Back
[00:05:38] <tomp> ok, can you see how to count from 0 to 10 with these fiducials
http://reactivision.sourceforge.net/data/fiducials.pdf ? ;)
[01:03:13] <invite> night everyone
[02:57:04] <dareposte> anybody know what "surgical stainless steel" actually translates to?
[02:57:14] <dareposte> is that a 304ss?
[02:58:52] <Martyn> 304, 316, etc...
[02:59:18] <Martyn> 316L is generally accepted as surgical stainless
[03:00:05] <dareposte> i thought the L stood for "leaded"
[03:00:07] <dareposte> not a probleM?
[03:01:04] <Martyn> nope.
http://www.azom.com/details.asp?ArticleID=2382
[03:01:33] <Martyn> The L stands for "low carbon" .. not "lead"
[03:02:45] <dareposte> ahh i see
[03:02:56] <dareposte> stands for "low carbon" apparently
[03:02:59] <dareposte> good to know
[03:03:21] <dareposte> thanks for the link, i'll bookmark that site it looks like a good one
[03:05:30] <dareposte> i hear the 304L is easier to machine than 304... any experience?
[03:07:45] <Martyn> No real differentce
[03:07:58] <Martyn> both are hard materials, and require a lot of care
[03:09:19] <dareposte> i ate a couple parting tools doing 303, are they both substantially harder than that?
[03:19:15] <Martyn> It's all quite hard
[03:19:30] <Martyn> work those materials slowly, with the best carbide tools you have, and LOTS of lubricant
[03:19:37] <Martyn> well, not lubricant, but coolant
[03:20:50] <Martyn> I'm now adjusting my shiny refurbished Tormach in order to start doing steel
[03:21:06] <Martyn> even controlling it with emc2 properly, and playing with making toolpaths with heekscad
[03:21:48] <dareposte> cool, just get it finished?
[03:22:47] <cradek> dareposte: SS work hardens so it's nasty to cut unless you boldly cut deep and keep the tool moving
[03:23:05] <cradek> so if you're having trouble parting, try more feed and never let it rub
[03:23:20] <cradek> sorry if this is obvious advice
[03:25:41] <Martyn> dareposte : Yep, and i have to say the setup with emc2 was fast and easy
[03:25:58] <Martyn> cradek : /unless/ you keep the workpiece COOL
[03:26:23] <Martyn> cradek : I've even gone as far as to keep my cutting fluid cooled when working with stainless
[03:26:55] <Martyn> keeping the tool moving is absolutely key though. cutting vs rubbing, and avoiding generating heat
[03:27:12] <Martyn> never even use a slightly dulled tool
[03:27:18] <cradek> hm, I never considered cooling coolant - there's enough of it spraying around that I figured it would always be cool enough.
[03:27:42] <cradek> I could throw ice cubes in the bucket!
[03:28:12] <Martyn> it's cooler than the piece youre cutting, but actually taking steps to cool it further (I use full stream, not misting) helps keep the piece from undue spot heating
[03:28:24] <Martyn> No . never mix water in the form of ice.
[03:28:39] <Martyn> I use a coil of copper, which has a pump running coolant through a fridge
[03:28:48] <Martyn> but only if I'm working stainless pieces for a long time
[03:28:54] <cradek> wild.
[03:29:16] <Martyn> cradek : You should see my waterfall coolant pump!
[03:29:41] <dareposte> cradek: thanks for the advice, i don't have any stainless at the moment, just trying to select a grade to use on my next part
[03:31:49] <dareposte> the materials manual seems to indicate that 416 is easier to machine than 304/316 grades
[03:34:23] <Martyn> much
[03:34:34] <Martyn> it even makes curls, vs shattering
[03:34:57] <dareposte> any downsides?
[03:35:04] <Martyn> its softer
[03:35:07] <Martyn> that is the downside
[03:36:53] <dareposte> hm and also magnetic apparently
[08:29:37] <JymmmEMC> JymmmEMC is now known as ImInNoMoodForBS
[08:32:02] <archivist> * archivist stuffs steaming BS down ImInNoMoodForBS's throat
[09:03:18] <piasdom> g'mornin all
[12:26:12] <thoka> hello. i would like to see the difference between expected end "measured" home position after doing homing (Referenzfahrt) in axis. Any pointers ?
[12:31:11] <eric_unterhausen> how would you measure that?
[12:31:57] <archivist> I would use an independent measuring tool
[12:34:41] <thoka> i just switched from an old pcnc to emc. in pcmc it was possible to do a reference check. it was the same procedure as homing, but the difference between expected zero and the way driven to the homing switches was shown.
[12:35:24] <archivist> ah measuring unexpected slippage
[12:35:27] <eric_unterhausen> you do this when you are already homed?
[12:35:34] <thoka> yes
[12:36:03] <archivist> methinks that could be added
[12:37:28] <thoka> i did this from time to time after a long milling program, to see, weather i lost some way.
[12:38:07] <thoka> "could be added" means, that there is no way to check this with the current version ?
[12:39:19] <archivist> most expect that to be fixed at the outset in the making of the machine, it should never ever get out
[12:40:22] <thoka> ... possibly there are some users like me, who use home-brewed, never finished machines ...
[12:40:59] <archivist> as I do, but I under run the steppers so that cannot happen
[12:41:17] <_justa_> and then there's people like me; still dreaming of building their own homebrew machine that they can then never finish
[12:41:36] <archivist> get on with it :)
[12:42:12] <_justa_> *g*.. Technically, my machine exists, but is just 'a tad more unfinished' than thoka's ;)
[12:46:36] <thoka> i have to leave. actually i see that axis is written in python. if homing is implemented in python i would try to put some logging into it, showing the axis positions before setting the new positions
[12:58:39] <skunkworks> does anyone remember the link to the computerized guitar?
[12:59:16] <SWPLinux> thoka: homing is not done in python, it's done in realtime C code
[12:59:32] <cradek> skunkworks:
http://www.wired.com/gadgets/mods/multimedia/2009/03/gallery_instruments
[12:59:42] <skunkworks> cradek: thanks :)
[13:03:59] <cradek> I think you could look at difference between the motor position command and axis position command before and after rehoming. I think that's the offset that homing establishes.
[13:06:17] <cradek> probably hard to trust home switches enough to decide whether a small change in offset is a real problem
[13:26:35] <Optic> moo
[13:38:59] <Optic> http://hackedgadgets.com/
[13:39:07] <Optic> we make the front page
[13:43:33] <skunkworks> Nice! :)
[13:45:09] <Optic> as you can see, it is installed on the bathtub
[13:45:10] <Optic> :)
[13:46:37] <Optic> oh, the charge pump worked for me the other day
[13:46:51] <Optic> the atom box overheated and shut down when I was running a job because somebody had blocked the vent
[13:47:05] <Optic> and about half a second later the machine shut down
[13:47:06] <Optic> yay!
[13:47:55] <Optic> we put the emc charge pump signal into the PIC, and do a little software capacitor with it
[13:48:01] <Optic> it works well
[13:51:28] <SWPLinux> no point calling it a charge pump then. heartbeat is more accurate
[13:52:07] <Optic> yes
[13:52:13] <Optic> we just call it a charge pump because emc does
[13:52:19] <SWPLinux> oh, and cool!
[13:55:57] <jepler> we're not the only ones to call that the charge pump. e.g.,
http://www.thewarfields.com/cnccookbook/MTCNCDictSafetoSwiss.htm
[13:56:06] <jepler> they have "safety charge pump", but close enough
[13:56:28] <SWPLinux> oh sure, it's an OK name
[13:56:56] <SWPLinux> but the reason it's called that is because people used to run a charge pump (the hardware voltage increasing circuit) with that output
[13:57:57] <skunkworks> on a side not - had time to run the servo amp again and test fiddle with the actual 3 phase transformer this weekend. The rectified and filtered voltage is 180. (I have tested the amp at that voltage) I also played with the amp some more doing full reversals - no smoke still. seems solid.
[13:58:38] <Optic> woo
[13:58:40] <jepler> what are you doing to force the servo to stall / go into current limit?
[13:59:48] <SWPLinux> skunkworks: next thing to do is test on several different motors
[13:59:52] <SWPLinux> oh, and cool! :)
[13:59:58] <SWPLinux> bbl, breakfast time
[14:00:21] <skunkworks> jepler: torque wrench :)
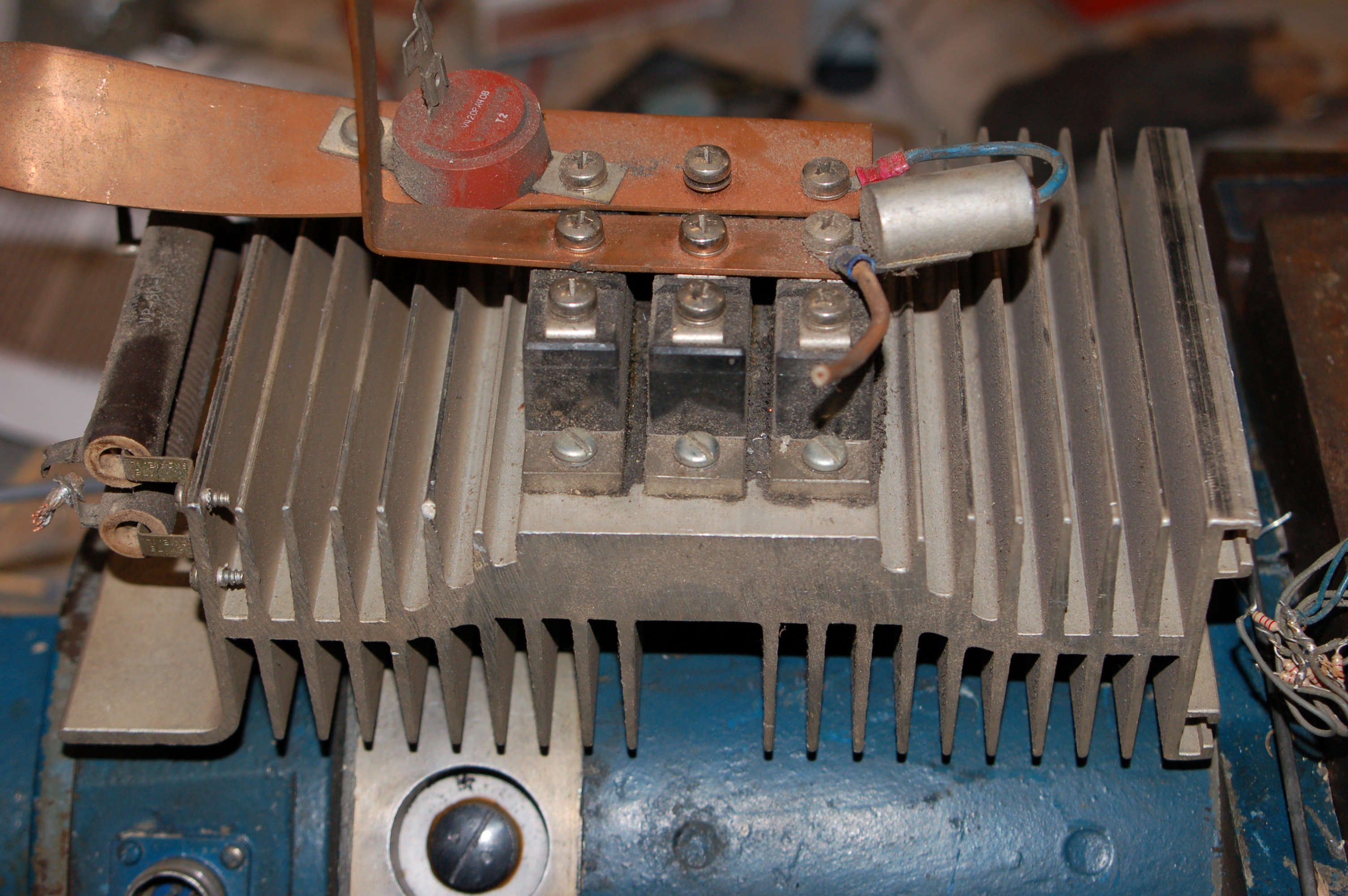
[14:00:36] <skunkworks> this diode stack works also
http://www.electronicsam.com/images/KandT/conversion/diodes.JPG
[14:02:36] <geo01005> skunkworks: are you planning on making your servo amp board(schematics, pcb) available?
[14:15:13] <jepler> geo01005: various revisions of the eagle file are hiding on his website:
http://www.electronicsam.com/images/KandT/servostart/schem/
[14:15:46] <jepler> I didn't mean to!
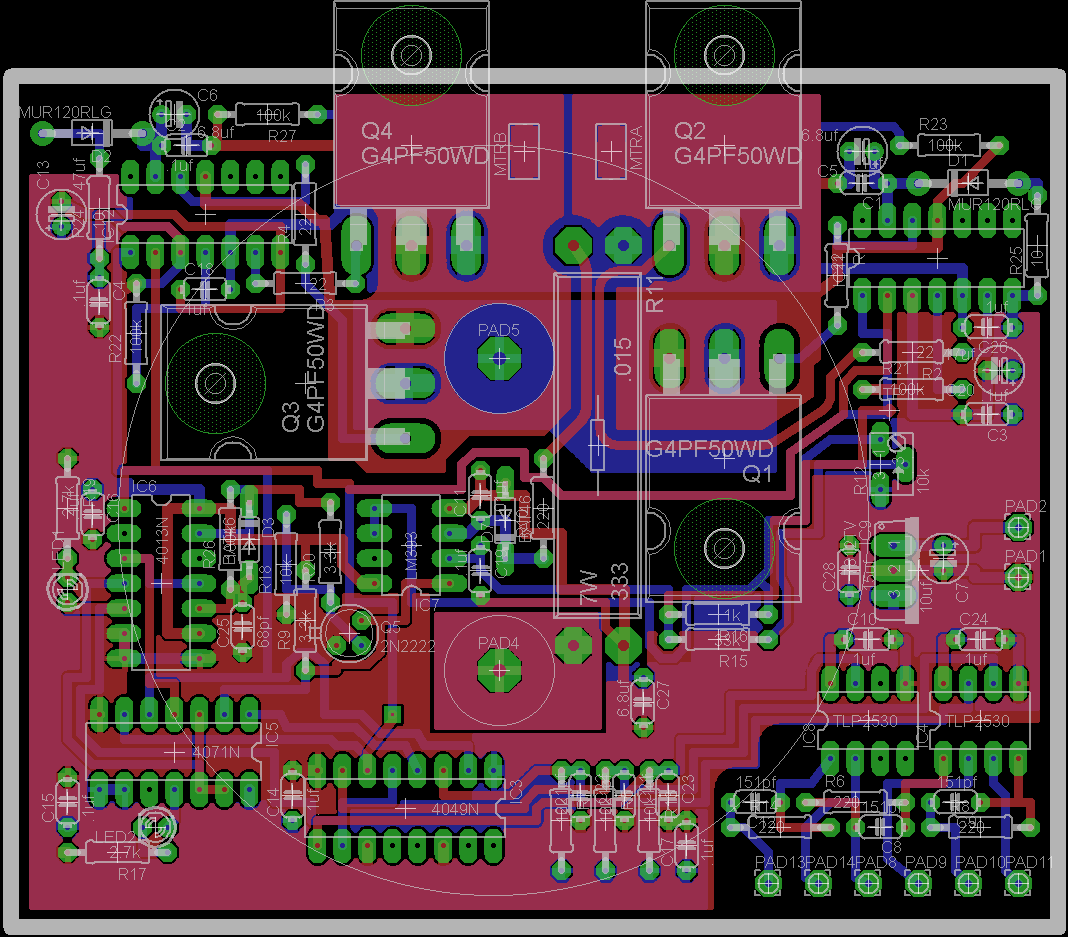
[14:16:39] <skunkworks> This is the latest
http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/
[14:16:48] <skunkworks> ^ note latest in the name.. ;)
[14:19:12] <jepler> geo01005:
http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/
[14:20:18] <geo01005> Thanks, is that Eagle format?
[14:20:34] <christel> [Global Notice] Hi all, I'm going to need to take services down for a few minutes -- this is to let you know that the network will be without Chan, Nick, MemoServ et al for the next few minutes. They'll be back up again soon and apologies for the inconvenience.
[14:20:35] <jepler> yes
[14:20:41] <jepler> skunkworks: are you on eagle 4 or 5 now?
[14:22:12] <skunkworks> 5
[14:22:33] <skunkworks> geo01005: eagle
[14:23:07] <geo01005> skunkworks: Thanks. What do you think is the total cost of components on that board?
[14:24:45] <skunkworks> I don't know off hand.. I had most of the logic. The driver ic's and igbt's where probably the most cost.
[14:25:37] <geo01005> I was just wondering how the cost compares to the integrated IGBT chips we talked about the other day.
[14:28:09] <skunkworks> the driver ic's are 2.44 a piece. The igbt's I got 4 for 3.49
[14:28:54] <skunkworks> Ic:51A 900v
[14:30:21] <skunkworks> (G4PF50WD)
[14:30:36] <geo01005> so about the same price...
[14:31:23] <Valen> I think i want a nokia N97
[14:31:44] <Valen> but they arent out :-<
[14:33:35] <skunkworks> geo01005: what where the specs on that again?
[14:35:58] <geo01005> 600v 3-75amps
[14:36:32] <geo01005> so the chips that are in the 50 amp range are a little more pricey..
[14:40:50] <skunkworks> I have not done the math - but I am sure you cannot run 50a thru them all day. :)
[14:41:44] <Valen> probably can "at 25C die temperature"
[14:41:46] <Valen> ;->
[14:42:16] <skunkworks> liquid nitrogen cooling? ;)
[14:42:29] <Valen> *forced* LN2 cooling ;->
[14:42:51] <skunkworks> like I say though - at 20a they barely get warm.
[14:43:02] <geo01005> Oh, ok.
[14:43:22] <Valen> have to be psuhing a pretty big motor to hit 20A
[14:43:32] <geo01005> Sure.
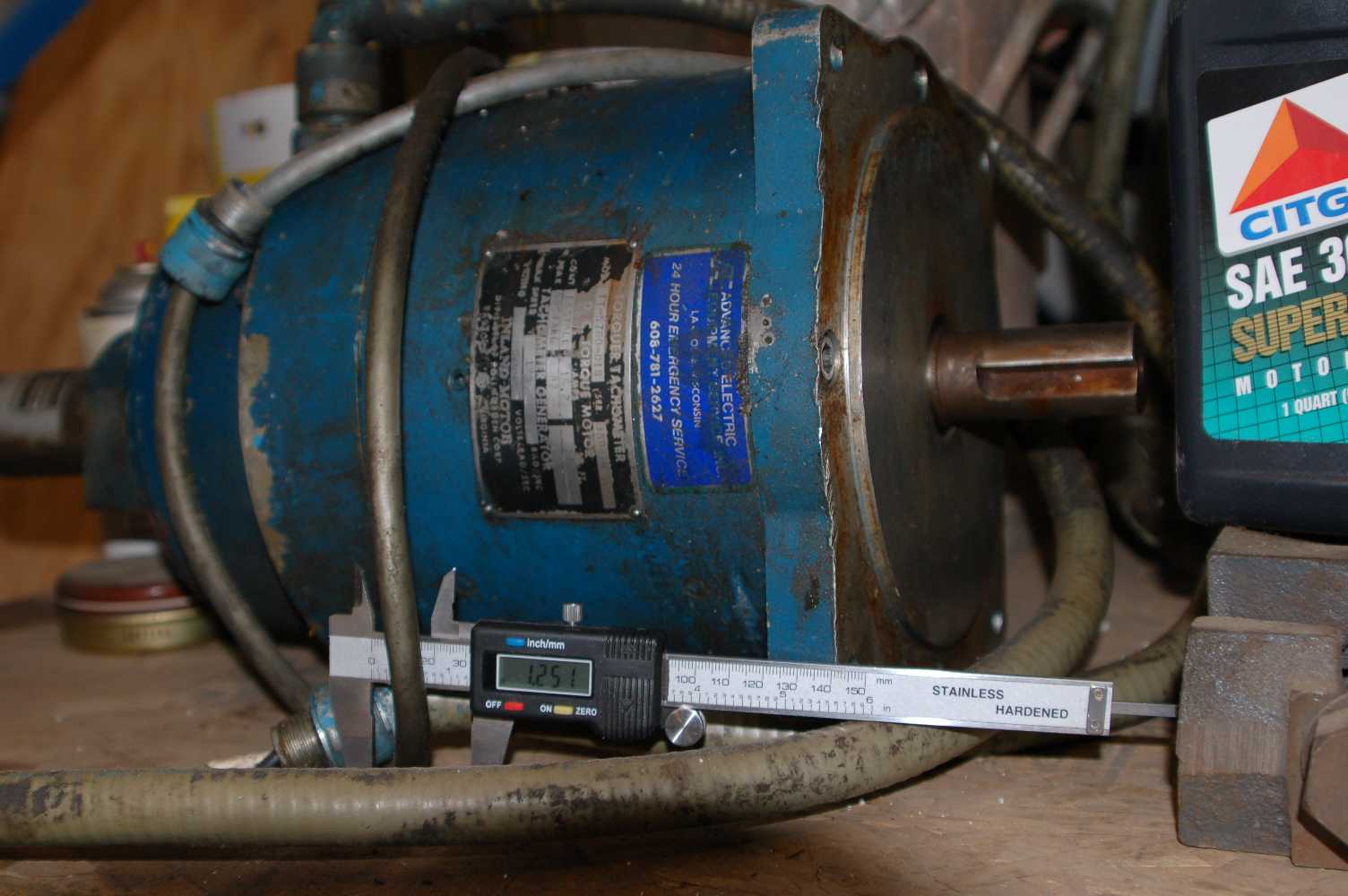
[14:44:24] <skunkworks> right - I have just been stalling this one to play.
[14:45:01] <skunkworks> http://www.electronicsam.com/images/KandT/DSC_0242.JPG
[14:45:03] <skunkworks> 8 brush
[14:45:14] <skunkworks> 1200rpm max
[14:45:25] <Valen> ahh that one
[14:45:31] <Valen> I got a price on my mag motors
[14:45:42] <Valen> $460 and $70 for the encoder
[14:45:56] <skunkworks> * skunkworks likes used..
[14:46:16] <Valen> I havent seen 4x similar used floating about
[14:47:45] <geo01005> Skunkworks: So if you were starting over now, would you use discrete IGBT's with drivers, or an integrated chip?
[14:49:55] <skunkworks> heh - I think I would still go the same (I had a lot of the parts from other projects).. and because I would never admit I was wrong. ;) I don't know. Do they make just 2phase ones?
[14:50:18] <Valen> I havent seen igbt's with built in drivers?
[14:50:35] <Valen> I've seen modules, but they still need a proper driver to run them
[14:50:41] <skunkworks> geo01005 had found some.
[14:50:59] <Valen> url?
[14:51:14] <skunkworks> had drivers and everything - plus current limit logic built in.
[14:51:19] <geo01005> http://www.fairchildsemi.com/sitesearch/fsc.jsp?command=eq&attr1=AAAFamily&attr2=Motion+-+SPM(TM)
[14:51:19] <Valen> fancy
[14:51:21] <eric_unterhausen> irams
[14:51:46] <geo01005> or powerex
http://www.pwrx.com/pwrx/app/dip_ipm_app_note.pdf
[14:51:57] <eric_unterhausen> I have a brushless drive that works great using the IRAMS, need to go discrete now though
[14:52:14] <skunkworks> eric_unterhausen: why?
[14:52:32] <eric_unterhausen> because I need to be able to blow up the transistors
[14:52:38] <skunkworks> ah - ok
[14:52:49] <eric_unterhausen> the IRAMS are good for blowing up the motors
[14:52:52] <skunkworks> * skunkworks had liquified some mosfets
[14:53:01] <Valen> mine didn't liquify
[14:53:08] <geo01005> The fairchild chips are cheaper. look identical.
[14:53:09] <Valen> they went *bang* and caught fire
[14:53:29] <eric_unterhausen> I think that's the usual mode
[14:53:38] <eric_unterhausen> did a nice cone of plastic pop out?
[14:54:02] <Valen> dunno, i was too busy trying to stop the rest of the (fiberglass) robot from catching fire
[14:54:09] <skunkworks> These had pretty high Rds - they got really hot at 15+a
[14:54:09] <eric_unterhausen> nice
[14:54:50] <skunkworks> and not very good thermal transfer
[14:54:58] <Valen> ouch the fairchild ones are pretty spendy
[14:55:08] <Valen> good for a one off but not a production run
[14:55:08] <geo01005> ?
[14:55:23] <Valen> http://www.fairchildsemi.com/pf/FS/FSAM30SM60A.html $25.40
[14:55:24] <geo01005> 15$???
[14:55:36] <Valen> for a 30A one
[14:56:24] <eric_unterhausen> I almost went with the fairchild ones, they were about 30% cheaper than IR
[14:56:51] <eric_unterhausen> nice thing about the modules is that you can hand wire
[14:57:08] <skunkworks> I have had better luck with irf. but I have very limited experience.
[14:57:24] <eric_unterhausen> fairchild copies everything that IR does
[14:57:40] <eric_unterhausen> and a lot of times they are better
[14:58:17] <skunkworks> interesting
[14:59:23] <skunkworks> http://www.fairchildsemi.com/ds/FD/FDH44N50.pdf
[14:59:36] <skunkworks> those are the ones I had gotten cheap and started with.
[14:59:59] <skunkworks> They will work just fine for the puma
[15:01:24] <geo01005> So is there anything wrong with using a 3phase brushless integrated chip with a brushed dc motor?
[15:01:43] <Valen> watch out for voltage spikes coming off the brushes
[15:04:35] <skunkworks> can't think of any.... 2 devices would give you 3 axis... wonder if that would work???? ;)
[15:04:49] <skunkworks> but what do I know?
[15:05:16] <Valen> stick some added inductance and perhaps a snubbing circuit in the line just to be on the safe side
[15:05:36] <Valen> If you have independant access to each of the terminals of the bridges I spose you could run 3 axis
[15:06:01] <geo01005> hmm, the integrated modules LOOK easy to use. But I'm don't really know very much.
[15:06:18] <Valen> If its a one off your probably best off using the modules
[15:06:50] <Valen> not worth the hassle trying to get a driver circuit that will do all the stuff those modules do
[15:08:18] <geo01005> I'm just wondering if all that I need is the module (with the components shown in the app notes) driven directly from emc.
[15:08:27] <skunkworks> come one - what fun is that?
[15:08:44] <Valen> geo which app note?
[15:08:51] <geo01005> with opto isolation of course.
[15:08:53] <Valen> DIP-IPM
[15:08:53] <Valen> Power Devices
[15:08:53] <Valen> ?
[15:09:00] <geo01005> http://www.pwrx.com/pwrx/app/dip_ipm_app_note.pdf
[15:09:10] <geo01005> for the powerex modules.
[15:09:29] <Valen> more than likley
[15:10:15] <Valen> can you make sure EMC never goes above 90% drive?
[15:10:22] <geo01005> sure.
[15:10:28] <Valen> you cant hold the high side on with those things is all
[15:10:36] <skunkworks> yes - that is what I am doing (95%)
[15:10:57] <Valen> heh bonus wire the fault output back into an input as a EStop input into EMC
[15:11:13] <geo01005> because the boot strap charge?
[15:11:18] <Valen> yeah
[15:11:18] <skunkworks> yes
[15:12:00] <geo01005> so the rc filter on the input prevents pulses too short.
[15:12:42] <geo01005> would I want to have a dead band? no less than 5% PWM, or just trust the rc filter.
[15:12:57] <tom1> BJT-Work: the louisana gov was lester maddox
[15:13:07] <BJT-Work> lol ok
[15:13:56] <skunkworks> interesting - you can set a minimum pwm.. I wonder how that works.
[15:14:53] <geo01005> well in your PID control you can, right, maybe I'm thinking of something else.
[15:15:08] <skunkworks> someone wrote a inversedeadband hal componant.
[15:15:44] <skunkworks> http://www.anderswallin.net/2008/04/idb-inverse-deadband-component-for-emc2/
[15:17:18] <geo01005> interesting.
[15:19:46] <geo01005> well maybe I'll give one of these integrated modules a try with my treadmill motor.
[15:23:13] <tom1> today another pcb prob, an /enable didnt enable.. stayed high, whats this big VCC filled area with lotsa traces coming out of it? That never happens... Damn! those traces dont got to VCC!! somebody dragged/slipped the fill areamouse over them... pcb lazyout guy, you die! ( rant rant fume fume )
[15:23:14] <skunkworks> I definatly learned a lot doing it descretely ;)
[15:24:16] <skunkworks> tom1: what?
[15:25:00] <tom1> a guy does real artsy layout (read nnot cad, by eye), and he ran 6 signals into a fill for VCC)
[15:25:30] <skunkworks> oops
[15:25:31] <jepler> ugh
[15:25:38] <tom1> i do cad and hand it off
[15:26:07] <tom1> it was impossible untill i saw this cran nebula on the bare pcb
[15:26:15] <tom1> crab nebula
[15:26:29] <skunkworks> heh
[15:26:57] <archivist> drc check should catch that
[15:27:20] <skunkworks> I find using eagle to make boards relaxing.
[15:27:22] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/latestboard.png
[15:27:31] <tom1> he does it by eye, thats what i mean by artsy, ggod friend of company owner
[15:27:51] <tom1> really, by eye, usually amazing, sometime crap
[15:28:52] <tom1> skunkworks: is that PCB or EAGLE
[15:30:26] <tom1> it makes the resisotrs with little flangey ends, cute
[15:31:04] <tom1> this guy constantly swaps gates on me, and doesnt back annotate the prints... argh!
[15:31:43] <tom1> so i gotta check and then check the possibilities brfore i scream
[15:35:47] <tom1> oh it took a whiel to see the othe cap stud... cool, i saw soemthing like it today,they had a board mounted to an electrolytics, with a few diodes (full wave) and a relya on it, a simple dc supply, some #5mm ? screws to bolt it onto the cap. similar
[15:39:58] <skunkworks> tom1: eagle
[15:40:32] <tom1> meanwhile , looks likr 4 4n25's got dead by the VCC glob, and I hate to repair the board that got hurt, its inside the control on a eurobus cared, and i'm not very good at removing chips from pcbs with that hard solder. i end up pulling traces up or pulling thu holes out.... i dont like doin what i cant do well. :(
[15:40:41] <tom1> skunkworks: loooks good
[15:43:54] <tom1> stand those res up! get some room for a probe!, the res height aint squat
[15:44:11] <skunkworks> :)
[15:47:29] <tom1> those igbts look like fets ( imean theyre not big blox like 3 phase diode bridges )
[15:47:44] <tom1> just a 3 pin device
[15:49:14] <tom1> to-247, a big fet pkg
[15:51:42] <tom1> 'efficient replacement of larger die MOSFETS up to 100kHZ' hmm a >lot< fatser than my last brush with igbts
[15:51:54] <skunkworks> yeh - they are a smallish package (TO-247)
[15:52:07] <skunkworks> for a igbt
[15:52:35] <skunkworks> If you look at the graph - the current drops off pretty quick at higher freqencies.
[15:52:47] <skunkworks> LawrenceG: any luck?
[15:52:57] <tomp> whats the gate driver?
[15:53:06] <skunkworks> I am running them at 20khz
[15:53:09] <LawrenceG> mostly built... a few more parts to solder on
[15:53:14] <skunkworks> ir21844
[15:53:31] <skunkworks> I forgot to put that on the circuit
[15:54:39] <tom1> no i didnt
[15:55:13] <tom1> (12:01:14 AM) tomp left the room. (12:01:22 AM) tomp: no i didnt
[15:56:52] <dimas_> hi all
[15:57:01] <tom1> hello diams
[15:57:05] <dimas_> i have a question
[15:57:07] <tom1> dimas ( sorry)
[15:57:48] <tom1> is it a secret ;)
[15:58:03] <dimas_> as i do tabletop router i need to set screws on the axis
[15:58:56] <dimas_> is it ok to put one side of the screw in ball bearing support
[15:59:21] <SWPLinux> what would you do on the other side?
[15:59:22] <dimas_> and other side to connect to the stepper via coupling
[15:59:40] <SWPLinux> for small loads, that's probably OK
[16:00:00] <dimas_> hi tom1
[16:00:05] <SWPLinux> but it's likely to wear out the motor bearings faster, if there's any slight misalignment
[16:00:51] <SWPLinux> (which there will be)
[16:01:14] <tom1> yes, a good idea, you describes a screw that wont 'whip', which is a problem on long screws ( its a diameter to unsupported length issue )
[16:01:24] <SWPLinux> so you can certainly test that way, but it's likely a better idea to design the machine with two bearings
[16:01:57] <tom1> oh, onl 1 bearing? on 'fgree end'sorry, read SWPLinux advuce
[16:03:08] <tom1> you need bearing on BOTH ends, the 'free end AND the driven ends if the screw is long
[16:03:43] <SWPLinux> I kind of read the question as asking whether the motor bearing can be used as "the" bearing on one side
[16:04:00] <SWPLinux> which I think is a bad idea in the long run, but could be used for temporary testing
[16:04:05] <tom1> yesw i see that now
[16:04:40] <tom1> dimas did you think oif using 2 bearings?
[16:04:44] <dimas_> i have X screw about 460 mm and Y screw - 350 mm
[16:05:02] <tom1> and diameter?
[16:05:05] <dimas_> tom1, I was thinking about one
[16:05:34] <dimas_> diam 12 mm metric tapping
[16:06:31] <tom1> tapping as in threaded rod ( not hardened lead screw ) ? ( i read 18inches by 1/2 inch dia, a bit floppy/soft )
[16:07:14] <dimas_> threaded rod for now
[16:07:43] <tom1> 12 mm dia for 500mm lenght isnt bad,
[16:07:49] <dimas_> will change on the next iteration
[16:08:52] <tom1> if you are using threaded ros, what are your expectation? the whip/ accuracy/backlash wont be in the 0.01mm class.it will be in the 0.05 class
[16:08:58] <tom1> )(my ruf guess )
[16:11:09] <tom1> hmm up to 0.25mm class ( 0.01" )
[16:11:57] <tom1> not to say stop... please get a workig machine asap. a workimg machine is better than any dream ;)
[16:12:37] <SWPLinux> sure, rub it in
[16:12:50] <archivist> hehe get on with it!
[16:13:18] <tom1> oops , i only have shoptask stepper, so not much here either
[16:13:29] <tom1> (there)
[16:13:29] <archivist> then you can sit and IRC while the cnc gets on with it
[16:14:15] <SWPLinux> hopefully this summer. I don't want to have two machines rusting in the garage
[16:15:30] <skunkworks> Goofing around with the 'soft
[16:16:02] <skunkworks> ' powersupply - I was seeing the voltage spike well over 220v :)
[16:16:13] <skunkworks> may have to make a power dump circuit.
[16:16:18] <dimas_> tom1, that was the plan to get it working and get more falimiar with other things on the go
[16:18:05] <dimas_> thanks to all, will look into setting 2 bearings...
[16:18:11] <tom1> dimas. dotn wrry about perfect them just get it to move ( get the model up quick, THEN make it better " said by somebidy smarter than me ;)
[16:18:31] <dimas_> tom1, yep, thanks
[16:18:45] <tom1> dont bother witht he 2 bearings on a threaded rod screw,
[16:18:54] <tom1> really
[16:19:27] <tom1> no benefit
[16:20:55] <tom1> concentrate on stepper ( i bet ) setup. and learn emc ( helll i shoud be doing what im saying !)
[16:22:01] <tom1> midnite plus 28 minutes, bye for now
[16:22:06] <tom1> .part
[16:22:11] <tom1> urf
[16:30:09] <dimas_> ok
[16:32:10] <SWPLinux> see you all later
[17:01:10] <MrSunshine> hmm, is there any good hardware only chopping drive implementation that is usable with sense resistors ? :)
[17:01:26] <MrSunshine> ive managed to build one using opamps but only tried it in EWB
[17:01:34] <MrSunshine> and there it seems to work fine :)
[17:01:42] <MrSunshine> but i dont trust my electronics knowledge
[17:13:52] <ImInNoMoodForBS> ImInNoMoodForBS is now known as JymmmEMC
[17:50:04] <skunkworks> this dell 1100 seems to be fine latency wise with rtai_smi insmoded
[17:50:11] <skunkworks> 14400
[17:50:39] <skunkworks> it seems to be a bit of a dog - 2ghz celery
[17:50:50] <skunkworks> when the latency test is running
[17:53:45] <skunkworks> alex_joni:
http://www.cnczone.com/forums/showthread.php?t=77794
[17:55:49] <alex_joni> skunkworks: now that we have our own forum, I'll settle with reading/replying to that
[17:59:26] <thoka> has anybode some example code how one initializes a emc.positionlogger in python ?
[18:00:31] <alex_joni> thoka: there is a component called teach-in.py
[18:00:43] <skunkworks> alex_joni: I wonder if it is the same guy you had linked to.
[18:00:48] <alex_joni> it prints the current position when you push a button
[18:00:58] <alex_joni> skunkworks: no, that wasn't linear XY/UVs
[18:01:48] <skunkworks> heh - I read it quickly and got 2 wire bipod.
[18:04:16] <thoka> alex_joni: where do i find this teach-in.py file ?
[18:04:26] <alex_joni> in emc2 somewhere :)
[18:04:30] <alex_joni> * alex_joni looks
[18:05:02] <alex_joni> http://cvs.linuxcnc.org/cvs/emc2/src/emc/usr_intf/axis/scripts/teach-in.py?rev=1.2
[18:06:46] <thoka> may i find it on my emc2 installation too ?
[18:07:02] <alex_joni> probably
[18:07:25] <alex_joni> hmm.. maybe not
[18:07:33] <alex_joni> but you should be able to download it from there, and run it
[18:10:09] <BJT-Work> alex_joni: do you run teach-in.py from axis or does it matter?
[18:10:19] <alex_joni> BJT-Work: from a terminal
[18:10:32] <alex_joni> and the output pyped to a file if you want the positions remembered
[18:10:41] <BJT-Work> ok, I was just wondering what it did
[18:11:53] <thoka> alex_joni: this nmlfile i need, do i find this in ~/emc2/configs/Meine/Maschine ?
[18:12:56] <alex_joni> genau
[18:14:48] <invite> A little question (it's hardware related)
[18:15:03] <invite> Are the sens current risistors ESSENTIAL
[18:15:03] <alex_joni> invite: DATAJA (Don't ask to ask, just ask)
[18:15:16] <alex_joni> on a L297/L298 ?
[18:15:22] <invite> yep
[18:15:28] <invite> in full step
[18:15:38] <alex_joni> probably, you'll smoke the motor or the drivers if there's no current limit
[18:15:44] <invite> (actually it's in UC3717)
[18:15:51] <alex_joni> unless you use the voltage the motor needs, but then you get crappy performance
[18:15:59] <invite> but think it's the same principle
[18:19:11] <thoka> alex_joni:thanks. its very convenient to have control over emc2 with python
[18:20:31] <alex_joni> thoka: pydoc emc will tell you most about it
[18:22:45] <thoka> i am still trying to measure slip by doing homing after a longer run and g53 g0 x0 y0 z0. with haslscope i am able to see, weather the position changes.
[18:58:46] <thoka_> thoka_ is now known as thoka
[19:09:19] <skunkworks> http://imagebin.org/46232
[19:12:40] <alex_joni> looks ok
[19:12:57] <alex_joni> skunkworks: I might have a new livecd in a couple minutes
[19:13:25] <skunkworks> Nice!
[19:14:11] <alex_joni> maybe a bit more
[19:15:58] <skunkworks> heh
[19:16:04] <alex_joni> lots and lots of updates
[19:23:11] <skunkworks> alex_joni: what was the incantation to add the extra hardware drivers?
[19:28:45] <alex_joni> apt-get install linux-ubuntu-modules-rtai
[19:28:58] <skunkworks> alex_joni: thanks
[19:29:00] <alex_joni> np
[19:29:13] <alex_joni> there is also linux-restricted-modules-rtai
[19:29:27] <alex_joni> but I don't think there are cases where you need it
[19:30:05] <alex_joni> it's linux-ubuntu-modules-hardy-rtai to be precise
[19:32:07] <motioncontrol> good morning.I have one question for tool table load.when emc start load table tool file.if i modification in editor the tool table for reload the toool table file exist the gcode command or halui signal ?
[19:32:46] <alex_joni> no, the closest is probably writing a small python script which triggers that
[19:32:53] <alex_joni> and call the script from a custom M-command
[19:34:16] <motioncontrol> alex good morning .you have one example or a halcmd command for reload the tool table ?
[19:41:12] <alex_joni> motioncontrol: nope
[19:41:13] <motioncontrol> please help me. on my maschine i modification the tool table in editor, but i have problem for reload the tool table file.now for reload the file i restart emc.exist one metode.
[19:41:29] <alex_joni> yes, in AXIS there is a menu entry for reloading the tool table
[19:42:19] <motioncontrol> ok alex i use xemc for test
[19:42:51] <motioncontrol> exist a halcmd for reload the table ?
[19:42:59] <alex_joni> no
[19:43:05] <alex_joni> it's not part of HAL
[19:43:14] <alex_joni> you probably have to edit xemc to reload the tool table then
[19:43:27] <alex_joni> but I don't know the specifics, and can't look at the moment
[19:44:04] <motioncontrol> it's possible write in python the siple program for reload the table ?
[19:44:32] <motioncontrol> excuse simple program
[19:44:48] <alex_joni> yes, probably yes, but I don't know how
[19:46:31] <motioncontrol> ok thanks alex i restart emc now, but if you have the time can help me for create one simple botton for pusch e reload the table or hare occupated at another work?
[19:47:18] <motioncontrol> or are occupated
[19:47:28] <motioncontrol> excuse me english
[19:50:29] <motioncontrol> cd ..
[20:02:15] <alex_joni> motioncontrol: right now a bit busy
[20:05:07] <motioncontrol> alex i don't undertsand
[20:06:39] <alex_joni> motioncontrol: building a new LiveCD with 2.3.0
[20:06:48] <alex_joni> (and I know very little python)
[20:07:00] <alex_joni> maybe someone who knows more can help you
[20:08:19] <motioncontrol> the 2.3.0 version is on line on linux site?
[20:09:45] <alex_joni> yes
[20:09:57] <motioncontrol> alex is possible write in c or c++ small code for reload the tool table ?
[20:10:16] <motioncontrol> you know the c or c++ ?
[20:10:32] <motioncontrol> xemc is write in c++
[20:10:38] <alex_joni> probably yes
[20:10:50] <alex_joni> but I would have to look up the code for reloading the tool table
[20:12:06] <motioncontrol> ok thanks alex.
[20:12:48] <motioncontrol> you want my mail or you wrtite me on the irc the next time
[20:12:55] <alex_joni> hang on
[20:13:09] <alex_joni> it's doing something that takes a long time, so I have 5-10 minutes
[20:14:25] <the_goat> the_goat is now known as HIV
[20:14:31] <HIV> HIV is now known as the_goat
[20:14:44] <motioncontrol> ok i don't want you write fast the code.i thing one week o more
[20:15:16] <motioncontrol> thanks alex for your support
[20:15:53] <motioncontrol> what is the change in 2.3.0 relase ?
[20:17:38] <alex_joni> check www.linuxcnc.org
[20:18:08] <alex_joni> motioncontrol: maybe this works:
http://www.pastebin.ca/1397642
[20:19:51] <alex_joni> if you don't want to add a python script that you call from a M-command, then add something like lines (993-1001) from
http://cvs.linuxcnc.org/cvs/emc2/src/emc/usr_intf/axis/extensions/emcmodule.cc?annotate=1.42
[20:20:23] <motioncontrol> ok thanks alex. this is python code for simple reload the tool '
[20:20:27] <motioncontrol> ?
[20:20:34] <alex_joni> for reload the tool table
[20:20:42] <alex_joni> I hope it's ok, I didn't get to test it
[20:20:56] <alex_joni> or you can add a bit of C++ to xemc:
[20:21:06] <alex_joni> EMC_TOOL_LOAD_TOOL_TABLE m;
[20:21:06] <alex_joni> 995: m.file[0] = '\0'; // don't override the ini file
[20:21:18] <motioncontrol> very very very thanks alex . can use it for reload the variable whith some modification '
[20:21:32] <alex_joni> what variable?
[20:21:48] <alex_joni> the var file?
[20:21:56] <motioncontrol> the .var file
[20:22:02] <motioncontrol> yes
[20:22:02] <alex_joni> no, that won't work
[20:22:29] <alex_joni> the var's are internal to the interpreter
[20:22:37] <alex_joni> it doesn't always write them to the file
[20:22:41] <alex_joni> only on shutdown
[20:23:14] <motioncontrol> i have see if set true the halui.abort the emc reload the .var file
[20:23:39] <alex_joni> if you're confident that always happens ... :)
[20:24:50] <motioncontrol> ok alex i tomorrow prove your code, if i have the proble can i help you?
[20:25:09] <alex_joni> you can always help me ;)
[20:25:20] <motioncontrol> very thanks
[20:26:03] <motioncontrol> you have write 995 : m.fime ec.... this line i write in ini file ?
[20:26:33] <alex_joni> no.. if you don't know what that means, then you shouldn't do that
[20:27:39] <motioncontrol> ok thanks alex in italy are 11 pm and i tommorrow retrofit one 5 axis maschine whit fagor cnc.good day in USA
[20:28:35] <alex_joni> motioncontrol: I'm not in USA ;)
[20:29:15] <motioncontrol> excuse i don't known your country
[20:29:35] <motioncontrol> your contry is ?
[20:31:57] <alex_joni> .ro
[20:38:00] <motioncontrol> romania
[20:38:32] <motioncontrol> ?
[20:39:42] <alex_joni> yes
[20:39:53] <alex_joni> so it's a bit later here :)
[20:41:12] <motioncontrol> alex i working i mounth before in drobetta turn sevrin
[20:41:13] <alex_joni> motioncontrol: btw, do you have an account at www.linuxcnc.org ?
[20:41:21] <alex_joni> motioncontrol: I know, we talked about it
[20:41:23] <motioncontrol> no
[20:42:18] <motioncontrol> ok. is possible write a account on linixcnc?
[20:42:25] <alex_joni> if you make one, and you add your city/country you then appear on the usermap
[20:42:25] <jepler> ouch -- I was toying with the idea of a 64 LED + 64 button panel controller, and just the 128 headers + connector assemblies come to $35. and by the time you buy all those panel-mount buttons and indicators, you're looking at serious money
[20:42:45] <alex_joni> jepler: not to mention the time spent soldering all that
[20:42:58] <jepler> indeed
[20:43:22] <alex_joni> well, no more games on the LiveCD..
[20:43:29] <alex_joni> hope that's ok though :)
[20:46:24] <motioncontrol> in the new live cd the realtime is change.on my live cd i compile the 2.3.0 beta 2 source.is no necessary install new live cd, can i simple compile 2.3.0 stable release ?
[20:46:48] <jepler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UpdatingTo2.3
[20:47:06] <jepler> you can install the 2.3 packages as described in this wiki page, linked from the mailing list announcement and the wiki front page
[20:47:48] <jepler> if you prefer to compile, the compilation instructions are essentially the same as 2.2.
[20:48:20] <alex_joni> jepler: did you look at that pastebin above?
[20:48:38] <motioncontrol> ok thanks
[20:48:42] <jepler> alex_joni: no
[20:48:53] <alex_joni> http://www.pastebin.ca/1397642
[20:49:10] <alex_joni> was wondering if you think it's runnable ..
[20:49:14] <jepler> no idea
[20:49:26] <jepler> you'd probably get a better idea of that by running it than by asking me to guess :-P
[20:49:41] <alex_joni> well, my system is a bit "slow" atm
[20:49:55] <alex_joni> don't sweat it
[20:50:36] <alex_joni> hint: running the update manager (with ~200 packages) while rebuilding a squashfs is a bad idea
[21:00:54] <motioncontrol> good night at all
[21:28:25] <alex_joni> skunkworks: seems it took a bit longer, but uploading it will be yet another while
[21:28:48] <alex_joni> at ~110kB/sec, ETA another hour
[21:28:49] <skunkworks> Not a problem.
[21:29:14] <alex_joni> trying it under QEMU now
[21:29:30] <alex_joni> seems the CD check passes, at least that I got right :)
[21:29:37] <skunkworks> :)
[21:53:59] <alex_joni> skunkworks: the usual place (www.linuxcnc.org/hardy)
[21:54:27] <skunkworks> Starting the download now.
[21:54:54] <alex_joni> err.. not yet
[21:55:08] <alex_joni> read the livecd.errata
[21:55:13] <skunkworks> heh - ok - I will do it from home then.
[21:55:15] <alex_joni> you'll see the filesize there
[21:57:18] <alex_joni> skunkworks: only 50% uploaded
[21:57:56] <skunkworks> bbl
[22:39:16] <maddash> wow, i've just been beaten by gcc by 6 clock cycles
[22:39:28] <maddash> s/clock cycles/instructions/g
[22:40:27] <alex_joni> out of how many?
[22:41:05] <maddash> I took 19 cycles, it took 13
[22:41:22] <maddash> it just so happens that this ucontroller takes 1instr/cycle
[22:45:32] <alex_joni> 30% then
[22:53:54] <alex_joni> whee.. upload finished, and md5sum matches
[22:54:31] <alex_joni> skunkworks: it's up there, I'll read in the morning how it went
[22:54:35] <alex_joni> good night all
[23:33:21] <LawrenceG> hmmm.... imagebin.ca seems borked
[23:48:08] <invite> night
{kind=link}
{kind=link}
{kind=link}