Back
[00:19:46] <anonimasu> http://www.io23.net/ul/files/IMAGE_396.jpg
[00:19:49] <anonimasu> more random stuff
[00:19:49] <anonimasu> :)
[00:20:59] <anonimasu> http://www.io23.net/ul/files/IMAGE_344.jpg
[00:52:38] <Jymmm> Jymmm is now known as Red70sShow
[00:52:57] <Red70sShow> Red70sShow is now known as Jymmm
[01:15:48] <Goslowjimbo> Jepler: Thanks for the answer on the .bit files. I am trying to understand how the FPGA is programmed so I can at least be knowledgeable enough to add SPI for the 7i64 board from a 7i43 any I/O board.
[01:17:55] <Goslowjimbo> I have the ISE webpack 10, and have gone through a couple of the training exercises.
[01:35:12] <John_F> Hal question: In the m5i20_io.hal file there are some lines like "addf m5i20.0.misc-update servo-thread 1" What is the "1" or in some cases "-1" for?
[01:36:06] <cradek> huh, I was going to point you to the halcmd docs, but they DON'T say what that does
[01:36:38] <SWPadnos> hmmm. I could swear that used to be in the HAL tutorial
[01:36:40] <cradek> I think that was an old way that let you addf out of order. I never understood it and I think it has been removed or just discouraged since then.
[01:36:45] <John_F> That is why i asked
[01:36:49] <SWPadnos> it's still supported
[01:37:06] <SWPadnos> using a positive number puts the function at that spot in the thread order
[01:37:12] <cradek> can you say how it works and/or add documentation?
[01:37:20] <SWPadnos> using a negative number puts the function that far from the end
[01:37:23] <SWPadnos> ^^
[01:37:37] <cradek> wild, thanks
[01:37:47] <SWPadnos> I can't add docs at the moment, for I have no lyx
[01:38:00] <cradek> I bet halcmd is a handwritten manpage
[01:38:09] <SWPadnos> oh, groff. ick
[01:38:15] <SWPadnos> or nroff or buggeroff or whatever it is
[01:38:50] <SWPadnos> sigh. only 14 hours until my PC migration is done ...
[01:53:05] <jmkasunich> that isn't in the halcmd manpage?
[01:53:08] <jmkasunich> bummer
[01:53:22] <jmkasunich> 1 means "make this the first function in the thread"
[01:53:29] <SWPadnos> I could swear it was somewhere, but I don't even see it in the HAL tutorial any more
[01:53:33] <jmkasunich> -1 means "make this the last function in the thread", and is the default
[01:53:50] <jmkasunich> N means "make this the Nth function in the thread, and -N means make this the Nth from the end of the thread
[01:54:18] <jmkasunich> in a HAL file it is probably a lot simpler to just add stuff in the desired order
[01:54:39] <SWPadnos> it's when you have multiple files that you might need the numbering option
[01:54:43] <jmkasunich> but if you find yourself manually adding a component during a debugging or testing session, it is handy to be able to add it exactly where you want it
[01:56:11] <cradek> sounds like another of the reasons multiple hal files are a pain (and a workaround for it)
[01:57:01] <SWPadnos> I think multiple HAL files might be required
[01:57:20] <John_F> Another hal q: The "older" hal_m5i20 has a pin to reset the watchdog but the newer hostmot2 just has a function. Do I use motion.watchdog-reset-out in some way to call the pet watchdog function or do I just addf hm2_5i20.pet.watchdog?
[01:57:22] <SWPadnos> unless you can wait until after the GUI loads to do all HAL/RT initialization
[01:57:40] <cradek> yes, just addf pet
[01:57:54] <cradek> SWPadnos: that's a good point
[01:58:55] <SWPadnos> though loading the (or a) GUI first might have other user-centric advantages, like giving errors in GUI-ized form, or letting you do certain setup functions (like PID tuning) within the GUI, which can start and stop RT at will
[01:59:13] <SWPadnos> (not that PID needs that, but you get the idea)
[02:00:47] <SWPadnos> I think it might be time for bed. night all
[02:14:41] <John_F> yet another question: if I issue the command: "loadusr halmeter" I get a window that lets me select the signal I want but if i just use: "loadusr halmeter sig [some signal name]" then the meter just displays --- what is wrong?
[02:15:20] <cradek> hm, are you sure the signal exists?
[02:15:54] <cradek> works for me
[02:15:57] <John_F> I knew you were going to ask that. I think so.
[02:16:03] <cradek> haha
[02:17:36] <John_F> Oh you are right! my bad. I need to use pin not sig!
[02:21:28] <John_F> cradek and others: thanks for the help. By for today.
[02:21:35] <cradek> welcome
[02:30:21] <Danimal> hi
[02:32:46] <geo01005_home> howdy.
[02:44:02] <Danimal> i'm beat, yard work all day for the lose
[03:38:36] <tomp> tomp is now known as tom3p
[03:46:39] <Jymmm> SWPadnos: I notice that you said bed tonight in stead of sleep =)
[04:10:16] <tom3p> the ddt component calculates rate using 'period' / nS. where does period come from? its not defined in the comp.
[09:12:07] <piasdom> g'mornin all
[09:18:16] <micges> good morning
[10:48:22] <motioncontrol> good morning.i Have one maschine with 2 spindle.The first vertical at axis x, the second orizzontal at axis x.For correct work and tool compensation i change only the plane g17 and g18 or there is another future?
[12:42:50] <tomp> tomp is now known as tom3p
[12:43:32] <tom3p> OSADL: OSADL - Open Source Automation Development Lab eG
http://www.osadl.org/ interesting open src automation stuff
[12:51:35] <Jymmm> Looks more related to Real Time Linux more than anyting else.
[12:57:47] <micges1> micges1 is now known as micges
[13:32:48] <SWPadnos> hey Jymmm, got any ideas on how to get a W2k guest to work when it doesn't know how to access the boot device?
[13:34:23] <Jymmm> SWPadnos: a guest, so a w2k VM?
[13:34:28] <SWPadnos> yes
[13:34:44] <Jymmm> Do you get a BSOD?
[13:34:50] <SWPadnos> the import finally completed some time this morning
[13:34:52] <SWPadnos> yep
[13:34:57] <Jymmm> then t automatically reboots
[13:34:58] <SWPadnos> INACCESSIBLE_BOOT_DEVICE
[13:35:04] <SWPadnos> nope, I get to do it manually
[13:35:18] <Jymmm> ok, hang on a sec...
[13:36:01] <SWPadnos> I think the normal fix would be to replace the IDE drivers with generic ones
[13:36:10] <SWPadnos> which I didn't do before the import, of course
[13:36:24] <SWPadnos> I guess I could boot from the 2k CD and repair or something
[13:37:09] <Jymmm> Nah, it doesn't work
[13:37:19] <Jymmm> See the bottom of page for one option...
http://communities.vmware.com/thread/23764
[13:37:33] <SWPadnos> I'm trying to start up in debugging mode - we'll see how far it
[13:37:36] <SWPadnos> not very far
[13:37:45] <Jymmm> No debug mode won't work either
[13:37:51] <SWPadnos> so I see :)
[13:38:46] <Jymmm> There is an alternative method too... hang on
[13:39:10] <SWPadnos> hmmm. player says that the disk is IDE already. I'll look at the vmx
[13:40:02] <SWPadnos> yep, it's IDE in the vmx file
[13:40:44] <Jymmm> Did you have like two hdd's previously?
[13:40:49] <SWPadnos> nope
[13:40:50] <Jymmm> or maybe multiple partitions?
[13:40:53] <SWPadnos> nope
[13:41:04] <SWPadnos> single 120GB disk, single partition
[13:41:14] <Jymmm> ok, hang on.... need to acess another system
[13:41:30] <SWPadnos> ok, thanks
[13:42:47] <SWPadnos> hmm. I wonder if I should mess with the geometry settings in the .vmdk file
[13:43:22] <Jymmm> SWPadnos:
http://codepad.org/xwgyp935
[13:44:17] <SWPadnos> hmmm. I wonder if I can get to that file on the virtual disk drive
[13:44:25] <SWPadnos> it's split into 2G chunks
[13:44:39] <Jymmm> Hmmm
[13:44:44] <SWPadnos> (which probably isn't necessary on ext3, but converter didn't know that)
[13:45:29] <Jymmm> you CAN boot a LIVECD from that partition and then just edit from there.
[13:45:48] <Jymmm> But I find that you have to edit the config file for the VM for a longer timeout
[13:45:59] <cradek> does anyone have a good source for 50 pin screw breakouts for mesa stuff?
[13:46:01] <Jymmm> I just cant hit the button fast enough
[13:46:07] <SWPadnos> oh, interesting idea
[13:46:10] <SWPadnos> yeah
[13:46:18] <Jymmm> SWPadnos: Hang on, I'll get the setting for you.
[13:46:36] <SWPadnos> cradek: ebay, $19 each
[13:46:40] <SWPadnos> lemme find the seller
[13:47:16] <cradek> that sounds great, thanks
[13:47:31] <Jymmm> SWPadnos: BOOT DELAY
http://communities.vmware.com/docs/DOC-1201
[13:47:43] <Jymmm> SWPadnos: I set mine to 10 seconds
[13:48:12] <SWPadnos> stupid ebay
[13:49:05] <Jymmm> SWPadnos: Once you changed that setting, you can get/use
http://sysresccd.org/ and boot from that. It'll let you mount the NTFS partiton for read/write and then you an edit the BOOT.INI file as needed.
[13:49:19] <SWPadnos> yep, great idea. thanks
[13:51:50] <Jymmm> SWPadnos: Hey, is it true that you HAVE to use a resistor when powering an LED(s) directly?
[13:52:04] <Jymmm> SWPadnos: Even when the voltage matches?
[13:52:12] <SWPadnos> not strictly true, but a very good idea
[13:52:40] <Jymmm> Ok if two leds are in series, each being 3.2VDC (6.4) and I use a 5V PS
[13:52:57] <Jymmm> would/should I still use a resistor?
[13:53:24] <SWPadnos> heh, it looks like the guy raised his price a little:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=270225273470
[13:53:37] <SWPadnos> they used to be $25, then down to $20, now $21.24
[13:53:45] <Jymmm> http://led.linear1.org/led.wiz
[13:54:08] <SWPadnos> funny
[13:54:25] <cradek> SWPadnos: thanks!
[13:54:38] <SWPadnos> sure
[13:54:56] <SWPadnos> I think those are the right ones, you may want to check the manufacturer spec page he links
[13:55:19] <geo01005> cradek: Mesa has the 7i34 that has some protection for the fpga.
[13:55:21] <Jymmm> SWPadnos: That LED claculator still uses at minimum 1ohm resisor even if the voltage is ead on is kinda why I asked.
[13:55:54] <SWPadnos> you would need a very very good voltage regulator to not need a resistor
[13:56:16] <SWPadnos> a few millivolts higher than spec, and the current through the LED could be 100x as great
[13:56:28] <Jymmm> SWPadnos: Ok, but not needed if using asilcon driver?
[13:56:40] <Jymmm> IC
[13:56:57] <Jymmm> LED Driver chip I mean
[13:57:10] <SWPadnos> in practice, there will be resistance in the wires, and the supply itself would tend to dropp under too high a load, both of which will limit current
[13:57:26] <SWPadnos> if you're using a constant-current LED driver, then you don't need resistors
[13:58:07] <SWPadnos> you would have one resistor or reference input to the chip, and the IC will limit the current based on that
[13:58:10] <Jymmm> SWPadnos: Can AVR's drive a matrix of LED's directly?
[13:58:18] <SWPadnos> not with current limiting
[13:58:27] <Jymmm> k
[13:58:37] <SWPadnos> (well, they'll be limited to the 20-25 mA port drive strength of the chip)
[13:58:54] <geo01005> cradeck, I mean the 7i42, and the 7i42T IO protector $35
[13:59:29] <Jymmm> SWPadnos: Heh, I found some 3W LED's drivers - cheap too, under $2
[13:59:57] <SWPadnos> cool
[14:00:03] <SWPadnos> or warm
[14:00:18] <Jymmm> SWPadnos: But, I'm going to try and drive a matrix of 100mA LEDs
[14:00:37] <Jymmm> I figure about 32 or 64
[14:00:43] <SWPadnos> transistors and resistors then
[14:00:43] <Jymmm> qty
[14:01:06] <SWPadnos> an 8x8 matrix or something like that?
[14:01:25] <SWPadnos> or maybe 7x5 for 35 LEDs
[14:01:33] <Jymmm> SWPadnos: That's the other thing I don't get... like LED flashlights have a driver chip in them.
[14:01:49] <Jymmm> SWPadnos: No, these are for pure lighting application.
[14:01:53] <SWPadnos> ones with a single battery, certainly
[14:02:37] <Jymmm> these 100mA LED I want to try and replace the floresent ligt in the garage
[14:02:53] <SWPadnos> do you need to address them individually, or just turn them all on at the same time?
[14:02:55] <Jymmm> I calced out that I need 32 of them
[14:03:07] <Jymmm> on/off and bonus of dim
[14:03:08] <SWPadnos> oh, in that case you don't need an array
[14:03:25] <SWPadnos> err, you need an array, not a matrix
[14:03:31] <Jymmm> my bad
[14:03:39] <SWPadnos> no biggie
[14:04:06] <SWPadnos> what voltage are the LEDs, and what DC voltage do you expect to use for the supply?
[14:04:49] <Jymmm> I have a 12VDC battery backed PS aready. the voltage is 3.2 or 3.4v iirc
[14:04:57] <SWPadnos> bummer
[14:05:06] <SWPadnos> you'll only get 3 LEDs per "string" then
[14:05:29] <SWPadnos> you can probably use a single transistor to drive all the LEDs
[14:05:54] <SWPadnos> hook that transistor to a PWM output on the AVR, and you'll get your dimming output
[14:06:21] <Jymmm> dimming wil reduce power draw, correct?
[14:06:36] <SWPadnos> yes
[14:06:55] <SWPadnos> but at some point you may see flicker
[14:07:36] <Jymmm> The Ps is the kind used for fire alarm panels, good for up to 6A draw, and has a 10Ah battery
[14:07:56] <Jymmm> 10 ro 12AH
[14:08:57] <Jymmm> SWPadnos: Yeah, will toss the "frickle" into the emergency seizure mode =)
[14:09:02] <SWPadnos> heh
[14:09:04] <Jymmm> "flicker"
[14:09:38] <Jymmm> SWPadnos: the gf got me a Streamlight LEd flashlight that has the blink mode.... gawd that thing is annoying
[14:09:43] <SWPadnos> the LED driver boards I made have 16 channels, each of which is just a single SMT transistor drive
[14:10:00] <Jymmm> what amperage per ch?
[14:10:08] <SWPadnos> they can drive several amps each, so you can parallel 20-40 series strings of LEDs per transistor
[14:10:19] <Jymmm> eeeesh, that much?!
[14:10:47] <SWPadnos> in your setup, you'll have 3 LEDs plus a resistor per string
[14:10:51] <SWPadnos> yep
[14:11:07] <SWPadnos> we drove 1000 or more LEDs for some effects
[14:11:09] <Jymmm> what if i do a series/parallel setup?
[14:11:37] <Jymmm> I'm really tring to avoid the ecess power loss as I wnat to connect upa solar panel too
[14:11:41] <Jymmm> exces
[14:11:42] <SWPadnos> yes, that's what I'm talking about
[14:11:48] <SWPadnos> like the calculator you linked shows
[14:12:14] <Jymmm> Sure, but it ALWAYS shows a resistor, which is just lost power
[14:12:23] <SWPadnos> you need it
[14:12:49] <Jymmm> Well, if I can avoid the raw power loss by using a driver I'd rather do that.
[14:13:10] <Jymmm> that's why I was asking about the LEd drivers in flashlights
[14:13:16] <SWPadnos> there will still be some loss
[14:13:32] <SWPadnos> you can only do series with current-limiting drivers
[14:13:33] <Jymmm> In mW I can handle
[14:13:55] <Jymmm> but raw loss in watts r amps I can't
[14:14:01] <Jymmm> s/r/or/
[14:14:14] <SWPadnos> so unless the driver has multiple outputs, you need a separate driver per string of LEDs
[14:14:25] <SWPadnos> which means 12 or more of them for your application
[14:14:39] <SWPadnos> (or 11 if you use only 33 LEDs)
[14:15:04] <Jymmm> in that calculator fill in these values: 12, 3.2,100,32,schematic
[14:15:31] <Jymmm> resistors disapaute 3.2 Amps
[14:15:36] <Jymmm> OUCH
[14:15:45] <SWPadnos> 3.2W
[14:15:51] <Jymmm> that's like 30%
[14:15:58] <Jymmm> TWattage
[14:16:13] <Jymmm> at the bottom
[14:16:25] <SWPadnos> use 33 instead
[14:16:27] <Jymmm> # together, all resistors dissipate 3260 mW
[14:16:43] <SWPadnos> right - you said amps, it's actually watts
[14:17:18] <Jymmm> Still, 3Watts is almost 30%
[14:17:23] <SWPadnos> if you had 3.4V diodes, the dissipation would be lower
[14:17:26] <SWPadnos> yep
[14:17:53] <Jymmm> that's WAY TOO MUCH, total should be < 500mW
[14:17:54] <SWPadnos> are these LEDs actually meant to run at 100mA continuously?
[14:17:59] <Jymmm> yes
[14:18:03] <SWPadnos> then get a lower voltage supply
[14:18:13] <SWPadnos> is the 3.2/3.4V rating at 100mA?
[14:18:18] <Jymmm> 110,000 lumen @ 140 Degress
[14:18:20] <Jymmm> yes
[14:18:24] <SWPadnos> ok
[14:18:40] <SWPadnos> a 10V supply would be better then, if they're 3.2V LEDs
[14:18:45] <Jymmm> hang on, I'll get spec sheet
[14:19:22] <archivist> switchmode supply to convert 12 to 10
[14:19:24] <geo01005> Jymmm, For a product development class We design and made some LED flashlights. I used an LTC-3490 LED driver to drive a 1 watt Bright White LED.
[14:19:55] <Jymmm> SWPadnos:
http://c-leds.com/shop/product_info.php?cPath=28&products_id=52&osCsid=7c695b7aa63f9f6204e6d79e1c8264c8
[14:20:04] <geo01005> IT worked very well. We drove it with 4 AA batteries for about 40 hours with no change in light output.
[14:21:16] <Jymmm> geo01005: Cool, but I'll be drawing a tad more than 350mA =)
[14:22:01] <geo01005> Sorry I missed what you are making.
[14:22:11] <Jymmm> archivist: I *might* be able to adj the output on this Ps a tad.
[14:22:32] <Jymmm> gepoh it's all good, I want to play with those drivers too, just in a different project
[14:22:39] <geo01005> These are great high output LEDs
http://ledsupply.com/luxeonIII.php
[14:22:58] <SWPadnos> Jymmm: note that the LED voltage can vary somewhat
[14:23:09] <Jymmm> I'm trying to see if I can replace the 2x40Watt 4 foot florescent shoplight with LED's instead is all
[14:23:22] <Jymmm> SWPadnos: Yeah, I saw that.
[14:23:26] <SWPadnos> that's a problem when you get to very low resistor values, since a small variation in voltage will make large changes in current
[14:23:43] <geo01005> http://ledsupply.com/everledtr.php
[14:24:33] <Jymmm> geo01005: Cool, but I aint paying $300 =)
[14:25:08] <SWPadnos> http://c-leds.com/shop/product_info.php?products_id=78&osCsid=7c695b7aa63f9f6204e6d79e1c8264c8
[14:26:09] <geo01005> Just saying :)
[14:26:10] <Jymmm> SWPadnos: I saw that, but again, I'm trying to avoid the extra power loss as I want to use solar panels
[14:26:24] <SWPadnos> I think you can't avoid the power loss
[14:26:35] <SWPadnos> unless you make a constant-current switching supply
[14:26:59] <geo01005> How many Lumens output do you want?
[14:26:59] <SWPadnos> which still won't work, since you need to parallel multiple chains of LEDs, and that fubars constant current supplies
[14:27:58] <SWPadnos> oh, you could make a single 100V or so supply, and current limit that to 100mA
[14:29:31] <Jymmm> http://www.dealextreme.com/details.dx/sku.13557
[14:29:52] <Jymmm> can't beat $2.53
[14:31:24] <Jymmm> Ok, bbiab
[14:53:30] <cradek> what am I missing if I think newegg doesn't sell ethernet hubs??
[14:54:25] <SWPadnos> are you searching in the right category?
[14:54:35] <SWPadnos> oh, and are you actually talking about hubs instead of switches?
[14:54:46] <cradek> yes I need an actual hub
[14:54:50] <SWPadnos> hmmm
[14:54:56] <SWPadnos> that could be difficult
[14:54:59] <cradek> (but, I don't think they have either)
[14:55:27] <SWPadnos> ethernet, as in 10 mbit only>
[14:55:29] <SWPadnos> ?
[14:55:30] <archivist> people still use hubs?
[14:55:45] <SWPadnos> vs. fast ethernet
[14:56:05] <archivist> switches are as cheap now
[14:56:22] <cradek> it should be 10/100
[14:56:23] <SWPadnos> they introduce delays and separate collision domains
[14:56:37] <SWPadnos> 10/100 can't be a hub, unless it's a "dual-speed" thingie
[14:56:40] <archivist> auto 10/100 and reverse/normal
[14:56:44] <cradek> I guess I need to dig in junkpiles
[14:57:02] <SWPadnos> it acts like a 10 mbit hub and a 100 mbit hub, connected via a 2-port switch
[14:57:15] <SWPadnos> http://www.newegg.com/Store/SubCategory.aspx?SubCategory=26&name=Hubs
[14:57:33] <SWPadnos> oops, those are all USB, aren't they
[14:58:33] <SWPadnos> there must be some confusion about whether you need a hub or a switch (I know I'm confused)
[14:58:33] <archivist> I prefer switches because the delay from collisions can be larger and a switch can deal with more paths at the same time
[14:59:27] <cradek> I need to be able to snoop all the traffic on a small subnet by putting one machine in promiscuous mode
[14:59:49] <cradek> I'm fairly (?) sure this is possible on a 10/100 hub, but I might be wrong.
[15:00:13] <cradek> in reality I bet these machines are all 100
[15:00:16] <SWPadnos> yeah, I'm not sure that's possible
[15:00:57] <cradek> I thought every little cheapie four port hub on every junkpile was 10/100
[15:01:30] <cradek> I have some junkpile 100-only hubs here, they might still work, maybe I'll take one and try it
[15:01:34] <cradek> thanks
[15:01:37] <cradek> (but wtf, newegg?)
[15:01:40] <archivist> all my recent cheapies are switches
[15:01:59] <SWPadnos> hubs have gone out of style
[15:02:15] <SWPadnos> a fancy smart/managed switch could do it though
[15:02:16] <archivist> went out with 10 meg
[15:02:32] <SWPadnos> or maybe when 100 was taking over
[15:02:48] <SWPadnos> since you can't use hubs in a combined network
[15:05:51] <archivist> my oldest switch has a led colour change for speed
[15:06:48] <archivist> circa 2002 iirc
[15:07:48] <cradek> now that you say it, I remember that when I had all hubs, the 10s and the 100s were separate nets
[15:08:12] <SWPadnos> gotta be - different signaling
[15:55:41] <cradek> SWPadnos: found a device that says EZ-Hub 10/100
[15:55:49] <cradek> so I'm still puzzled
[15:56:28] <cradek> it's this device
http://www.superwarehouse.com/SMC_EZ_Hub_10_100_5-Port/SMC-EZ5805DS/p/4504
[15:56:43] <cradek> maybe they really are two hubs, like you said
[15:59:24] <skunkworks_> we did that to look at internet trafic - hooked a hub betweeen the router and the modem. Then used eutherial(s) to look at what was going on with a extra computer hooked to the hub.
[15:59:50] <cradek> yeah that's a lot like what I want to do
[16:00:15] <skunkworks_> doesn't seem too long ago that I bought one..
[16:00:25] <cradek> the cable company doesn't give us lowly users the password to the routers, so there's no way for me to see all the traffic I'm putting on the line at once
[16:00:50] <archivist> manual says hub as well Buffered store-and-forward switching between 10 and 100 Mbps segments
[16:02:50] <cradek> SMC EZ Hub 10/100 5-Port Features: ... Automatic address learning with 1,700 entry MAC address table
[16:02:57] <cradek> uhh?
[16:03:35] <archivist> exactly and last page has switching method
[16:04:21] <archivist> somewhat unsure of the sales speak
[16:05:13] <skunkworks_> http://cgi.ebay.com/Linksys-Network-Everywhere-Ethernet-10Base-T-5-Port-HUB_W0QQitemZ330333821668QQcmdZViewItemQQptZCOMP_EN_Hubs?hash=item4ce96e1ae4&_trksid=p3286.c0.m14&_trkparms=72%3A1234%7C66%3A2%7C65%3A12%7C39%3A1%7C240%3A1318%7C301%3A1%7C293%3A1%7C294%3A50
[16:05:48] <cradek> skunkworks_: thanks, but I actually want 100
[16:06:00] <cradek> I bet there was not much overlap between hub-only and 100Mbit
[16:06:06] <cradek> the device I have here (dead) says 1996
[16:06:23] <skunkworks_> no - but I do remember having one.
[16:06:50] <skunkworks_> I also remember there being limits - like hub to switch cabling had to be less than 5ft or something odd like that.
[16:11:45] <cradek> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=260414923769
[16:59:57] <EbiDK> EbiDK is now known as EbiDK|AWAY
[17:22:18] <jepler> I just got my servos from
http://skycraftsurplus.com/index.asp?PageAction=VIEWPROD&ProdID=1877. They have a HEDS5500 encoder, which is 500CPR without index
[17:24:01] <seb_kuzminsky> cool
[17:52:14] <skunkworks_> jepler: how do they look/feel?
[17:52:34] <skunkworks_> smell?
[17:53:15] <jepler> hi skunkworks_
[17:53:42] <jepler> oh, and the shaft does have a flat
[17:53:48] <jepler> they're reasonably heavy
[17:53:52] <jepler> one encoder looks like it may be damaged
[17:54:10] <skunkworks_> yeck
[17:54:11] <jepler> (I bought 4 motors so I'm not screwed yet if one is bad)
[17:55:26] <skunkworks_> have you emailed the company? (going to worry about it?)
[17:55:33] <jepler> not yet
[17:55:45] <jepler> I'll check to see if the encoder works right or not
[17:57:50] <jepler> then I have to figure out all the wiring, which as you know I hate and am terrible at
[17:57:56] <skunkworks_> heh
[17:58:02] <skunkworks_> I am excited for you :)
[17:58:38] <jepler> you can drive down and work on it if it sounds fun
[17:59:11] <skunkworks_> ;)
[18:47:34] <Jymmm> jepler: you hate wiring?
[18:56:54] <archivist> jepler, just use one colour wire, you then cannot use the incorrect wire, its less confusing
[19:03:57] <Jymmm> archivist: hey, you do that too?
[19:04:31] <Jymmm> archivist: Becasue, I actually do use a single color wire.
[19:04:38] <Jymmm> I love wiring stuff up
[19:04:38] <archivist> sure look in the background pics of my cnc for proof
[19:04:59] <Jymmm> archivist: But is that by choice or being a cheap bastard?
[19:05:09] <archivist> yes
[19:05:24] <Jymmm> Cheap bastard by choice... gotit!
[19:06:08] <archivist> a bunch of us wired our boat that way
[19:06:32] <Jymmm> Not ALL a single color, just most of it I hope
[19:07:23] <Jymmm> If you're wiring a boat, you'l be buyin spools
[19:07:53] <archivist> it was a 14ft raft
[19:07:58] <Jymmm> ah
[19:08:15] <archivist> still all wires were red
[19:08:24] <Jymmm> Oh, that's bad....
[19:08:37] <Jymmm> at least white
[19:08:38] <archivist> noooooo, it cant be wrong
[19:09:29] <Jymmm> I use all wht for that stuff, but I still use BLK/RED/GRN for the primary stuff
[19:09:37] <Jymmm> how much wiring are we talking?
[19:09:48] <Jymmm> couple of lights?
[19:10:51] <archivist> lower right. proof the red is rite
http://www.collection.archivist.info/archive/DJCPD/PD/2009/2009_05_27_cnc/IMG_0244.JPG
[19:12:59] <Jymmm> oh that's just bad.... not even in any looms or bundles
[19:13:27] <Jymmm> Remnd me never to let you near my panels =)
[19:13:39] <archivist> they are intended to be shortened and boxed later
[19:13:58] <Jymmm> Bullshit... it'll never happen.
[19:14:25] <Jymmm> It never does =)
[19:14:32] <archivist> might!
[19:14:44] <Jymmm> $100 USD via PP says otherwise
[19:15:39] <archivist> had to lift the vfd off the bench and screw it to the col as a loose wire poked in and blew a fuse
[19:15:54] <Jymmm> ouch
[19:16:33] <Jymmm> see, you already have junk laying on top the wires as it is... that makes it perm
[19:17:02] <archivist> all gets churned often as there is little space to work
[19:17:06] <Jymmm> Is that an LED gooseneck light? If so, does it work good?
[19:18:50] <Jymmm> See, you started off well with the split loom tubing, then fubared when it ame to the 4th axis as the wires are just dangling there.
[19:18:50] <archivist> halogen
[19:19:00] <Jymmm> ah
[19:19:19] <archivist> lighting is a pain
[19:19:41] <archivist> and I really intend better wiring as and when
[19:19:46] <Jymmm> Yeah, I understand.
[19:19:53] <Jymmm> we all do =)
[19:20:21] <Jymmm> It took me months to get the 120VAC wired in on the machine properly.
[19:21:00] <Jymmm> I had to figure out a way to connect to the spindle (router) with the ability to remove it and use it as a hand router if I wanted to.
[19:21:29] <archivist> sug and plocket not hard
[19:22:23] <Jymmm> It has a ft cord, I ended up using a piece of 2" PVC pipe tie wrapped to the machine to ake up the excess length, and then canabilized a 25" extension cord to run in the energy chain
[19:22:55] <Jymmm> It works out well enough
[19:25:50] <Jymmm> archivist:
http://farm1.static.flickr.com/167/424362247_9bce9d31df_b.jpg
[19:26:27] <archivist> heh been tidied for the pic /me does not believe
[19:26:44] <Jymmm> ?
[19:27:02] <Jymmm> you mean photoshoped?
[19:27:15] <Jymmm> http://farm1.static.flickr.com/166/424362252_1bd7946026_b.jpg
[19:27:17] <archivist> taped up? cant see all the loose wires
[19:27:43] <Jymmm> No split loom tubing
[19:27:58] <Jymmm> within energy chain on the back and under the table
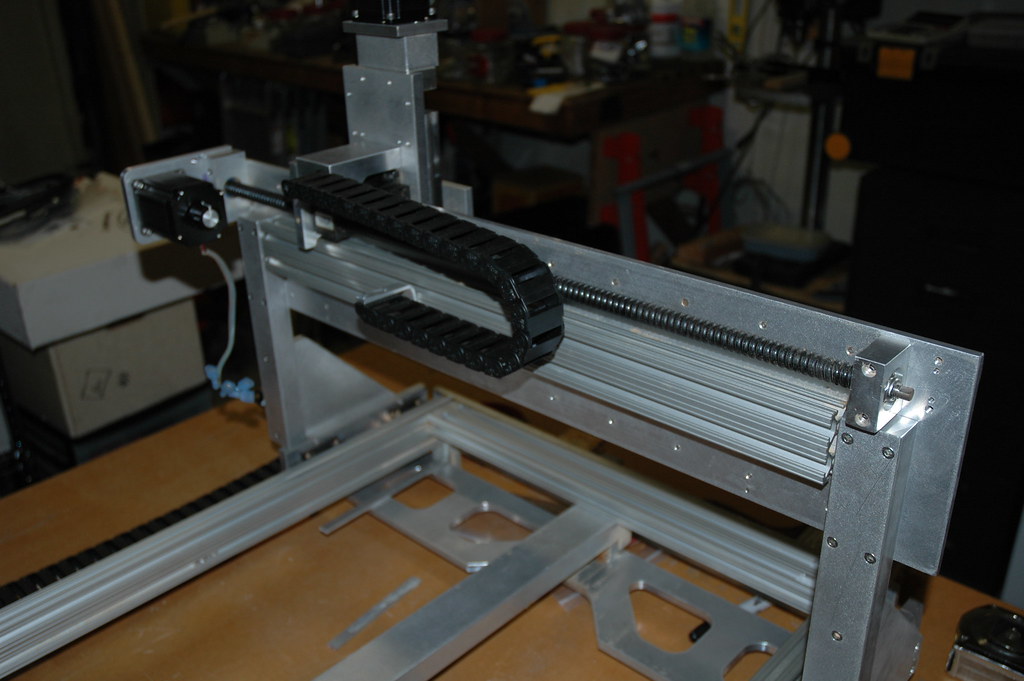
[19:29:38] <Jymmm> This is when I was mounting the energy chain under the table
http://farm1.static.flickr.com/176/389868994_c64923bf8c_b.jpg
[19:29:47] <Jymmm> dry fit that is
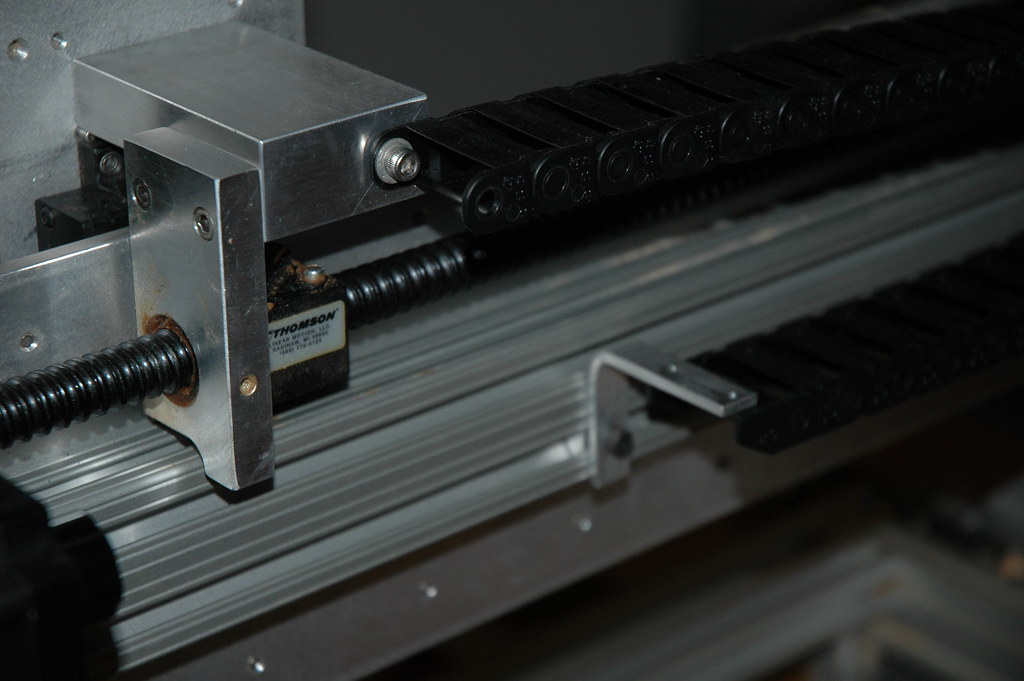
[19:31:19] <Jymmm> This is the Y Axis energy chan on the back
http://farm1.static.flickr.com/179/389857546_ee896d3abe_b.jpg
[19:32:19] <Jymmm> archivist: better view of it
http://farm1.static.flickr.com/125/389857545_d4e09a4c12_b.jpg
[19:33:31] <archivist> I have seen fails in the chain stuff
[19:33:50] <Jymmm> Well, better than just dangling wires
[19:34:19] <Jymmm> I had a hook and bungy cords before
[19:34:38] <Jymmm> well actually extra large rubber bands =)
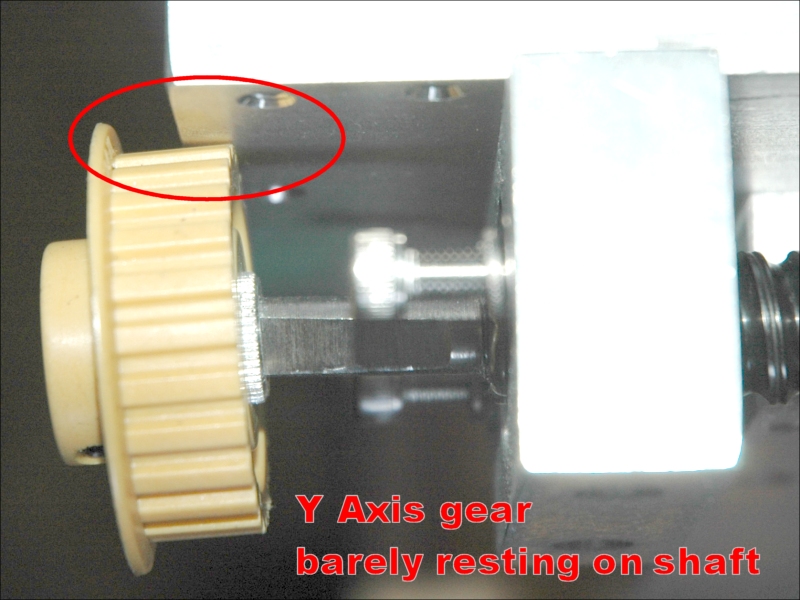
[19:36:44] <Jymmm> In hind sight... when I saw this (when it was first shipped to me) I should have known better and just asked for a refund at the time...
http://farm2.static.flickr.com/1224/1107057335_b7cca3c65c_o.jpg
[19:37:31] <archivist> flat is tapered as well on the shaft
[19:37:35] <Jymmm> But I was so anxious to finally get a machine.... *sigh*
[19:37:45] <Jymmm> flat is grinded
[19:38:00] <Jymmm> or sanded
[19:38:20] <Jymmm> not faced as it should be
[19:40:19] <Jymmm> I'd love to get my machin going properly, But it's gonna take at minimum a mill and persons that can figure out what the hell is wrong with it and have to fix it
[19:40:25] <Jymmm> Neither of which are me.
[19:40:39] <SWPadnos> me either
[19:40:55] <SWPadnos> except the mill, more or less
[19:41:37] <Jymmm> SWPadnos: Yeah, but that was somewhat stressful. a mill on hand is more like it.
[19:41:47] <SWPadnos> yeah, I'm sure that would work better
[19:41:47] <archivist> debugging sure teaches you though, keep at it
[19:42:09] <SWPadnos> archivist, there's some mechanical problem that isn't apparent when you take it apart
[19:42:49] <Jymmm> archivist: SWPadnos spent like a week or so with me and we tried, it's not that straight forward of a problem(s)
[19:42:51] <SWPadnos> the ballscrew works very nicely (inspected by Thompson), the rails seem fine, the bed seems flat ad parallel ...
[19:42:58] <SWPadnos> s/ad/and/
[19:43:08] <archivist> I would be measuring to reasonably fine limts to find the error/s
[19:43:37] <SWPadnos> we were measuring to 0.001" (best on hand), on a large (but likely uncalibrated) surface plate
[19:43:51] <Jymmm> 8" thick
[19:43:56] <archivist> twist of the carriage in motion is what I expect
[19:43:56] <Jymmm> 48" x 48"
[19:44:31] <SWPadnos> plausible, but the error only surfaced on one stretch of travel, and then in only one direction
[19:44:32] <SWPadnos> IIRC
[19:44:39] <Jymmm> correct
[19:45:45] <archivist> the carriages are too close together in relation to the carriage width
[19:46:32] <SWPadnos> one thing I didn't think to check for was whether the screw is parallel to the slides
[19:46:36] <archivist> any off center load or thrust will increas friction greatly
[19:46:51] <Jymmm> SWPadnos: I did
[19:46:54] <SWPadnos> in the horizontal plane that is - I did check the vertical
[19:47:00] <SWPadnos> ok
[19:48:53] <Jymmm> SWPadnos: though, I still suspect the underarriage ballnut mount
[19:49:26] <SWPadnos> yep
[19:51:12] <archivist> I think material saving and carriage spacing is a cause (over square)
[19:51:59] <Jymmm> archivist: define"carriage spacing"
[19:53:01] <archivist> two ballscrews with toothed belt to maintain parallel gantry
[19:53:54] <Jymmm> ah
[19:54:19] <archivist> gantry left has two carriages on the rail, very close to each other compared to the pair at the other end
[19:54:44] <jepler> ugh -- usdigital.com wants me to call to order, or else I can print a PDF and then fax it to them
[19:54:46] <SWPadnos> the binding occurs with no load
[19:54:47] <archivist> so gantry left and lead/lag gantry right
[19:55:11] <anonimasu> jepler: wiw, they only want me to fax them
[19:55:35] <archivist> any light twist will squeeze frame and increase load
[19:55:53] <jepler> anonimasu: I haven't actually called the 1-800 number, but the item page asys "for your convenience(hah!), use the above part number to order via phone 800.xxx.xxxx"
[19:56:25] <Jymmm> archivist: But it only occure in one direction, and only at a cetan pont
[19:56:33] <archivist> SWPadnos, I expect binding for over square
[19:57:00] <SWPadnos> I don't understand what you mean
[19:57:40] <skunkworks_> jepler: encoder was bad? or are you getting encoders with index?
[19:57:52] <archivist> ok /me needs a pic
[19:58:07] <jepler> skunkworks_: they have nice encoder cables
[19:58:11] <skunkworks_> SWPadnos: did the plates you made at the fest work?
[19:58:20] <skunkworks_> jepler: oh yah. good call
[19:58:24] <SWPadnos> skunkworks_, geex - I just got home! ;)
[19:58:28] <SWPadnos> geez
[19:58:31] <skunkworks_> ;)
[19:58:50] <jepler> SWPadnos: as far as we know, you now have no excuse for not having a running cnc
[19:58:54] <SWPadnos> but I did check when I got back from Wichita - the motor holes line up but the existing plate may not be a NEMA34
[19:58:58] <SWPadnos> ^^
[19:59:11] <SWPadnos> the holes for the small side didn't line up
[19:59:32] <skunkworks_> if it is any consolation - my h-bridge is still in the tote
[19:59:33] <SWPadnos> I should check that again, now that it's daylight
[19:59:35] <SWPadnos> heh
[20:03:18] <archivist> SWPadnos, its the leverage from gantry right to left counteracted by the short lever carriage to carriage on a gantry side
[20:03:55] <archivist> best way I can put it without a pic to hand
[20:04:48] <Jymmm> archivist: But, the problem only happens in one direction (right to left)and only is a certain spot along the travel.
[20:05:12] <Jymmm> If you go LEFT-to-right, no problem.
[20:05:32] <archivist> luck, add the right force it the right place and you will provoke the effect
[20:05:50] <SWPadnos> I'd like to see what happens if you put the end bearings (which are crap) on floating mounts
[20:05:53] <SWPadnos> no, not really
[20:06:13] <SWPadnos> it will move under load over about half of the work area
[20:06:19] <Jymmm> SWPadnos: We did make the one end floating
[20:06:21] <SWPadnos> it will move under load in one direction anywhere
[20:06:43] <SWPadnos> it will bind in one area, in one direction, under load or not
[20:07:02] <SWPadnos> Jymmm, I mean floating radially, not along the screw axis
[20:07:11] <Jymmm> oh
[20:07:40] <SWPadnos> also, I'm not sure that the mounts we made really do give one floating end. I think they do, but I don't remember enough about the design to know for sure
[20:07:43] <archivist> I also see a climb effect due to rotation of the ballscrew
[20:08:26] <Jymmm> archivist: The Y Axis is fine, I can do 120 IPM no problem, it's the X axis
[20:08:46] <Jymmm> http://farm2.static.flickr.com/1322/863197028_186a285427_b.jpg
[20:09:07] <archivist> I know which axis
[20:13:16] <archivist> deadly frustrating for me as the day job of clocks mean I have to find reasons why things bind and stop :)
[20:16:50] <motioncontrol> Good evening.one questione please.i run the emc, and after i write in terminal in bin directory the emc : ./halcmd source /home/francesco/Scrivania/emc2-2.3.0/configs/sim/pyvcp_demo.hal. But have one error : execv(pyvcp) . Please help me. thanks.
[20:17:37] <SWPadnos> halcmd can't find the pyvcp executable
[20:17:53] <SWPadnos> either there's a path problem, or pyvcp wasn't compiled for some reason
[20:17:59] <alex_joni> you probably forgot to . scripts/emc-environment
[20:18:15] <alex_joni> you shouldn't need to run ./halcmd, rather use halcmd (and make sure the PATH is right)
[20:18:27] <SWPadnos> I mentioned that yesterday
[20:18:28] <motioncontrol> i run emc in scripts directory ./emc
[20:18:41] <alex_joni> motioncontrol: that's not ok
[20:18:42] <SWPadnos> that also should not be necessary
[20:18:55] <alex_joni> use ". scripts/emc-environment" first
[20:19:01] <alex_joni> then use "emc" for running emc2
[20:19:07] <alex_joni> and "halcmd" for HAL commands
[20:19:27] <motioncontrol> ok i prove
[20:19:27] <alex_joni> the ". scripts/emc-environment" is the important part, as described in the manual
[20:25:00] <motioncontrol> ok i start emc with first emc-environment, but have the error for halcmd.what is the command for start a .hal file?
[20:25:37] <motioncontrol> i use halcmcd source ...../pyvcp.hal
[20:25:40] <alex_joni> halcmd -kf file.hal
[20:26:34] <motioncontrol> this command i write in terminal , in bin directory of emc?
[20:27:37] <alex_joni> after the emc-environment it doesn't matter in what dir you are
[20:27:45] <motioncontrol> if i write: ~/Scrivania/emc2-2.3.0/bin$ halcmd -kf pyvcp.hal , i have command not found
[20:28:01] <alex_joni> if you use 2 shells then you must do ". scripts/emc-environment" in each shell
[20:28:04] <alex_joni> bbl
[20:28:31] <motioncontrol> ok prove
[20:29:42] <motioncontrol> ok the error change.have a: Could not open command file 'pyvcp.hal'
[20:30:01] <motioncontrol> i thing path?
[20:37:35] <motioncontrol> ok i start : halcmd -kf /home/francesco/Scrivania/emc2-2.3.0/configs/sim/pyvcp.hal , have error :IOError: [Errno 2] No such file or directory: 'prova.xml'. the prova.xml stay in /configs/sim directory. because
[20:40:53] <SWPadnos> it's easiest if you run halcmd from within the config directort
[20:40:56] <SWPadnos> directory
[20:42:37] <motioncontrol> ok the thanks Swpadnos and alex the problem is ok.i run the command in sim directory
[20:43:32] <SWPadnos> great
[20:45:52] <motioncontrol> excuse . for another question.i have one maschine with 2 spindle.first spindle is perpendicolar at axis x , the second spindle is orizzontal at x axis. For tool lengh compensation i change only the plane g17 or g18 when maschine fuction with the first spindle or the second spindle or there is another futhure?
[20:54:09] <cradek> if you use a lathe style tool table, you can have tool length offsets in both X and Z
[20:54:27] <cradek> you should use tool orientation 9 for a milling type tool
[20:56:19] <motioncontrol> i can use for mill a lathe tool table?
[20:57:37] <motioncontrol> i don't known this possible
[20:58:25] <motioncontrol> the another solution possible can use 2 configuration ?
[21:12:12] <Danimal> i'm trying to add in a parameter for the pwmgen's frequency, but i cant find much in the manual in the way of a value to put there. it says something about 2e6 being 2MHz, but i cant get it to work
[21:13:39] <Danimal> hostmot2, btw
[21:13:47] <Danimal> 5i20
[21:16:21] <skunkworks_> like this setp hm2_[HOSTMOT2](BOARD).0.pwmgen.pwm_frequency 40000
[21:16:41] <skunkworks_> ? assuming that is 40khz
[21:19:35] <Danimal> see i tried it like that, and got an error
[21:19:39] <Danimal> hmmm
[21:20:16] <Danimal> i guess i can try it again
[21:20:24] <archivist> paste the exact error
[21:21:47] <Danimal> sure, give me a sec, i'm on a different pc
[21:21:54] <Danimal> no internet on that one
[21:22:46] <archivist> cnc with no intarwebs, whats the world coming too
[21:23:28] <Danimal> lol i am new to linux, havent figured out the networking yet
[21:23:39] <SWPadnos> plug in cable
[21:23:44] <SWPadnos> step 2: use the network
[21:23:45] <archivist> :)
[21:23:50] <Danimal> haha
[21:23:58] <Danimal> step 3, ip conflict
[21:24:09] <archivist> nope
[21:24:19] <Danimal> on mine, yes
[21:24:37] <Danimal> it boots 2 of my windows pc's off the network
[21:26:40] <SWPadnos> unless you have a very limited router, or you did something by hand (that you shouldn't have done), that doesn't make any sense
[21:26:53] <SWPadnos> since it's configured to get an address via DHCP by default
[21:27:14] <SWPadnos> you wouldn't happen to have a Motorola DSL modem, would you?
[21:27:33] <Danimal> hm2-stepper.hal:176: parameter or pin 'hm2_5i20.0.pwmgen.00.pdm_frequency' not found
[21:27:48] <Danimal> i'm sure i did something wrong, i dont blame linux at all
[21:27:51] <SWPadnos> heh
[21:28:00] <Danimal> it's a belkin
[21:28:11] <SWPadnos> are you on 8.04? it's possible that we can help you get it working if you like
[21:28:39] <SWPadnos> ok. I just had an experience with some Motorola that only served up one IP address
[21:28:49] <SWPadnos> connect multiple devices via a switch, and you get problems
[21:29:02] <archivist> SWPadnos, what not have fixed IP's ? I run web servers etc on mine
[21:29:20] <SWPadnos> by default, Ubuntu uses DHCP for client configuration
[21:29:27] <SWPadnos> of course, you can do fixed IP
[21:29:42] <SWPadnos> I had a fun time with the network for the MTV thing
[21:29:52] <SWPadnos> 12 computers on the camera truss, on their own network
[21:30:03] <Danimal> it was in roaming mode
[21:30:20] <SWPadnos> second network port on the master computer, which connected to my laptop, several macs, and anything else necessary
[21:30:23] <archivist> forgetting which IP you put where is the fun part
[21:30:33] <Danimal> i changed it to dhcp
[21:30:42] <SWPadnos> and a third network for one of hte macs to upload data to the MTV shared drive
[21:31:03] <SWPadnos> they had a fourth network there, so they could pull from the shared storage and stick it on the live website
[21:31:13] <SWPadnos> lots of fun :)
[21:31:56] <archivist> even the cnc box has a full web set on it here
[21:32:58] <Danimal> did u see the error?
[21:33:03] <archivist> yes
[21:33:27] <SWPadnos> is that really supposed to be "pdm_frequency"?
[21:34:05] <Danimal> well i have it set as output_type 3, which i thought was pdm
[21:35:53] <SWPadnos> ah, there's no ".00." in there
[21:36:01] <SWPadnos> the frequency is common to all of them
[21:36:14] <SWPadnos> they use the same clock
[21:36:43] <Danimal> do i take the 00 out of all my parameters?
[21:36:54] <SWPadnos> probably not
[21:37:05] <SWPadnos> but it looks like the frequency is common
[21:37:22] <Danimal> ah ok
[21:37:23] <SWPadnos> you can see the actual names by running halcmd and looking at what's there, once EMC is loaded
[21:37:35] <SWPadnos> (assuming you haven't screwed up the hal files too badly yet :) )
[21:38:12] <Danimal> haha i dont think i did.. i dont change anything that i wont be able to undo
[21:38:18] <SWPadnos> heh
[21:38:32] <SWPadnos> dinnertime. check the names with hal
[21:38:36] <SWPadnos> halcmd
[21:38:44] <Danimal> it loaded
[21:38:50] <SWPadnos> yay
[21:38:55] <Danimal> ok, thanks for the help!
[21:38:58] <SWPadnos> sure
[21:39:06] <SWPadnos> and remember, tab is your friend
[21:39:20] <Danimal> in what way?
[21:39:49] <Danimal> i know the autocomplete thing, but it does more?
[21:50:03] <motioncontrol> can i startup the emc in g17 plan or g18 plan which ?
[21:50:06] <jepler> Danimal: hit tab twice and it will show you all possible completions
[21:50:17] <jepler> motioncontrol: no, put appropriate modal codes at the start of all part programs.
[21:51:12] <motioncontrol> ok jepler , every part program start with g17 or g18 . Is ok ?
[21:51:49] <motioncontrol> example g17 g90 g0 x0 y0
[21:52:06] <motioncontrol> or g18 g90 g0 x0 y0
[21:53:09] <motioncontrol> when i change plane the emc change the tool lengh compensation at z for g17 at y for g18 is ok ?
[21:54:29] <archivist> are you running both spindles at the same time
[21:55:20] <motioncontrol> no i don't know the geometry principe the cnc maschine
[21:56:40] <motioncontrol> the question because i have maschine with 2 spindle, one perpendicular x axis and another orizzontal at x axis
[21:57:40] <motioncontrol> and i thing for fuction with emc the first spindle and the second spindle i change only the plane.i want only a confirm
[22:08:56] <Jymmm> SWPadnos: ?????
http://media.photobucket.com/image/tab%20cola/rebelcan/tab2.png
[22:11:12] <Jymmm> http://www.thecoca-colacompany.com/presscenter/img/image120/lg_tab.jpg
[22:20:52] <jepler> motioncontrol: tool length compensation is not changed by the g17/g18/g19 plane
[22:21:10] <jepler> there's currently no provision for tool length compensation along Y. There is for X, Z, and W
[22:21:20] <jepler> (I think; W may only be in a branch, not in 2.3.x)
[22:23:58] <skunkworks> logger_emc: bookmark
[22:23:58] <skunkworks> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-06-03.txt
[23:15:59] <skunkworks> delth?
[23:43:34] <toastyde1th> de1th
[23:43:40] <toastyde1th> it's irssi's weirdass default behavior
[23:44:55] <Spida> how do you measure the tool length (automatically)?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}