Back
[01:16:01] <jepler> darn, too bad I missed hugomatic. that's some neat stuff.
[01:32:35] <jepler> hi hugomatic2
[01:32:52] <hugomatic2> Hi jepler
[01:33:39] <jepler> I looked at your link. it's neat stuff.
[01:34:00] <hugomatic2> Thank you very much.... I had a lot of fun doing it
[01:36:07] <hugomatic2> Its not 3D cam stuff... but its useful
[01:36:20] <jepler> so are you thinking that for ubuntu/emc users you can make the same generators into a program that installs as a package and runs locally?
[01:36:59] <hugomatic2> It already runs locally... that's how I use it most of the time
[01:37:18] <hugomatic2> Because I like to break into the debugger
[01:38:12] <jepler> when you run it locally, does it run in the browser? or some other way?
[01:38:47] <hugomatic2> you can download it....
http://basbrun.com/hugomatic/ and run it from emc... the tkinter stuff is not as nice...
[01:39:43] <jepler> to put your software on linuxcnc.org basically you (well, someone anyway) have to make it build a .deb package. and it has to be under a free software/open source license, but that part seems to be covered.
[01:39:45] <hugomatic2> The difference is that you don't get the stack trace for every line, but you can set a line where a method is called (so you can break in the debugger)
[01:40:10] <jepler> then you have to coordinate with the person who builds the packages and actually puts them on linuxcnc.org -- that'd be me and/or alex_joni right now
[01:40:46] <hugomatic2> I will look into packaging it... should not be too hard
[01:41:12] <jepler> there's a bit of a learning curve to debian packaging, and particularly with python stuff they try to do clever things that for me only get in the way
[01:42:12] <jepler> but once it is working it's very slick -- just type one command to build a new source and binary package
[01:43:11] <hugomatic2> I will probably need to do it for work anyway, so its good
[01:43:55] <hugomatic2> After this, could it eventually make its way to your repositary?
[01:44:12] <jepler> yes, I think so
[01:44:36] <hugomatic2> great...
[01:45:00] <hugomatic2> I'll keep you posted, I have to run to my girlfriend tonight
[01:45:03] <jepler> if you want to set yourself a deadline, alex_joni will probably be the guy making the new live/installer cd after 2.3.0 comes out. I suspect that'll be sometime during April.
[01:45:16] <jepler> but we don't have a specific schedule set
[01:45:17] <jepler> see you
[01:45:20] <hugomatic2> I'll get in touch with him
[01:45:25] <hugomatic2> ciao
[02:17:02] <BMG> If Avrphreaque comes back, he might look into seamless pipe rated for NG pipeline duty. There is a pipe yard south of Sikeston MO that sells factory overruns and leftovers - 24" is easily found with 3/8" shell - Its rated at 600 psi to start usually. Cost for 24" was somewhere around $35/ft.
[02:49:29] <UncleG> :swpadnos How was hawaii?
[02:58:14] <UncleG> swpadnos: How was hawaii?
[06:03:45] <skinnypup> If anyone needs a good laugh, my first attempt at do while loop
[06:03:47] <skinnypup> http://www.pastebin.ca/1376595
[06:17:03] <fenn> don't you need an endwhile?
[06:17:34] <fenn> oh it's do while
[06:18:06] <fenn> * fenn hates do while syntax
[06:41:33] <alex_joni> fenn: nicest while I saw in C lately:
[06:41:38] <alex_joni> while (42) { foo }
[06:42:39] <skinnypup> yeah been tripping over my tongue for a minute but got something "scotched taped" together.
[06:42:41] <skinnypup> http://pastebin.ca/1376608
[06:43:44] <skinnypup> does what i want but need to call the janitor
[06:47:29] <fenn> skinnypup: you know you can use named variables right?
[06:50:50] <skinnypup> I haven't kept up with any conversation on named variables fenn
[06:52:20] <alex_joni> I think it's something like #_<ylength>
[06:54:46] <fenn> gah that stupid "emc handbook" still comes up first in the google searches
[06:55:41] <alex_joni> Sequences like #<named parameter> are replaced by the value of the named parameter. Remember that named parameters will have white space removed from them. So, #<named parameter> is the same as #<namedparameter>.
[06:55:45] <fenn> #<_global variable> or #<local variable>
[06:56:06] <fenn> also note that it chomps whitespace so #<foo> is the same as #<F O O>
[06:56:19] <alex_joni> http://www.linuxcnc.org/docview/devel/html//gcode_overview.html#sub:Named-Parameters
[07:11:48] <skinnypup> Thanks for the links and info, I'll read up on that.
[07:25:28] <pjm_> good morning
[08:07:26] <micges> good morning all
[08:09:06] <alex_joni> hi
[09:57:16] <piasdom> g'mornin all
[12:59:14] <cradek_> cradek_ is now known as cradek
[15:47:25] <Guest411> What version of classicladder is included on the latest release with ubunto?
[15:48:10] <Guest411> er... Ubuntu 8.04 is the version in question
[15:49:15] <BJT-Work> ClassicLadder version 7.124 has been adapted for EMC 2.3
[15:49:36] <BJT-Work> your most likely wanting the 2.2.x version
[15:49:37] <jepler> you have emc 2.2.x which I believe has classicladder based on 7.100
[15:50:22] <BJT-Work> yep there is it 7.100 for 2.2.x
[15:50:23] <Guest411> yes i would need the 2.3 version with the 7.124 classicLadder on it, as I need the modbus support in it
[15:50:32] <BJT-Work> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadder
[15:50:45] <jepler> what device do you want to control with modbus?
[15:50:58] <Guest411> Idec plc
[15:51:52] <Guest411> for toolchanger, coolant, vacuum, spindle on off etc
[15:52:56] <jdhNC> I have a nifty Moxa 12in/8out module that does modbus[tcp] I should try out some time
[15:53:44] <jepler> The main "porter" of classicladder to emc is Chris Morley. He isn't often on irc. If you have trouble, the emc-users mailing list is probably a good avenue to ask for help.
[15:54:37] <jepler> info on the beta release of emc 2.3, including a link to installation instructions:
http://emergent.unpy.net/01238343287
[15:56:01] <Guest411> nice,thanks for the link :)
[15:57:04] <Guest411> does the new Classicladder come with 2.3, or do i have to get and install that seperately?
[15:57:09] <jepler> it is included
[15:59:28] <Guest411> sweet, will have to download it tonight
[15:59:43] <BJT-Work> http://www.linuxcnc.org/docview/devel/html//ladder_classic_ladder.html
[15:59:57] <BJT-Work> http://www.linuxcnc.org/docview/devel/html//ladder_ladder_examples.html
[16:00:08] <BJT-Work> docs for 2.3 classicladder
[16:00:14] <jepler> and BJT-Work aka BigJohnT may be the one who knows the second most about classicladder, since he wrote the docs
[16:00:38] <BJT-Work> and program plc's at work :)
[16:01:22] <BJT-Work> * BJT-Work wanders back over to the mill
[16:01:42] <jepler> I bet you can know plenty about PLCs and still feel like it's a heck of a learning curve to start on classicladder
[16:02:59] <Guest411> It doesn't look bad so far from the reading, looking forward to playing with it :)
[16:03:33] <Guest411> I do however have a lot or reading ahead of me hehehe
[16:04:53] <anonimasu> hmm
[16:04:57] <BJT-Work> it's not too bad
[16:05:03] <anonimasu> any new plc has a steep learning curve
[16:05:20] <Guest411> Are you an integrator as well BJT-Work?
[16:05:26] <BJT-Work> Guest411: what is the end result
[16:05:30] <BJT-Work> yes
[16:05:45] <BJT-Work> design and built automation equipment
[16:05:57] <BJT-Work> or dig ditches what ever pays more
[16:06:20] <Guest411> Nice, I work for a control panel shop with lots of plc's and automation
[16:06:31] <BJT-Work> cool
[16:06:43] <anonimasu> mhm..
[16:06:50] <BJT-Work> we are a small shop with no employees
[16:06:54] <anonimasu> your employer makes money..
[16:07:00] <Guest411> Just started to get into modbus, and have a plc to play with and EMC2 running my minilathe project
[16:07:18] <anonimasu> :]
[16:07:20] <Guest411> so modbus with my emc2 seemed a logical step
[16:07:23] <BJT-Work> cool
[16:07:30] <anonimasu> * anonimasu is actually programming a plc right now
[16:08:20] <BJT-Work> * BJT-Work wanders back to the mill to make chips
[16:08:22] <anonimasu> ^_^
[16:10:18] <Guest411> who is running what with their emc2 ?
[16:10:32] <Guest411> out of curiosity
[16:12:30] <archivist> 4 axis mill gear cutting here
[16:12:40] <anonimasu> im runnnig a oxyfuel table
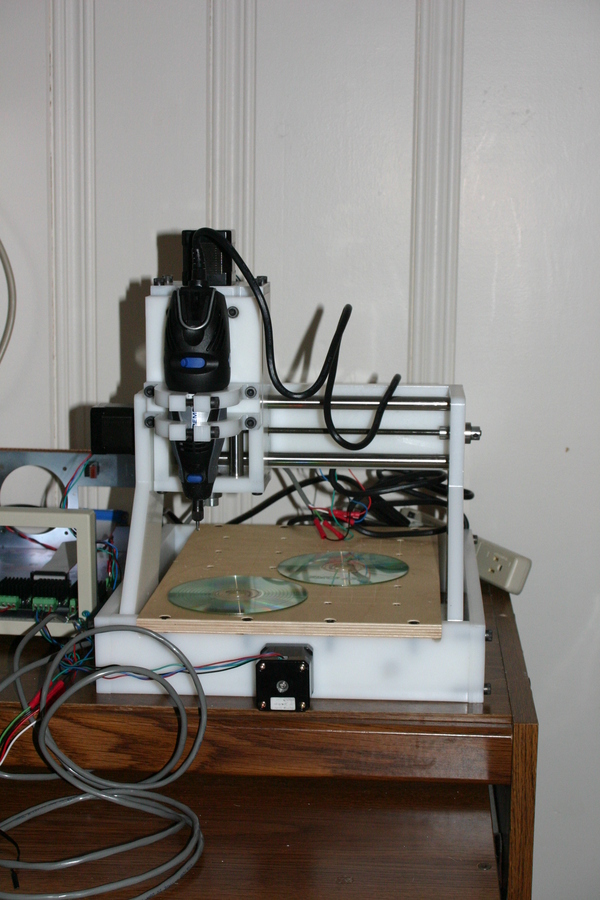
[16:12:43] <jepler> I have a dinky little plastic-frame mill:
http://media.unpythonic.net/axis-files/01188441458/img_7045-medium.jpg that I've upgraded over time to produce pretty good milled circuit boards
[16:14:13] <jdhNC> jepler: is there any advantage to having all axes up top vs. say having a moving Y table?
[16:15:14] <jdhNC> that probably didn't sound like what I was really thinking.
[16:15:15] <Guest411> nice to see diversity in use, I am running a mini-lathe and will be adding a milling head to it so it can be either a mill or lathe
[16:15:44] <cradek> Guest411: video of mine on timeguy.com
[16:16:34] <jepler> jdhNC: I'm not sure -- this just happened to be the style of the one I bought. It seems like the ones with moving tables tend to have smaller tables (for example, the sherline table is only 3" deep or something like that)
[16:16:55] <archivist> Guest411, also emc2 on youtube pulls up a few
[16:17:32] <cradek> moving table requires a base twice the table size, moving bridge doesn't
[16:18:25] <cradek> but, moving table probably is a more rigid machine
[16:18:33] <jepler> I think you also end up moving less mass with the bridge design, which is important because the motors are so dinky
[16:18:42] <BJT-Work> I run a plasma cutter
[16:18:44] <jdhNC> in this scale, it is probably close to 2x the table size
[16:19:09] <jepler> cradek: there's wasted area with this design, too -- you can't reach any of the corners of the table on my machine
[16:19:16] <jdhNC> I was thinking of making a moving Y table with X on a fixed gantry
[16:19:34] <Guest411> nice video, love the tool changer that is a bigger version of what I am wanting to add to my mini-lathe
[16:19:37] <jepler> over one inch on the left, right and front .. 4 or 5 inches at the back
[16:19:59] <jdhNC> but, only because I'm trying to do it really cheaply and the rails/bearings I've ended up with seem to favor that geometry.
[16:20:20] <cradek> Guest411: thanks - it's a little boring (haha) with all the slow boring but it is a nice demo otherwise
[16:21:15] <jdhNC> cradek: was that your video of the sonar bushing thingie?
[16:22:30] <cradek> nope, I haven't done a sonar bushing
[16:24:00] <jdhNC> I don't remember if it was really a sonar bushing, it was a cool video though and timeguy seems familiar.
[16:27:42] <Guest411> well gottarun for now boss crashed his pc.... again , not sure wat he does to it but gonna need a reinstall of windows. thanks for the help guys and the chatting talk to you later
[17:07:43] <skunkworks> wow - I like igbt's
[17:09:14] <justa_> * justa_ dislikes their price
[17:09:22] <justa_> otherwise; they're teh awesome
[17:09:37] <tomp> big power :) but cant switch fast enough for edm :( (1uSon 1uS off doesnt fly on igbts)
[17:10:56] <justa_> electronic dance music ?
[17:11:06] <skunkworks> I am running 20a thru some irf igbt's and they don't seem to get warm yet. They are rated at to 100khz but I am probably not going to run them over 30khz
[17:11:09] <tomp> eleectrical discharge machining
[17:11:26] <skunkworks> nice little package
[17:13:45] <skunkworks> https://ec.irf.com/v6/en/US/adirect/ir?cmd=catProductDetailFrame&productID=IRG4PF50WD
[17:14:44] <skunkworks> you can find them at discount places for a lot less.
[17:15:08] <dimas> tomp, what is the frequence for edm?
[17:15:21] <dimas> typical
[17:15:53] <skunkworks> the Rds of the mosfets I had bought a long time ago was way too high to do this type of amperage. they will work for my puma though
[17:17:30] <skunkworks> This actaully might be my final solution :)
[17:17:35] <skunkworks> who-whoooooo
[17:18:15] <skunkworks> (no rolls of smoke off of it with repeated 20 runs)
[17:18:23] <tomp> dimas: typical sinking is a few khz to 500khz, hole drill is narrower range, wire edm is narrower yet and even a bit faster.
[17:18:39] <tomp> dimas: you're doing edm too yes?
[17:19:15] <tomp> skunkworks: got any extra puma's you dont want ;)
[17:19:31] <skunkworks> looks like 20a is about as high as I can go with this power supply.. poor thing.
[17:19:41] <skunkworks> tomp: no - sorry. Just the one.
[17:19:44] <skunkworks> :)
[17:19:52] <tomp> must be fun
[17:20:33] <skunkworks> no time to work on it.
[17:21:03] <skunkworks> but you still cannot have it :)
[17:22:11] <archivist> lend it
[17:29:55] <BJT-Work> mmmm fresh bluegill
[17:30:31] <BJT-Work> lunch is ready u'all come on over
[17:31:22] <skunkworks> Nice - deep fried?
[17:31:31] <BJT-Work> yes
[17:31:46] <BJT-Work> just caught them an hour ago
[17:31:48] <skunkworks> * skunkworks has been on a diet for 3 weeks..
[17:32:00] <tomp> BJT-Work: try bluegill cerviche
[17:32:29] <tomp> the 'fillet's curl up like shrimp
[17:32:38] <tomp> and real hot & spicy
[17:32:55] <eric_unterhausen> I've been on a diet for 3 years
[17:33:09] <eric_unterhausen> I've lost about 35 pounds though
[17:33:13] <skunkworks> eric_unterhausen: that is sort of where it is going..
[17:33:17] <skunkworks> ;)
[17:33:25] <eric_unterhausen> it's better to do the long term thing anyway
[17:33:33] <eric_unterhausen> just weigh yourself every 3 months
[17:33:34] <archivist> * archivist has been on a diet of see food and eat it since birth
[17:33:43] <eric_unterhausen> seefood diet
[17:33:50] <skunkworks> yes - not really a diet as it is a change in eating. whole foods and such
[17:33:55] <eric_unterhausen> know it well
[17:37:00] <tomp> tonight had cuttlefish, was really good, except they dont bother to clean them... hmm whats this stuffed with... urf!
[17:37:07] <dimas> tomp, there was talking last summer, nothing practical yet
[17:37:25] <eric_unterhausen> tomp: still in Tiawan?
[17:37:43] <tomp> dimas, i thought you had a gold mine of machines ready to fit out
[17:38:05] <tomp> eric_unterhausen: still still still, last month tho :) ) ) ) )
[17:38:38] <eric_unterhausen> at least you missed winter
[17:39:20] <tomp> dimas: actually programming pic oscillators right now for edm hole drills. just built the ipsc interface for a pickit2
[17:39:23] <dimas> tomp, the machine was not mine and required serious repairement
[17:40:02] <BJT-Work> but he had the smog of a zillion scooters at each red light :)
[17:40:35] <dimas> tomp what the machine do you have?
[17:40:45] <tomp> dimas: oh, i can get old agie parts, and know of other part spources, lemme know
[17:41:25] <tomp> dimas: at home 2 agie ab's and one custom 4 axis sinker. here a 7 axis hoel drill, making a set of 6 machines
[17:42:06] <dimas> tomp, thanks, maybe later things would get better
[17:42:59] <dimas> 7 axis.. i'm still fighting with 3 of mine :)
[17:43:00] <tomp> BJT-Work: they wear these face masks when riding scoots. some are pretty cool, like big pointy teeth cartoons, some lame like hello kitty
[17:43:43] <tomp> heck a lot of people wear 'em just when walking around. the air is tangible here
[17:44:14] <BJT-Work> last time I was there they just had plain face masks
[17:46:27] <BJT-Work> they still use bamboo for scaffolds on high rise building sites?
[17:47:01] <tomp> yep, thats the standard!
[17:47:33] <tomp> it is just the scaffold, but its really bamboo & bailing wire
[17:48:50] <BJT-Work> it is amazing what they can do with bamboo
[17:48:57] <tomp> dimas: i still hope to use emc for edm somehow. "you cant use a queue for edm' i was recently told
[17:50:16] <tomp> BJT-Work: the country is weird, guys in bmw's on cell phones burning hell money so budha will send real money back. hi tech & superstitious, weird
[17:51:03] <BJT-Work> weird and they aren't the only ones that do that
[17:51:40] <BJT-Work> tomp what stops you from using EMC for EDM?
[17:53:37] <tomp> emc cannot retract. and when edm is correct is oscillates fwd and bwd along the path. emc is committed to forward motion only. this is NOT the short and run away of edm, it is the progression along a path controlled b a process, not a time table.
[17:54:43] <tomp> this oscillation is pretty fast, like many hz ( not khz, and below 200 )
[18:04:53] <BJT-Work> I see
[18:06:48] <BJT-Work> is that the same for plunge and wire edm?
[18:07:31] <seb_kuzminsky> tomp: could you have EMC give you a "rough position" for the EDM, and have some lower-level thing oscillate around that point?
[18:08:34] <BJT-Work> hi seb_kuzminsky
[18:08:39] <seb_kuzminsky> hi :-)
[18:08:48] <seb_kuzminsky> BJT-Work: are you coming to the Fest?
[18:09:18] <tomp> seb_kuzminsky: i think i can do it in hal, but emc's adhereance to inposition on time ( aka milling cnc ) is not sutied for many process based controls ( ecm edm polishing force feedback grinding... )
[18:09:58] <BJT-Work> not sure at the moment...
[18:09:59] <cradek> ideally you'd be able to back up along the path (wire). I'm not sure which way you'd go, if you didn't have that smarts
[18:10:13] <jepler> yeah, throw away emc, keep hal
[18:10:22] <cradek> well for wire you might want to cut shapes
[18:10:36] <cradek> for sinker, use hal, emc is no use for a one-axis machine
[18:10:44] <cradek> unless I'm missing something.
[18:11:19] <tomp> cradek: retracting along path is misleading. the process demands a teeny oscillation to keep the process healthy. the short circuit retract towards beginning is just safety
[18:11:31] <archivist_attic> we had a grind to size question the other day, measuring during the plunge
[18:11:44] <jepler> if all you need is oscillation you can simply mistune your servos with too much P
[18:12:13] <tomp> its not an oa=scillation you pick its an oscillation the process picks
[18:12:45] <cradek> for a tiny backup, the TP could export to HAL the vector direction it's trying to go at the moment. that means you'd back up tangentially along an arc
[18:13:01] <cradek> seems possibly helpful
[18:13:20] <jepler> (the suggestion to mistune pid was a joke that wasn't funny)
[18:14:35] <tomp> its not a backup, its following trhe process which is a jittery following along the path. the jitter is the gap fluxuation. smother the jitter and ruin the process. ( i got the joke but others might not )
[18:15:56] <cradek> I'm responding specifically to you saying you could do it in HAL. currently you do not have a way of knowing the 'desired' path direction, so I don't see how you can do it.
[18:16:51] <tomp> my thoughts now are to let emc 'pose' the work and tool, and let hal monitor a limit ( a 'depth' ) and just plug the process into the analog amp's Vcmd. (thats how old sinkers work )
[18:17:17] <tomp> a single axis motion limited by external signal
[18:17:30] <tomp> liek a limti swith ( or a dro signal )
[18:17:31] <cradek> oh you're talking about sinker
[18:17:37] <cradek> that was the misunderstanding
[18:17:46] <cradek> with sinker I agree - it seems easy
[18:18:02] <tomp> or drill, havent thunk up a way around time/position limits for wedm
[18:18:52] <tomp> like a limit switch (or a dro signal) (sheesh that was bad )
[18:31:52] <willburrrr2003> I am having a problem downloading the latst live-cd, file is ovr 600mb, but when I download it I only get 21mb, any idea's as to what is going wrong on my download?
[18:32:38] <BJT-Work> are you on a lumpy connection?
[18:32:39] <jepler> what download URL are you using?
[18:33:06] <willburrrr2003> using the link on the linuxcnc.org home page
[18:33:23] <willburrrr2003> on my dsl connection at work
[18:33:27] <jepler> this URL?
http://www.linuxcnc.org/hardy/ubuntu-8.04-desktop-emc2-aj07-i386.iso
[18:33:35] <BJT-Work> this is another way to download if your connections is sucky
http://www.linuxcnc.org/docview/html//common_Getting_EMC.html#r2_3
[18:35:06] <willburrrr2003> sorry tried to copy that link and rebooted the irc somehow...can you repost please
[18:35:35] <jepler> fwiw I started a download earlier when we started talking, and it's already passed 26,246,720 bytes downloaded
[18:35:45] <willburrrr2003> http://www.linuxcnc.org/hardy/ubuntu-8.04-desktop-emc2-aj07-i386.iso is the link I clicked on that didn't work well
[18:36:16] <willburrrr2003> Not sure why but think it is something to do with my work connection
[18:36:43] <willburrrr2003> If you can repost the alternate link i will try there and see how it goes
[18:36:51] <jepler> I think I gave the same link as you
[18:37:16] <willburrrr2003> under the one you posted someone else posted on for downloading w/bad connection
[18:37:21] <archivist_attic> http://dsplabs.upt.ro/%7Ejuve/emc/get.php?file=ubuntu-8.04-desktop-emc2-aj07-i386.iso
[18:37:41] <jepler> the link BJT-Work posted was
http://www.linuxcnc.org/docview/html//common_Getting_EMC.html#r2_3
[18:37:56] <willburrrr2003> cool thanks
[18:38:02] <jepler> it is not an alternate download link -- it suggests an alternate download program instead of a regular web browser
[18:38:12] <willburrrr2003> ahh ok
[18:38:13] <jepler> archivist_attic's link is the cdrom image on a different server
[18:38:19] <pjm_> archivist, hi, btw did u make emc2 control your spindle speed as yet?
[18:38:47] <archivist_attic> pjm_, no time to do it yet
[18:38:54] <pjm_> okey dokey
[18:41:09] <willburrrr2003> trying archivist's link will see how it goes
[18:42:07] <archivist_attic> pjm_, out playing at archive atm (Monday, Thursdays)
[18:42:28] <jepler> willburrrr2003: another thing to do is to download the 8.04 live/install cd from ubuntu. if that doesn't work either, it more or less proves the problem is on your end. If it does work, then you can install from that cd then add emc2 after installation as shown on our website (link 'hardy-install' on
http://www.linuxcnc.org/content/view/21/4/lang,en/)
[18:42:44] <pjm_> i need to get a clue on PID loops so I can hook my commanded spindle speed and spindle encoders measured speed back to the VFD in an effort to make the spindle speed constant under differing cutting loads etc
[18:43:15] <jepler> willburrrr2003: to download from ubuntu,
http://www.ubuntu.com/getubuntu/download and choose "Ubuntu 8.04 LTS"
[18:44:31] <cradek> pjm_: a vfd should keep a steady speed for you. if it doesn't, maybe it is misconfigured or inadequately sized
[18:45:55] <dimas> tomp, can you explain 'queue for edm' for non native listeners like me?
[18:45:58] <pjm_> cradek the rpm drop is only slight, but i thought as an exercise in pid loop understanding, i could try to hook it up to compensate for the speed reduction under load
[18:47:38] <cradek> I tried that too (not because of load changing the speed, but so I could move the varispeed ratio and have it still keep the programmed rpm). It was hard to tune because it responded so slowly, and the apparent mass (??) of the spindle changed when changing gears so it didn't stay tuned.
[18:48:22] <pjm_> ahh ok so would you say its not worth trying to close loop the spindle speed?
[18:48:31] <pjm_> its only on my 'nice to haves' list
[18:48:40] <cradek> is it a fixed gearing, or do you have multiple gears?
[18:48:51] <pjm_> its basically a 1:1 ratio from motor to spindle
[18:49:12] <pjm_> so encoder is a top the motor and timing belt drive to the spindle
[18:49:23] <willburrrr2003> seems like it would wrk if gearing was fixed and speed was only thing changed ?
[18:49:35] <cradek> yeah, I think that would be tunable then
[18:49:43] <cradek> might be intersting to try
[18:50:09] <pjm_> ahh ok interesting. there isnt that much mass in the motor and spindle, it can stop on 0.5 seconds easily from a few thousand rpm
[18:50:42] <cradek> heh, completely different from my lathe :-)
[18:51:32] <pjm_> so could you suggest a simple pid example that i could map to my config to try? I probably should look at a real example first before trying it. I did have a look at the servo axis pid loops but think they are overcomplex compared to what I want to do, but not sure really ;-)
[18:55:01] <cradek> since your output command (dac to vfd) is a velocity, you need a velocity feedback. depending on which hardware you are using you might be lucky enough to have a velocity from the encoder module.
[18:55:37] <cradek> what is your encoder counting hardware?
[18:56:13] <pjm_> its a 360ppr quadrature encoder
[18:56:30] <cradek> hooked to what input device?
[18:56:37] <pjm_> parport!
[18:56:46] <cradek> oh ok, software encoder module
[18:56:47] <pjm_> its good up to about 1600rpm
[18:56:48] <pjm_> yep
[18:56:55] <pjm_> it will get better i promise
[18:56:57] <cradek> it has a decent velocity output, so you'll be fine
[18:57:58] <pjm_> so i've got the commanded rpm already displayed as well as the actual measured rpm from the encoder, both exist in my hal
[18:58:24] <pjm_> its just the hooking together via a pid that i need some pointers with
[18:59:00] <pjm_> its possible that i'm going to the US in may for a week or so, and if thats the case i'll order a mesa pci card for the i/o
[18:59:06] <cradek> read the pid man page, especially the PINS section
[18:59:55] <cradek> you will see how to connect it to the signals it sounds like you already have
[19:01:04] <pjm_> ok will do, i'll try a simple loop and report back my findings
[19:01:17] <cradek> sounds fun, good luck
[19:01:24] <pjm_> (or just downgrade to mach3)
[19:01:33] <cradek> troll
[19:01:39] <pjm_> thats a joke btw before it gets like diy-cnc list
[19:01:44] <jepler> cradek: it's not a troll, he didn't say "upgrade"
[19:01:51] <cradek> oh, oops, you're right
[19:02:01] <jepler> anyway, we prefer to say "rightgrade"
[19:02:19] <jepler> you need to "rightgrade" your software to <our competitor>, we're tired of trying to help you but not being able to get the simplest ideas into your thick skull
[19:02:29] <pjm_> ahh i'll remember that in future ;-)
[19:02:32] <cradek> haha
[19:02:40] <jepler> (that's not directed at you, pjm)
[19:02:54] <archivist_attic> I might steal that for my bot :)
[19:03:05] <skunkworks> with it being opensource - leftgrade? (software for the people by the people)
[19:03:09] <pjm_> hehh i am thick skinned and hard to offend so no worries
[19:37:54] <willburrrr2003> well download seems to begoing ok, 197mb downloaded so far :)
[19:38:17] <cradek> don't forget to test your result with md5sum before you trust it
[19:39:27] <willburrrr2003> k
[19:45:45] <willburrrr2003> and I can check that by bootoing the cd right?
[19:46:34] <jepler> there's a "media check" option you can choose when booting the CD, but by using the md5sum program you can check before you burn
[19:47:33] <willburrrr2003> ahh ok, where do I get te md5sum program?
[19:47:59] <willburrrr2003> sorry about my typing, kb not the best
[19:50:26] <BJT-Work> the instructions were in that link I gave you
[19:51:09] <BJT-Work> http://www.linuxcnc.org/docview/html//common_Getting_EMC.html#r2_4
[19:53:27] <alex_joni> hi all
[19:56:07] <jepler> afternoon alex_joni
[19:57:38] <alex_joni> it is done.. I finished painting :)
[19:58:08] <BJT-Work> hi alex_joni
[19:58:20] <BJT-Work> I'm off to work on my tractor
[20:56:17] <skunkworks> http://imagebin.ca/img/mcguNI9R.jpg
[21:01:41] <cradek> 20A at what voltage is it?
[21:06:13] <skunkworks> well - the power supply starts out at around 90 but slumps down to 50
[21:06:39] <cradek> what is the load?
[21:06:43] <skunkworks> 20a is the limit of the poor thing. but semiconductors don't seem to get warm
[21:06:45] <skunkworks> motor
[21:06:55] <skunkworks> 90v dc motor stalled out
[21:07:11] <cradek> cool
[21:07:44] <skunkworks> very happy so far. The mosfets I had would not handle it with the high Rds. these seem to work 1000 times better
[21:09:53] <skunkworks> ship it! ;)
[21:12:07] <cradek> nifty
[21:29:18] <MrSunshine> wtf, is that a capacitor? :)
[21:34:00] <skunkworks> yes - 1900uf at 300v
[21:36:49] <MrSunshine> stick your toungue on it when its charged and see what happends )
[21:36:50] <MrSunshine> =)
[21:41:57] <skunkworks> you scare me
[21:46:36] <skunkworks> * skunkworks needs to go get some zucchini
[22:43:46] <skunkworks> * skunkworks needs to get a good clamp on dc amp meter.
[23:01:53] <justa_> that's a mighty nice capacitor... X.x
[23:05:28] <skunkworks> SWPLinux:
http://imagebin.ca/img/mcguNI9R.jpg
[23:06:41] <SWPLinux> is there a circuit under there? :)
[23:07:09] <skunkworks> :) how is the trip?
[23:07:31] <SWPLinux> pretty good so far
[23:07:40] <SWPLinux> had a little earthquake today. that was fun
[23:14:12] <skunkworks> Neat
[23:33:19] <jepler> well that's nice
[23:34:08] <jepler> after re-homing my machine, putting a new circuit board on the table, and putting in a different tool (with a depth-setting ring at the same nominal distance from the tip), my measured tool length is only .002 different
[23:34:23] <jepler> (inches)
[23:34:26] <SWPLinux> that seems pretty good
[23:35:12] <jepler> maybe I was just lucky and the differences happened to largely cancel
[23:35:41] <SWPLinux> put the original board back and see what the difference is
[23:36:12] <jepler> too late, it's all cut up
[23:36:44] <jepler> this means I can probably dispense with tool length measurement which would be nice
[23:37:14] <SWPLinux> are you using V cutters or flat (ish)>
[23:37:16] <SWPLinux> ?
[23:37:30] <jepler> Originally I followed cradek's practice and used V-cutters for trace isolation milling
[23:37:39] <jepler> I recently tried a .010" end mill and I like it much better
[23:38:04] <SWPLinux> yep, in that situation I'd probably dispense with tool length measurement
[23:38:21] <jepler> it's always the trace isolation tool that I touch off with, as it's the most critical
{kind=link}
{kind=link}