Back
[01:05:34] <KimK_afk> KimK_afk is now known as KimK
[01:22:23] <dmess> hi all
[01:49:22] <JymmmEMC> Heh...
[01:49:29] <JymmmEMC> (03:39:48 PM) dmess left the room.
[01:49:29] <JymmmEMC> (03:44:40 PM) LesNewell left the room (quit: "Leaving").
[01:49:29] <JymmmEMC> (03:59:18 PM) BigJohnT left the room (quit: "ChatZilla 0.9.83 [Firefox 1.5.0.12eol/2008121621]").
[01:49:29] <JymmmEMC> (05:05:34 PM) KimK_afk is now known as KimK
[01:49:29] <JymmmEMC> (05:20:26 PM) dmess [n=dmessier@76.74.132.165] entered the room.
[01:49:30] <JymmmEMC> (05:22:23 PM) dmess: hi all
[01:56:41] <jepler> /nick all
[01:56:43] <jepler> /quit
[02:02:09] <JymmmEMC> jepler: ?!
[02:23:54] <jmkasunich> SWPadnos:
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=41188
[02:27:59] <jepler> "2000 lb. weight capacity" isn't nearly enough, is it?
[02:28:38] <JymmmEMC> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=33611
[02:29:01] <jmkasunich> the lathe supposedly weights about 2000 lbs
[02:29:11] <jmkasunich> but I don't know how accurate that number is
[02:29:43] <jmkasunich> that crane is another of those things that is great to have once every 2 years, and you are tripping over the rest of the time
[02:29:59] <JymmmEMC> two of these...
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=543
[02:30:57] <jmkasunich> "For dead loads only; not for lifting"
[02:31:06] <jmkasunich> also, lowering is very tricky
[02:31:24] <jmkasunich> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=996
[02:31:25] <JymmmEMC> I suggested that use multiple rod bars
[02:31:32] <jmkasunich> if you are gonna lift, do it right ^^^^
[02:31:42] <JymmmEMC> Not lift, just pull
[02:31:57] <jmkasunich> then why two?
[02:32:29] <JymmmEMC> the 2nd one is to prevent it from sliding off uncontrolled when it hits the slope of the ramps, to ease it down gently
[02:32:49] <jmkasunich> oh, I see
[02:33:18] <jmkasunich> I'd prybar it onto rollers, then just roll it to the ramp
[02:33:25] <JymmmEMC> Yep
[02:33:38] <jmkasunich> one come-along, to keep it from going to fast
[02:33:39] <JymmmEMC> for $600, I'd get a towtruck with a hoist or something
[02:33:47] <JymmmEMC> jmkasunich exactly
[02:33:52] <jmkasunich> $600? you mean the gantry?
[02:33:56] <jmkasunich> I was mostly joking about that
[02:34:00] <JymmmEMC> I was thinking even gas pipe or fence pipe
[02:34:17] <JymmmEMC> jmkasunichWell, if that's whats needed to move manually
[02:34:23] <jmkasunich> I have pieces of 1/2" steel bar I've used before
[02:34:47] <JymmmEMC> Yeah, any diameter will do. That's how we used to move safes/vaults
[02:35:39] <JymmmEMC> and it looks like he has a couple spots to wedge in a prybar
[02:35:46] <jmkasunich> I have a 4 part block-n-tackle with rope (sailboat gear) which would be enough to control that on a modest ramp, it has an integral cleat, so you can stop any time you want - and far easier to use than a come-along
[02:36:19] <JymmmEMC> I bet, just come-alonf are so versitile and cheap enough
[02:36:21] <jmkasunich> we used prybars (mostly my prybar, his was wimpy) to raise it off the pallet, then to lower it down to the trailer deck - not hard, just a bit slow
[02:38:10] <JymmmEMC> since he's solo out there, it's the only thing I could think of that was simple and effective enough and one-man operation without costing too much either
[02:40:07] <jepler> for $600 maybe jmkasunich can fly out and help again
[02:40:16] <jepler> he's Just That Nice
[02:40:24] <jmkasunich> where did $600 come from?
[02:40:35] <jymm> the cost of the crane
[02:40:40] <jepler> yeah
[02:40:46] <jmkasunich> as I said before, I was joking
[02:40:55] <jepler> maybe I was too
[02:41:03] <jmkasunich> I know you were
[02:41:52] <jmkasunich> I would like to have a crane, but not $600 worth
[02:42:00] <jmkasunich> I want the beam, and two lally columns
[02:42:20] <jmkasunich> bolt the beam to the garage ceiling, and install the lally columns only when needed
[02:42:36] <jmkasunich> I already have a 1 ton chain hoist....
[02:45:30] <SWPadnos> I bought a bigger prybar ;)
[02:45:42] <jmkasunich> good
[02:45:48] <jmkasunich> hopefully not from harbor freight
[02:46:02] <SWPadnos> nooooo
[02:46:06] <SWPadnos> Home Depot
[02:46:34] <SWPadnos> what's funny is that they had the "Fat Max" 36" prybar also, but the lever point is in a worse spot than the "normal" one
[02:47:06] <SWPadnos> the $12 one has about a 1.5-2" distance to the bend, the $18 Fat Max has about 4" or more
[02:50:19] <jmkasunich> heh
[02:50:37] <jmkasunich> that means you need a fat Max to stand on it to lift anything
[02:50:42] <SWPadnos> yep
[02:52:08] <SWPadnos> I have a friend with one of these (more or less):
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=35915
[02:52:37] <SWPadnos> I thought about making something to extend the height a bit, but then there's the problem of lowering to the ground
[02:52:44] <SWPadnos> and the fact that the legs are too close together
[02:53:07] <jmkasunich> I wouldn't use that
[02:53:22] <SWPadnos> no. it hardly worked for the BP, and that has a much smaller base
[02:54:52] <jmkasunich> any form of overhead lifting depends totally on the presence of solid, well placed lift points
[02:55:03] <jmkasunich> and I'm afraid that machine doesn't really have any
[02:55:12] <SWPadnos> yeah, that's problem #2
[02:55:16] <SWPadnos> #1 actually
[02:55:27] <jmkasunich> sling under the bed would be solid, but I bet the CG is too close to the headstock
[02:56:09] <jmkasunich> anything attached lower down (like slings going under the base) would be very tippy
[02:56:20] <SWPadnos> right. needs to be above the CG
[02:56:49] <jmkasunich> if you get a warm day, you should pry up one end and thru a length of 1/2 rod underneath
[02:57:01] <jmkasunich> move it around and find the lengthwise position of the CG
[02:57:08] <SWPadnos> supposed to be up around 35 or so tomorow :)
[02:57:20] <SWPadnos> maybe even 40
[02:57:50] <jmkasunich> if the CG is under the open space between carriage and headstock, you could probably pull off a lift
[02:58:18] <SWPadnos> the top is mostly air, and I bet the motor is about as heavy as the headstock itself
[02:58:53] <jmkasunich> main sling goes down from hook, under bed from front to back, around back of headstock, under bed from front to back again, and back up to hook
[02:59:16] <jmkasunich> that ensures that the sling can't slide toward the tailstock
[02:59:29] <jmkasunich> that sling MUST be on the headstock side of the CG
[02:59:49] <jmkasunich> then a secondary sling from hook to tailstock end is used to balance the load
[03:00:15] <jmkasunich> adjust length of secondary sling to position hook above CG
[03:00:39] <SWPadnos> I think we lifted the other lathe by hooking that shorter chain to nylon slings on either side, and we adjusted for the CG by shifting which link the lift chain was attached to
[03:01:07] <SWPadnos> poor mans adjustable lift harness
[03:01:12] <jmkasunich> "slings on either side" - I can't visualise that
[03:01:30] <jmkasunich> there is very little on that lathe to hook to
[03:01:36] <jmkasunich> just the bed itself really
[03:01:39] <SWPadnos> this lathe had holes cleverly placed so you could stick a steel rod through
[03:01:43] <jmkasunich> ah
[03:01:44] <SWPadnos> one on each end :)
[03:01:51] <jmkasunich> that helps a lot
[03:01:58] <SWPadnos> yeah, it would
[03:02:49] <jmkasunich> anyway, knowing how to sling it to a hook only helps if you have a hook that can lift the required weight to the required height
[03:03:30] <jmkasunich> I got seriously spoiled at our old workplace lab - we had a 20 ton overhead crane
[03:03:35] <jmkasunich> so I learned how to sling stuff
[03:03:52] <SWPadnos> heh
[03:04:07] <jmkasunich> 6000 lb dynamometer and 10000 lb transformer were my biggest lifts
[03:04:13] <SWPadnos> I'd love that, but the 8' ceiling in the garage doesn't really lend itself to that
[03:04:24] <jmkasunich> we brought in riggers to move the 28000 lb chiller
[03:04:30] <jmkasunich> heh
[03:05:15] <jmkasunich> the trailer-to-ground lift could (should) take place outside, then roll it in
[03:05:15] <SWPadnos> this would work well:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=360087253848
[03:05:29] <SWPadnos> yes, it must take place outside, given my garage door height :)
[03:05:34] <jmkasunich> once it is on the ground maybe
[03:06:00] <jmkasunich> pallet jack is really no help getting it off the trailer
[03:06:12] <jmkasunich> besides, you could have gotten a much better price last week
[03:06:18] <SWPadnos> only if I had 3 ramps, so all the wheels could be supported
[03:06:23] <SWPadnos> yeah, that's true
[03:06:33] <SWPadnos> and it's probably not worth another drive out there
[03:06:49] <SWPadnos> (though I could borrow a smaller trailer, without a lathe on it, for the trip ;) )
[03:06:50] <jmkasunich> pallet jack on ramps? I sincerely hope you are joking
[03:06:58] <SWPadnos> with a come-along for control
[03:07:09] <jmkasunich> I sincerely hope you are joking
[03:07:12] <SWPadnos> heh
[03:07:33] <jmkasunich> I've used a pallet jack a lot - they are not very good for lateral stability
[03:07:39] <SWPadnos> no, that's true
[03:07:48] <SWPadnos> I like that one because it has 6' long forks
[03:07:56] <SWPadnos> so it can get under the whole thing
[03:08:01] <jmkasunich> even on the flat, I would almost rather move that lathe with rollers and prybars than a pallet jack
[03:08:07] <SWPadnos> yep
[03:08:13] <jmkasunich> and especially not with a pallet jack running the long way
[03:08:33] <jmkasunich> the lathe wants to tip around its long axis
[03:08:41] <jmkasunich> a pallet jack wants to tip around its long axis
[03:08:49] <jmkasunich> hint - don't align the axes
[03:09:24] <jmkasunich> if the lathe is crossways on the jack, at least if it start to tip the jack, one end of the lathe will hit the ground before it goes over
[03:09:44] <SWPadnos> I thought about building a wooden platform that tilts on one side. keep it supported on the outside end with the bottle jacks or my car jack
[03:09:47] <SWPadnos> right
[03:10:13] <SWPadnos> then use the jacks to lower that end relatively slowly
[03:10:15] <jmkasunich> I only see three safe ways
[03:10:44] <jmkasunich> 1) overhead lift with tow-truck or something, pull out trailer, lower, roller into place
[03:11:26] <jmkasunich> 2) roller down ramps, with or without 4x6 skids bolted to bottom, controlling with comealong or similar, rear of trailer solidly blocked
[03:12:09] <jmkasunich> 3) roller from trailer onto level cribbing, remove cribbing a bit at a time (possibly sped up by using a rented pair of those roll-r-lift things I linked to this morning)
[03:12:38] <jmkasunich> 1 is quickest and easiest, if you have access to a suitable magic hook
[03:12:53] <SWPadnos> 4) froklift
[03:12:56] <SWPadnos> forklift
[03:13:09] <jmkasunich> that would take a big forklift, since you only have end access
[03:13:22] <jmkasunich> most forklifts are rated with the CG no more than 24" in front of the mast
[03:13:25] <SWPadnos> yeah, I'd probably have to Wgyptioan it onto a pallet
[03:13:27] <SWPadnos> gah
[03:13:29] <SWPadnos> Egyptian
[03:13:37] <jmkasunich> yeah, there is that part too
[03:13:52] <jmkasunich> you'd definitely have to egyptian it onto something
[03:13:58] <SWPadnos> I can come-along off the trailer, since I can hook to a lally column in the garage
[03:14:10] <SWPadnos> well, toward the end of the trailer anyway
[03:14:25] <jmkasunich> pulling off isn't the problem, it is controlling the rate of off
[03:14:38] <jmkasunich> if you put it on rollers, you won't need much to move it
[03:14:45] <SWPadnos> pulling it toward the end so a forklift can get under it is what I was thinking of
[03:14:52] <jmkasunich> oh
[03:15:12] <jmkasunich> I'd just lift one end 1/2", thro a rod under, then pry the other end
[03:15:15] <SWPadnos> I need to see what it costs to rent one. there's a rental place about 2 miles from my house
[03:15:22] <jmkasunich> you'd have it moved in the time it takes to set up the come-along
[03:15:40] <SWPadnos> I think I checked into it before, and it was going to cost several hundred $$ to rent one for a half day (with delivery and all that crap)
[03:15:55] <jmkasunich> yeah - the forklift trailer is gonna be heavier than the lathe trailer
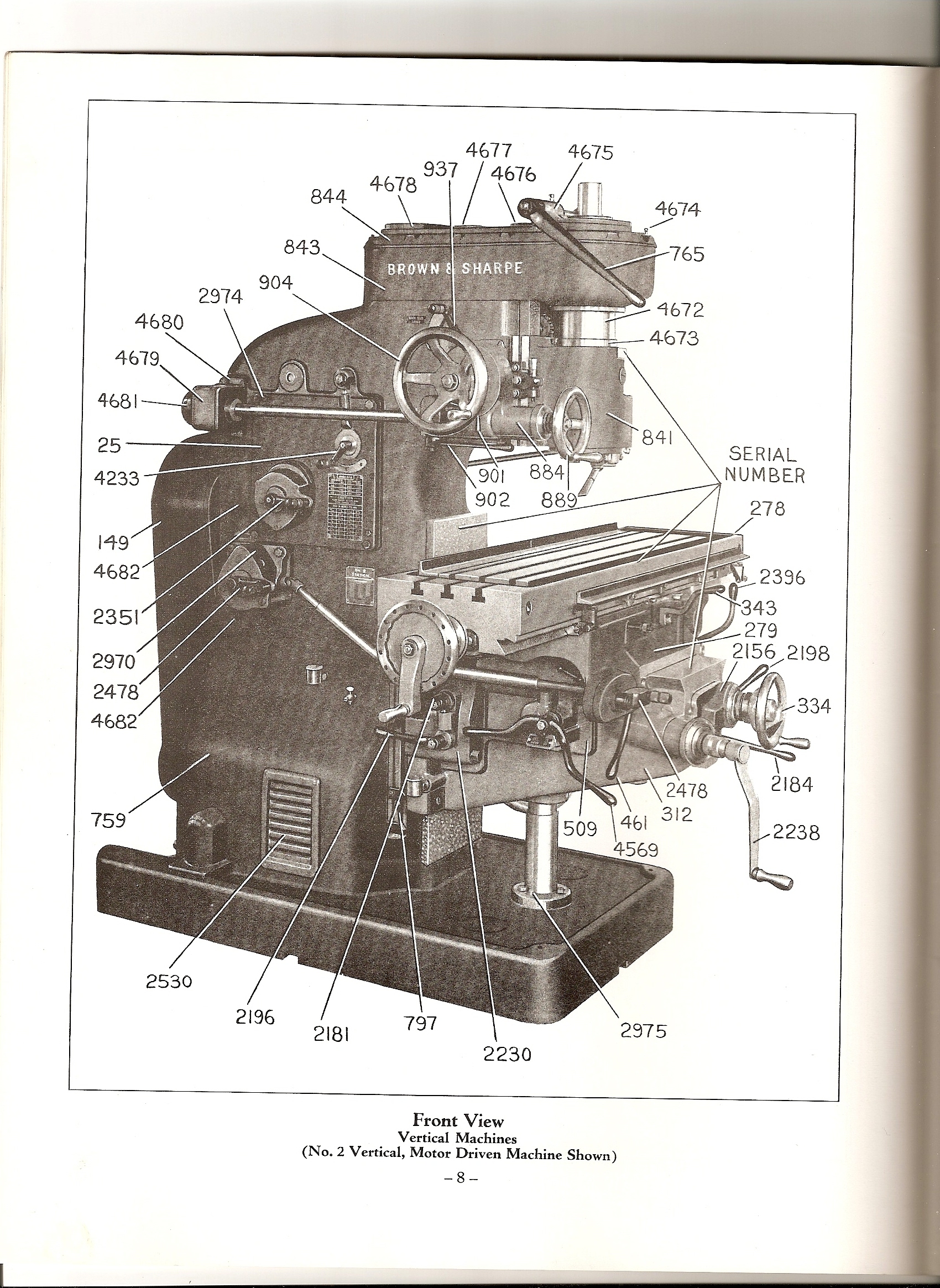
[03:16:13] <skunkworks_> http://www.electronicsam.com/images/brownsharp/scan0219.jpg
[03:16:13] <jmkasunich> and you'd wind up having to do the lift with the lathe trailer in the street probably
[03:16:13] <SWPadnos> yep, the roller method works well, but I'd want to be damned sure the thing will stop when I want it to
[03:16:36] <SWPadnos> we have driveway room, but the slope could be an issue
[03:16:38] <jepler> anybody have an opinion on vmware server 1.x vs 2.x? are they both similarly free (as in beer)?
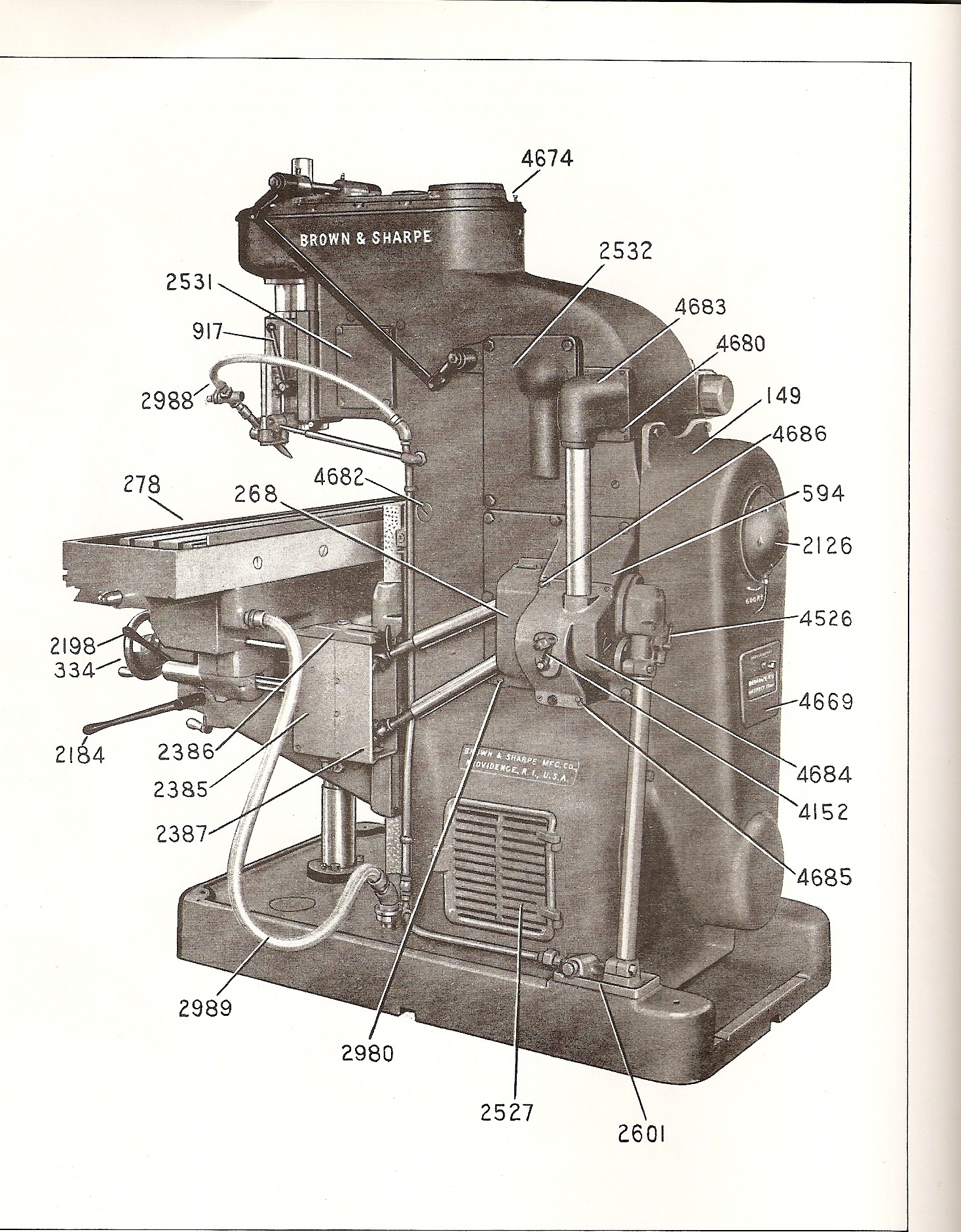
[03:16:45] <skunkworks_> http://www.electronicsam.com/images/brownsharp/scan0220.jpg
[03:17:12] <jmkasunich> skunkworks_: da beast!
[03:17:35] <skunkworks_> :)
[03:17:42] <jmkasunich> jepler: dunno, I'm just using whichever one I downloaded a couple years ago
[03:17:49] <jepler> jmkasunich: that's probably 1.x, then
[03:17:52] <jepler> same as I've been using
[03:18:15] <jmkasunich> SWPadnos: be glad you aren't moving skunkworks mill
[03:18:19] <SWPadnos> heh
[03:18:23] <SWPadnos> oh I am, I am
[03:19:01] <skunkworks_> that was moved with 1 inch water pipe :)
[03:19:12] <jmkasunich> SWPadnos: do you have room in the driveway for a forklift and forks to fit between the tail of the trailer and the garage door?
[03:19:19] <SWPadnos> sure
[03:19:29] <SWPadnos> it's about 75 feet long
[03:19:42] <jmkasunich> oh - scale is decieving in pics sometimes
[03:19:45] <SWPadnos> but there is the slope
[03:19:59] <SWPadnos> yeah, I didn't want to step outsidewhen I took the photo, it was 0 degrees out
[03:20:10] <jmkasunich> otoh, jeep plus trailer is at least 30, maybe 35 feet long, so darn near half is gone already
[03:20:52] <SWPadnos> yep, but I can block the road for a little while. it's a dead end street with 10 houses, only 6 of which are beyond mine
[03:21:01] <jmkasunich> ah, ok
[03:21:11] <jmkasunich> so 4 is viable, except for cost of rental
[03:21:26] <SWPadnos> yep
[03:21:33] <jmkasunich> still complex, since you gotta get the forks under the machine, and then back out again
[03:21:47] <jmkasunich> probably egyptian work at both ends of the lift
[03:21:56] <SWPadnos> and there's a place down the street that may have a forklift they'd bring over for beer money
[03:22:08] <SWPadnos> or just beer
[03:22:25] <jmkasunich> if its close enough that they can just drive the forklift on its own wheels, that is MUCH better
[03:22:35] <jmkasunich> trailering the lift just makes things more complex
[03:22:40] <SWPadnos> yep, less than a mile
[03:22:47] <jmkasunich> plus, if they bring it over, you have a skilled driver instead of a newbie
[03:22:56] <SWPadnos> and the guy across the street works for a construction company ...
[03:23:01] <jmkasunich> well, maybe - dunno what that place is like
[03:23:12] <SWPadnos> lots of options, I just need to see what will work
[03:23:58] <jmkasunich> you should check your local rental place(s) for those rol-lift things
[03:24:08] <SWPadnos> I think I missed those
[03:24:43] <jmkasunich> http://www.rolalift.com/features.shtml
[03:24:44] <jackland> Just a sugestion but I have moves a lathe 7000# with fork lift by picking up the head stock end on the forks with the bed strait out in front of the fork lift then chained the tail stock end up to the top of the mast and then tiped the forks back to lift the machine
[03:24:50] <SWPadnos> ah, ok
[03:25:07] <jmkasunich> note the pic of them moving a press
[03:25:21] <SWPadnos> in a crate
[03:25:27] <SWPadnos> jackland, ok, food for thought
[03:25:37] <SWPadnos> this one has stuff I'd have to remove to do that though
[03:25:46] <SWPadnos> there's a chip guard around the entire top
[03:25:46] <jmkasunich> "in a crate" ?
[03:26:03] <SWPadnos> the photo on that page shows a crate around the item being moved
[03:26:09] <SWPadnos> or a frame anyway
[03:26:32] <jmkasunich> I think that is part if the press
[03:26:45] <jmkasunich> anyway, the problem with those on the lathe will be the electrical boxes
[03:26:48] <jackland> can you send a picture?
[03:26:59] <jmkasunich> of the lathe?
[03:27:05] <jackland> yes
[03:27:09] <SWPadnos> http://www.hgrindustrialsurplus.com/images/products/21-211-041.jpg
[03:27:38] <jmkasunich> http://jmkasunich.com/pics/swp-lathe-2765.jpg
[03:28:47] <jackland> skid and back up realy fast!
[03:29:07] <SWPadnos> maybe someone in the air guard will bring a cargo copter over
[03:29:22] <jackland> nice lathe
[03:29:32] <SWPadnos> thanks
[04:15:48] <KimK> I've just plugged in for the first time (jusut for fooling around a bit) a 5i22 with a
[04:16:01] <KimK> Oops, darn oversize return key
[04:18:22] <KimK> I've just plugged in for the first time (just for fooling around a bit) a 5i22 with a 7i33 and a 7i37. Any suggestions or advice? I'd like to learn how to play with the DC I/O and the ladder via the 7i37.
[04:19:27] <KimK> Otherwise, I'll just read the fine manual
[04:20:07] <cradek> mesa makes a neat card with LEDs on all the lines. you can plug it between a 5i2x and one of the daughter cards
[04:20:07] <SWPadnos> well, if you have something that can show you the voltage outputs, or if you have a 7i31 card (the one with all the LEDs on it), then you can see some stuff as you experiment
[04:20:22] <SWPadnos> otherwise, it's a bit less exciting when you do stuff and you can't tell
[04:20:58] <cradek> hook up an encoder and set it up as a jog wheel?
[04:21:08] <cradek> that would be a fun hands-on first project
[04:21:36] <SWPadnos> sure
[04:21:42] <cradek> you could hook the encoder to 7i33 or 7i37 if using hm2
[04:23:33] <KimK> Thanks, I'll look into the LED display card, I didn't know about that. (They keep it "in the back room"? I didn't see it on the web page). I can live with not having outputs, or maybe I'll throw 8 LED's on the 7i37?
[04:24:20] <cradek> sure, good idea
[04:24:32] <KimK> I was wondering about whether you could use straight DC I/O for "encoder" (twist knob, not MPG where tick marks might matter)
[04:24:58] <cradek> with hm2 you can put a hardware encoder counter on some of the general purpose inputs
[04:25:17] <cradek> or you could use the software encoder counter, but it could not count nearly as fast.
[04:25:38] <seb_kuzminsky> KimK: reading a dc voltage is not currently supported out of the box as far as i know
[04:25:48] <seb_kuzminsky> you'd need an ADC plugged into GPIO
[04:26:14] <cradek> oh maybe I didn't understand
[04:26:53] <KimK> seb_kuzminsky: Sorry, I didn't explain myself correctly. I meant DC I/O as in general purpose PLC-type I/O. Sorry for the "slang".
[04:27:11] <SWPadnos> huh. the 7i65 looks interesting
[04:27:16] <seb_kuzminsky> KimK: so you want to read two TTL signals in quadrature?
[04:27:21] <seb_kuzminsky> that's supported ;-)
[04:28:28] <SWPadnos> KimK, you can't read those I/Os faster than about 10 kHz (maybe 20), but other than that they're usable for anything
[04:28:37] <SWPadnos> (that generic I/O can be used for)
[04:29:05] <cradek> hahaha
http://www.kaisertool.com/pricelist/index.htm
[04:29:09] <cradek> dorks
[04:29:10] <SWPadnos> huh. a 7i29 looks about perfect for a lathe
[04:29:24] <KimK> seb_kuzminsky: Yes, quadrature, but I was afraid that I'd have to use one of the 7i33 servo encoder inputs for a general purpose knob, i.e. feedrate.
[04:29:51] <SWPadnos> the hostmot2 driver/firmware let you select different numbers of PWMs and encoder inputs
[04:30:03] <SWPadnos> so you can have a few extra encoder inputs for spindle/MPG/...
[04:30:18] <KimK> SWPadnos: 10KHz should be fine, as I don't care if I miss a tick mark on a "knob", just on the MPG
[04:30:56] <SWPadnos> you should see how long the read function takes on your system
[04:31:26] <SWPadnos> some PCI chipsets are really stupid, so the generic I/O may take more time than you think it should
[04:31:43] <KimK> SWPadnos: Read? So far I only know about the latency test, etc.
[04:31:46] <SWPadnos> though 10 kHz should be very conservative for a PCI card, come to think of it
[04:32:15] <SWPadnos> you can see how long any thread or function takes by looking at the *.time and *.tmax parameters
[04:32:25] <SWPadnos> halcmd show "*.tmax"
[04:32:29] <SWPadnos> halcmd show "*.time"
[04:32:36] <SWPadnos> err
[04:32:40] <SWPadnos> halcmd show param "*.time"
[04:32:45] <SWPadnos> ... or tmax
[04:33:09] <SWPadnos> that's the number of clock cycles each function takes
[04:34:55] <KimK> OK, I'll be sure to look into that. In the Integrator's Manual? Oh, wait, isn't the Hal Manual separate now?
[04:35:46] <JymmmEMC> SWPadnos: Oh hey, it looks liek the lathe is on 2x4's, shoul make it easier to put rods under it
[04:36:00] <SWPadnos> nope
[04:36:10] <SWPadnos> the 2x4 and 2x6 are nailed in around it
[04:36:21] <SWPadnos> to keep the bottom from shifting during travel
[04:36:32] <JymmmEMC> oh, well any pry bar points at least?
[04:36:49] <SWPadnos> not really, but it's not totally flush on the bottom either
[04:36:58] <SWPadnos> we managed to move it around a bit with prybars
[04:37:06] <SWPadnos> but it may be more because the wood decking was wet ;)
[04:37:33] <JymmmEMC> SWPadnos: We use to use diesel fuel on the 5 ton tow turcks to make it easier to slide cars up
[04:37:39] <JymmmEMC> really slick stuff
[04:37:42] <SWPadnos> oh, how nice
[04:37:46] <SWPadnos> I think I'll pass on that
[04:37:48] <SWPadnos> :)
[04:37:58] <JymmmEMC> I'm serious, not like it's flamable
[04:38:16] <SWPadnos> I found Bob's card, so I can call and see what he'll charge to bring out the boom tow truck :)
[04:38:17] <skunkworks_> or enviromentally friendly...
[04:38:56] <JymmmEMC> SWPadnos: I still think two pull-alongs
[04:39:00] <SWPadnos> I think we paid him $100 to move my BP and my friend's lathe, 25 miles apart, at midnight on a Sunday. so it may be reasomably cheap to get him here :)
[04:39:04] <JymmmEMC> you still have to get it in the garage
[04:39:11] <SWPadnos> that's easy
[04:39:18] <SWPadnos> relatively speaking anyway
[04:39:35] <SWPadnos> I'd have him put it on a couple of 2x6 planks that go into the garage
[04:39:40] <SWPadnos> then roll it on pipes
[04:40:51] <JymmmEMC> well, the come-alongs will still help turn it into place =)
[04:41:04] <SWPadnos> yep
[04:41:11] <JymmmEMC> or rope and tackle if ya got it
[04:41:14] <SWPadnos> I've got a 2-ton, and so does a friend
[04:41:32] <JymmmEMC> ah cool
[04:41:44] <SWPadnos> and he's got a 2-tom engine hoist (if I can find a place to grab the lathe)
[04:41:49] <SWPadnos> 2-ton
[04:42:21] <JymmmEMC> is the lathe even suppose to work?
[04:42:59] <SWPadnos> I'm not sure :)
[04:43:28] <JymmmEMC> just curious =)
[04:43:33] <SWPadnos> me too
[04:43:51] <JymmmEMC> wha cha gonna do with it?
[04:44:05] <SWPadnos> well, I think I'll try to see if it works ;)
[04:44:25] <SWPadnos> I may need to make some camera mounts, and camera bodies on the mill
[04:44:35] <JymmmEMC> huh?
[04:44:48] <SWPadnos> err - camera lens mounts
[04:44:59] <JymmmEMC> what does camera have to do with a lathe?
[04:45:11] <SWPadnos> lens mounts have to do with a lathe
[04:45:24] <SWPadnos> C mounts are 1-32 thread, and round
[04:45:26] <JymmmEMC> you said mill
[04:45:31] <SWPadnos> bodies on the mill
[04:45:34] <JymmmEMC> ah
[04:45:39] <SWPadnos> lens mounts on the lathe
[04:45:55] <JymmmEMC> HF $300 would have saved you a trip =)
[04:46:03] <SWPadnos> for what?
[04:46:07] <JymmmEMC> lathe =)
[04:46:12] <SWPadnos> har har
[04:46:13] <SWPadnos> :)
[04:46:18] <JymmmEMC> lol
[04:46:24] <SWPadnos> bedtime now though. see you
[04:46:32] <JymmmEMC> Merry Christmas!
[04:46:40] <KimK> For the record, EMC2_Getting_Started.pdf, Chapter 6.6.2 Monitor Resolution, has a link to an obsolete Ubuntu page
[04:46:42] <SWPadnos> bah! humbug!
[04:47:03] <JymmmEMC> G'Night Eb
[04:49:28] <KimK> Goodnight SWP, thanks for the help. Thanks to you too, cradek, seb_kuzminsky. I'll be here awhile yet.
[04:59:38] <KimK> KimK is now known as KimK_brb
[05:29:27] <KimK_brb> KimK_brb is now known as KimK
[05:33:28] <maddash> is it possible to shift a voltage sine curve positively so that the minimum of the curve is zero and the max is 2*amplitude?
[05:35:39] <crotchet1> crotchet1 is now known as crotchet
[05:39:44] <maddash> maddash: hell yeah. check out
http://www.trekinc.com/pdf/6001_Voltage_Level_Shifting.pdf
[05:40:51] <maddash> happy holidays, SWPadnos, cradek, jepler, jmkasunich
[05:41:32] <maddash> ^-- JymmmEMC, fenn, logger_emc
[05:41:57] <JymmmEMC> maddash: Same to you =)
[05:43:29] <JymmmEMC> so instead of crossing at 0v have it cross at 2v and the low side be 0v
[05:44:20] <maddash> yep
[05:44:22] <JymmmEMC> instead of +2 and -2 P2P have it be +4 and 0v P2P
[05:44:51] <JymmmEMC> sounds reasonable to me =)
[05:45:37] <JymmmEMC> MY gf got me a pair of fur lined cowhide work gloves, but I can't type with them =(
[05:46:22] <JymmmEMC> But if I ever get stuck in the snow, they'll be awesome to dig myself out =)
[05:47:29] <maddash> cut off the finger tips
[05:47:40] <JymmmEMC> they're too nice for that
[05:48:30] <JymmmEMC> I'm wearing the fingerless garden gloves right now (in the garage atm)
[05:49:47] <JymmmEMC> and the ironic thing is I nought her USB heated gloves for xmas too =)
[05:49:53] <JymmmEMC> bought
[05:50:34] <maddash> are you trying to keep her tethered on a leash?
[05:50:51] <JymmmEMC> lol, nah they unplug easily
[05:51:48] <maddash> brb, rebooting to 2.6.27.9
[05:52:01] <JymmmEMC> ok, I'm trying to understand what the diode is doing exactly....I know it's only effecting half the waveform, but I'm not sure how/what it's actually doing.
[05:57:54] <KimK> The diode in which figure?
[05:58:19] <JymmmEMC> the pdf above
[05:58:40] <KimK> Figure 1 ?
[05:58:57] <JymmmEMC> yes
[06:00:20] <KimK> Negative voltages are shorted to ground, positive voltages are allowed to accumulate
[06:00:21] <JymmmEMC> looks like it's shunting from 0v to negative swing
[06:00:50] <JymmmEMC> ok, then what does C1 do in this case? cause a delay?
[06:01:39] <KimK> C1 isolates the zero-impedance-output voltage generator so you can develop a "float"
[06:02:06] <JymmmEMC> how is it 'isolating'?
[06:02:35] <KimK> OK, AC coupling. Like on a scope.
[06:02:49] <KimK> Not really isolating, sorry
[06:03:44] <JymmmEMC> Hmm, is C2 the load, or part of the circuit?
[06:05:54] <JymmmEMC> Ok, if I attached a scope at the point where D1 and C1 meet and removed C2 from the circuit, wouldn't I have a half wave?
[06:06:46] <KimK> Well... with AC input/output C2 is odd, but I guess you could call it a float/bias voltage smoother?
[06:07:31] <JymmmEMC> I guess I shouldn't have been out smoke pot during AC theory huh =)
[06:08:50] <KimK> Yes, I guess you would have a half-wave, D1 would short the negative side, and no float? So half-wave, I'd say. So C2 accumulates charge so the float level can come up?
[06:09:07] <JymmmEMC> sorta sounds that way
[06:09:43] <KimK> What do you plan to do with the circuit?
[06:09:44] <JymmmEMC> OH I get it.... C! "boosts" the voltage level up, and C2 has the actual voltage level
[06:10:39] <JymmmEMC> so C1 pushes the bottom peak from -V to 0V
[06:12:32] <JymmmEMC> So I guess in theory, if you have another C1 & D1m you could boost it up another 2v, so it'll be +4 to +2 PP
[06:12:58] <JymmmEMC> or is that +6 and +2 PP
[06:13:36] <JymmmEMC> not me, maddash is doing all this
[06:13:40] <KimK> Yes, like the voltage doublers in figs 7 & 8. Triplers, quadruplers, etc. possible too.
[06:40:49] <skunkworks_> http://cnczone.com/forums/showpost.php?p=543223&postcount=16
[06:41:01] <skunkworks_> This kid is a little scary imho
[06:48:23] <KimK> I'm not quite sure what he's got going on there. What do you think his problem is?
[06:49:23] <skunkworks_> He needs to give a schematic of how everying is connected..
[06:50:14] <skunkworks_> Hi kimk - I don't think we have met. I am sam.
[06:50:30] <KimK> Hi Sam
[06:50:32] <skunkworks_> officially anyways. I see you on here every now and again
[06:51:32] <KimK> I try to hang around here and learn when I can. I went to the 2008 CNC workshop, my first time.
[06:52:29] <KimK> I heard the 2009 workshop dropped off the webpage, hope everything is OK?
[06:53:17] <skunkworks_> oh - that isn't good
[06:53:28] <skunkworks_> I am sure we will find out soon enough
[06:53:43] <skunkworks_> have you been to the fest?
[06:53:53] <skunkworks_> heh
[06:54:08] <skunkworks_> sorry - getting late here and my reading abillity is starting to get worse
[06:54:25] <skunkworks_> I was there also. (usually bugging the emc guys)
[06:55:07] <KimK> No problem. What country/city? I'm from Omaha, Nebraska, USA
[06:55:58] <skunkworks_> oh - close to cradek and jepler
[06:56:06] <skunkworks_> I am in trempealeau WI
[06:57:04] <KimK> How long have you been going to the CNC workshops?
[06:57:42] <skunkworks_> umm - the last 3 of the 4 I think
[06:57:51] <skunkworks_> time flies
[06:58:32] <skunkworks_> the workshop site is up - I don't know if he had 2009 info before or not.
[06:58:44] <skunkworks_> http://www.cnc-workshop.com/
[06:59:02] <skunkworks_> kimk: what is your project for emc?
[07:00:04] <skunkworks_> project(s)
[07:04:32] <KimK> I heard that 2009 was on the wiki page
http://wiki.linuxcnc.org/ but now just 2008. I didn't see 2009 there myself.
[07:05:38] <skunkworks_> huh
[07:07:45] <KimK> I have done some retrofitting (non-EMC2) in the past and currently am helping a friend with a pair of Kasuga mills (Bandit controls, now dead) and hope to tackle a pair of Cincinnati-Milacron lathes with old paper-tape controls if possible, we'll see.
[07:09:12] <skunkworks_> nice
[07:09:20] <KimK> So I'm very interested in EMC2 in the somewhat larger retrofit mode (professional?) No tabletops, no steppers, no parallel port, lots of I/O for complex tool changers.
[07:09:51] <skunkworks_> yes - emc is great for that too. (I really love emc)
[07:10:23] <skunkworks_> did you take any of rayh's classes?
[07:10:28] <skunkworks_> at the fest
[07:10:54] <KimK> I have a minimum set of the Mesa cards and am just trying them out for the first time tonight. Nothing to report yet, LOL.
[07:11:30] <skunkworks_> heh - I have some mesa hardware I have not gotten around to play with.
[07:11:33] <KimK> Yes, Ray was great, I took several of his classes (most? all?)
[07:12:03] <skunkworks_> well - Then I am sure I saw you.. Atleast setting at the tables :)
[07:15:30] <KimK> Yes, we probably saw each other. Pictures? I tried to go look at the "big video", but: Fatal error: Allowed memory size of 94371840 bytes exhausted (tried to allocate 66543557 bytes) in /home/.jared/cncman/www.linuxcnc.org/components/com_cfview/cfview.php on line 106
[07:16:11] <KimK> Sorry if I'm breaking things
[07:16:52] <skunkworks_> you should be more careful ;)
[07:17:37] <KimK> Yes, there he goes, stumbling over the exhibits, tripping on cords, etc.
[07:18:03] <KimK> What can I tell you?
[07:18:35] <skunkworks_> http://www.electronicsam.com/images/KandT/cncworkshop07/DSC_3749.JPG
[07:18:44] <skunkworks_> I am far left
[07:19:43] <skunkworks_> then going around next behind me - SWPadnos, jmkasunich, jepler, and the back of cradeks head.
[07:20:25] <maddash> erm, in that pdf I posted, wtf is the diode doing there?
[07:20:35] <KimK> OK, nice to meet you
[07:20:41] <maddash> oh nvm
[07:20:58] <maddash> stupid quesntion
[07:21:05] <KimK> I don't have a handy CNC workshop pic though
[07:21:39] <KimK> maddash: not at all. What do you plan to do with that circuit, though?
[07:22:02] <skunkworks_> link?
[07:22:13] <maddash> KimK: integrate a sinusoidal signal with my crappy nipolar differential ADC
[07:22:31] <maddash> skunkworks_: hang on
[07:22:33] <maddash> !bookmark
[07:22:38] <maddash> argh
[07:22:40] <maddash> !log
[07:22:41] <KimK> http://www.trekinc.com/pdf/6001_Voltage_Level_Shifting.pdf
[07:22:53] <maddash> 05:39:44 <maddash> maddash: hell yeah. check out
http://www.trekinc.com/pdf/6001_Voltage_Level_Shifting.pdf
[07:22:59] <maddash> logger_emc: hi
[07:22:59] <maddash> I'm logging. I don't understand 'hi', maddash. Try /msg logger_emc help
[07:23:27] <maddash> !bookmark
[07:23:33] <maddash> hm, doesn't work
[07:23:52] <maddash> JymmmEMC: diode controls direction of translation
[07:24:10] <skunkworks_> logger_emc: bookmark
[07:24:10] <skunkworks_> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-12-24.txt
[07:24:20] <skunkworks_> I was just too lazy to look back ;)
[07:24:24] <maddash> ah.
[07:24:29] <KimK> Hey, it's working again
[07:24:33] <maddash> no more '!' parsing?
[07:25:04] <maddash> unipolar*
[07:25:14] <maddash> stupid unipolar adc
[07:27:20] <skunkworks_> most of the emc crew
[07:27:25] <skunkworks_> http://www.electronicsam.com/images/KandT/cncworkshop/cncworkshopemc.jpg
[07:27:56] <maddash> caption?
[07:28:11] <maddash> whoa; you're all so old
[07:28:30] <skunkworks_> (I am not in the picture...) so thanks ;)
[07:28:59] <skunkworks_> biab
[07:29:00] <maddash> still want the caps
[07:30:06] <maddash> cool, fenn is inorganic:
http://www.electronicsam.com/images/KandT/cncworkshop/fenn1.JPG
[07:33:07] <maddash> holy crap, it's 0233
[07:38:31] <KimK> goodnight, then?
[07:45:42] <maddash> yep
[07:45:43] <maddash> gnite
[07:46:57] <maddash> KimK: arizona? you're in AZ?
[07:47:50] <KimK> I am? Surprise to me. Maybe I'd better whois myself? I'm in Omaha.
[07:48:36] <maddash> KimK: isn't your ip (98.161.36.113)?
[07:49:20] <KimK> This thing seems to think so. I haven't looked, actually.
[07:49:24] <maddash> nvm
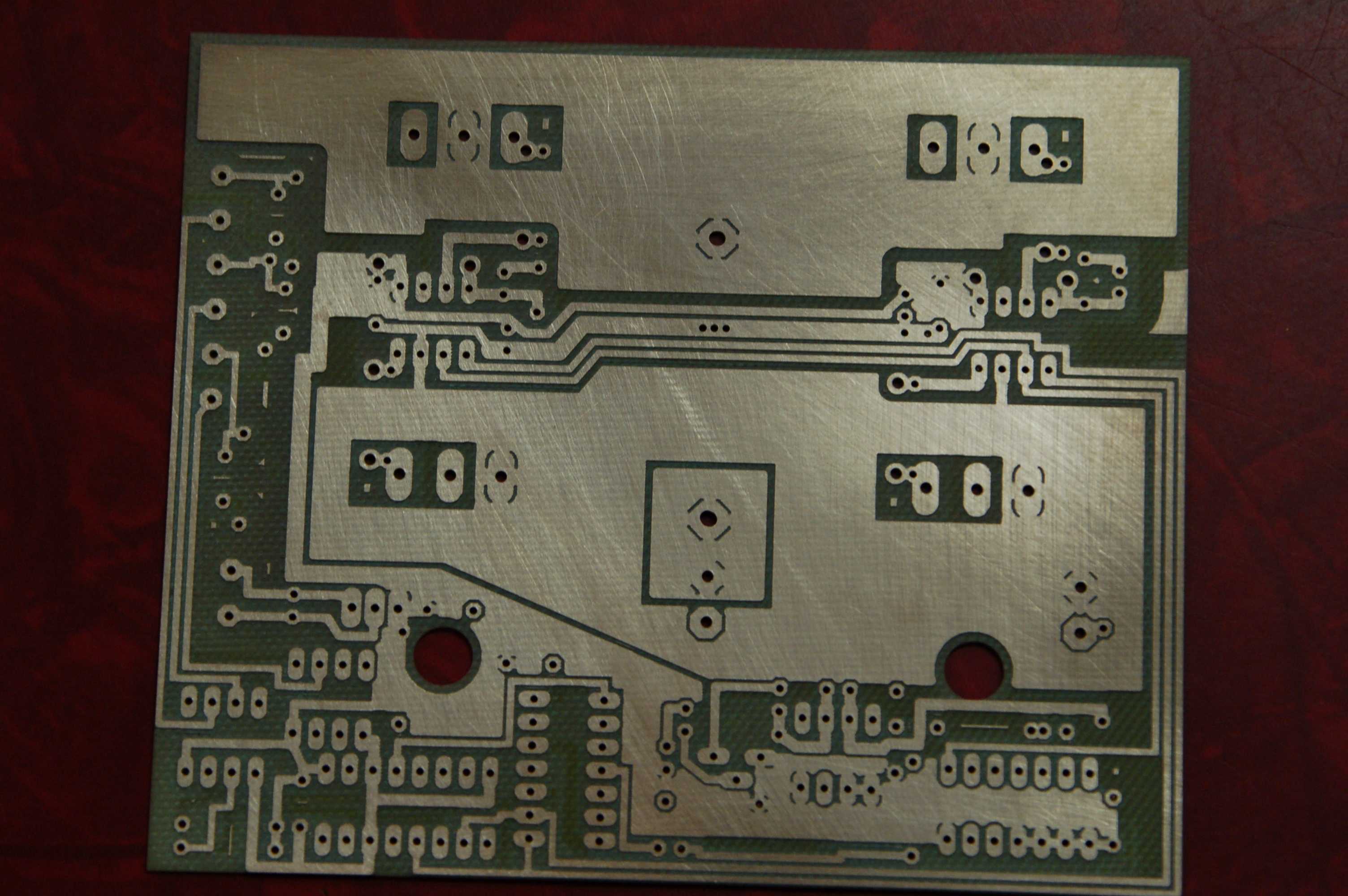
[08:19:52] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/bottom.JPG
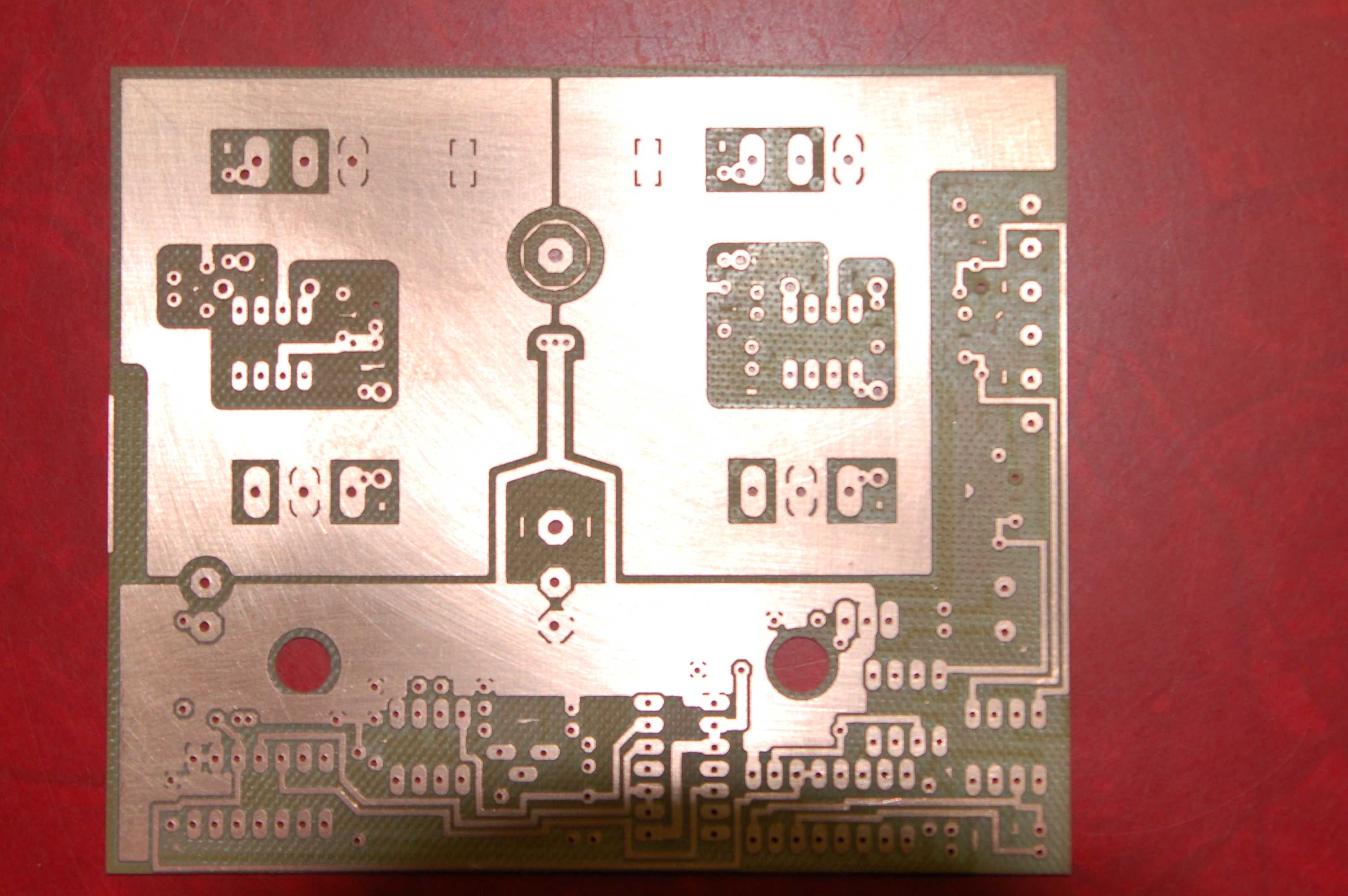
[08:20:36] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/top.JPG
[08:21:50] <skunkworks> cradek: I think there is an issue with the gcode.ulp... The outside cut on the (looking from the top of the board) is in too far on the left and bottom.. It cut thru traces.. So close... :)
[08:22:26] <skunkworks> Sorry - I mean right and bottom
[08:22:50] <skunkworks> need sleep'
[08:22:53] <skunkworks> bbl
[08:30:38] <KimK> KimK is now known as KimK_afk
[08:41:16] <KimK_afk> KimK_afk is now known as KimK
[08:54:54] <KimK> The obsolete ubuntu URL mentioned earlier also occurs in the EMC2_Integrator_Manual.pdf , Chapter 31.6.2, Monitor Resolution, p.217 (235 of 247)
[08:56:44] <KimK> KimK is now known as KimK_afk
[09:01:32] <skunkworks> cradek: no - it almost seems like it isn't offsetting the outside path. (I assume the roughing and dimension tool are the same.. .062"?)
[09:07:25] <skunkworks> (whatever you set for the roughing tool diameter in the gcode.ulp
[09:07:26] <skunkworks> _
[09:07:27] <skunkworks> )
[09:07:45] <skunkworks> now - sleep time.
[10:09:45] <anonimasu> archivist: do you have any digitized book on making gears?
[10:10:26] <archivist> no, never scanned any YET :)
[10:10:42] <archivist> intending to scan some
[10:11:17] <archivist> any particular info?
[10:11:38] <anonimasu> yeah, looking for the tooth spacing of a hob
[10:12:14] <anonimasu> not for any special gear size..
[10:12:21] <anonimasu> or well as small as possible
[10:12:33] <archivist> which direction
[10:12:59] <anonimasu> direction?
[10:13:21] <anonimasu> a straight hob(that is)
[10:13:22] <archivist> one dir is gear pitch :)
[10:13:44] <archivist> other dir is a dont care
[10:14:02] <anonimasu> haha I dont care about neither(any will work for me)
[10:15:58] <archivist> most gear cutters here have 12/14 teeth and pitch is whatever the module/ DP is, angle depends on diameter
[10:16:58] <anonimasu> archivist: I'm thinking that the biggest gear I want to make is 1"
[10:17:10] <anonimasu> http://www.metalworking.com/DropBox/NAVY-repairmans-manual-Chapter14.pdf
[10:17:27] <anonimasu> have a look and tell me what you think :)
[10:18:39] <anonimasu> brb
[10:32:27] <anonimasu> I think it looks like it'll help me understand more :)
[10:33:46] <archivist> lacking in the right pictures
[10:45:12] <anonimasu> hmm
[10:46:13] <anonimasu> crap
[10:46:37] <archivist> are you just looking for one module size to make a bunch of gears
[10:47:06] <anonimasu> yeah
[10:47:15] <anonimasu> they need to fit with eachother
[10:47:20] <anonimasu> not with anything existing
[10:47:31] <archivist> ok the range of sizes
[10:47:53] <archivist> and duty
[10:52:21] <archivist> eg .4 mod =60teeth at 1" dia approx .6mod=40teeth .8 around 30
[10:53:52] <anonimasu> ok
[10:53:54] <anonimasu> bbl
[13:53:23] <cradek_> cradek_ is now known as cradek
[13:53:49] <JymmmEMC> Mornin cradek
[13:53:54] <cradek> hi
[13:55:45] <alex_joni> hi
[13:58:30] <BigJohnT> hi
[14:09:20] <JymmmEMC> I'm still amazed at this thing...
http://www.rainnea.com/cnc_5axis.htm
[14:10:02] <archivist> get building one
[14:10:13] <JymmmEMC> give me your cc#
[14:10:34] <archivist> you have your own and local scrap yards
[14:10:50] <JymmmEMC> scrap yards, yeah right.
[14:16:33] <fragalot> JymmmEMC I can't hel pbut say that that thing is mighty cute
[14:18:28] <JymmmEMC> fragalot: I'm not looking at working metal
[14:18:44] <fragalot> JymmmEMC: I wish i had the money to make that thing
[14:18:54] <fragalot> even if it didn't have 5 axis, it's still pretty sweet :p
[14:22:02] <JymmmEMC> estheticallly it looks nice, I did notice stepper motors
[14:22:17] <fragalot> I can live with that, tbf
[14:22:59] <JymmmEMC> =)
[14:23:10] <fragalot> omg
[14:23:15] <fragalot> he even added a 6th axis to it
[14:24:16] <JymmmEMC> yes, yes he did =)
[14:24:34] <fragalot> * fragalot wants money to make or buy one
[14:24:38] <fragalot> beeing a student sucks
[14:25:27] <JymmmEMC> rent/sell your body
[14:25:46] <fragalot> I am doing that, but it's not bringing that much in
[14:26:01] <fragalot> main factor is that I don't have much spare time left
[14:26:15] <fragalot> I read that as "hobby"
[14:26:16] <fragalot> >.>
[14:26:26] <JymmmEMC> fragalot: your not trying hard enough... you need to find richer older women =)
[14:31:14] <LesNewell> Hmm, looks like i've just broken something. If I try running any of the sample emc configs, I now just get an error report.
[14:31:29] <LesNewell> It looks like the rtapi kernel module isn't loading.
[14:31:44] <LesNewell> I've uploaded a debug report here
http://www.sheetcam.com/report.txt
[14:34:41] <archivist> 2 is a missing file/dir error from the OS
[14:34:52] <fragalot> i just thought of the (most likely) dirtiest, yet cheapest way of making sliders
[14:35:06] <fragalot> just screw the slides they use for shelves on, lol...
[14:35:25] <alex_joni> LesNewell: seems about right
[14:35:26] <fragalot> should be far more accurate than anything i could make with normal bearings & profiles
[14:35:41] <alex_joni> LesNewell: but the dmesg that's included there is strangely short
[14:35:52] <alex_joni> there should be some notice of starting HAL/RT system
[14:36:00] <JymmmEMC> fragalot: it's been tried many many times
[14:36:02] <alex_joni> do you have enough diskpace?
[14:36:13] <fragalot> JymmmEMC: does it work?
[14:36:41] <alex_joni> LesNewell: try typing dmesg in a terminal, there should be more info there
[14:36:43] <JymmmEMC> fragalot: sure, if you consider a straight line that looks like this /\/\/\/\/\/\/\/\/\/\/\/\/\ =)
[14:37:09] <LesNewell> alex_joni, yup, loads of space.
[14:37:11] <alex_joni> LesNewell: unfortunately I need to run to start the christmas tour around here, lots of relatives to visit ;)
[14:37:26] <LesNewell> Have fun :-)
[14:37:33] <alex_joni> LesNewell: for some reason that dmesg stops at 58.749021
[14:37:33] <fragalot> JymmmEMC: it's for simple decorative engraving in SOFT materials,... and the spindle is a dremel, so my standard isn't at an industrial level, my question was.. does it WORK :p
[14:37:37] <alex_joni> that is during booting..
[14:37:48] <alex_joni> yeah, thanks.. all the best to all of you ;)
[14:38:00] <JymmmEMC> alex_joni: Vampires have Christmas Tours?
[14:38:07] <alex_joni> LesNewell: try sudo /etc/init.d/realtime start
[14:38:09] <alex_joni> then lsmod
[14:38:11] <alex_joni> dmesg,
[14:38:12] <alex_joni> etc
[14:38:25] <alex_joni> and see what is there, someone else will surely pick it up from here..
[14:39:19] <LesNewell> Tried sudo /etc/init.d/realtime start. Got no error messages.
[14:41:22] <LesNewell> dmesg report is here
http://www.sheetcam.com/dmesg.txt
[14:42:18] <LesNewell> lsmod results are here
http://www.sheetcam.com/lsmod.txt
[14:45:34] <cradek> what have you changed since emc last worked?
[14:46:07] <cradek> hm, seems like there should be a lot more to the dmesg
[14:46:55] <cradek> Yuri's cam software must be nuts if the first move in the program is a G3
[14:47:58] <cradek> that's unlikely to ever actually work, since it depends on the initial position
[14:48:25] <LesNewell> I don't remember changing anything recently.
[14:48:36] <archivist> is he hand jogging to some start pos the going from there
[14:49:14] <cradek> LesNewell: if you run dmesg in a terminal what is the last line you see?
[14:49:37] <LesNewell> [ 58.749021] eth0: no IPv6 routers present
[14:49:45] <cradek> huh
[14:49:49] <archivist> Im not used to viewing dmesg but am used to seeing "error 2" from stuff moved by people
[14:50:11] <cradek> what version of emc are you trying to run? is it compiled or an installed package?
[14:51:18] <LesNewell> Originally installed from 8.04 Live CD, updated then built from source
[14:51:42] <cradek> which are you trying to run?
[14:52:18] <LesNewell> Did a make install.
[14:53:08] <LesNewell> I have made some changes to RS274NGC but thst shouldn't affect the rtapi stuff should it?
[14:53:11] <cradek> if you had an installed emc package too, you nuked it
[14:53:41] <cradek> the best way to run a cvs checkout is with --enable-run-in-place
[14:54:09] <cradek> apt-get remove --purge emc2; apt-get install emc2
[14:54:24] <cradek> then, reconfigure your cvs tree as --enable-run-in-place and rebuild it
[14:54:27] <LesNewell> I did use run-in-place before but I had problems with Axis not usingg the correct rs274 library.
[14:54:51] <cradek> ok, we can work on that problem next if you still have it
[14:56:12] <LesNewell> uninstall - reinstall fixed it. Thanks
[14:56:28] <LesNewell> I tried that before but didn't use --purge
[14:57:58] <LesNewell> Oddly enough make install worked before. Oh, well reconfiguring now...
[15:06:38] <LesNewell> All seems to be working correctly now. I can go back to testing G7/G8. Thanks
[15:07:41] <cradek> yay, welcome
[15:11:53] <LesNewell> I'd like to test this on my lathe. What would be be easiest way to transfer the relevant files across?
[15:12:13] <LesNewell> O suppose I could copy the whole emc2-trunk folder onto that machine.
[15:12:54] <cradek> that is probably easiest, or if you're brave you could try building a package and installing it
[15:13:22] <cradek> it would 'upgrade' (overwrite) your installed version of course
[15:13:36] <LesNewell> Is that easy? I'm not that familiar with building packages
[15:16:15] <cradek> it's not hard, but I don't know the state of trunk regarding packages. usually when we make a release branch it takes some time to get it all fixed up and ready.
[15:16:44] <cradek> simplest and least likely to mess up your currently-working lathe would be to copy your trunk checkout
[15:16:59] <cradek> or, use cvs diff to make a patch of your changes, get a cvs checkout on the lathe, and apply your patch
[15:17:46] <LesNewell> That might be a good idea. I need to make a patch at some point anyway.
[15:33:37] <seb_kuzminsky> cradek: .debs on trunk build fine nowdays, the buildbot checks it every time:
http://emc2-buildbot.colorado.edu/buildbot/waterfall
[15:34:45] <cradek> neato
[15:37:58] <seb_kuzminsky> one of these days i'll switch it to build under pbuilder, to verify the Build-Depends, but i gotten around to that in the build farm yet
[15:41:57] <cradek> it's still up to us to try installing and running it, right?
[15:59:10] <seb_kuzminsky> cradek: yes :-/
[15:59:48] <cradek> can you automate the writing of code too? that's what I really want.
[16:00:16] <archivist> cradek, thats called .net /me ducks
[16:02:46] <jmkasunich> Morning and Happy Christmas Eve everybody
[16:03:00] <cradek> hi, same to you
[16:03:02] <jmkasunich> (even those for whom it is neither morning nor xmas eve)
[16:03:04] <DanielFalck> merry Christmas John
[16:03:48] <jmkasunich> got all my shopping done yesterday - a day earlier than normal ;-)
[16:04:56] <archivist> * archivist was out at Asda Walmart at 1 am getting some grub for the closed period
[16:16:37] <LesNewell> Just tried to build the latest cvs head: make: *** No rule to make target `../configs/Sherline3Axis/emc.nml', needed by `configs'. Stop
[16:17:27] <jepler> you didn't use the right flags when doing "cvs up"
[16:17:28] <cradek> did you use cvs update -dP
[16:17:46] <cradek> you should always use -dP
[16:18:04] <jepler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?CVS#cvsrc
[16:18:10] <LesNewell> dammit, I knew it would be a stupid slip on my part...
[16:18:15] <jepler> ^^^ how to not need to remember that every time
[16:18:32] <cradek> yep that's what I do
[16:18:43] <cradek> (that should be cvs's default, but it's not)
[16:41:35] <archivist> convert to svn
[16:42:33] <cradek> svn is crap
[16:42:57] <archivist> why is most of the world changing to it then
[16:43:08] <cradek> they're mistaken
[17:09:42] <skunkworks> heh
[17:11:16] <skunkworks> cradek: what constitutes a dimensioning mill in the gcode.ulp? (if you know off hand).
[17:33:01] <cradek> I think that is what it calls the one that cuts the board outline
[17:33:15] <cradek> if you set the board outline's thickness to match the mill, you can see where it will cut
[17:48:27] <jepler> one of the layers is called "dimension"
[17:48:31] <jepler> board layers
[19:17:49] <stustev1> Merry Christmas all
[19:21:43] <cradek> thanks stuart
[19:23:58] <JymmmEMC> There we go... ssl cert good for another 2 years =)
[19:34:17] <jmkasunich> SWPadnos or jepler: around?
[19:34:37] <jmkasunich> I have a question about those short wide servo motors from the CNC workshop
[19:34:53] <jmkasunich> do either of you know how much torque they can make?
[19:35:25] <dmess> http://www.youtube.com/watch?v=szd7r_Gib4c&NR=1 check this one out
[19:39:58] <jmkasunich> http://www.youtube.com/watch?v=nBap_0FYYQs
[19:41:44] <DanielFalck> so I got trunk going this morning and I found the 'large coordinate font' in axis -thank you
[19:42:16] <DanielFalck> how can I make the font even larger? thanks
[19:44:24] <cradek> arrrrgh
[19:44:43] <jmkasunich> bigger
[19:44:46] <jmkasunich> bigggggger
[19:44:50] <jmkasunich> bigggggggggggger
[19:44:57] <JymmmEMC> DanielFalck: set screen resolution to 640x480
[19:44:58] <DanielFalck> really really big....
[19:45:10] <JymmmEMC> DanielFalck: set screen resolution to 320x200
[19:45:11] <archivist> bigger glasses
[19:45:18] <jmkasunich> bigger monitor
[19:45:22] <DanielFalck> maybe bigger glasses
[19:45:32] <DanielFalck> I have bifocals now...
[19:45:43] <JymmmEMC> 120" Screen 3ft from your face!
[19:45:55] <DanielFalck> cradek: I can hard code it here if you can point it out to me
[19:45:59] <JymmmEMC> No glasses needed
[19:46:22] <DanielFalck> I'm rooting around in axis.py now
[19:46:25] <cradek> AXIS still works well on an 800x600 screen - JymmmEMC was joking but that will make all the other controls bigger too
[19:47:20] <jepler> if large:
[19:47:20] <jepler> coordinate_font = "-*-lucidatypewriter-medium-r-*-*-20-*-*-*-*-*-*-1"
[19:47:32] <jepler> ^^ this is an "XLFD" for the larger sized font
[19:48:04] <DanielFalck> ok, jepler, thanks found it
[19:48:11] <cradek> you can try increasing the 20 but it will look like ass
[19:48:21] <cradek> (they are bitmap fonts)
[19:48:28] <cradek> err no
[19:48:29] <cradek> I dunno
[19:48:34] <DanielFalck> yes, I can make it larger that way
[19:48:35] <jepler> 40 does look bad
[19:48:36] <DanielFalck> thanks
[19:48:39] <jepler> on my system anyway
[19:49:13] <DanielFalck> right, but it's definitely a lot bigger- that's what I wanted to try out
[19:49:34] <archivist> On my LCD axis is on the small side, probably needs some ini file settings for people to play with
[19:49:46] <jepler> if you don't mind the dot in the middle of the zero, this doesn't look jaggy on my monitor: coordinate_font = "-*-dejavu sans mono-medium-r-*-*-40-*-*-*-*-*-*-1"
[19:50:16] <cradek> there's also vera sans nono, but it has the same terrible zero dot
[19:50:41] <cradek> (if you can't tell 0 from 8, the font sucks no matter what size it is)
[19:51:03] <jepler> coordinate_font = "-*-courier 10 pitch-medium-r-*-*-40-*-*-*-*-*-*-1"
[19:51:06] <jepler> another font that scales OK
[19:51:07] <DanielFalck> dejavu isn't too bad here
[19:51:59] <DanielFalck> that one is good too
[19:53:07] <cradek> this reminds me of a conversation that went something like this: <cradek> I added an option for a large coordinate font! now people will quit bothering us about it! <jepler> uh, so you think one of the TWO font options will make everyone happy? <cradek> SHUT UP SHUT UP SHUT UP!!
[19:53:21] <DanielFalck> ha
[19:53:54] <DanielFalck> I wouldn't have bothered you about it, if I had been swifter at finding that in axis :)
[19:54:11] <archivist> whole thing needs scaling for touch screen here
[19:54:13] <DanielFalck> I won't put it in the wiki, I promise...
[19:54:44] <cradek> archivist: you can do that somewhat by setting your DPI larger
[19:55:10] <jepler> cradek: that won't scale the toolbar buttons, at least; there may be other things that don't scale that I'm not aware of offhand
[19:55:53] <jepler> I'd be happy to consider a larger icons patch (selectable size or keyed off dpi) if somebody submitted it
[19:55:55] <cradek> probably what we really need is a different gui that works well with touch screens. (but personally I think touch screens are just no good for cnc control)
[19:55:57] <archivist> havnt got the touch screen running yet so Im not doing anything about it yet
[19:56:59] <cradek> I thought I wanted a touch screen, but after 10 minutes of the cursor moving randomly around the screen, I came to my senses
[19:57:33] <archivist> I have used one on a scope at home and done well its ok
[19:57:35] <cradek> I bet the old CRT based ones were OK. like I see used as POS terminals.
[19:58:22] <cradek> the oily-hands problem seems like it would be terrible on a machine
[20:00:51] <archivist> yup I do have a hate for finger marks on a screen
[20:01:54] <alex_joni> it's especially nice around welding machines
[20:02:09] <alex_joni> I changed a couple pendants we have for robots (using touch screens)
[20:02:23] <alex_joni> if you carry it around the welding and get some spatter on it, it stays pressed
[20:02:45] <alex_joni> so if you try to touch some place else, the cursor will jump between the 2 locations
[20:03:10] <cradek> that's what mine did
[20:03:20] <cradek> it was a piece of crap, so it didn't even need the welder to work badly
[20:03:25] <alex_joni> haha
[20:03:35] <cradek> but it's a nice little screen
[20:03:41] <cradek> 9" or so, 800x600
[20:03:44] <alex_joni> the problem was that it had a protective foil on top
[20:03:51] <alex_joni> pretty much same size here
[20:03:53] <cradek> it will eventually be on the mill's head panel
[20:04:05] <alex_joni> and when a spatter hit it, it melted, which caused the spatter to stay there
[20:04:44] <anonimasu> cradek: it depends alot on what kind of touch screen you are using too
[20:04:45] <anonimasu> :)
[20:05:04] <cradek> yes I'm sure some work better than mine
[20:05:12] <anonimasu> there's reflective type and resistive type(from the top of my head)
[20:05:13] <cradek> don't see how you could fix the grease problem though
[20:05:38] <archivist> I dont want to spoil mine its 17"
[20:05:38] <anonimasu> enclosures
[20:05:57] <anonimasu> :)
[20:06:07] <anonimasu> and auto-greasers
[20:06:18] <anonimasu> and pallet changers ;)
[20:06:25] <archivist> capacitive type as well
[20:06:36] <anonimasu> yep
[20:06:48] <archivist> and old LED type across the front
[20:07:25] <anonimasu> resistive seems to be a favourite for rugged applications
[20:08:25] <anonimasu> capacitive is the stuff they use for the iphone right?
[20:08:40] <archivist> dunno
[20:08:45] <anonimasu> I think so
[20:09:34] <anonimasu> yep
[20:09:46] <anonimasu> http://en.wikipedia.org/wiki/Touchscreen
[20:11:14] <jmkasunich> dammit - I need surveilence cameras in my basement
[20:11:27] <jmkasunich> that way when I forget where I put something I can just play back the tape
[20:11:37] <archivist> haha
[20:12:02] <archivist> I just spent a day finding a customers pendulum
[20:12:31] <anonimasu> :)
[20:12:47] <archivist> now I cant find anything because it all got moved to find the pendulum
[20:20:49] <dmess> poop
[20:21:28] <dmess> i need a clacker for a clock can you set me up??
[20:21:46] <archivist> clacker?
[20:23:55] <dmess> the thing that bonks the bell
[20:24:14] <archivist> make one
[20:24:38] <archivist> that where we get our spares from
[20:28:09] <LesNewell> Here is a patch lathe diameter mode.
[20:28:14] <LesNewell> I've uploaded it to www.sheetcam.com/emc/lathe_x.zip
[20:28:39] <LesNewell> It seems to work for me but YMMV :-)
[20:28:48] <cradek> looking...
[20:30:55] <cradek> did you renumber all the errors over 39?
[20:31:28] <LesNewell> yes.
[20:31:39] <cradek> just curious - why not add it at the end?
[20:32:09] <dmess> arch... i dont have a clue what it looked like or how it fits in the clock
[20:32:17] <LesNewell> Just to keep all the bug msgs together.
[20:32:43] <cradek> ok I see
[20:33:01] <archivist> dmess take pics after xmas and post somewhere
[20:33:49] <dmess> ok.. its a GOOD TIME wall mouted 31 day wind up pendalum clock
[20:34:03] <archivist> dmess we often make an over sized part and file till it works
[20:34:05] <cradek> did you figure out how to make G7 G1 X1 apply to this line, instead of starting at the next one?
[20:34:31] <dmess> im not thinkig its an airloom or anything just sentimenta
[20:34:39] <archivist> dmess ew a Korean ....
[20:34:49] <LesNewell> yes.
[20:35:15] <dmess> i have no clue.. it was a gift from a dear friend
[20:35:29] <cradek> ok I see it in convert_lathe_diameter_mode
[20:35:46] <archivist> dmess some are riveted together
[20:36:04] <cradek> does G7 G10 L1 P1 X1 still write 0.5 to the tool table?
[20:36:29] <archivist> dmess if its what I think it is we dont touch them here
[20:36:40] <LesNewell> It should
[20:37:01] <dmess> hmm i havent looked too deep it still works fine but just ticks instead of BONGING which i hear the clicks.. ok
[20:37:31] <LesNewell> I have to admit I didn't test it though.
[20:37:37] <archivist> bend hammer till it works
[20:37:37] <cradek> what do you think about g76 i,j,k being in diameters
[20:38:08] <dmess> i'll have to look if the hammer is still there first
[20:38:15] <LesNewell> I'm not sure. No matter how you do it, diameter is always a fudge.
[20:38:39] <cradek> yeah
[20:38:46] <dmess> need diameter programming for a lathe for SURE
[20:39:20] <dmess> IJK are always incremental so no scale
[20:39:37] <LesNewell> My Fanuc 20T only uses dia for X.
[20:39:39] <cradek> dmess: we're talking about g76 specifically
[20:40:14] <cradek> LesNewell: but it doesn't have a threading cycle that uses letters other than X for diameter/radius so I think that's not relevant
[20:40:19] <dmess> g76 roughing canned cycle??
[20:41:01] <LesNewell> True. I'm not that familiar with emc's G76. Reading up on it now...
[20:41:03] <dmess> threading should still be dia.
[20:42:33] <LesNewell> It would seem sensible that I - thread peak is dia.
[20:43:01] <LesNewell> Not sure about j and K tho.
[20:43:17] <dmess> nor i... and ive got a lathe and parts
[20:43:35] <cradek> I think all three should be diameter but it's kind of fuzzy
[20:44:23] <dmess> i have worked on machines that make you double the I but then it screws up the incremental linear moves too
[20:45:07] <dmess> make em all dia... and we'll try it
[20:45:23] <cradek> LesNewell: even more fuzzy to me is what should happen with I for absolute center arcs
[20:45:49] <dmess> i dont care as long as know what i got.. i can work with it
[20:46:06] <Vortex> merry xmas
[20:46:17] <dmess> 'tis the Season
[20:48:24] <LesNewell> I for arcs is a tricky one. either way will mess with your head...
[20:49:08] <cradek> I think it's standard for incremental I center to be in radius so that's set. but for absolute I center in diameter ...?
[20:49:26] <cradek> maybe we could make jmkasunich decide. he's the one who was foolish enough to add absolute arc centers :-)
[20:49:38] <dmess> precisly
[20:50:39] <jmkasunich> I think only X should use diameters
[20:51:09] <jmkasunich> otherwise you need a long list to figure out when various letters are radius or diameter
[20:51:12] <cradek> even in g76?
[20:51:14] <dmess> incremenal i j k are the ONLY way to EXPLICITLY define the center
[20:51:15] <jmkasunich> yes
[20:51:29] <cradek> dmess: that's incorrect
[20:51:48] <dmess> otherwise you will have R issues
[20:52:07] <cradek> I don't follow
[20:52:22] <dmess> with the wrong / long side of the arc being an option
[20:52:48] <LesNewell> It doesn't matter if i,j,k are inc or abs.
[20:52:54] <cradek> I agree
[20:52:58] <cradek> has nothing to do with R
[20:53:18] <dmess> no it just poses simmilar issues
[20:53:41] <LesNewell> why?
[20:54:20] <dmess> i'm talking programing a G02 X---y---R---
[20:54:53] <dmess> as opposed to G02 x--y--i--k--
[20:55:06] <cradek> I see, I agree R is less explicit than IJK form, but that's not what we were talking about
[20:55:07] <dmess> the 2nd is IMPLICET
[20:55:37] <LesNewell> Yes. but we were discussing the differences between inc and abs i,j,k
[20:55:52] <dmess> and IJK should remain incremental like the rest of the plant PLEASE
[20:56:11] <dmess> planet
[20:56:11] <cradek> the planet has both styles of IJK, and in EMC you can now choose which you want
[20:56:34] <cradek> the default is still relative, like most or all current controls
[20:56:34] <dmess> ok but i want mine MY way please
[20:56:44] <anonimasu> feel free to make a patch
[20:57:02] <dmess> im way under that level
[20:57:09] <cradek> no need, since it supports both ways already
[20:57:21] <cradek> this is moot
[20:57:21] <dmess> as i understood
[20:57:29] <anonimasu> cradek: I think dmess wants it to go away completely :p
[20:57:31] <LesNewell> dmess, Unless you specifically set absolute I,J,K you'll get what you expact so don't worry about it
[20:57:47] <dmess> hey merry Christmas all....
[20:58:34] <cradek> thanks
[20:58:34] <anonimasu> dmess: you mean you just go g3 x30 y30 R15 and not muck around with IJK?
[20:58:40] <anonimasu> as default?
[20:58:52] <dmess> well the boys dealt with that in the '60s didnt they... when the standard was initially developed
[20:59:28] <dmess> on some machines.. yes... but it helps to sighn the R
[21:00:09] <dmess> =/- was how they did itt... but till you screwed a part nobody told ya
[21:01:06] <cradek> LesNewell: I think I think absolute arc I should continue to be radius
[21:01:30] <cradek> LesNewell: but, I think I think g76 i,j,k should be diameter
[21:02:06] <LesNewell> I agree that I for arcs should be radius
[21:02:50] <cradek> here's my reasoning about g76
[21:03:06] <cradek> 1) the point of diameter mode is that diameter is what you measure with all your tools
[21:03:23] <cradek> 2) when I'm monkeying with g76's i,j,k, I am doing things like measuring pitch diameter with wires
[21:03:40] <cradek> 3) the number I get when measuring pitch diameter, and also the number in my tables, is diameter
[21:03:51] <cradek> so therefore 4) g76 should be in diameters
[21:04:07] <LesNewell> Sorta makes sense.
[21:04:38] <cradek> we have to weigh that against the simplicity of "X=diameter; everything else=radius"
[21:04:51] <LesNewell> lol
[21:04:58] <cradek> and honestly I don't know how to weight it
[21:05:33] <jepler> ==31841== No malloc'd blocks -- no leaks are possible.
[21:05:38] <jepler> I'm always so pleased to see this message
[21:05:57] <cradek> nifty
[21:07:12] <LesNewell> Votes anyone? My gut feeling is to keep X only but I could be convinced about G76...
[21:08:01] <cradek> voters will be quizzed about G76 to determine their eligibility
[21:08:16] <cradek> then there's the poll tax
[21:08:36] <LesNewell> Now that is dangerous ground :-)
[21:08:38] <jmkasunich> if you disqualify those who need to refer to the docs to use G76, I think you'll have zero votes
[21:08:44] <cradek> haha
[21:08:50] <archivist> this is where a graphical display showing the points from the gcode would help
[21:08:58] <archivist> * archivist runs
[21:09:11] <cradek> I'm pretty positive now that it should be diameters
[21:09:28] <jepler> this is where archivist gets to write a new piece of software with no benefit to himself but that he gets to use it too
[21:09:46] <cradek> thinking about working out the measurements is what convinced me
[21:10:17] <archivist> would be a good debugging aid and show dia/radius etc
[21:10:18] <cradek> I've spent a lot of time with machinery's handbook and a calculator, trying to figure out those damn IJK numbers, to get the right PD
[21:10:44] <cradek> and I think diameter makes it less bad
[21:11:03] <LesNewell> However, you can work out the DOC from the thread angle and pitch. That would be radius.
[21:11:59] <cradek> you mean the usual K = pitch * sqrt(3)/2
[21:12:01] <cradek> ?
[21:12:18] <DanielFalck> what's the question/vote again? rephrase it please...
[21:12:43] <cradek> DanielFalck: should G76's i,j,k numbers be in radius or diameter, when in lathe diameter mode
[21:13:31] <DanielFalck> ok, let me try and remember fanuc code...
[21:13:33] <cradek> link to g76 docs:
http://www.linuxcnc.org/docs/devel/html/gcode_main.html#sec:G76:-Threading-Canned
[21:14:07] <cradek> I don't think fanuc has a code that's a direct parallel
[21:14:32] <cradek> but if it has any canned threading cycle, it would be interesting to know how it works in diameter mode
[21:15:23] <DanielFalck> I'll see if I can dig something up.
[21:15:30] <cradek> cool, thanks
[21:15:46] <DanielFalck> sorry, I'm not a lathe programmer, but I have to look at code sometimes at work
[21:16:37] <cradek> the only fanuc lathe manual I have is 0M (I think) and it has nothing like our G76...
[21:16:46] <DanielFalck> for mill?
[21:16:55] <cradek> no, lathe
[21:16:59] <cradek> maybe I have the model name wrong
[21:17:02] <cradek> but it's old
[21:17:17] <DanielFalck> I might be wrong, but I thought it was OT
[21:17:23] <cradek> ah, could be
[21:17:44] <cradek> you're right: 0-TC
[21:17:45] <LesNewell> OT is turn, OM is mill
[21:17:45] <DanielFalck> how about I do some research right now before we take a vote?
[21:17:58] <DanielFalck> looking for examples now
[21:17:59] <cradek> http://article.gmane.org/gmane.linux.distributions.emc.user/10436
[21:19:05] <cradek> I'd love to hear your input (I don't believe in strict voting in these cases)
[21:20:05] <cradek> I wonder if we should change AXIS to say Rad:, Dia: instead of X:, Dia:
[21:20:18] <jmkasunich> cradek: I vote for that idea ;-)
[21:20:19] <dmess> i know the 1 line thd code and the 2 line for most fanux contolles
[21:20:32] <LesNewell> easy enough to do
[21:20:40] <cradek> it neatly works around the problem of X not really being X
[21:20:49] <DanielFalck> dmess: can you give example code for us?
[21:21:22] <cradek> dmess: even better would be a link to online documentation that has all the gritty details
[21:22:07] <dmess> i'd have to dig for paper copies right now but will get examples in the new yr
[21:22:08] <cradek> going back to my questions in that old thread: X repeats in canned cycles are diameter, right?
[21:22:12] <LesNewell> Been looking through Machinery's. My head hurts but I'm no further forward :-)
[21:22:24] <LesNewell> cradek: Yes
[21:22:24] <cradek> LesNewell: heh I know the feeling
[21:22:49] <dmess> i got it for xmas... 27th Electronic... COOL
[21:23:02] <cradek> and for the var file and tool table, everything will work correctly when switching between modes, because those values are always radius
[21:23:23] <cradek> tool change location in the ini: always radius, only needs documentation
[21:23:29] <DanielFalck> I haven't read this one yet, but it looks promising:
[21:23:29] <DanielFalck> http://www.rose-training.com/tandp/jun03.htm
[21:24:10] <LesNewell> The only effect is that the X is scaled as it is read from the code. Everything else is radius.
[21:25:59] <LesNewell> Hmm, That canned cycle works very different. Looks like only X is dia though.
[21:26:25] <cradek> the way they cram stuff together in "P" is pretty sickening
[21:26:52] <LesNewell> Why?? They do it to M6 as well.
[21:26:54] <cradek> Pxx05xx = 05 x .111 = 0.0556 (a length?)
[21:27:03] <cradek> P01xxxx = 01 = a number of spring passes
[21:27:06] <cradek> ugh
[21:27:46] <LesNewell> I meant, why do they do it. Crazy.
[21:28:12] <cradek> what do they do with M6?
[21:28:23] <DanielFalck> probably some constraint from long ago (amount of memory or motivation)
[21:28:30] <LesNewell> M6T0101 Tool 1 tool offset 1
[21:29:01] <DanielFalck> you can mix tools and offset with that one
[21:29:58] <LesNewell> That's what G43 is for isn't it?
[21:30:05] <cradek> I don't want to model anything after fanuc G76 - it's an abomination :-)
[21:30:40] <cradek> the usual two ways of loading T1 with offset #1 are T1M6/G43H1 or T0101
[21:30:46] <cradek> I am not familiar with M6T0101
[21:31:06] <cradek> (in EMC2 you don't have to specify the H word in the former case)
[21:31:20] <DanielFalck> swing turret around and crash tool 1 into stock with offset #1 :)
[21:31:31] <anonimasu> lol
[21:31:46] <LesNewell> Wish I had a turret to swing round
[21:31:58] <cradek> whee is it nice
[21:32:03] <LesNewell> Mind you I can crash a rear post as well as anyone.
[21:32:38] <cradek> Q0080 = maximum pass depth This value programmed without a decimal point.
[21:32:47] <cradek> * cradek tries not to throw up
[21:33:07] <anonimasu> the stuff on the wiki about lathe tools is werird
[21:33:11] <anonimasu> err weird.
[21:33:17] <DanielFalck> please don't emulate that one
[21:33:20] <cradek> which?
[21:33:26] <cradek> DanielFalck: no way
[21:33:27] <DanielFalck> without decimal
[21:33:28] <anonimasu> tool number + offset number + station number
[21:33:45] <LesNewell> Join the Fanuc appreciation club :-)
[21:33:45] <DanielFalck> too easy to make a mistake
[21:33:55] <cradek> DanielFalck: no, I looked at fanuc g76 before writing ours, and decided I could do better, and I didn't care if it was 'nonstandard'
[21:34:29] <cradek> CAMs use g33 anyway - g76 should be as easy as possible for hand-written gcode
[21:34:30] <DanielFalck> no problem with that, they are pretty obtuse
[21:35:17] <DanielFalck> the actual manuals were written pretty poorly (Fanuc converted to english)
[21:36:11] <cradek> I think our constant-area compound infeed is very nice
[21:36:32] <cradek> a big advantage for light machines
[21:43:01] <DanielFalck> cradek: R2.0 then?
[21:43:09] <DanielFalck> for constant area
[21:43:40] <cradek> yes I think that's how it's spelled
[21:43:57] <DanielFalck> cool feature
[21:44:33] <cradek> haha, someone's spell check changed "degression" to "digression" in these docs
[21:44:44] <cradek> that's, um, wrong
[21:46:09] <DanielFalck> nice - entry and exit taper
[21:46:18] <cradek> revision 1.92
[21:46:18] <cradek> date: 2008/11/10 23:58:43; author: bigjohnt; state: Exp; lines: +41 -25
[21:46:18] <cradek> add G90.1 and G91.1 and a bunch of spellos
[21:46:38] <jepler> oops
[21:46:52] <jepler> that's what you get for trusting a computer to spell your words for you
[21:47:29] <cradek> fixed
[21:47:49] <jepler> well that was a digression...
[21:47:51] <cradek> BigJohnT: can you add degression to your spell checker please
[21:53:30] <dmess> OH the 2 line G76 from fanuc is GROSS g76 m6xxxyyzzaabbbbcc and sometimes other shit on the 1st line
[21:54:06] <dmess> we used it on chmc2 hardinge's
[21:54:51] <BigJohnT> ok
[22:02:58] <DanielFalck> cradek: so I'm confused about the emc version of I in G76- it says that I is offset from the drive line. We're talking about I,J,K possibly being diameter values right?
[22:03:28] <DanielFalck> you're in the process of changing things, obviously
[22:04:54] <DanielFalck> so the diagrams at the bottom of the description will change too
[22:05:34] <LesNewell> imho it doesn't make sense fro offsets to be dia.
[22:09:13] <DanielFalck> could I be diameter and not be described as an offset? as in you measure the stock (major diameter) then j and K stay the way they are as offsets? I take it K is double depth
[22:10:15] <LesNewell> If I is a diameter and not an offset, shouldn't it be X?
[22:10:30] <DanielFalck> yes
[22:11:01] <LesNewell> In that case dia mode would work.
[22:11:31] <DanielFalck> sorry, I don't have a cnc lathe setup and am showing my ignorance on this
[22:12:30] <LesNewell> Looking at the G76 description, I was thinking pretty much the same as you.
[22:13:06] <LesNewell> It always struck me as odd that G76 didn't use X at all.
[22:15:27] <DanielFalck> I like the current description of J, K, R, Q, H, E, and L- they make sense to me
[22:16:32] <DanielFalck> cradek: if I can get my head around the description, when you settle on a final rev, I can help you with drawings interspersed between paragraphs
[22:17:10] <DanielFalck> I'm looking at the drawings at the bottom and scrolling back and forth a lot
[22:42:57] <alex_joni> http://www.dimensions-math.org/Dim_regarder_E_E.htm <- worth watching
[23:17:27] <JymmmEMC> alex_joni: Hey! I got ripped! Where's the 4th dimensaion damnit!
[23:21:00] <alex_joni> wait till you get to the 8th or so ;)
[23:23:20] <DanielFalck> how many dimensions can emc do vs mach?
[23:23:25] <DanielFalck> ha
[23:23:35] <alex_joni> enough ;)
[23:23:40] <DanielFalck> sorry
[23:23:49] <alex_joni> I mean it can do enough :D
[23:24:48] <alex_joni> even if it does the same number, it does them better :P
[23:24:58] <DanielFalck> dmess will tell you that apt can place your end mill into the 8th dimension
[23:25:18] <DanielFalck> on top of some tricky aerospace part
[23:25:20] <alex_joni> well.. I'm sure the endmill looks different in the 8th dimension
[23:25:33] <alex_joni> however the 3d projection looks like an endmill
[23:25:43] <DanielFalck> is it ahead of the path or behind it?
[23:25:57] <alex_joni> ahead of it's time
[23:29:40] <skunkworks> cradek: thanks. I just assumed it offset the perimeter the same as the traces. I think I will take a look at that and see if it would be easy to do automagically.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}