Back
[03:12:40] <willburrrr2003> what sort of spindle control on a lathe do I need for threading aplications with EMC2?
[03:13:34] <cradek> if you have an encoder with index on the spindle, you can thread and rigid-tap.
[03:14:08] <cradek> you do not need any particular speed control except for tapping it needs to be able to reverse smoothly.
[03:14:33] <cradek> for threading you don't need any speed control at all - just set your belts or whatever to a safe speed for threading and go for it.
[03:15:13] <willburrrr2003> Nice, does EMC2 need to know spindle speed for threading?
[03:15:52] <cradek> it reads the speed using the spindle encoder. You only need to set a speed that makes it possible for the Z axis to keep up for the required thread pitch.
[03:16:13] <cradek> to be more precise, it reads the spindle position, not the speed
[03:16:43] <willburrrr2003> ok, so the more notches on my encoder the better?
[03:18:45] <SWPadnos> yes, especially at lower speeds
[03:18:47] <cradek> if I was making my own encoder (I wouldn't do this, but if...) I would use 90 holes so with quadrature I'd get 1 degree resolution
[03:19:03] <cradek> holy crap those signs look good
[03:19:10] <cradek> http://www.distinctperspectives.com/emc2/DSC_3082.JPG
[03:19:55] <SWPadnos> yeah. cool stuff!
[03:20:04] <cradek> amazing.
[03:20:15] <willburrrr2003> wow nvery nice
[03:20:36] <cradek> yay, Len got his gantry homing to work too
[03:20:50] <willburrrr2003> nice to hear of good progress :)
[03:21:09] <cradek> he says that HAL ROCKS if you "actually study the manual" :-)
[03:21:23] <SWPadnos> heh
[03:21:38] <willburrrr2003> indeed it does I have read it and makes a lot of sense from an integrators point of view
[03:22:24] <fenn> did the 'simulated index pulse' ever get implemented?
[03:22:37] <fenn> for threading with a simple incremental encoder
[03:23:13] <cradek> fenn: not that I know of
[03:23:20] <SWPadnos> not that I kn... right
[03:23:40] <fenn> am i making this up? i dont remember the exact keywords to search for
[03:23:54] <SWPadnos> I believe there was some discussion about doing that
[03:24:03] <SWPadnos> but it sure seems chancy to me
[03:24:18] <fenn> it wouldnt be difficult in HAL
[03:24:42] <SWPadnos> no, it's not too bad, but it's not trivial either
[03:24:44] <cradek> it would be a tiny bit tricky because of the bidirectional index-enable pin
[03:24:51] <fenn> the chance of screwing up your part is about the same as screwing it up with other servo errors
[03:24:51] <SWPadnos> if you have to allow for bidirectional travel
[03:24:52] <cradek> you'd end up with a new encoder module I bet
[03:24:54] <willburrrr2003> would that be setting speed manually and calculating phantom "index" pulses for spindle speed to use with threading?
[03:25:23] <cradek> willburrrr2003: no, fenn is talking about saving $10 and one input by getting an encoder without index
[03:25:23] <SWPadnos> speed control has nothing to do with feedback (conceptually)
[03:25:41] <willburrrr2003> ahh, ok
[03:26:17] <cradek> if I wanted to save an input I'd use one encoder channel plus index with "counter" mode
[03:26:19] <fenn> cradek: actually i'm thinking about how to use the encoders on some servos i already have mounted for spindle positioning, for threading
[03:26:28] <cradek> ah I see
[03:26:50] <fenn> so even if they had index, the spindle itself wouldn't
[03:26:58] <fenn> there's a timing pulley on the spindle and this goes to the servo
[03:26:59] <cradek> are they belted 1:1 to the spindle?
[03:27:02] <fenn> no
[03:27:09] <fenn> not enough torque
[03:27:13] <SWPadnos> you would of course lose any real relationship between the index mark and the motor/spindle shaft
[03:27:25] <cradek> so a real index wouldn't work no matter what anyway
[03:28:10] <willburrrr2003> what's the diff between index encoder and encoder without index?
[03:28:25] <cradek> willburrrr2003: an index is a third channel on the encoder that gives a pulse exactly once per revolution
[03:28:38] <cradek> it tells you the absolute position of the encoder, used for homing or similar things.
[03:29:03] <cradek> emc uses this to make all the passes for cutting a thread line up exactly
[03:29:30] <willburrrr2003> by making not of that index pulse... makes sense
[03:29:57] <cradek> for homing a servo machine, you find a switch (rough position) and then seek index to give you a home position to exactly one encoder count, which is the full resolution of the machine
[03:30:19] <willburrrr2003> so you count rotational potion with the encoder and each revolution with the index?
[03:30:33] <fenn> usually the index is only used in homing
[03:30:55] <fenn> but it can be useful for debugging electrical noise (counts per rev should add up)
[03:30:56] <cradek> willburrrr2003: sort of
[03:32:46] <willburrrr2003> I am new to precision motor control, but learning I think
[03:37:59] <willburrrr2003> Thanks for the brain food guys, off to bed have an early morning to commision a new pumping station tomorrow
[03:38:10] <cradek> goodngith willburrrr2003
[03:38:21] <cradek> what a creative spelling
[03:38:34] <willburrrr2003> hehe, later
[04:17:45] <tomp> whats the 'sand' machine on stuarts pictures.michael dubno , nyc, ... wow
http://www.dubno.com/
[04:20:13] <toastydeath> sand machine?
[05:45:21] <eric_unterhausen> "Dean" as in Dean Kaman
[06:21:17] <eric_unterhausen> my VFD manual has too many options
[06:21:27] <eric_unterhausen> I need a connection diagram for dummies
[06:37:02] <Guest451> bonjour
[06:37:04] <Guest451> hello
[06:37:46] <Guest451> est ce qu'il y a des internaute qui parle francais
[07:14:03] <pjm__> good morning
[07:31:11] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[07:40:03] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[07:47:28] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[08:40:27] <bogie> hello, all. i looked through a example file in a emc2 from ubuntu 8.04 and erhhhh confused: was it written by hands or it was an automation?
[08:40:47] <archivist> which file
[08:40:55] <Vq^> some are generated
[08:49:58] <bogie> ohh, sorry.
[08:50:02] <bogie> that spiral arc
[08:50:57] <bogie> with hundreds of lines of caode
[08:50:59] <bogie> code
[08:51:51] <archivist> some will be made by a script
[08:53:27] <bogie> which script actually? i tried some programs to make a ngc from autocad or corel files, but they all do not seem to produce an adequate result
[08:53:40] <archivist> I used to create gear milling code that way, but now I have hand crafted gcode that can easily do any number of teeth
[08:55:21] <archivist> there is some code available
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam
[08:55:38] <archivist> of varying quality
[08:57:10] <bogie> i also prefer hand crafted, but that hundreds of lines... too many of them.
[08:58:37] <archivist> write routines so that the values are calculated in the gcode
[08:59:49] <archivist> http://www.linuxcnc.org/docview/html//gcode_main.html#r6_1
[09:23:23] <Valen> is Gcode turing complete?
[09:23:52] <archivist> heh, I dont think
[09:24:13] <Valen> i think it might be
[09:24:25] <Valen> not sure if turing complete is the right word though for what i'm thinking
[09:24:37] <Valen> the one that means its a full programming language
[09:24:40] <archivist> Alan Turing would turn in his grave if he saw the syntax for g code
[09:26:03] <Valen> hey that "language" that is made up soley of addition branch and jumps is turing complete
[09:26:13] <Valen> it consists of 3 symbols or something daft
[09:27:48] <Valen> http://en.wikipedia.org/wiki/Brainfuck
[09:30:02] <Valen> here is a hello world program in it "++++++++++[>+++++++>++++++++++>+++>+<<<<-]>++.>+.+++++++..+++.>++.<<+++++++++++++++.>.+++.------.--------.>+.>. "
[09:33:27] <Vq^> g-code in itself isn't turing complete
[09:33:40] <Valen> Ahh, i did wonder
[09:34:07] <Vq^> BF is a fun experiment thought :)
[09:34:20] <Valen> lol your a nutter ;-P
[09:34:47] <Vq^> or is more interested in playing around with evaluators
[09:34:57] <Vq^> actually coding in BF isn't that fun
[09:35:17] <archivist> intercal rulz
[09:35:32] <Vq^> intercal is hard both to implement and code in :/
[09:35:57] <Vq^> and LISP is a joy to both implement and code in :D
[09:43:15] <Vq^> at least until you start dreaming of parentheses...
[10:30:30] <Valen> python is where i'm ar
[10:30:32] <Valen> at
[10:31:00] <archivist> I still have a procedural head on
[10:32:17] <Valen> typically people wear styles as hats rather than the whole head
[10:32:46] <Valen> I believe you can do procedural in python
[10:50:39] <alex_joni> http://failblog.org/2009/04/16/billboard-win-2/
[11:04:38] <zhangj73> Hi all,i have read the source in the get_pos_cmds() function in control.c
[11:05:33] <zhangj73> and i think the solution in EMCMOT_MOTION_FREE should be vel_req = -max_dv + sqrt(2.0 * joint->acc_limit * pos_err +2.0* max_dv * max_dv);
[11:06:04] <zhangj73> other than the original :vel_req = -max_dv + sqrt(2.0 * joint->acc_limit * pos_err + max_dv * max_dv);
[11:06:17] <zhangj73> is it wrong?
[11:06:55] <alex_joni> why 2*max_dv^2 ?
[11:07:29] <zhangj73> i have draw the profile graph,
[11:09:00] <zhangj73> made some Derivation myself
[11:09:37] <zhangj73> and find it should be 2.0* max_dv * max_dv
[11:10:46] <alex_joni> zhangj73: maybe if you can explain more then simply (2*) ...
[11:11:11] <zhangj73> i should be
[11:11:39] <alex_joni> zhangj73: doesn't have to be english.. math equations of plots are ok too
[11:11:47] <alex_joni> s/of/or/
[11:11:59] <zhangj73> thank you
[11:12:57] <zhangj73> i derivated it yestoday,but equations is not here
[11:13:23] <zhangj73> i try to explain it now with my poor english
[11:13:44] <zhangj73> please wait for a while
[11:13:49] <alex_joni> ok
[11:22:06] <zhangj73> let current vel vk,next vel be vreq, the velocity increment be max_dv;T be sample period,
[11:22:19] <zhangj73> so vk=vreq-maxdv,the distance between the two samples should be:s1=(vk+vreq)/2*T=(vreq-maxdv+vreq)/2*T.
[11:22:32] <zhangj73> the another distance when from vreq to decerate to zero with acc_limit should travel:s2=vreq^2/(2*acc_limit) ;
[11:22:42] <zhangj73> the 2 distance sum together should be pos_err: s1+s2=poserr=>
[11:22:49] <zhangj73> (vreq-maxdv+vreq)/2*T=vreq^2/(2*acc_limit),and substitute T=max_dv/acc_limit into
[11:22:56] <zhangj73> this eqution should solve the vel_req.
[11:24:24] <zhangj73> that is the method that i try to understand the source code
[11:24:27] <alex_joni> vk is current vel?
[11:24:32] <zhangj73> yes
[11:24:49] <alex_joni> why is it vreq - max_dv ?
[11:25:46] <zhangj73> the next vel is current vel +acc_limit*T=vk+max_dv
[11:26:03] <zhangj73> vreq is the next vel
[11:26:46] <alex_joni> I understand vreq, but I still don't see why vreq-max_dv = vk
[11:27:16] <alex_joni> max_dv is the max how much the velocity can change from one moment to the next
[11:27:17] <zhangj73> vreq=vk+max_dv
[11:27:38] <alex_joni> vreq <= vk + max_dv <- I can agree with that
[11:27:54] <alex_joni> (if we assume only one direction, sign, etc)
[11:28:00] <zhangj73> it is a upper limit
[11:28:39] <zhangj73> i agree too
[11:29:14] <alex_joni> but saying that vk=vreq-max_dv, that's not true anymore
[11:30:04] <alex_joni> zhangj73: I am not very familiar with those calculations
[11:30:15] <alex_joni> you might want to talk to jmkasunich, when he's around
[11:31:02] <zhangj73> can you explain this to him?
[11:31:14] <alex_joni> jmkasunich: ^^
[11:31:22] <zhangj73> i am not familiar with the IRC
[11:31:23] <zhangj73> YES
[11:31:36] <alex_joni> (he'll read it when he's around, but I'm not sure he'll understand what you mean)
[11:31:45] <zhangj73> i came here just 3 times
[11:33:37] <zhangj73> my email is zhangj73@163.com ,i can write more detailed derivation in a mail
[11:33:50] <alex_joni> zhangj73: best would be to write to the emc-developers list
[11:33:57] <alex_joni> I'm sure you'll get a better reply then
[11:34:06] <zhangj73> ok
[11:34:24] <alex_joni> zhangj73:
https://lists.sourceforge.net/lists/listinfo/emc-developers
[11:34:28] <piasdom> g'mornin all
[11:34:33] <alex_joni> howdy piasdom
[11:35:06] <alex_joni> bbbl
[12:09:11] <alex_joni> zhangj73: looks good (your email to the list)
[12:53:29] <skunkworks_> servos4ever? nice name :)
[12:59:28] <Servos4ever> Hello,
[12:59:30] <Servos4ever> I don't know how to use this IRC thing yet so please go easy on me. I've listened to the mail list for many years, and I've been to 3 of the CNC workshops. I'm just trying to get more involved with EMC, and thought I'd try this IRC forum.
[13:00:03] <skunkworks_> Nice - welcome
[13:00:19] <skunkworks_> I was at the cncworkshop also - the last 3 years
[13:00:56] <skunkworks_> http://www.electronicsam.com/images/KandT/cncworkshop07/DSC_3749.JPG
[13:01:04] <skunkworks_> I am the one in the baseball cap
[13:03:00] <MrSunshine_> omg its full of nerds...
[13:03:09] <cradek> I'm the good lookin' one
[13:03:24] <MrSunshine_> the one with hair all the way up his ass thay ou can almost see? :P
[13:03:26] <MrSunshine_> up the shorts
[13:03:50] <Servos4ever> Hello John_K, Chris_R, Jeff_E, Steve_P, etc.. I'm Steve White, the guy that always had the tables full of swap meet junk at the CNC Workshops, and even more junk still in the big red trailer.
[13:04:11] <skunkworks_> Ah - we bought your puma :)
[13:04:15] <skunkworks_> Hi steve
[13:04:17] <cradek> ah, hi steve
[13:04:36] <Servos4ever> I know who you are now!
[13:04:52] <Servos4ever> Is she running yet?
[13:05:02] <cradek> I'm the one who barely didn't buy the puma
[13:05:27] <skunkworks_> No - but am getting there. Working on some servo amps..
[13:05:39] <Servos4ever> Hi Chris.
[13:05:58] <Servos4ever> Are you building the servo amps?
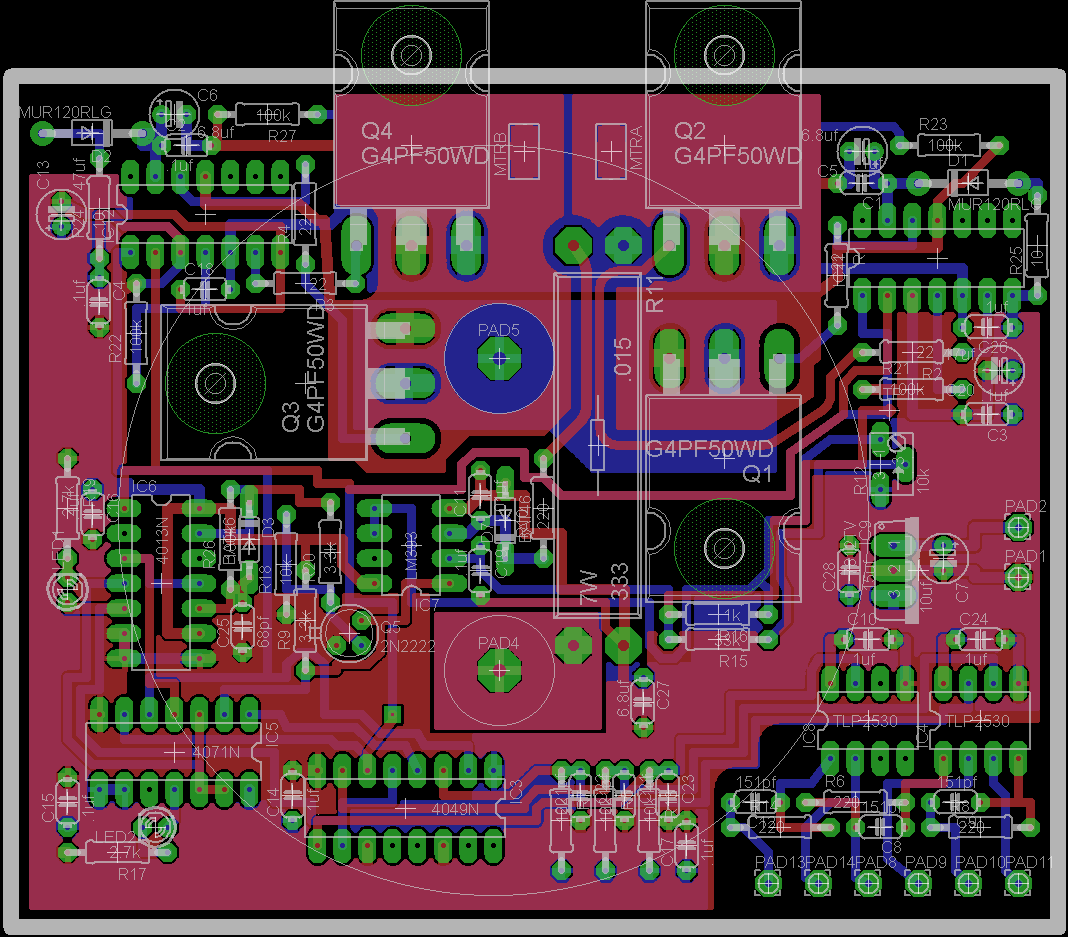
[13:06:31] <skunkworks_> Yes. simple h-bridges.
http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/right.JPG
[13:06:42] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/latestboard.png
[13:07:15] <skunkworks_> (they are acutally for the big mill we have.. but a similar version will be made for the puma. (6) ;)
[13:07:37] <skunkworks_> Probably just using cheaper mosfets
[13:08:18] <skunkworks_> http://www.youtube.com/watch?v=qY-FCN5ZXkg
[13:09:04] <skunkworks_> the puma servos are 48v at a few watts.. The bridge is built for 20+A and 150v.
[13:09:20] <MrSunshine_> looks like a powerful enough motor :P
[13:09:53] <cradek> I think those are far from "simple" h-bridges
[13:09:55] <skunkworks_> This is what I am acutally running with it at the moment.
[13:09:57] <skunkworks_> http://www.electronicsam.com/images/KandT/DSC_0242.JPG
[13:10:21] <skunkworks_> Heh - yah - it has surely evolved..
[13:11:28] <Servos4ever> I think Advanced Motion Controls 12A8 or 25A8's would be perfect, and you can usually pick them up pretty cheap on Ebay. The first two digits are peak (2 seconds) current in amps, and the 8 means 80v DC bus voltage. I'm running my LeBlond lathe with them, and they work really good. Dead silent, and cool as a cucumber. Less fun that building your own, but faster.
[13:11:31] <skunkworks_> Servos4ever: you won a mesa card didn't you? one of the printer port one?
[13:12:27] <skunkworks_> oh - what fun would that be? ;)
[13:13:33] <Servos4ever> Yes I did. I have not used it yet, but I sure want to. I guess I'll need the analog out / encoder buffer card - I forget the number.
[13:14:29] <eric_unterhausen> 7i33 7i37
[13:16:43] <eric_unterhausen> OT: anyone use a VFD on a lathe? I'm trying to decide if I need to use a pot for speed control
[13:17:11] <cradek> I have a vfd on my lathe - it's hooked to a 7i33 dac output for speed control
[13:17:41] <cradek> also it has fwd and reverse enables that come from two 7i37 isolated digital outs
[13:18:42] <Optic> moo
[13:18:54] <cradek> brb
[13:21:15] <Servos4ever> skunkworks: Very nice work on those amps. Do you use Eagle?
[13:23:11] <eric_unterhausen> yes, he uses Eagle
[13:25:43] <Servos4ever> eric_Thanks for filling in the blanks on the 7i33. Do you use this combo?
[13:25:58] <eric_unterhausen> I have a 5i20
[13:26:12] <eric_unterhausen> but "using" may be too kind for "collecting dust"
[13:26:22] <eric_unterhausen> because I'm too lazy to get my mill to work
[13:26:22] <Servos4ever> Does it work well?
[13:26:36] <eric_unterhausen> I have only ever gotten the encoders to read
[13:26:59] <eric_unterhausen> it's my fault though
[13:27:21] <eric_unterhausen> people that aren't so lazy don't have any problems with it
[13:27:22] <Servos4ever> I can relate to that. My shop is full of candidates for retrofits.
[13:29:31] <archivist> get a new box of round tuits as the show
[13:29:33] <eric_unterhausen> I got very close, and then I stuck my finger in a timing belt
[13:32:45] <Servos4ever> I appreciate the warm welcome to this channel. Thanks.
[13:32:47] <Servos4ever> I've got to step away to do some paying work.
[13:32:48] <Servos4ever> I don't want to be a "floater" in the punch bowl here, so please let me know if I need an etiquette tune up.
[13:32:49] <Servos4ever> This channel is supposed to be mostly for the code developers, and for EMC work, right?
[13:33:03] <eric_unterhausen> developers are another channel
[13:33:16] <eric_unterhausen> if you have a question, just pipe right up
[13:33:23] <eric_unterhausen> that's the only rule
[13:33:57] <archivist> some off topic occurs :)
[13:34:20] <eric_unterhausen> only when I'm here
[13:34:20] <archivist> no stabbing for it though unlike other channels
[13:34:56] <Servos4ever> Thanks guys.
[13:37:55] <archivist> quite a few of us lurk 24/7
[13:38:11] <eric_unterhausen> archivist never sleeps
[13:38:23] <archivist> my box doesnt
[13:38:32] <eric_unterhausen> TMI
[13:45:53] <eric_unterhausen> trying to figure out if I need both an enable and a stop button on a lathe
[13:47:15] <archivist> estop is useful
[13:48:26] <archivist> I need a lathe I can retrofit
[13:48:27] <eric_unterhausen> enable makes the motor coast to a stop
[13:48:41] <eric_unterhausen> this is a manual lathe with a vfd for the motor
[13:48:49] <eric_unterhausen> stop uses the decel schedule
[13:48:54] <eric_unterhausen> so I was going to use that
[13:50:10] <archivist> vfd's can stop the motor very quickly
[13:51:11] <eric_unterhausen> I should get braking resistors
[13:52:29] <eric_unterhausen> jon elson added jog buttons to his
[13:53:56] <cradek> one of the hard decisions I fought with was whether to have estop disable the vfd or cause active braking.
[13:54:03] <cradek> on my lathe retrofit, I mean
[13:54:13] <eric_unterhausen> what did you do?
[13:54:24] <eric_unterhausen> seems like braking is best, usually
[13:54:33] <archivist> safer
[13:54:47] <cradek> I went with disabling. I had it trip the "external fault" which turns it off
[13:55:18] <cradek> also it removes power (vfd stays alive for a while on its capacitance, though)
[13:56:46] <cradek> braking would slow it down faster, but I don't know if that would save you in any particular emergency. everything "going limp" seemed like the best general way to handle an unknown emergency
[13:56:58] <eric_unterhausen> probably
[13:57:11] <SWPadnos> a braking resistor is "limp with resistance"
[13:57:16] <SWPadnos> vs. an actual brake
[13:57:35] <SWPadnos> oh, active braking
[13:57:36] <cradek> the lathe originally had a mechanical brake - those scare me (unscrewing chuck?)
[13:57:39] <eric_unterhausen> it really depends on your assumed failure mode
[13:57:45] <SWPadnos> hard to do with no power ;)
[13:58:16] <eric_unterhausen> my lathe has no threads
[13:58:19] <eric_unterhausen> can't unscrew
[13:58:23] <eric_unterhausen> could fall off
[13:58:32] <cradek> that's surely a superior design
[13:58:50] <eric_unterhausen> I think so, except one of the cams was broken
[13:58:52] <SWPadnos> hmmm. "could fall off" seems ... not superior
[13:58:56] <archivist> have had a chuck off on a Schaublin :)
[13:58:59] <cradek> pick yer posion
[13:59:04] <cradek> poison?
[13:59:12] <eric_unterhausen> poisson?
[13:59:14] <SWPadnos> I prefer posion
[13:59:45] <cradek> I've had mine unscrew (cutting with the spindle going backward, like an idiot)
[13:59:59] <cradek> fortunately I figured out what was going wrong in time.
[14:00:33] <archivist> lathes here have original fitments reverse and screw mandrels!
[14:00:42] <eric_unterhausen> poisson is the distribution that models random events
[14:00:52] <archivist> like chucks falling off
[14:00:56] <eric_unterhausen> exactly
[14:01:09] <eric_unterhausen> SWPadnos, does your new lathe have threads?
[14:01:23] <SWPadnos> damfino - haven't taken the chuck off yet
[14:01:41] <archivist> converted yet?
[14:01:56] <eric_unterhausen> do you have pictures online?
[14:01:58] <archivist> * archivist shouldnt ask :)
[14:02:00] <SWPadnos> no, I sent those people away
[14:02:06] <SWPadnos> oh, the lathe :)
[14:02:08] <SWPadnos> no, not yet
[14:02:24] <eric_unterhausen> which model is it?
[14:02:28] <SWPadnos> here I was with spare time on my hands, and along comes a 6-month job
[14:02:30] <SWPadnos> HNC
[14:02:33] <cradek> it has threads
[14:03:43] <eric_unterhausen> http://www.youtube.com/watch?v=vwhz3Ho_Gx0 the door opening _behind_ the lathe is a nice touch
[14:03:59] <SWPadnos> it's the same door
[14:04:23] <eric_unterhausen> is there a door on both sides?
[14:04:29] <SWPadnos> the cover is an inverted U which goes over the front and back
[14:04:51] <eric_unterhausen> makes sense now
[14:04:51] <SWPadnos> several sections of it
[14:05:22] <eric_unterhausen> do you have collets for yours yet?
[14:05:32] <SWPadnos> no, mine has an air chuck
[14:08:23] <eric_unterhausen> cradek, you have a HNC too?
[14:09:03] <cradek> yes
[14:09:59] <skunkworks_> http://www.youtube.com/watch?v=GWuOZutnjTk
[14:10:32] <eric_unterhausen> I saw that, didn't know if it was his or not
[14:10:34] <cradek> skunkworks_: I need to make a new video - I've improved stuff since that one.
[14:10:46] <cradek> yeah that's mine
[14:12:08] <skunkworks_> Neat - I think you're itching to convert your mill..
[14:12:55] <cradek> too many parts to buy - I used the mesa and vfd I had saved up for it on the lathe
[14:13:14] <cradek> but one of these days.
[14:13:31] <jepler> that's only hundreds of dollars of parts :-/
[14:13:33] <cradek> skunkworks_: going to NAMES? it's pretty close for you isn't it?
[14:13:37] <skunkworks_> It is hard to do that to something that works...
[14:14:11] <skunkworks_> Names? no. Hoping for the fest - depends on how the garage goes.
[14:14:12] <cradek> jepler: yeah I know... if it didn't work I'd do it without hesitation.
[14:14:30] <skunkworks_> I hear your going? first time?
[14:14:45] <cradek> I've been there once before - yes I am going - hope to be there Sunday.
[14:16:50] <eric_unterhausen> the mill is a series II bridgeport?
[14:16:58] <cradek> series 1
[14:17:06] <cradek> early servo model
[14:17:22] <eric_unterhausen> does it work?
[14:17:39] <cradek> yes
[14:17:41] <skunkworks_> cradek: about the same amount of time to wichita
[14:17:48] <skunkworks_> almost 9 hours
[14:17:48] <eric_unterhausen> I wouldn't mess with it then
[14:18:50] <cradek> eric_unterhausen: it would work a lot better. but it can do basic things now.
[14:18:50] <eric_unterhausen> I have a cousin in Wichita, sells asphalt
[14:19:11] <cradek> skunkworks_: oh for some reason I thought it was close.
[14:19:31] <SWPadnos> wrong side of Wisconsin :)
[14:19:45] <skunkworks_> cool
[14:19:54] <eric_unterhausen> there isn't much that's close to Wichita
[14:20:21] <skunkworks_> there wasn't that much close to the cnc workshop in galesburg ;)
[14:20:30] <SWPadnos> skunkworks_, you could do it the "easy" way - drive to Manitowoc and take the Badger over to Ludington
[14:21:20] <SWPadnos> but I don't think that saves any time :)
[14:21:21] <Servos4ever> cradek_: I have one of those early BPs with servos too. Mine hase already had all the controls ripped off, before I got it.
[14:21:23] <Servos4ever> I do have a spare box from another machine with the NC400 servos in it. Probably some mouse nests too by now.
[14:21:25] <jepler> * jepler is so tempted to ask cradek for the other seat in his car
[14:21:33] <skunkworks_> heh - how long does it take to go across the lake?
[14:22:03] <SWPadnos> I think it's about 5 hours, but you can do an overnight crossing
[14:22:15] <SWPadnos> the beds aren't all that comfortable though :)
[14:22:16] <Servos4ever> I'm going to NAMES at least Saturday. It's less than 3 hours for me from southern MI.
[14:22:30] <cradek> jepler: I was sure you already told me you didn't want to go...
[14:22:40] <cradek> Servos4ever: good, then you have no excuse like I do
[14:22:46] <skunkworks_> Servos4ever: your mesa card would run the nc400..
[14:22:50] <jepler> cradek: yeah, I did
[14:23:00] <archivist> but reserves the right to change his mind
[14:23:10] <cradek> Servos4ever: I bought an extra NC400 on ebay, untested but looks new, so I've got an extra too
[14:23:28] <cradek> Servos4ever: they make a racket but they work fine. I think people replace them just because of the noise.
[14:23:41] <skunkworks_> what are they - 1khz?
[14:23:56] <cradek> skunkworks_: dunno, but they hiss and whine something fierce
[14:24:18] <skunkworks_> I am happy at how quiet the h-bridge is when it isn't in current limit. (current limit whistles a bit.)
[14:24:47] <skunkworks_> at the plutos 19.mumble khz
[14:25:10] <cradek> Servos4ever: hey I've got some documentation you will really want -- let me see if I can find it
[14:25:56] <Servos4ever> They're not as bad as the CSR servos that were on my LeBlond and an my Index mill. OMFG. They constantly sounded like fingernails dithering randomly on a chalkboard. The random dithering was even patented.
[14:26:15] <jepler> SCR?
[14:26:31] <Valen> nasty
[14:26:41] <cradek> CSR is the company I think
[14:26:53] <cradek> (the NC4xx are CSR too)
[14:27:25] <Servos4ever> Yea, but a lot newer - newer in the relative sense.
[14:28:55] <skunkworks_> Isn't stuart still using some scr drives on the 5 axis machine?
[14:29:14] <Valen> hey do you know if you can parallel the big mesa servo drive controllers?
[14:29:18] <Valen> the 2Kw ones
[14:29:32] <skunkworks_> * skunkworks_ waits for pcw to show up..
[14:29:34] <cradek> Valen: don't know - ask peter w
[14:29:41] <cradek> he'll be here any minute
[14:30:27] <Valen> was just thinking about servos, wether to go lower voltage so i can get them to full speed or a high voltage so i can reach maximum amps
[14:30:50] <Valen> If i can parallel the drives then I'd probably go lower volts and double up the drives if i need to
[14:31:44] <jepler> the manual doesn't mention that possibility as far as I can see
[14:31:59] <Valen> they probably figure most people are sane ;->
[14:32:33] <Valen> I don't imagine there being many problems, worst case I should just need to add some inductance to the outputs so they current share better
[14:32:59] <SWPadnos> Valen, I'm betting you can't parallel drives
[14:33:06] <Valen> why?
[14:33:13] <archivist> * archivist cant imagine it either
[14:33:22] <Servos4ever> The CSRs I was referring to are (I think) NC1xx. They are bipolar switchers that oscillate using the inductance of the motor winding somehow. Patented. They worked pretty good, but the sound made your hair stand up. Also they are a big cube about 6" on a side with a fan blowing through the middle. I still have (5) good ones in stock.
[14:34:01] <cradek> Servos4ever: did you get the link I sent you as a private message?
[14:34:05] <Valen> Servos4ever you sell bits for conversions?
[14:34:20] <cradek> that's the wiring and docs for the nc4**
[14:34:23] <SWPadnos> well, they're not going to be identical, so they won't share the load equally. minor differences in feedback sensing might make them behave differently, noise or other things will be different on the two drives, which could make them fight each other ...
[14:34:41] <archivist> instability
[14:34:45] <cradek> anyone else who needs it is welcome, but one at a time - it's big
[14:34:54] <Valen> I am talking about just the driver board
[14:35:03] <Valen> so feed the same PWM + direction into each
[14:35:10] <Valen> and tie the outputs togther
[14:35:20] <SWPadnos> you mentioned 2KW, which tells me it's the thing that actually sends current to the motor
[14:35:23] <Valen> the encoder runs around that back to the computer
[14:35:32] <Valen> yeah
[14:35:34] <SWPadnos> that thing has current sensing (I'm assuming it has current limits)
[14:35:34] <archivist> Valen, you are not thinking of the current sensing
[14:35:56] <eric_unterhausen> a guy at work let the browser remember his ebay password
[14:36:04] <SWPadnos> it might be possible, but I'm betting it doesn't work so well
[14:36:13] <eric_unterhausen> some interesting things show up on his watch list for some reason
[14:36:18] <Valen> hmmm yeahs, I'd have to get good thermal conductivity between the IGBTs
[14:36:43] <SWPadnos> eric_unterhausen, pleas, I don't want to know
[14:36:44] <Valen> the newer ones are pretty close to a positive temperature coefficent
[14:36:46] <SWPadnos> +e
[14:36:55] <Servos4ever> cradek_: Yes, I'm getting it now. Thanks a million. I have a paper version of the NC1xx docs somewhere. I could scan & send if you ever need it.
[14:37:05] <eric_unterhausen> most recently it was a $35000 steam thresher
[14:37:17] <Valen> Servos4ever: you sell servo related stuff?
[14:37:22] <cradek> skunkworks_: looks like 10kHz
[14:37:39] <Valen> 10Khz is a nasty nasty frequency to PWM at
[14:37:41] <cradek> Servos4ever: I had to pay some guy for it - screw 'im :-)
[14:38:13] <eric_unterhausen> lots of vfd have a 7k pwm
[14:38:18] <cradek> err no, 50us * 4 = 5kHz triangle wave
[14:38:20] <eric_unterhausen> which is pretty audible
[14:38:34] <eric_unterhausen> and annoying
[14:38:46] <Valen> 7k is still in the normal vocal range though (as i recall) pretty high but still
[14:39:14] <Valen> 5Khz isnt so bad
[14:39:25] <cradek> Servos4ever: I thought it was interesting that it has directional disables, but the bp doesn't have the switches to use them
[14:40:06] <Servos4ever> cradek_: A friend of mine knew a service tech at LeBlond, and he got me a set of paper docs for the controls on my Tape Turn lathe about 10 years ago. The NCxx docs were part of that package.
[14:40:36] <cradek> are you running the "Tape Turn" on the original control?
[14:41:23] <SWPadnos> interesting. the Logosol drives that Jack (?) had on that pinch press we saw (in Peoria) had directional disables as well
[14:41:48] <eric_unterhausen> seems to be fairly common
[14:41:55] <Servos4ever> Most of the really classy servo amps have directional enables or inhibits, but few people use them anymore.
[14:42:08] <cradek> it's such a good idea
[14:42:23] <SWPadnos> hmmm
[14:42:46] <Valen> I take it a directional enable means you can have the thing drive over a limit switch and be able to drive itself back out?
[14:42:51] <SWPadnos> oh hey, my AMC drives haveit too :)
[14:42:53] <SWPadnos> nice
[14:43:02] <cradek> Valen: yes it's forbidden from going the wrong way
[14:43:32] <Valen> funky, I was wondering how to do something like that outside EMC but unless its part of the controller its pretty messy
[14:43:34] <cradek> some machines are hard to move by hand.
[14:43:42] <Servos4ever> Most all of the AMC drives have them. That's exactly what theyre for - jogging off a OT limit.
[14:43:51] <cradek> yeah you just wire up the limit switches to it... easy and foolproof.
[14:44:42] <Servos4ever> I'm running the LeBlond with a Galil DMC-1840 (PCI bus) and Mach.
[14:45:01] <cradek> ah mach, I think I've heard of it
[14:45:16] <cradek> do you still have to punch tape for mach? haha
[14:45:23] <SWPadnos> how much does that Galil card run anyway?
[14:45:43] <eric_unterhausen> you don't wanna know
[14:46:10] <SWPadnos> I'm betting it's more than a Mesa card ;)
[14:46:21] <eric_unterhausen> $5k?
[14:46:39] <SWPadnos> hmmm. I'm thinking in the $1-2k range (for the controller card only)
[14:46:44] <SWPadnos> but I don't know for sure
[14:47:07] <eric_unterhausen> $1k is awfully cheap for something like that
[14:47:22] <eric_unterhausen> your standard A/D card costs that much
[14:47:57] <SWPadnos> yep, $2195 in singles (list)
[14:48:02] <cradek> eek
[14:48:05] <SWPadnos> for the 4-axis
[14:48:07] <Valen> ouch
[14:48:11] <SWPadnos> http://www.galilmc.com/products/dmc-18x0.php#pricing
[14:48:25] <SWPadnos> you can get 1 axis for only $1095
[14:48:35] <Valen> It better come with naked women as the delivery service
[14:48:36] <SWPadnos> whatabahgain
[14:48:51] <SWPadnos> that's not listed
[14:48:52] <eric_unterhausen> if you wanna use windows ...
[14:49:05] <archivist> I think I wont bookmark that site!
[14:49:14] <eric_unterhausen> the dSpace cards I have make that look very, very cheap
[14:50:26] <SWPadnos> so you could buy a nice low power embedded Atom board (and everything else you need to make it run), a a Mesa 5i22-1.5, a few servo cards, and a few I/O cards for the price of the 4-axis Galil card
[14:50:48] <SWPadnos> and have money left over for an enclosure and touchscreen
[14:51:23] <eric_unterhausen> anyone actually using an Atom for emc?
[14:51:59] <Valen> I was thinking about it
[14:52:29] <eric_unterhausen> I was thinking about it too, but that doesn't mean it doesn't have a latency problem under EMC :)
[14:52:29] <Valen> I have one here but I was thinking it might be an idea to use a bigger motherboard with more than one PCI card in it
[14:52:39] <Servos4ever> The DMC-1840 lists for about 3K (IIRC). It was a few hundred as surplus.
[14:53:16] <Valen> the atom boards have llatency issues?
[14:53:23] <eric_unterhausen> who knows?
[14:54:20] <eric_unterhausen> so far people say no, but they just ran the latency test
[14:54:20] <Valen> how do you do the latency test? I saw the results in the wiki but nothing on running the tests
[14:54:54] <archivist> open a terminal and type latency-test
[14:55:07] <Valen> must download the livecd one of these days
[14:56:10] <eric_unterhausen> if you have the live cd, start up the latency test and then start open office and watch java slam the numbers
[14:56:32] <Valen> that was my other concern, I believe the board i have is only single core
[14:56:45] <eric_unterhausen> don't think that's a problem really
[14:56:59] <Valen> shouldn't be
[14:57:15] <Valen> Worst thing ours will be doing is playing an Mp3
[14:57:23] <eric_unterhausen> does the livecd come with a SMP kernel?
[14:57:23] <Valen> I can see issues running from the live CD and disk access
[14:57:42] <Valen> I think that all ubuntu kernels are SMP now, theres no difference
[14:57:54] <archivist> ive been doing compilation and testing at the same time here for a test, works ok
[14:58:04] <eric_unterhausen> doesn't run an ubuntu kernel
[14:58:34] <Valen> I was under the impression it was a normal kernel with the RT additions?
[14:58:58] <cradek> livecd is not an smp kernel
[15:01:00] <eric_unterhausen> Intel atom has no dvi port, silliness
[15:01:25] <Valen> yeah that sucks
[15:01:35] <Valen> its not the atom itself its mainly the motherboard
[15:01:51] <Valen> i *think* there are new ones out now that do it
[15:02:00] <eric_unterhausen> seems like an hdmi would be cheaper
[15:02:31] <Valen> mmm possibly
[15:02:38] <Valen> can you do hdmi > dvi easily?
[15:03:06] <eric_unterhausen> I don't think I've seen that combo
[15:03:11] <eric_unterhausen> the other way around is easy enough
[15:03:18] <Valen> I know you can do dvi > hdmi
[15:03:21] <Valen> with no audop
[15:03:34] <Valen> audio
[15:04:15] <SWPadnos> DVI and HDMI (1.1 I think) use the same video signaling, and the converter between them is just an electrical adapter
[15:04:29] <SWPadnos> sometimes HDCP doesn't work over DVI->HDMI adapters though
[15:04:38] <Valen> HDCP is the devil
[15:04:47] <SWPadnos> I agree, yet here it is :(
[15:05:05] <Valen> I use linux for my media center so it can get bent
[15:05:12] <Valen> blueray has been cracked
[15:05:39] <SWPadnos> yes. I'm just waiting for a mice Blu-Ray recorder I can stick in my laptop :)
[15:06:16] <Valen> blue ray recorders are still really expensive arent they?
[15:06:30] <SWPadnos> depends on how you define "really expensive"
[15:06:37] <Valen> ~$1000?
[15:06:39] <SWPadnos> they're certainly under $300
[15:06:54] <Valen> as in to burn a blue ray disk?
[15:07:08] <SWPadnos> yes
[15:07:19] <SWPadnos> $169 is the lowest price I see at NewEgg
[15:07:32] <SWPadnos> and $329 is the highest
[15:07:34] <Valen> wow its been way too long since i've looked
[15:08:53] <SWPadnos> oh, the $329 one is external
[15:10:13] <Valen> rather funky
[15:10:38] <Valen> have to look closer at getting one in my myth box
[15:10:46] <Valen> I am short a drive at the moment
[15:11:06] <SWPadnos> can BR be played directly in Linux now, or do you still need to rip/decrypt/play from HD?
[15:11:36] <Valen> dunno, I stopped looking when they said it had been cracked
[15:11:55] <Valen> rip decrypt play doesn't bother me too much
[15:12:12] <SWPadnos> it's less useful when you actually want to watch that movie you just bought
[15:12:25] <Valen> Lets me get my swearing out
[15:12:27] <SWPadnos> and I think there was an issue with languages/subtitles also
[15:12:41] <Valen> nothing like having a good swear at the movie companies
[15:12:43] <SWPadnos> like you had to pick one at rip time or something
[15:12:46] <SWPadnos> heh
[15:13:14] <SWPadnos> not too much swearing going on at the moment - blu-ray movies are still too expensive to buy very often
[15:13:32] <Valen> I've noticed they have dropped in price drastically recently
[15:13:49] <SWPadnos> but I will say that the BBC series "Planet Earth" is sufficient reason to go out and buy a large 1080p HDTV and blu-ray player
[15:13:57] <Valen> I have a 1080P
[15:13:59] <Valen> its brilliant
[15:14:00] <SWPadnos> yeah, there have been a bunch under $20, which is getting there
[15:14:22] <SWPadnos> but most "popular" titles still seem to be $25-30 or higher
[15:14:23] <Valen> I'll have to take a closer look at all that in my copious free time
[15:14:34] <Valen> there many "series" out on it yet?
[15:14:36] <SWPadnos> man, I happened across a Samsung LED TV in Best Buy
[15:14:42] <SWPadnos> it's "holy shit" good
[15:14:44] <Valen> LED not LCD?
[15:14:55] <SWPadnos> I think it was LED backlit, but man was it thin
[15:14:58] <SWPadnos> 1.2"
[15:14:59] <Valen> ahh
[15:15:07] <Valen> LED tv would be awesome
[15:15:12] <SWPadnos> and bright, and had an excellent viewing angle
[15:15:25] <Valen> I'm looking at a 50" 1080P plasma when our current LCD blows
[15:15:30] <SWPadnos> there is one by Sony, a tiny OLED for $2500 or so
[15:15:40] <SWPadnos> oh, I wouldn't go with plasma myself
[15:16:02] <SWPadnos> they're bright, but they use a lot of power, and they're not all that much better than LCD these days
[15:16:13] <SWPadnos> for larger screens, I'd go with LED-illuminated DLP
[15:16:14] <Valen> I like SciFi stuff though
[15:16:19] <SWPadnos> (though they are larger)
[15:16:29] <SWPadnos> so you're concerned about dark levels?
[15:16:30] <Valen> lots of black backrounds with little spots of light on them
[15:16:39] <Valen> yeah
[15:16:49] <Valen> the new LCD's are really good
[15:16:50] <SWPadnos> yeah, that's one place where Plasmas do shine
[15:16:57] <Valen> but still plasma is "the best"
[15:17:00] <SWPadnos> I recently got a Vizio 42", and it's very nice
[15:17:10] <SWPadnos> hmmm. I don't think so. I'd say that DLP is the best
[15:17:20] <SWPadnos> but you can't hang it on the wall
[15:17:23] <Valen> I got a 38" pyrod LCD about 2 years ago for $1000 australian
[15:17:31] <Valen> DLP is projector yes?
[15:17:35] <SWPadnos> yes
[15:17:43] <Valen> never really liked them
[15:17:48] <Valen> they don't have the brightness
[15:18:11] <SWPadnos> with LED illumination, they make no noise (no spinning color wheel), and they give true color per pixel, rather than R next to G next to B
[15:18:44] <Valen> yeah but you cant watch them in a sunlit room
[15:18:53] <Valen> leads to a low WAF
[15:18:54] <SWPadnos> I have a 1080i rear projector, and if I could get the damned thing to not overscan so much, it would be much better than the LCD
[15:19:02] <SWPadnos> sure you can, they're very bright these days
[15:19:15] <Valen> lol yeah for billions of $$$ lol
[15:19:24] <SWPadnos> err, no
[15:19:41] <SWPadnos> DLP rear projectors are much less than plasmas once you get into the larger sizes
[15:19:46] <SWPadnos> less than LCDs even
[15:19:59] <Valen> nah I really dont like rear projectors
[15:20:03] <SWPadnos> there's a 65" DLP at Costco for $1399 - Mitsubishi
[15:20:05] <Valen> and i don't have that much room lol
[15:20:08] <SWPadnos> heh
[15:20:16] <SWPadnos> if it were LED lit, I'd buy it
[15:20:22] <SWPadnos> and dump this 55" RPTV on a friend :)
[15:20:30] <Valen> rear projectionions have always seemed to be fuzzy to me
[15:20:32] <SWPadnos> err, I mean give it away to a needy soul
[15:20:37] <Valen> lol
[15:20:51] <Valen> I want to get the 38" 1080P as my monitor again
[15:20:55] <SWPadnos> yes, they can be, but when you get the service manual, you see how to clean/tune them so they aren't
[15:20:56] <Valen> it was *awesome*
[15:21:15] <Valen> made first person shooters "immersive"
[15:21:20] <SWPadnos> heh
[15:21:27] <Valen> was also damn close to cheating
[15:21:40] <SWPadnos> we played some wii breakout game on the 55". i t looked good :)
[15:21:43] <Valen> headshots from 1Km range
[15:21:46] <SWPadnos> heh
[15:22:00] <Valen> yeah but your not sitting 30cm from it when your on a wii
[15:22:00] <SWPadnos> I used to play Wolf on this 3-monitor setup
[15:22:06] <SWPadnos> excellent peripheral vision there :)
[15:22:09] <Valen> heh cool
[15:22:16] <Valen> I only have 2 monitors atm
[15:22:25] <Valen> sucks I cant play games on both
[15:22:32] <SWPadnos> if Matrox had continued to develop video cards, I'd have kept with them
[15:22:48] <SWPadnos> well, this is the Parhelia, the 3 monitors all connect to one card and share the same 3D framebuffer
[15:22:59] <SWPadnos> it looks like a 3840x1024 screen to the software
[15:24:45] <Valen> the nvidia I'm using sees a 2048x1024 screen from my 2
[15:24:55] <Valen> I'm tempted to get another card and stick it in
[15:25:01] <SWPadnos> yep, using "TwinViewNoXinerama"
[15:25:04] <Valen> but i don't have any more monitors
[15:25:25] <Valen> I think i have th xinerama hints on
[15:25:28] <SWPadnos> I never liked looking at a seam in the middle of the playfield, so it's one or three monitors for me
[15:25:37] <Valen> yeah
[15:25:49] <Valen> trying to find a phone now
[15:26:31] <SWPadnos> the nvidia cards are fast enough now that I can run the older quake3 engine games at 3840x2400 and still get good frame rates
[15:26:43] <SWPadnos> which looks very cool in a 22" monitor
[15:26:48] <Valen> I mainly play urban terror
[15:27:15] <Valen> I was running it at 1080P with FSAA and all the other widgits turned to max
[15:31:10] <Jon_geo01005> So is anyone actually running EMC with a ATOM motherboard? Not just latency tests?
[15:31:30] <Optic> me
[15:31:37] <Optic> it works
[15:31:40] <Jon_geo01005> Any problems?
[15:31:44] <Optic> no problems
[15:31:53] <Optic> using the livecd
[15:32:00] <Optic> (installed to hdd)
[15:32:06] <Jon_geo01005> Hmm, I'm thinking of getting one.
[15:32:23] <Optic> intel's attom 330 board
[15:32:31] <Optic> of course the livecd only uses one core due to ancient ubuntu
[15:32:44] <Jon_geo01005> sure.
[15:32:51] <Optic> but it works fine
[15:33:19] <Jon_geo01005> What hardware are you running on it? seems like you had a 5i20?
[15:35:51] <Optic> oh, i'm just using the parallel port
[15:35:55] <Optic> which is 3.3v btw
[15:35:56] <Optic> :)
[15:37:58] <Jon_geo01005> Anybody seen one with more than one PCI slot?
[15:41:41] <Servos4ever> cradek_: I just noticed an unanswered question I missed earlier.
[15:41:43] <Servos4ever> I did run the LeBlond Tape Turn with it's original control for a while. I still have it. It's a GE550T. Resolver feedback geared from the ball screws. . With a second set of resolvers (...or synchros...) on the carriage that were wired in differential to the main ones. None of that software nonsense. The low level language of that era was solder and wire wrap. It has a tape reader, a...
[15:41:44] <Servos4ever> ...zillion thumbwheels for tool offsets, and a single row display sporting about a dozen Nixie tubes behind a red lens. Super handy to run. Oh yea.
[15:42:49] <cradek> mine was also a GE550 - it only half worked so it was an easy decision to remove it
[15:47:28] <Servos4ever> Same with mine. The handwheels were driven by a servo amp / joystick / speed pot setup that actually was quite handy. LeBlond called them PDR's. Powered Differential Resolvers. The main servos would "back peddle" to maintain position when the differential resolvers were turned - making the main axis move.
[15:48:22] <cradek> heh, neat.
[16:38:48] <motioncontrol> good morning.One question for var file.When i editing the var file and change the g54 origin and save file, which i do read at emc the new var file saved?
[16:39:09] <cradek> don't do that
[16:39:13] <cradek> use G10 L2 P1
[16:39:53] <SWPadnos> or are you trying to make separate var files with different offsets?
[16:40:19] <motioncontrol> no i use the original var file
[16:40:30] <SWPadnos> ok, then listen to cradek :)
[16:41:13] <motioncontrol> i read on doc the necessary the reset key on emc o restart the emc ?
[16:42:28] <SWPadnos> if you edit the var file while EMC is running, then your changes will probably be lost when EMC exits
[16:42:54] <SWPadnos> I think the only way to guarantee that EMC re-reads the var file is to restart EMC
[16:43:22] <motioncontrol> ok thanks SWPadnos.
[16:43:47] <cradek> but if you want to set the G54 origin, you can use touch off, or G10 L2 P1 - then you do not have to do any tricks.
[16:44:39] <motioncontrol> whit g10 l2 p1 i write the actual axis position in var file parameter?
[16:44:50] <motioncontrol> p1 = g54
[16:45:21] <motioncontrol> if i sue g10 L1 x ?
[16:45:52] <cradek> http://www.linuxcnc.org/docs/devel/html/gcode_main.html
[16:47:31] <motioncontrol> thanks for help i read before the help but i don't understand.whit g10 l2 p1 i read the parameter in var file for g54 and set emc for working the new offset or no?
[16:47:43] <dgarr> re: "real problem is holding the plexi down" -- hot melt glue on the periphery works, undo gently with heatgun
[16:49:49] <cradek> motioncontrol: G10 L2 moves the G54 origin point
[16:49:58] <cradek> sorry but I don't understand your exact question
[16:52:23] <motioncontrol> excuse for my english.i modification the g54 parameter in var file whit emc is run.For use in emc the new value the g54 offset i switch in mdi and write g10 l2 z or no?
[16:54:16] <cradek> do not edit the var file
[16:54:22] <cradek> especially do not edit the var file with emc running
[16:54:28] <cradek> instead, use the proper mdi command
[16:54:40] <cradek> the proper mdi command to move the G54 origin is G10 L2 P1
[16:55:45] <skunkworks_> eric_unterhausen:
http://imagebin.org/45765
[16:56:03] <skunkworks_> ^ off the livecd
[16:56:13] <skunkworks_> running a few hours
[17:02:58] <skunkworks_> oh - atom 330
[17:27:45] <SkinnYPuP> Can the g2/g3 arcs be reversed in lathe mode? I'm using 2.3 beta.
[17:31:48] <skunkworks_> revearsed?
[17:32:36] <SkinnYPuP> That Q prob sounded dumb, but I'm not used to seeing a g3 cut a clockwise arc
[17:38:06] <skunkworks_> x is plus away from the spindle and z is + away from the spindle.. G3 should be right...
[17:38:32] <skunkworks_> If my mental theory is right
[17:43:23] <cradek> SkinnYPuP: it is correct in 2.3 - you may have to lay on the floor and look up at it to convince yourself though.
[17:45:09] <SkinnYPuP> cradek: I was thinking it was correct for a clockwise spindle with the tool behind the part
[17:45:12] <cradek> I'm actually not joking - consider which way your X/Z go, and find Y using the right hand rule. If the X slide is in front of the work with positive X toward you, Y will point down toward the floor. You need to look at arcs from there to see them correctly.
[17:45:32] <cradek> that's right - if the tool is behind the part, you need to look from above (still positive Y direction according to the right-hand rule)
[17:46:24] <SkinnYPuP> Oh I can deal with it, just mentally used to seeing g2 as clockwise on axis mill, this is the first emc lathe i have done
[17:50:03] <cradek> they are still clockwise - it's just that cw/ccw swap when you look from the other side. So the gcode spec says which side you look from, and it's the positive end of the uninvolved axis (Y in the lathe case).
[17:52:09] <SkinnYPuP> Ok makes good sense
[17:52:43] <SkinnYPuP> Just backwards from the haas i learned on, haven't had a lot of lathe exposure to know any different.
[17:53:18] <cradek> did it have the tool in front or back/above?
[17:53:35] <SkinnYPuP> tool was on opperator side, sl20
[17:53:51] <SkinnYPuP> ccw spindle tool face up
[17:53:58] <cradek> hm, I'm surprised then
[17:54:21] <cradek> so if you moved your program to a machine with a back/above tool, you'd have to swap all your g2 and g3
[17:55:26] <SkinnYPuP> basically anything i used to program g2 is now g3
[17:56:55] <SkinnYPuP> Its no problem, just didn't know if there was a standard
[17:59:00] <cradek> http://www.cnczone.com/forums/showthread.php?t=68581
[17:59:48] <cradek> I can't find a manual or any programming info for haas sl20
[18:01:09] <cradek> here is a good summary with pictures:
http://www.denfordata.com/bb/viewtopic.php?t=754
[18:01:25] <cradek> you can see that the same part is programmed the same
[18:01:53] <SkinnYPuP> yep that illustration sums it up
[18:02:01] <Optic> moo
[18:02:36] <cradek> I think that's why the moved the tool to the back for cnc :-)
[18:19:51] <SkinnYPuP> I was mistaken about the haas configuration after looking in the book, turret is behind, ccw spindle, tool facing DOWN
[18:19:53] <SkinnYPuP> been a while
[18:27:37] <alex_joni> hmm.. interesting "schematic" extension:
http://picasaweb.google.at/SchmidiAUT/FreieSchaltzeichen#5278272000769425170
[18:59:07] <jepler> hi LawrenceG
[18:59:20] <LawrenceG> hi Jeff
[18:59:45] <LawrenceG> spring there yet?
[19:00:12] <jepler> yeah, pretty much
[19:01:27] <jepler> what's interesting this time of year is travelling just a bit further south (from lincoln to kansas city) and seeing how much more springlike it was at the time
[19:01:30] <LawrenceG> still cold here, but the grass is growing
[19:05:55] <skunkworks_> LawrenceG: get your parts?
[19:06:45] <LawrenceG> yup parts are here..... that's the evening project after seeing the tax man
[19:08:59] <toastatwork> i did not expect everyone in the office at work to agree to a paintball day
[19:09:22] <toastatwork> i was hoping for 4-5 people at best, not 15-20
[19:09:27] <toastatwork> woot.
[19:09:34] <SkinnYPuP> oooo blast em toast
[19:09:51] <toastatwork> srs
[19:13:23] <toastatwork> there was one girl in the office who got super indignant about it, i don't know why
[19:13:28] <toastatwork> "I WILL NOT PARTICIPATE IN THAT"
[19:13:30] <toastatwork> o well
[19:13:52] <SWPadnos> perhaps she had a relative killed in a war or something
[19:14:15] <toastatwork> perhaps
[19:14:15] <SWPadnos> or worse, maimed
[19:14:47] <jepler> LawrenceG: I guess I don't know exactly how much further north you are from me
[19:15:47] <SkinnYPuP> or is not a 'team player' in outdoor fun-sknny pup's girl
[19:16:55] <jepler> ah but thanks to the internet I do now
[19:16:59] <skunkworks_> jepler: he is on the map..
[19:17:01] <skunkworks_> ;)
[19:21:08] <skunkworks_> eric_unterhausen: 16443
[19:21:54] <pjm__> btw are "erickson type 419e" collets popular? I'm having a hard job finding a MT3 holder for them
[19:22:54] <cradek> never heard of them
[19:23:33] <pjm__> me neither! this is the problem...
[19:23:53] <cradek> ha
[19:25:09] <pjm__> but i have been offered 3 dozen or so
[19:25:41] <pjm__> for nothing, and it would get me away from using my chuck for everything (including rigid tapping)
[19:25:48] <archivist_attic> make a holder then!
[19:25:57] <jepler> you can't turn down free!
[19:26:19] <pjm__> hehh i'm sifting ebay at present looking for some holder!
[19:26:20] <cradek> is your spindle MT + drawbar?
[19:26:58] <pjm__> yeah
[19:27:01] <pjm__> MT3
[19:27:19] <pjm__> its a bog standard 'chinese mini mill head' from the little-machine-shop in the USA
[19:27:20] <archivist_attic> I currently use MT and drawbar to hold stuff
[19:27:24] <cradek> do you have a picture of the collets? seems like erickson wouldn't make their own - they would copy an existing design.
[19:27:52] <pjm__> http://www.rmcollet.com/erickson_collet.html
[19:27:52] <pjm__>
[19:27:52] <pjm__> Erickson Type 419e
[19:27:53] <cradek> I think you can get MT collets - might be a better solution in general
[19:28:03] <archivist_attic> MT collets are cheap £6 ish
[19:28:17] <skunkworks_> would it by chance be a da 180?
http://cgi.ebay.com/180-DA-COLLET-SIZE-23-32-REF-18_W0QQitemZ250406490318QQcmdZViewItemQQptZBI_Tool_Work_Holding?hash=item250406490318&_trksid=p3286.c0.m14&_trkparms=72%3A1205%7C66%3A2%7C65%3A12%7C39%3A1%7C240%3A1318%7C301%3A1%7C293%3A1%7C294%3A50
[19:28:20] <pjm__> free is < £6 tho!
[19:29:08] <skunkworks_> 8.DA Collet: 416E(DA30), 417E(DA20), 418E(DA10), 419E(DA18)
[19:29:23] <skunkworks_> sorry I ment da 30
[19:29:33] <skunkworks_> sorry I ment da 18
[19:29:35] <skunkworks_> heh
[19:29:37] <pjm__> hahh
[19:29:43] <pjm__> ok yeah that looks right
[19:30:34] <cradek> that will sure help your search
[19:31:01] <pjm__> thanks folks, yes it will indeed!
[19:34:11] <archivist_attic> as the collet is parallel 1 MT collets will grip all
[19:34:21] <skunkworks_> SWPadnos:
http://www.cnczone.com/forums/showthread.php?t=78514
[19:35:15] <maddash> RAWR!!!!!!!!
[19:35:28] <maddash> I finished my 60Hz AC integrity checker
[19:53:06] <skunkworks_> wow - open gl (glxgears) runs really smooth on the atom board
[19:53:14] <skunkworks_> even full screen
[19:53:23] <skunkworks_> (dapper)
[19:53:39] <Poincare> any ideas on how to measure the backlash on a mill?
[19:54:12] <SkinnYPuP> dial indicator and reverse direction incremental moves
[19:55:16] <archivist_attic> carefully
[19:55:43] <Poincare> yeah ok, but how do you know when you hit the other side of the backlash?
[19:56:07] <archivist_attic> dti inticator stats moving
[19:56:32] <Poincare> dti = ?
[19:56:44] <archivist_attic> dial test indicator
[19:56:57] <skunkworks_> you run against the indicator - start jogging say .001 the opposite direction until the indicator starts moving again. How far you had to move it befor the indicator moved is the backlash
[19:57:21] <skunkworks_> * skunkworks_ wonders if that made sense
[19:57:23] <SkinnYPuP> I move the axis until the dial indicator is loaded .1", then move another .1" to verify the scale is correct, then move in the oppisite direction .1" and the backlash will appear as the dial indicator showing less than .1" travel
[19:57:31] <gefink> by
[19:57:48] <SkinnYPuP> SkinnYPuP, hopes that made sense
[19:58:11] <archivist_attic> less/plus spring in the indicator holder
[19:59:21] <SkinnYPuP> archivist is right, a more sensitive indicator to get the last bit, try it several places on the screw also
[19:59:33] <Poincare> so it's still a combination of human feeling and good eyes
[20:00:03] <skunkworks_> no - not with a dial indicator.. (we are not talking a caliper)
[20:00:37] <archivist_attic> * archivist_attic hugs his 10ths indicators
[20:00:51] <SkinnYPuP> No not a caliper
[20:01:26] <archivist_attic> caliper==guessing stick
[20:02:18] <archivist_attic> although some of the digitals are getting very good
[20:02:26] <Poincare> Well, I was thinking... If I set the backlash compensation to 0 in the emc config and then mill a square in some material, making it bigger from center to sides
[20:03:01] <skunkworks_> http://www.use-enco.com/CGI/INSRIT?PMAKA=605-4060&PMPXNO=948816&PARTPG=INLMK3
[20:03:07] <Poincare> should't the size of the square be equal to the designed measures minus the x/y backlash?
[20:04:24] <archivist_attic> no, depends on vibration and directions
[20:05:34] <Poincare> hmmm, if the error due to vibrations is bigger than the backlash i'd better look for another mill :-)
[20:06:49] <skunkworks_> how big of a machine is this?
[20:06:49] <archivist_attic> no but a square in some gcode needs to control direction, also machine spring can be large
[20:07:45] <Poincare> it's a proxon MF70
[20:09:57] <archivist_attic> small, spring can be significant
[20:11:44] <archivist_attic> and not steel? so a dti magnetic base wont stick
[20:11:51] <Poincare> and on a small machine the weight of the table, strength of the material, ... also influence the spring
[20:12:00] <SkinnYPuP> Don't climb mill with a lot of backlash ;o)
[20:12:45] <archivist_attic> I have backlash and write my gcode to NOT climb
[20:13:11] <SkinnYPuP> same here
[20:13:27] <Poincare> what do you mean with 'climg'?
[20:13:40] <Poincare> * Poincare sees someone climbing onto the machine
[20:13:59] <SkinnYPuP> http://images.search.yahoo.com/images/view?back=http%3A%2F%2Fimages.search.yahoo.com%2Fsearch%2Fimages%3Fei%3DUTF-8%26p%3Dclimb%2520milling%26fr2%3Dtab-web%26fr%3Dmoz2&w=480&h=403&imgurl=www.sperdvac.org%2Fcutting_speeds_and_feeds%2Ftools_climb_milling.jpg&rurl=http%3A%2F%2Fwww.sperdvac.org%2Fcutting_speeds_and_feeds%2Fcutting_speeds_and_feeds.htm&size=12.8kB&name=tools_climb_mill...&p=climb+milling&oid=85bf5955f8c45086&no=1&tt=52&si
[20:13:59] <SkinnYPuP> gr=12dfg93il&sigi=121vkh6j1&sigb=12ri0qgu1
[20:14:24] <SkinnYPuP> sorry
[20:14:26] <SkinnYPuP> http://www.sperdvac.org/cutting_speeds_and_feeds/tools_climb_milling.jpg
[20:15:21] <Poincare> ah ok :)
[20:16:50] <SkinnYPuP> it will pull up the slack in the backlash and the chipload will be too much . Break the cutter or look like crap at a minimum
[20:17:06] <Poincare> ok, got some ideas now to find out why my circles look like eggs :-)
[20:17:38] <SkinnYPuP> hmmm is the pitch of the x and Y axis screws the same as well as the scale in your ini ?
[20:17:46] <archivist_attic> backlash causes oval shape
[20:18:23] <SkinnYPuP> ohhh it most certainly will when set to 0 on a machine with backlash
[20:18:54] <Poincare> sorry, was referring to eggs as they look now: oval, nog egg-like as 30 years ago
[20:22:02] <Poincare> SkinnYPuP: damned, it's a metric Y axis and imperial X axis :-)
[20:22:10] <SkinnYPuP> I have a dro on my mill as well , cutting full circles leaves tiny marks @ 12,3,6,and 9 oclock, so i hog undersize and use the dro/boring head to manually bring true
[20:22:21] <SkinnYPuP> thats no problem, just work the scale out
[20:22:41] <Poincare> no, pitch and settings are the same
[20:23:00] <Poincare> just seems that i don't find the right backlash
[20:23:05] <jepler> slight backlash can appear like marks at the quadrants
[20:23:25] <jepler> only severe backlash makes the circle look very "flattened"
[20:24:44] <Poincare> maybe it's just me, expecting everything to be perfect
[20:25:18] <SkinnYPuP> It will look far from perfect until you get the backlash correct
[20:26:18] <Poincare> well, if i show the pieces to someone else they're impressed, and i'm complaining about a cirkel :-)
[20:28:21] <SkinnYPuP> if the machine has metric on Y and standard on X , whats a full revolution of each in travel?
[20:28:24] <Poincare> but maybe i'm wrong, but i thought the learned me to use 'non climbing' cutting for wood and 'climbing' for metals
[20:29:09] <Poincare> SkinnYPuP: that was a joke about the metric/imperial axis
[20:29:18] <SkinnYPuP> OH ok
[20:29:36] <Jon_geo01005> How big are the parts you are making?
[20:29:56] <Poincare> SkinnYPuP: and where i live its 'if the machine has standard on Y and imperial on X , whats a full revolution of each in travel?'
[20:30:54] <Poincare> Jon_geo01005: mostly 1 - 2 inches wide/long
[20:32:14] <Jon_geo01005> Have you measured the maximum difference in diameter of the part?
[20:33:35] <Poincare> yes
[20:33:47] <Poincare> but it's not consistent
[20:34:32] <Jon_geo01005> perhaps a range? like .005" or like .050"?
[20:35:28] <Jon_geo01005> By the way, I'm just curious now.
[20:36:25] <Poincare> 0.002"
[20:38:12] <Poincare> maybe 0.004" sometimes
[20:38:52] <Poincare> but if i compensate it, start over again i can't even measure the faults any more
[20:39:51] <Poincare> if i start on something else the next day, it's again noticable, i recompensate (litlle more/less) and it looks ok again
[20:40:17] <Jon_geo01005> Cutting the same part twice? or two different parts.
[20:40:26] <Poincare> different parts
[20:41:07] <SkinnYPuP> steppers?
[20:41:10] <Poincare> so, might it be the spring that's just not fit for the job?
[20:41:19] <Jon_geo01005> Missing steps?
[20:42:18] <Poincare> if they're missing steps it's very consequent on where and when
[20:44:50] <Poincare> i can mill a part of a cilinder, move the table arount as much as i want, go back to mill the rest of the cylincer, afterwards i even can't locate where i paused the process
[20:46:31] <SkinnYPuP> Are you talking about after a power down or closing emc ?
[20:47:17] <Poincare> no, power on, emc on
[20:48:02] <Poincare> but if i was loosing steps, i would assume that the flattened edge doesn't result in a perfect vertical line
[20:48:41] <Poincare> i guess it would be more of a rough edge
[21:22:10] <alex_joni> good night all
[21:22:24] <jepler> see you alex_joni
[21:33:38] <FlyingElectron> hi all! Is there a way to read the current G10 coordinate origins from GCode? I looked through the docs but didn't see anything obvious. I'm trying to convert the absolute machine coordinates to current coordinates.
[21:35:29] <jepler> Those are stored in parameters. the documentation gives the parameter numbers.
[21:35:38] <jepler> they're in machine units, not g20/g21 units
[21:36:22] <jepler> http://linuxcnc.org/docs/2.2/html/common_machining_center.html#sub:Parameters
[21:37:08] <FlyingElectron> I figured out how the G92 offsets were stored from
http://www.linuxcnc.org/docview/html//gcode_main.html#sub:G92,-G92.1,-G92.2,
[21:37:37] <FlyingElectron> but didn't find anything similar for G10
[21:37:53] <jepler> did you look at that link ^^
[21:38:15] <FlyingElectron> yes
[21:38:27] <FlyingElectron> would the G10 origin be stored at 5221-5229 for the first coordinate system?
[21:38:48] <FlyingElectron> hmm, that just hit me like a brick wall
[21:38:51] <FlyingElectron> it was there all the time
[21:38:56] <FlyingElectron> let me try it
[21:38:59] <jepler> bbl
[21:41:56] <FlyingElectron> Thanks jepler! That link was what i needed!
[22:08:41] <Paragon27> Hello All I have a quick question regarding granite vs iron surface plates...
[22:10:48] <eric_unterhausen> the answer is yes
[22:11:12] <Paragon27> Mmmm!
[22:12:50] <Paragon27> If one was choose between an iron surface plate or a granite plate what would be preferable?
[22:19:01] <jepler> the wikipedia article talks about some of the differences
http://en.wikipedia.org/wiki/Surface_plate
[22:19:18] <jepler> I imagine it would be down to price for the grade you want
[22:19:23] <toastydeath> unless you do machine repair, choose granite
[22:20:27] <toastydeath> it is superior to iron in every way except for scraping purposes (both spotting and self-repair)
[22:21:44] <Paragon27> I was looking at this one
http://www.chronos.ltd.uk/acatalog/info_VSG05.html I wish to use it for various things including a ref for scraping slideways etc using engineers blue ...
[22:23:11] <toastydeath> that is a little bit more involved than just picking up a surface plate
[22:24:41] <toastydeath> i would suggest sizing your plate for whatever OTHER purposes you have
[22:25:26] <toastydeath> or if you are only buying it for scraping, buy a camelback straightedge first
[22:25:37] <toastydeath> so you know how big of a plate you need before you go buying anything
[22:26:42] <toastydeath> because it would be a total bummer if you got a 11"x11" plate and got a 24" straightedge
[22:28:03] <Paragon27> toastydeath: I agree... The parts will be fairly small and will be infrequent with regards to scraping most of the work willl be marking out etc but I wanted to be sure that granite plates could be used with engineers blue ie rolled on for the purpose of reference.
[22:28:22] <toastydeath> you can roll on any granite plate, it just doesn't spot well
[22:28:32] <toastydeath> but it does spot.
[22:30:04] <Paragon27> I've seen this plate on ebay which is fairly cheap (grade 0)
http://cgi.ebay.co.uk/Granite-Surface-Plate-12-x-9-x-3-Grade-0_W0QQitemZ290308275920QQcmdZViewItemQQptZUK_Measuring_Tools_Levels?hash=item290308275920&_trksid=p3286.c0.m14&_trkparms=72%3A1688|66%3A2|65%3A12|39%3A1|240%3A1318
[22:30:59] <Paragon27> The previous plate (black one) cost 99.00UKP
[22:31:42] <Paragon27> So a great deal more expensive than the ebay one at 34ukp inc shipping
[22:48:06] <ds3> isn't granite somewhat porus and would retain some of the blueing?
[22:48:32] <eric_unterhausen> probably no big deal if it does
[22:48:50] <eric_unterhausen> the guys next door with their 3' thick slabs have some miscoloring
[22:49:38] <toastydeath> it does retain bluing, and doesn't come out
[22:49:43] <toastydeath> but it doesn't affect anything but the color
[22:55:06] <Paragon27> Thanks for the info everyone... It's late here so off to bed... CU
[22:57:26] <eric_unterhausen> anyone know a UK source for small pieces of stainless steel?
[23:16:07] <fenn> butter knives
[23:37:37] <eric_unterhausen> good one, but too small
[23:53:01] <JymmmEMC> used restraunt supply
[23:56:01] <eric_unterhausen> I might note that Americans probably can't answer the question
[23:58:17] <SkinnYPuP> lol find an old delorean
[23:59:54] <dareposte> are there seriously no metals suppliers around the UK
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}