Back
[00:04:49] <eric_u> I want one a cnc4pc MPG
[00:17:51] <skunkworks> Jack000: axis has a opengl 3d interface..
[00:18:41] <skunkworks> Jack000:
http://www.electronicsam.com/images/KandT/axis.png
[00:25:21] <anonimasu> hey tomp
[00:26:50] <tomp> hey, merry christmas
[00:26:55] <anonimasu> thanks :)
[00:27:18] <tomp> i was just reading the backlogs for the irc
[00:27:32] <anonimasu> I see
[00:27:48] <tomp> its monday morning 8:31 here in Taiwan dec 22
[00:27:54] <tomp> time is weird
[00:28:17] <anonimasu> oh, cool :)
[00:28:33] <anonimasu> your in a nicer spot then I'm at it's -15c outside
[00:29:00] <tomp> yeh, 'cold' here requires a sweater
[00:29:22] <anonimasu> check your pm(if you didnt see it already)
[00:29:47] <anonimasu> are you there for work or play?
[00:37:30] <jmkasunich> 0F, -17.8C here
[00:37:52] <jmkasunich> been dropping like a rock - 19F when I woke up, 11F mid-day, 0 now
[00:38:10] <jmkasunich> and the sky is somewhat clear - I wonder how low it will go overnight
[00:40:54] <Jack000> skunk: maybe next time they'll simulate the swarf realistically :D
[00:45:20] <skunkworks> -3 here at the moment
[00:46:17] <tomp> jmkasunich et a happy new year, merry christmas!
[00:46:28] <tomp> et al
[01:05:15] <skunkworks> http://www.cnczone.com/forums/showthread.php?p=542223#post542223
[01:05:36] <skunkworks> I am sure I didn't get it right - but I think it is close.
[01:08:08] <jtr> i'd say the mesa has always done closed loop servos and can now do hardware step generation
[01:09:06] <skunkworks> Yes - that could have been worded better..
[01:10:40] <jtr> I speak up rarely cause it takes me so long to word something well. I'm much better at editing what's already there.
[01:10:55] <skunkworks> heh ;)
[01:11:34] <jtr> plus, I don't have a working machine, so I'm a 'not using emc yet' person.
[01:17:19] <skunkworks> wow - I think I am finally feeling better.
[01:18:47] <skunkworks> yay
[01:23:06] <jmkasunich> every time I tell myself I'm done with that stupid thread, somebody else posts something that needs replied to
[01:23:19] <jmkasunich> "can search a forum, not email" sheesh
[01:25:09] <skunkworks> heh
[01:25:43] <seb_kuzminsky> jmkasunich: any suggestions about what to do with richard costa
[01:25:46] <seb_kuzminsky> ?
[01:25:49] <jmkasunich> shoot him?
[01:25:57] <skunkworks> it is like a train wreck... (we actually had one here last week) head on collision
[01:26:12] <seb_kuzminsky> where did i put the stab-in-face plugin for my mailreader?
[01:26:59] <skunkworks> you just have to watch it if your email bounces...
[01:27:27] <seb_kuzminsky> i know, i'll ignore richard, open a beer, and watch "Peep and the Big Wide World" with my kids :-)
[01:27:32] <seb_kuzminsky> bbl :-)
[01:29:20] <skunkworks> that sounds like a plan.. :)
[01:29:34] <skunkworks> * skunkworks is watching harry potter and he doesn't have kids...
[01:30:05] <anonimasu> richard costa?
[01:30:10] <jmkasunich> yeah
[01:32:36] <anonimasu> I have no remote idea who that is
[01:33:43] <jmkasunich> someone who is getting very frustrated because he can't get an 7i43 card to work, and he seems physically incapable actually providing any detailed debugging info
[01:34:15] <anonimasu> ah I see
[01:34:16] <jtr> maybe yenneb can help him...
[01:34:30] <anonimasu> -_-
[01:35:21] <jtr> sorry, I couldn't stop myself.
[01:35:53] <anonimasu> the forum posts are humorous
[01:37:27] <anonimasu> err bordering on comic.. some of them
[01:37:30] <anonimasu> :/
[01:37:33] <anonimasu> well, bedtime
[01:39:59] <eric_u> I'm guessing Acosta will eventually give up.
[01:40:18] <eric_u> is it possible his parport is the problem?
[01:40:23] <jmkasunich> sure
[01:40:26] <jmkasunich> lots of possibilities
[01:40:36] <jmkasunich> his parport, his mobo
[01:40:42] <jmkasunich> his brain
[01:41:08] <eric_u> I like his last email "I can't see my own posts"
[01:48:58] <eric_u> everything but the case to my new computer is due to be delivered tomorrow
[01:49:03] <eric_u> case: wednesday
[01:57:35] <eric_u> ken took care of him I guess
[01:58:45] <eric_u> "Gee, I was wondering what a grateful person sounded like. Now I know."
[02:03:49] <eric_u> trying to figure out where he saw a statement that his hardware was stably supported
[02:03:57] <eric_u> wiki says it's a work in progress
[02:04:08] <eric_u> Pete is fairly careful to avoid any mention of EMC
[02:04:59] <jmkasunich> I don't know - at this point this saga is months old
[02:05:19] <jmkasunich> Richard seems to alternate between going silent for a couple of weeks and then spazzing out
[02:05:50] <eric_u> I don't read the email list much
[02:05:56] <eric_u> need to have it sent to a gmail account
[02:13:37] <cradek> what he doesn't seem to get is when you try something different (different emc version, different configuration) you have to start over with debugging. so when people rightfully ask "now what's it doing?" he gets mad because he already said IT DOESN'T WORK! and when someone says "post the dmesg" he knows he's already done that before, so he gets mad about that too
[02:15:26] <jmkasunich> clueless
[02:17:54] <cradek> he sure uses more than his fair share of people's patience.
[02:21:29] <jmkasunich> hi peter
[02:21:40] <cradek> hi
[02:21:46] <cradek> too bad you can't unsell something
[02:22:19] <pcw> Hi, Yes that $30 in profit was sure easy
[02:22:36] <cradek> *sigh*
[02:23:11] <pcw> I like Sebs plan, no kids so I think Ill go talk to my rabbits
[02:23:33] <jmkasunich> note to richard - if several people can make something work, but you can't, maybe, just maybe, the problem is you!
[02:24:52] <jepler> nice to see you pcw
[02:25:02] <pcw> Why the heck would he not take me up on the 5I20 offer, on the other hand maybe it wouldn't work for him either...
[02:25:38] <pcw> Hi Jepler, just calming down before a send a nastygram
[02:25:51] <pcw> s/a/i/
[02:27:20] <eric_u> so being unreasonable about your 7i43 gets you an upgrade to a 5i20?
[02:27:32] <pcw> The only reason I suggested a new install is that it worked with 0 changes the first time
[02:27:39] <cradek> I wish he'd just return it and then go away
[02:27:52] <pcw> You have to excel an unreason
[02:28:00] <pcw> (at)
[02:28:09] <eric_u> bummer, I'm mediocre at that too
[02:28:24] <cradek> pcw: yeah if for you it takes no configuration and just works, that's should be very useful information for him
[02:28:25] <jmkasunich> he has something really screwed up
[02:28:32] <pcw> Its kind of a prize...
[02:28:40] <jmkasunich> the fact that he got a g-code syntax error on the splash screen g-code is really peculiar
[02:28:42] <eric_u> it's not hard to have something screwed up
[02:28:49] <pcw> Yes he has a meta-problem
[02:29:00] <cradek> if X is an invalid letter, he has no X axis in his config
[02:29:16] <pcw> But Teds config does
[02:29:26] <cradek> so that's clearly NOT the default config pcw ran, and it's probably not Ted's either
[02:29:27] <jmkasunich> so, he's not using ted's config
[02:29:36] <cradek> no, he's using one he screwed up
[02:29:51] <jmkasunich> is there any chance that he is seeing some kind of bizarre LOCALE issue?
[02:30:10] <stustev1> he may have X in his config but if the start bombs before it gets there then there will be no X yet
[02:30:34] <jmkasunich> if the start bombs, he shouldn't get to the point of trying to read the splash screen (I think)
[02:30:44] <stustev1> duh
[02:31:39] <jmkasunich> hey stustev1: any experience with sony digital indicators?
[02:31:53] <stustev1> no
[02:32:26] <jmkasunich> I picked up a DG25P2 probe head yesterday, no readout unit
[02:32:37] <jmkasunich> 25mm travel
[02:32:45] <jmkasunich> and I think, 1micron resolution
[02:33:05] <jmkasunich> no clue what it takes to make it work tho
[02:33:28] <jmkasunich> some kind of magnetic technology, the head has 6 wires, three windings
[02:33:37] <jmkasunich> two are 14 ohms, one is 3.something
[02:33:48] <jmkasunich> smells sort of like a resolver, or maybe a LVDT
[02:34:15] <jmkasunich> there is a little interface board with some opamps on it, I'm not done tracing it out
[02:34:21] <eric_u> heidenhain makes some little glass scale indicators
[02:34:40] <eric_u> sony does that magnescale thing
[02:34:46] <jmkasunich> hmm
[02:34:56] <jmkasunich> * jmkasunich googles magnescale
[02:36:08] <stustev1> sony calls it a magnetip www.waycon.de/fileadmin/pdf/Digitaler_Messtaster_DG.pdf
[02:36:22] <stustev1> in german - ugh
[02:37:03] <eric_u> also a brand of ureteral stent
[02:37:18] <Guest895> never used this before so forgive me. I need a hint about modifying the axis gui. is it practical to do something as simple as changing the size of the axis positions?
[02:37:54] <cradek> in the upcoming EMC 2.3, there is an option on the menu to make them bigger
[02:38:28] <cradek> but currently I think you can also do it by adding something to you X resources
[02:38:35] <jmkasunich> http://www.magnescale.com/gauges/dg10bp_bs_bn_dg25bp_bs_bn_bl.asp
[02:38:37] <cradek> looking...
[02:39:09] <cradek> hm, I can't find the instructions
[02:39:18] <jmkasunich> of course they don't tell you the good stuff - excitation, etc
[02:39:26] <jmkasunich> "buy our readout, it's in there"
[02:39:28] <jmkasunich> bah
[02:40:40] <Guest895> i programmed in pearl and python in the past, found the source, etc. but haven't done it in years. is axis compiled python, if there is such a thing or is it interpreted like script?
[02:40:59] <cradek> most of it is interpreted python and tcl
[02:41:48] <Guest895> so I assume there is an axis.py and axis.tcl or some extension somewhere in the filesystem (not a linux person) that I need to just replace with my version?
[02:41:52] <cradek> Guest895:
http://cvs.linuxcnc.org/cvs/emc2/src/emc/usr_intf/axis/etc/
[02:42:10] <cradek> http://cvs.linuxcnc.org/cvs/emc2/src/emc/usr_intf/axis/etc/axis_big_dro?rev=1.2
[02:42:18] <cradek> just add this line to your X resources
[02:42:40] <Guest895> do I need any other version changes?
[02:42:43] <cradek> no
[02:42:51] <Guest895> I am currently just installing off the livecd
[02:44:49] <Guest895> k, so just that one line goes where? (little more help, haven't touched linux in years)
[02:45:08] <cradek> in a file called .Xresources in your home directory
[02:46:01] <Guest895> next question: change the default from .ngc in file open?
[02:46:27] <cradek> you can tell AXIS how to load various extensions
[02:46:37] <Guest895> ini file?
[02:47:38] <cradek> http://www.linuxcnc.org/docs/html/gui_axis.html#r1_11_1
[02:48:42] <cradek> if you want to load another extension, you could just set up a filter that does nothing
[02:50:48] <Guest895> k, I would like to just change the default so that when I hit file/open it defaults to another extension. I have about 500 programs with another extension across 3 systems
[02:52:44] <Guest895> I found it in the axis.py I guess i can change it there
[02:52:56] <cradek> my answer is better
[02:53:19] <cradek> if you modify axis.py directly, you make upgrading harder
[02:53:32] <cradek> when you can do what you want in the ini file without changing the source, you should
[02:53:33] <Guest895> does the filter extension show up in the file/open dialog as a drop down option?
[02:53:55] <cradek> those files will show in the chooser. you do not have to mess with the extension dropdown thing.
[02:54:12] <cradek> [FILTER]
[02:54:38] <cradek> PROGRAM_EXTENSION = .argh Guest895s files
[02:54:40] <cradek> argh = cat
[02:55:05] <Guest895> k, yes, found the filter section, problem is I need to limit the mouse work since I use a trackball with gloves on so I would like it to default. let me go try it
[02:55:29] <Guest895> btw: that toggle for the axis position, is that as large as it goes?
[02:55:58] <cradek> which? you mean the font specified in .Xresources? you can put whatever size you want.
[02:56:47] <Guest895> ok, I am converting from mach3... I looked at the virtual screens, can I hook gcode (g92 x0,y0,z0) for instance to a button?
[02:57:45] <cradek> yes, in a roundabout way, but you probably don't want to use g92 in this way.
[02:59:01] <Guest895> I actually would like buttons to set the axis depending on the quad I am in when edge finding so it would be more like gd9 X-.1
[02:59:11] <Guest895> g92x-.1
[02:59:14] <cradek> to set relative zeros, you should use the touch off button. there is also a key shortcut for it.
[02:59:51] <cradek> after moving X, you'd poke touch off (or press END on the keyboard), then type -.1 and press enter
[03:00:06] <Guest895> I'll have to look for it, cradek, you are saving me a ton of time, being a new user. btw: my machine runs so much smoother using emc2 vs mach3, no comparison
[03:00:16] <cradek> good
[03:01:02] <cradek> when you start using it, keep an open mind about the EMC way of working, instead of immediately thinking I MUST GO DESIGN SCREENS NOW! :-)
[03:02:20] <cradek> 'touch off' is a good example of that - it's very powerful, but it might work differently than your previous software. but it still solves the problem of setting an origin when touching the work with an edge finder.
[03:02:22] <Guest895> don'e remember seeing touchoff on the axis screen.
[03:02:33] <cradek> it's there
[03:02:44] <Guest895> (never doubted}
[03:02:49] <jmkasunich> on the manual tab
[03:03:12] <Guest895> shifted fast jog would be nice, anyway to do that?
[03:03:16] <cradek> it uses the previously selected axis, so if you were just jogging your edge finder, it will be the correct axis automatically
[03:03:23] <Guest895> k
[03:03:30] <cradek> Guest895: no, but you can move the jog speed slider with the , and . keys
[03:03:46] <cradek> in fact, have a look at help/quick ref. you virtually never have to use the mouse.
[03:03:47] <Guest895> yes, found those keys, seems like it is fine.
[03:04:09] <cradek> I have a trackball too - I use only the keyboard and a jog wheel
[03:04:34] <Guest895> what would be causing the occasional "following error". I use servos.
[03:04:35] <cradek> jog wheel/mpg is the superior way to jog
[03:04:52] <cradek> poor tuning, probably
[03:05:04] <cradek> what kind of servos and servo drive/interface?
[03:05:07] <Guest895> not feeding back to the PC so how does it know?
[03:05:12] <Guest895> g320 geckos
[03:05:27] <cradek> oh ok, emc thinks those are steppers
[03:05:47] <cradek> that means you have a misconfiguration
[03:05:47] <Guest895> that's how I have them setup as steppers.
[03:06:05] <cradek> did you use stepconf to configure the system?
[03:06:29] <Guest895> yes, stepconf originally using latency-test then modified it slightly to add backlash
[03:06:44] <cradek> during what motion do you get following errors?
[03:07:01] <Guest895> mostly when i am incrementally jogging .1"
[03:07:22] <Guest895> also had one on a slow jog that lasted about 20 second
[03:07:23] <cradek> when reversing, or will jogging the same way twice do it?
[03:07:32] <Guest895> reversing
[03:07:41] <cradek> how big is your backlash setting on this axis?
[03:07:50] <Guest895> backlash is .005
[03:08:11] <cradek> can you put your ini on
http://pastebin.ca?
[03:09:03] <Guest895> it is in the lab down stairs. the problem was bad and then better when I lowered my base_rate? from 25000 to 20000
[03:09:18] <cradek> yes that makes the max possible step rate higher
[03:09:19] <Guest895> I have about 8000 latency on the system (2.8g piii)
[03:09:48] <cradek> do you know which emc version?
[03:10:17] <Guest895> livecd - is that 2.2? if so, should I be at a higher version? I ran update once.
[03:10:31] <cradek> stepconf had some problems in the past. if you're running the latest (2.2.8) I trust stepconf and suspect the backlash comp caused the problem
[03:10:46] <jepler> stepconf sets up [AXIS_#]MAX_ACCELERATION and [AXIS_#]STEPGEN_MAXACCEL based on a "zero backlash" calculation.
[03:10:58] <jepler> same for BASE_PERIOD
[03:11:00] <cradek> backlash comp needs some extra 'headroom' since it has to apply over and above the usual acceleration
[03:11:15] <jepler> first thing I'd do is double STEPGEN_MAXACCEL
[03:11:27] <jepler> then I'd look at whether to change BASE_PERIOD
[03:11:33] <cradek> * cradek points at jepler
[03:11:50] <Guest895> k, I'll try it. does emc have a help/about to show the version? i'll walk down to get it if it does.
[03:12:29] <Guest895> I'll tell you, mach3 backlash comp sucks. I can't believe I lived with it compared to emc, what a difference
[03:13:27] <Guest895> when are we going to have absolute offset g2/g3? is that G90.1 or something like in mach3?
[03:14:01] <cradek> yes, it has help/about
[03:14:11] <cradek> absolute arc centers will be in the upcoming EMC2.3
[03:14:15] <jmkasunich> G90.1 and G91.1 is already in the development version, and will be in 2.3
[03:16:30] <_epineh> Hi everybody, I have a quick question if some 1 has a minute...
[03:16:32] <Guest895> axis is 2.2.8, is the development version something I can download and try on a large, dangerous machine?
[03:17:04] <jepler> Guest895: anyone can get the source code for the development version, but it's not a "ready to install" version like 2.2.x is
[03:17:27] <jepler> _epineh: it's OK to just ask your question without asking if it's OK first
[03:17:34] <_epineh> I changed out a servo and am now getting following error on joint 0 faults...but only when rapiding
[03:17:51] <_epineh> I can jog at the same speed and no problem
[03:17:54] <jmkasunich> is this real servo, or step servo, like a g320?
[03:18:00] <_epineh> All I changed was the encoder res
[03:18:06] <_epineh> step/dir servo
[03:18:17] <_epineh> elm chan high power version
[03:18:23] <jmkasunich> then as far as EMC is concerned, it is simply a stepper drive
[03:18:28] <Guest895> higher resolution encoder?
[03:18:33] <jepler> _epineh: if the new encoder resolution is higher, then emc may not be able to generate enough step pulses per second
[03:18:35] <_epineh> ya I know,
[03:18:38] <_epineh> ah
[03:18:45] <jmkasunich> if you raised the encoder res, you'll need more steps per second at the same speed
[03:18:54] <jepler> for a start you need to look at whether the number of steps you need is possible within BASE_PERIOD
[03:19:19] <jepler> bbl, I have to do fun stuff like hang laundry and do the dishes
[03:19:22] <_epineh> I setup the steps/rev using stepconf, but didn't check the base period...
[03:19:38] <jmkasunich> did you redo the setup after changing the encoder res?
[03:20:03] <_epineh> yup, all working well there, movement is correct
[03:20:18] <Guest895> linux question for dummies: I can link to my server windows shared drives and they are mounted. I can text view the files, etc. How do I get to them in emc? I assume they are mounted somewhere?
[03:20:42] <Guest895> I've been dragging the files to the desktop and loading from there.
[03:20:45] <_epineh> just seems strange that I can jog at the same speed I am trying to rapid at
[03:20:53] <eric_u> Guest, that's a mystery
[03:20:56] <_epineh> 2100mm/min btw
[03:21:20] <jmkasunich> are you sure jog and rapid are the same speed?
[03:21:47] <_epineh> yup, been jogging it around for about half an hour
[03:21:48] <Guest895> jogging has less CPU overhead than executing, correct? can you do a G0 from MDI?
[03:22:10] <_epineh> no, that is the problem, under MDI I get the following error
[03:22:29] <_epineh> also I don't have a fault signal from the drive to the PC, kinda on the to do list
[03:22:54] <Guest895> so where are my windows shared drives mounted as default?
[03:23:10] <jmkasunich> the EMC following error means that EMC can't generate as many pulses as you need, so the error connection from the drive doesn't figure into it
[03:23:50] <jmkasunich> Guest895: dunno
[03:24:02] <eric_u> Guest, I was serious
[03:24:09] <_epineh> ya, just mentioning it, I wonder if it is noise, the machine had no prob previously, but the new servo is larger, maybe higher current
[03:24:21] <jmkasunich> you say you've been dragging the files - from where?
[03:24:29] <eric_u> I work with a guy that is more obsessive about linux than I am, he has looked and not found the mount point
[03:24:47] <jmkasunich> _epineh: its NOT the servo
[03:24:55] <jmkasunich> this is a stepper machine!
[03:25:13] <jmkasunich> step-dir servo drives are stepper machines as far as the computer knows
[03:25:26] <Guest895> I go thru the server panel, and the drive shows up on the desktop. I can double click it and it opens. I can view my gcode files. I just cant find them mounted anywhere.
[03:25:44] <Guest895> I then drag them to the desktop and use emc to open them from there
[03:25:59] <jmkasunich> this is why I hate guis - they try to hide things
[03:26:11] <jmkasunich> really, no idea (I don't mount windows drives)
[03:26:14] <Guest895> as to the servo, is it a gecko 320/340 and is it checking?
[03:26:40] <jmkasunich> Ubuntu does some strange stuff with automounting - I remember having fits with it mounting my usb memory card reader (camera cards)
[03:27:03] <jmkasunich> I wound up adding a line to fstab for it and mounting it from the shell - old school, but at least I know wtf it is doing that way
[03:27:27] <Guest895> my cad/cam system is windows, no option to switch, so I what would be a better way to share those drives?
[03:27:47] <eric_u> mount -t cifs somethingsomethingsomething :)
[03:28:18] <jmkasunich> I run my windows stuff on a virtual machine, and the windows VM can see my home directory
[03:28:33] <eric_u> are you using vmware server?
[03:28:36] <jmkasunich> yes
[03:29:45] <_epineh> k then I will check the base period and see if it can do it, just seems strange that it will handle jogging at the same speed I am trying to rapid at, I would think it would have trouble jogging as well if it was a base period prob
[03:30:16] <cradek> I agree that's surprising
[03:30:51] <_epineh> I will have some lunch and try again later, maybe it will work then...:->
[03:31:28] <jmkasunich> maybe accel rate?
[03:31:41] <jmkasunich> ISTR maybe jogging doesn't use 100% accel
[03:31:56] <jmkasunich> or maybe I'm full of crap - its been a while since I looked closely at that
[03:35:44] <eric_u> Guest, check in /media
[03:36:56] <eric_u> also, if the share is set to reconnect on boot, it should be in /etc/fstab
[03:37:15] <eric_u> since I'm just making this up, blame JYMMM for any problems
[03:38:09] <eric_u> fstab is a file, issue the command more /etc/fstab to page through it
[03:39:38] <Guest895> k
[03:39:44] <_epineh> it may be worth a try, tho it gets to full speed for a couple of seconds before it faults
[03:40:08] <Guest895> just went looking on my system and didn't see a .xresources in home to add the line for dro...
[03:40:09] <eric_u> Guest895: do you have a share open?
[03:40:14] <Guest895> hyes
[03:40:15] <Guest895> yes
[03:40:47] <eric_u> is the sharename listed in /media?
[03:40:55] <Guest895> I have to go back down
[03:41:05] <jmkasunich> _epineh: you didn't say that before (gets to full speed for a couple seconds)
[03:41:11] <_epineh> sry
[03:41:13] <jmkasunich> you can jog for much longer than that?
[03:41:37] <_epineh> ya, it jogs the entire length of the machine
[03:41:49] <jmkasunich> have you ever used halscope before?
[03:41:56] <_epineh> rapids get me about 200mm
[03:41:57] <jmkasunich> this really wants to be scoped
[03:42:11] <_epineh> hmm, never used it but I can try
[03:42:20] <jmkasunich> what axis is this happening on?
[03:42:28] <_epineh> my X axis
[03:42:36] <jmkasunich> ok, so that should be axis 0
[03:42:43] <_epineh> yup
[03:42:47] <jmkasunich> trigger the scope on axis.0.f-errored
[03:42:52] <_epineh> other 2 are OK
[03:42:53] <jmkasunich> look at axis.0.ferror
[03:43:20] <_epineh> k
[03:43:35] <_epineh> have to go boot it all up, bbl
[03:45:01] <cradek> Guest895: you will have to create it. It's spelled .Xresources, not .xresources like you typed earlier
[03:49:20] <Guest895> in home or home/user?
[03:49:48] <Guest895> yea, I know, you linux guys are so case sensitive...
[03:59:58] <eric_u> apparently the Chinese Tig manufacturers decided that using Mosfets in the inverter is a good marketing point
[04:00:40] <jmkasunich> sweet - the $30 60:1 cyclo reducer that I just picked up is good for 650 lb-ft of torque
[04:01:05] <eric_u> that's a gearbox?
[04:01:09] <jmkasunich> yeah
[04:01:18] <jmkasunich> a robot arm joint drive
[04:01:26] <eric_u> harmonic drive?
[04:01:29] <jmkasunich> with has integral tapered roller bearings, zero backlash
[04:01:38] <jmkasunich> cyclo drive, similar, but not the same
[04:01:47] <jmkasunich> http://www.smcyclo.com/modules.php?name=Product&op=brandOverview&product_id=23&area_id=6&bid=&sid=8&subid=
[04:02:04] <Guest895> ok, the dro looks better, thanks, I am a young person with glaucoma so I also have problems with black backgrounds. Is there an easy way to add space between the dros?
[04:02:09] <jmkasunich> might make a sweet 4th or 5th axis
[04:02:15] <eric_u> looks different alright
[04:02:17] <Guest895> and the mounts ore not in /media
[04:02:42] <eric_u> bummer
[04:02:59] <Guest895> looked all over, not etc/fstab either
[04:03:29] <eric_u> you have an etc/fstab, correct?
[04:03:35] <Guest895> no
[04:03:44] <Guest895> hidden?
[04:04:13] <Guest895> wait, if they show on the desktop then shouldn't they be there?
[04:04:32] <eric_u> I think fstab is only for booting
[04:04:45] <seb_kuzminsky> Guest895: your desktop is visible in the filesystem as $HOME/Desktop
[04:04:58] <eric_u> he's looking for samba shares
[04:05:10] <eric_u> that were created by the graphical interface
[04:05:19] <seb_kuzminsky> ok n/m
[04:05:20] <toastydeath> ~/Desktop?
[04:05:34] <eric_u> actually, that might work
[04:05:35] <toastydeath> ~/Desktop/MyHibbityHoobah
[04:05:35] <eric_u> :)
[04:05:47] <toastydeath> ls -al and check where the link goes
[04:06:14] <eric_u> how did you know I had a share named MyHibbityHoobah?
[04:06:36] <eric_u> so much for network security
[04:06:37] <seb_kuzminsky> toasty sees all
[04:07:17] <toastydeath> im in ur /etc/shadow crackin ur pws
[04:07:18] <stustev1> Guest895: you should try /etc/fstab not etc/fstab - two different places
[04:07:53] <eric_u> jmkasunich: I was planning on using one of the many harmonic drives I have for a 4th axis, but it's down on the list somewhere
[04:09:16] <jmkasunich> yeah, I have a similar problem
[04:09:18] <jmkasunich> long lists
[04:10:32] <jmkasunich> its kind of neat that this one has a 1-1/4" hollow bore
[04:11:56] <jmkasunich> if I could find some bevel gears that would work well at high speed - run the spindle motor shaft in thru that bore, then drive a spindle that is 90 degrees to the reducer axis
[04:11:58] <Guest895> not in desktop and can't find a /etc/fstab
[04:12:59] <eric_Unter> do you have an icon for your share on the desktop?
[04:13:08] <Guest895> yes, two actually
[04:13:16] <jmkasunich> right click, properties?
[04:13:25] <Guest895> tried it, doesn't list the mount
[04:13:56] <eric_Unter> you didn't believe me when I said it was a mystery, did you?
[04:14:00] <Guest895> at one point I found something like SMB:192.168.100.9 and the share
[04:14:18] <Guest895> yes, and someone told me linux wasn't user hostile
[04:14:58] <seb_kuzminsky> "linux is user friendly, it's just picky about who its friends are"
[04:15:07] <eric_Unter> try looking at a linux partition in Windows and report back
[04:15:47] <Guest895> what? is that a challenge?
[04:16:07] <Guest895> I have two days of experience here
[04:16:08] <eric_Unter> sure :)
[04:17:09] <eric_Unter> I would like to solve the mystery, but I have spent a couple of hours at it already
[04:18:14] <eric_Unter> Guest895: do you recall where you found the SMB:192.168.100.9?
[04:19:52] <Guest895> no, I don't, probly had an error and it popped-up.
[04:20:41] <Guest895> here's another one. I have a radeon 9550 and if I turn on visual effects then the preview window goes blank. known problem but is there a fix?
[04:23:10] <cradek> yes, turn visual effects back off
[04:26:09] <eric_Unter> i liked visual effects, but they died after a day when fedora did an update
[04:28:12] <eric_Unter> I have some brand new in the plastic wrap dc300 tapes, any takers?
[04:29:04] <seb_kuzminsky> visual effects? you mean like bb (from bb.deb?)
[04:29:06] <SWPadnos> yay, I didn't die
[04:29:08] <SWPadnos> good night
[04:29:12] <cradek> yay!
[04:29:15] <cradek> glad you made it
[04:29:22] <jmkasunich> did you get snow?
[04:29:37] <SWPadnos> 200 miles of it
[04:29:41] <jmkasunich> ick
[04:29:48] <seb_kuzminsky> heh
[04:29:51] <jmkasunich> no snow here, despite predictions
[04:29:55] <jmkasunich> bitter cold instead
[04:29:56] <SWPadnos> getting more or less into the driveway just took me an hour
[04:29:57] <seb_kuzminsky> glad you're safe SWPadnos :-)
[04:30:01] <jmkasunich> 0F
[04:30:20] <SWPadnos> it's a balmy 23 here
[04:30:22] <jmkasunich> how much snow in/on the lathe?
[04:30:31] <SWPadnos> dunno yet
[04:30:39] <SWPadnos> the new tarp is also shot
[04:30:42] <jmkasunich> did you re-tarp this morning?
[04:30:44] <SWPadnos> yes
[04:30:57] <SWPadnos> I have learned a couple of things about tarps and travel:
[04:31:02] <jmkasunich> they suck
[04:31:06] <SWPadnos> 1) the tarp gets secured to the load
[04:31:07] <eric_Unter> lathe will survive a little water
[04:31:11] <jmkasunich> use rope, not bungees
[04:31:16] <SWPadnos> then optionally to the trailer
[04:31:21] <SWPadnos> I did that
[04:31:30] <SWPadnos> bought rope and a heavy duty tarp
[04:31:36] <SWPadnos> laced the rope through all the grommets
[04:31:52] <SWPadnos> cinched the rope taut like a skirt, and tied the ends off
[04:32:01] <SWPadnos> then bungeed about 12 eyelets
[04:32:32] <SWPadnos> and still had to readjust several times, lost a couple of eyelets, and ended up putting those red straps around the thing in the front and back
[04:33:00] <SWPadnos> one other interesting thing (not tarp related)
[04:33:04] <eric_Unter> I suspect this is why you usually see cling wrap on exposed loads nowadays
[04:33:16] <SWPadnos> when you see a tree tat looks like it's in the middle of the road, it's very likely that there's a curve ahead
[04:33:19] <SWPadnos> s/tat/that/
[04:33:21] <seb_kuzminsky> http://www.flickr.com/photos/apelad/749892372/
[04:33:26] <jmkasunich> ouch
[04:33:39] <jmkasunich> you didn't get aquainted with the tree did you?
[04:33:45] <SWPadnos> no, not at all
[04:33:55] <SWPadnos> I just had the thought when looking at a tree dead ahead
[04:34:02] <jmkasunich> just high pucker factor, eh?
[04:34:08] <SWPadnos> which was a good time to ease up on the gas ;)
[04:34:24] <SWPadnos> the cling wrap fell apart too
[04:34:34] <SWPadnos> as did the first tarp, the plastic wrap un
[04:34:39] <DanielFalck> did you get a Hardinge chucker?
[04:34:47] <SWPadnos> under it, and the cling wrap around the plastic wrap under the tarp
[04:34:51] <SWPadnos> yes
[04:34:55] <DanielFalck> great
[04:35:06] <jmkasunich> http://jmkasunich.com/pics/swp-lathe-2765.jpg
[04:35:17] <jmkasunich> before wrapping
[04:35:20] <SWPadnos> I considered using my come-along to get the Jeep and trailer into the damned driveway
[04:35:29] <jmkasunich> (and apparently, about how it looks now
[04:35:33] <SWPadnos> nice backlight there :)
[04:36:04] <jmkasunich> http://jmkasunich.com/pics/swp-lathe-control-2764.jpg
[04:36:10] <jmkasunich> http://jmkasunich.com/pics/swp-lathe-headstock-2763.jpg
[04:36:16] <jmkasunich> http://jmkasunich.com/pics/swp-lathe-otherside-2766.jpg
[04:36:51] <DanielFalck> wow, you have a lot of room to put something in that control cabinet
[04:37:01] <SWPadnos> like a computer or three?
[04:37:09] <DanielFalck> beer fridge too
[04:37:33] <seb_kuzminsky> naw those look like nice controls, you should keep them
[04:37:38] <DanielFalck> not around the lathe of course...
[04:37:43] <SWPadnos> lots of room for tape storage in there
[04:37:45] <jmkasunich> other than tarps, nothing flew off or shifted?
[04:37:52] <DanielFalck> 10" reels
[04:38:03] <SWPadnos> tarps, plastic of various types, and at least half od one bungee
[04:38:05] <eric_Unter> dc300
[04:38:07] <SWPadnos> otherwise it was stable :)
[04:38:21] <_epineh> jmkasunich, got it working, slowed down the max speed and no probs, thanks for the help :)
[04:38:33] <jmkasunich> glad we could help
[04:38:44] <DanielFalck> didn't even need a forum...
[04:38:51] <DanielFalck> sorry jmkasunich
[04:38:55] <_epineh> lol *ouch :)
[04:40:27] <jmkasunich> heh
[04:40:36] <eric_Unter> fortunately, none of those guys know how to search irc logs, they would be even madder at us
[04:41:13] <JymmmEMC> was SWPadnos buying/selling that ?
[04:41:18] <SWPadnos> yes
[04:41:18] <DanielFalck> hey I just started a #mach3 channel on freenode :)
[04:41:28] <cradek> neat
[04:41:41] <JymmmEMC> DanielFalck: Great Start a #WinXP too
[04:41:46] <cradek> maybe they will join us in the early 90s
[04:42:19] <JymmmEMC> SWPadnos: were you buying or selling that ?
[04:42:26] <SWPadnos> tyes
[04:42:27] <SWPadnos> yes
[04:42:35] <SWPadnos> geez. how many times do I have to say it? :)
[04:42:38] <JymmmEMC> huh?
[04:42:38] <jmkasunich> JymmmEMC: he bought it, here in cleveland
[04:42:43] <JymmmEMC> ah
[04:43:02] <cradek> SWPadnos: did you get it in the garage or something?
[04:43:08] <SWPadnos> hahahaha
[04:43:10] <SWPadnos> no
[04:43:15] <cradek> oh, sorry :-/
[04:43:20] <jmkasunich> he barely got it in the driveway
[04:43:27] <SWPadnos> the Jeep isn't sticking out into the road though, so I'm happy for now
[04:43:42] <SWPadnos> and I think my wife can get by tomorrow morning, if she gets out the snowblower a bit
[04:43:42] <cradek> that's a start. jeez.
[04:43:43] <JymmmEMC> SWPadnos: chock the tires?
[04:43:59] <SWPadnos> nah. if it ends up in the street, someone will let me know
[04:44:05] <JymmmEMC> LOL
[04:44:21] <JymmmEMC> SWPadnos: Or, it'll end up in the garage all on it's own =)
[04:44:22] <jmkasunich> you backed in, right?
[04:44:25] <SWPadnos> I did put the parking brake on
[04:44:29] <SWPadnos> I backed in
[04:44:35] <jmkasunich> is there a slope?
[04:44:39] <SWPadnos> yes
[04:44:58] <SWPadnos> slope and about 6 inches of snow in the driveway
[04:45:02] <cradek> oh god, backing a trailer up a hill on snow...
[04:45:03] <SWPadnos> and about a foot in the road
[04:45:04] <JymmmEMC> SWPadnos: Is the slope towards the street or the garage?
[04:45:08] <SWPadnos> street
[04:45:39] <SWPadnos> the last 20 feet took about an hour
[04:46:02] <JymmmEMC> * JymmmEMC ships a new clutch to SWPadnos
[04:46:14] <SWPadnos> what was really fun was that there was a party or something at the end of the street, so about 6 cars went by in both directions
[04:46:47] <SWPadnos> which is about as many cars as we normally get in a day, since there are only 10 houses on this street
[04:47:50] <JymmmEMC> SWPadnos: an hour?! You know you wanted to remodel the garage, you should just reved up the more and pop the clutch =)
[04:47:57] <JymmmEMC> s/more/motor/
[04:47:58] <SWPadnos> automatic
[04:48:24] <JymmmEMC> SWPadnos: Oh, just not used to a trailer huh?
[04:48:46] <jmkasunich> JymmmEMC: what part of heavy, hill, snow are you not getting?
[04:48:52] <SWPadnos> actually, this is the first time I've towed anything close to taht big
[04:48:56] <JymmmEMC> left is right, and right is left =)
[04:49:25] <SWPadnos> oh, and it was snowing for most of the time I was trying to get into the driveway too - worse than in Buffalo
[04:49:27] <jmkasunich> I'm just very glad we weren't loading today
[04:49:31] <SWPadnos> yes!
[04:49:32] <jmkasunich> frostbite city
[04:49:43] <SWPadnos> thanks again for all the help. how are the fingers? :)
[04:49:44] <cradek> I'm very glad I got my lathe in august
[04:49:50] <JymmmEMC> jmkasunich childs play =)
[04:50:16] <jmkasunich> one finger is a bit stiff (the one I whacked with the crowbar), but nothing that another day or two won't fix
[04:50:26] <jmkasunich> I was sure feeling old yesterday tho
[04:50:35] <cradek> also glad you are home safely. the weather sure did not cooperate with you.
[04:50:37] <SWPadnos> JymmmEMC, next time I have to move something big, I'll have you get those children to help
[04:50:54] <JymmmEMC> SWPadnos: No problem =)
[04:50:57] <SWPadnos> it was mostly fine actually. until I hit the Albany area
[04:51:11] <JymmmEMC> jmkasunich ouch
[04:51:17] <cradek> jmkasunich: enough aspirin fixes that feeling-old thing
[04:51:25] <jmkasunich> sleep helped a lot
[04:51:28] <JymmmEMC> and a couple shots of burbon
[04:51:30] <SWPadnos> it was a bit disconcerting driving on 2-3 inches of snow though, after so much time without any
[04:51:59] <JymmmEMC> SWPadnos: was the load loose on the trailer?
[04:52:03] <jmkasunich> you had that much on the road?
[04:52:06] <SWPadnos> no
[04:52:11] <SWPadnos> jmkasunich, yes
[04:52:13] <SWPadnos> JymmmEMC, no
[04:52:24] <jmkasunich> JymmmEMC: wtf? a ton and a half loose on a trailer?
[04:52:25] <SWPadnos> only for about 60 miles though
[04:53:00] <JymmmEMC> jmkasunich I didn't tie the damn thing down, I have no clue =)
[04:53:13] <jmkasunich> http://jmkasunich.com/pics/swp-lathe-headstock-2763.jpg
[04:53:38] <jmkasunich> the big yellow ratchet straps were as tight as we could get them (which is pretty tight)
[04:53:38] <JymmmEMC> and weight itself doesn't mean it can't be loose on a trailer
[04:53:56] <jmkasunich> until you try to stop, and it joins you in the front seat
[04:53:57] <SWPadnos> it means you're a complete idiot if you drive with it loose though
[04:54:06] <jmkasunich> or you turn and it tips over
[04:54:07] <SWPadnos> I may be an idiot, but not a *complete* idiot
[04:54:15] <JymmmEMC> SWPadnos: neither of the above
[04:54:19] <jmkasunich> the lathe has a high center of gravity and a narrow base
[04:54:50] <JymmmEMC> SWPadnos: did the trailer bounce much?
[04:54:57] <SWPadnos> nope
[04:55:00] <JymmmEMC> cool
[04:55:05] <SWPadnos> it did have a ton and a half of stuff on it ;)
[04:55:25] <JymmmEMC> SWPadnos: well, unless you were doing 40mph all the way...
[04:55:29] <SWPadnos> that makes for a very smooth ride
[04:55:43] <SWPadnos> no, I set the cruise control for 55 until I hit the snow
[04:55:49] <SWPadnos> got over 10 MPG too
[04:55:54] <JymmmEMC> lol
[04:55:56] <SWPadnos> wooho!
[04:56:29] <JymmmEMC> I hate pulling car trailers unloaded... sucker love to bounce at ever bump
[04:57:07] <SWPadnos> yep. did that for 600 miles
[04:57:12] <JymmmEMC> ew
[04:57:24] <SWPadnos> to cleveland empty, back full
[04:57:47] <JymmmEMC> won in an auction?
[04:58:04] <SWPadnos> no
[04:58:05] <SWPadnos> HGR
[04:58:22] <SWPadnos> they had it on eBay for $2500, then discounted 50% to $1250
[04:58:29] <SWPadnos> but it was $799 on their site
[04:58:38] <JymmmEMC> nice
[04:58:44] <JymmmEMC> wroks at all?
[04:58:46] <JymmmEMC> works
[04:58:46] <SWPadnos> and JMK got another $50 off for good behavior or something
[04:58:48] <SWPadnos> no idea
[04:59:22] <jmkasunich> I tuned the ballscrews manually with an allen wrench, no grinchy noises or roughness
[04:59:33] <JymmmEMC> SWPadnos: Well, congrats on new toy and getting it (and you ) home safely =)
[04:59:40] <jmkasunich> spindle brake is spring applied, electrical release, so I couldn't turn the spindle
[04:59:53] <SWPadnos> JymmmEMC, thanks
[05:00:08] <SWPadnos> I think my muscles have stopped vibrating enough that I might be able to sleep now
[05:00:29] <JymmmEMC> SWPadnos: gatoraid and potasium =)
[05:00:46] <SWPadnos> hmmm. I'll pass
[05:01:15] <SWPadnos> it's probably from having a couple of donuts for dinner, then driving a lot in the snow, then shoveling the driveway really fast
[05:01:46] <SWPadnos> the snow was bad enough that I didn't even take a hand off the wheel to drink coffee for about 30 miles
[05:02:06] <jmkasunich> SWPadnos without coffee? the horror!
[05:02:22] <SWPadnos> for like 45 minutes, while it was getting cold
[05:02:40] <jtr> SWPadnos: glad you made it ok.
[05:02:41] <SWPadnos> and I could smell it the whole time. it was torture
[05:02:44] <SWPadnos> thakns
[05:02:46] <SWPadnos> uh
[05:02:47] <SWPadnos> thanks
[05:03:18] <JymmmEMC> OT: do I need X on windows or just putty -X hostname
[05:03:30] <toastydeath> ?
[05:03:37] <jtr> apparently a definite lack of sufficient coffee...
[05:03:46] <toastydeath> if you are forwarding X to your windows box you need x windows
[05:03:50] <eric_u> it depends on putty
[05:03:53] <SWPadnos> if you want to see X apps on a Windows machine, you need a Windows-based X server
[05:04:00] <JymmmEMC> ok
[05:04:23] <SWPadnos> if you want to see remote X apps, then you also need something like PuTTY or the ssh client that comes with CygWin/X
[05:04:49] <JymmmEMC> I have putty, just didn't know if I needed anything else.
[05:05:00] <toastydeath> xdmx on the client side also helps
[05:05:05] <eric_u> we used a free x server for windows (mesa?) and it seemed to work well if you could ignore the quirks
[05:05:07] <toastydeath> screen for x windows
[05:06:09] <SWPadnos> I think Mesa is GL only, not full X (though I could be wrong)
[05:06:19] <SWPadnos> there are some commercial X clients on Windows
[05:06:29] <JymmmEMC> I found xming.sf.net
[05:06:30] <SWPadnos> and there's CygWin/X
[05:06:32] <SWPadnos> ok
[05:06:33] <toastydeath> i was always happy with cygwin/x
[05:06:56] <SWPadnos> someone mentioned "nx" recently, which I think also had a Windows "client"
[05:07:09] <SWPadnos> yeah, CygWin/X works fine for me too
[05:07:22] <toastydeath> nx has a weird client thing, yeah
[05:07:32] <toastydeath> but you can use the compression without, which is how i'd prefer it
[05:08:28] <toastydeath> the nx client is like VNC, it's got it's own window
[05:08:34] <toastydeath> i like the integrated desktop better
[05:13:34] <eric_u> I was thinking about xming
[05:13:49] <eric_u> I've used that, cygwin, and hummingbird
[05:14:12] <eric_u> didn't feel like giving hummingbird an upgrade, but the version we have stinks
[05:14:27] <eric_u> http://sourceforge.net/projects/xming
[05:14:32] <eric_u> seems to work ok
[05:15:35] <toastydeath> that is neatpants
[05:17:14] <eric_u> I've had problems with crashes on cygwin/x
[05:19:43] <JymmmEMC> eric_U Heh, if I can figure out how to use it =)
[05:21:06] <eric_u> it has quirks on startup
[06:17:22] <JymmmEMC> eric_U how so?
[06:19:10] <LawrenceG> JymmmEMC, snow in your neighbourhood?
[06:20:19] <JymmmEMC> LawrenceG: only 50F here
[06:23:27] <JymmmEMC> LawrenceG: I picked up one of these... (black)
http://blog.laptopmag.com/up-close-with-lenovos-ideapad-s10-one-sweet-10-incher
[06:24:44] <LawrenceG> looks nice... loaded linux yet?
[06:24:54] <JymmmEMC> LawrenceG: nope
[06:25:29] <LawrenceG> maybe try live cd to check latency.... maybe its a good laptop for rt
[06:25:42] <JymmmEMC> LawrenceG: It didn't come with recory/restore disc, and Lenovo pushed this out to market before releasing them, and there's a bug in the OneDisc recovery, so I'mwaiting.
[06:25:56] <JymmmEMC> LawrenceG: no paraport, no cd/dvd drive =)
[06:27:15] <DanielFalck> looks a lot like my wife's eeepc 900
[06:27:50] <JymmmEMC> DanielFalck: But it has a 10.3" LCD (same res... 1024x600)
[06:27:56] <DanielFalck> nice
[06:28:43] <JymmmEMC> wehn playing a movie, sound is good thru the speakers too
[06:29:20] <JymmmEMC> DanielFalck: only has 2 usb slots, but it does have a pci/34 slot
[06:29:33] <JymmmEMC> and one SD slot
[06:33:15] <LawrenceG> how do you play movie? net?
[06:33:34] <JymmmEMC> LawrenceG: USB thumbstick
[06:34:01] <JymmmEMC> LawrenceG: DVD ripped to 700MB
[06:34:15] <LawrenceG> cool... I have never been able to get them darn dvd's folded up small enough to fit in the thumb drive
[06:34:45] <JymmmEMC> LawrenceG: I could cp to hdd, but less battery draw on thumbstick
[06:35:14] <JymmmEMC> LawrenceG: Do you rip your movies?
[06:35:45] <LawrenceG> sometimes... there are not many I would watch a second time
[06:36:39] <JymmmEMC> LawrenceG: I rip ALL my movies, then can even reduce from 700MB AVI to ~60 3GP for playing on cellphone
[06:37:00] <LawrenceG> with new HD, there is enough room for more movies than I would ever watch!
[06:37:19] <JymmmEMC> HD or HDD ?
[06:39:06] <LawrenceG> hard drive
[06:39:41] <JymmmEMC> LawrenceG: Heh, I have over 600 movies in my library =)
[06:41:07] <LawrenceG> cool..... having a job at the video store would be fun
[06:41:55] <JymmmEMC> LawrenceG: Nope, never have. Just wait till on sale at walmart, longs drugs, etc =)
[07:18:03] <eric_u> yaskawa's website is taking forever
[08:30:09] <anonimasu> hm
[08:35:00] <alex_joni> something foobar happened here
[08:35:51] <anonimasu> ok
[08:55:30] <fenn> i'm reading 1800 movements and mechanisms... seems like this could be quite useful for some CNC applications;
http://en.wikipedia.org/wiki/Differential_pulley
[08:56:14] <fenn> cable hexapod for example
[08:59:45] <fenn> you can turn the two pulleys with a motor for huge force on the chain (or timing belt or cable or whatever)
[09:04:30] <archivist> works with chain pulleys ok, Ive uses chain block made that way
[09:14:08] <anonimasu> hey
[09:14:30] <anonimasu> you have a vertex hv-8 right?
[09:17:01] <archivist> not an 8
[09:18:05] <anonimasu> hv4?
[09:18:28] <archivist> at least I dont think its that model (nothing on the table!)
[09:18:55] <anonimasu> im looking for a adapter for one
[09:19:00] <anonimasu> well, the bolt spacing
[09:19:46] <anonimasu> ah, mine's a hv4
[09:19:50] <anonimasu> the hv-8 is 8"
[09:20:17] <anonimasu> but well, 4-6" tables have the same size on the mounts
[09:21:21] <anonimasu> http://www.drehen-fraesen-bohren.de/VERTEX-HV-6-1.jpg
[09:21:23] <archivist> 4 1/2" dia tabl so probably the 4 here as well
[09:22:21] <anonimasu> got any clue what the bolt spacing is on the plate that holds the motor mount
[09:22:35] <anonimasu> ie, the thing with the lever right after the handwheel
[09:23:51] <anonimasu> http://www.vertex-tw.com.tw/Archive/_eng/products_category/a2_002.jpg
[09:23:57] <anonimasu> see the holes on the division plates
[09:24:01] <archivist> mine has the handwheel removed and a tube instead with an adapter plate for standard stepper
[09:24:34] <anonimasu> the hole spacing of that plate is what im after
[09:28:59] <anonimasu> foundn it :D
[09:29:12] <archivist> I thought I found a drawing of the table somewhere
[09:29:18] <archivist> where ?
[09:29:19] <anonimasu> http://www.jeffree.co.uk/images/x3-figure01.jpg
[09:30:13] <archivist> yup thats what my tube looks like
[09:30:35] <anonimasu> hm.. if I can get this part finished I'll make one today
[09:31:28] <anonimasu> though in steel..
[09:31:41] <anonimasu> welding stuff togther makes it easier :)
[09:34:03] <archivist> needs good alignment of mountings
[10:12:31] <alex_joni> archivist:
http://blogs.denverpost.com/captured/2008/11/24/life-images-hosted-by-google
[10:13:31] <archivist> nice
[10:56:54] <archivist> http://images.google.com/hosted/life/f?q=machine+source:life&prev=/images%3Fq%3Dmachine%2Bsource:life%26start%3D54%26ndsp%3D18%26hl%3Den%26safe%3Doff%26sa%3DN&imgurl=6fbb66e81b967ade
[10:57:11] <anonimasu> gah.. but I need to finigh hogging this plate of mine..
[10:57:22] <archivist> eye protection?
[10:58:45] <anonimasu> maybe I'll just make the tube in steel and the flange press fit in aluminium
[14:05:56] <skunkworks_> -13 here
[14:10:45] <alex_joni> brr
[14:10:56] <DanielFalck> snowing hard here
[14:11:11] <alex_joni> http://dsplabs.utt.ro/~juve/blog/index.cgi/photography/01229945826
[14:11:15] <skunkworks_> we are getting another 5 or more tonight..
[14:11:25] <skunkworks_> It is going to be a white christmas :)
[14:11:46] <jepler> skunkworks_: another 5 or more degrees? that's nice
[14:12:10] <skunkworks_> heh inches of snow...
[14:12:30] <skunkworks_> I think we are breaking records here
[14:12:44] <skunkworks_> (snowfall for this time of year_
[14:13:20] <skunkworks_> alex_joni: nice - love the architecture
[14:14:59] <skunkworks_> boy - starbucks are everywhere
[14:15:59] <alex_joni> heh
[14:16:03] <SWPadnos> not here!
[14:16:12] <skunkworks_> we had 2 - now down to 1.....
[14:16:13] <SWPadnos> there are only 3 or 4 here
[14:16:25] <SWPadnos> not like LA or SF
[14:16:49] <alex_joni> I think there's a handfull all over europe
[14:16:49] <SWPadnos> there are some intersections with two on opposite corners there
[14:17:01] <SWPadnos> most airports probably :)
[14:17:16] <SWPadnos> speakijng of which, my coffeee is probably done
[14:17:19] <SWPadnos> -j
[14:17:24] <skunkworks_> actually - there is also one - sort of - in the barns and noble
[14:17:31] <skunkworks_> barns?
[14:17:32] <skunkworks_> heh
[14:18:11] <alex_joni> hmm.. 10x starbucks in vienna
[14:18:13] <skunkworks_> (barnes)
[14:18:40] <alex_joni> for about 2.3M people
[14:33:20] <alex_joni> skunkworks_: seen
http://dsplabs.utt.ro/~juve/blog/index.cgi-files/photography/01229945826/IMG_1419.JPG ?
[14:34:11] <skunkworks_> Very nice. That would make a great desktop picture
[14:34:37] <alex_joni> can you guess the material for those?
[14:34:39] <SWPadnos> for someone else's desktop
[14:34:45] <alex_joni> SWPadnos: right :D
[14:34:48] <SWPadnos> wood
[14:35:03] <alex_joni> ah, don't spoil it :P
[14:35:13] <fragalot> lol
[14:35:14] <skunkworks_> wow - impressive.
[14:35:16] <SWPadnos> just guessing :)
[14:35:27] <SWPadnos> the green ones look like the dye didn't work as well
[14:35:36] <SWPadnos> or they're more artistic or something
[14:36:01] <alex_joni> the sign says: "holzrosen"
[14:46:54] <anonimasu> ah..
[14:47:01] <anonimasu> finally done with this damn piece of steel
[14:47:02] <anonimasu> :p
[14:47:15] <anonimasu> 5 hours of micro cuts -_-
[14:48:04] <fragalot> o.O
[14:49:55] <anonimasu> crap fixturing
[14:51:51] <archivist> I had a bit jump out today because it was loose
[14:52:16] <anonimasu> ouch
[14:52:25] <anonimasu> I had one come loose when I tried to take a nicer cut
[14:52:30] <anonimasu> too
[14:52:42] <anonimasu> so I couldnt finish the outside profile like I wanted but it's roughed out..
[14:52:47] <anonimasu> the grinder will do the rest.
[14:52:47] <anonimasu> :p
[14:52:53] <anonimasu> archivist: no damage I hope
[14:53:10] <archivist> not enough to worry about :)
[14:53:17] <anonimasu> I see :)
[14:54:12] <archivist> worst bit was wher eI wanted more off
[14:55:24] <anonimasu> I hope that sandvik cutter arrives someday soon
[14:55:53] <anonimasu> I have a 4 insert cutter of random kind
[14:56:07] <anonimasu> and it dosent seem like it's very side cutting
[14:56:09] <fragalot> weld it to a non random kind :p
[14:56:19] <anonimasu> lol..
[14:56:27] <fragalot> * fragalot sits back and watches anonimasu wreck his spindle
[14:56:32] <anonimasu> it's eg-nc actually
[14:58:02] <anonimasu> but well, that's a random kind
[14:58:08] <anonimasu> and the inserts are hss
[14:58:34] <fragalot> last time i've used HSS inserts was in highschool :/
[14:59:03] <anonimasu> it's a cheap one
[14:59:11] <anonimasu> hence why I long for a the sandvik one
[15:00:21] <anonimasu> it should hog 3000 times better
[15:00:41] <fragalot> :D
[15:00:56] <anonimasu> I'm also pondering if I should spec the inserts(the box I'll be ordering for a grade that's recomended to run without coolant
[15:02:27] <anonimasu> while at it..
[15:03:06] <alex_joni> lol @
http://www.instructables.com/id/Make-your-own-cnc-controller/
[15:04:33] <anonimasu> wow, easy
[15:04:34] <anonimasu> :p
[15:06:00] <skunkworks_> from the mail list..
http://dailydiy.com/2008/12/16/cnc-machine-built-using-washing-machine-motors/
[15:06:16] <fragalot> Up to about 70 mm/min 24 Volts is fine but faster than that requires more voltage. To get a reliable 200 mm/min (for Aluminium) 60 volts is used (just use your arc welder …
[15:06:27] <fragalot> lol. my arc welder runs at 21V..
[15:07:18] <fragalot> did he just make his own motors?
[15:07:48] <fragalot> nvm
[15:09:44] <archivist> hmm I know a washing machine spares person :)
[15:10:28] <skunkworks_> I would think you would want to create a real 3phase servo drive for it.. (not just using it as a stepper0
[15:10:29] <fragalot> http://www.instructables.com/files/deriv/FB9/WEVX/FNZAF9ZL/FB9WEVXFNZAF9ZL.MEDIUM.jpg this one actually looks rather good
[15:11:04] <archivist> does it!
[15:11:07] <alex_joni> fragalot: 21V ??
[15:11:10] <alex_joni> are you sure?
[15:11:16] <fragalot> alex_joni: that's what it said on the side.
[15:11:24] <fragalot> alex_joni: it's a TIG/SMAW inverter
[15:12:22] <alex_joni> I doubt that's true
[15:12:43] <alex_joni> s/doubt/seriously doubt/
[15:13:32] <alex_joni> but maybe it's true.. there are units with lower voltage to work in closed spaces
[15:13:56] <alex_joni> usually it's around 90-100V for better ignition, and then it drops to 30-60V
[15:14:44] <fragalot> alex_joni: It's a mobile DC auto hotstart, ARC-force regulation & anti-stick (aka: marketing mumbo jumbo) 5.3kW 160A welder
[15:14:56] <fragalot> apparently, it works from 1 to 230VAC (input)
[15:15:22] <alex_joni> 1 VAC?
[15:15:25] <alex_joni> lol
[15:15:39] <fragalot> I somewhat doubt the 1V part, lol
[15:16:15] <fragalot> well, it /WAS/ designed to run on a generator, so they are compensating for voltage swings perfectly, but the 1V is a tad..... yeah.... lol
[15:16:50] <alex_joni> 5.3kW at 1V AC would be a lot of current :)
[15:16:58] <fragalot> lol, yep
[15:17:15] <alex_joni> probably 20-30 times more than the welding current
[15:17:34] <alex_joni> so ~5000Amps
[15:17:41] <alex_joni> wonder how the socket looks like :)
[15:18:02] <BigJohnT_> BigJohnT_ is now known as BigJohnT
[15:19:17] <fragalot> pretty rugged, lol
[15:20:06] <fragalot> http://en.wikivisual.com/images/5/5d/CEE_7-7.jpg that with a cable that is about equally as thick as the welding cable
[15:20:27] <eric_u1> hard to believe there are that many washing machines with brushless motors that have been thrown out already
[15:20:35] <skunkworks_> heh
[15:20:50] <skunkworks_> well - they are made as cheap as they can be...
[15:38:22] <jmkasunich> SWPadnos: that looks like a bit better tarp
[15:38:31] <SWPadnos> it was
[15:38:31] <jmkasunich> is that the third one, or the 2nd?
[15:38:34] <SWPadnos> second
[15:38:48] <jmkasunich> I thought you said the 2nd one bit the dust too?
[15:38:51] <SWPadnos> you can see a trail on the right side - that's a strip that's mostly torn off
[15:38:58] <SWPadnos> it did. that's it :)
[15:39:13] <jmkasunich> well, that's not as bad as I thought - the lathe is still covered
[15:39:17] <SWPadnos> it has holes in it, and most of the eyelets are gone (still attached to the rope though)
[15:39:21] <SWPadnos> yep
[15:39:36] <SWPadnos> that's because I used to hse red straps to tie it down :)
[15:39:40] <SWPadnos> those
[15:39:51] <alex_joni> hi jmkasunich
[15:39:55] <jmkasunich> cradek and I were discussing heights and whether it might back into a garage
[15:40:10] <SWPadnos> nope
[15:40:11] <alex_joni> given enough speed it can back into any garage
[15:40:13] <jmkasunich> how far off the ground is the trailer bed? I'm sure it is less than 2'
[15:40:18] <SWPadnos> 7' high garage door opening
[15:40:43] <jmkasunich> heh, you'd need a 6" high trailer floor
[15:40:48] <SWPadnos> yep
[15:40:57] <SWPadnos> and I still wouldn't be able to lift it off ;)
[15:40:58] <jmkasunich> that sucks
[15:41:10] <SWPadnos> though I do have 8' to the reafters once inside
[15:41:13] <SWPadnos> rafters
[15:41:14] <jmkasunich> we were wondering about unloading
[15:41:22] <SWPadnos> me too!
[15:41:30] <cradek> I figured so
[15:41:31] <archivist> rollers and planks and a winch
[15:41:33] <fragalot> Just don't forget to flush afterwards
[15:41:35] <jmkasunich> one thing I thought about
[15:41:45] <jmkasunich> get some 4x6's
[15:42:05] <jmkasunich> put blocking under the rear of the trailer, so it doesn't do a wheelie
[15:42:12] <SWPadnos> heh
[15:42:16] <archivist> I use builders planks for that sort of machine moving
[15:42:18] <SWPadnos> a "tongue-jackie"
[15:42:32] <jmkasunich> build a crib behind the trailer, with two long 4x6's on top
[15:42:45] <jmkasunich> crowbar the lathe up, put 1/2" rods underneath
[15:42:52] <jmkasunich> move it slowly onto the crib
[15:43:23] <fragalot> if you can crowbar it up, can't you use one of those pallet transporter thingies?
[15:43:26] <jmkasunich> remove rods, and do the egyptian thing (over a couple of hours probably) to work it down to ground level
[15:43:32] <SWPadnos> yeah
[15:43:34] <skunkworks_> that is how we placed k&t on its base - 4X4 crib - removed one side then the other back and forth until it was sat - it was up a good 6 feet.
[15:43:54] <SWPadnos> or I can stick it on wood, then use the trailer ramps and the come-along to lower it safely
[15:44:06] <jmkasunich> how steep are the trailer ramps?
[15:44:24] <cradek> with ramps you will have a 'corner' no matter what you do
[15:44:38] <SWPadnos> dunno - they're the width of the trailer, so 6.5 feet or so to the ground, on a flat surface
[15:44:44] <SWPadnos> yes, there's a corner for sure
[15:44:45] <skunkworks_> back up really fast and throw it into drive...
[15:45:00] <SWPadnos> I'd need to get it onto long boards, maybe 2x4 or 2x6
[15:45:02] <SWPadnos> heh
[15:45:02] <cradek> I wonder how topheavy it is
[15:45:17] <SWPadnos> push yours and let me know ;)
[15:45:20] <jmkasunich> I bet that would only leave a couple of foot long gouges in the trailer deck, and transmission parts all over the driveway
[15:45:26] <SWPadnos> heh
[15:45:38] <archivist> make ramp as slodid as you can with packing along the way
[15:45:46] <archivist> solid
[15:45:49] <jmkasunich> SWPadnos: the long boards are for what? runners for rollers?
[15:45:53] <fragalot> jmkasunich: the transmission is a bit tougher than that
[15:46:01] <fragalot> jmkasunich: it 'l just grind down to dust, but shouldn't explode
[15:46:07] <SWPadnos> soft landing for the lathe underside going over the corner
[15:46:27] <SWPadnos> wouldn't want to scratch it or anything ;)
[15:46:45] <SWPadnos> also, they may slide/roll better
[15:47:19] <jmkasunich> I'd be tempted to use 4x6s - that way there is enough wood that you could lag the lathe base to them
[15:47:35] <jmkasunich> thru those holes we noticed
[15:47:54] <jmkasunich> cradek: if you look inside the base of your lathe, I bet you'll find bolt-down holes
[15:48:02] <SWPadnos> true
[15:48:06] <jmkasunich> on the ends, a couple inches inboard of the little "nub" feet
[15:48:11] <SWPadnos> and it may still go into the garage with those for feet :)
[15:48:12] <cradek> oh the edges?
[15:48:19] <cradek> on
[15:48:22] <SWPadnos> yep
[15:48:25] <cradek> huh
[15:48:32] <SWPadnos> on the short edges
[15:48:43] <cradek> I just can't imagine it flying away though, even not bolted down
[15:48:45] <jmkasunich> the end plates go down and then bend in, about a 1-1/2" flange
[15:48:55] <jmkasunich> yeah
[15:49:14] <BigJohnT> SWPadnos: take the wheels off the trailer and roll it in on the hubs...
[15:49:23] <jmkasunich> I knew there would be something tho, OSHA requires stuff to be bolted, and manufacturers know that
[15:49:25] <SWPadnos> jacking it up could be an issue ;)
[15:50:05] <fragalot> leave it on the trailer
[15:50:13] <jmkasunich> 4x6's laying flat, I'm sure it would still be under 7'
[15:50:15] <fragalot> say it's a mobile workshop
[15:50:43] <jmkasunich> heh, just build a roof and walls on the trailer, add heater - you are good to go!
[15:50:58] <SWPadnos> yeah, one of those car tent thingies :)
[15:51:06] <SWPadnos> and a heater would be better than the garage anyway
[15:51:14] <fragalot> :D
[15:51:15] <jtr> for my ~800 lb lathe (scale to suit), we put 2x6 runners under it length wise with carriage bolts, laid 2x4' in parallel outboard, then ran more 2x4's cross wise to make outriggers for stability
[15:51:18] <cradek> ha
[15:51:27] <archivist> easier to cart to the cnc workshop
[15:51:59] <SWPadnos> heh. a portable EMC project ;)
[15:52:04] <SWPadnos> all I need then is a generator
[15:52:15] <fragalot> car battery
[15:52:15] <fragalot> xD
[15:52:19] <jmkasunich> I had a 1600 lb lathe (South Bend 13") which has separate feet instead of a nice closed base - 4x6 runners worked great for that
[15:52:31] <archivist> I have a gen set 60A 3 phase
[15:52:53] <fragalot> to move machines i commonly use oversized rollerskate like thingies, hydraulic jacks and just.. wood blocks
[15:53:01] <SWPadnos> archivist, whipping might be prohibitive on that
[15:53:02] <archivist> builders planks ar wider make a sandwich
[15:53:04] <SWPadnos> shipping too
[15:53:07] <jmkasunich> http://www.teckmachinetool.com/South%20Bend%20%201.JPG
[15:53:18] <fragalot> forklift as far as it goes, then move it with the skates
[15:53:33] <jmkasunich> fragalot: skates are fine on the level
[15:53:36] <archivist> SWPadnos, just a bit, planks and rollers get used on the gen set
[15:53:48] <jmkasunich> for this machine, 1/2" (12mm) steel rods would be even easier
[15:53:51] <fragalot> jmkasunich: yeah, ;)
[15:53:57] <jmkasunich> the only challenge is getting it off the trailer
[15:54:14] <fragalot> jmkasunich: that machine's chip bed looks like it doesn't really help to keep the chips off of the floor
[15:54:22] <archivist> I use scaffold pole sections 2" dia roll easier on wood
[15:54:30] <jmkasunich> fragalot: it does OK
[15:54:38] <fragalot> jmkasunich: that machine looks like it can be broken down quite a bit
[15:54:42] <jmkasunich> remember, this isn't a modern machine with huge speeds and feeds
[15:55:20] <jmkasunich> fragalot: not without a lot of work, including cutting and then re-joining (or replacing) the belt that goes from headstock down into base
[15:55:28] <jmkasunich> I chose to move it as a unit
[15:56:10] <fragalot> jmkasunich: ah, that sucks
[15:56:12] <jmkasunich> SWPadnos: those ramps are diamond tread plate aren't they?
[15:56:20] <SWPadnos> hmmm. I didn't look
[15:56:25] <archivist> jmkasunich, I too know about the fun of moving southbends
[15:56:40] <SWPadnos> I know you can drive a tractor on them, so they're strong enough
[15:56:44] <SWPadnos> but I don't know the texture
[15:56:50] <jmkasunich> I think they are - which means you ain't rolling anything on them unless you cover them with something else
[15:57:10] <SWPadnos> wood!
[15:57:15] <fragalot> or get bigger wheels
[15:57:33] <jmkasunich> big wheels = more lift needed to get them underneath
[15:57:48] <skitter> what is that OpenGL in addition to Tk for Axis ?? I have ubuntu 8.04 - what package with GL do I need? is it that mesa-something-....deb with dependencies?
[15:58:38] <jmkasunich> skitter: I'm not an expert at that, but I'd be surprised if the neccessary packages to run axis aren't already part of 8.04
[15:58:44] <cradek> ubuntu comes with opengl already working
[15:59:04] <cradek> all you have to do is make sure desktop effects are turned off (they are by default, if you install using the linuxcnc cd)
[16:00:25] <jmkasunich> SWPadnos: whichever way you use to get the lathe off the trailer, don't forget that the trailer will rise a couple of inches as the weight starts to leave - that could be bad if you aren't prepared for it
[16:00:35] <SWPadnos> yep
[16:00:54] <SWPadnos> we had to drive the Ryder truck out from under the boom tow truck for my friend's lathe
[16:01:02] <jmkasunich> I'd be tempted to use those two bottle jacks to raise the rear untill the suspension is only lightly loaded, then put wood blocking under the entire rear edge
[16:01:08] <SWPadnos> (the boom had a bad hydraulic lift, so it wouldn't go high enough)
[16:01:14] <jmkasunich> that way nothing moves as the lathe leaves
[16:01:22] <archivist> I keep coupled to vehicle for some stability
[16:01:27] <SWPadnos> I can probably get that tow truck again for $50 or so
[16:01:50] <SWPadnos> lift off, set down (on wood if I want), push back into garage
[16:01:58] <SWPadnos> 20 minutes to an hour :)
[16:02:12] <archivist> 2 to 3 hours on your own
[16:02:17] <jmkasunich> do you have access to heavy-duty lifting slings (strap kind)?
[16:02:22] <archivist> rest think!
[16:02:30] <SWPadnos> I think so
[16:02:43] <jmkasunich> slings under the bed, on both sides of the carriage
[16:02:55] <jmkasunich> problem is gonna be that the headstock end is much heavier
[16:03:23] <jmkasunich> and I don't know if there are any other solid places to lift from
[16:03:38] <SWPadnos> I bet the straps can each lift a couple of lathes
[16:03:39] <archivist> or temp beam above on legs and hoist
[16:03:44] <SWPadnos> but tilt is an issue
[16:03:58] <jmkasunich> yeah, the hook needs to be above the CG
[16:04:04] <skitter> ok, but i have installed it as "cd src, ./configure --enable-simulator --with-tclConfig=/usr/brlcad/lib/tcl8.5 --with-tkConfig=/usr/brlcad/lib/tk8.5 --disable python" - and "scripts/emc" turns off when i'm clicking the 'OK' button. How can i run "Axis" in GUI to see if my .nc files looks like?
[16:04:24] <jmkasunich> you can determine CG by prybaring it onto a rod and making a see-saw
[16:04:34] <jmkasunich> but I bet it will be not far from the headstock
[16:04:48] <SWPadnos> yeah, 8-12 inches on that side of centerline
[16:04:51] <SWPadnos> probably
[16:04:57] <cradek> --disable-python?
[16:04:59] <SWPadnos> but I'm not checking it in 10 degree weather ;)
[16:05:23] <skitter> cradek: yes, because my system
[16:05:29] <SWPadnos> axis is python
[16:05:34] <jmkasunich> axis is written in python
[16:05:41] <SWPadnos> if you disable python, you disable axis
[16:05:50] <skitter> cradek: ...has no gl.h library or something...
[16:05:54] <skitter> ok, will see
[16:06:00] <SWPadnos> glu.h
[16:06:00] <cradek> python and gl are not really related
[16:06:02] <SWPadnos> ?
[16:07:15] <skitter> SWPadnos: yes!
[16:07:33] <skitter> glu.h - what package(s) do i need?
[16:07:36] <SWPadnos> ok - just wondering (I have no immediate solution :) )
[16:07:59] <SWPadnos> you haven't installed NVidia drivers by chance, have you?
[16:08:19] <jmkasunich> wait - we know what the problem is - no python
[16:08:22] <skitter> SWPadnos: ati to be true
[16:08:28] <jmkasunich> what do drivers have to do with anything?
[16:08:32] <cradek> % apt-file search usr/include/GL/glu.h
[16:08:32] <cradek> libglu1-mesa-dev: usr/include/GL/glu.h
[16:08:45] <skitter> proprietary ati driver with fglrx
[16:08:46] <SWPadnos> looks like libglu1-mesa-dev :)
[16:09:05] <cradek> ati might have their own or something, I don't know
[16:09:08] <SWPadnos> note that the ATI drivers are unknown with respect to realtime performance
[16:09:19] <skitter> cradek: fetching repos takes a us dollar with my internet access - that's why i try to load separate packages
[16:09:24] <SWPadnos> but they're likely to be bad, based on prior experience with accelerated 3D drivers
[16:09:54] <skitter> ok, i'll have a try a bit later today - with a cheaper traffic
[16:10:11] <SWPadnos> huh. where are you?
[16:10:35] <SWPadnos> usually only satellite and cell phones have data volume charges
[16:10:41] <skitter> SWPadnos: on non-cheap gprs thru cell mobile phone
[16:10:46] <SWPadnos> ah
[16:11:02] <skitter> SWPadnos: you know me from #brlcad
[16:11:19] <SWPadnos> heh. if only I looked at that :)
[16:11:34] <SWPadnos> oh, there you are :)
[16:11:46] <skitter> i was sporty_
[16:12:20] <skitter> 100 kb of that mged cmd index is still left to be translated
[16:22:33] <anonimasu> * anonimasu yawns
[16:24:05] <archivist> * archivist pokes anonimasu to wake him up
[16:24:50] <anonimasu> im so happy that part is done and soon gone.
[16:26:56] <skitter> who knows the relations diameter-of-the-mill<->feedrate<->thickness for 2D ?
[16:27:03] <skitter> any links?
[16:27:29] <cradek> are you asking about cutting speeds and feeds?
[16:27:30] <anonimasu> check your cutter manufacturers data
[16:27:39] <anonimasu> .)
[16:27:49] <cradek> true, or machinerys handbook
[16:27:52] <archivist> add to that material, coolant etc ....
[16:27:58] <skitter> yes
[16:28:23] <anonimasu> also machine rigidity comes into play :)
[16:28:37] <cradek> yeah you'll have to learn how your machine does
[16:28:40] <skitter> ok, but i'm looking for some sophisticated theoretical background
[16:28:50] <anonimasu> just a sec
[16:28:53] <cradek> cutter manufacturers give production values and assume very rigid machinery
[16:29:08] <cradek> skitter: there are nice tables in machinery's handbook if you have it
[16:29:41] <skitter> handbook? i have no...
[16:29:58] <anonimasu> http://www2.coromant.sandvik.com/coromant/catalogue2007/tech_d.pdf
[16:30:05] <skitter> ok
[16:30:14] <archivist> there is a large dose of empirical in and cutter theory
[16:30:23] <cradek> I have a calibrated gut for my machine and tooling - wish I had a URL for you but I don't
[16:30:49] <skitter> ok, i will download it when next hour will have begun
[16:31:00] <archivist> get a network card fitted cradek
[16:31:05] <skunkworks_> heh
[16:31:18] <anonimasu> skitter:
http://www.sandvik.com/sandvik/0110/Internet/I-Kit1/se02673.nsf/Alldocs/Information*Material*2ADownload*catalogues
[16:31:21] <skunkworks_> I would go wireless though....
[16:31:22] <anonimasu> take your pick
[16:31:33] <skitter> ok, saving links
[16:31:33] <anonimasu> the milling one is 44mb
[16:31:49] <skitter> holy- mmmmmmolly.........
[16:32:26] <anonimasu> but it's a bit centered for sandvik tooling
[16:32:43] <anonimasu> you really should check the macinists handbook for the formulas :)
[16:32:59] <skitter> we have old russian machine...
[16:34:39] <archivist> this is where gut feeling comes in you know your machine and its rigidity
[16:35:24] <anonimasu> yep..
[16:36:16] <skitter> i think i will use it with care as modern dvd-drives (which aren't as robust as old cd-roms)
[16:36:35] <anonimasu> what?
[16:37:07] <skitter> i will try to be careful with my 'baby' - with my machine :)
[16:37:19] <skitter> j/k
[17:00:28] <Guest492> has anyone played around with modifying Axis?
[17:00:58] <cradek> yes, many people have modified AXIS
[17:02:08] <Guest492> so I downloaded the axis.py and have been looking at it. I asked yesterday about it being run interpreted, correct? if so, I should have an axis.py on my system somewhere, correct?
[17:02:46] <cradek> yes
[17:03:13] <Guest492> directory? I can't find it.
[17:03:36] <cradek> % which axis
[17:03:36] <cradek> /usr/bin/axis
[17:03:41] <cradek> % which axis
[17:03:42] <cradek> /usr/local/src/emc2.trunk/bin/axis
[17:03:47] <cradek> depends where your installation is
[17:04:09] <cradek> for modifying, you probably want to get a source checkout
[17:04:55] <skitter> cradek: where shall it be with --enable-run-in-place and --enable-simulator options?
[17:05:27] <cradek> src/emc/usr_intf/axis/scripts
[17:06:16] <cradek> ok, you already got the source then
[17:07:54] <JymmmEMC> Use the source Luke!
[17:10:21] <Guest492> the source is axis.py, don't want to draw too many stares, but shouldn't the script be stored as axis.py?
[17:11:07] <JymmmEMC> sudo updatdb; locate axis
[17:11:28] <JymmmEMC> sudo updatedb; locate axis
[17:11:49] <Guest492> with the colon?
[17:11:54] <cradek> Guest492: I don't understand your question
[17:11:57] <JymmmEMC> sudo updatedb; locate axis|less
[17:12:05] <JymmmEMC> yes, with the semi-colon
[17:12:14] <Guest492> sorry, only half right
[17:18:44] <jmkasunich> http://jmkasunich.com/pics/pipe-dream-2767.jpg
[17:19:57] <JymmmEMC> jmkasunich what's that?
[17:20:24] <jmkasunich> an HGR spindle sitting on an HGR cyclo-reducer
[17:20:35] <jmkasunich> dreaming of a 5th axis milling head
[17:20:55] <jmkasunich> so far you are looking at about $50 (cost new would be a couple thousand)
[17:21:29] <JymmmEMC> Heh, that's exactly what I thought it was for.... But that 4th & 5th axis has gotta be HUGE!
[17:21:44] <jmkasunich> the 4th would be a rotary table for the work
[17:21:56] <JymmmEMC> really?
[17:22:16] <skunkworks_> stupid question... IF I ground or Vcc both inputs to the unused comparator - Could I possibly have an oscillation? Would it be better to ground one side and Vcc the other?
[17:22:19] <jmkasunich> yeah, like you say, stacking two rotaries for the spindle would wind up huge, and with huge overhang
[17:22:47] <JymmmEMC> pull up/down resistor?
[17:23:01] <JymmmEMC> jmkasunich But that would be very very cool =)
[17:23:03] <jmkasunich> skunkworks_ if both are tied directly to something, oscillation is very unlikely, but output state is indeterminate
[17:23:36] <skunkworks_> Thanks
[17:24:39] <JymmmEMC> jmkasunich is your mill big enough that you might be able to do that?
[17:24:54] <jmkasunich> do what? make it, or mount it on my mill?
[17:25:02] <JymmmEMC> mount it
[17:25:05] <skunkworks_> jmkasunich: you need a nice chunk of cast to mill the head out of.
[17:25:21] <jmkasunich> I would never try to mount it on my shoptask, that would be a total joke
[17:25:45] <jmkasunich> like putting a peterbuilt engine into a volkswagon frame
[17:26:31] <JymmmEMC> man, I wish I could remember the link to that 5 axis router video ... the one made out of 80/20 by someone in scotland or ireland
[17:26:39] <jmkasunich> heh
[17:27:08] <JymmmEMC> I think Les gave the link.... he uses emc too
[17:27:22] <jmkasunich> if I ever go anywhere with this, the frame would probably be heavy welded steel (1/4" or thicker)
[17:27:42] <JymmmEMC> well, you're working steel, he was working wood.
[17:27:47] <jmkasunich> large box sections
[17:30:30] <jmkasunich> bbl
[17:33:58] <SWPadnos> JymmmEMC, are you thinking of Rab Gordon?
[17:34:04] <SWPadnos> rainnea.com or similar
[17:34:24] <SWPadnos> he does titanium and stone, but often in jewelry size scales
[17:35:07] <JymmmEMC> yeah, rainnea.com sounds familure
[17:35:31] <SWPadnos> he wrote the CNC toolkit for making 5-axis toolpaths
[17:35:47] <skunkworks_> toolkit - I have been searching for toolbox. duh
[17:36:22] <SWPadnos> ok, time to move the trailer. bbl
[17:36:38] <JymmmEMC> http://www.rainnea.com/cnc_5axis.htm
[17:37:25] <JymmmEMC> he's got a 6th axis now it seems
[17:40:27] <skitter> how about python-opengl for GLU and other libraries for python?
[17:40:57] <Guest492> back again. so if I change the axis script, save it as a new name, changte the ini display= to the new name, will that execute the script or does it load something else first?
[17:46:12] <skunkworks_> jmkasunich: with your spindle drive coming from the spiral bevel gears - you would need 0 electrial connections. You could spin the head 360 degrees if you wanted to.
[17:46:21] <skunkworks_> nice
[17:47:06] <skunkworks_> oh - you need collet clamping/unclamping.. But that could be a slip air connection tru the spindle drive shaft... ;)
[18:07:09] <jmkasunich> the spindle has a spring loaded drawbar, all I'd need is something to push it down to release, and that could be at one specific location
[18:10:17] <skunkworks_> there you go - independant of the spindle.
[18:12:31] <archivist> you are giving me ideas, I got a right angle head off fleabay
[18:13:37] <archivist> or is that pipe dreams
[18:15:34] <skunkworks_> we all need pipe dreams
[18:21:58] <skunkworks_> 'obviously emc has found its direction and is focused on hardware' wtf? Gotta love it.
[18:29:34] <skunkworks_> cradek: are you running jone amps on your hnc?
[18:31:01] <alex_joni> skunkworks_: where from?
[18:31:35] <alex_joni> Guest492: you need to fix the emc runscript too
[18:31:49] <alex_joni> I mean.. might need to..
[18:31:53] <skunkworks_> heh - I think jon is a bit confused...
[18:32:10] <skunkworks_> http://www.cnczone.com/forums/showpost.php?p=542539&postcount=8
[18:34:14] <anonimasu> that's it im going to reply
[18:34:17] <skunkworks_> heh
[18:34:45] <stustev> jmkasunich: if you would turn the front of the cyclo drive (the side with the hex key plug and the red label) you would be able to install it in a yoke (trunnion style) with bearing bosses giving you a very compact two axis rotary table.
[18:34:47] <anonimasu> "the reason your computer feels more snappy under windows xp rather then a system using realtime is that your cnc control is busy making the ui fast.
[18:35:20] <alex_joni> am I the only one that thinks this is odd? : "I sold about 60 boards, I know of NOBODY who is actually using them."
[18:35:38] <anonimasu> rather "the reason why windows xp seems fast is because your cnc control is busy updating the ui"
[18:35:44] <skunkworks_> like I say - I think jon is a little confused. ;)
[18:38:45] <skunkworks_> * skunkworks_ never has that problem.. ;)
[18:39:28] <anonimasu> why is mach faster then emc at pulse generation?
[18:39:53] <anonimasu> is it or it it just that he's setup sucks..
[18:41:00] <skunkworks_> I have never used mach.. I have no clue. (mach can supposidly run 100khz...) But he pretty much says - don't expect it to work
[18:41:48] <anonimasu> how fast can emc do it?
[18:42:04] <anonimasu> I never tried as my motors always ran out of torque at thoose speeds..
[18:42:31] <skunkworks_> http://www.cnczone.com/forums/showthread.php?t=40167&highlight=100khz
[18:43:32] <anonimasu> hm..
[18:44:20] <anonimasu> it might be easy post that about the pulsetrain jitter and say that it dosent happen on a realtime system to remotely the same extent :p
[18:44:24] <alex_joni> yay win "lost steps at 100khz when switching window screens."
[18:45:17] <anonimasu> or I'll let someone that's already involved in the thread reply to it..
[18:45:35] <anonimasu> nc_cams and he's friends might come and tell me how wrong I am otherwise
[18:45:46] <anonimasu> and how hard it is to make out what encoder counts actually mean in the real world.
[18:49:27] <anonimasu> * anonimasu goes back to hiding
[18:50:17] <skunkworks_> http://www.electronicsam.com/images/866mhzyum.JPG
[18:50:36] <skunkworks_> Most I have tried for 40k out of some old hardware
[18:52:01] <anonimasu> well, 100k on a p1,2 minimum :p
[19:01:36] <jmkasunich> stustev: you mean basically put a couple of flats on the OD of the reducer?
[19:04:31] <stustev> yes
[19:05:40] <stustev> you could do it that way - the same concept but I would build round housing to insert the cyclo drive in
[19:11:19] <jmkasunich> oh, I think I follow
[19:11:50] <jmkasunich> turn that cylindrical section to a nice fit into a larger housing?
[19:12:25] <jmkasunich> then bolt it in from the back, so the centerline of the 2nd axis is up near the top, not down underneath somewhere
[19:14:44] <jmkasunich> to be honest, it would probably work better as a rotary table than as a spindle head
[19:15:03] <jmkasunich> the spiral gears are going to be about impossible to find surplus - very tricky dims
[19:15:30] <jmkasunich> the driving gear needs to be less than 3.1" OD to clear the bearings, and the driven one needs a 40mm bore
[19:16:01] <jmkasunich> bought new, a set of gears would be around $500, which is a bit much for a pipe dream
[19:22:31] <cradek> skunkworks_: no, original velocity mode amps on mine
[19:24:01] <cradek> ah! I see what you mean. he is a bit confused.
[19:24:53] <cradek> * cradek ponders posting "actually I'm using mostly mesa hardware" in the pico forum
[19:25:29] <cradek> WHOAH I REMEMBERED MY PASSWORD
[19:25:35] <cradek> that's just amazing.
[19:31:23] <Gubotron> hello
[19:32:15] <Gubotron> i was wondering if anyone here could help me with a technical problem i am having with the EMC software on this new setup
[19:32:37] <cradek> probably so
[19:32:45] <cradek> what is the problem?
[19:38:06] <jmkasunich> guess there isn't one?
[19:39:38] <alex_joni> it doesn't do what it should!!!
[19:39:54] <cradek> jeez, be patient
[19:40:02] <SWPadnos> maybe the keyboard stops working at random times :)
[19:40:26] <cradek> haha
[19:42:54] <SWPadnos> this is how to move the lathe:
http://www.youtube.com/watch?v=UiXvmUnLQrI
[19:42:56] <SWPadnos> sort of
[19:44:07] <cradek> so youtube is working for everyone else?
[19:44:16] <SWPadnos> WFM
[19:44:22] <jmkasunich> works here
[19:44:37] <cradek> huh
[19:44:57] <jmkasunich> ohh, wheelies!
[19:45:24] <SWPadnos> heh
[19:45:34] <SWPadnos> portable car crusher :)
[19:46:52] <stustev1> alex_joni: you didn't say it loud enough - "IT DOESN'T DO WHAT IT SHOULD!!!!"
[19:47:05] <SWPadnos> !?!!!?!
[19:48:20] <stustev1> jmkasunich: with a collet closer or a small chuck it would be a great rotary table
[19:51:24] <jmkasunich> I was thinking of putting a plate with some t-slots on top
[19:51:34] <JymmmEMC> Laws of physics even apply to dumbasses... ignorance is no excuse =)
[19:52:06] <jmkasunich> but given the hole, collets would be nice
[19:52:17] <JymmmEMC> SWPadnos: Hey, how did the lathe unloading go?
[19:52:19] <jmkasunich> the hole is roughly 1-1/4, lemme try a 5C collet in there
[19:52:39] <SWPadnos> done. all I needed was a can of Spinach and a pipe
[19:52:47] <SWPadnos> NOT!
[19:53:11] <JymmmEMC> How was it loaded on the trailer?
[19:53:17] <SWPadnos> with a forklift
[19:53:39] <jmkasunich> dang, collets won't work
[19:53:41] <jmkasunich> 5C fits
[19:53:49] <JymmmEMC> SWPadnos: is there a ramp on the trailer?
[19:53:52] <jmkasunich> but the hollow is actually in the input shaft
[19:53:58] <SWPadnos> yes
[19:54:13] <jmkasunich> so it would need a very creative closer
[19:54:25] <JymmmEMC> SWPadnos: Well, I could make one suggestion; it's how we used to move safes/vaults.
[19:54:52] <SWPadnos> we thought about pallet jacks and forklifts
[19:55:08] <SWPadnos> I didn't buy a pallet jack at HGR (could have, but didn't)
[19:55:15] <Gubotron> hey there...sorry, phone call. So, I have this issue where the ENC software launches but quits out immediately after the splash screen. Any ideas what might be hanging it up?
[19:55:36] <SWPadnos> Gubotron, run it from a terminal and tell us the error message(s) you see
[19:55:48] <alex_joni> Gubotron: probably you selected a config for a hardware card you don't have
[19:55:57] <alex_joni> or you booted the wrong kernel :)
[19:56:00] <SWPadnos> or the realtime kernel isn't loaded
[19:56:02] <alex_joni> do as SWPadnos said
[19:56:05] <SWPadnos> or... or ... or ... :)
[19:56:12] <alex_joni> applications->accessories->terminal
[19:56:15] <alex_joni> then type 'emc'
[19:56:15] <Gubotron> okay, let me give that a shot...i'm not too familiar with Linux, let me see if i can find the terminal
[19:56:20] <Gubotron> aha, thanks :)
[19:56:23] <SWPadnos> heh
[19:56:39] <SWPadnos> you can drag it off the menu onto the desktop and/or the top panel for easier access
[19:56:47] <JymmmEMC> SWPadnos: We used to use solid round bars.... and roll the safe on them. When they came out the back, place back in the front. Use a come-along to control the momentum.
[19:57:01] <SWPadnos> yep, that's the most likely method at this point
[19:57:23] <SWPadnos> the tilt at the ramp edge could be a concern, but I think it's manageable
[19:57:51] <JymmmEMC> SWPadnos: Do you think it could crush galvanized or gas pipe?
[19:58:05] <SWPadnos> thick stuff might be OK
[19:58:12] <JymmmEMC> Mind you, the load would be distributed across multiple pieces
[19:58:12] <Gubotron> what is the terminal command to run the app?
[19:58:15] <SWPadnos> I'd use steel or maybe iron
[19:58:20] <SWPadnos> Gubotron, emc
[19:59:08] <JymmmEMC> SWPadnos: Well, I was just trying to think of cheap large diameter pipe 4" that you could use to compensate for the angel of the ramps.
[19:59:13] <JymmmEMC> angle
[19:59:16] <SWPadnos> ah
[19:59:50] <Gubotron> SWPadnos: sorry man, bare with me...it says bash: emc: command not found...am i using the wrong terminal shell or app?
[19:59:54] <SWPadnos> it'll be a few days before I try to get it unloaded. too damned cold at the moment, and all my helpers have holiday stuff going on :)
[19:59:59] <JymmmEMC> SWPadnos: Also, you might need TWO come-alongs... one for the vertical, and another to prevent it from tiling too much.
[20:00:06] <SWPadnos> Gubotron, how did you install?
[20:00:08] <JymmmEMC> tilting
[20:00:26] <SWPadnos> any sideways tild
[20:00:28] <SWPadnos> gah
[20:00:47] <SWPadnos> any sideways tilt would be pretty catastrophic. it's pretty narrow and top-heavy
[20:00:50] <skunkworks_> cradek: that would be a cool video :)
[20:00:54] <JymmmEMC> SWPadnos: I'm assuming the car trailer doens't have a winch on it
[20:01:01] <Gubotron> SWPadnos...a fresh install of this Sherline software that comes with hardware / software
[20:01:02] <SWPadnos> nope
[20:01:14] <SWPadnos> ok, so it's actually emc on BDI, not emx2
[20:01:18] <SWPadnos> emc2
[20:01:34] <Gubotron> not sure what BDI is
[20:02:00] <JymmmEMC> SWPadnos: Oh, you said the slope was towards the street, right?
[20:02:14] <SWPadnos> Brain Dead Install :)
[20:02:14] <SWPadnos> yes
[20:02:16] <Gubotron> basic developers install?
[20:02:19] <jmkasunich> if this is the software that came with the sherline, it is not EMC2
[20:02:43] <SWPadnos> Gubotron, sadly, we don't know why Sherline continues to distribute that version of EMC. It's quite outdated and is missing significant features
[20:02:52] <Gubotron> oh really?
[20:02:54] <SWPadnos> like any developers here who can still offer tech support :)
[20:02:57] <JymmmEMC> SWPadnos: Where is the steepest point of this slope?
[20:03:06] <Gubotron> so maybe i can download EMC2 and use that instead?
[20:03:09] <SWPadnos> JymmmEMC, it's not too steep at any point
[20:03:25] <SWPadnos> Gubotron, good plan! ;)
http://www.linuxcnc.org has a link on the upper left hand side
[20:03:38] <Gubotron> excellent...i'll give that a shot
[20:03:42] <Gubotron> thanks :)
[20:03:51] <SWPadnos> sure
[20:03:52] <JymmmEMC> SWPadnos: Ah, I was thinking you could use it to your advantage... and have the ramps parallel as possible where it slops the most.
[20:04:00] <JymmmEMC> slopes
[20:04:15] <skunkworks_> There should now be some excellent configs for the sherline.. I think you would have to get them from the cvs though as they are very new.
[20:04:21] <SWPadnos> JymmmEMC, the only problem with that idea is that it would be uphill getting the lathe to the end of the trailer :)
[20:04:32] <JymmmEMC> SWPadnos: You could also deflat the tires somewhat too
[20:04:35] <SWPadnos> heh
[20:04:37] <skunkworks_> So come back if you get stuck :)
[20:04:48] <SWPadnos> or I could hire a boom tow truck for a little while :)
[20:04:48] <JymmmEMC> SWPadnos: Rigth, but that's where the come-alongs come into play
[20:05:07] <JymmmEMC> SWPadnos: teeter-totter boom huh =)
[20:05:11] <SWPadnos> I could hook it to a lolly column and drive out from under it, but I'm not so sure that's a good idea
[20:05:47] <JymmmEMC> SWPadnos: 2 tons?
[20:06:12] <SWPadnos> about
[20:06:20] <SWPadnos> 1-1.5 for the lathe itself though
[20:07:11] <SWPadnos> damn. I brought in one steel-toe sneaker and one normal one last night
[20:07:21] <SWPadnos> now I have half my sneakers out in the cold
[20:07:29] <JymmmEMC> SWPadnos:
http://www.seanmdavis.com/violations/Violation08262006b1.jpg
[20:08:04] <JymmmEMC> SWPadnos: MAybe a tow truck
[20:08:17] <SWPadnos> the old style boom tow trucks work well
[20:08:26] <SWPadnos> that's what we used for my Bridgeport and a friends lathe
[20:08:27] <JymmmEMC> http://eerc.ra.utk.edu/etcfc/pix/AlcoaPlant/TowTruck.jpg
[20:08:35] <JymmmEMC> like that?
[20:08:38] <SWPadnos> yep, kind of like that
[20:09:50] <Gubotron> SWPadnos: should i install another version of Linux to use this EMC2?
[20:10:15] <SWPadnos> yes. it's not easy installing EMC2 on the version you have
[20:10:25] <Gubotron> what do you recommend?
[20:10:30] <JymmmEMC> test with livecd first
[20:10:32] <skunkworks_> Gubotron: the emc2 live cd has everything you need. You can boot off of it to try it - then install it (os and everything)
[20:10:36] <SWPadnos> the CD download is a "live CD" - you can boot and run with it, and install from it
[20:10:41] <SWPadnos> the one from Linuxcnc.org
[20:10:46] <Gubotron> ah
[20:10:49] <Gubotron> excellent
[20:10:50] <SWPadnos> it's an install CD similar to the one you have
[20:10:54] <JymmmEMC> Verify the MD5 and burn at the SLOWEST speed
[20:11:00] <SWPadnos> what are the copmuter specs?
[20:11:03] <SWPadnos> computer
[20:11:10] <Gubotron> ThinkPad T30
[20:11:16] <SWPadnos> ewwwwww
[20:11:23] <SWPadnos> laptops == evil for CNC controls
[20:11:29] <Gubotron> how come?
[20:11:39] <JymmmEMC> latency > 100,000 nS
[20:11:41] <alex_joni> laptops are packed full with "smart" controls
[20:11:45] <alex_joni> for power saving
[20:11:49] <Gubotron> grrr
[20:11:53] <SWPadnos> they have a lot of power saving features which wreak havoc on realtime performance
[20:11:56] <alex_joni> all those cause problems at very unexpected times
[20:12:02] <Gubotron> i see
[20:12:07] <skunkworks_> But you can try.. Nothing to loose. Make sure you run the latency test..
[20:12:20] <SWPadnos> this is true of any program, not just EMC2. we just give you the tools to tell how bad it'll be ahead of time ;)
[20:12:30] <Gubotron> heh
[20:12:45] <skunkworks_> http://www.linuxcnc.org/docs/2.2/html/config_stepconf.html#sec:Latency-Test
[20:12:46] <SWPadnos> there are some people who have made it work on some laptops. there may be information on the web on how they did it
[20:13:24] <SWPadnos> http://www.militaryconvoy.com/addwreckerphoto2.htm
[20:13:33] <alex_joni> it just worked (tm) on my laptop
[20:13:49] <cradek> a data point: my Thinkpad A31p has very bad realtime performance
[20:13:50] <SWPadnos> verified with a scope on the parport?
[20:13:50] <alex_joni> unless I try to change the screen light
[20:13:57] <SWPadnos> heh
[20:14:05] <alex_joni> then it loses steps immediately
[20:14:16] <alex_joni> SWPadnos: what parport?
[20:14:21] <alex_joni> ;-)
[20:14:23] <SWPadnos> figures
[20:14:30] <alex_joni> kidding.. I used a PCMCIA one
[20:15:20] <Gubotron> what do u mean by realtime? sorry i'm clueless with this stuff and trying to help my buddy get this new stuff he bought up and running
[20:15:46] <alex_joni> Gubotron: realtime is a separate piece of software which runs on the PC
[20:15:46] <cradek> stepper motors require a very even train of step pulses so the move smoothly and don't stall
[20:16:02] <jmkasunich> if somebody just spend a couple thousand $ on a Sherline, why not call Sherline for help?
[20:16:06] <alex_joni> it runs with higher priority then the regular operating system, and is the part that outputs periodic pulses on the parport
[20:16:15] <alex_joni> bbl
[20:16:30] <jmkasunich> especially since sherline insists on shipping an old version that we can't really support?
[20:16:40] <Gubotron> jmkasunich: not a couple thousand and their software support is not available
[20:16:56] <jmkasunich> a new sherline CNC is that expensive
[20:16:58] <Gubotron> i didn't know where else to go for help
[20:17:02] <jmkasunich> or was this not bought new?
[20:17:02] <skunkworks_> nice way to run a company..
[20:17:21] <Gubotron> my buddy already had the mill...he just bought the CNC driver box
[20:17:28] <jmkasunich> oh
[20:17:35] <skunkworks_> still....
[20:18:09] <Gubotron> the guy i talked to tried to be helpful but he was just a tool maker and not a software guy
[20:19:13] <cradek> Gubotron: the short story is your laptop will probably not work adequately - you will need a normal PC. Anything from Pentium 3 on up will probably work fine. Once you have that, download the EMC2 cd from linuxcnc.org and install it.
[20:19:40] <cradek> then once that's done, you can get EMC2 configured, and you'll be done.
[20:20:01] <skunkworks_> Gubotron: is it 3 or 4 axis?
[20:20:37] <Gubotron> 3 axis
[20:23:10] <Gubotron> at this point if i can just get EMC to launch and make stuff move I will be happy :) then i'll tell my buddy to get a desktoop and chuck this $200 laptop
[20:23:34] <SWPadnos> man. $200 can buy a nice desktop these days (without monitor unfortunately)
[20:25:27] <Gubotron> when i run this Live-CD will I be able to nuke and pave the drive on there and install Ubuntu fresh?
[20:25:35] <SWPadnos> yes
[20:25:39] <Gubotron> cool
[20:25:45] <SWPadnos> there's an install icon on the desktop
[20:25:52] <SWPadnos> how much memory in that laptop?
[20:25:55] <Gubotron> 512
[20:26:01] <SWPadnos> good, that's enough
[20:26:08] <Gubotron> yeah i read 256min
[20:26:13] <SWPadnos> the install likes a lot of RAM - you need less once it's installed
[20:26:20] <SWPadnos> 256 can work sometimes :)
[20:26:33] <SWPadnos> (for the install)
[20:26:37] <Gubotron> heh
[21:01:36] <Gubotron> SWPadnos: still there?
[21:01:46] <SWPadnos> yep
[21:02:42] <Gubotron> hey man, so i downloaded, burned the disc, and am trying to install...it seems to just be staying on a black screen with "ISOLINUX 3.53 Debian...." should i expect this to take a long time?
[21:05:34] <Gubotron> i figure since it's a slow comp this might be normal
[21:05:49] <SWPadnos> shouldn't take all that long
[21:06:18] <SWPadnos> standard burning questions: did you burn at low speed? did you verify the disc after burning? did you burn to CD media (not DVD)?
[21:07:10] <Gubotron> good thinking sherlock! apparently the verification failed
[21:07:28] <SWPadnos> elementary, my dear Watson
[21:07:33] <SWPadnos> (or lucky)
[21:09:58] <alex_joni> or experience
[21:12:49] <fragalot> http://gallery.koroded.net/d/36065-2/picture-198_htm.jpeg?g2_GALLERYSID=f7d81f15eede4991f1ed2d5600958a42
[21:13:34] <skunkworks_> That would be even funnier if the guy had made a copy first as a pratical joke..
[21:16:38] <fragalot> http://gallery.koroded.net/v/Computer/cables.jpg.html?g2_GALLERYSID=f7d81f15eede4991f1ed2d5600958a42 HOLY CRAP
[21:16:49] <fragalot> lmao, the background "cost effective"
[21:18:08] <SWPadnos> I like the big rope braids
[21:18:32] <jmkasunich> http://gallery.koroded.net/v/Computer/google.gif.html
[21:18:47] <SWPadnos> heh
[21:22:45] <_Poincare> _Poincare is now known as Poincare
[21:24:50] <skunkworks_> yikes
http://gallery.koroded.net/v/Computer/tastatur.jpg.html
[21:25:11] <fragalot> http://gallery.koroded.net/v/Computer/7204e20f.jpg.html?g2_GALLERYSID=f7d81f15eede4991f1ed2d5600958a42 the ultimate computer chair
[21:25:15] <SWPadnos> it may be time to quit smoking
[21:27:34] <fragalot> SWPadnos:
http://gallery.koroded.net/v/Computer/ee0a1ee1.jpg.html
[21:27:39] <fragalot> THAT tells you it's too late.
[21:29:29] <alex_joni> http://gallery.koroded.net/v/Funny/crocs.jpg.html
[21:31:12] <SWPadnos> hey - I think I've seen that crocs sign in person
[21:31:17] <SWPadnos> at Gator World in Florida
[22:19:07] <skunkworks_> cool
[22:19:08] <skunkworks_> http://www.youtube.com/watch?v=EviGTEkeBwo&feature=channel_page
[22:21:34] <Guest492> is there an easy way to have emc2 ignore G70? can i do it with a filter somehow?
[22:21:50] <Guest492> by the way, is there a list of what's coming in 2.3?
[22:23:28] <dmess> add a G71
[22:24:32] <alex_joni> http://www.youtube.com/watch?v=BOyzssIgeSs&feature=related <- even cooler
[22:25:23] <skunkworks_> Guest492: I think the only easy way is to edit it out of your program.. afaik emc2 doesn't know g70
[22:26:12] <alex_joni> http://www.youtube.com/watch?v=pX5uYjo6AsA&feature=related
[22:27:06] <dmess> why NOT???
[22:27:08] <alex_joni> holy crap, look at those drives :D
[22:28:11] <skunkworks_> woe
[22:28:13] <skunkworks_> wow
[22:28:34] <skunkworks_> I don't see it in the docs - what is g70?
[22:28:36] <dmess> seems slow
[22:29:02] <dmess> metric/imperial isnt it
[22:29:12] <skunkworks_> I don't think so
[22:29:39] <skunkworks_> Program G20 to use inches for length units. Program G21 to use millimeters
[22:29:43] <dmess> 90/91 is absolut /incremental
[22:30:45] <skunkworks_> For example, they changed G70/G71 to G20/G21;
[22:31:12] <skunkworks_> dmess: you might be right - old inches/metric?
[22:31:30] <skunkworks_> http://en.wikipedia.org/wiki/Gcode\
[22:31:37] <skunkworks_> bbl
[22:32:15] <dmess> my short termmemory bite but i remeber bieg a kid like it was today
[22:32:19] <Guest492> g70 and g71 are the same as g20 and 21 I think. My post generates g70's, I can edit them but would prefer to have emc ignore them
[22:33:11] <dmess> can you not tell you post to give you the g20/21 you want and no 70/71
[22:34:00] <Guest492> yes, but have about 500 programs with g70
[22:34:13] <Guest492> so going forward it is no problem
[22:34:26] <alex_joni> Guest492: sed
[22:35:03] <dmess> i batch file ofer the directory where ann the g-code files reside and mo j7's remain in 2 minute
[22:35:21] <dmess> all
[22:35:51] <dmess> fell off my landmarks in that post didnt i
[22:38:48] <Guest492> so if I code a filter, I guess the filter would open, edit, save to a file and then how do I point emc2 at that file to open it?
[22:39:29] <dmess> we have a library of 5000 programs we can tweak headers on in a moment
[22:49:21] <alex_joni> good night all
[22:49:52] <alex_joni> Guest492: the filter would need to open a file, read it and output the changed version to stdout
[22:50:28] <alex_joni> but doing a simple replace in a couple of files shouldn't be a problem either
[22:51:27] <archivist> a small awk script
[22:54:23] <alex_joni> less foo.ngc | sed 's/g70/g20/' > foo2.ngc
[22:55:56] <alex_joni> a simple for, with a grep to look for files containing g70, and adding something to the filename should be easy to do :)
[22:56:50] <dmess> yea like that Alex... nice job
[22:59:15] <alex_joni> http://www.theregister.co.uk/2008/12/22/warner_music_removes_youtube_videos/
[23:02:22] <SWPadnos> you may need to deal with G70 or g70 or g 70 or g 7 0 ...
[23:05:06] <alex_joni> g 7 0 is not valid
[23:22:41] <K`zan_CNC> Morning folks. Putting the HCNC drive in a box and wiring up a SSR to turn the spindle on and off. Slow progress with hand tools, but almost done.
[23:23:05] <K`zan_CNC> Does it matter whether you switch live or neutral with the SSR?
[23:24:58] <BigJohnT> I normally switch the hot wire
[23:25:46] <K`zan_CNC> Thanks! Putting the AC wiring on the other side of the box from the DB25 too.
[23:27:30] <K`zan_CNC> Interesting to note that the drive is isolated from ground...
[23:28:44] <K`zan_CNC> I assume there is some reason for that.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
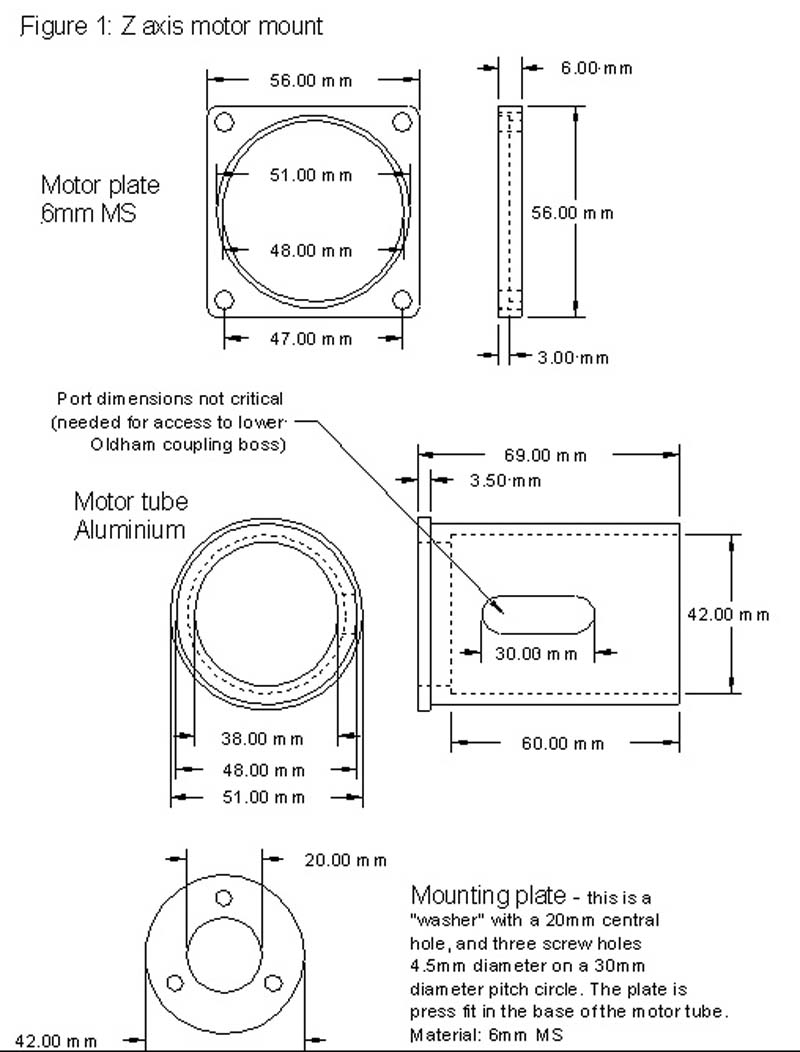{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}