Back
[00:04:52] <andypugh> Set up a stepper and then search-and-replace?
[00:15:57] <andypugh> Thing is, Danimal, that it doesn't take all that long to fins stepconf is getting in the way, it is probably worth biting the bullet anfd getting the hang of the hal files
[00:16:31] <andypugh> I thin that currently my custom.hal unlinks 10 pins before re-linking them
[00:17:43] <geo01005_home> colin_: are you still around?
[00:17:59] <andypugh> This is because the limit switches pins need debouncing to ignore glitches from the VFD
[00:18:10] <colin_> geo01005, yeah
[00:18:12] <colin_> just about
[00:19:01] <geo01005_home> I think I got it.
[00:19:10] <colin_> really ? :)
[00:19:15] <geo01005_home> I figured it out on the drive home.
[00:19:58] <colin_> :D
[00:20:12] <geo01005_home> With a little transformation at the right after calculating theta1 we can treat your bot like a regular PUMA.
[00:20:27] <geo01005_home> Let me email you the code.
[00:20:57] <colin_> excellent
[00:21:13] <colin_> ill take a look at it tomorrow if thats ok
[00:21:20] <colin_> gotta be up in 5 hrs
[00:21:21] <colin_> lol
[00:21:43] <geo01005_home> great, I look forward to knowing if it works.
[00:22:07] <colin_> iv downloaded some models of ABB bots that are very similar to the js10
[00:22:19] <colin_> they just have the A3 where the js10 doesnt
[00:22:30] <colin_> but as thats in the code i can put that parameter in
[00:23:10] <colin_> so ill work on getting that into vismach and then it will show if the kine is working
[00:24:13] <geo01005_home> We will see If what I was thinking is right.
[00:25:18] <colin_> ok
[00:25:42] <colin_> ill try get it done over the weekend and let you know if iv made any progress :)
[00:25:53] <colin_> thanks for the help :)
[00:25:54] <colin_> gnight
[00:25:54] <geo01005_home> sounds good.
[00:27:11] <geo01005_home> night.
[00:41:35] <Danimal> yea, i guess i'm just in information overload
[00:42:12] <Danimal> i learn by doing, and i cant really do that in this situation, so i'm stuck
[01:02:27] <andypugh> Danimal: Aye, I can see where you are coming from there. But if you had a parallel port you would be very soon wishing for more lines
[01:02:32] <andypugh> I know I am
[01:05:31] <andypugh> Of course, you could goet everything going with the p-port, make sure it all works, then upgrade. Thing is, p-ports are a bit rubbish. current capacity is very small ( I think mine sources 2mA, which meant I had to get quite serious with the PWM-analogue intefaces)
[01:06:23] <skunkworks> plus hardware step generation is the only way to go
[01:10:45] <tlab> I plan on using a parallel port, is there a cheap hardware I could use? say around 100 bucks?
[01:14:06] <andypugh> I think that some of the Mesa cards are around that price and plug into the p-port to give a lot more channels
[01:14:27] <andypugh> Or are you talking about stepper-drivers?
[01:14:30] <tlab> plug into parallel port?
[01:14:58] <andypugh> Lets back up a bit, what do you want your hardware to do?
[01:14:58] <skunkworks> yes - under 100 dollars gives you 48 i/o
[01:15:22] <tlab> small desktop cnc for pcbmilling
[01:17:36] <andypugh> Do you have anything so far?
[01:18:34] <tlab> this linux box, steppers, some control circuitry
[01:18:50] <tlab> I'm building the motion control myself
[01:19:33] <tlab> based off a pic driver and LM18245
[01:20:50] <skunkworks> what do you mean by motion control?
[01:21:05] <tlab> the motor driver
[01:21:16] <skunkworks> ok - so it will take step/dir or such?
[01:21:23] <tlab> ya
[01:21:25] <skunkworks> ok
[01:22:36] <skunkworks> unless you need some ungodly high step rates - the printer port will probably be just fine\
[01:23:32] <andypugh> You could look on ebay. I bought a kit if 3-way driver card with p-port interface, power supply and 3 NEMA 23 stepper motors for £140.
[01:23:35] <tlab> no, doesn't have to be super fast
[01:24:17] <andypugh> As it happens, I am using almost none of it now, except for one motor and the 24v PSU, but it was a good start.
[01:25:23] <andypugh> I kept blowing up the driver board, and ended up buying 4 of these:
[01:26:13] <andypugh> http://www.motioncontrolproducts.com/drives/msd325-microstepping-drive.php?cat=2
[01:26:44] <andypugh> Cheaper than Geckos, probably not quite as good, but quicker delivery to where I am
[01:35:45] <andypugh> I typed a search in the wrong box and closed this window, did I miss anything?
[01:36:19] <geo01005_home> hope
[01:51:56] <Danimal> sorry, stepped away for a bit... yea, i figured the par port was probably not going to be enough, which is why i got the mesa 5i20
[01:53:51] <Danimal> but i am missing some crucial info to get me to understand the hal, and i dont know what it is
[02:06:28] <KimK> Danimal: I'm trying to learn hal too, so I may not be the best person to help, but what do you think you are missing? Or, conversely, what *do* you understand about hal?
[02:08:20] <Danimal> i dont understand the process of it
[02:09:41] <Danimal> i tihnk i need to understand what happens from entering a m code into axis to turn on the spindle, to the actual output of my mesa 5i20 to the vfd
[02:10:19] <Danimal> if that makes sense
[02:11:06] <Danimal> when i read the manuals, it's almost like they assume i understand some of it already, so i instantly get lost
[02:12:55] <KimK> Well, the manuals are in a constant state of improvement, and if you have any ideas about how they can be improved, please write them down and send them in.
[02:13:36] <Danimal> which of the manuals should i start with?
[02:13:51] <Danimal> i noticed there were a few of them, and maybe that's my issue
[02:15:34] <KimK> As far as hal goes, it's a way to wire up "stuff". EMC itself has stuff that transmits and stuff that receives. Your machine probably has stuff that transmits (switches, etc.) and stuff that receives (solenoids, etc.). And so hal is a way to tie all the stuff together. It helps if you can look at a list of the stuff. There is/are list(s), but I can't tell you how to find them right now, maybe someone will jump in with a URL.
[02:16:26] <KimK> The integrators manual has most of the "how do I install this and get it to run" info.
[02:17:03] <KimK> The users manual has most of the "how do I use this machine once it's installed and running" info
[02:17:15] <KimK> There may be some crossover
[02:17:21] <Danimal> ah ok
[02:18:18] <Danimal> axis seems pretty cut and dry
[02:18:41] <Danimal> not much different than any other conversational control i've used
[02:20:33] <KimK> If your machine would benefit from a PLC, you can use ClassicLadder. But you could possibly get a very complex tool changer to work using just hal, it would just be hard to follow for those who think a PLC is easier than hal. Some of the hal developers might think hal is easier though, so to each his own.
[02:23:34] <KimK> Axis does have some axis.ini parameters that you can adjust if needed, I'd have to look to fiind where that is, though. Sorry I'm not much help, but I don't yet have the manual "skeleton" memorized.
[02:23:36] <Danimal> i'll have to cross that bridge eventually... i have a toolchanger on my machine
[02:24:18] <KimK> I expect to use ClassicLadder soon. How soon do you expect to start using your machine? As long as it takes?
[02:24:38] <Danimal> i'm using it now
[02:24:51] <Danimal> but i turn on my spindle with the pannel on the vfd
[02:24:58] <Danimal> and i change tools manually
[02:25:16] <Danimal> the steppers work great
[02:25:49] <Danimal> so i'm kinda committed at this point
[02:25:59] <KimK> OK, great! Then you've got it running and are in "add features and try not to break anything" mode. Excellent, congratulations.
[02:26:15] <Danimal> haha yea i guess that's a good way to put it
[02:26:17] <Danimal> thanks
[02:27:04] <Danimal> but that went smoothly because all i had to do was edit the ini file a little
[02:27:15] <Danimal> adding features is where i'm completely lost
[02:29:46] <Danimal> i just want to start with sending a signal to my vfd to turn it on
[02:29:59] <Danimal> once i figure that out, the rest will come to me
[02:30:20] <KimK> Yes, the developers have tried to aim stepconf and everything toward parallel port stepper motors, since that is likely the most popular configuration by number of controls installed. But closed-loop servos and encoders/resolvers/other with PLCs are probably the most popular in terms of dollar value of machines installed on.
[02:32:50] <Danimal> yea i wanna go that way eventually, but my machine had decent steppers on it, and i'm on a budget right now
[02:38:07] <KimK> Sure, steppers are fine to start on. Don't forget about the wiki,
http://wiki.LinuxCNC.org/ there's a search box, and it can be very helpful. Here's the wiki on "Analog Spindle Speed Control":
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Analog_Spindle_Speed_Control , and Classic Ladder
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadder_Ver_7.124 . Here's a wiki explanation of how EMC2 works all together, but if it's too complicated
[02:38:07] <KimK> , don't worry about it, you don't *have* to know this.
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC_Components
[02:40:26] <KimK> The hal arrows => and <= serve as human-readable reminders of which way the signals are going. The devices (A and B, say) are connected either way.
[02:40:49] <Danimal> i've read the one on the analog speed control... he's uding the 5i20_io.hal, i'm using the hostmot2, so i got a little confused there
[02:40:59] <Danimal> ahhh ok, that helps
[02:42:35] <KimK> Ah, yes, see, there's a place you can help. When you get yours working, add your new card and setup to the wiki there.
[02:42:49] <Danimal> hmm i read the last link you posted, but i tihnk i'm at a point now where i'd understand it a bit more
[02:43:37] <Danimal> i will do that... i deffinately would like to contribute at least something
[02:44:53] <KimK> Where (approximately) are you? Did you consider going to the recent 2009 EMC Fest in Wichita?
[02:46:18] <Danimal> im in san diego, ca
[02:46:29] <Danimal> no, i havent heard about it
[02:46:41] <Danimal> kansas is a bit far though
[02:49:01] <KimK> OK. Maybe next year then. I don't yet know where it will be. Also, they tell me that there's a pin/flag map available for those who are registered on the LinuxCNC website, so there may be someone in your area who can help you with EMC2. I didn't know about this till I heard it at the fest, and I haven't registered yet, but will.
[02:49:48] <Danimal> oh cool, that's a good idea
[02:49:54] <Danimal> i'm sure someone is in my area
[02:51:09] <Danimal> i'm good with the theory of stuff, but not when there's alot of stuff to be memorized involved.
[02:52:07] <Danimal> i guess that's why i'm a machinist....learned all hands on
[02:54:37] <Danimal> crap, gotta run.. thanks for the help KimK
[02:54:45] <KimK> Sure, there are lots of different types of people here. Some are computer experts, some are machining experts, etc. Room for everyone and everyone can be of help somehow. Once you've managed to do something on a command line once (shell, halcmd, etc.), you can do it again (even making minor changes) with the command line recall arrow.
[02:54:50] <KimK> OK, see you later.
[03:27:17] <roh> is
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?NetMos still up to date?
[03:28:06] <roh> i got a netmos 2port card, which shows up as 2 parport devices
[03:28:32] <roh> also 2 pci nodes, with 2 addresses each, not one with 4 like in the examples
[03:28:42] <roh> netmos 9865 it seems
[04:25:41] <roh> HA.. seems parport_pc now likes it... we'll see about emc
[04:31:53] <SWPLinux> roh: there are only one or two NetMOS chips that suck, not all of them are bad
[04:32:19] <SWPLinux> if you have a good one, or an example of a board that seems to have the bad one but works, feel free to add that information to the wiki
[04:33:33] <roh> will do
[04:34:45] <roh> just got the cheapest and fastest available 2port parport pcicard on my wholesale account, and it was a netmos
[04:35:10] <roh> not that there would be much choice. all that stuff is the same 'class' of cheap crap in the end
[04:36:51] <SWPLinux> yep
[04:37:06] <SWPLinux> I have one from ByteRunner, but I haven't tested it with EMC yet
[04:37:55] <roh> still searching for a nice 'chargepump' circuit.. something simple with an io-line coming out to use as enable for the amps
[04:41:11] <SWPLinux> http://www.cnczone.com/forums/showthread.php?t=40932
[04:41:30] <SWPLinux> a couple in the comment, plus a link to the one Mariss published a long time ago
[04:51:54] <roh> i see.. so my ideas were correct.. just a simple cap and some diodes and another cap with transistor
[04:55:15] <SWPLinux> more or less. just make sure it won't stay active if its input remains high
[04:55:32] <SWPLinux> you need some sort of bleeder resistor on the part that drives the output transistor
[04:57:47] <roh> its only for added stuff, so speed doesnt matter.. basically its only a bandpass for ac only and then some diodes and a cap which should have a resistor to 'get empty' again if no pulses come in
[04:57:55] <roh> will test it before for sure
[04:57:59] <SWPLinux> right
[04:58:39] <SWPLinux> crap
[04:58:47] <SWPLinux> I ned to get to sleep, and now I Get he hiccups
[04:58:50] <SWPLinux> get the
[04:59:09] <Jymmm> SWPLinux: howdy
[04:59:25] <SWPLinux> hi
[04:59:33] <Jymmm> SWPLinux: Buenos Nachos with Jelapenos
[04:59:37] <Jymmm> =)
[04:59:54] <Jymmm> SWPLinux: Hey, I found what I want to be when I grow up
[05:00:11] <SWPLinux> a nacho salesman?
[05:00:12] <Jymmm> SWPLinux:
http://www.bls.gov/oco/ocos074.htm#earnings
[05:01:23] <Jymmm> SWPLinux: Just dont knowif I could do 12 years of skool
[05:01:32] <SWPLinux> yeah, it's hart
[05:01:34] <SWPLinux> d
[05:01:57] <kirk_wallace> Is this chip an option for detecting a watchdog charge pump signal?
http://www.analog.com/static/imported-files/Data_Sheets/ADM706P_706R_706S_706T_708R_708S_708T.pdf
[05:02:11] <SWPLinux> one of my sisters went through what was basically the first year or two of med school (while learning to be an acupuncturist)
[05:02:41] <Jymmm> SWPLinux: and?
[05:03:28] <SWPLinux> er, it was hard I guess
[05:03:36] <SWPLinux> time for bed. night folks
[05:03:41] <Jymmm> SWPLinux: G'Night
[05:03:58] <SWPLinux> if I can get rid of these hiccups)
[05:04:13] <SWPLinux> s/^/(/
[05:05:56] <roh> kirk_wallace would work, but much more complex and also has a quite long timeout
[05:06:17] <roh> would need 1-2.25sec to 'go off' after the signal stopped
[05:10:48] <kirk_wallace> I wonder if there are similar chips. One chip, to me is simpler than a few components. A while back, I think Jeff gave me a schematic for a detector which worked on the bread board , but not on the formal board. I stopped there, but I need to get something that works.
http://www.wallacecompany.com/machine_shop/Shizuoka/watchdog-1b.png
[05:15:36] <roh> i see.. looks quite... 'solid'
[05:15:43] <roh> with 1n4001 *g*
[05:16:55] <KimK> kirk_wallace: Hi Kirk, glad to get a chance to say hi. I hoped to meet you in Wichita, but maybe some other time. I have enjoyed your email posts on gear math and gear manufacturing, and your recent post on 4th and 4th/5th axis tables, I'd like to have (build? make?) one too.
[05:17:36] <kirk_wallace> roh: I missed it, 1n4001?
[05:17:40] <roh> just find me more guys in europe.. could find a place and so
[05:17:51] <roh> kirk_wallace the last link you postet
[05:17:55] <roh> eh ed
[05:18:27] <roh> * roh found some BAT43.. not bat85, but will do
[05:19:36] <kirk_wallace> Hello KimK, roh: I thought there was something wrong with using 1n4001's.
[05:20:42] <roh> kirk_wallace nope. not when buffering. they are just 'massive' 1A diodes one would used for clamping a motor or relay also. for steering signals one can use much smaller ones
[05:21:08] <roh> so nothing is wrong basically
[05:21:34] <KimK> kirk_wallace: roh: Maybe 1N4148's would be OK there?
[05:22:26] <roh> KimK should be enough i guess
[05:22:45] <roh> no difference besides that they only can keep 100mA
[05:24:25] <KimK> Maybe use non-polarized for the 2.2uF's? (Might not be absolutely needed, but would make me feel better, if it were me.)
[05:24:33] <roh> too bad the chinese do not deliver their stuff with more schems and specs.. one could spare a lot of time reversing their stuff
[05:25:27] <roh> KimK not sure.. but ill try some 10nF (because i dont have a 1nF one around), and some bat43, some other small cap and a bc547 and see what happens
[05:25:59] <kirk_wallace> Okay, I have gotten comments on my choice components before, usually it's just what's on hand at the time, or I copy what someone else has used, without knowing a lot about why. I'm always ready to be enlightened.
[05:26:02] <roh> then i'll add a and-gate to all 'enable' or where not avail 'step' lines and should be done
[05:26:55] <roh> kirk_wallace hrhr.. same here. but the internet made it 'easier' to find specs fo stuff one has around to check it it could replace something one would need but doesnt have around
[05:27:49] <roh> e.g. bat42/43 and 85 are basically equal in THIS usecase.. in another (e.g. HF stuff) it wouldnt.
[05:30:02] <kirk_wallace> roh: I haven't followed this chat much. So what are you doing with your HF?
[05:30:18] <roh> one thing i havent found out yet... how does one retrofit spindle-control?
[05:30:40] <KimK> kirk_wallace: The 1N4001s are fine, just that roh seemed to think they were physically large and electrically oversized at 1 amp, so I mentioned the 1N4148s. I'd guess that roh must have easier access to Asian or European parts, based on his BAT43 and BC547 (Philips?) numbers. No big deal.
[05:30:55] <roh> kirk_wallace i am not doint hf if possible.. rf/hf is like vodoo or women.. difficult to get right and highly complex and not quite forseeable ;)
[05:31:15] <KimK> You are right Kirk, use what you have, or can get.
[05:31:35] <roh> KimK i also have 4007 and 4148 around.. juts there are not schottky
[05:32:10] <roh> batXX switch at 0.3-0.4V, 1N at around 0.6/0.7 (rule of thumb)
[05:32:15] <KimK> roh: Ah, going for the maximum voltage developed, eh? Very nice.
[05:33:03] <roh> because of the 4007? naah.. they all cost the same here and i do not want 10 types around, so i always use 4007 when i need a 400x
[05:34:07] <roh> is kinda 'standard diode' 1A .. while 4148 is for 100mA . and 'some bat' when i want it to switch faster/at lower voltage
[05:34:38] <roh> * roh wants octoparts for all his mercateo-wholesalers
[05:36:35] <KimK> Kirk, I am working on an emc2 mill retrofit (maybe two eventually, but one first) for a friend. They are Kasuga mills, and I was surprised to find photos of your very similar Shizuoka emc2 mill.
[05:39:32] <KimK> It is a different machine, not *exactly* the same iron, but close enough to make you look twice at it. Plus, his have the Bandit control and the Summit/Dana bolt-on tool changer. His is a 5HP spindle with a 5-step pulley though, no up-down varispeed option. And his came with servos and resolvers, but it may have been offered with steppers too, for sure the Bandit was offered both ways.
[05:40:06] <roh> * roh already got that far. now i want to make a simple and cheap, while still full featured interface to add reprap-stuff to emc without the need for the arduino boards
[05:40:58] <roh> KimK nice... how big is that thing?
[05:41:11] <KimK> I'll post pictures of the Kasugas when we get a little further along, we have a bit of a mess right now.
[05:41:36] <roh> ;) sounds like quite a piece. makes our syil look small
[05:42:00] <kirk_wallace> KimK: I am beginning to recall your project. I like OPM (Other People's Money).
[05:42:08] <roh> http://hackerspaces.org/wiki/File:Raumfahrtagentur_cnc_mill.jpg
[05:42:50] <KimK> kirk_wallace: I don't have the dimensions but it's a little bigger than a Bridgeport. A BP one, I mean. Not nearly as big as a BP2.
[05:43:05] <kirk_wallace> My Shizuoka is this big:
http://www.wallacecompany.com/machine_shop/Shizuoka/00018-1a.jpg
[05:43:49] <roh> nice... too bad we cannot get something like that through the door (too small)
[05:46:17] <kirk_wallace> It maxed out the trailer I moved it with at a tad over 4000lbs. The fork lift had steering problems because the wheels where barely touching the ground.
[05:46:28] <roh> hrrr
[05:46:29] <KimK> Yes, that's the picture I discovered after jumping off of your email sig link, And I guess that that is a stepper motor sticking out (forward) just below the power drawbar wrench cover?
[05:47:15] <KimK> A stepper for the varispeed belt variable-cone spindle speed?
[05:47:17] <roh> kirk_wallace i know that.. but one can 'hang 2 people' on the other side of the forklift to 'make it touch ground' as a quick fix when nobody is watching
[05:48:08] <kirk_wallace> Yes. I am not a big fan of steppers, but the machine works well, and the conversion was dirt cheap.
[05:49:19] <KimK> roh: Ha! I've done that too, leaning way back, like counterbalancing a sailboat (sideways)
[05:51:47] <KimK> kirk_wallace: What was the deal with the encoder (notch plate) that you made, was that for the axes or for the vari-speed?
[05:52:24] <kirk_wallace> I have the cone drive fixed a one setting. I use a VFD and the back gear to get the RPM I need.
[05:53:06] <kirk_wallace> The encoder is my attempt at a dirt cheap MPG.
[05:54:11] <kirk_wallace> I think the available MPG's are too expensive, so I'm trying to create an open source version.
[05:55:37] <KimK> kirk_wallace: OK, nice. And yours has a Bridgeport-style back gear (reverses rotation)? I was surprised to discover that his Kasugas, although they do have a Bridgeport-style H-N-L shift lever, they do not use a Bridgeport-style back gear, the rotation remains in the same direction.
[05:56:36] <KimK> Low cost MPGs, excellent, I would like to make one of those too. And one of these poor-man's-probes too.
[05:57:21] <KimK> kirk_wallace: You and I should get together on this stuff.
[05:57:23] <kirk_wallace> Mine doesn't reverse, which I like better. Of course I'll have to find a way to have EMC2 control it.
[05:59:17] <kirk_wallace> Or instead of the back gear do a clutch system like on my Hardinge:
http://www.wallacecompany.com/cnc_lathe/HNC/00051-1a.jpg
[05:59:27] <KimK> Yours is non-reversing in low also? Interesting. I'd be happy to help you in any way I can to connect your VFD to EMC.
[06:00:50] <kirk_wallace> I have the VFD set up with an SPI DAC:
http://www.wallacecompany.com/machine_shop/EMC2/serial_dac/ . It's the HI/LO I need to do.
[06:00:51] <cradek> hi guys
[06:01:57] <KimK> nice clutch, yes, sometimes a VFD doesn't do everything, we need a torque increase. Hi cradek, what was the final result on the Magnascale? How much longer did you work on it after John & I left?
[06:02:04] <kirk_wallace> Hello cradeck. I hope your are well.
[06:02:43] <cradek> KimK: did you get stuart's two messages since then? he made a bushing and it possibly helped a bit, but it's still not right.
[06:03:49] <cradek> kirk_wallace: hi, missed you at fest! maybe next time.
[06:04:00] <KimK> I'm still catching up on email, I still have about 2 pages to get through. So no, but I'll check the list right now.
[06:05:25] <cradek> my machining task of the day was to repair an autoharp - bizarre what this machinery gets used for.
[06:07:12] <kirk_wallace> I would love to go to the Fest, but me and Andrew Jackson need to get better acquainted..
[06:07:16] <KimK> An autoharp? Is that one of those flat coffee-table-book-sized harp things?
[06:07:37] <kirk_wallace> Ops, I
[06:07:45] <cradek> yep
[06:08:02] <KimK> Interesting, what did it need?
[06:08:04] <cradek> kirk_wallace: haha, let me know if you meet him
[06:08:49] <cradek> KimK: I don't know the right terms for the parts, but the end part that held the string ends bent and pulled out - lots of strings with lots of pull
[06:09:23] <cradek> sorry, I didn't mean to interrupt, you were talking about interesting retrofit stuff
[06:10:06] <KimK> Have you seen that commercial with the actors playing Ben Franklin, Andrew Jackson, etc. wearing gray-green makeup (or is it CGI) and interacting with normal people? Funny.
[06:10:25] <KimK> cradek: No, we're just jabbering.
[06:10:50] <cradek> if a commercial is newer than 1997ish, I probably haven't seen it
[06:11:32] <KimK> cradek: Ah, sworn off TV *and* meat, eh?
[06:11:50] <cradek> ha, are those related?
[06:12:12] <KimK> I don't know, you'll have to tell us
[06:12:20] <cradek> then no, I guess not
[06:12:45] <KimK> OK, just having a little fun with you
[06:13:53] <kirk_wallace> Darn , I did something to my chat input line, everything is on the right side.
[06:14:00] <KimK> BTW, thanks again to you (and Jon) for your help with the Magnescale. Sorry we didn't have more to show for our efforts at the end. maybe eventually.
[06:14:34] <cradek> it was interesting, and only would have been better if it worked when we were done...
[06:14:52] <cradek> I don't doubt for a minute that we fixed SOME of the problems it had.
[06:15:23] <KimK> We may yet get another crack at it. I think the PC board (boards) are OK, don't you?
[06:15:31] <cradek> yes
[06:15:42] <KimK> PC boards = Sony PC boards
[06:15:56] <KimK> yes, me too
[06:16:07] <cradek> if it's still not working next time I go down there, I'll take my stereo microscope. I suspect there is still something wrong with the head.
[06:16:22] <cradek> (not that that means I could identify or fix it)
[06:16:44] <KimK> Hopefully a shorter, cheaper one will show up on eBay and we can rob the head.
[06:17:00] <cradek> yeah, that would definitely be the easy way.
[06:17:21] <cradek> I hate to see that machine still unusable after so much work on it
[06:17:55] <kirk_wallace> Is this a standard linear scale?
[06:18:09] <cradek> it's not glass
[06:18:26] <KimK> We may be beaten now, but like that movie guy, "we'll be back". How did the bus treat you? Both as a vehicle and as a hotel?
[06:18:49] <cradek> the bus worked perfectly. it's a nice place to stay for a week or so.
[06:19:29] <cradek> I wore some of those your-sleeping-partner-snores type of earplugs and that made it a comfortable drive.
[06:19:58] <kirk_wallace> Oh is this one of those scales with the balls in a tube?
[06:20:19] <cradek> kirk_wallace: yes we think that's what's in the rod
[06:20:37] <KimK> It's an older (discontinued) Sony Magnescale (spelling?) It is from the family of resolver-like linear devices. It has *extremely* high resolution, but imposes restrictions on high speed moves. Was it 40 IPM max? Or was it 60?
[06:20:46] <cradek> magnetic read head with exciter and two read coils, around a metal rod full of magic pixie dust
[06:21:09] <cradek> KimK: depending on the resolution setting it could .5, 1, or 2 ips
[06:21:26] <cradek> could be
[06:22:09] <KimK> We would just chuck it and get another one, but it has a useful travel of 2600mm or a total overall length of about 9 feet, and costs an arm and a leg. And another leg.
[06:23:17] <cradek> I think the resolution was .00002 inches? we tuned X to settle to .0001" without too much trouble. X has about .003? of backlash.
[06:23:35] <kirk_wallace> I slept on a dive boat once and woke up to a bunch of grumpy divers. I later found out that I was at fault. They could have waken me up. Please don't let me snore here.
[06:23:36] <KimK> I think you are thinking of the resolution, which could be 0.5, 1.0, or 2.0 what, microns?
[06:24:18] <cradek> KimK: pretty sure I'm remembering the ips table I showed jon E - but I don't remember the resolutions that went along with those
[06:24:29] <cradek> too many zeroes for me to remember right!
[06:25:06] <cradek> kirk_wallace: ??
[06:25:07] <KimK> No, a Magnescale is good for around 40 IPM at least, not sure how much faster, it mayu depend on that 0.5, 1.0, 2.0 selection.
[06:26:04] <KimK> kirk_wallace: no problem, we'll keep you awake. I wanted to find out from Chris what happened after I left.
[06:26:07] <cradek> KimK: ips, not ipm (30, 60, 120 ipm)
[06:26:11] <kirk_wallace> cradek: I noticed the ear plug comment above.
[06:27:31] <KimK> cradek: Ah, you are right of course, sorry, I missed that and was thinking in IPM. Sorry.
[06:28:50] <cradek> 1ipm would be a bit less useful :-)
[06:29:04] <KimK> kirk_wallace: What do you make on that Shizuoka? (Interesting side note: I'm from Omaha, and Shizuoka, Japan is one of Omaha
[06:29:10] <KimK> oops
[06:29:12] <cradek> as it is, I think it takes over a minute to move X from one end to the other
[06:29:35] <KimK> kirk_wallace: What do you make on that Shizuoka? (Interesting side note: I'm from Omaha, and Shizuoka, Japan is one of Omaha's sister cities. I hate it when I do that.
[06:30:33] <KimK> cradek: I never asked what the horsepower is on that G&L.
[06:31:18] <cradek> I don't know either
[06:32:14] <roh> hm.. what unit is home-search velocity in stepconf in?
[06:32:20] <kirk_wallace> KimK: Not much so far. I'm trying to make parts to finish the conversion. MPG, gears for tool encoder, carousel motor mount.
[06:32:21] <cradek> units/second
[06:32:25] <roh> is it the same unit as feedrate?
[06:32:33] <cradek> all velocity are units/second and accels are units/sec2
[06:33:17] <roh> just a bit puzzled about the default of 0.05 ... would take and hour or so per axis
[06:33:41] <cradek> yeah that can't be right
[06:33:48] <cradek> even for index search that sounds pretty slow
[06:36:51] <kirk_wallace> I'm thinking my mill needs a mascot:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=120427147663, but I'd be a little embarrassed to display it.
[06:37:16] <kirk_wallace> Shizuoka that is.
[06:37:55] <cradek> seems like mascots shouldn't be undressable.
[06:39:02] <KimK> The model drops her clothes if you get to the program end without crashing or breaking a tool
[06:39:40] <cradek> ack, why am I not asleep?
[06:39:44] <KimK> kirk_wallace: We've got to get together on the MPG and the 4/5 table. I sketched an MPG in Qcad, but I turned the shutter the other way from yours (mine was a cylinder behind the knob with notches)
[06:39:49] <cradek> I need to get back on schedule by monday!
[06:40:04] <cradek> goodnight folks
[06:40:16] <KimK> cradek: OK, this is your opportunity to escape. Goodnight
[06:40:32] <kirk_wallace> cradek: Good night
[06:41:24] <kirk_wallace> KimK: Okay, but how? Wiki page?
[06:41:27] <KimK> kirk_wallace: Your way might be better though, I'll think about them both for awhile.
[06:42:58] <kirk_wallace> I just wanted to make something quick and dirty then fix the issues as they come. The final design could be quit different.
[06:43:52] <KimK> I'm not sure how. What did you learn from your recent posts on rotary tables? I liked the fellow's design that used the real tight steel-laced timing belt. It looked simple and strong.
[06:44:38] <KimK> I kind of lean toward the cycloidal drive though. But they're pricey, unless you can get them on eBay for a song.
[06:46:50] <kirk_wallace> I have a 10" rotary table I'm looking at converting, or go with the timing belt design except with a worm gear set from Mcmaster. Can the cycloidal be stiff enough?
[06:49:20] <KimK> I'd like to know that too. If using a cycloidal means that it wouldn't need to use a clamp on/off, that would simplify things a lot. I think that is true, due to continuous machining (contouring) applications, but I'm not 100% sure. 75% sure, maybe? I don't know what I don't know.
[06:50:21] <kirk_wallace> I tend to try to use parts that other people can commonly get, so the design would not be difficult to copy.
[06:50:33] <anonimasu> dosent that only depend on your backslash?(mostly)
[06:50:34] <KimK> But that simple-heavy spindle could be hollow, which has some applications too.
[06:51:56] <kirk_wallace> Having a cyclodal in hand would shed a lot of light.
[06:52:01] <KimK> Well, a cycloidal is supposed to have zero backlash, but it may have a torque limit too, I'm not sure. Needs more study.
[06:52:37] <KimK> Have you seen a cycloidal with a big center hole?
[06:53:27] <toastydeath> uh, regular cycloidal gearing?
[06:54:17] <KimK> That possible big center hole is an attractive feature of the other poster's simple-spindle design (sorry, forgot his name)
[06:54:39] <kirk_wallace> Another thing I was thinking. If the axis doesn't need to rotate more than 360 degrees, there may be other options, such as a rack or steel tape.
[06:54:44] <KimK> toastydeath: yes, a cycloidal drive. Can you shed any light on our discussion?
[06:55:17] <toastydeath> I'm not sure what a "cycloidal drive" is - are you referring to a plain-jane cycloidal gearset, or are you talking about another mechanism
[06:55:59] <toastydeath> because you can make a rotary table zero backlash with involute gears as well
[06:56:55] <KimK> toastydeath: here's a URL that was posted on the list:
http://www.harmonicdrive.net/reference/operatingprinciples/
[06:57:07] <toastydeath> ohhhh, that.
[06:57:18] <toastydeath> fenn really likes those.
[06:57:24] <toastydeath> i don't have anything to add, sorry.
[06:58:00] <anonimasu> the flexispline ones are $$$$$$$$$$$$$$$$$$
[06:58:16] <KimK> toastydeath: make zero backlash with involute gears, as in adjusting the backlash to zero?
[06:58:21] <toastydeath> sort of
[06:58:43] <toastydeath> using a tapered worm makes the adjustment very simple
[06:58:52] <toastydeath> and is how most rotary tables do it
[06:58:56] <KimK> anonimasu: It wouldn't have to be this company's flexispline, could be anything
[07:00:38] <anonimasu> you missed the point
[07:00:40] <toastydeath> i like the belt
[07:00:46] <anonimasu> flexisplines are $$$$$$$$$$
[07:00:48] <kirk_wallace> My main concern is that a CNC rotary drive, even an old one on eBay is expensive. So I'm trying to explore options, maybe some DIY would be cheaper.
[07:00:52] <KimK> toastydeath: Yes, but that leads to change with wear and a lot of adjusting. There's another cycloidal with a number of eccentric posts and an oscillating plate. It's not quite as exotic, might even be buildable by a meticulous hobbyist.
[07:01:14] <anonimasu> I dont think the normal ones would be so hard
[07:01:55] <anonimasu> cnc:ing the cam's isnt so insanely hard
[07:02:06] <KimK> But the simplicity of that belted-spindle design is attractive too.
[07:02:15] <toastydeath> i like the belt idea
[07:02:24] <anonimasu> if you have a formula for the (
[07:02:25] <anonimasu> 's..
[07:02:40] <anonimasu> toastydeath: you should know :D your a engineer sooon
[07:02:40] <anonimasu> :p
[07:02:45] <anonimasu> (right?)
[07:02:50] <toastydeath> hahahah
[07:02:57] <toastydeath> "soon" is like, very relative
[07:02:59] <KimK> And it could be made with a big hollow tube. Oops, bearings for big hollow tubes are expensive too.
[07:03:09] <toastydeath> air bearing!
[07:03:41] <anonimasu> actally I think they would be pretty easy to make :]
[07:03:55] <kirk_wallace> Have you seen the air bearing videos on Youtube?
[07:04:06] <KimK> I have not
[07:04:27] <anonimasu> I wonder if I can make the heidenhain cut a sine curve
[07:04:28] <anonimasu> :D
[07:05:14] <toastydeath> if it supports macros!
[07:05:32] <anonimasu> it does
[07:05:50] <anonimasu> but i wonder how to make it rotate around the circumfence
[07:06:16] <colin_> you program manually?
[07:06:19] <kirk_wallace> http://www.youtube.com/watch?v=mj5ECp16C84
[07:06:42] <anonimasu> making a sine curve isnt too easy in my cad program
[07:07:02] <kirk_wallace> http://www.youtube.com/watch?v=722Fj-N1YBk&feature=channel
[07:07:08] <colin_> ah i see
[07:07:10] <toastydeath> anonimasu: you'll have to map the sine curve to a radius then translate the r,theta to x,y
[07:07:18] <anonimasu> yep
[07:07:25] <toastydeath> kirk_wallace:
[07:07:29] <colin_> well if you can CAD something up and you need a toolpath making for it
[07:07:31] <toastydeath> both of those videos are at ny company
[07:07:34] <toastydeath> *my
[07:07:44] <colin_> i do have delcam powermill
[07:08:05] <anonimasu> I have a cam program, but I cant cad a sine..
[07:08:15] <colin_> ah ok
[07:08:37] <kirk_wallace> toastydeath: New Way?
[07:08:41] <toastydeath> yep
[07:08:55] <anonimasu> toastydeath: got a idea for the calc?
[07:09:13] <toastydeath> sort of
[07:09:13] <anonimasu> l*cos(r)(sin(i2))
[07:09:34] <anonimasu> something along that
[07:09:58] <toastydeath> uh, not sure
[07:10:04] <toastydeath> i would find the nominal radius
[07:10:48] <toastydeath> and get the surface length, and adjust the period of the sine to hit 0 at that length
[07:11:07] <anonimasu> well, sine is just a periodic function.. you'd have to rotate the sine around a point
[07:11:26] <toastydeath> you're missing what i'm trying (and failing) to say
[07:11:51] <anonimasu> * anonimasu onds
[07:12:29] <toastydeath> i'm saying if you treat the sine as a linear function over a distance that correlates to the circumfrence of your radius
[07:13:19] <anonimasu> * anonimasu nods
[07:13:23] <toastydeath> it should (hoping) be not too difficult to then get X -> theta and y -> r
[07:14:02] <anonimasu> I'm gonna test that later
[07:14:05] <toastydeath> other than that, i have no idea how to do it
[07:14:59] <anonimasu> I have kindof one :)
[07:15:16] <kirk_wallace> Would it be a bother to let me in on the problem?
[07:15:31] <anonimasu> haha, just cutting a cam for a cycloidal drive
[07:15:41] <anonimasu> (machining a sine)
[07:15:43] <toastydeath> kirk_wallace: considering that neither of us have a clear idea of what we're doing, I'd say go for it
[07:16:07] <anonimasu> im gonna get on so I can follow while I take a walk(this is interesting)
[07:16:29] <anonimasu> brb
[07:16:39] <kirk_wallace> Is this it?
http://en.wikipedia.org/wiki/Harmonic_drive
[07:16:41] <KimK> Here's another cycloidal URL, this is the type with "posts":
http://www.darali.com/page17.html
[07:17:17] <toastydeath> kirk_wallace: yes, that would be itr
[07:17:19] <toastydeath> -r
[07:17:30] <Jymmm> e=mc2
[07:18:23] <anonimasu> eah
[07:18:28] <anonimasu> that's the kind
[07:19:56] <kirk_wallace> The wiki and darali drives seem to be different. One with a gear the other with sine over pins?
[07:20:11] <toastydeath> it's the same principle, different execution
[07:21:29] <kirk_wallace> On the sine over pins, you would need to impose a sine on a circular path?
[07:21:42] <KimK> But I'd guess that the pin/post version would be easier (less exotic) to make? I have no proof of this, though.
[07:22:21] <anonimas> hehe
[07:22:36] <KimK> Yes, there's an eccentric plate driven from the motor shaft
[07:23:04] <anonimas> yep
[07:23:45] <KimK> the eccentric plate makes the gear "wobble" around the pins, and walk around the ring gear.
[07:24:40] <toastydeath> anonimas: I think I have an equation for the sine, anyway, not the circular map
[07:24:40] <anonimas> i think making one isnt insanely hard
[07:24:47] <kirk_wallace> So you could us the equation of a circle and change the radius as the sine of the angle?
[07:25:02] <toastydeath> Sin[frequency*2pi*x / circumfrence]
[07:25:29] <anonimas> yeah thats right
[07:25:40] <toastydeath> woo
[07:26:12] <anonimas> sounds close :)
[07:26:16] <Jymmm> Pi+AlAMode
[07:26:32] <KimK> ha
[07:26:39] <toastydeath> anonimas: and then for the angle you just convert X over to radians
[07:26:51] <anonimas> then threres the rotation of it
[07:27:14] <anonimas> not as easy
[07:28:25] <anonimas> hmm i wonder if i can datum shift and rotate
[07:28:34] <anonimas> to hack it
[07:28:38] <anonimas> :)
[07:28:59] <toastydeath> i don't see why it isn't that simple though
[07:29:27] <anonimas> it might be my math thats poor
[07:31:09] <toastydeath> so 2pi*r=c is the circumfrence
[07:31:35] <toastydeath> hm
[07:31:55] <toastydeath> i am feeling retarded today.
[07:32:01] <toastydeath> i will look at it later
[07:32:13] <kirk_wallace> Rotation? As I see it, you have circle with a radial at 0 degrees, then as you go to , say 5 degrees, you change the length of the radial according to a sin function, so the end point of the radial goes in an out of the original circumference.
[07:33:02] <toastydeath> yeah
[07:33:11] <anonimas> yes
[07:33:14] <toastydeath> we've both forgotten how to get an angle from an arc length
[07:33:19] <toastydeath> and a radius
[07:33:26] <toastydeath> which is what's missing.
[07:34:02] <toastydeath> oh, ahaha
[07:34:03] <toastydeath> X / r
[07:34:08] <toastydeath> is theta, in radians.
[07:35:17] <toastydeath> so r = amp*Sin[freq*2pi*x/(2*R0*pi)]
[07:35:31] <toastydeath> and theta = x / r
[07:35:42] <toastydeath> looks like enough crap to get an equation out of
[07:35:58] <anonimas> hehe
[07:36:02] <anonimas> indeed
[07:36:26] <toastydeath> ooh
[07:36:39] <toastydeath> it is
[07:37:01] <toastydeath> NOW FIGURE OUT CUTTER COMP FOR THIS AND YOU'RE GOLDEN.
[07:38:27] <anonimas> heh i just enable it and it works
[07:38:38] <alex_joni> G42?
[07:38:46] <toastydeath> well, i meant the approach
[07:38:51] <toastydeath> and the exit.
[07:39:21] <toastydeath> i mean I guess it just feeds into the program, since it'll be a bunch of G1 lines
[07:39:28] <anonimas> err i just hit a tangential conection in the heid
[07:39:35] <toastydeath> oh.
[07:40:00] <anonimas> zwoop
[07:40:09] <anonimas> cheatig
[07:40:13] <toastydeath> you and your damn convenient control
[07:40:57] <anonimas> lol
[07:42:51] <anonimas> its not a awsome control för contouring though
[07:43:12] <toastydeath> brb
[07:43:15] <anonimas> too slow but för a old machine its ok
[07:43:25] <anonimas> err damn t9
[07:43:28] <anonimas> ok
[07:43:30] <toastydeath> well, to be fair most controls are not good for contouring
[07:43:43] <toastydeath> except say, i dunno, precitech and moore nanotech's stuff
[07:43:43] <toastydeath> brb
[07:44:11] <roh> yay... got autohoming working
[07:49:07] <kirk_wallace> roh: excellent, hope it wasn't too much work.
[07:54:48] <roh> getting the absolute table dimensions is quite tricky
[07:55:31] <roh> also there seems not to be any sane manual describing how to use the stepconf wizard
[07:55:41] <roh> and its not the same to read the hal docs for that
[07:55:56] <roh> also i have no clue why it ignores my searchspeed
[07:56:35] <roh> its fine to use 600 instead of 200 as i told it, since the back-off happens at 75, but still weird
[07:57:03] <roh> also i had to use the 'upper boundaries'
[07:58:00] <roh> i have 3 seperate switches, which are limits and home for every axis
[07:58:26] <roh> eh combined home and limits i mean, one for each axis
[08:04:25] <anonimasn> logger_emc: bookmark
[08:04:25] <anonimasn> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-05-29.txt
[08:05:33] <kirk_wallace> I don't think Stepconfig was around when I did my machines, so I got used to doing the config files by hand. My lathe came with separate limit and home switches (6) and I have plenty of input pins.
[08:05:44] <anonimasn> toastydeath: yeah, really machining a sine is best done on a rotary table
[08:06:01] <anonimasn> :)
[08:10:01] <kirk_wallace> anonimasn: what did you do to get the log?
[08:10:19] <anonimasn> I wrote: logger_emc: bookmark
[08:11:09] <kirk_wallace> Cool. I need to get up to speed with this chat thing.
[08:11:13] <toastydeath> anonimasn: i guess
[08:11:34] <toastydeath> i mean now that you have the equation for the r, all you have to do is pick a theta increment
[08:12:09] <anonimasn> * anonimasn nods
[08:12:16] <toastydeath> and just do the whole g1 x#cos[long thing here] y#sin[long thing here]
[08:12:27] <anonimasn> I think 0.02mm or so :)
[08:12:34] <toastydeath> no mm, radians
[08:12:42] <toastydeath> theta has to be in radians
[08:12:45] <anonimasn> oh.. for the rotation..
[08:12:49] <anonimasn> * anonimasn nods
[08:12:49] <toastydeath> ys
[08:15:02] <anonimasn> I wonder how that will work :)
[08:15:22] <anonimasn> btw, I am feeling retarded today too
[08:15:35] <anonimasn> my eyes are all swollen
[08:15:36] <anonimasn> :d
[08:18:39] <anonimasn> http://www.youtube.com/watch?v=4VXBZpw6Bcg&feature=related
[08:19:08] <anonimasn> awesome project
[08:20:15] <toastydeath> anonimasn: what do you mean, wonder how that will work
[08:20:50] <anonimasn> hehe, how I will manage to make it cut a sine like that :]
[08:21:04] <toastydeath> it's easy now!
[08:21:40] <anonimasn> im throw r = amp*Sin[freq*2pi*x/(2*R0*pi)] into the controller
[08:21:47] <toastydeath> essentially, yes
[08:21:58] <anonimasn> im math retarded today.. -_-
[08:22:02] <anonimasn> err challenged
[08:22:03] <toastydeath> you increment your angle by something tiny, and then you have R,theta
[08:22:08] <toastydeath> theta is that big equation
[08:22:23] <toastydeath> the translation from r,theta to x,y is just cos/sin
[08:22:32] <anonimasn> * anonimasn nods
[08:22:45] <anonimasn> I'm gonna go to work and test it
[08:22:45] <toastydeath> so you have your macro increment theta some tiny amount, calculuate x, calculate y, and send it there
[08:22:48] <toastydeath> three lines
[08:23:06] <anonimasn> and cutter comp too
[08:23:07] <toastydeath> a+
[08:23:15] <toastydeath> well i was thinking about that, cutter comp will be easy
[08:23:20] <toastydeath> even without tangental stuff
[08:23:26] <toastydeath> because if you put the cutter someplace convenient
[08:23:27] <anonimasn> well, it's just turning it on
[08:23:37] <anonimasn> and it'll offset it right
[08:23:41] <toastydeath> and turn it on, and move it just a little towards where you think it's going to go
[08:24:02] <toastydeath> as soon as the macro kicks off, the first point will be perfect for cutter comp entry
[08:24:26] <toastydeath> instead of moving along the curve to that first point, i'll just move in from wherever you left it to contact the curve
[08:24:33] <toastydeath> and the next point the macro generates will start the following process
[08:24:56] <anonimasn> I can start high and ramp down as I cut..
[08:25:00] <anonimasn> for entry too
[08:25:04] <toastydeath> sure
[08:25:23] <anonimasn> it
[08:25:30] <toastydeath> the only point i was making is that the macro will naturally provide the proper entry
[08:25:35] <anonimasn> * anonimasn nods
[08:25:36] <anonimasn> it'll be interesting to see how the part ends up
[08:25:45] <KimK> Gentlemen, thanks for the chat, but I've got to get some sleep. I hope to talk to you all again soon. Goodnight.
[08:25:51] <toastydeath> night
[08:26:00] <anonimasn> and if it's good enough for making a gearbox out of that would be cool
[08:26:04] <anonimasn> I hold no illusions though
[08:26:15] <toastydeath> ...?
[08:26:19] <toastydeath> gearbox out of a sine curve?
[08:26:28] <anonimasn> for a cycloidal drive
[08:26:32] <toastydeath> oh
[08:26:40] <toastydeath> yeah.
[08:26:48] <toastydeath> take pictures.
[08:27:05] <anonimasn> got any idea as to where to stick the holes? and for size?
[08:27:11] <toastydeath> ...?
[08:27:13] <anonimasn> * anonimasn is leeching off your knowledge
[08:27:14] <toastydeath> holes?
[08:27:37] <anonimasn> the internal pins
[08:27:58] <toastydeath> oh, i thought it was just peaks - 1
[08:28:03] <toastydeath> for the number of pins
[08:28:14] <anonimasn> hm, and the location of them?
[08:28:19] <toastydeath> if you have a 30 tooth profile, you put 29 or 31 pins
[08:28:26] <toastydeath> divide it evenly
[08:28:40] <anonimasn> no offsets or anything?
[08:28:45] <toastydeath> offsets for what?
[08:28:58] <anonimasn> the holes..
[08:29:12] <anonimasn> http://www.darali.com/img110.gif
[08:29:16] <toastydeath> I would size and place them such that they cleared the root diameter
[08:29:22] <toastydeath> and also the peak
[08:29:43] <toastydeath> hmm
[08:30:04] <anonimasn> it's easier to test and cut them later
[08:30:10] <toastydeath> the peak to valley diametrical size needs to be smaller
[08:30:20] <toastydeath> than the pin to pin bore size
[08:30:43] <toastydeath> I'd probably pick a peak to valley diameter size and design everything based on that
[08:31:07] <toastydeath> say 4" or something, then the distance from pin to pin on the housing needs to be at least 4.001"
[08:31:31] <anonimasn> yeah so it rides over the peak
[08:32:14] <toastydeath> try to figure out the pitch diameter, which should be something like the circumfrence /( teeth *2) or something very similar
[08:32:20] <toastydeath> make the pins a little smaller than that
[08:32:46] <toastydeath> then the amplitude on the rotor should be a little smaller than half the pin diameter.
[08:32:52] <toastydeath> or something, this is all just guessing
[08:33:01] <anonimasn> yep
[08:34:15] <anonimasn> they sure seem easier then normal gears for sure(but that might be because I didnt try making one yet)
[08:34:20] <toastydeath> hahahaha
[08:34:27] <toastydeath> famous last words, i suppose
[08:34:53] <anonimasn> :]
[08:35:49] <toastydeath> i think the only reason gears are "easy" to cut is because somebody else makes the cutters
[08:35:56] <anonimasn> I wonder why people dont DIY them..
[08:36:03] <anonimasn> (cycloidal drives)
[08:36:07] <toastydeath> well, because of all this?
[08:36:21] <toastydeath> i mean, it's not exactly trivial to come up with the stuff we just did
[08:36:28] <toastydeath> for most hobbyists, anyway
[08:36:36] <toastydeath> the group here is a bunch of math nerds so it's like an exception
[08:37:00] <anonimasn> hehe, probably but why isnt there formulas for it on the net?
[08:37:01] <toastydeath> if people had to come up with the profile for an involute?
[08:37:10] <toastydeath> dunno, there probably are
[08:37:18] <anonimasn> * anonimasn nosd
[08:37:20] <toastydeath> somewhere out there
[08:37:24] <toastydeath> * toastydeath vauge gesture
[08:37:33] <anonimasn> * anonimasn impales powerpoint
[08:37:38] <toastydeath> ...?
[08:37:51] <anonimasn> gotta make a presentation for a class
[08:37:59] <toastydeath> oh
[08:38:01] <toastydeath> that is the suck
[08:38:14] <anonimasn> to show I can handle powerpoint and word..
[08:38:23] <anonimasn> average raiser class.
[08:38:26] <toastydeath> show them up and use latex + blender
[08:38:41] <toastydeath> er
[08:38:43] <toastydeath> beamer
[08:39:01] <toastydeath> is the class like, "computer usage 103"
[08:39:05] <anonimasn> the class is about m$ stuff -_-
[08:39:09] <toastydeath> oh.
[08:40:01] <toastydeath> that is unfortunate.
[08:40:36] <anonimasn> haha, next thing for today is differential equations -_-
[08:40:51] <anonimasn> I guess that's alot better
[08:41:09] <toastydeath> man that makes me jealous
[08:41:13] <toastydeath> i wish i was taking that class
[08:41:24] <anonimasn> im just doing prep stuff for uni next term
[08:41:40] <anonimasn> last week, and 2 math tests :)
[08:41:47] <toastydeath> how much calculus do I need to start studying diff eq
[08:42:00] <toastydeath> i have only had calc 1 + some self study
[08:42:05] <anonimasn> I dont know, we just started with them, and that's like basic stuff
[08:42:17] <anonimasn> y''-2y'+y=0
[08:42:27] <anonimasn> and y=e^x*cos(x)
[08:42:30] <anonimasn> stuff like that
[08:42:48] <anonimasn> the "trivial" stuff
[08:43:16] <toastydeath> hm
[08:43:28] <toastydeath> that doesn't seem too hard
[08:44:08] <anonimasn> no, not extremely, but it gets pretty tedious to derive y''
[08:44:54] <toastydeath> oh, true.
[08:44:56] <anonimasn> it's more to make us better at differentiating stuff I think
[08:45:12] <anonimasn> next chapter is integrals I think
[08:45:43] <toastydeath> can you clear something up for me real fast
[08:45:48] <toastydeath> y''-2y'+y=0
[08:45:51] <toastydeath> then defining y
[08:46:02] <toastydeath> oh, nevermind
[08:46:03] <toastydeath> i get it.
[08:46:07] <anonimasn> err y is defined as a solution for the diff eq y''-2y+y=0
[08:46:14] <anonimasn> err 2y'
[08:46:24] <toastydeath> oh
[08:46:25] <toastydeath> i didn't getit
[08:47:03] <anonimasn> show that y= e^x*y''-2y'+y=0
[08:47:04] <toastydeath> i thought you were looking for the roots of the diff eq given a y
[08:47:22] <anonimasn> show that y= e^x*cos X is true for y''-2y'+y=0
[08:48:22] <toastydeath> is ALWAYS equal to zero?
[08:48:55] <anonimasn> yes
[08:49:12] <toastydeath> but why would you care about that
[08:49:23] <anonimasn> out book wants us to know that
[08:49:26] <toastydeath> oh.
[08:49:33] <anonimasn> algebra practice I guess
[08:50:12] <toastydeath> or like you pointed out, derivation practice
[08:50:18] <anonimasn> yep
[08:50:22] <toastydeath> DO THIS PRODUCT RULE EIGHTY TIMES
[08:50:29] <toastydeath> @^%@%^
[08:50:33] <anonimasn> only eighty?
[08:50:39] <anonimasn> it's more like 200
[08:50:57] <toastydeath> 80 is the limit where i begin praying to the gods of the ti-89
[08:51:18] <toastydeath> but I do need more practice
[08:51:22] <anonimasn> they are banned at universities here :)
[08:51:27] <toastydeath> unfortunate
[08:51:31] <anonimasn> for math classes atleast
[08:51:34] <anonimasn> so is formula collections
[08:51:46] <anonimasn> my formula collection's saved me so many times this year though
[08:52:09] <toastydeath> i am worried about that
[08:52:16] <anonimasn> like "um.. how was it.." and deducing how to solve stuff that you really dont know..
[08:52:20] <toastydeath> I am trying to transfer to drexel in the spring
[08:52:47] <toastydeath> and if they ban ti-89's and references I'm going to have to fork over 400 bucks to get the piece of paper saying I have a learning disability
[08:53:17] <toastydeath> oh well
[08:53:32] <toastydeath> my current school doesn't care, so it works out well
[08:53:38] <anonimasn> * anonimasn nods
[08:53:44] <toastydeath> i might be able to take all my math here, though
[08:53:44] <anonimasn> like my dad said..
[08:53:50] <anonimasn> who dosent use a calculator nowdays+
[08:53:51] <anonimasn> ?
[08:54:02] <toastydeath> and mathematica!
[08:54:24] <toastydeath> i can understand the philosophy of not using a graphing calculator, but i have a form of dyslexia that relates to numbers
[08:54:24] <anonimasn> indeed
[08:54:57] <toastydeath> math in elementary school was traumatic
[08:55:27] <anonimasn> * anonimasn nods
[08:56:12] <anonimasn> haha elementary school was traumatic indeed
[08:56:16] <anonimasn> kids here dont learn stuff in school anymore
[08:56:31] <anonimasn> like writing and reading
[08:59:26] <toastydeath> haha
[09:00:38] <toastydeath> i am upset that everyone taught "pemdas"
[09:00:45] <toastydeath> in prealgebra
[09:00:57] <toastydeath> that single thing killed me for years
[09:00:59] <toastydeath> in math
[09:01:10] <anonimasn> I dont know it
[09:01:18] <anonimasn> oh order of operations
[09:01:22] <toastydeath> instead of just giving the laws of association, communication, identity, etc
[09:01:36] <toastydeath> yeah
[09:01:42] <anonimasn> I love commutativity
[09:01:45] <toastydeath> "PEMDAS" doesn't teach anything, it just confused me
[09:01:55] <toastydeath> but when i read the actual laws it all made sense
[09:01:59] <anonimasn> but I dont know so much about it, but it's so nice like yeah.. it dosent matter where you stick * or rearrange it
[09:02:19] <anonimasn> unless you have another operator that's not commutative inbetween....
[09:02:29] <toastydeath> well, that relates into factors and terms
[09:02:36] <toastydeath> which is ANOTHER huge sore point
[09:02:56] <anonimasn> * anonimasn nods
[09:03:19] <toastydeath> but yeah, the proceedural insistance that most math teachers have drives me insane
[09:04:00] <toastydeath> oh well.
[09:04:22] <anonimasn> soon done with my ppt crap
[09:04:41] <anonimasn> spinning banana anyone?
[09:04:49] <toastydeath> ring ring ring ring banana phone
[09:04:52] <toastydeath> doot doop de doot de do
[09:05:18] <archivist> anonimasn, I found my book on scraping, how did you get on
[09:05:39] <anonimasn> I didnt start with anything like that yet :)
[09:05:45] <anonimasn> im studying too much right now
[09:05:59] <toastydeath> archivist: can you tell the difference between steel and iron
[09:06:04] <toastydeath> with your scraper
[09:06:07] <toastydeath> if so could you explain it
[09:06:30] <anonimasn> there should be a big diff in feeling
[09:06:34] <archivist> sure the steel will be sticky compared to iron
[09:06:39] <toastydeath> hm
[09:06:47] <toastydeath> there's iron at work somewhere, on the rack
[09:06:50] <toastydeath> but it's not marked
[09:07:04] <toastydeath> so i'm trying to scrape little bits and it's all greek to me
[09:07:12] <archivist> and iron is grey compared to steel
[09:07:44] <archivist> except if some evil person polishes it :)
[09:07:45] <anonimasn> try machining it..
[09:07:48] <anonimasn> :D
[09:07:51] <toastydeath> lol
[09:07:55] <anonimasn> if it chips it's iron, if it makes powder it's cast...
[09:07:58] <anonimasn> err steel
[09:08:03] <anonimasn> if it chips..
[09:08:19] <toastydeath> my boss might know offhand, i'll have to pick his brain
[09:08:33] <toastydeath> and worst case the owner said he'd let me scrape some angle plates with a biax
[09:08:39] <archivist> http://www.collection.archivist.info/searchv10.php?srcdata=title&srcprog=searchv10.php&searchv4page=1&errlev=0&searchstr=pendulum+cast
[09:09:13] <toastydeath> hey i remember those pictures of yours
[09:09:15] <archivist> centrifugal cast iron
[09:10:13] <anonimasn> bbl
[09:10:14] <anonimasn> lunch
[09:44:03] <anonimasn> iab
[09:45:08] <toastydeath> wb
[09:45:50] <anonimasn> http://www.cnczone.com/forums/showthread.php?t=72261&page=5
[09:47:51] <anonimasn> the question is math or machinnig..
[09:47:53] <anonimasn> err machining
[09:49:12] <anonimasn> toastydeath: I have a good link for you
http://www.cnczone.com/forums/showthread.php?p=602400
[09:50:53] <toastydeath> what do you mean math vs. machining
[09:51:38] <anonimasn> either I study now.. go to work and cut some metal..
[09:51:41] <anonimasn> err or
[09:51:45] <anonimasn> and study later
[09:51:55] <toastydeath> do both!
[09:52:01] <toastydeath> I study when the machines are running =)
[09:52:30] <anonimasn> haha
[09:52:37] <anonimasn> not clean enough shop to do that
[09:52:45] <toastydeath> lol
[09:53:01] <anonimasn> and not enough parts to make
[09:53:21] <toastydeath> yeah, that helps
[09:53:33] <toastydeath> i have a lot of boring work ahead of me, which means a lot of free time at work
[09:53:40] <toastydeath> 9 parts @ 25 mins each
[09:53:47] <toastydeath> and 225 parts at 6 minutes each
[09:54:09] <anonimasn> ouch
[09:54:12] <anonimasn> http://www.cnczone.com/forums/showthread.php?t=72261&page=11
[09:55:27] <anonimasn> so boring
[09:55:47] <toastydeath> i guess, i have my laptop
[09:55:55] <toastydeath> and feynmann's lectures on physics
[09:56:03] <anonimasn> http://www.cnczone.com/forums/showthread.php?t=72261&page=12 this is cute
[09:58:50] <toastydeath> cool
[09:58:59] <anonimasn> http://www.cnczone.com/forums/showthread.php?t=72261&page=13
[09:59:02] <anonimasn> check the last post
[09:59:03] <anonimasn> :)
[09:59:07] <anonimasn> video of a steel one
[10:00:35] <toastydeath> haha, cool
[10:06:15] <anonimasn> http://imtuoradea.ro/auo.fmte/files-2007/MECATRONICA_files/Anamaria_Dascalescu_1.pdf,
[10:06:17] <anonimasn> http://imtuoradea.ro/auo.fmte/files-2007/MECATRONICA_files/Anamaria_Dascalescu_1.pdf
[10:06:21] <anonimasn> err there :)
[10:07:35] <toastydeath> hey cool.
[10:08:20] <anonimasn> now we need a periodic function to eleminate the tip of the sine curve...
[10:08:22] <anonimasn> :D
[10:09:04] <anonimasn> just kidding
[10:13:48] <anonimasn> * anonimasn yawns
[10:14:10] <toastydeath> lol
[10:14:17] <toastydeath> just machine it off later
[10:14:25] <anonimasn> yep
[10:14:36] <anonimasn> actually I should go home and lay something cold on my eyes
[10:14:39] <anonimasn> and then study math
[10:19:47] <anonimasn> leters
[10:19:51] <anonimasn> err laters
[10:48:20] <anonimasu> iab
[10:49:19] <archivist> iasaw
[13:17:22] <skunkworks588> skunkworks588 is now known as skunkworks_
[14:05:38] <cheiron> hi all
[14:06:03] <cheiron> i have some questions conserving NML forwarding over TCP/IP
[14:07:00] <cheiron> i setup the server like said in the docs (EMCSVR, server.nml)
[14:07:08] <cheiron> port 5005 is open and listening
[14:07:48] <cheiron> on client side (other host) i have an debian5 and successfully compiled emc2-trunk (server is emc2-trunk too)
[14:08:56] <cheiron> whenever i start tcl/tkemc.tcl -ini ../../test.ini (with a client.nml according to the docs) i get some sort of timeout without a message and tkemc vanishs without a trace
[14:09:36] <cheiron> i'm not sure whether my clientside ini is wrong or if there are other problems
[14:09:39] <cheiron> any hints?
[14:11:33] <alSMT> use terminal to load emc?
[14:14:57] <cheiron> yes
[14:15:18] <cheiron> on the serverside its running (using keystick tui)
[14:16:04] <cheiron> on the clientside i use . ./emc2-trunk/scripts/emc-environment && ./emc2-trunk/tcl/tkemc.tcl -ini ../../test.ini
[14:29:22] <alSMT> is (home all) done only in axis or can it be done with other gui's ?
[14:37:59] <SWPLinux> it's a command that anyGUI could support
[14:38:22] <SWPLinux> I have some work into making halui support it (it's not that hard, but I haven't completed it)
[14:38:34] <SWPLinux> see you
[14:47:36] <alSMT> i don't see any documentation on it or i'm looking in the wrong place
[14:52:37] <Jymmm> If you notice, he said it "COULD" support it, not that it currently does.
[14:56:48] <alSMT> he did leave his foot in the door though
[15:29:56] <roh> does emc have some kind of 'total machine runtime counter'
[15:43:35] <roh> hm.. and does paul willutzki happen to be here sometimes?
[15:44:20] <roh> * roh wanted to try
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?A_New_Approach_For_Using_Joypads_With_EMC2 with the saitek we have here for exactly that reason (the mill) and would need source or joyhandle.ko for hardy
[15:44:59] <roh> the latter would be better (basically i do not like compiling rtai stuff ;))
[15:51:19] <archivist> not a name I recognise maybe he uses and anonymous nick like me
[15:53:27] <Jymmm> archivist: bka scumbucket
[15:53:48] <roh> too bad.. dapper modules cannot work and i am not in the mood to try getting something to be binary compat with the delivered hardy
[16:53:55] <skunkworks_> not a happy camper
http://www.cnczone.com/forums/showthread.php?t=74654
[17:00:39] <geo01005> skunkworks_: I was just thinking of recommending that machine to my father in law...I might have to rethink that :)
[17:04:37] <archivist> methinks he wants wet nursing with EMC
[17:05:54] <Danimal> hello
[17:06:10] <archivist> but yes wizards for noobs on an EMC lathe are something Im hearing over here from a trader
[17:07:56] <roh> *sighhhh*
[17:08:14] <roh> * roh just read the thread on 'porting axis' on the list
[17:11:45] <archivist> the one wanting to click on stepconf? ...wtf
[17:13:17] <tlab> me?
[17:16:33] <tlab> anyone build motor controls? I'm building some for my small desktop cnc and am contemplating either using picc, avr or a ti DSC
[17:17:34] <geo01005> Stepper? Servo?
[17:17:41] <tlab> stepper
[17:17:56] <roh> tlab depending on your speed and powerneeds even some very simple stepper-amps surfice
[17:18:09] <roh> like L293/L298 or so
[17:18:13] <archivist> I bought in mine
[17:19:41] <geo01005> Shoot, I've decided it is as cheap to buy as to make.
[17:19:52] <tlab> ya I want to be able to mill pcb's and currently have stuff avr's and pics with a LM18245, but the ti DSC is interesting
[17:20:14] <tlab> ya well I'm doing mine for a senior design project, so I don't want it to be to easy
[17:20:24] <roh> hrrr
[17:20:42] <roh> but yeah.. there are some very nice chips around.
[17:21:10] <tlab> http://focus.ti.com/general/docs/techdocsabstract.tsp?abstractName=spraau7 looks like a kick ass way to control the stepper, but then I'd have to beable to convert emc to ti dsp
[17:21:13] <geo01005> look here:
http://store.makerbot.com/featured-products/stepper-motor-driver-v2-3-kit.html
[17:23:07] <geo01005> Only half stepping... But for low current there are some similar micro stepping allegro chips.
[17:23:49] <tlab> emc setup, breakout board, and some motor controlers doesn't seem like much for a senior design project does it?
[17:24:19] <roh> depends on your teacher and the level of integration
[17:25:07] <tlab> heh ya my teacher doesn't seem to care to much I think
[17:25:36] <roh> means, dont forget spindle-controll, mechanics (eats more time than sw) and some features for pcb milling and the toolchain
[17:25:57] <tlab> we question him sometimes, like when he wanted to run 20+amps thru a breadboard
[17:27:26] <geo01005> maybe this one
http://www.kineticsystems.com/page161.html ;)
[17:27:28] <tlab> yea, seems like it's enough, but the electronics part is small imo.. and my degree will be in electrical engineering
[17:28:29] <tlab> we did a dc to ac converter, and he was wanting the fets on the breadboard lol
[17:28:35] <tlab> 3phase ac
[17:29:26] <tlab> that's a breadboard?
[17:29:29] <tlab> wtf
[17:29:31] <archivist> hmm dangerous
[17:30:10] <roh> tlab try to get such a thing:
http://www.thiemig.de/gravur/tiefenr.htm
[17:30:32] <roh> graving-depth-regulator... basically it 'slides' on the pcb
[17:31:38] <roh> giving constand depth and also the possibility to attach a dustsucker
[17:32:07] <tlab> hmm is it just a bushing to depth?
[17:32:29] <geo01005> tlab: You could put together a board that would control a three phase brushless RC type motor for motion control :)
[17:33:27] <tlab> ya microchip makes some nice chips for motor control
[17:33:43] <Danimal> hmm so i think i have the wrong firmware installed for my 5i20, and that's why i cant figure out how to configure the i/o's
[17:35:15] <Danimal> now i gotta figure out how to install the right one
[17:39:01] <roh> tlab it is 'gliding' on the copper surface. the white plastic is not rotating
[17:39:36] <tlab> roh: ya I translated it, it's just a depth stop
[17:39:54] <roh> jap. you use it with a linear axis as displayed here:
http://www.thiemig.de/gravur/tief02.jpg
[17:40:00] <tlab> I guess you don't have to worry about how flat the surface is then
[17:40:53] <roh> so one 'drives a bit deeper' than the pcb and yes.. it presses down the pcb with the weight of your mill (in that case a proxxon) and makes sure you cut the same depth everywhere.
[17:41:26] <roh> we have such a mill in another hackspace here in berlin (a small isel mill with 2 proxxon heads, one for drilling, one for milling)
[17:41:38] <roh> s/milling/graving
[17:42:27] <roh> they basically only do pcbs there with it. fast, quite cheap, much less hassle than chemicals. even smd is possible
[17:42:49] <tlab> I'm hoping to do smd
[17:43:35] <tlab> what I've found is ppl using something like a wolfgang spindle with low runout
[17:43:50] <skunkworks_> I don't do smd but have had great results milling/drilling boards.
[17:44:17] <roh> would love to make that one emc aswell (and others too) but it has some 'special' isel fullsize isa card with the stepper amps on it, which has no specs or drivers besides a dos one. so there is a dos-pc which has a small programm recieving commands from the serial, and 'doing it' which gets controlled by an custom perl-tk app which takes hpgl outline data from some eagle macro and drives the serial with a datastream
[17:44:24] <tlab> I'm probably going to get a fireball cnc, unless I can find something better
[17:45:23] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/bottom.JPG
[17:45:42] <tlab> you use eaglecad with g-code exporter?
[17:46:24] <roh> nope.. not yet.. but if we can get that machine to use emc, we would need that, yes
[17:46:29] <skunkworks_> yes
[17:47:08] <geo01005> skunkworks_: I don't recall what machine you use for your boards.
[17:47:16] <tlab> http://millpcbs.com/images/Top.jpg
[17:47:51] <skunkworks_> http://www.electronicsam.com/images/KandT/DSCgantry.JPG
[17:48:23] <tlab> thats a beast
[17:49:38] <skunkworks_> I have a small cable run machine that I need to get running for circuit boards.
[17:50:13] <skunkworks_> This thing takes too long ( I can only cut at around 8ipm because it is a wet noodle)
[17:50:58] <roh> https://berlin.ccc.de/wiki/Platinenfräse is the small isel one
[17:51:13] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/DSC_5099.JPG
[17:51:39] <skunkworks_> that is what happens when the vaccum pump stops.. :)
[17:51:59] <tlab> the break?
[17:53:42] <skunkworks_> the top left gouge
[17:54:14] <tlab> vaccum holding the board down?
[17:54:30] <skunkworks_> yes
[17:54:47] <skunkworks_> only way to go ;)
[17:55:25] <tlab> i have some neo magnets I thought about using for clamps lol
[17:56:40] <skunkworks_> I know some have used carpet tape
[17:57:41] <roh> ISEL Microstep Card MPK-3 is what it uses
[17:59:54] <tlab> I have a couple neo's that are 1.5 inches round, .5 inches thick
[18:00:05] <tlab> ment for speakers
[18:00:34] <skunkworks_> the big issue is the boards are usually not that flat.. so if you only hold the board down in a couple of spots - other parts might be up.
[18:01:06] <skunkworks_> so tape or vaccum (I have cut boards just holding the edges though - they turned out 'ok')
[18:01:31] <tlab> ya... maybe a bed of magnets? lol
[18:03:00] <skunkworks_> you do know that copper isn't attracted to maganets.. ;)
[18:04:01] <tlab> oh ya
[18:04:01] <toastatwork> use magentic copper duhhhh
[18:04:25] <toastatwork> anyway there's some really cool vacuum chuck designs they use in semiconductor fab
[18:04:39] <toastatwork> wafer chucks etc
[18:05:18] <tlab> wonder if I could find one over in the scrap building here
[18:05:46] <skunkworks_> I use a sacraficial board on top.
[18:05:51] <tlab> delphi headquarters is in town, so we have this place the sell old junk too... they have/had several fab labs there
[18:06:08] <tlab> they sell*
[18:07:40] <tlab> they have several old scopes, power supplies etc
[18:08:13] <tlab> they have some microscopes, I wouldn't mind getting one, but for 150 bucks they are mostly in rough condition
[18:10:05] <geo01005> http://www.ibagnorthamerica.com/pdfs/Vac_Mat.pdf
[18:12:06] <tlab> $$ i bet
[18:13:51] <geo01005> Sure.
[18:15:13] <tlab> bbl
[18:32:31] <gene__> Hi guys from Gene
[18:34:27] <skunkworks_> Hi
[18:34:59] <gene__> Need opto-iinterrupter ideas, I just found the ones I have are Omron 1071's, and very slow. Who has one suitable for a small encoder wheel and fast enough for 30000 rpm on a 72 slot wheel?
[18:35:24] <gene__> c/30000/3000/g
[18:36:44] <gene__> Ooops, judst counted holes again, 24 slot + index
[18:37:25] <roh> omfg... /me found some asm code which drives that ancient card
[18:38:12] <gene__> I used the program from the wiki to make it, but because it was pretty ssmall, lowered the hole count to 48 from 96, I just recounted it again.
[18:38:39] <gene__> the 24 was halfway around it.
[18:42:48] <gene__> acc my calculator, these 4000ns response opto's I have could see 2500 rpms, just barely. That is 4.166 u-sec per half cycle. That is too close for me.
[18:43:04] <jst_home> gene__: HOA1780-31 could do that I'd think. 15us raise and fall time at 5V, 1mA
[18:43:45] <archivist> !manja select
[18:43:47] <skunkworks_> gene__: hoping to rigid tap? or is this for threading on a lathe?
[18:45:19] <gene__> humm, at 48 holes, times 2600 rpm=120000, 1/x=8.3333 u-secs & half the for the duration of light or dark is faster than that Threading on a lathe.
[18:46:22] <gene__> Does that one get faster with more current?
[18:50:12] <jst_home> gene__: 48 holes at 2600rpm is 48 holes at 43.33... revs per second, which here comes out to 44us per hole, and half that would be 22us
[18:50:22] <jst_home> gene__: still cutting it a bit close tho
[18:50:32] <jst_home> gene__: and no, it doesn't look like more apms speeds it up
[18:51:11] <jst_home> but an amplifier on the signal from it might very well make it work quick enough
[18:52:18] <gene__> Yur right, I forgot to convert rpm to rps, so these 4 u-sec things I have should work. I'll see about making a pcb bracket & set up a test. Thanks, later
[18:52:42] <jst_home> yeah, 4us should do it easy
[18:53:35] <gene__> Now where did I put that perfboard.. :(
[19:31:53] <Danimal> dammit i'm so lost
[19:32:21] <Jymmm> <--- Go THAT way --->
[19:32:24] <Danimal> do i need to know c++
[19:32:41] <toastatwork> that depends on what you're trying to do, i suppose
[19:32:52] <toastatwork> contribute to Apache, probably will need to know it
[19:32:55] <toastatwork> write g-code, not so much
[19:33:03] <skunkworks_> cradek: Nice work!
http://imagebin.ca/img/pAwfSBIE.png
[19:33:11] <Danimal> i have a 5i20, all i want to do is configure it to work with my vfd
[19:33:21] <Danimal> g code i understand
[19:33:35] <Vq^> toastatwork: Apache got many c++ projects?
[19:33:50] <toastatwork> vq^ i have no idea, i was just being snarky
[19:34:11] <Vq^> i thought they were mostly into C and Java
[19:37:02] <anonimasu> toastatwork: I coudlnt get that to cut :/
[19:37:36] <toastatwork> anonimasu why not
[19:37:47] <anonimasu> I dont know, it might be that I'm too crap at making macros
[19:37:58] <Danimal> how do i know what firmware is being used for my 5i20... the svst4_8, ect...?
[19:38:02] <anonimasu> I tried it at the sim I have at home and it didnt make anything much
[19:38:12] <toastatwork> i dunno about heidenhain macros
[19:38:48] <geo01005> Danimal:
http://www.linuxcnc.org/docs/devel/html/man/man9/hostmot2.9.html
[19:38:52] <anonimasu> I probably fudged something
[19:39:07] <geo01005> You specify which one to use.
[19:39:09] <toastatwork> dunno how you decided to do it
[19:39:26] <anonimasu> like: Q200 = sin(Q100)
[19:39:30] <toastatwork> i mean your macro should just be looping and spitting out X/Y coordinates, and accumulating theta
[19:39:41] <anonimasu> Q100 = the stuff.. in the sin..
[19:39:55] <geo01005> Danimal: look under the config modparam section
[19:40:23] <anonimasu> toastatwork: I wonder if sin/cod works in radians on heid.
[19:40:38] <toastatwork> here's a quick way to tell
[19:40:38] <anonimasu> :)
[19:40:50] <toastatwork> cos[30] vs cos[pi/6]
[19:40:56] <toastatwork> which one gives you .5
[19:41:13] <anonimasu> or jus cos(pi)
[19:41:33] <toastatwork> sure
[19:42:52] <toastatwork> another troubleshooting step would be to get it to mill a circle
[19:43:09] <skunkworks_> cradek:
http://imagebin.ca/img/bJwu5k.png
[19:43:11] <toastatwork> and then if that works substitute in the equations for the mapped sine function
[19:43:12] <anonimasu> with x=cos(r) y=sin(r)
[19:43:20] <anonimasu> and incrementing r?
[19:43:31] <toastatwork> yes
[19:43:40] <anonimasu> good idea
[19:43:41] <anonimasu> gonna try it
[19:43:47] <toastatwork> well also
[19:43:53] <toastatwork> theta, not r
[19:43:54] <toastatwork> and r needs to be in front
[19:44:02] <toastatwork> x = r * cos[theta]
[19:44:02] <anonimasu> well, amplitude
[19:44:08] <toastatwork> y = r * sin[theta]
[19:44:32] <toastatwork> and define r as some constant
[19:44:36] <geo01005> Danimal: Did you get it?
[19:44:38] <toastatwork> once it works, redefine r as the long equation
[19:45:26] <anonimasu> I realized I know alot of pi today :D
[19:45:37] <anonimasu> by head(which is weird)
[19:45:42] <toastatwork> lol
[19:46:28] <anonimasu> like: 3.14159265
[19:46:41] <toastatwork> that's kind of excessive.
[19:47:00] <anonimasu> indeed but I know it.. without trying to remember
[19:54:21] <Danimal> i really cant follow that hostmot2 manual
[19:55:02] <Danimal> i've read it before, at least a couple times... i dont know what half of it is refering to
[19:56:20] <geo01005> So in your hall file what does your loadrt line for hm2 look like?
[19:56:24] <geo01005> hal...
[19:57:56] <anonimasu> toastatwork: it does degrees not radians
[19:58:07] <anonimasu> and I have a circle :)
[19:59:22] <Danimal> i dont see where to look for a loadrt line
[19:59:53] <toastatwork> anonimasu A+++++
[19:59:53] <toastatwork> also going home now
[19:59:53] <toastatwork> good luck w/ the sine
[20:00:10] <Danimal> i dont see anything that represents what's in the hostmot2 manual in the config mod param section
[20:00:47] <geo01005> What hal file did you start with, and what are you using with your 5i20? Steppers? Servos?
[20:01:09] <Danimal> my hal is called hm2_stepper.hal
[20:01:11] <Danimal> steppers
[20:02:53] <geo01005> Can you put your hal file in the pastebin?
[20:03:29] <Danimal> sure, give me a sec, i'm on a windows pc right now
[20:05:17] <Danimal> http://pastebin.com/m2dedd2c5
[20:09:51] <Danimal> sorry, i guess i have an ip conflict somewhere
[20:10:03] <Danimal> http://pastebin.com/m2dedd2c5
[20:10:44] <PCW> Danimal: the configuration is in the .ini file
[20:12:02] <Danimal> ha there it is
[20:12:11] <Danimal> wow i even looked at that earlier
[20:12:38] <Danimal> so i just change the firmware path to the right one and i'm all set?
[20:12:52] <geo01005> sounds right.
[20:13:14] <Danimal> will it change anything in my ini file?
[20:13:29] <Danimal> should i save a copy of it just in case?
[20:13:50] <Danimal> i dont wanna loose my stepper configurations
[20:14:00] <geo01005> You will change the ini file. EMC dosen't change your ini file as far as I know.
[20:14:27] <geo01005> you are going to change the firmware path in the ini file.
[20:14:40] <Danimal> ok cool
[20:14:44] <geo01005> I think you should only have to change the name though.
[20:14:58] <Danimal> yea, that's what i was figuring
[20:17:35] <Danimal> do i have to add anything to the end of the path for the amount of gio's i wanna use?
[20:19:15] <Danimal> should i enable_raw?
[20:21:12] <geo01005> you shouldn't need anything from raw mode.
[20:21:38] <Danimal> ok cool
[20:21:39] <geo01005> I belive that use can use any pin that is not used by a module as GPIO
[20:22:03] <Danimal> thats what i thought, but i've been wrong
[20:23:04] <geo01005> I think there is actually a GPIO pin set up for every pin on the board...If I remember right.
[20:23:23] <geo01005> Because you can read any pin a GPIO --I think--
[20:23:43] <Danimal> can you alter it in the pin file?
[20:24:09] <geo01005> I don't think you want to tough the pin file...
[20:24:12] <geo01005> touch
[20:24:26] <geo01005> PCW, the pin file shouldn't be altered right?
[20:24:30] <Danimal> so if i wanna change my step gen outputs to a different pin, can i just alter the svst8_4im2.pin file?
[20:24:42] <Danimal> ah ok
[20:24:48] <geo01005> I don't think so.
[20:25:25] <Danimal> damn, so i gotta rewire it, the pinout is different for the other firmware i believe
[20:25:48] <geo01005> I don't understand what you are saying?
[20:26:21] <geo01005> Difference between what two firmwares? and rewite what part?
[20:26:30] <geo01005> rewrite...
[20:26:58] <Danimal> if i look at the pin file for the firmware config i had loaded before, and the one i just loaded, the physical pin locations are different between the 2
[20:27:07] <Danimal> so now my machine doesnt move
[20:28:04] <Danimal> easy fix, i just gotta swap some wires around.. i was just wondering if there was an easier way
[20:29:07] <geo01005> I believe that the FPGA bit file has to be changed to change the pinout of the firmware, It is much easier to change the wires if you can.
[20:29:36] <Danimal> ok, no biggie
[20:33:48] <Danimal> well thanks for the help geo01005
[20:34:05] <Danimal> i guess i'll swap some wires around
[20:34:08] <geo01005> no problem, I hope it works well for you :)
[20:35:56] <Danimal> thanks!
[20:38:22] <rbertoche> Running over a compilled kernel. Can't compile rtai, error is " implicit declaration of function 'outb' ".
[21:03:59] <Danimal> so if i want to turn on my spindle using m3, what exactly do i modify, the hm2_stepper.hal, or the 5i20.ini?
[21:04:09] <Danimal> or both/neither?
[21:06:30] <geo01005> You need to link the signal in the hal file
[21:08:01] <geo01005> Does your spindle have a Analog input?
[21:08:10] <geo01005> or is it just on off?
[21:08:19] <Danimal> both
[21:08:44] <Danimal> it has a digital input for on/off and analog for variable speed selection
[21:09:35] <Danimal> for now i just wanna turn it on and off, then i'll deal with the dac stuff when i'm at that level
[21:10:05] <Danimal> i can control it with the pannel on the vfd for now
[21:10:42] <geo01005> sounds good.
[21:10:49] <Danimal> baby steps lol
[21:13:50] <Danimal> so would i link the signal under the section that says standard i/o block - estop, ect?
[21:14:25] <Danimal> in the hal
[21:17:17] <geo01005> That looks like a good place for it. However, as far as function it dosen't matter as long as the definition is after loading hm2.
[21:18:07] <Danimal> oh ok
[21:18:37] <geo01005> so something like net SpindleOn motion.spindle-on => hm2_[HOSTMOT2](BOARD).0.GPIO.....
[21:20:08] <Danimal> ahh i was missing part of it
[21:20:13] <Danimal> when i tried it
[21:20:51] <Danimal> is it case sensitive?
[21:20:56] <geo01005> yes
[21:21:49] <geo01005> sorry gpio is lowercase
[21:22:00] <Danimal> ok
[21:23:32] <Danimal> it gave me an error
[21:25:01] <rbertoche> "implicit declaration of function 'outb'" on rtai make
[21:25:44] <geo01005> was the error because of the capital GPIO?
[21:25:56] <Danimal> nope i used lower case
[21:26:05] <geo01005> what was the error?
[21:26:38] <Danimal> unknown command SpindleOn
[21:26:50] <alex_joni> you forgot the "net"
[21:27:00] <alex_joni> "net SpindleOn motion.spindle-on ..."
[21:27:08] <Danimal> ha
[21:27:10] <Danimal> opps
[21:29:15] <Danimal> now it says hm2-stepper.hal:172: pin 'hm2_5i20.0.gpi0' doesnt exist
[21:30:13] <geo01005> gpio.0
[21:30:36] <geo01005> or gpio.xx
[21:32:07] <Danimal> neither worked
[21:32:32] <Danimal> same error... is the number the designation of the physical pin?
[21:34:49] <geo01005> seems like they are renumbered to be only the pins that are used. gpio.0 = pin 1
[21:34:59] <geo01005> gpio.1 = pin 3 and so on
[21:35:37] <geo01005> you still have gpi0 instead of gpio.0
[21:36:18] <geo01005> howdy colin_
[21:36:37] <colin_> hey
[21:36:39] <colin_> hows it going
[21:36:43] <Danimal> i mistyped in on here, it is gpio
[21:40:28] <geo01005> sorry should be: hm2_5i20.0.gpio.000.out
[21:40:41] <Danimal> ah ok
[21:40:53] <geo01005> I think. I'm not at my linux computer... Somebody correct me if I'm wrong.
[21:41:42] <Danimal> is started emc2 without an error
[21:42:13] <Danimal> that's a positive
[21:42:18] <geo01005> well that is encouraging :)
[21:42:27] <Danimal> yup!
[21:43:29] <Danimal> so just to make sure i'm clear, the 000 means physical pin 1, and say, 033 would be physical pin 34?
[21:44:19] <Danimal> or does the firmware figure that out
[21:47:05] <geo01005> no, if you look at the pin file you will see a column for a pin# and a column for I/O
[21:47:07] <geo01005> http://cvs.linuxcnc.org/cgi-bin/cvsweb.cgi/emc2/src/hal/drivers/mesa-hostmot2/firmware/5i20/SVST2_8.PIN?rev=1.1.10.1;content-type=text%2Fplain
[21:47:25] <geo01005> The pin# is the physical pin. The I/O number is the gpio number.
[21:48:05] <geo01005> so 033 would be physical pin 19 on the second connector.
[21:48:21] <Danimal> i did dmesg in terminal, is that showing the same thing as the pin file?
[21:48:58] <geo01005> uh, I don't know.
[21:49:41] <geo01005> your pin files should be here: /emc2/src/hal/drivers/mesa-hostmot2/firmware/5i20/
[21:50:06] <geo01005> but the numbering format the is same for all the configurations.
[21:53:42] <colin_> geo01005,
http://www.robotsltd.co.uk/images/ABBpics/IRB6000/IRB600028painted.JPG
[21:53:59] <Spida> are there any non-legacy interfaces that emc supports? I have seen only parallel ports and pci cards in the supported hardware list, both are hard to find on recent hardware....
[21:54:25] <geo01005> colin_: Looks nice!
[21:54:49] <geo01005> colin_: I don't thing the change I made will work with a bot with a a3 offset.
[21:55:01] <colin_> thats the next toy once iv got the js10 sorted
[21:55:04] <colin_> oh right
[21:55:25] <geo01005> also, I'm not sure that it will work quite right with a non-zero d2 offset.
[21:55:27] <Danimal> the pin file that i found was in /usr/share/doc/emc2-firmware-mesa-5i20-hostmot2... is that wrong?
[21:55:46] <colin_> D2 on the ABB is 0
[21:56:02] <geo01005> does it have any other offsets like an a3?
[21:56:17] <colin_> it does have the A3
[21:56:37] <colin_> as you can see the arm is pivoting above the joint
[21:57:21] <geo01005> the the A3 offset affects the Z, not just the x and y, so the fix i sent you dosn't work.
[21:58:06] <geo01005> Danimal: I think wherever you find the pin file with the same name as your config, it will be the same.
[21:58:21] <geo01005> They are based off of peters hardware, and that dosen't change.
[21:58:30] <colin_> ah ok well i guess i can worry about that later anyway
[21:59:14] <Danimal> ok cool, i cant find any directory like the one you posted
[21:59:18] <geo01005> The kinematics defiantly can be solved.
[21:59:51] <geo01005> Danimal: I think that the src directory is not there unless you installed from source, sorry.
[21:59:52] <colin_> excellent :D
[22:00:04] <colin_> the reason im so interested in the robots is there actually very cheap
[22:00:15] <colin_> i picked up the JS 10 for a couple hundred pounds
[22:00:23] <colin_> and even the big ABB arms are only a couple grand
[22:00:40] <colin_> makes for a very cheap large capacity 5axis mill
[22:02:25] <Danimal> so do i need the gpio number to be correct to the type of pin func and pin dir listed in the .pin file?
[22:03:14] <Danimal> for instance, io#o says pin function is quad-b and pin dir is (in)
[22:03:32] <geo01005> Danimal: dosen't mater if the module that uses that pin is not enabled.
[22:03:49] <Danimal> oh ok
[22:04:45] <Danimal> so when i do a mdi command of m3, i should be getting 5v from physical pin 1?
[22:09:34] <geo01005> should be right, but you might have to enable the pull up parameter.
[22:11:11] <geo01005> first you need to set the pin to be an output.
[22:11:21] <geo01005> you need another line in your hal file.
[22:12:09] <geo01005> setp hm2_[HOSTMOT2](BOARD).0.gpio.000.is_output 1
[22:12:45] <geo01005> colin_: those are pretty darn cheap bots.
[22:13:11] <Danimal> ah ok
[22:13:26] <Danimal> i did notice there is a spindle on/off button in axis now
[22:13:32] <colin_> geo01005, yup theres thousands of them sitting around because of all the car plant closures
[22:14:18] <geo01005> hmm, well that is good for you :)
[22:14:46] <colin_> could be good for a lot of EMC'ers if this kine works :D
[22:15:33] <geo01005> some of the robots use a numerical method to solve the inverse kinematics.
[22:15:51] <colin_> numerical method ?
[22:15:58] <geo01005> That might be a better method to try, but I'm not sure how fast it has to be.
[22:16:33] <colin_> tbh most of the time its moving slow for machining
[22:17:38] <archivist> will an arm that long be rigid enough for milling
[22:17:38] <geo01005> it isn't the speed of the machine that is the problem, but how often EMC needs to call the function.
[22:17:58] <geo01005> archivist, I have seen them do it.
[22:18:12] <colin_> probably not for metal
[22:18:26] <colin_> altho they can do ally iv seen that
[22:18:41] <archivist> wood and and other light stuff I can imagine
[22:18:46] <geo01005> However, mostly I have seen them roughing metals or cutting foam, wood or some modeling material.
[22:18:48] <colin_> i mostly want to machine epoxy based tooling block
[22:18:54] <geo01005> cool.
[22:19:01] <colin_> thats what i do as my day job
[22:19:15] <colin_> machine patterns for F1 teams
[22:19:33] <colin_> then make composite moulds from them
[22:21:55] <geo01005> colin_: The numberical methods useualy use the last know position as a guesse of the correct position.
[22:22:58] <geo01005> Then calculate the error from the desired position, change the joint angles according to an algorithm, then recalculate the forward kienmatics.
[22:23:31] <colin_> that sounds a lot more involved than the current kine setup
[22:23:32] <geo01005> then keep doing that until the error is small enough.
[22:24:19] <geo01005> well It's not that bad, most probably use a method very similar to the method I'm using in sketch solve.
[22:24:43] <geo01005> That method would solve a bot with 6 joints in about 6-10 iterations.
[22:25:30] <geo01005> However, if you have a closed form solution for the inverse kinematics, it is pretty much always better to use it.
[22:25:32] <colin_> would that be faster?
[22:26:49] <Danimal> hmm i think i got it!
[22:27:00] <Danimal> thanks geo01005
[22:27:02] <geo01005> Danimal: great!
[22:27:27] <geo01005> Sometimes the closed form solution is slower that the numerical solution, but not always.
[22:27:48] <geo01005> Also, with the closed form solutions convergence is always guaranteed.
[22:28:19] <colin_> ah i see
[22:28:35] <geo01005> There may be some positions that the numerical solutions won't work for, and it is hard to tell until you get to that point.
[22:28:41] <colin_> well i assume if you have decent cpu power its not a huge issue ?
[22:29:09] <geo01005> Well that is what I'm not sure about.
[22:29:18] <colin_> ah
[22:29:19] <geo01005> How often are the kinematics called?
[22:29:27] <geo01005> ever base thread?
[22:29:32] <geo01005> every...
[22:29:40] <colin_> i would assume for every movement ?
[22:29:57] <geo01005> I don't know.
[22:30:15] <geo01005> I don't know if it has to happen in realtime or in user space
[22:30:23] <geo01005> Anybody know?
[22:31:20] <geo01005> jepler: do you know?
[22:32:52] <geo01005> the cool thing about a numerical solution is that you only have to come up with the forward kinematic solution, and that can be automated.
[22:36:42] <geo01005> looks like kinematics happen in realtime:
http://www.linuxcnc.org/images/stories/EMC_Control_LG.gif
[22:45:21] <geo01005> If a numerical method was used to solve inverse kinematics, and a standard method was used to do forward kinematics, then the bot could be defined in some standard way and the kinematics would just work.
[22:50:17] <Danimal> is it safe to use a relay between my breakout board and my vfd?
[22:50:31] <Danimal> or is something else prefered
[22:50:59] <Danimal> it needs >10v to work
[22:51:15] <Danimal> and it has it's own power supply
[22:51:22] <Danimal> 24v
[22:54:05] <colin_> geo01005, would that be hard to code tho ?
[22:54:57] <geo01005> oh I don't know...
[22:55:43] <geo01005> What I am thinking though is that if you do the numerical solution once, you have done it for all kinematic problems.
[22:56:25] <tlab_> what can I do to lower my latency test - max jitter?
[22:57:04] <archivist> often change the video driver
[22:59:09] <PCW> Danimal: what breakout board do you have?
[23:01:16] <Danimal> 7142ta
[23:02:06] <tlab_> do I need a gl driver?
[23:04:35] <skunkworks> what kind of max jitter numbers are you getting?
[23:04:43] <Danimal> would a relay be isolated enough?
[23:04:50] <tlab_> starts around 5k but ends at 16k
[23:04:56] <Danimal> or am i just paranoid
[23:05:17] <archivist> tlab, also onboard video using main memory can cause it
[23:05:28] <skunkworks> tlab: probably as good as it is going to get...
[23:05:38] <tlab_> ya I have an onboard video
[23:05:40] <archivist> 16 is not too bad
[23:06:01] <tlab_> ya but I've seen ppl test it at 6k
[23:06:15] <archivist> mine here is 17k
[23:06:38] <Danimal> i'm around 15k
[23:06:47] <tlab_> I'm gonna install the intel mesa driver, see if that helps
[23:07:59] <colin_> im off to bed, been a long day
[23:08:00] <colin_> gnight all
[23:08:22] <colin_> doh
[23:08:36] <colin_> wrong window, gnight
[23:08:45] <Danimal> night colin_
[23:09:54] <Danimal> so anyone have an opinion on weither a relay would be sufficient between my 7142ta breakout board and my vfd?
[23:13:41] <geo01005> I think as long as you have the current to drive the relay, you would be fine. But don't count on my advice for that.
[23:13:57] <jepler> geo01005: the joint positions are calculated every TRAJ_PERIOD (or SERVO_PERIOD if you do not specify a TRAJ_PERIOD). In the 2.3 configuration files, TRAJ_PERIOD is never specified and SERVO_PERIOD is always 1ms.
[23:14:06] <geo01005> Also, make sure to use a diode to clamp the relay.
[23:14:26] <tlab_> I would think a relay could arc internally
[23:14:27] <geo01005> hmm, only 1ms huh...
[23:15:19] <geo01005> that should be plenty of time to solve just about any kinematics problem.
[23:15:53] <tlab_> I would stick with optocoupler if you want isolation
[23:15:53] <geo01005> ah, but it can't spend all 1ms solving the problem.
[23:16:07] <geo01005> lots of stuff needs to happen in the mean time.
[23:16:08] <jepler> you should plan to use relatively little of the 1ms between the forward and reverse kinematics, but even 100us is ample time to do a lot of calculation
[23:16:27] <geo01005> yes I see.
[23:17:31] <geo01005> thanks jepler.
[23:18:19] <jepler> the TRAJ_PERIOD and SERVO_PERIOD distinction allows you to have kinematics that were run less frequently (TRAJ_PERIOD) with some kind of interpolation algorithm used to generate joint positions every SERVO_PERIOD
[23:18:35] <tlab_> Danimal:
http://www.sumatron.com/relays.html this help?
[23:18:45] <PCW> Danimal, the 7I42 is just a protective device for the FPGA pins you will still only have 3.3V levels (or 5V open drain) not enough to drive a relay
[23:18:46] <PCW> if your VFD needs >10v enable signals you will need to find another way do drive it (what is the >10V input driving?)
[23:19:05] <Danimal> it has a 24v supply built in
[23:19:37] <geo01005> Pull the signal low with an opto?
[23:20:24] <Danimal> i thought about an opto
[23:21:35] <Danimal> i can use the built in power supply in the vfd, so i just need something to switch it, and i was just thinking of using a relay that the gpio could trigger
[23:22:38] <Danimal> so i need a diode?
[23:22:50] <Danimal> if i go that route?
[23:22:57] <archivist> relays need more than trigger
[23:23:36] <Danimal> the 5v out from my breakout board wont be enough for a 5v relay?
[23:23:37] <archivist> unless its a solidstate relay
[23:23:52] <Danimal> hmm
[23:23:54] <archivist> check current rating
[23:24:11] <Danimal> http://www.radioshack.com/product/index.jsp?productId=2062480
[23:24:40] <Danimal> 90ma
[23:25:00] <PCW> You would only need a relay if the enable or direction signal you are driving draw a lot of power
[23:25:01] <PCW> (FPGA outputs wont sink 90 mA (more than once))
[23:25:47] <archivist> you will let the smoke out overloading the outputs
[23:26:16] <PCW> what are the VFD inputs specifications, thats what determines the drive circuitry
[23:26:53] <Danimal> it just says it needs 10v input or more
[23:27:14] <PCW> No current spec?
[23:28:20] <Danimal> nope, it reccomends using the internal power supply
[23:28:30] <PCW> Are you running it now with the 24V supply?
[23:29:10] <Danimal> i have connected the 24v to the di1 input and it did work
[23:29:54] <PCW> Do you have a VOM/DVM tha can measure current?
[23:30:01] <PCW> (that)
[23:30:02] <Danimal> yep
[23:30:10] <PCW> well....
[23:30:12] <Danimal> give me one sec and i'll do it
[23:32:54] <Danimal> looks like 35ma
[23:34:57] <PCW> Thats doable with a opto, maybe a darlington one so it doesn't need much input current
[23:35:18] <PCW> (from the FPGA)
[23:35:58] <Danimal> i got a schmitt one kicking around, but i can go grab another one
[23:37:33] <tlab_> why would a dual core processor show 4 cpu's?
[23:37:53] <PCW> hyperthreading
[23:38:10] <tlab_> ah that's weird
[23:42:34] <PCW> Danimal: To drive the opto. connect LED anode to 7I42s +5V through ~300 ohm resistor and LED cathode to FPGA pin
[23:42:36] <PCW> Then setup that output bit as open drain and inverted
[23:43:49] <Danimal> ok cool, i was going to ask about a resistor
[23:43:50] <PCW> This will guarantee that it comes up off
[23:46:15] <Danimal> cool, i guess i'll run over to fry's and grab some parts
[23:47:58] <PCW> Just get a Darlington opto with 50 mA or more of current capability and a 30V or > collector voltage
[23:48:22] <dan1mal> weird, i got booted
[23:48:41] <dan1mal> but apparently i'm still in here
[23:48:55] <dan1mal> twice
[23:49:12] <PCW> bbl
[23:49:29] <dan1mal> thanks for the help pcw
[23:49:45] <PCW> welcome
{kind=link}
{kind=link}
{kind=link}
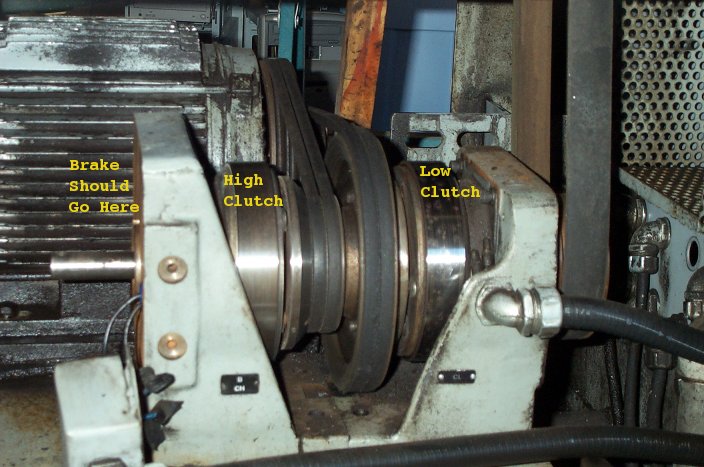{kind=link}
{kind=link}
{kind=link}
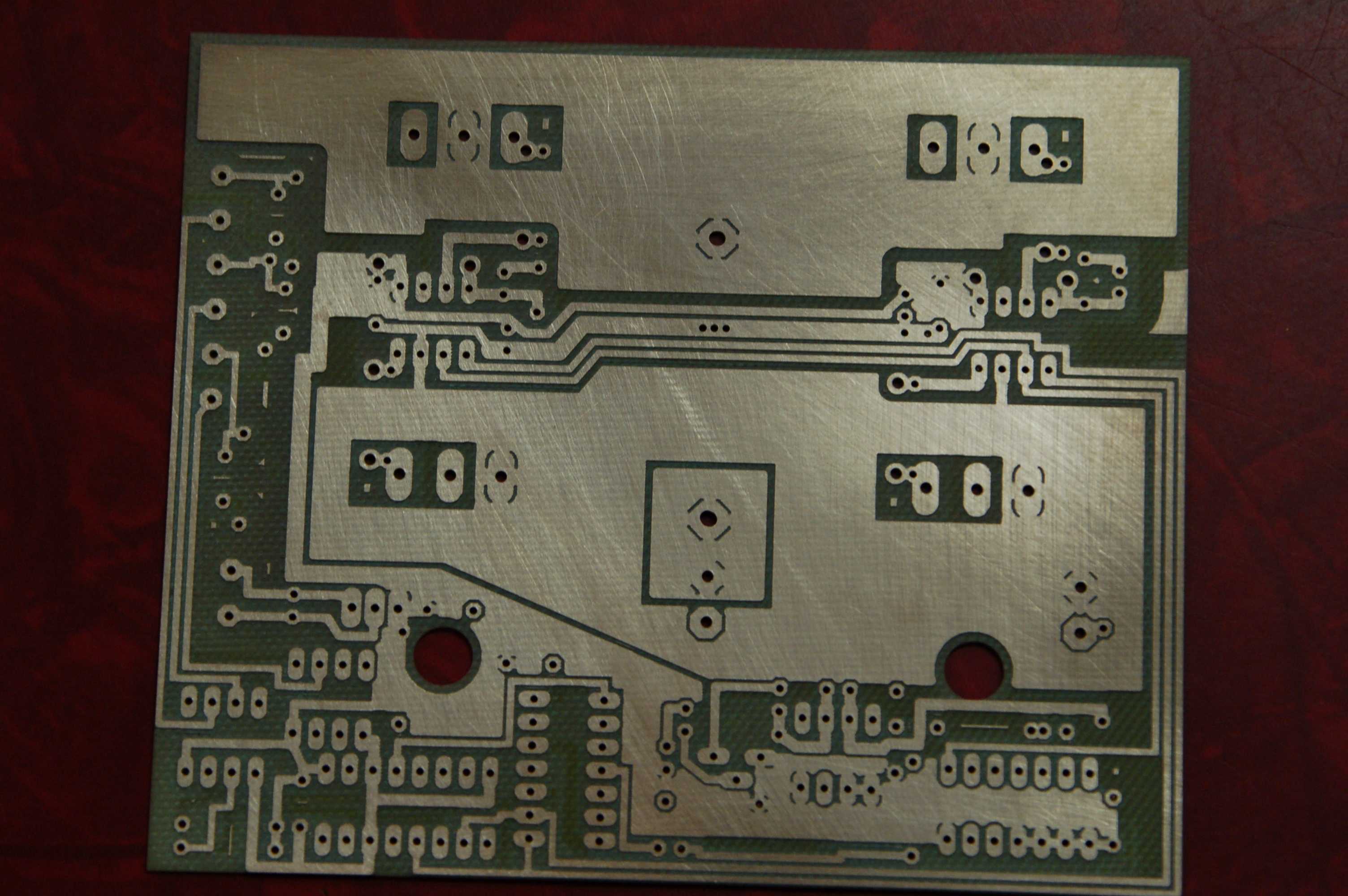{kind=link}
{kind=link}
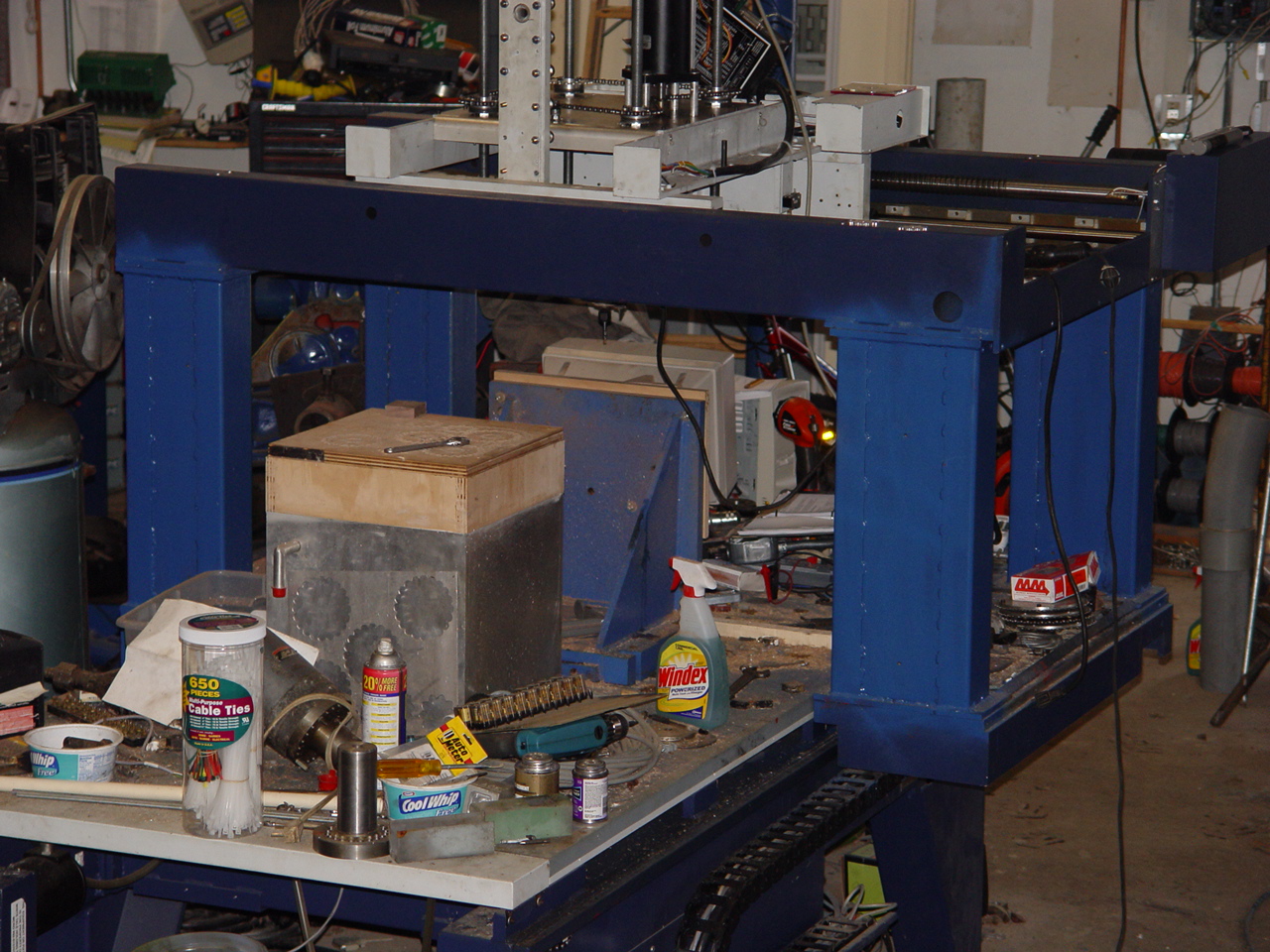{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}