spida:
http://cvs.linuxcnc.org/cvs/emc2/nc_files/tool-length-probe.ngc
[00:11:20] <Spida> skunkworks: What hardware do you use? Can you use a normal switch? Or do you need something more reproducible?
[00:14:21] <skunkworks> Spida: I am using a micro style switch for setting tool length. (making circuit boards) IIRC It had less than .001 repeatabillity.
[00:15:42] <Spida> skunkworks: ah, ok
[00:16:24] <Spida> skunkworks: what kind of precision do you need for your boards?
[00:16:37] <Spida> not just of the switch, but on all axis?
[02:15:12] <jmkasunich> I can never decide if I should measure the length of a ball end mill to the actual end, or to the center of the ball end
[02:19:30] <SWPadnos> cutting edge, I'd say
[02:19:36] <John_F> I think if you are going to make a 3 d shape then the lenth should be to the center of the ball and the too offeset will be the radius of the tool
[02:20:10] <SWPadnos> I guess it depends on whether you'd want e.g. a 1/4" gouge in your work when you move along at Z=+0.001
[02:20:49] <John_F> but if the offset for the tool works in all 3 dimensions you wont have a gouge
[02:21:14] <SWPadnos> if you offset to the center of the ball, that's 1 radius above the cutting tip
[02:21:30] <SWPadnos> ie, where the end mill is first at full diameter
[02:21:38] <jmkasunich> tool diameter offset only works in XY, and tool length offset only works in Z
[02:21:49] <jmkasunich> SWPadnos: exactly
[02:22:31] <jmkasunich> and I want to cut more with the "equator" of the tool than with the "south pole"
[02:22:43] <SWPadnos> but the south pole still cuts
[02:22:58] <jmkasunich> in this part, it doesn't cut much (if at all)
[02:23:15] <SWPadnos> in that case, I'd go with whatever works :)
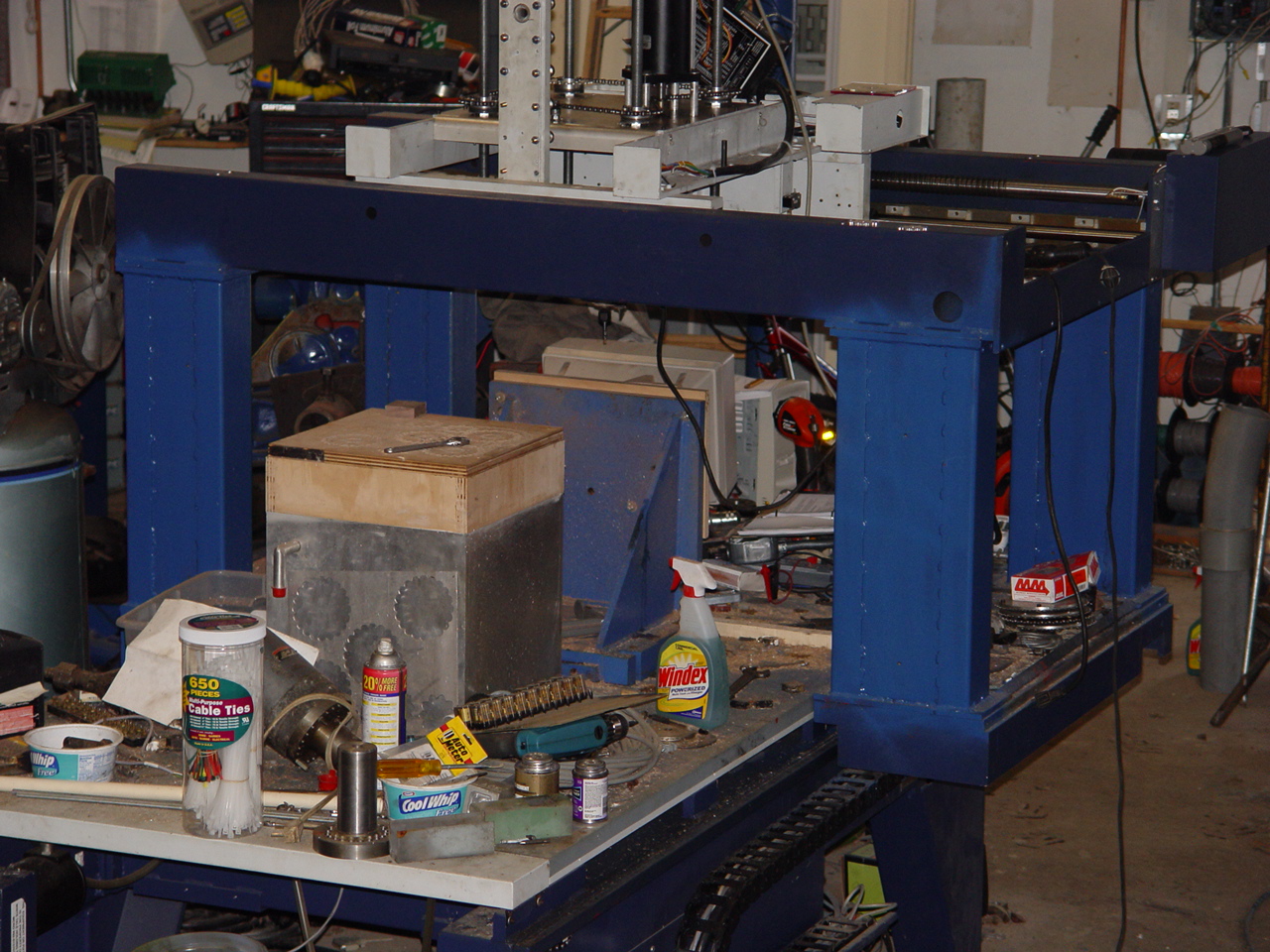
[02:23:19] <jmkasunich> http://willepadnos.net/jmkasunich/port-machined-2014.jpg
[02:23:51] <jmkasunich> the roughing starts at the top and works down (square end mill), then the finishing does the same
[02:23:58] <SWPadnos> how thin doe sthat "top" wall end up after machining?
[02:24:18] <jmkasunich> what you see is a finished part
[02:24:39] <SWPadnos> right - I'm wondering how thin that machined area ends up
[02:25:10] <jmkasunich> you mean from there to the outside of the casting? pretty thick I bet - at least 1/8", maybe 3/16"
[02:25:16] <SWPadnos> ah, okj
[02:25:23] <SWPadnos> it doesn't look that heavy
[02:25:37] <jmkasunich> the drilled holes are 17/64
[02:25:57] <SWPadnos> ok
[02:26:36] <SWPadnos> it would make more sense to offset to the center of the ball if we had full 3D tool shape offsetting
[02:26:47] <SWPadnos> but since we don't, I'd go with whatever works
[02:27:23] <SWPadnos> on that note, I think I'll go to bed
[02:27:29] <SWPadnos> night folks
[02:28:33] <jmkasunich> goodnight
[02:28:43] <jepler> see you SWPadnos
[02:55:04] <eric_unterhausen> too bad enco doesn't take paypal
[08:13:22] <renesis_> renesis_ is now known as renesis
[08:27:40] <archivist> motioncontrol, see the following replay after you went
[08:27:41] <archivist> logger_emc: bookmark
[08:27:41] <archivist> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-06-04.txt
[08:29:48] <motioncontrol> archivist doog morning .i don't understand
[08:31:17] <archivist> http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-06-03.txt
[08:38:14] <motioncontrol> ok thanks for help archivist
[08:38:47] <motioncontrol> if no possible tool compensation along y , i have big problem
[08:39:40] <archivist> fix the code :)
[08:39:53] <motioncontrol> i thing only solution when change the work spindle , invert feedbak encoder and analog out the y axis with z axis
[08:40:46] <motioncontrol> archivist do you thing?
[08:41:49] <archivist> I dont use tool offsets so does not affect me (not read docs much for that either)
[08:44:12] <motioncontrol> ok thank, for help.evening i speak with jepler or alex for help.more thanks
[09:18:13] <piasdom> g'mornin all
[10:24:51] <rob__> rob__ is now known as robh_
[12:34:25] <rob535> hi, what determins the overall max axis velocity, eg when sendingall axis home why do i have a combined 10m/min & not see a axis go to 10m/min with others following it as right now max i see is ~7.5m/min with x y z
[12:37:03] <archivist> that would probably need a separate motion planner to do any different
[12:39:01] <rob535> just i have 10m machine but neaver realy get there
[12:41:32] <rob535> shame there is no setting to allow the max combined velcotiy of macine
[12:42:59] <archivist> I want to get somewhere safely not max speed
[12:44:01] <rob535> quite funny seeing machine move at 7m in say Z, then do 10m in next line of code for 100mm
[12:45:32] <rob535> but other controls get there full speed, 3 axis possion, longer distance determins max speed, which is what im sort of seeing on emc but it does not get to 10m whn i has plenty of room to get up there
[12:51:35] <piasdom> rob535: is that two more more axis moving at the same time ? if so, i don't think ya'll get max travel
[12:53:53] <piasdom> ~two or more
[12:58:31] <rob535> two or more yes, singleyes 10m right away combined you get overall of 10m or so
[13:01:05] <BJT-Work> is 14 or 15mm square bar a stock size in millimeter countries?
[13:02:29] <BJT-Work> for steel
[13:04:14] <rob535> 15 quare is i bellive yes
[13:05:36] <BJT-Work> thanks, that means this Harley luggage rack was most likely was made in china...
[13:05:41] <archivist> first uk supplier I get is inch :)
[13:06:22] <BJT-Work> a guy asked me if I had any 9/16 square steel stock... I busted out laughing
[13:06:42] <archivist> http://www.metalfast.co.uk/aluminiumsquare.htm
[13:08:41] <archivist> hmm most are inch
[13:09:18] <BJT-Work> looks like 15mm is stock for 1018
http://www.spahrmetric.com/index.php?id=10
[13:09:32] <cradek> rob535: when several axes move together, they follow the constraints of the slowest axis. maybe one is set slower than you think in your ini file.
[13:09:41] <rob535> yea most UK suppliers still inch but most are switchin now
[13:10:07] <cradek> if all axes are set to 10, and you move them all together, the tooltip will move faster than 10, not slower
[13:10:24] <rob535> cradek even an axis that is now moving? as 4th axis is slower velocity
[13:10:41] <cradek> I guess I don't understand
[13:10:50] <rob535> not not now
[13:10:57] <cradek> ?
[13:11:21] <rob535> i command X Y Z to move, i have A axis setup but it has a slower max velocity set
[13:12:38] <rob535> maybe it is obaying the A axis max velocity even tho it is not moving? hence why not 10m/min as you say
[13:13:40] <archivist> g1 or g0
[13:14:21] <rob535> g0
[13:14:38] <cradek> if you're moving XYZ, it will not worry about A's constraints
[13:14:42] <cradek> pastebin your ini file?
[13:18:26] <rob535> http://pastebin.ca/1447536
[13:18:57] <cradek> what emc version is this?
[13:20:22] <rob535> 2.3.1
[13:20:45] <cradek> since you have mixed units, you should remove [TRAJ]MAX_VELOCITY
[13:22:18] <cradek> does your machine really move 166 mm/second?
[13:23:00] <rob535> 10m/min
[13:23:19] <cradek> ok, fast machine
[13:24:58] <cradek> so if you move from 0,0,0 to 300,300,300 you should get a move at about 17000 mm/min
[13:25:42] <cradek> if you move along any axis alone, you should get about 10000 mm/min
[13:25:51] <cradek> I'm talking about the velocity readout on the AXIS screen
[13:26:00] <cradek> is that what you mean too? or are you measuring something else?
[13:27:02] <cradek> brb
[13:27:31] <rob535> i was looking at each axis encoder velocity reading seeing no axis get to max speed, i will check the axis display velocity again now brb
[13:28:06] <cradek> of course short moves may not get up to that velocity, due to acceleration limitations - you should test with long moves
[13:28:38] <cradek> the axis encoder velocity might have the wrong scaling? I'm not sure what all is involved in that calculation.
[13:28:58] <cradek> it might not be directly in mm/sec unless you set it up that way (I'm not sure)
[13:29:25] <cradek> because encoders only know counts, not mms, unless you do some scaling
[13:29:48] <cradek> brb again
[13:32:30] <rob535> i do have scales set on them , here is hal,
http://pastebin.ca/1447553
[13:48:19] <SWPadnos> rob535, if you were looking at individual axis encoder velocities, then seeing lower than 10m/min makes sense. you had an overall TRAJ limit of 10m/min, which would limit the vector velocity to that
[13:48:30] <SWPadnos> meaning that each axis alone must move slower
[13:48:36] <rob535> cradek just checked on machine, display on axis screen (gui) only goes to 10000mm does not show going faster
[13:49:02] <SWPadnos> if you remove the TRAJ limit as cradek suggested, then combined moves will only be limited by the individual axis limits
[13:49:23] <rob535> taken out setting cradek mention in main traj section
[13:49:23] <SWPadnos> so a move from (0,0,0) to (1000,1000,1000) would move at 10*(sqrt(3)) m/min
[13:49:27] <SWPadnos> ok
[13:49:38] <SWPadnos> then you shuold now be limited only by the actual move
[13:52:43] <rob535> just did 300mm move and 1000 but maxed out at 10m
[13:53:01] <SWPadnos> that's the vel display in AXIS that maxed out?
[13:54:25] <rob535> yes on gui screen
[13:54:46] <SWPadnos> was it a G0 or a G1 move?
[13:55:01] <SWPadnos> also, is the feed override set to 100% (or higher)?
[13:55:58] <rob535> g0 move, each axis on encoder scale is doing around 5.7m
[13:56:02] <rob535> feed on 100%
[13:57:12] <SWPadnos> and you're quite sure you removed the MAX_VELOCITY setting from the [TRAJ] section, saved the file, and restarted EMC?
[13:57:39] <rob535> any axison its own gets to 10m fine
[13:58:04] <rob535> put # on it but yea i will try remove it fully
[13:58:52] <SWPadnos> the # should work, but the save and restart are also key :)
[14:00:07] <rob535> yes ok removed it now fully restarted
[14:00:16] <rob535> still same
[14:00:24] <SWPadnos> odd
[14:05:11] <SWPadnos> hmmm. how would you do a 1000mm move?
[14:05:31] <SWPadnos> the travel limits are basically 550x400x400 mm
[14:07:39] <rob535> 100 sorry even doing max distnace even or odd axis distance same effect
[14:08:03] <SWPadnos> ok, on a 100mm move I'm not sure it should reach max vel
[14:08:03] <rob535> like something is capping overall at 10m
[14:08:24] <SWPadnos> I guess it should
[14:08:47] <SWPadnos> yeah, I don't know what would do that if the TRAJ limit has been removed
[14:09:19] <SWPadnos> since individual axes can move at full speed, it's not a tuning / motor limit problem (you'd get a following error if it were)
[14:09:38] <rob535> i belive the drives will take an even harder ramp as does not quite excelerate as hard as old control did yet
[14:10:34] <piasdom> could the axis display be displaying the wrong info ?
[14:10:38] <rob535> like i said iv tryed each axison there own large or small distance and they get to 10m where needed fine, just whenu bring two or more ino question
[14:11:20] <SWPadnos> could you report your ini file?
[14:11:22] <SWPadnos> repost
[14:11:27] <rob535> u can see machine is only doing 7m or so compared to when u see it doing 10m in an axis so i belive display it pritty on top of things in terms of scale
[14:11:59] <SWPadnos> sure, an XY move at 10m/min is .707m/min for each axis
[14:12:57] <rob535> http://pastebin.ca/1447603
[14:14:34] <SWPadnos> and just to be sure, you aren't moving A in this test, right?
[14:15:58] <geo01005> How about the #
[14:15:59] <geo01005> MAX_LINEAR_VELOCITY = 166.667
[14:16:13] <rob535> just xyz or xy etc no a
[14:16:26] <geo01005> line number 60
[14:17:00] <SWPadnos> geo01005, that line shouldn't matter, it's in the DISPLAY section
[14:17:07] <geo01005> Ahh, I see.
[14:17:21] <SWPadnos> it should be used for setting the FO slider limits, if it's used at all
[14:18:35] <rob535> in a feed move it seems tohave same behaviour
[14:19:24] <rob535> f12000 axis gui caps at 10000 same encoder reback as a g0
[14:19:51] <SWPadnos> it's not AXIS capping it. you can ask for F9999999 and it will be limited by the trajectory planner
[14:19:55] <archivist> not the slider which is the limit is it?
[14:24:39] <rob535> yea 8m feed does 8m in 1 axis etc
[14:26:29] <SWPadnos> so G1 F20000 X400 Y400 Z400 goes 10m/min instead of 17-ish?
[14:27:19] <rob535> correct
[14:28:01] <SWPadnos> well, unfortunately I'm not in a position to do any testing here at the moment, so I can't go any further in debugging
[14:29:32] <rob535> no problem but thx for your time anyway
[14:29:53] <SWPadnos> sure. sorry we couldn't get it fixed right away
[14:29:59] <rob535> i still have plenty to get working and sorted on machine
[14:30:21] <rob535> my other namein here is robh btw just im at workright now, so guess i better do some work anyways hehe
[14:30:30] <SWPadnos> heh
[14:30:35] <archivist> whats the machine?
[14:30:48] <rob535> Leadwell
[14:31:05] <rob535> with mitsubishi M0 or was, now EMC powered :)
[14:32:30] <rob535> next up for conversion is a hardindge superslant
[14:32:50] <archivist> sounds fun
[14:34:24] <rob535> theres little hnc todo also but its turned into a bench
[14:34:34] <rob535> so any one in uk want to do some retrofitting feel free
[14:35:15] <Spida> seems like most users use emc on converted ots machines? or are there entirely home-built machines in use?
[14:35:21] <roh> * roh wishes he would find some more machinists in germany
[14:35:29] <archivist> mines a homebrew
[14:35:31] <roh> want to learn some more
[14:35:45] <archivist> rob535, im UK as well
[14:37:24] <Spida> roh: /me too
[14:37:38] <Spida> roh: where are you located?
[14:37:49] <roh> Spida berlin
[14:37:58] <Spida> hmpf.
[14:38:17] <Spida> about farthest distance you could be away...
[14:38:34] <Spida> I am about 700km west of you.
[14:38:48] <roh> ?! ... its near any big city in europe....about 50E by plane *ducks*
[14:39:04] <Spida> Moenchengladbach
[14:39:13] <roh> Spida ah.. nearly .nl
[14:39:19] <archivist> try carrying a lathe on as baggage though
[14:39:19] <SWPadnos> near Koln
[14:39:21] <SWPadnos> ?
[14:39:25] <Spida> yes.
[14:39:36] <skunkworks_> spida - the machine I am using isn't that great for circuit boards at the moment.. I think it has a step accuracy of about .0005 or there abouts
[14:39:37] <rob535> archivist im in cambridgeshire, near peterborough area
[14:39:53] <Spida> skunkworks_: inch, I guess?
[14:39:56] <skunkworks_> yes
[14:40:00] <archivist> rob535, sunny Swadlincote east midlands
[14:40:35] <Spida> skunkworks_: thats about 1/100 mm. doesn't sound too bad...
[14:41:05] <skunkworks_> Spida: it is a bit springy. I have to run boards less than 8IPM
[14:41:36] <Spida> skunkworks_: home built machine, or converted?
[14:41:39] <skunkworks_> but it gets the job done until I get something better finished
[14:42:02] <skunkworks_> Spida: It is a converted film step and repeat machine.
[14:42:24] <archivist> rob535, Ive been looking at some of the Hardinge cnc lathes on fleabay with a view to a refit
[14:42:42] <rob535> archivist not far for you to goto mach show next year then at NEC
[14:42:48] <skunkworks_> Spida:
http://www.electronicsam.com/images/KandT/DSCgantry.JPG
[14:43:12] <archivist> rob535, yup will visit if I remember when its on
[14:43:24] <skunkworks_> Spida:
http://www.electronicsam.com/images/KandT/servostart/DSC_5099.JPG
[14:44:01] <rob535> early june i belive we shall go again looking at cam systems and new machines see whats about
[14:44:10] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/DSC_5094.JPG
[14:44:23] <rob535> yea not seen many bargins on fleebay latly was a few hnc while back but silly money realy
[14:46:42] <Spida> skunkworks_: I have the same kvm-switch
[14:49:38] <jepler> can someone tell me what the function of R6/D1/Q1 are in the schematic at
http://www.pololu.com/catalog/product/711 ?
[14:51:12] <jepler> is it the "fet for reverse battery protection"?
[14:51:21] <archivist> lookink to pull the grounds together if the get too far apart
[14:53:34] <archivist> or keeps the ground open if reversed...odd method
[14:53:42] <jepler> yeah, that's it
[14:54:08] <archivist> not seen that done before
[14:54:10] <jepler> if V+ is really V- then Q1 doesn't conduct (but negative voltage is limited to about -13V by the zener)
[14:54:34] <jepler> yes I've seen more examples which protect at V+ not at GND
[14:55:08] <archivist> often just a series diode
[14:58:55] <jepler> (or do I have it backwards, and the positive voltage is limited to about 13V by the zener in normal operation?)
[15:00:19] <SWPadnos> the voltage across the FET is limited to 13V
[17:07:45] <anonimasu> hm
[17:07:59] <anonimasu> I have a issue about some feeds and speeds
http://www.millerstooling.com.au/cmsimages/ToolHolders_image009.jpg
[17:08:10] <anonimasu> with a insert like the one in the middle with a tiny ool radius
[17:09:34] <anonimasu> brb dinner
[17:12:46] <anonimasu> and I cant find any data in the books for it
[17:13:37] <archivist> for what there are a number of inserts there
[17:13:54] <anonimasu> because it was the only image I could find of the insert
[17:15:01] <archivist> see Sandvik docs
[17:15:25] <anonimasu> gee..
[17:15:29] <anonimasu> seco, for this
[17:15:45] <anonimasu> and that was the first thing I looked in
[17:15:52] <anonimasu> http://www.secotools.com/CorpWeb/Service_Support/machining_navigator/machining_navigator_inch_version/mn_2008_turning_inch.pdf
[17:16:17] <anonimasu> err wrong
http://www.secotools.com/CorpWeb/Service_Support/machining_navigator/2009/GB_Turning_2009.pdf
[17:16:18] <anonimasu> that one
[17:18:00] <anonimasu> the nose radius is 0.2mm
[17:18:11] <anonimasu> 0.05mm/rev for 0.6ra calculated finish
[17:18:39] <archivist> page 38 of first doc
[17:19:04] <anonimasu> the formulas?
[17:19:17] <anonimasu> I cant find any spec for the insert as for SFM
[17:20:00] <archivist> SFM is material dependent, give it some
[17:20:40] <anonimasu> got any idea where to find that?
[17:20:59] <archivist> page 40 first doc
[17:21:44] <anonimasu> it dosent mention speed just feed
[17:22:12] <anonimasu> or is that the sfm?
[17:22:27] <geo01005> surface feet per minute.
[17:22:48] <anonimasu> ah.. now I see
[17:22:49] <anonimasu> thanks
[17:23:05] <archivist> it would help if it was properly annotated
[17:47:42] <anonimasu> let me see
[17:50:39] <anonimasu> archivist: what do you calculate the sfm based on material
[17:50:59] <anonimasu> and then you throw it into the formula for dia?
[17:52:17] <anonimasu> hm.. 3819rpm for a 20mm bar..
[17:53:00] <anonimasu> that wont happen
[17:54:21] <anonimasu> wb
[17:54:43] <anonimasu> archivist_attic: so that means I need to reach like 4k rpm to machine a 20mm bar..
[17:55:13] <archivist_attic> something like that :)
[17:55:26] <anonimasu> * anonimasu sighs
[17:55:35] <anonimasu> as usual, too crap machine
[17:55:37] <archivist_attic> thats what I meant by give it some
[17:56:18] <archivist_attic> boss looks at me funny when I run full speed for nearly everything
[17:57:36] <anonimasu> * anonimasu nods
[17:58:38] <archivist_attic> it does mean tips last a lot longer because we cant put the power in
[17:59:40] <anonimasu> hm, so if I run with bigger tool radius, it'll work alot better...
[18:00:05] <anonimasu> I did something scary today, I used a parting tool..
[18:00:07] <anonimasu> pre-ground
[18:00:14] <anonimasu> err carbide one
[18:00:15] <anonimasu> :D
[18:00:29] <anonimasu> it was "look at the feed per rev, try going slow.. surface finish was crap.."
[18:00:33] <archivist_attic> I use a Sanvik parting tool for general turning
[18:00:35] <anonimasu> turn up the rpm _fast_
[18:00:39] <anonimasu> like 500rpm..
[18:00:45] <anonimasu> and the surface ended up smooth :]
[18:02:00] <archivist_attic> as the big lathe does not get used too much, we only use 2 or three tips a year
[18:02:13] <anonimasu> * anonimasu nods
[18:02:19] <anonimasu> that's cool
[18:02:35] <anonimasu> im designing a toolchanger for the big mill :)
[18:02:49] <anonimasu> (random)
[18:08:13] <archivist_attic> I started drawing a full 5 axis machine over the weekend
[18:08:27] <anonimasu> that's nice
[18:08:43] <anonimasu> http://www.io23.net/ul/files/tcwheel.png
[18:10:25] <anonimasu> got pictures?
[18:11:49] <anonimasu> I started with some math for it, but I still didnt get to the calcs for the centripetal force
[18:12:16] <anonimasu> so I know how to gear the servo that will drive it
[18:14:58] <archivist_attic> http://imagebin.org/51427
[18:15:22] <archivist_attic> took ages to fire the thing up to get a pic
[18:15:31] <anonimasu> looks nice
[18:16:09] <anonimasu> I like the construction of the x axis
[18:16:21] <archivist_attic> its "cough" loosely based on
http://upload.wikimedia.org/wikipedia/commons/thumb/7/79/Bearbeitungszentrum_Schnittmodell_Hermle_01.jpg/442px-Bearbeitungszentrum_Schnittmodell_Hermle_01.jpg
[18:16:31] <anonimasu> * anonimasu nods
[18:17:05] <archivist_attic> got to add webs for strength, has room in the middle for tool change
[18:17:33] <anonimasu> you mean constrain it more?
[18:17:50] <archivist_attic> yes
[18:17:59] <anonimasu> yeah you need something -----------
[18:18:21] <anonimasu> other then the moving thing to constrain it
[18:18:38] <anonimasu> I see the hermle has that in the base
[18:18:43] <archivist_attic> sketching to guage what can be done
[18:18:53] <anonimasu> it has proper boxing :)
[18:18:56] <anonimasu> same as me
[18:19:17] <anonimasu> im gonna see if this is realistic to make
[18:19:29] <archivist_attic> Im thinking 200mm aly plate
[18:19:38] <archivist_attic> 20mm
[18:19:51] <archivist_attic> 200 would cost the earth
[18:19:55] <anonimasu> hehe
[18:20:10] <anonimasu> same stuff as im building the toolchanger from then
[18:20:32] <archivist_attic> I like jmk's construction method, sort of a mix of ideas
[18:20:42] <anonimasu> I didnt see what he's are
[18:20:44] <anonimasu> :)
[18:21:09] <archivist_attic> I dont have a link on this box
[18:21:24] <anonimasu> * anonimasu nods
[18:21:41] <anonimasu> my only issue is how to make a proper drawbar for atc..
[18:21:53] <anonimasu> I have a pneumatic one now
[18:22:06] <anonimasu> but one with retention knobs would be alot better
[18:22:13] <archivist_attic> yup
[18:22:20] <anonimasu> I saw one made on the net before
[18:22:37] <anonimasu> with ball bearing balls
[18:22:39] <anonimasu> and some reamed holes
[18:22:41] <archivist_attic> I think 30 size taper would suit me
[18:22:47] <anonimasu> * anonimasu nods
[18:22:51] <anonimasu> thoose are a good size
[18:22:55] <anonimasu> and not too heavy
[18:23:12] <anonimasu> iso 40/bt 40 ends up heavy
[18:23:33] <archivist_attic> and cost effective for a cheap bar steward
[18:23:39] <anonimasu> yep
[18:24:06] <anonimasu> also, power transmission is _good_ with iso30
[18:24:56] <archivist_attic> most of my work is light
[18:25:13] <cradek> anyone know how to find old tractor parts? I am trying to help someone find a new or rebuilt distributor.
[18:25:18] <archivist_attic> arbors are only 8mm dia
[18:25:38] <cradek> I bet BJT does
[18:25:45] <archivist_attic> cradek, make of distributor?
[18:26:03] <cradek> it's off a "Case 600" tractor of unknown year :-/
[18:26:10] <archivist_attic> * archivist_attic has Lucas info and is in contact with a rebuilder
[18:26:30] <cradek> it has numbers on it - I'll ask for her to transcribe them
[18:26:44] <archivist_attic> google the numbers
[18:27:19] <archivist_attic> the numbers are important to the curve and springs fitted
[18:28:06] <cradek> at least one of them is ruined in this one
[18:28:20] <cradek> but the primary reason I need it replaced is the shaft wear
[18:28:51] <archivist_attic> turn true and bush
[18:29:02] <cradek> it's been "repaired" once
[18:29:14] <archivist_attic> heh poor old thing
[18:29:26] <anonimasu> archivist_attic: there are bigger ones for iso30
[18:29:36] <cradek> the "repairman" used a sawed-off bolt for the top shaft (the one the mechanical advance turns around)
[18:29:51] <cradek> so that's worn the inside of the rotating part in an ugly way
[18:29:57] <anonimasu> I think up to 20mm or so
[18:30:00] <anonimasu> (er32)
[18:30:07] <cradek> or at least I assume that's not original - looks like hack work to me
[18:30:35] <cradek> so I'd have to repair that AND the bottom bushing, they both have enough slop to cause trouble
[18:31:25] <cradek> my machine is 30 taper and I use ER40 collets (up to 26? mm)
[18:31:32] <anonimasu> yep
[18:32:46] <colin__> used to work on a machine with 50 taper
[18:32:54] <colin__> those tools weighed a lot
[18:33:35] <archivist_attic> cradek a google turns up a rebuilt at around 225-300$
http://www.tractorpartsasap.com
[18:33:35] <anonimasu> * anonimasu fiddles with the retention knob
[18:33:37] <cradek> yeah, 50 is huge
[18:34:06] <archivist_attic> I have a couple of 50 size
[18:34:17] <archivist_attic> but no machine to fit
[18:34:18] <cradek> archivist_attic: I saw that - when I pick the model, that option disappears ... but they are definitely one to call
[18:34:27] <colin__> one of the rougher tools we used a lot
[18:34:31] <colin__> was 230mm long
[18:34:31] <cradek> Auto-Lite AD 6003-2F 7N - or could be IAD. Not sure
[18:34:38] <colin__> and 50mm dia shaft
[18:34:43] <colin__> with a shell mill at the end
[18:35:32] <archivist_attic> cradek, bj should be able to give you best suppliers over there
[18:35:41] <archivist_attic> or better
[18:35:44] <cradek> yep I'll ask him :-)
[18:37:24] <anonimasu> http://www.henriksplace.se/CNC/New_machine_BT30_Spindle_Drawbar.html
[18:39:07] <eric_unterhausen> anonimasu, I think I've seen that from cnczone
[18:39:39] <anonimasu> im wondering if you cant just buy the gripper
[18:43:33] <archivist_attic> nice site , some good ideas
[18:43:42] <anonimasu> http://www.ame.com/line.cfm?id=spin-ott-sk50
[18:44:01] <skunkworks_> logger_emc: bookmark
[18:44:01] <skunkworks_> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-06-04.txt
[19:00:17] <archivist_attic> anonimasu, did you read his spindle grinding problems, one could do it on the machine itself
[19:16:16] <micges> logger_emc: bookmark
[19:16:16] <micges> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-06-04.txt
[19:16:39] <anonimasu> archivist: yeah, but you need _good_ positioning accuracy
[19:19:33] <archivist_attic> dunno, just either temp add a slide at angle and grind, or use machine to get taper. I could be tempted to try
[19:21:33] <anonimasu> :)
[19:30:05] <archivist_attic> at least id guarantees runnout in the bearings
[19:34:27] <anonimasu> hm, depends on the grinding shop you use
[19:36:15] <archivist_attic> I have been known do it myself, currently dont know external local shop do do that
[20:13:04] <billykid2> hello
[21:00:52] <SirXanth> I just installed the current Hardy in a new partition from the live CD and latency-test is giving 220,000 instead of the 15,000 that Dapper gives on the same machine.
[21:01:01] <SirXanth> Are there extra post-setup steps needed in Hardy that Dapper didn't need?
[21:01:05] <SirXanth> I did install an ethernet card temporarily and bring it to current, but testing was done with the card removed.
[21:01:34] <cradek> maybe you are now using a different video driver.
[21:02:06] <SirXanth> hmm, glxgears was a lot faster...
[21:02:23] <cradek> what video card?
[21:02:35] <skunkworks_> heh - that is the first clue that it is a different video driver ;)
[21:02:56] <SirXanth> an ati something crappy in an agp slot.
[21:03:15] <cradek> yeah, try the vesa driver.
[21:03:23] <cradek> they got fancy in hardy and try to do accelerated opengl.
[21:03:54] <SirXanth> i'm a fedora/suse user, how might one do that in ubuntu? nothing ever works for me in ubuntu.
[21:04:09] <cradek> same way, edit xorg.conf
[21:04:21] <cradek> Section "Device"
[21:04:25] <cradek> Driver "vesa"
[21:04:27] <cradek> EndSection
[21:04:28] <SirXanth> have never done that, but i'll look.
[21:14:30] <SirXanth> ohhh, purdy Huge type :)
[21:18:44] <SirXanth> the font isn't readable but it's down to 5 characters so it's got to be at least 1/2 way fixed.
[21:30:24] <SirXanth> glxgears is still running way faster than under dapper, the screen's just not readable now.
[21:37:23] <colin__> why not just use dapper ?
[21:38:18] <SirXanth> i guess i was trying to make sure that something the os wasn't the reason for my motor running so slowly.
[21:38:31] <colin__> ah
[21:39:12] <SirXanth> i'm dropping steps with anything over .3 ips or an acceleration over about 2.
[21:39:48] <SirXanth> might also have to do with no weight being on the motor, i'm still waiting for parts for the machine.
[21:39:59] <colin__> oh right
[21:40:06] <colin__> iv not really used steppers
[21:41:08] <SirXanth> so far i'm not very happy with my results.
[21:42:07] <SirXanth> it works out to a top speed of 324 rpm and 18 ipm.
[21:42:21] <colin__> thats deffinatly not right
[21:42:32] <SirXanth> agreed.
[21:43:55] <SirXanth> others using the same motor and same controler have seen much better results but none of them have been around lately.
[21:44:42] <jepler> I've recently experienced that an unloaded motor stalls more readily than the same motor actually driving a machine around
[21:45:00] <jepler> the assembled experts told me that this is not uncommon
[21:45:19] <SirXanth> that's a relief jepler. thank you!
[21:46:03] <SirXanth> maybe this is why it's considered bad luck to spin motors before building the machine....
[21:46:44] <colin__> tried holding your fingers onto the motor to simulate some load ?
[21:47:08] <SirXanth> yes colin, it seems to make it worse when i give it some resistance.
[21:47:17] <SirXanth> but there's no inertia in a finger.
[21:47:45] <colin__> you giving it enough voltage/current ?
[21:48:50] <skunkworks> what drives and what microsteps is it set to?
[21:48:55] <SirXanth> that's a big question. i'm using the linear driver linistepper at 12V for a 5.2V Lin 5718M-15-09
[21:48:55] <SirXanth> motor.
[21:49:38] <SirXanth> the drive is set to 18th microstep. tried 6th and fullstep with results that were worse.
[21:49:52] <skunkworks> way to low of voltage in my opinion.. although I am not up on linistepper.
[21:50:48] <skunkworks> On chopping style drives you want atleast 10 times the voltage rating of the steppers
[21:50:48] <SirXanth> linistepper claims their non-chopper current regulation needs far less voltage but i'm inclined to the same conclusion skunkworks.
[21:52:03] <SirXanth> the driver is limited to only 35V so i can't reach 10x but i'm thinking getting much closer to 35V is the way to go.
[21:52:47] <SWPadnos> it's not the drive circuit, it's the motor inductance
[21:53:11] <SWPadnos> the druve circuit needs to apply voltage until the current is at the set limit, then stop (more or less)
[21:53:13] <SWPadnos> drive
[21:53:39] <SWPadnos> higher motor inductance causes a slower rise in current, which limits the top speed of the stepper
[21:53:44] <colin__> 12v sounds like way too little
[21:54:42] <colin__> im betting if you doubled the voltage you would see far better results
[21:54:50] <SirXanth> linistepper claims to be designed for higher inductance motors. this one is about 11mh.
[21:55:14] <SWPadnos> mariss recommends 32 * sqrt(mH) for gecko drives
[21:55:41] <SWPadnos> that would be about 100V in your case :)
[21:56:00] <SirXanth> so i need to dig into one of these pc switchers to isolate supply and case grounds so that i can put them in series. that gets me to 24V quick and easy.
[21:56:17] <SirXanth> the driver won't do 100v.
[21:56:47] <SWPadnos> good luck with that
[21:56:54] <SWPadnos> I'll say I think it's a bad plan
[21:57:16] <SirXanth> which part, the 24V or series switchers?
[21:57:27] <SWPadnos> PC supplies are meant to be very well grounded. you may find it difficult and/or dangerous to try to make it float
[21:57:41] <SWPadnos> 24V sounds like a good thing to try though
[21:57:45] <andypugh> Anyone there? 11pm is too late to leave the workshop, especially as I haven't had my tea yet.
[21:58:15] <andypugh> Trying to run a CNC system from a PC PSU? I had terrible trouble trying to get that to work.
[21:59:07] <SWPadnos> even worse, two in series
[21:59:07] <SirXanth> the intent is series pc psus. a pair in series with 5 and 12 from each also in series.
[21:59:20] <andypugh> PC PSUs need a certain amount of load on the 5V and sometimes others. Mine used to quietly shut down, even with the right loads, I never did figure out why. Too clever by half are PC PSUs
[22:00:00] <SirXanth> i'm having no psu issues so far, the 12V supply is stable.
[22:00:06] <andypugh> If you have them, try it. You might get lucky. But you might find it totally impossible.
[22:00:39] <SirXanth> they're just trash if not used for something like this.
[22:00:58] <SWPadnos> I have a 900W triple-redundant supply, if you need it
[22:01:00] <andypugh> Anyway, what drove me here was G43. Should tool length offsets be applied to the _machine_ coordinates?
[22:01:10] <SWPadnos> coordinates
[22:01:15] <SWPadnos> err, no
[22:01:29] <SirXanth> i have no use for these PII 400 to PIII733 machines, all atx-20, not atx24.
[22:01:55] <SWPadnos> for small tests, you might be able to use the -12V supply
[22:02:01] <SWPadnos> it should be an amp or two
[22:02:13] <SirXanth> SWPadnos, that's a good thought for testing.
[22:02:26] <andypugh> They seem to be, or something else wierd. I keep getting in a position where it says "MDI move would exceed axis max" (or min) despite the fact I can easily jog the axis several inches past the required spot.
[22:02:28] <SWPadnos> that rail should exist on an older supply
[22:02:39] <SirXanth> problem becomes getting the signal ground reference correct...
[22:02:49] <SWPadnos> yep
[22:02:53] <jepler> I'd be careful using the -12v supply too
[22:03:15] <jepler> and I'm not sure they supply anything close to 2A these days
[22:03:48] <andypugh> It looks like the tool table offsets are applied to the machine coordinates. Something very frustrating is happening, anyway.
[22:04:07] <SirXanth> this old thing is actually labeled. .5A so not enough to try with even one motor.
[22:04:51] <SirXanth> i'd have to float it too so as to get the signal ground to the right place.
[22:06:52] <andypugh> Ooh, that reminds me. My limit switches keep tripping at particular spindle speeds, clearly noise from the motor inverter. I think I shoulkd at least try connecting the cable shield to something. SHould that "something' be power ground, machine groiund or signal ground, and at which end?
[22:07:30] <SirXanth> signal ground at the driver end.
[22:08:03] <SWPadnos> chassis ground, at the source end
[22:08:28] <SWPadnos> so yes, what SirXanth said, I think
[22:09:00] <andypugh> OK, I will give that a try. OK to do it in the plug where it goes into the control cabinet (ie shield to 0V line?)
[22:09:37] <andypugh> Chassis ground or signal ground? (I have a power ground and an earth too...)
[22:10:28] <SirXanth> where are all these grounds connected at?
[22:10:36] <andypugh> Though they are not as seperate as I would like. Unfortunatley my stepper drivers seem to use power ground as opto-isolator ground
[22:11:55] <andypugh> Chassis is earthed back to the mains supply. PSUs are have 0V connected to signal ground (ie parallel port 0V pins).
[22:13:06] <andypugh> Except for the 0-10V analogue outputs, which each are completely floating because the milling head controller runs at +100V
[22:14:09] <SirXanth> ok, you've gone past what i can see without a schematic.
[22:14:50] <andypugh> Hmm, "motioncontrol" that's not the chap from Motion Control Products is it, leaving in a huff because I complained about his grounding arrangements?
[22:14:53] <SirXanth> the pc signal side of the opto should use the ground in the pc signal cable. everything else should be the same chasis ground
[22:15:45] <andypugh> Yes, but it doesn't.
[22:15:57] <SirXanth> hmmm, schematic then.
[22:16:21] <SirXanth> are your switches on an opto?
[22:16:23] <andypugh> Well, this seems a little separate from my issue
[22:16:45] <andypugh> The switches are reflective optical sensors
[22:16:55] <SirXanth> i see
[22:17:21] <SirXanth> and the signal they output, where does it go? to another opto on your breakout?
[22:17:28] <SirXanth> direct to the pc?
[22:17:41] <andypugh> I wouldn't by choice have signal ground connected to PSU ground, but the stepper drivers do that.
[22:18:28] <andypugh> No, the return signal is wired to the parallel port directly.
[22:18:54] <SirXanth> ok, then the ground for their shield is the PC ground you get from the parallel port.
[22:19:31] <andypugh> Right, that is also the 0V to the on-board conditioning, so that is easy to do.
[22:19:44] <SirXanth> good.
[22:20:55] <andypugh> I did find that the problem got a lot worse when I did't replace the double-sided tape between the bottom of the limit-switch PCB and the cross-slide.
[22:21:05] <SirXanth> the pc's parallel port shield ground and signal ground always seem to be the same ground so either should be good.
[22:22:09] <andypugh> I don't actually have a parallel port shield anyway, it is a 2" long ribbon cable joining 2 units in the rack. (I have a rackmount PC running the system)
[22:22:57] <SirXanth> should be no problem.
[22:23:09] <SirXanth> not following the bit about double sided tape.
[22:24:20] <andypugh> The opto-switch has a comparator and a sensitivity pot on a little PCB next to it, all mounted to the lathe saddle. It is held in place with an M2 screw and doubnle-sided tape.
[22:24:46] <SirXanth> the ribbon is outside of the metal box holding your PSU and drivers and a long way from the motors, right?
[22:24:55] <andypugh> When I took it off to do some work, then couldn't be bothered going upstairs for the tape, the nuiscance-tripping got a whole lot worse.
[22:25:49] <SirXanth> hmm, maybe the distance between the board and the metal surface changed
[22:26:11] <andypugh> Yes, a long way from the motors. Not a long way from the inverter though, that is also in the same box. I am aware that might be the problem, but it would be a hassle finding it another home safe from coolant and swarf
[22:26:12] <SirXanth> i'm guessing you're 100% sure that you're not shorting out.
[22:26:51] <SirXanth> with the tape gone and all
[22:27:27] <andypugh> Yes, not shorting, though as it was conventional components used in surface-mount mode on vero board some of the component leads are very close to the machine frame.
[22:27:38] <andypugh> And the tape is back now.
[22:29:00] <SirXanth> just for grins, can you use thicker tape, or 2 layers? see if the issue changes?
[22:30:26] <andypugh> It isn't always that one that trips, though.
[22:30:46] <SirXanth> ok, then start with the shield.
[22:31:12] <andypugh> The spindle encoder is also horribly glitchy
[22:32:33] <SirXanth> also unshielded?
[22:32:51] <andypugh> And, to be honest, this is all bearable compared to having EMC2 tell me "You can't go there, it is outside the machine limits" when it a) Isn't and b) it will let me jog there with no trouble at all.
[22:33:16] <andypugh> Shielded cable, with the shield unterminated.
[22:33:45] <SirXanth> ut oh, that sounds like an emc2 complaint, lets hope they don't drop off too :D
[22:34:18] <SWPadnos> andypugh, did you home the machine?
[22:34:31] <andypugh> The cables go into metal-bodied plugs into the front panel. I wasn't sure whether to connect the shield to the plug body or the 0V line, so did neither.
[22:34:32] <SirXanth> you've got shielding, start with connecting it.
[22:35:17] <andypugh> I was worrying about earth loops :-)
[22:35:53] <SirXanth> unless there's a huge difference in ground planes, it shouldn't hurt to use either. since the other end isn't connected, there's no loop.
[22:37:13] <SirXanth> i've seen megabit signals work through shields carrying 110VAC with only minor errors.
[22:38:00] <andypugh> Well, those ethernet-over-mains things get away with it.
[22:38:37] <SirXanth> true. i was thinking an old arcnet system with a miswired outlet.
[22:38:53] <SirXanth> hot on the ground pin.
[22:39:34] <SirXanth> user used it for weeks before reporting that it was slow.
[22:40:02] <andypugh> I guess that live didn't only go to the ground pin?
[22:41:44] <andypugh> Anyway, I think I need to get my head round what touching off into the tool table does, and what it is meant to do.
[22:42:01] <andypugh> And whether they are both the same thing.
[22:43:06] <andypugh> But it seems that touching off into the tool table also change the machine coordinates, which I don't think is right.
[22:47:50] <SirXanth> the hot was connected to both chasis ground and the hot pin. neutral was ok so the psu worked.
[22:48:21] <andypugh> I just checked, and Touch-Off with a tool selected and with the offset put into the tool table (T from the drop down) does indeed change the machine coordinates as well as the relative coordinates. I suppose the question is, "Is that correct behaviour"
[22:48:22] <SirXanth> the coax hub had chasis ground connected correctly.
[22:49:20] <andypugh> Didn't the shield get rather warm? Or was it only connected at one end?
[22:49:39] <SirXanth> hmm, not going to be much help with that one. i've not done more than reserve a pin for touch off.
[22:50:11] <SirXanth> it probably did warm up but it was about 150 feet long so the current wasn't too bad.
[22:51:12] <andypugh> Well, the problem seems to be that if you have a long tool like a boring bar, EMC won't let the tool tip outside the machine limits.
[22:51:39] <andypugh> But oddly, it doesn't stop short in jog mode.
[22:51:48] <SirXanth> the pc was in boca raton florida and i was in chicago so diagnosing it was a very nice trip for me :)
[22:53:16] <SirXanth> sounds like a bug that the limits don't get changed universally by the touch off.
[22:54:10] <andypugh> If that was the case, though, i am sure someone would have noticed. I think it is more likely that I am misunderstanding.
[22:54:42] <SirXanth> have you looked at the source code?
[22:55:00] <SirXanth> maybe there's a comment even if you don't read C.
[22:57:47] <andypugh> I haven't looked. I think I would need to know rather a lot more about the system to make sense of the source code.
[22:58:43] <SirXanth> i've not gotten that deep into this yet either but i often find the source easier to read than the docs for the niggly little sh** like this.
[23:00:41] <andypugh> In some cases, yes, but I could spend months working out which variable is which limit and in which coordinate system
[23:02:41] <SirXanth> i'm betting the people writing this have it well commented. it's too complex and they're too smart.
[23:03:37] <andypugh> You are probably right, so it is just a matter of looking through all the modules to find where it happens...
[23:04:10] <SirXanth> grep is your friend, yep.
[23:05:23] <andypugh> Grep has never been muy friend. Command-F might be
[23:06:25] <SirXanth> is that mac or something?
[23:06:50] <andypugh> Indeed
[23:07:23] <SirXanth> eeek, so you had quite a project even getting emc2 to run probably.
[23:07:55] <andypugh> Ah, no, I didn't try that. I run EMC on a rackmount PC in the garage
[23:08:06] <SirXanth> oh, ok.
[23:09:02] <andypugh> I did have a huge project trying to get EMC running on a multi-processor kernel with the RTAI stuff, but after too many weeks of struggling I went for a CD-install and have a spare idle processor as a spare.
[23:09:15] <SirXanth> i was being all impressed and all, you getting emc2 and rt to work under mac
[23:10:17] <tlab> I got emc running on an intel atom 330, which is dual core with hyperthreading
[23:10:50] <andypugh> Actually, it would probably be trivial. I have it all up and running in a virtual machine behind this window. It just suffers a bit from latency. The killer would be no parallel port...
[23:11:10] <tlab> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC_With_Custom_Kernel
[23:11:22] <tlab> I used those steps
[23:11:27] <andypugh> Is that running an MP kernel though? Do you see both cores in Top?
[23:12:53] <andypugh> I went through all those steps numerous times. I think I finally gave up when I simply couldn't get SMI.ko to compile to somewhere that the system could find it.
[23:13:00] <SirXanth> don't macs use any old pci device? maybe they don't have drivers for them all but i thought the hardware was there.
[23:13:20] <tlab> yes, I see 4 cores
[23:13:36] <tlab> I have to go get dinner, bbl
[23:14:01] <andypugh> Aye, you could use a PCI card. But this mac has no slots. In fact it has no base unit, it is one of the iMacs where everything is in the same box, like a slightly thicker than normal monitor.
[23:14:22] <SirXanth> too cute
[23:15:05] <andypugh> tlab: I did get to a runing EMC, but my motherboard needs the SMI fix kernel module, and that just wouldn't compile to have the right hard-coded name.
[23:16:30] <andypugh> The iMac is perfect for sitting in the corner of my living room as furniture. It would be the wrong choice for controlling a mill.
[23:17:04] <SirXanth> just out of curiosity, do you have ethernet on the emc2 machine?
[23:17:40] <andypugh> Yes, in a very baroque way that involved reflashing a wireless router with unofficial software.
[23:18:38] <SirXanth> ok, so wireless. i tried two wired cards with horrible latency results so i'm running without so far.
[23:18:49] <andypugh> I will probably end up installing VNC on it, so I can sit upstairs watching TV while it does its CNC thing. Watching CNC happen gets dull surprisingly quickly.
[23:19:41] <andypugh> I have onboard ethernet, and that seems to be no problem at all. But the machine is a server, so perhaps has good network hardware?
[23:20:22] <SirXanth> oh, vnc was an even bigger hit than just the ethernet card. my dapper machine had 15,000 but jumped to 50k with the card and up to 90k when i started using vnc.
[23:20:31] <andypugh> The reason that I did it the wierd way I did was because I was sure that a USB wireless dongle would be a latency disaster.
[23:20:55] <SirXanth> what chip is in your onboard?
[23:21:07] <andypugh> Without SMI.ko mine des 300k every 64 seconds....
[23:21:30] <SirXanth> this is a P3 and doesn't seem to have an smi issue.
[23:21:54] <SirXanth> unless it only shows up when the ethernet card is installed.
[23:22:27] <andypugh> I think SMI is actually a motherboard thing.
[23:22:55] <SirXanth> this is an intel chipset.
[23:23:04] <SirXanth> 815 i think
[23:24:34] <andypugh> OK, from the manual...
[23:24:37] <andypugh> The server board SE7501CW2 supports one 10Base-T/100Base-TX network interface controller
[23:25:03] <andypugh> (Yes, there are two ethernet ports)
[23:25:06] <SirXanth> googleing SE7501CW2 to see which chip..
[23:25:32] <andypugh> 82550PM?
[23:26:14] <SirXanth> pulling the spec now. that number isn't familiar.
[23:27:06] <SirXanth> yep, that's it. looking it up to see it's common name.
[23:30:40] <tlab> andypugh: and that just wouldn't compile to have the right hard-coded name ?
[23:30:56] <tlab> emc wouldn't start because you had a different kernel instaled?
[23:31:36] <tlab> SMI is an intel thing
[23:31:38] <andypugh> emc would start, but work badly due to the 300k latency every 64 seconds.
[23:32:36] <tlab> did you try this
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?FixingSMIIssues ?
[23:33:08] <andypugh> Trying to compile smi.ko into my custom kernel was horrible, as the makefile hard-codes the path, and then the .ko ends up invisible to ubuntu (or something).
[23:33:35] <andypugh> Yes, but I couldn't get smi.ko into my custom kernel.
[23:34:02] <tlab> smi should be a module
[23:34:49] <andypugh> I am sure it is possible, but I was wanting to make a clock. I was not wanting to be building custom kernels to run a PC to control a machine that I was building to make the clock. Just too many steps from the project that I started to get my comittment
[23:35:54] <andypugh> Bear in mind I had never touched Linux or compiled anything at all until I started this project.
[23:36:19] <SirXanth> if smi.ko is just a module, why can't it be distributed as a binary?
[23:36:35] <tlab> afk while I get, brb
[23:36:36] <andypugh> Maybe it is.
[23:37:04] <SirXanth> everything i see says the same thing you two are, you compile it.
[23:39:43] <SirXanth> i'm finding nada about what kernel module that ethernet chip uses or any common name for it.
[23:45:46] <andypugh> It works perfectly with the EMC install CD.
[23:46:06] <SirXanth> what's lsmod say the driver is?
[23:46:21] <andypugh> Give me a command line to paste....
[23:46:28] <SirXanth> lsmod
[23:46:43] <andypugh> Not piped through a grep?
[23:46:57] <SirXanth> looking..
[23:47:25] <SWPadnos> which ethernet chip?
[23:47:31] <SirXanth> 82550PM
[23:47:35] <SirXanth> intel
[23:47:50] <andypugh> Actually, I can't do it from here anyway, the CNC machine is shut down.
[23:48:12] <SWPadnos> e100 or e1000, most likely
[23:48:27] <SWPadnos> e100 I guess (or e100pro)
[23:48:39] <andypugh> And I doubt we could tell much from what the virtual machine on my Mac is using.
[23:48:59] <SirXanth> doesn't seem to be an e100/e100pro and isn't gigabit
[23:49:19] <andypugh> The gigaibit one is the 82540EM
[23:49:36] <andypugh> (I think)
[23:49:51] <SirXanth> SWPadnos, are you using ethernet without a huge latency hit on an emc2 machine?
[23:50:02] <SWPadnos> sort of
[23:50:23] <SWPadnos> I actually don't have a CNC
[23:50:50] <andypugh> Awww! <group hug>
[23:50:50] <SirXanth> its the latency that matters, not the machine :)
[23:51:02] <SWPadnos> I have used HAL on our Hardy distro though, and it works well until you have a lot of ethernet traffic
[23:51:26] <SWPadnos> this was in a commercial application with a 10 KHz loop rate
[23:51:55] <SirXanth> wouldn't be hard to isolate the segment, the firewall was set up for a dmz that i never did anything with.
[23:52:23] <andypugh> I updated and installed java in an attempt to get this chat window working from the EMC machine, while the lathe was working away next to me and there was no problem.
[23:52:41] <SWPadnos> the worst-case latency I saw was 16000 though, so it wasn't awful by any means
[23:54:19] <SirXanth> 16k is fine. i have 15k but have set 25k because i don't need the speed yet. the best i've seen with ethernet up and inactive was about 50k which isn't good enough.
[23:54:37] <SWPadnos> and just doing ifconfig eth0 down fixes that?
[23:54:58] <SirXanth> it does with the dapper install. hardy just brings it right back up.
[23:55:17] <SWPadnos> you should be able to go into network config and disable it
[23:56:03] <SirXanth> i'm sure you can. the ethernet is low on the list for the problems under hardy. i can't read the screen font but i think it's saying 99k with the vesa driver.
[23:56:46] <SirXanth> might be 77k, the font isn't readable but 77 is too high anyway
[23:56:47] <SWPadnos> you probably need to tell it the actual monitor resolution, and turn off DDC
[23:56:55] <andypugh> Can you copy and paste into something which lets you change font?
[23:56:58] <SWPadnos> oh - this is in the latency test?
[23:57:21] <SirXanth> tried cut n paste, latency test doesn't let me
[23:57:32] <andypugh> 2.3.1 fixes the illegible latancy test thing, allegedly
[23:59:10] <SWPadnos> yeah, there's a font that you'd expect to be everywhere, but it isn't there on stock Hardy
[23:59:14] <SWPadnos> or something like that
[23:59:25] <SWPadnos> (some times variant too, I think)
[23:59:39] <SirXanth> just ran emc for the first time, it's 2.3.1 downloaded as a live cd last night
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}