Back
[00:28:01] <FoZ> Hello, i work in a very small shop in norfolk/eastern Virginia.. we cut pile driving jaws, generally around 9 inch, with an old bridgeport milling machine
[00:28:20] <FoZ> ive only been working with the machine for a month maybe
[00:28:33] <FoZ> and i have no prior knowledge of any sort of machine work
[00:28:37] <FoZ> im a fitter/welder
[00:28:54] <FoZ> but bossman sat me in the stool and showed me the process to face off and cut jaws
[00:29:07] <FoZ> well, the process we have may be flawed
[00:29:14] <FoZ> tooling could possibly be wrong
[00:30:02] <FoZ> if anyone with any experience with this sort of machine and the tooling required, help me out please, otherwise im sorry for my waste of bandwidth.
[00:31:24] <FoZ> by the way, my boss is also a welder, he welds the height of the jaw back up
[00:31:37] <FoZ> and we really are in the dark here
[00:32:50] <fenn> some pictures would help
[00:32:55] <FoZ> yes well
[00:33:07] <FoZ> i was hoping i was writing all of this in a channel
[00:33:14] <FoZ> but i can take my digital camera in tomorrow
[00:33:34] <FoZ> still have... i think 20 teeth to cut in a fixed jaw
[00:33:54] <FoZ> i will say
[00:33:57] <FoZ> its alot of guess work
[00:34:08] <fenn> i would probably just do it with an angle grinder
[00:34:13] <FoZ> ...
[00:34:15] <fenn> i mean, you're going to be slamming it into dirt
[00:34:21] <FoZ> yes well
[00:34:23] <fenn> doesn't matter if it's precise
[00:34:25] <FoZ> we charge a pretty penny
[00:34:28] <FoZ> to produce
[00:34:30] <FoZ> shiney
[00:34:32] <FoZ> fucking
[00:34:36] <FoZ> pretty perfect jaws
[00:34:47] <fenn> ah well if that's your business model then keep at it
[00:34:50] <FoZ> but they are never exact
[00:34:52] <FoZ> well
[00:34:58] <FoZ> they pay to have them almost new
[00:35:03] <FoZ> lets say that
[00:35:09] <FoZ> bossman has some nice contracts ;p
[00:35:35] <FoZ> but eh, what really kills me
[00:35:50] <FoZ> is turning the head on a 45, to cut teeth
[00:35:55] <fenn> http://4.bp.blogspot.com/_C5baAbh5DW4/SHb2XhDdR2I/AAAAAAAAACE/1DnARRoyU58/S220/shark+piledriver.jpg
[00:35:59] <FoZ> you have to guess the depth
[00:36:02] <FoZ> just keep raising
[00:36:10] <FoZ> and a small lip will form on the right side of the cut
[00:36:16] <FoZ> on the jaws surface
[00:36:16] <fenn> god i love the internet
[00:36:19] <FoZ> yes
[00:36:45] <FoZ> anyways, i will bring pictures of it tomorrow
[00:37:03] <FoZ> thats just
[00:37:05] <FoZ> interesting
[00:37:11] <FoZ> more so when stoned, i may say :D
[00:37:33] <fenn> <- high on breakfast cereal
[00:37:37] <FoZ> awesome
[00:37:45] <FoZ> so are you an iron worker also?
[00:37:54] <FoZ> i didnt think there were many of us online ;<
[00:38:02] <FoZ> thought they were all redneck hillbillies
[00:38:14] <FoZ> and didnt know how to use a kom pu tik or
[00:38:21] <FoZ> >.>
[00:38:25] <fenn> i'm a mad scientist
[00:38:30] <FoZ> oh even better!
[00:38:53] <FoZ> youre more likely tripping on neverending acid
[00:39:03] <FoZ> and dude, let me tell you. that shit never ends.
[00:39:15] <fenn> nah i mostly consume food
[00:39:20] <FoZ> ah nice
[00:40:41] <FoZ> but seriously
[00:40:45] <FoZ> what do you do
[00:40:48] <FoZ> like math or some shit?
[00:40:53] <FoZ> because, i suck at math :<
[00:41:04] <fenn> i mostly chat on IRC
[00:41:08] <FoZ> Ah
[00:41:16] <FoZ> so how did you end up in here then? O.o
[00:41:30] <SkinnYPuP> lol
[00:41:32] <fenn> it was part of the plan to have robots take over the world
[00:41:37] <FoZ> Ahhh
[00:41:39] <FoZ> i got you.
[00:41:55] <FoZ> im clueless, so yeah, time to go sleep
[00:41:56] <FoZ> later.
[00:42:04] <skunkworks> * skunkworks thinks fenn is on more than cereal
[00:42:11] <FoZ> i think so too
[00:42:14] <FoZ> and im not even tired
[00:42:23] <FoZ> fenn confuses the shit out of me.
[00:42:39] <fenn> i'm just here to help
[00:42:40] <skunkworks> cnczone.com may be a better place to ask your questions.
[00:42:47] <FoZ> thanks
[00:43:01] <FoZ> lol, sorry for the bother, and fenn you are strange my friend.
[00:43:16] <FoZ> but eh
[00:43:18] <FoZ> the machine
[00:43:20] <FoZ> it isnt cnc
[00:43:28] <FoZ> its motor driven table
[00:43:30] <FoZ> manual
[00:43:39] <FoZ> with a digi readout for x and y
[00:44:27] <fenn> i'd suggest making a 45 degree block to bolt to the table instead of swiveling the head each time
[00:44:41] <SkinnYPuP> SkinnYPuP, seconds that
[00:45:04] <toastydeath> ?
[00:45:05] <fenn> you could make it really big and then bolt all four jaws on at once (or however many there are)
[00:45:44] <toastydeath> hot
[00:45:46] <toastydeath> oops
[00:45:46] <FoZ> what?
[00:45:47] <toastydeath> wrong window
[00:46:02] <FoZ> im not uh
[00:46:05] <FoZ> following that
[00:46:15] <FoZ> i would like to not have to adjust that bitch
[00:46:17] <FoZ> twice a day
[00:46:21] <FoZ> that head is heavy lol
[00:46:27] <FoZ> its a big bitch :<
[00:47:02] <FoZ> http://www.p-h-s.co.uk/Bridgeport/bridgeport-mill.jpg
[00:47:10] <FoZ> think of something like that to give you an idea
[00:47:41] <FoZ> that machine is actually alot like the one in the shop
[00:47:45] <toastydeath> a knee mill
[00:47:47] <FoZ> a few minor differences
[00:47:50] <FoZ> hm?
[00:47:59] <toastydeath> just say you have a knee mill
[00:48:07] <FoZ> never heard that before
[00:48:10] <toastydeath> it'll make it easier to understand what you have for future discussion
[00:48:10] <FoZ> my boss isnt a machinist
[00:48:13] <SWPLinux> that bridgeport mill is in a class of machines called knee mills
[00:48:17] <FoZ> he used to run an operation like this before
[00:48:24] <FoZ> and sold his shit, like 10 years ago
[00:48:35] <FoZ> just bought this machine for cheep, jury rigged it to cut jaws
[00:48:38] <FoZ> and it makes money
[00:48:39] <FoZ> lol
[00:48:40] <SWPLinux> because they have a movable lower support for the table, which is called a knee
[00:48:47] <FoZ> ahhh
[00:48:49] <FoZ> :D
[00:48:50] <toastydeath> foz: if you have to adjust the head a lot, something is wrong
[00:48:54] <toastydeath> either in technique or with the machine
[00:48:59] <FoZ> really?
[00:49:00] <FoZ> ok
[00:49:02] <SWPLinux> if you ever adjust the head, you're probably wrong :)
[00:49:03] <FoZ> this is perfect
[00:49:06] <toastydeath> we have six of those and none of them ever go out, even the broken ones
[00:49:08] <FoZ> i love you people!
[00:49:09] <SWPLinux> (unless you're tramming it)
[00:49:10] <FoZ> ok umm
[00:49:20] <FoZ> anyways
[00:49:30] <FoZ> so the 45 deg. block is the way?
[00:49:38] <SWPLinux> if you need to mill a pocket at an angle, then you should make a jig to hold the work, like fenn said
[00:49:41] <SWPLinux> yes
[00:49:44] <FoZ> just toss it under the jaw in the table?
[00:49:45] <SWPLinux> by far
[00:49:49] <SWPLinux> err
[00:49:50] <FoZ> but emm
[00:49:58] <SWPLinux> I'd have to read back too far to answer that :)
[00:50:00] <FoZ> how would we measure each cut?
[00:50:11] <SWPLinux> the quill still works
[00:50:17] <SWPLinux> as does the depth stop
[00:50:18] <FoZ> O.o
[00:50:31] <FoZ> umm
[00:50:37] <FoZ> not sure about the z stop
[00:50:41] <SWPLinux> so you make a jig that holds the parts in the right spot so you always use the same depth on the depth stop
[00:50:44] <FoZ> but x is a little worn
[00:50:46] <FoZ> and i never use y
[00:51:09] <FoZ> well
[00:51:21] <FoZ> usually i have to blindly find the depth of the tooth
[00:51:33] <FoZ> and that seems strange, because this is supposed to be very precise
[00:51:38] <FoZ> and eh
[00:51:55] <FoZ> i pretty much cut about 1 turn from the top of the faced off jaw
[00:52:04] <FoZ> thats idk about 1/8th maybe less
[00:52:22] <FoZ> then i just keep going down until i see a little lip form in the right side of the cut
[00:52:32] <FoZ> has something to do with the carbide cutter
[00:52:33] <FoZ> s
[00:52:48] <FoZ> 4 of them, kindof square shaped
[00:53:06] <FoZ> rotate them with a torqs wrench
[00:53:15] <FoZ> sorry, i dont know the names of any of this stuff
[00:53:21] <FoZ> all i can do is describe :<
[00:53:22] <FoZ> anyways
[00:54:02] <FoZ> idk
[00:54:06] <FoZ> that block idea is nice
[00:54:11] <FoZ> but eh, my boss is a simple man
[00:54:13] <fenn> ok just stop before you offend the machinists
[00:54:15] <FoZ> and a big idea like that
[00:54:18] <FoZ> will scare him
[00:54:19] <SWPLinux> how heavy is the workpiece?
[00:54:20] <FoZ> im sorry
[00:54:24] <FoZ> heavy?
[00:54:30] <SWPLinux> the thing you're making
[00:54:32] <FoZ> eh only 2 employees
[00:54:35] <FoZ> oh
[00:54:36] <FoZ> umm
[00:54:42] <FoZ> idk about 35-50 lbs
[00:54:43] <FoZ> depends
[00:54:50] <fenn> i think this is a picture of what he's working with
http://myconstructionphotos.smugmug.com/gallery/477972_FXsXm/1/18213879_kC5H7/Large
[00:54:58] <fenn> the round pads
[00:55:01] <SWPLinux> you could get a "dividing head", or other form of rotary table
[00:55:17] <FoZ> uh no
[00:55:22] <FoZ> thats not at all
[00:55:24] <FoZ> hold on
[00:56:45] <SWPLinux> bbl
[00:59:10] <FoZ> k well
[00:59:21] <FoZ> anyways, i cant find any pictures, im not sure what it would be called
[00:59:35] <FoZ> but i can describe, square shaped
[00:59:41] <FoZ> about 10 inches long
[00:59:43] <FoZ> 8 wide
[00:59:53] <FoZ> with two rows of teeth on either side
[00:59:59] <FoZ> each row has 11 teeth
[01:00:07] <FoZ> about 3 qtr of an inch from the last
[01:00:23] <FoZ> they are cut square with the jaw
[01:00:25] <FoZ> and all of that
[01:01:08] <FoZ> if you cant gather a good idea of what im talking about, i will just take the digi cam in tomorrow and snap a few
[01:01:21] <FoZ> the head is on a 45 right now actually
[01:01:30] <FoZ> is it a bad idea to leave it like that overnight?
[01:01:43] <fenn> no
[01:01:47] <FoZ> stress on the bolts?
[01:01:48] <FoZ> oh ok
[01:01:49] <FoZ> ;o
[01:02:02] <fenn> it's bad to set it to 90 if it's not really 90
[01:02:11] <FoZ> ah
[01:02:38] <fenn> because then someone comes along and things the head is set correctly
[01:02:51] <SWPLinux> it can be bad depending on which way you turn it, I think the oil can leak out
[01:03:04] <FoZ> to the right
[01:03:09] <FoZ> 45 deg.
[01:03:11] <FoZ> twice a day
[01:03:16] <FoZ> sometimes more ;p
[01:03:21] <FoZ> not often
[01:03:43] <FoZ> brb drink
[01:16:12] <skunkworks> there - added the testpoint
http://imagebin.ca/img/nZQXnB.png
[01:17:23] <skunkworks> (and top pour for the lower current sense resistor connection to the BA cap)
[01:18:45] <FoZ> what and the hell?
[01:18:54] <FoZ> see, i can program
[01:18:57] <FoZ> decent with php
[01:19:03] <FoZ> but that... is eh out there
[01:19:12] <FoZ> software that you make chips with?
[01:19:17] <FoZ> like autocad
[01:19:55] <FoZ> sorry
[01:20:00] <FoZ> im going afk :<
[01:20:06] <fenn> omg skunkworks U R so 1773
[01:20:14] <FoZ> im just... really trying to not feel retarted
[01:20:14] <FoZ> ;o
[01:24:16] <PCW> BJT around?
[01:30:10] <SWPLinux> holy. shit.
[01:30:17] <skunkworks> ?
[01:30:26] <SWPLinux> I am amazed that Fox News is allowed on the air
[01:30:35] <skunkworks> heh
[01:31:10] <SWPLinux> I didn't realize it was possible to pack that much disinformation into so little time
[01:31:50] <skunkworks> hannity?
[01:31:53] <SWPLinux> yep
[01:32:18] <SWPLinux> even worse than O'Reilley
[01:32:25] <SWPLinux> or whatever his name is
[01:34:26] <skunkworks> heh - Rachael is the bomb! :)
[01:36:54] <SWPLinux> ?
[01:38:23] <skunkworks> Rachel Maddow Show
[01:38:37] <skunkworks> msnbc
[01:38:54] <SWPLinux> oh her. yep, I've seen her show this trip :)
[01:50:06] <skunkworks> still no smoke - and the current limit seems to be as symetrical as I can test.
[01:50:35] <skunkworks> *measure
[02:03:24] <SkinnYPuPp> I'm setting up a stepper lathe, is there a way to get axis diameter display to show the same as the Xvalue programed or entered in mdi?
[02:04:21] <SWPLinux> are you using 2.3beta or 2.2.8 or???
[02:06:04] <SkinnYPuPp> 2.2.8
[02:06:26] <SWPLinux> ok. 2.3 has G7/G8, which let you program in radius or diameter
[02:06:38] <SWPLinux> otherwise, I think you get radius only
[02:07:22] <SWPLinux> I don't know if I answered a question, or if it was the right one :)
[02:08:05] <SkinnYPuPp> ok I can deal with that, I have the step count so X moves 1/2 command amt to effectively arrive there
[02:08:21] <SWPLinux> careful if you program any arcs
[02:08:28] <SWPLinux> not that you probably would, but still
[02:10:04] <SkinnYPuPp> Ok so the way i'm going about it is going to change the R of an the arc too then ?
[02:10:14] <SWPLinux> uh
[02:10:33] <SWPLinux> you'll get 2:1 ellipses
[02:10:44] <SWPLinux> when EMC thinks it's making circular arcs
[02:11:16] <SWPLinux> come to think of it, I don't know how arcs work with G7/G8, though I do recall some discussion of the issue
[02:12:19] <SkinnYPuPp> hmmm
[02:14:27] <SkinnYPuPp> What are other emc/lathe users doing with their setups?
[02:14:43] <SWPLinux> no idea :)
[02:14:56] <SWPLinux> one day I'll have an idea - like when I retrofit my HNC
[02:15:21] <SkinnYPuPp> oooooo SkinnYPuP wants hardinge , drool
[02:15:33] <SWPLinux> heh
[02:31:02] <cradek> use 2.3 if you want diameter mode
[02:31:06] <cradek> it works great
[02:47:41] <mshaver> Using AXIS, lathe mode, beta1, I noticed that when a tool length offset (X and/or Z) has been set (to a value other than zero) and is active (G43H...), that the "Machine Position" view takes the tool offset into account. A G53 move still references the raw machine position. Is this correct?
[02:48:02] <toastydeath> it should
[02:48:09] <mshaver> why
[02:48:11] <SWPLinux> ummm. have you tried it?
[02:48:13] <SkinnYPuPp> cradek, are I&k incremental in g7?
[02:48:30] <toastydeath> mshaver: machine coordinates are the master coordinates all other offsets are applied to
[02:48:32] <SWPLinux> I wouldn't think so - doesn't G53 just mean "G54 for this line"?
[02:48:41] <cradek> in 2.3 i/k can be absolute or incremental, according to your g90.1/g91.1 setting
[02:48:52] <toastydeath> to move in machine coordinates means to disregard every coordinate offset applied
[02:48:55] <jepler> g7?
[02:49:06] <SWPLinux> g7/g8 are diameter/readius
[02:49:08] <SWPLinux> radius
[02:49:16] <SWPLinux> or radius/diameter - I don't know which is which
[02:49:26] <jepler> ah ok
[02:49:28] <cradek> mshaver: sorry, which part of your question is the question? you said a lot of things at once
[02:49:45] <mshaver> toastydeath: but not tool length offsets?
[02:50:11] <toastydeath> tool length offsets are, by definition, offsets
[02:50:27] <mshaver> The question is: Should the machine coordinates display be affected by active tool length offsets?
[02:50:51] <toastydeath> machine coordinates should not be affected, but the absolute coordinates should be.
[02:52:00] <mshaver> toastydeath: by absolute, do you mean relative? Speaking here of the two possible display modes in AXIS under the _V_iew menu.
[02:52:02] <cradek> I can see an argument for either way
[02:52:29] <cradek> the arugment for the current behavior is "tool offset moves the tool tip, relative coordinates move the program"
[02:52:56] <toastydeath> mshaver: i don't know how emc labels it's coordinate systems
[02:53:10] <mshaver> cradek: I just don't remember the mill version acting like this.
[02:53:15] <toastydeath> but the standard is absolute being the current work offset + tool offset
[02:53:27] <toastydeath> relative is (usually) a DRO available to the operator
[02:53:34] <SWPLinux> mshaver: do lathe and mill act differently from each other for you?
[02:53:42] <SWPLinux> or just "not like you remember" :)
[02:53:50] <cradek> sounds easy to test - I'm trying it
[02:54:18] <mshaver> toastydeath: OK, you're talking about what we call relative. I've seen it referred to as absolute as well with other controls.
[02:54:27] <toastydeath> what other controls?
[02:54:36] <toastydeath> oh, nevermind
[02:54:38] <toastydeath> i see what you are saying
[02:54:58] <mshaver> SWPLinux: my memory is always challengable...
[02:55:02] <cradek> mshaver: I don't see any difference between how lathe and mill configs work
[02:55:12] <mshaver> toastdeath: non EMC controls...
[02:55:25] <toastydeath> right
[02:55:26] <cradek> if I have TLO but not G54 offset, # does not change anything in the view or dro
[02:56:02] <mshaver> well, I remember wrongly, or so far back it doesn't matter! ;)
[02:56:10] <SWPLinux> heh
[02:56:20] <cradek> other guis may very well do it differently
[02:56:41] <mshaver> I might try it in TkEMC
[02:56:42] <cradek> there are just so many offsets and coordinate systems and units and ... and ...
[02:56:51] <mshaver> I know...
[02:57:02] <cradek> and guis! :-)
[02:57:08] <jepler> hm, here's a surprise for me -- g43.1 i1 / g43.1 k1
[02:57:13] <cradek> written by different people over different decades
[02:57:17] <jepler> you end up with a tool offset in X and Z after those
[02:57:27] <jepler> I kind of expected the second command to reset the X offset since it doesn't specify it
[02:57:37] <SWPLinux> were there two questions originally? (how is G53 displayed, vs. where does the machine go, using G53)
[02:57:44] <toastydeath> swplinux: yes, there were
[02:57:54] <cradek> jepler: compare g1 x1 / g1 z1
[02:58:25] <cradek> jepler: or at least I think that's what I was thinking at the time
[02:58:32] <mshaver> a g53 command moves to a location referenced to "machine zero", which is usually "home".
[02:58:46] <cradek> * cradek shrugs and points at the reference implementation
[02:58:47] <SWPLinux> right - it's "g54 for this line, please"
[02:58:58] <cradek> SWPLinux: no, not g54
[02:59:05] <mshaver> no, G54 can be offset
[02:59:07] <cradek> explicitly means not g54 (or any other g5x system)
[02:59:15] <SWPLinux> oh right, machine, like without G92
[02:59:30] <mshaver> and I thought it meant and no tool offsets either.
[02:59:33] <SWPLinux> there are so many offsets ... :)
[02:59:42] <toastydeath> there are only a few offsets!
[02:59:47] <cradek> mshaver: yes g53 DOES mean that
[03:00:07] <mshaver> oh tea, your right, sorry...
[03:00:17] <mshaver> not tea, yea
[03:00:19] <SWPLinux> I'll have coffee, thanks
[03:00:26] <cradek> I'll take either, but hot
[03:00:32] <SWPLinux> hmmm
[03:00:37] <cradek> mshaver: are you coming to fest in may?
[03:01:07] <SWPLinux> * SWPLinux thinks it depends on motel prices :)
[03:01:27] <mshaver> And another thing! I noticed that doing a touch off for a tool also causes an automatic G43H(tool#).
[03:01:38] <mshaver> fest=yes
[03:01:40] <cradek> I see what you mean about how AXIS says "Machine" coordinates, but includes TLO. If you call G53 "move in Machine coords" you've got some confusion there
[03:01:51] <mshaver> cradek: yes
[03:01:56] <cradek> mshaver: yes, that's a feature (auto g43)
[03:02:12] <mshaver> I thought so, not a bad idea!
[03:02:14] <cradek> mshaver: otherwise the dro won't change and you'll be baffled (IMO)
[03:02:44] <toastydeath> what happens if you're touching a tool off at multiple offsets
[03:02:45] <cradek> and after you touch off, you ought to be able to go ahead and use the tool
[03:03:06] <cradek> toastydeath: mshaver's talking about setting the tool length, not coordinate offsets
[03:03:12] <toastydeath> i am talking about tool length
[03:03:12] <mshaver> except I changed to View/machine coords and that didn't change either, and then I was baffled
[03:03:26] <SWPLinux> emc2 has only one length offset
[03:03:28] <cradek> mshaver: I follow you now
[03:03:44] <toastydeath> swplinux: no, it has one for each tool at least
[03:03:56] <toastydeath> what if i want tool one to have two different H values?
[03:03:58] <SWPLinux> sure, but each tool has only one
[03:04:05] <SWPLinux> um
[03:04:13] <toastydeath> we have programs where some tools have three heights
[03:04:15] <cradek> toastydeath: you'd have to load T1 and T10 and touch them off
[03:04:21] <mshaver> Actually, lathe mode has both X and Z lengths
[03:04:31] <toastydeath> hm, so as long as the T code is the offset you want, it works?
[03:04:36] <cradek> toastydeath: tool touch off uses the loaded tool number, not the active tool offset index
[03:04:39] <SWPLinux> can't you also use a specified length? (vs. from another table entry)
[03:04:49] <mshaver> both of which seem to be turned on by a single G43Hx command
[03:05:15] <toastydeath> cradek: so how do i touch off one tool with two heights?
[03:05:18] <cradek> toastydeath: N.B. not the prepped tool -- the LOADED tool
[03:05:55] <cradek> toastydeath: if you can't load "both tools" with t1m6, t2m6, you need to edit the tool table manually
[03:06:16] <toastydeath> ah
[03:06:20] <mshaver> In my case it has to be the loaded too as the machine has a programmable tool post.
[03:06:25] <cradek> for instance the turret on my lathe is modulo 8, so I can load T1M6, T9M6
[03:06:29] <mshaver> s/too/tool
[03:06:47] <toastydeath> weird man
[03:06:51] <cradek> heh
[03:06:54] <mshaver> cradek: I did this with the lathe here too, for gang tooling reasons
[03:07:00] <cradek> it just turned out that way, and I like it
[03:07:37] <cradek> as we speak I have two drills mounted on one turret position and they are T1, T9
[03:08:18] <toastydeath> doesn't your toolchanger try and do something
[03:08:20] <mshaver> that's a perfect example of the utility of this
[03:08:21] <toastydeath> when you go to t9
[03:08:34] <SWPLinux> it goes to t(9 mod 8)
[03:08:36] <cradek> actually I use g43h9 in the program - but all it would is move to tool change position and back
[03:08:43] <cradek> it would not even lift the turret
[03:09:04] <mshaver> same here
[03:09:24] <SWPLinux> I'm assuming that HAL/CL is doing the modulo for you, since the turret controller shouldn't be able to go past 8
[03:09:34] <cradek> yes modulo in CL
[03:09:38] <cradek> very easy to do
[03:09:38] <mshaver> CL
[03:09:45] <SWPLinux> right
[03:10:04] <toastydeath> why is it done that way
[03:10:13] <SWPLinux> because he chose to do it that way
[03:10:18] <SWPLinux> s/he/they/
[03:10:22] <toastydeath> no, i meant the tool touchoff thingy
[03:10:28] <SWPLinux> oh :)
[03:10:42] <cradek> as opposed to which other behavior?
[03:10:51] <toastydeath> touching off at whatever tool pocket you specify
[03:10:58] <mshaver> hey speaking of configs; Can I (once I remember how) make a configs/smithy directory in CVS?
[03:11:21] <cradek> I thought there was one already
[03:11:41] <mshaver> lemme look...
[03:11:42] <toastydeath> well, by pocket i mean offset
[03:11:45] <toastydeath> sorry
[03:11:57] <SWPLinux> nope, there isn't one
[03:11:59] <cradek> toastydeath: there are several possible ways I see - use the loaded tool, or use the active offset index - I picked #1
[03:12:17] <cradek> I was going to also list 'use the prepped tool' but that would be nutty
[03:12:25] <toastydeath> or use the one the user enters?
[03:12:32] <toastydeath> default to the active tool pocket?
[03:12:47] <toastydeath> i guess i'm used to the standard, where you have online tool offset editing
[03:13:01] <cradek> sure that would be another way, it would require changing the touch off dialog
[03:13:24] <cradek> you can always edit the full tool table manually! I didn't take that away or anything.
[03:13:36] <cradek> I just wanted to make the very commonest thing easy
[03:13:41] <toastydeath> no, i meant the control itself has a screen for tool offsets
[03:13:47] <mshaver> toastydeath: what is this "standard" of which you speak?
[03:13:55] <toastydeath> mshaver: every control i've used
[03:14:08] <SWPLinux> this control has a text editor, which you can call a tool offset editor if it makes you happy :)
[03:14:08] <toastydeath> fanuc, haas, mitsubishi
[03:14:22] <cradek> sure, same difference
[03:14:31] <cradek> "you edit the numbers in the tool table" is the operation
[03:14:37] <toastydeath> swplinux: a text editor isn't interfaced into the machine
[03:14:48] <cradek> ?
[03:14:50] <SWPLinux> well, not on a Haas/fanuc/mitsubishi
[03:15:24] <mshaver> IIRC on a BOSS8 Bridgeport it's, T1<EXECUTE> then SET TLO=Z <EXECUTE>.
[03:15:28] <SWPLinux> I understand what you're saying though - there's no "integrated" thingy that lets you edit tool data on-the-fly
[03:15:41] <fenn> who was it that submitted the "integrated thingy" in tcl a week ago or so?
[03:15:49] <cradek> mshaver: yep, or you can painstakingly edit the numbers manually by stabbing the TOOL button over and over
[03:16:13] <cradek> fenn: it was still a separate editor program - it was dewey garrett
[03:16:22] <mshaver> it's amazing what sticks in your mind and what doesn't...
[03:16:33] <cradek> mshaver: painful memories last longer
[03:16:36] <cradek> :-)
[03:16:41] <mshaver> too true...
[03:16:50] <fenn> is there a way to cause emc to reload the tool table in the middle of a program?
[03:16:56] <cradek> fenn: no
[03:17:03] <toastydeath> but on a fanuc-controlled lathe, for instance
[03:17:04] <fenn> would it be difficult to add?
[03:17:06] <toastydeath> i can hit machine hold
[03:17:08] <SWPLinux> but you can edit tool offsets in G-code
[03:17:08] <cradek> mshaver: actually I think TLO=Z is a pretty good setup
[03:17:15] <SWPLinux> G10 L1 ... (??)
[03:17:20] <cradek> fenn: not sure...
[03:17:22] <toastydeath> and type "w+.005" into the tool offset screen
[03:17:38] <toastydeath> and it'll add five thou to the Z offset of the tool, and that change will be picked up the very next line
[03:17:40] <mshaver> cradek: it's more or less what you have with touch off
[03:17:46] <SWPLinux> W isn't tool offset in EMC2
[03:17:59] <cradek> mshaver: yeah, that was one of the things I had in mind when designing our new touch off
[03:18:06] <toastydeath> swplinux: w is incremental on lathes.
[03:18:22] <SWPLinux> not in emc2, AFAIK
[03:18:24] <cradek> mshaver: except on ours you can touch off to 0.250 if that's the gauge you're using - much better
[03:18:28] <toastydeath> swplinux: i'm not talking about emc
[03:18:54] <toastydeath> i'm giving an example of what can be done on other controls with online tool table editing
[03:19:04] <SWPLinux> is W defined differently for lathes, or is it just implemented that way?
[03:19:09] <SWPLinux> I understand
[03:19:18] <toastydeath> what do you mean by defined vs implemented
[03:19:38] <SWPLinux> the RS274NGC spec says that UVW are linear axes parallel to XYZ
[03:19:40] <SWPLinux> IIRC
[03:19:41] <mshaver> cradek: yep, on a BOSS8 I would use a .1 jo block, SET TLO=Z, than jog off the part move down .1, and SET TLO=Z again
[03:19:42] <toastydeath> yes
[03:19:53] <cradek> fenn: I'm tempted to say you could make it reread at each g41/42 entry - not sure what it would take
[03:19:57] <toastydeath> on lathes, uvw are parallel, incremental axes on top of xyz
[03:20:03] <cradek> mshaver: bleh :-P
[03:20:19] <SWPLinux> W parallel to Z is not equivalent to "relative in Z, and by the way we'll just add them together to get the final joint position"
[03:20:19] <mshaver> cradek: bleh indeed!
[03:20:20] <toastydeath> U and X move the cross slide, and Z and W move the saddle
[03:20:26] <cradek> toastydeath: and on some mills too
[03:20:35] <willburrrr2003> Hi all, have my cnc'd mini lathe all oiled up, last parts for the power supply ordered and brought home a computer to dedicate to the project. I have 2 ubuntu disks, one I got from the link on linuxcnc homepage and the other from link in here the other day. I can get both to boot the image and run live, but neither one will instal. One gets to step 7 of the install and has an input output error end exits...the other doesn't do
[03:20:36] <toastydeath> so G1 F.005 X1.00 U.005
[03:20:45] <toastydeath> will add .005 to the X value
[03:20:53] <toastydeath> or U by itself will just move up five thou
[03:21:02] <SWPLinux> that isn't consistent with the spec, IMO
[03:21:05] <cradek> willburrrr2003: run the media check on both of them. I bet you have bad burns or a bad cdrom drive.
[03:21:17] <toastydeath> swplinux: it's consistent with almost every control made in the past twenty years, though
[03:21:17] <DanielFalck1> toastydeath: good for taking out taper in a part
[03:21:29] <toastydeath> danielfalck1: heck yes it is
[03:21:34] <willburrrr2003> ok I will try that and see, brb
[03:21:36] <cradek> SWPLinux: ngc was not a lathe spec at all
[03:21:48] <SWPLinux> well, if they're programmed with g-code ...
[03:21:59] <SWPLinux> but I understand that there are differences
[03:22:00] <toastydeath> lathe g-code and mill g-code are different for very good reasons
[03:22:06] <toastydeath> esp. the tool calls
[03:22:19] <cradek> or bad reasons - but either way it's definitely common
[03:22:24] <SWPLinux> ok, I just haven't seen any documentation - only "I've seen it done this way"
[03:22:34] <SWPLinux> even if it's done that way basically everywhere
[03:22:41] <toastydeath> that's because most manufacturers follow what fanuc does
[03:22:53] <toastydeath> except mazak and okuma, obv
[03:23:00] <SWPLinux> "Freedom to Re-Innovate!"
[03:23:02] <toastydeath> pretty big exceptions if one wanted to argue against it
[03:23:15] <cradek> I'm not convinced there's any rational reason for the T1M6G43H1 / T0101 difference, but it's there anyway
[03:23:26] <toastydeath> well, on a mill, the T word is a call to the magazine
[03:23:35] <toastydeath> on a mill
[03:23:43] <toastydeath> there's no tool magazine on most lathes
[03:23:56] <mshaver> toastydeath: is there a book or guide or specification of the "fanuc way"?
[03:24:08] <toastydeath> other than the fanuc programming manuals, no
[03:24:14] <SWPLinux> uh - isn't a tool turret pretty equivalent to a tool magazine?
[03:24:20] <toastydeath> no, not at all
[03:24:26] <cradek> SWPLinux: sometimes the magazine can prep
[03:24:33] <SWPLinux> oh, right
[03:24:49] <cradek> but ... not all mills prep, not all lathes have turrets, ... ...
[03:24:52] <SWPLinux> one day I'll remember half of this
[03:24:59] <toastydeath> right, and we have a mill or two that runs on lathe type tool offsets
[03:25:00] <SWPLinux> and then you'll be sorry. or happy.
[03:25:04] <cradek> it is what it is
[03:25:10] <toastydeath> just issue a t word and the whole thing flips around
[03:25:17] <mshaver> cradek: T1M26 right?
[03:25:19] <toastydeath> it actually is a lathe turret, i think, just modified for mill use
[03:25:38] <cradek> mshaver: yes it has M6 and M26
[03:25:54] <toastydeath> and on mill-turn controls you call tools up like a mill
[03:26:03] <cradek> mshaver: and we have something like that now! (TOOL_CHANGE_AT_G30)
[03:26:18] <cradek> which kicks ass for the lathe
[03:26:32] <cradek> you can set G30 just where the turret can spin without hitting anything, no wasted motion
[03:26:46] <mshaver> that's another good idea
[03:26:54] <cradek> * cradek bows
[03:27:08] <SWPLinux> there's a G28.1 / G30.1, right (set some parameters to the current position)
[03:27:17] <cradek> yes that's the easy way to set them
[03:27:24] <SWPLinux> do those also set the G28 or G30 "home" positions?
[03:27:43] <cradek> yes that's what they do ("reference points")
[03:27:44] <SWPLinux> oh, or is that all they do, and those positions happen to be in parameters also?
[03:27:49] <SWPLinux> ah
[03:27:50] <cradek> yes
[03:28:19] <willburrrr2003> hmmm says no errors found....must be the drive :(
[03:28:37] <cradek> or a bad hard disk?
[03:28:49] <SWPLinux> or controller, or cable
[03:29:02] <cradek> unfortunately "I/O error" doesn't sound very specific
[03:29:18] <SWPLinux> using an 80-pin IDE cable with a non-UDMA drive, or a 40-pin cable with a UDMA drive, could possibly cause problems
[03:29:48] <SWPLinux> err - 80-conductor. they're all 40-pin
[03:29:55] <willburrrr2003> don't think so, been a stable laptop for long time ... but have had issues with dvd's in it in the past
[03:30:01] <SWPLinux> (damned if I can figure out why the 80-pin ones are better)
[03:30:05] <SWPLinux> oh. laptop
[03:30:07] <willburrrr2003> It may just be dirty too
[03:30:28] <SWPLinux> I say give up now, unless you've run the latency test for a long time and not had any problems
[03:30:31] <cradek> eek, laptops are a curse for realtime machine control
[03:30:31] <willburrrr2003> but the live version runs great on it that's the pisser
[03:30:41] <SWPLinux> oh, cool :)
[03:30:43] <willburrrr2003> I have and have run my lathe on it quite a bit
[03:31:17] <cradek> neat, you are lucky then - very few laptops work ok
[03:31:26] <willburrrr2003> (mostly running it th rough test paces and test cuts)
[03:31:35] <cradek> I have one, after much looking
[03:32:23] <DanielFalck1> what brand/kind of laptop? (just curious)
[03:32:47] <cradek> mine's an old piece of crap gateway P3
[03:32:56] <willburrrr2003> toshiba sattalite pro 4600
[03:33:03] <cradek> the only thing good about it is the realtime performance :-)
[03:33:06] <willburrrr2003> Built like a tank
[03:33:37] <willburrrr2003> Have been running various versions of linux on it for years
[03:34:37] <willburrrr2003> It's 10 yrs old and the linux drivers seem to be well established for the hardware in it, never had an issue getting anything to work on it
[03:35:02] <cradek> willburrrr2003: how much ram in it?
[03:35:21] <willburrrr2003> gig, and 1gig cpu
[03:35:25] <cradek> oh ok
[03:36:03] <willburrrr2003> is there a way to do a network install?
[03:36:05] <wildrice> I just ran into something strange. Can someone take a look at this axis window and see what went wrong?
http://www.wildrice.com/Screenshot.png
[03:36:19] <mshaver> SWPLinux: What problems (40 conductor vs. 80)?
[03:36:27] <SkinnYPuPp> willburrrr2003, PXE install if your net card supports PXE
[03:36:43] <SWPLinux> mshaver: I think the drivers/chipsets can misdetect the correct data rates if you use the wrong type of cable
[03:36:49] <cradek> willburrrr2003: simulator, or controlling a machine?
[03:36:56] <cradek> errr wildrice: ^^
[03:37:01] <willburrrr2003> Skinny, you have my complete attention... what is PXE?
[03:37:24] <willburrrr2003> I am controlling a cnc'sd mini lathe
[03:37:39] <SkinnYPuPp> network boot to a tftp server on your lan
[03:37:45] <cradek> wildrice: the preview might briefly stop updating if the computer is very busy, but the controlled machine should still move properly since it is realtime
[03:37:56] <wildrice> I did not have the driver powered up.
[03:38:48] <willburrrr2003> ok, well will try one more cd and see how that goes as both the ones I have fail in diferent ways but the same way each time
[03:38:53] <wildrice> I was just testing. The machine sould not be
[03:39:00] <SWPLinux> burn slowly, like at 4x
[03:39:04] <mshaver> SWPLinux: Well, you learn something new every day! I thought it was just additional interleaved grounds.
[03:39:12] <wildrice> should not be too busy, though I did have a VNC session to it.
[03:39:14] <cradek> wildrice: it's not cause for much worry, but would be improved by raising your BASE_PERIOD if possible
[03:39:16] <willburrrr2003> ok, will do...last one was 24x I think
[03:39:17] <SWPLinux> it is, but I guess they make a difference :)
[03:39:38] <cradek> wildrice: (the machine itself will still move correctly, as-is)
[03:39:47] <SkinnYPuPp> willburrrr2003 You'll have to see if there are any pxe boot options in your bios, other than that google pxe ubuntu there's plenty out there
[03:39:49] <wildrice> If it is just cosmetic, then that is ok. Thanks.
[03:39:51] <willburrrr2003> I am looking forward to getting my cnc setup going, already have $ job lined up for it
[03:39:56] <cradek> welcome
[03:40:15] <willburrrr2003> thanks skinny, will check that out
[03:40:25] <SkinnYPuPp> sure
[03:40:25] <SWPLinux> so "festering in Wichita" Is May 21-27-ish?
[03:41:03] <willburrrr2003> when I get it up and running I will share some vid with you all
[03:43:02] <mshaver> cradek: there's no emc2-trunk/configs/smithy directory. It would fit fairly well just between sim and stepper.
[03:43:33] <willburrrr2003> I have to say I am loving EMC2 , being a system integrator for a living I have no problem with understanding the "wiring of the components" and looking forward to classic_ladder as I program many various PLC's at work
[03:43:50] <SWPLinux> yay! :)
[03:44:18] <cradek> mshaver: feel free to add it if you have good configs for particular machines they will sell - we have those for several companies
[03:44:56] <cradek> add them on trunk - you should probably talk to jepler if you want them in 2.3
[03:44:56] <willburrrr2003> Have any of you tried the Modbus features in the latest Classic_Ladder yet?
[03:45:26] <SWPLinux> not I
[03:46:20] <mshaver> cradek: will do
[03:46:48] <cradek> mshaver: glad they are coming with a maintainer :-)
[03:47:23] <willburrrr2003> hmmm.... well I will let you know how it goes when I try it :) It doesn't look much different in the manual than from What I learned in an Idec PLC programming class last week
[03:47:23] <mshaver> yea... even a paid maintainer!
[03:47:30] <SWPLinux> heh. all the companies have to do is donate a machine or two :)
[03:48:27] <mshaver> SWPLinux: Actually, I need a machine in Wichita. Maybe they can send one down there.
[03:48:55] <cradek> fun - what's the project?
[03:49:08] <SWPLinux> Stuart has several ;)
[03:49:18] <SWPLinux> but none that - err - big
[03:51:25] <mshaver> cradek: just a machine to test with and screw around with. I really want to work with Seb on hm2 stuff and having a machine to move would help.
[03:58:20] <steve_stallings> Did I cause the net split? Am I bad luck?
[03:58:35] <SWPLinux> no, yes
[03:59:03] <steve_stallings> I can live with that.
[03:59:24] <SWPLinux> phew :)
[03:59:33] <mshaver> you are the proverbial straw (as in camel)
[04:00:15] <steve_stallings> So, are you good with my terms for going to Kansas?
[04:00:37] <mshaver> i forgot the terms
[04:00:47] <SWPLinux> Y=mX + B
[04:01:00] <SWPLinux> or is that y = Mx + b
[04:01:19] <mshaver> was it, "I drive the first half, then I also drive the second half"?
[04:01:25] <SWPLinux> heh
[04:01:27] <steve_stallings> or missed due to the split, " OK, you drive ALL the way and get Smithy to pay for the hotel and I will come along as baggage."
[04:02:24] <steve_stallings> Given my ability to code for EMC, baggage is a good description.
[04:02:47] <mshaver> hmm, interesting... I did post on the e-mail list that people were to badger you about this, but so far they've been slacking.
[04:03:10] <SWPLinux> I'm away from home, and therefore only have webmail access
[04:03:18] <SWPLinux> (that's my excuse anyway)
[04:03:34] <mshaver> you're excused
[04:03:39] <SWPLinux> yay! :)
[04:03:55] <mshaver> webmail, and IRC
[04:04:18] <SWPLinux> well, yes
[04:04:26] <SWPLinux> web is my only mail (for outgoing)
[04:04:36] <mshaver> I've got to go to fest to talk to Seb
[04:04:37] <SWPLinux> I hate the measures ISPs take against spammers
[04:04:56] <SWPLinux> which also prevent me from sending mail when I'm not on my home network (except via webmail)
[04:05:10] <JymmmEMC> SWPLinux: Use port 465
[04:05:28] <steve_stallings> or run your own mail server...
[04:05:31] <SWPLinux> I can try that. why should it work?
[04:05:36] <SWPLinux> (port 465 that is)
[04:05:52] <JymmmEMC> SWPLinux: Many use that to bypass hotel's blocking outbound port 25
[04:06:21] <SWPLinux> it's not the hotel, it's that my ISP won't relay from foreign networks
[04:06:30] <mshaver> for a while I was sending from SMTP on my desktop machine. Some isps would block my mail, but most wouldn't.
[04:06:33] <JymmmEMC> SWPLinux: Did you authernticate?
[04:06:54] <SWPLinux> yes, I'm asked for a password
[04:07:08] <SWPLinux> but it's not like I'm setting up a VPN or SSH tunnel
[04:07:27] <SWPLinux> just normal pop/imap password stuff
[04:07:46] <JymmmEMC> SWPLinux: I'd check with the ISP, MANY ppl send mail from remote locations
[04:08:00] <JymmmEMC> consider iPhones and BB's
[04:08:08] <SWPLinux> I know. there was a time when it was recommended to stop accepting relayed mail, and my ISP did
[04:08:24] <JymmmEMC> Relayed mail? Huh?
[04:08:36] <JymmmEMC> No no, direct connection to their MTA
[04:08:39] <SWPLinux> well, I think it's considered a relay when the mail comes from somewhere else
[04:08:43] <JymmmEMC> no
[04:08:44] <SWPLinux> yep
[04:09:01] <SWPLinux> telnet xxx:25, HELO / RCPT TO xxx ...
[04:09:26] <JymmmEMC> try 465 SSL or TLS
[04:09:29] <SWPLinux> they have the mail server firewalled against outside networks
[04:09:53] <JymmmEMC> They can't, or they would never receive any mail at all
[04:10:09] <JymmmEMC> SWPLinux: hostname?
[04:10:14] <SWPLinux> mail.sover.net
[04:10:58] <SWPLinux> I kinow they set up this filtering on purpose - I don't know exactly what they're doing
[04:12:38] <JymmmEMC> SWPLinux: Ok, they are doing fwd/rev dns lookups
[04:12:47] <SWPLinux> ah, ok
[04:12:54] <JymmmEMC> setup timeout to be 91 seconds
[04:13:45] <SWPLinux> for TLS?
[04:14:09] <JymmmEMC> Some clients have a timeout option
[04:16:12] <SWPLinux> that was odd
[04:16:43] <SWPLinux> hey, maybe TLS does work remotely. thanks! :)
[04:17:34] <SWPLinux> yay (sort of)
[04:18:00] <SWPLinux> since I still end up with no record of sent messages at home, when I send them on the road
[04:18:09] <SWPLinux> need to get IMAP going at home
[04:19:18] <steve_stallings> steve_stallings is now known as steves_logging
[04:24:58] <SWPLinux> ok, so I guess the network cable right by my foot is a little flaky
[04:52:58] <tomp> Foz: if you build a fixture sat 45deg, you loose this goodie....
[04:53:10] <tomp> you cant just crank the knee up to adjust for the wear on the part now in fixture...
[04:53:12] <tomp> becuz the x dimensions move as yo move the Z... the V cut goes sideways, not down.
[04:55:06] <tomp> maybe make a jig that lets you accurately tip head is handy (just a big 45 to feel the quill against) should be close enuf for pile driver heads
[04:55:55] <tomp> oh, look into steel for hammer dies, check uddelhom
[04:56:16] <tomp> you can flood weld that stuff
[05:05:30] <tomp> tool 0 on some systems means... use whatevers in the tool holder now
[05:25:19] <MrSunshine> hows emc running on 64bit systems ?
[06:46:39] <AnUnderling> AnUnderling is now known as SkinnYPup
[08:24:55] <SkinnYPup> Whats the name of the package with the opengl headers?
[08:39:22] <SkinnYPup> Got it , libgl1-mesa-dev and libglu...
[09:36:09] <tomp> my drives use scsi2 connectors ( Yaskawa and Panasonic)
[09:36:19] <tomp> i need to make a breakout like board
[09:36:40] <tomp> the scsi2 is not nearly fully populated,
[09:37:16] <tomp> will db25's work ( twisted pairs and shielded?) for encode, enable, limits, VelocityCommand...
[09:37:59] <tomp> using scsi2 on the breakout is not desirable ( too hard to push past penny pinching eng staff )
[09:38:13] <archivist> heh
[09:38:25] <tomp> and i dotn like soldering the scsi2 anyways
[09:38:47] <MrSunshine__> why wouldnt using parport work ? :P
[09:39:10] <archivist> speed, different animal
[09:40:09] <tomp> scsi2 and parport are similar evolution branches, but parport is still living up in the branches ;) and scsi2 is driving a benz
[09:40:50] <tomp> oh well, off to cad land
[09:42:17] <tomp> this is all becuz the dufuss who made the cnc used db15s for the 1st 4 axis, then a db37,db25,and 2db15s all crisscrossed for 2nd set of 4 axis
[09:42:54] <tomp> he doesnt want to stock the modified boards i made up ( changed outptus to db15s) , so i'm stuck fixing it off board
[09:43:19] <tomp> oh well, off to cad land ( stop bitchin, get to woik! )
[09:43:29] <archivist> :)
[09:43:39] <archivist> whats work
[09:45:17] <tomp> oooh ooh, i already have an orcad for this, the schema is done, i just need the pcb layout... gonna go home and put it up on the big screen tv :)
[13:02:16] <Optic> hihi
[13:33:32] <skunkworks> logger_emc: bookmark
[13:33:32] <skunkworks> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-04-02.txt
[13:37:51] <BJT-Work> let the fun begin... the V-F board is on the way
[13:42:23] <skunkworks> voltage to frequency?
[13:42:30] <skunkworks> for thc?
[13:43:00] <BJT-Work> yep
[14:11:39] <tom6> whats the voltage represent, what does the frequency control?
[14:12:13] <BJT-Work> the input is either 0-10 or -5 +5
[14:12:30] <BJT-Work> the frequency output drives an encoder
[14:12:57] <tom6> is the voltage from a pot or some sensing?
[14:12:59] <BJT-Work> using the velocity output from the encoder I'll know if the voltage changes
[14:13:21] <BJT-Work> it is from a 0-300vdc signal from my plasma torch
[14:13:38] <BJT-Work> scaled down to 0-10 with a voltage divider circuit
[14:14:18] <tom6> ah, a real sense, and the output simulates rpm? (is there a real encoder?)
[14:15:21] <BJT-Work> the velocity output from the encoder (HAL) is used to sense the voltage change
[14:18:25] <tom6> it sounds cool, i need to boot an emc box to see how an encoder ( an output device ) can be driven. but you made a VoltageToVelocity gizmo, and sounds like you have threshold triggers too.
[14:19:33] <tom6> sort of a comparator
[14:20:45] <BJT-Work> yep I think so
[14:20:55] <tom6> hmm, today the carwash had a clumsy opto system theat moved the brushes along the countour of the car profile. just two optos and you could watch it track between the two
[14:21:41] <tom6> one above the body roofline, one below, and arms. the brushes just were slaved to the opto arm position
[14:22:58] <tom6> we used to call that bit-bang or 'drive between the curbs' ;)
[14:23:38] <tom6> BJT-Work: sounds cool enuf to log off and look into it, posted any hal files?
[14:24:15] <BJT-Work> just this
http://www.linuxcnc.org/component/option,com_kunena/Itemid,0/func,view/catid,10/id,17/lang,en/
[14:24:15] <tom6> not bit bang, bang-bang
[14:24:20] <tom6> cool thx
[14:25:55] <tom6> y the pyvcp offset pot is way cool
[14:26:01] <tom6> hey...
[14:26:33] <tom6> i wanna see if i can make the pot +/-10V (or 10 whatevers)
[14:27:34] <BJT-Work> you can set the range
[14:27:40] <tom6> wouldnt you really rather have a real pot?
[14:28:20] <tom6> (wouldnt you really rather have a buick was running thru my head)
[14:28:23] <BJT-Work> this works for testing the HAL part. I'll use my lab power supply to test the board part
[14:29:40] <tom6> again thx, gonna reboot out of eeepc linux to ubuntu on lappie
[15:37:04] <jepler> http://www.youtube.com/watch?v=Zz95_VvTxZM
[15:42:07] <skunkworks> neat
[15:42:33] <skunkworks> jepler: have you ever seen the mythbusters hot water heater show?
[15:43:21] <skunkworks> http://www.youtube.com/watch?v=68p4ngS-yME
[15:44:34] <skunkworks> http://www.youtube.com/watch?v=pu3FwgIHsQA
[15:48:20] <archivist> somebody answer the limit switch question on the list, he is a mach3 guy I hope he converts
http://www.youtube.com/watch?v=FkzqwIjjBhs
[15:58:10] <archivist> I cant experiment at the moment as Im mid gear
[16:13:09] <willburrrr2003> Would Ubuntu & emc2 run on any of the newer HMI's that are available on the market?
[16:14:11] <eric_unterhausen> what is an hmi?
[16:14:53] <SWPLinux> human -machine interface
[16:14:56] <SWPLinux> (GUI)
[16:15:07] <willburrrr2003> HMI , Human Machine Interface.... GUI screen used lots with PLC's
[16:15:50] <willburrrr2003> Some are really dumb terminals with basic functions, others are full on embeded pc's
[16:15:52] <SWPLinux> only if the device you're talking about can run Linux+RTAI
[16:16:01] <SWPLinux> you'd need a full-on embedded PC
[16:16:54] <willburrrr2003> Yes , Makes sense
[16:17:18] <eric_unterhausen> are they cheap? sounds like a time sink
[16:17:30] <SWPLinux> no, they're generally quite expensive
[16:17:59] <willburrrr2003> depending on size they can be pretty pricey....looked at one for my work the other day and it was $1400.00
[16:18:16] <willburrrr2003> 12.1 color touchscreen with embeded pc
[16:18:49] <eric_unterhausen> and a lot of those embedded computers are junk
[16:19:52] <willburrrr2003> Not a lot of experience with using them after they leave my shop, and the op sys is usually pre-installed so I do not know what it takes to get them up and going from scratch
[16:20:49] <SWPLinux> usually just a CD drive to boot from
[16:21:01] <eric_unterhausen> what brand?
[16:21:32] <SWPLinux> units from companies like Allen-Bradley are less likely to be generic, I'd bet
[16:21:52] <eric_unterhausen> they probably don't cost $1400 either
[16:21:54] <SWPLinux> but a "kiosk PC" should work fine (I have one of those)
[16:21:59] <SWPLinux> no, more like $4000
[16:22:08] <eric_unterhausen> sounds right
[16:30:21] <willburrrr2003> The one I priced out was an IDEC
[16:31:28] <willburrrr2003> Allen-Bradley are more like double the price of IDEC, as they are top shelf industry standard
[16:33:01] <willburrrr2003> I will have to get ahold of my distibutors and see what platforms that can be installed on the various brands
[17:19:17] <fenn> HMI = lcd monitor, generic PC, capacitive touchscreen, massive 0.5" thick steel bezel to make you feel like you're getting something "quality"
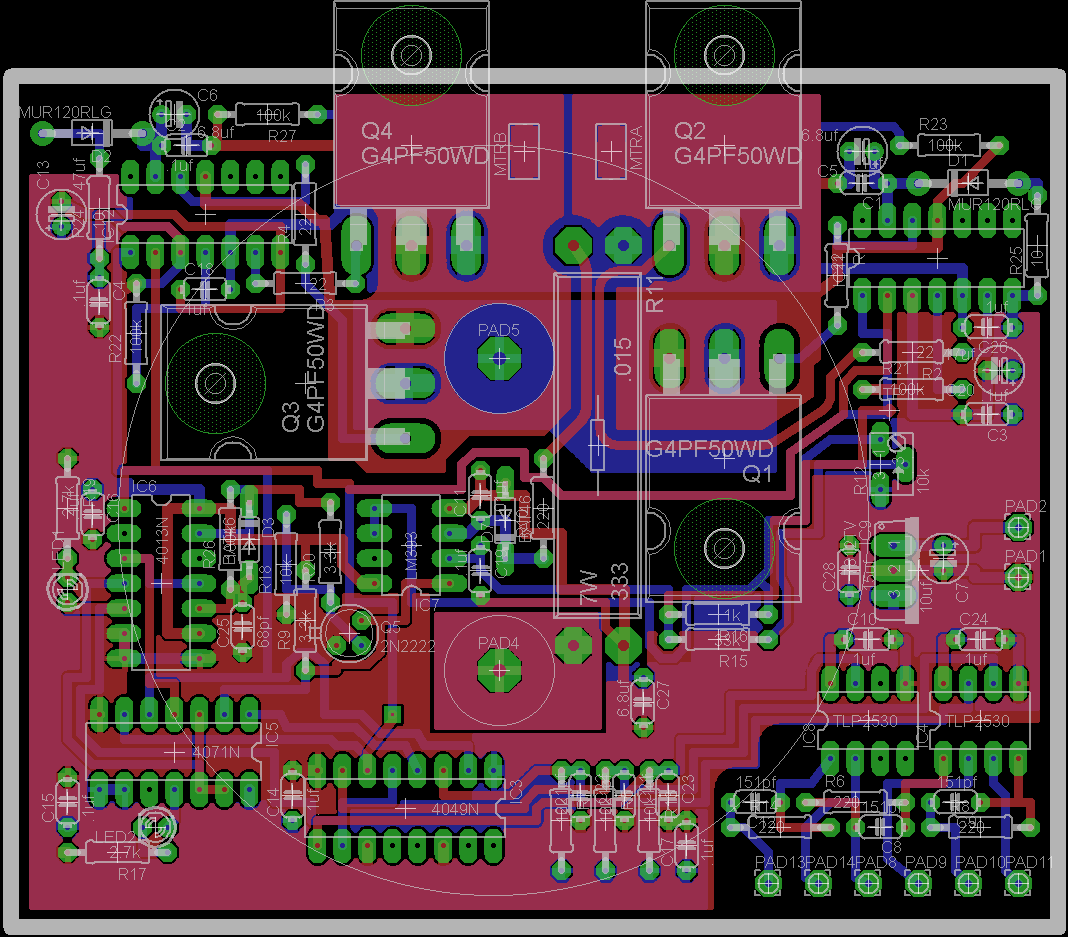
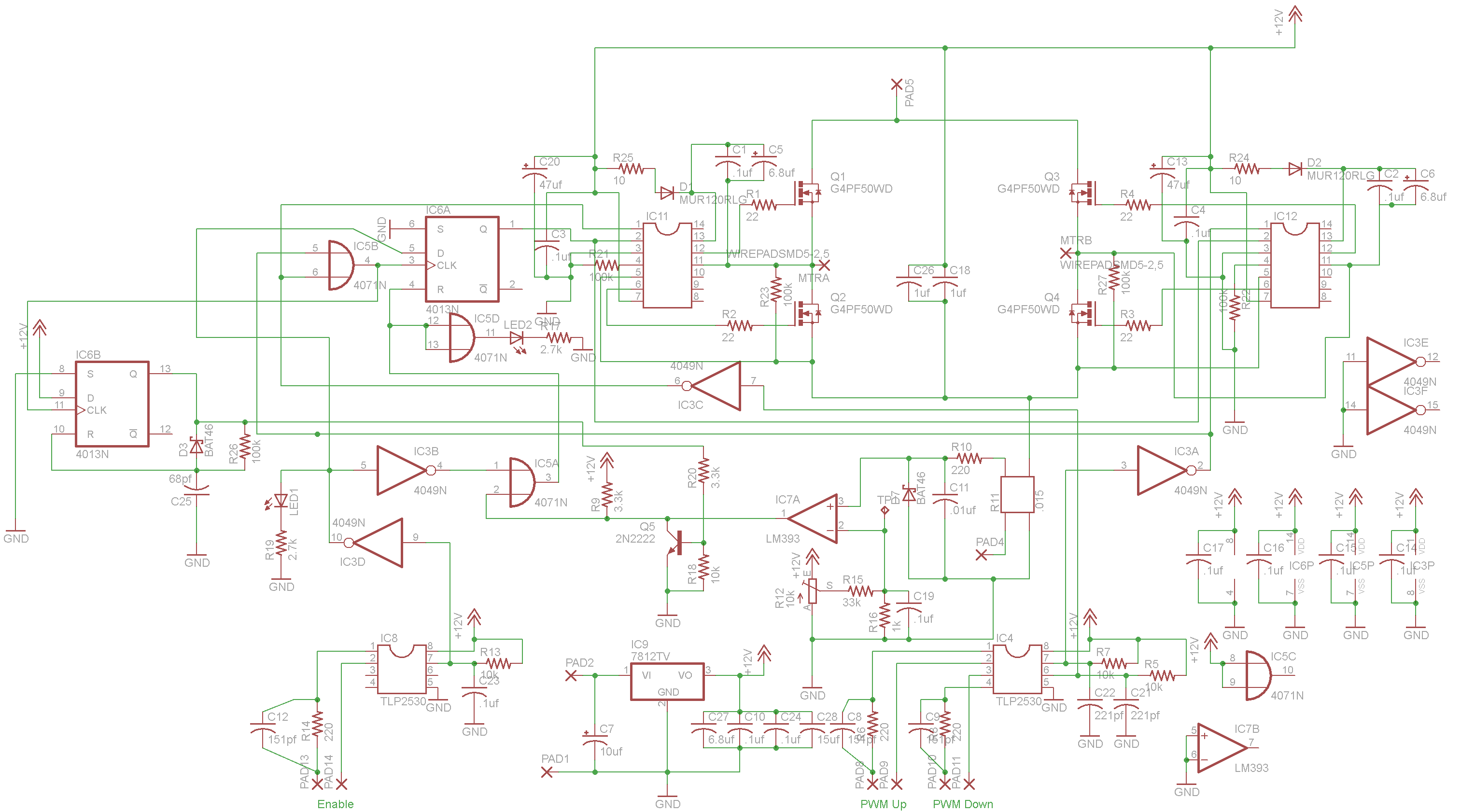
[17:28:48] <skunkworks> ok - latest eagle files on the website
http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/
[17:28:59] <skunkworks> I think it actually has all the right values.
[17:29:08] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/latestboard.png
[17:29:15] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/latestschem.png
[17:40:24] <alex_joni> skunkworks: let me know when you send units out for betatesting :)
[17:40:36] <skunkworks> :)
[17:41:31] <alex_joni> no more IR2xxx ?
[17:43:05] <alex_joni> or are those IC11-IC12?
[17:43:28] <skunkworks> crap
[17:43:46] <skunkworks> I new i would forget somehting
[17:44:25] <alex_joni> ??
[17:44:34] <skunkworks> 21844
[17:44:36] <skunkworks> ir
[17:44:44] <alex_joni> ah
[17:45:47] <skunkworks> Mainly changed to that package because motor common and logic common are separate. (and allow +/- 5v diff)
[17:46:07] <skunkworks> and they have an adjustable deadtime
[17:49:51] <skunkworks> Now the latest eagle files are up ;)
[17:54:01] <JymmmEMC> Spam Subject: "I gave up hope finding you". I'm thinking (if it wasn't spam), ok, now that you found me, what makes you think I wanted you to?
[17:55:22] <SWPLinux> you could ask in your reply
[17:55:44] <SWPLinux> subject "well, you found me. Now what?"
[17:56:47] <JymmmEMC> I've actually done that. My cousin's gf emailed me not sure if she had the right email address to invite to a surprise bday party.
[17:58:15] <archivist_attic> archivist_attic is now known as archivist_emc
[17:59:10] <archivist_emc> archivist_emc is now known as archivist_attic
[17:59:44] <JymmmEMC> SWPLinux: did you see that o'scope?
[17:59:51] <SWPLinux> which?
[18:00:39] <JymmmEMC> http://yveslebrac.blogspot.com/
[18:01:19] <SWPLinux> heh, cute
[18:02:28] <JymmmEMC> I'm even thinking that it could be used with HAL scope
[18:02:43] <JymmmEMC> but emc no do usb
[18:02:45] <SWPLinux> a heavily modified halscope, maybe
[18:03:16] <SWPLinux> well, you could make a userspace app similar to halsampler, but gets the data from a USB device
[18:03:28] <SWPLinux> then use halscope on the output of that (more or less)
[18:03:44] <SWPLinux> or just replace the scope_rt module with that userspace app
[18:04:16] <jepler> skunkworks: you need separate motor common to do low-side current sense, right?
[18:04:42] <JymmmEMC> At that rate, you could incorporate a o'scope directly into a project
[18:05:06] <SWPLinux> sure, if that level of performance is enough for you
[18:05:44] <JymmmEMC> SWPLinux: I think for anything that I would have needed to check my motors, encoders, etc would have worked
[18:05:56] <SWPLinux> hmmm. maybe, maybe not
[18:06:12] <SWPLinux> the ADC in the AVRs is pretty slow, like maybe 60 kHz total
[18:06:36] <SWPLinux> (that's total samples per second, across all channels, so divide by the number of channels to get samples/sec/channel)
[18:07:22] <jepler> SWPLinux: even worse than you thought. "65us - 260us conversion time" for attiny25/45/85
[18:07:30] <SWPLinux> eww
[18:07:30] <jepler> how's 15kHz sound
[18:07:37] <jepler> or 7kHz for 2 channels
[18:07:53] <JymmmEMC> It may not be perfect, but would at least give some indication that something's up - enough to justify pulling out a real scope
[18:07:58] <SWPLinux> I may have been remembering the 16 / 65 backwards (thought it was 16 microseconds, but I guess it was 65)
[18:08:12] <SWPLinux> again, maybe - maybe not
[18:08:16] <archivist_attic> I like a real scope
[18:08:51] <SWPLinux> even an average PC can have 3 or more BASE_PERIODs in one sample time of that chip, and you need two sample times if you're doing two channels
[18:09:13] <JymmmEMC> Fine, say one channel then
[18:09:32] <SWPLinux> so it would be useful for looking at limit switches or direction lines, but not steps, and certainly not step and dir at the same time
[18:09:48] <SWPLinux> it's cool anyway, but not really useful for anything beyond low audio range
[18:10:02] <SWPLinux> at least not as a scope :)
[18:10:20] <jepler> if it had a digital mode it could be much faster
[18:10:26] <JymmmEMC> fine, up the chip then
[18:10:29] <SWPLinux> yes, for two bits ;)
[18:10:38] <SWPLinux> (3 actually, there's an unused pin)
[18:11:15] <jepler> different AVRs have different rates -- atmega48P/88P/168P/328P = 76.9kSPS
[18:11:26] <jepler> 13-260uS conversion time
[18:11:54] <SWPLinux> none are very fast, though some of the higher end ones might be usable for low speed step monitoring
[18:12:09] <SWPLinux> with analog that is. digital capture is a hell of a lot faster
[18:12:41] <archivist_attic> wouldnt cost much to add a real a-d
[18:13:05] <SWPLinux> in absolute terms, no. in relative terms, it would triple the cost
[18:13:10] <SWPLinux> roughly
[18:13:50] <SWPLinux> maybe more. and you'd need to use SPI, but those pins are being used for USB (not sure if that's necessary, I haven't looked at the code)
[18:14:11] <SWPLinux> so you might have to use a bigger uC ...
[18:15:08] <archivist_attic> Im possibly doing someting similar it could do a scope as well
[18:15:32] <jepler> SWPLinux: with the simple software usb stacks I've seen you have to have the usb D+ on an interrupt pin. That appears to be INT0 only
[18:16:02] <SWPLinux> ok, that makes sense
[18:16:06] <skunkworks> jepler: yes - that is why I switched.
[18:16:36] <jepler> (not sure whether a pin change interrupt is acceptable)
[18:16:48] <SWPLinux> it should be, unless you need multiple pins
[18:16:58] <SWPLinux> then the "arbitration" may take too long
[18:17:03] <skunkworks> the inital current limit circuit - the common for the driver ic went thru the current sense resistor. (I just didn't like it)
[18:17:09] <SWPLinux> (ie, deciding which pin caused the interrupt)
[18:17:48] <jepler> there are also additional delays for the pin change interrupt
[18:18:05] <SWPLinux> really?
[18:18:11] <SWPLinux> that seems strange
[18:18:52] <SWPLinux> on a slightly related note, I was talking to some of the NXP guys here, and apparently there's a mode in some of the ARM chips that gives you zero jitter for interrupt latency
[18:19:03] <SWPLinux> not zero latency, just always the same number of cycles
[18:20:13] <jepler> in the attiny25/45/85 doc there's a table on page 52 that shows how the PCIF flag is only asserted 4 clock cycles after a PCINT(0) rising edge. There's no similar table for INT0. Not sure why the difference..
[18:20:27] <jepler> you can select only a single pin for PCINT, so that's no worry
[18:20:59] <SWPLinux> hmmm. I'm not looking at it at the moment - is that in a power-save state or fully on?
[18:41:54] <BJT-Work_> BJT-Work_ is now known as BJT-Work
[18:54:42] <BJT-Work> alex_joni: are you near your keyboard?
[19:05:53] <alex_joni> yup
[19:06:14] <BJT-Work> where do you define the kins for a robot?
[19:06:23] <alex_joni> err.. in emc2?
[19:06:35] <alex_joni> src/emc/kinematics/*.c ;)
[19:06:41] <BJT-Work> http://www.linuxcnc.org/component/option,com_kunena/Itemid,0/func,view/catid,10/id,34/lang,en/#37
[19:07:44] <alex_joni> BJT-Work: basicly he'll have to look at trivkins
[19:07:50] <alex_joni> and replace it with his own kins
[19:07:56] <BJT-Work> ok
[19:08:00] <alex_joni> then change the loadrt trivkins in the HAL file
[19:08:07] <alex_joni> with loadrt mykins or whatever
[19:08:23] <alex_joni> but the mykins needs to export the kinematicsForward() and Reverse() functions
[19:08:52] <alex_joni> just reply and I'll fix it later if something ain't 100% right ;)
[19:08:59] <alex_joni> gotta leave the keyb for a while
[19:10:16] <BJT-Work> ok thanks
[19:20:21] <sarma> Hello everyone.
[19:20:31] <micges> hi
[19:20:40] <sarma> Thank you for answering
[19:22:07] <sarma> I would very much like to consult you regarding axis drift...
[19:22:32] <alex_joni> sarma: just ask and wait
[19:22:48] <alex_joni> there are a lot of helpfull people in here, but it takes a while to get an answer
[19:23:05] <sarma> Thanx.
[19:24:54] <sarma> I have been using motenc-lite card with incremental encoders. It seems that the card doesen't register all the counts. Thiss causes very serious axis drifting, and i don't know how to solve it.
[19:25:33] <BJT-Work> could be electrical interference...
[19:29:03] <alex_joni> sarma: can you move the encoder by hand?
[19:29:19] <alex_joni> without power to the motors
[19:29:32] <alex_joni> move it as fast as you can and see if the position is consistent
[19:32:15] <Guest609> hello again
[19:33:11] <alex_joni> hello again
[19:33:13] <Guest609> I was asking about encoders (somehow i got disconnected)
[19:33:21] <alex_joni> 22:17 < BJT-Work> could be electrical interference...
[19:33:21] <alex_joni> 22:21 < alex_joni> sarma: can you move the encoder by hand?
[19:33:21] <alex_joni> 22:21 < alex_joni> without power to the motors
[19:33:21] <alex_joni> 22:21 < alex_joni> move it as fast as you can and see if the position is
[19:33:21] <alex_joni> consistent
[19:33:33] <Guest609> yes
[19:34:47] <Guest609> after trying everything possible, i finally connected only one encoder to single motenc-lite channel, and moved it by hand for 180 degs cw and ccw. Counts differ every turn, and seem to increase every cycle...
[19:35:08] <alex_joni> sounds like something is not right
[19:35:26] <alex_joni> I think this can happen if you have differential encoders and the card is set up for regular TTL
[19:35:42] <alex_joni> (but I'm not familiar with the motenc, so I don't know if there's an option to change this)
[19:36:39] <BJT-Work> http://www.linuxcnc.org/docview/html//hal_drivers.html#r1_6
[19:38:01] <alex_joni> Guest609: my personal choice would be to contact Vital with the encoder model/manufacturer and ask for help
[19:38:17] <alex_joni> don't take it wrong, we're happy to have you here, and try to help you out
[19:38:31] <Guest609> I've tried that as well (connecting only A+/B+ channels, and than only A-/B-), but the effect os always the same. Signas on the scope look very nice (4.5Vpp)
[19:39:15] <Guest609> Thank you all very much. I was just wondering if someone had the same problem...
[19:39:44] <alex_joni> Guest609: haven't heard about it (with a motenc)
[19:40:00] <alex_joni> I did hear about a similar issue with a mesa board though, after setting a jumper it was much better
[19:40:24] <alex_joni> Guest609: the motenc manual says differential encoders
[19:42:16] <Guest609> The same type i used. i only tried disconnecting A-/B- channels to see if anything would change, but there was no effect.
[19:44:33] <alex_joni> Guest609: if you rotate it really slowly 180 degrees and back, does the count come back ok?
[19:45:21] <cradek> motenc is not differential??
[19:45:24] <Guest609> Only if rotation is very very slow (approx 0.5rpm).
[19:45:52] <Guest609> motenc is indeed differential
[19:47:04] <archivist_attic> dont leave unused differential inputs open
[19:47:09] <alex_joni> cradek: it is differential
[19:47:22] <alex_joni> archivist_attic: that was only for testing, to see if it makes a difference
[19:47:31] <Guest609> would You suggest to ground them?
[19:47:50] <alex_joni> Guest609: no, use A/A- and B/B-
[19:47:59] <archivist_attic> they have to be used properly or to a fixed state
[19:51:57] <Guest149> sorry, i was disconnected again.
[19:54:13] <Guest149> Servo drives with buffered differential encoder output were used. First i tought that the amps are generating noise which is causing false counts, so eventually i removed the amps and left single differential encoder conected directly to motenc brakeout.
[19:57:39] <Guest149> Wiring terminating resistors also has no effect.
[19:58:06] <alex_joni> Guest149: sounds like you're doing things as you should.. not sure what else we can say about it
[19:58:13] <FoZ> FoZ is now known as FoZzY
[19:59:52] <alex_joni> Guest149: the only thing that can be done in such a case is try to get a 2-channel scope picture of the encoder
[19:59:56] <alex_joni> and see how it looks
[20:00:03] <alex_joni> did you try a different encoder?
[20:02:36] <Guest149> i would dare to say that signals appear perfectly on scope. 4.5Vpp sharp on all channels (A+, A-, B+, B-, I+, I-). No amplitude drop regardless of rpm (0-3000). i also tried connecting different encoders
[20:03:00] <alex_joni> what is also sometimes important is the timing
[20:03:11] <alex_joni> that the B transition comes at the half of A
[20:03:58] <Guest149> I does (at least from what can be seen on scope)
[20:04:35] <Guest149> total of four encoers were connected, but the drift sadly remains...
[20:05:44] <Guest149> (scope signal on brakeout board terminals is sharp 4.2 - 4.3 Vpp every time, with 90 deg phase shift between A and B channel)
[20:08:39] <alex_joni> what cable do you use from the breakout board to the motenc?
[20:08:57] <LawrenceG> JymmmEMC, hey... the ISS was just on 145.800 talking to some scholl... probably in California because I lost the ISS shortly after the school dropped out... next chance is in an hour
http://www.issfanclub.com/
[20:09:57] <LawrenceG> 21:11UTC is next AOS
[20:10:59] <LawrenceG> JymmmEMC, call is NA1SS
[20:11:02] <JymmmEMC> LawrenceG: ah, cool. too bad I don't have anything but HT
[20:11:06] <JymmmEMC> atm
[20:11:20] <LawrenceG> you should be able to hear them on a handheld
[20:11:20] <Guest149> Very nice idea to suggest. Original cable from manufacturer was used (differentially routed flat cable). btw. i also tried to change it and it had no effect whatsoever.
[20:11:25] <JymmmEMC> pulled mobile rig out of car when it was broken into
[20:11:52] <Guest149> Could the motherboard possibly have any effect?
[20:12:05] <LawrenceG> just leave the radio on with a loose squelch
[20:12:13] <cradek> Guest149: I think the motenc quadrature counter is very sensitive to noise. I have heard of two other people having trouble with it.
[20:12:53] <cradek> Guest149: do you maybe have high frequency noise at the card that your scope can't see? is all your grounding good?
[20:13:40] <archivist_attic> Guest149, check also where the switching point is, add a pull up/down to improve
[20:15:11] <Guest149> I wasn't sure about the noise. In order to elimitate the noise as much as possible, all the drives were disconnected, and only a single encored, connected to PC +5V supply was used. No noise is visible on my 20MHz scope.
[20:15:42] <Guest149> sorry for the mistyping, i ment single encoder
[20:16:29] <Guest149> btw. there are no counts when encoder stands still
[20:16:31] <cradek> a differential encoder with all A- A+ B- B+ hooked up directly to the card and it still miscounts?
[20:16:40] <Guest149> yes.
[20:16:50] <cradek> then maybe your card is defective
[20:16:56] <cradek> have you called vital yet?
[20:17:01] <Guest149> and also with 300 ohm termination resistor
[20:17:10] <Guest149> not yet
[20:17:33] <Guest149> I will contact them tomorrow
[20:17:35] <alex_joni> Guest149: I'm not sure it helps you at all, but everything you've tried so far sounds ok
[20:17:50] <cradek> yeah sounds like good troubleshooting to me, too
[20:18:07] <Guest149> thanks
[20:18:53] <Guest149> the only thing I havent tried is different motherboard, or connecting pull up or pull down resistors
[20:19:48] <Guest149> or perhaps a lesser termination resistor? 100 ohms perhaps?
[20:20:20] <Guest149> What is your experience with mesa boards btw?
[20:20:46] <cradek> they work perfectly, support is first class
[20:21:11] <cradek> the guy who designs them works very closely with us
[20:21:14] <alex_joni> that doesn't mean the motenc shouldn't work :)
[20:21:25] <cradek> just answering the question :-)
[20:21:26] <Guest149> of course
[20:27:24] <Guest149> Thank you all guys for your help. Tomorrow i will contact Vital and ask for help.
[20:27:37] <cradek> welcome, I hope you nail it
[20:27:48] <Guest149> bye all
[20:29:07] <alex_joni> bye.. good luck
[20:29:31] <Guest149> tnx.
[20:30:44] <alex_joni> and do come back in here .. even if only to report how you fixed it :)
[20:31:25] <cradek> yeah I'd love to hear the solution
[20:32:45] <Guest149> Will do. Thanks for invitation. It really makes me very sad, after so much time wasted on every possible combination and still no results.
[20:33:30] <Guest149> If there is a way, i will gladly send you pictures of my setup
[20:33:35] <cradek> no GOOD results - but you know much more than when you started - those are still results
[20:33:55] <Guest149> that is true indeed.
[20:34:20] <alex_joni> Guest149: sure there is
[20:34:26] <alex_joni> if you don't have a place to upload them
[20:34:37] <alex_joni> you can temporarily use services like imagebin.org
[20:35:04] <Guest149> ok
[20:35:26] <alex_joni> or you can make a page at wiki.linuxcnc.org and add your info there (even upload images)
[20:35:36] <Guest149> I will put some and send you link.
[20:35:40] <Guest149> great idea
[21:14:43] <alex_joni> good night all
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}