Back
[00:02:55] <JPM1> ?
[00:08:03] <JPM1> DMess you there
[00:14:04] <dmess> yes
[00:14:19] <dmess> inlaws just dropped in
[00:15:08] <JPM1> ah nice, have you seen any decent quill kits for a bridgeport mill
[00:15:23] <JPM1> for a decent price
[00:15:51] <dmess> not really looked.. im making a lathe
[00:15:57] <dmess> BRB
[00:38:52] <dmess> im back
[01:00:52] <fenn> alex_joni: "they switched to emc2 for schools in india" - actually that's Indiana, the US state I live in
[01:01:50] <fenn> fwiw i'd rather it was india..
[01:11:48] <jmkasunich> why?
[01:12:01] <jmkasunich> so the US can fall farther behind, and export even more manufacturing jobs?
[01:13:18] <fenn> because i'd rather have as many people using linux as possible, and india seems to have a lot of smart programmers
[01:13:43] <jpm1> Good point
[01:13:56] <fenn> but school tends to turn kids off whatever it is they're teaching
[01:14:01] <jmkasunich> fenn: then the correct statement is "I'd rather it was both"
[01:14:19] <fenn> one linux per child
[01:15:44] <skunkworks> heh
[01:16:08] <skunkworks> logger
[01:16:10] <skunkworks> oops
[01:16:20] <skunkworks> logger_emc: bookmark
[01:16:20] <skunkworks> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-12-12.txt
[01:17:16] <dmess> when did ubuntu 8.1XX become a LTR
[01:19:05] <dmess> is EMC2 a ltr in that??
[01:19:48] <skunkworks> LTR? LTS?
[01:20:44] <dmess> long term support
[01:20:55] <dmess> i cant type
[01:21:40] <LawrenceG> 8.04 is LTS, 8.10 (latest is not)
[01:22:22] <LawrenceG> 8.04 stands for 2008, april release
[01:22:25] <dmess> but where do emc2 updates end??
[01:23:00] <LawrenceG> when the release manager gets tired
[01:23:54] <LawrenceG> source will always be available
[01:24:36] <jepler> the emc board doesn't really have an official position on this -- it depends on perceived user demand, and on developer motivation to provide the releases
[01:25:31] <dmess> so what are most of you working with??
[01:25:49] <jepler> if an ubuntu release we've supported in the past is still in support when a new emc release cycle starts (e.g., 2.3.0), then we'll probably do that emc release cycle on that ubuntu release
[01:26:04] <jepler> when a new lts comes out, we'll probably do emc on that lts
[01:26:24] <skunkworks> LawrenceG: jmkasunich:
http://imagebin.ca/img/CTkv0T.png
[01:26:26] <jepler> and we won't deliberately break old systems that we no longer build for without a specific payoff
[01:26:39] <jepler> dmess: I use 6.06 and 8.04 for emc2 .. mostly I develop on 8.04 but I run my mill on 6.06.
[01:26:44] <dmess> all i'm asking is what are you workin NOW
[01:26:49] <LawrenceG> I run 6.06 in the shop... and 8.04 on the desktop in sim mode... shop will be updated soon (next low latency box I can find)
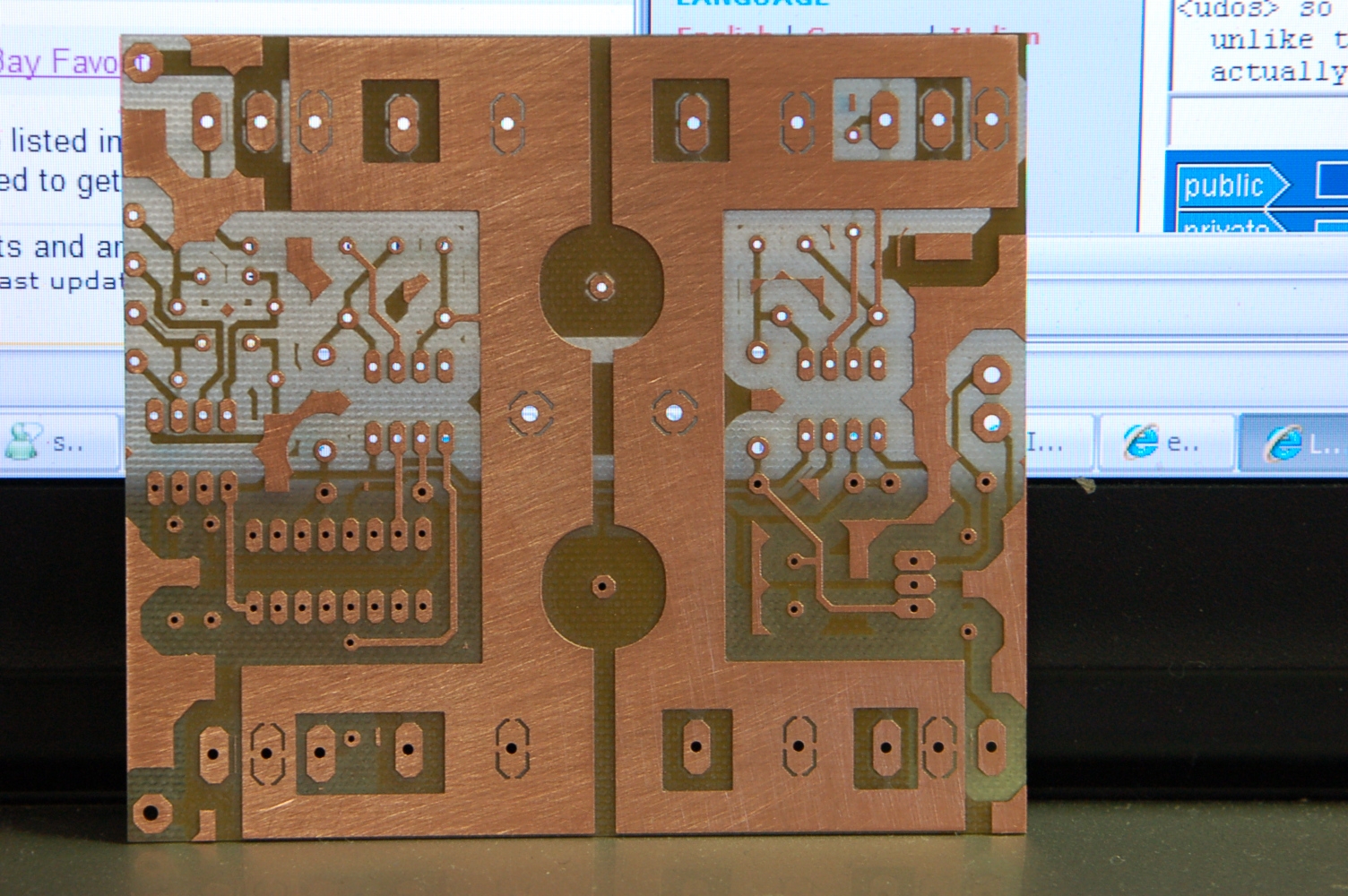
[01:27:44] <LawrenceG> skunkworks, show me the copper!
[01:27:49] <dmess> i have 6.06 as well... but a friend is just starting up... and he has a real machine to do real paying work...
[01:28:10] <dmess> i say go to 6.06 for stability...??
[01:28:11] <jepler> cradek is running his lathe on an 8.04 machine. I'm not aware of a single 8.04-specific emc2 issue that's cropped up.
[01:28:14] <skunkworks> soon
[01:29:10] <LawrenceG> skunkworks, looks good... are you going to machine the pcb or get some protos made?
[01:29:30] <skunkworks> machine. (sure there are still issues) :)
[01:29:34] <dmess> talk wit JPM1 next time hes in
[01:31:45] <LawrenceG> skunkworks, it looks pretty machinable.... some of the clearances may be tight to get pcbgcode to do its thing..... somewhere I have a set of design rules I use with eagle to check clearances for machining
[01:32:22] <skunkworks> I have been using the eagle script cradek/jepler made
[01:32:28] <skunkworks> works great
[01:33:04] <LawrenceG> cool, I havent done a 2 sided brd yet.. chicken
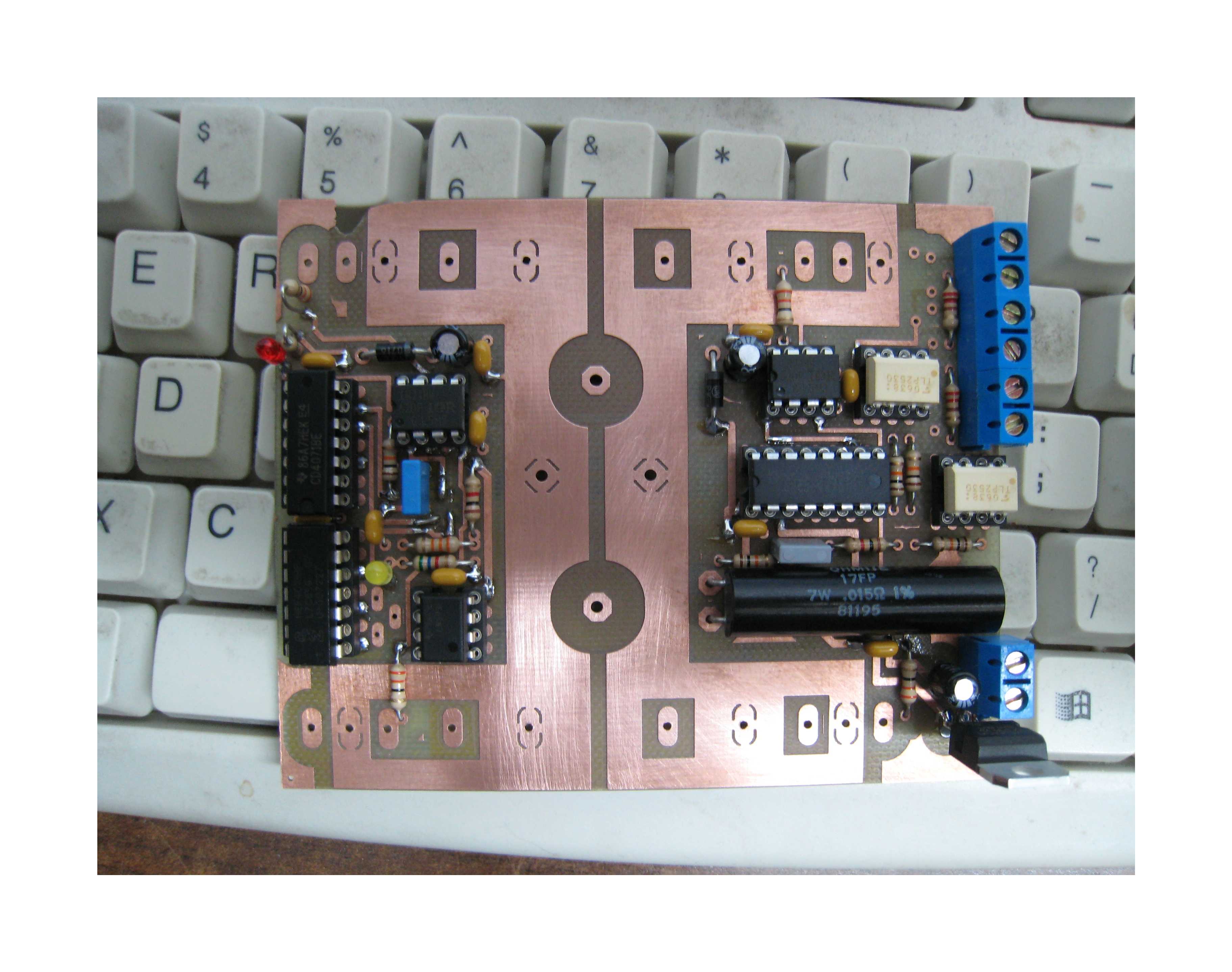
[01:33:51] <skunkworks> here is the last version. (dropped the ball as far as layout)
[01:33:53] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/amp.JPG
[01:34:45] <LawrenceG> that shunt resister seems like an oddball.... are they expensive?
[01:36:09] <skunkworks> digikey sell them - I don't remember. I will look it up
[01:36:34] <LawrenceG> np.... probably can sub another version if needed
[01:36:41] <skunkworks> here is the first - non current limit version (1.0) ;).
[01:36:43] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/top.JPG
[01:36:46] <skunkworks> all milled
[01:37:29] <skunkworks> jmk did the layout. I love how he did the power handling.
[01:37:34] <skunkworks> (of the first version)
[01:37:38] <LawrenceG> I notice that some of the class D audio chips have a cute method of measuring the current draw by sampling the drop across the lower fest when they are on
[01:37:48] <LawrenceG> fets
[01:38:10] <skunkworks> you can get fets that have an extra pin for that. If I understand it correctly
[01:39:22] <LawrenceG> the tricky part is doing the sample when the glitches are behaving
[01:40:15] <LawrenceG> I think the dspic motor controllers have a way to sync the a/d samples with the pwm signals
[01:41:18] <skunkworks> neat
[02:20:17] <jpm1> has anybody out there used 5000 line encoders in their projects
[02:21:24] <jpm1> or better described as 5000 CPR
[02:23:23] <SWPadnos> meaning 20000 counts per revolution at x4?
[02:23:32] <SWPadnos> or 1250 cycles = 5000 counts?
[02:24:07] <jpm1> 5000 counts per phase
[02:24:57] <SWPadnos> uh
[02:25:05] <SWPadnos> that made no sense to me :)
[02:26:31] <jpm1> 5000 counts per rev at the leads
[02:26:56] <SWPadnos> ok, so it's 1250 full electrical cycles, which will look like 5000 transitions using a quadrature counter?
[02:28:04] <jpm1> yep
[02:28:31] <SWPadnos> I have done some testing (of a HAL driver) with a 1000 line/4000 count encoder
[02:28:44] <SWPadnos> you said you've got a 7i43?
[02:28:55] <jpm1> yep
[02:29:59] <SWPadnos> ok, so count rate shouldn't be an issue
[02:49:20] <jpm1> [SWPadnos] do you think i would have a possible issue with the encoders? I double checked my docs and they are 5000 line encoders
[02:54:51] <SWPadnos> 20000 counts could be a bit much, depending on the drives you use
[02:55:03] <SWPadnos> if it's 5000, it's a bit easier
[02:55:14] <jpm1> i was thinking that
[02:55:37] <SWPadnos> what brand and model are they?
[02:56:06] <jpm1> they are on the end of a allen bradley servo
[02:56:23] <jpm1> i can remove them and replace with lower res
[02:56:40] <SWPadnos> you probably don't need to
[02:56:53] <SWPadnos> I'd wait until you see that it's a problem
[02:56:59] <SWPadnos> what drives are you going to use?
[02:57:40] <jpm1> right now a mix of servo / stepper un till i can get the rest of the servos
[02:57:51] <SWPadnos> ok, what drives for these motors? :)
[02:57:56] <jpm1> allen bradley ultra 100s
[02:58:00] <SWPadnos> the motors I have are Baldor, and they have both tachs and encoders
[02:58:21] <jpm1> these just have encoders
[02:58:23] <SWPadnos> so if I use velociy mode analog amps, and only use the encoders for position feedback to EMC, it's fine
[02:58:25] <SWPadnos> ok
[02:58:38] <SWPadnos> if you have the amps that the motors are supposed to be used with, then it isn't a problem
[02:59:01] <SWPadnos> the issues are with drives that can't handle tuning for such a small amount of rotation (like geckos)
[02:59:02] <jpm1> yeah but i want to close the loop with emc
[02:59:10] <SWPadnos> you still do that
[02:59:15] <SWPadnos> sort of
[02:59:53] <jpm1> wouldnt both pid loops fight against each other
[03:00:09] <SWPadnos> since the drives take encoder feedback, they almost have to be positioning drives rather than torque/velocity
[03:00:28] <SWPadnos> but I don't know those drives or motors, so you should do more homework instead of listening to me :)
[03:00:45] <jpm1> they are programable to whatever i want
[03:01:17] <SWPadnos> if they use position feedback, then they are hopefully positioning drives
[03:01:19] <jpm1> i setup and tune the drives via software
[03:01:45] <SWPadnos> then again, that may be the reason for such a high encoder count - it would smooth out low speed operation
[03:02:16] <jpm1> they can take analog for torque or vel or digital for step and dir
[03:02:29] <SWPadnos> ok, that's good
[03:10:14] <eric_u1> ultra 100 is a brushless servo
[03:10:22] <jpm1> yep
[03:10:33] <jpm1> AC
[03:10:48] <eric_u1> you need the encoder for commutation
[03:11:08] <eric_u1> do you have the software for it?
[03:11:11] <jpm1> yep
[03:11:19] <eric_u1> set it to torque mode
[03:11:57] <eric_u1> then the control loops will play in their own little playgrounds, and everything will be ok
[03:12:23] <jpm1> Thanks
[03:12:43] <eric_u1> same drives I'm using except I managed to fry one :(
[03:13:01] <jpm1> did my post about the 7I33 show up
[03:13:09] <eric_u1> no
[03:13:20] <jpm1> 300 on ebay gets you another one
[03:13:24] <dmess> small world in here eh' Jp
[03:13:38] <jpm1> yep
[03:13:38] <eric_u1> yeah, but the one I fried cost me $50
[03:13:52] <jpm1> that hurts
[03:14:07] <jpm1> counts from the 7I33 are mapped to emc thru hal as a float. Am i correct? if so what dictates the speed of that transaction
[03:14:14] <jpm1> counts from the 7I33 are mapped to emc thru hal as a float. Am i correct? if so what dictates the speed of that transaction
[03:14:31] <jpm1> oops
[03:17:59] <SWPadnos> counts are integer counts
[03:18:21] <SWPadnos> there is a scale parameter for each encoder that is used to convert that to a float
[03:18:48] <SWPadnos> the scale is a floating point number, incidentally, so you could e.g. use an inch screw in a mm machine or vise versa
[03:19:05] <SWPadnos> the scales are independent per joint
[03:19:18] <jpm1> that would be the counts converted to units correct
[03:19:24] <SWPadnos> yes
[03:19:38] <SWPadnos> for you, it'll be an insanely hign number :)
[03:19:45] <jpm1> yse
[03:20:05] <jpm1> at what speed the speed of the motion thread
[03:20:09] <SWPadnos> if those encoders are 5000 cycle = 20000 count, and you have 5TPI screws, and you have 2:1 gearing (even more is common), then you'll be at 200k counts/inch or higher
[03:20:24] <SWPadnos> usually 1 ms, but it's changeable
[03:20:42] <SWPadnos> with a 7i43 you'll have a lower limit of around 500 microseconds, give or take
[03:21:23] <SWPadnos> the I/O through the parallel port is slow, so the update takes 100 microseconds - I don't remember if that's read and write combined, or if it's each
[03:21:36] <SWPadnos> around 100 microseconds that is
[03:22:43] <jpm1> so the bottleneck is the port
[03:22:51] <SWPadnos> yes
[03:23:01] <SWPadnos> if you have a PCI slot, you're much better off with a 5I20
[03:23:11] <SWPadnos> though it is $200 instead of $90
[03:23:13] <jpm1> how do the pci boards compare
[03:23:25] <SWPadnos> more I/Os, much faster software update
[03:23:44] <SWPadnos> probably <50 microseconds total (though I don't know for sure)
[03:24:04] <SWPadnos> the FPGA on the 5I20 is 200k gats, so there's a little more space in the larger 7i43
[03:24:08] <SWPadnos> gates
[03:24:19] <SWPadnos> what kind of machine are you retrofitting?
[03:25:48] <SWPadnos> if you have a higher budget, the 5i22 is the beatie of the bunch: $369 for 1M gates and 96 I/Os
[03:25:53] <SWPadnos> beastie
[03:30:13] <john_f> SWPandos: If a drive takes encoder feedback it may still be able to be used in velocity mode.
[03:30:32] <jpm> Could i get away with leaving in my stock leadscrews in my mill and use a huge backlash comp. This would just be to test
[03:30:36] <SWPadnos> yep - it's just that low speed operation gets coarse
[03:30:51] <SWPadnos> that was for john_f
[03:31:09] <dmess> but applies
[03:31:13] <SWPadnos> jpm, if you want to machine anything, then you really should try to eliminate as much backlash as possible
[03:31:20] <SWPadnos> heh, sort of :)
[03:31:58] <SWPadnos> backlash isn't just a problem of extra oomph at reversal, it's an uncertainty in wher ethe cutter is, since the screw can bounce around anywhere within the backlash zone and not change the motor position
[03:32:19] <SWPadnos> uh - the table can bounce on the screw ...
[03:32:36] <jpm> i know i just would like to setup the harder cheaper stuff rather than spending time to rip apart the mill
[03:33:07] <SWPadnos> what kind of machine are you retrofitting?
[03:33:26] <jpm> 9 x 42 bridgeport clone
[03:33:29] <SWPadnos> ok
[03:33:50] <SWPadnos> single nut on the screw anyway I think. do you have ballscrews or ACMEs?
[03:34:45] <jpm> right now acme but about .100" of backlash
[03:35:11] <cradek> woo
[03:35:16] <dmess> the handle is loose
[03:36:03] <SWPadnos> ouch
[03:36:17] <SWPadnos> if you actually have 0.100 of backlash, you have no nuts (on the machine that is)
[03:36:33] <seb_kuzminsky> lol @ SWPadnos
[03:36:36] <jpm> i know no its not loose. I say its .100" but i dont know exactly it's about a half turn worth on the handle
[03:36:41] <cradek> or your nuts are loose or it has some other gross mechanical problem
[03:37:11] <cradek> (with cnc you will be able to mill parts with about .100 tolerance)
[03:37:21] <SWPadnos> unless the bearing brackets are loose or something, there is something seriously wrong with that machine
[03:37:45] <dmess> are ther pins on the inner face of the handle and your missing 1
[03:38:16] <john_f> The dial moves with the leadscrew not the handle
[03:38:33] <jpm> machine is fairly new 1999 gibs a loose havent got around to tighten up. handles are keyed to screw
[03:38:48] <jpm> the yoke could be loose
[03:39:08] <jpm> i just havent had time to look at it
[03:39:12] <SWPadnos> I really think you should take off the table and look :)
[03:39:14] <dmess> for .100" b/l it better be
[03:39:41] <SWPadnos> if a BP screw/nut/yoke will fit, I have a set of spares (at least, I think I have the yoke as well - I know I have the screws/nuts)
[03:39:46] <dmess> are the bolts even there
[03:40:41] <jpm> yes its the same in x and y about half a turn on the handle
[03:41:12] <SWPadnos> can you see the end nut moving while you're spinning the handle through the backlash?
[03:41:46] <jpm> no
[03:41:55] <SWPadnos> ok, then the problem is in the handle
[03:42:07] <SWPadnos> that end nut moves with the screw, but the handle may not
[03:42:27] <jpm> the screw turn
[03:42:38] <jpm> turns with the handle
[03:42:50] <SWPadnos> huh
[03:42:58] <SWPadnos> I don't see how that's even possible, to tell you the truth
[03:43:05] <SWPadnos> 0.1 backlash that is
[03:43:05] <jpm> no movement between handle and screw
[03:43:51] <SWPadnos> since the standard pitch is 0.2", and an ACME thread is close to 50% air/50% thread, if you have 0.1" of backlash, the thread must be nearly gone
[03:44:10] <SWPadnos> or 50% gone on both the nut and the screw
[03:44:10] <jpm> it may be more like .05 i forget if one full rev is .2 .1
[03:44:17] <dmess> have you tried tightening the knob to hold the dial??
[03:44:18] <SWPadnos> should be 0.2
[03:44:31] <SWPadnos> heh
[03:44:42] <cradek> 3 things that are .030 loose...
[03:44:48] <SWPadnos> heh
[03:45:03] <dmess> looks like .1 to me
[03:45:08] <dmess> NOT
[03:45:19] <jpm> i will check right now
[03:45:22] <SWPadnos> ok.
[03:45:42] <SWPadnos> if you had 0.020 backlash, I would have suggested fixing that before putting on the motors
[03:45:48] <SWPadnos> with 0.10, I think it's imperative
[03:47:17] <john_f> My first retrofit Harbor Freight Mill has about .010 backlash.
[03:47:28] <john_f> I used Turbo CNC
[03:47:49] <SWPadnos> 0.10 is bad, but not impossible :)
[03:47:53] <SWPadnos> err, 0.010
[03:47:59] <john_f> If you are careful about how you write the programs you can use it with .010
[03:48:27] <john_f> to cut a circle go CW then repeat CCW and it comes out good
[03:48:41] <SWPadnos> as long as there are no substantial cutting loads, or you always climb (or conventional) mill, it can work
[03:49:31] <jpm> Any idea what a ballscrew kit costs for one of these
[03:49:49] <john_f> I think about $800?
[03:50:11] <jpm> for x y and yoke?
[03:50:38] <john_f> A kit. Maybe fro High Quality Tools. I am sure there are others
[03:51:47] <jpm> Can you send a link the only on i have come by is centroid?
[03:52:16] <SWPadnos> I got mine from Machine Tools Direct, and I think they're around $600 now
[03:52:33] <jpm> thanks
[03:52:39] <john_f> http://www.hqtinc.com/
[04:03:20] <dmess> the new gantry lookin' better sooner??
[04:28:06] <eric_u1> where do you buy walnut shells for a sandblaster?
[04:30:05] <eric_u1> mcmaster of course
[06:34:13] <LawrenceG> input image
http://imagebin.ca/view/d_knjQ.html ...depth map
http://imagebin.ca/view/i9P23T0.html
[06:35:02] <LawrenceG> I love python.... about 60lines of code to map in to out
[07:31:48] <micges> hello all
[07:32:08] <eric_u1> hello
[07:32:16] <eric_u1> are you up early, or am I up too late?
[07:32:22] <micges> anyone there is using Coherent laser source?
[07:32:37] <micges> I have 8 am
[07:32:52] <micges> both :)
[07:32:59] <eric_u1> seems so
[08:07:50] <alex_joni> fenn: I'm really sure it's really India
[08:07:55] <alex_joni> (south east asia)
[08:08:11] <alex_joni> no idea about Indiana, but if you say they use it there too, I'll take your word for it
[08:12:15] <micges> anyone there is using Coherent laser source? specifically E400 model, I have problem with it and service Is unavailable at the moment, and production stopped :(
[08:25:00] <micges> loadrt threads name1=pid-thread period1=400000 name2=slow-thread period2=4000000
[08:25:00] <micges> BASE_PERIOD = 200000
[08:25:00] <micges> SERVO_PERIOD = 1000000
[08:26:57] <micges> this config won't work in either way in 2.2.7 even if it is compatible with docs
[08:27:55] <alex_joni> what do you mean won't work?
[08:29:27] <micges> insmod: error inserting '/home/micges/EMC2/machine/emc/rtlib/motmod.ko': -1 Operation not permitted
[08:29:39] <micges> threads are loaded before motion
[08:36:44] <micges> if I load motion before threads I have: insmod: error inserting '/home/micges/EMC2/machine/emc/rtlib/threads.ko': -1 Operation not permitted
[10:22:13] <alex_joni> micges: it depends how you load the threads
[10:57:11] <micges> I want thread with: 400us, 1ms, 10ms
[11:03:26] <micges> ok forget it, I will write rate divider
[11:29:53] <alex_joni> the problem with hal threads is that you need to load them in increasing order
[11:30:30] <alex_joni> if you try to load some threads with loadrt threads, then the threads exported by motmod need to be larger than the existing ones
[11:30:46] <alex_joni> if you have a slower thread you need, you need to load it after motmod is inserted
[11:31:26] <alex_joni> but you can't load a slow and a fast thread from motmod, and then a middle one from threads.ko
[11:35:41] <micges> alex_joni: thanks
[11:39:09] <micges> but I have BASE_PERIOD = 200000 so they are not loaded with increasing order and its working
[11:39:39] <micges> now I have in ns: 400000, 200000, 1000000, 10000000
[11:39:57] <micges> and its loading properly
[11:41:34] <micges> (400us, 200us, 1ms, 10ms)
[11:44:51] <alex_joni> ok
[12:12:57] <anonimasu> morning :)
[12:13:32] <micges> morning
[12:14:13] <archivist> afternoon!
[12:14:20] <anonimasu> oh rly?
[12:14:26] <archivist> just
[12:15:21] <anonimasu> yeah here too
[12:15:25] <anonimasu> but since I just got to work it's morning
[12:15:26] <anonimasu> :p
[13:40:08] <skunkworks_> logger_emc: bookmark
[13:40:08] <skunkworks_> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-12-12.txt
[17:31:38] <glx51mm> hello everyone
[17:32:23] <jepler> hello glx51mm
[17:34:35] <glx51mm> i've succesfully managed to install emc and made the first moves yesterday on my diy router
[17:35:34] <glx51mm> i know u might have seen this question lots of times but u know any free cam software for linux ? i'm searching my eyes off google but no luck
[17:36:04] <archivist> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam for a page
[17:36:47] <jepler> wow that page has had a lot of work done -- thanks whoever it was!
[17:36:57] <glx51mm> that's a very nice list !!!!!!!! thx
[17:37:37] <glx51mm> i really don't want to end up using win just for cam
[17:37:51] <skunkworks_> wow - that is a lot differnt.
[17:39:04] <archivist> wernt me guv
[18:01:09] <mshaver> In 2.2.7, is there anything wrong with iocontrol.o.user-enable-out? It always seems to be false, even when I'm out of estop, machine is on, and all seems well.
[18:44:14] <skunkworks_> for grins I ran eagles autorouter on my board. (I am glad I do a better job) :)
[18:45:44] <skunkworks_> autorouter: 80.3% finished. polygons my have fallen apart. <-direct quote from eagle.
[18:46:20] <archivist> Ive never seen an autorouter beat a human
[18:47:16] <archivist> although I know modern PC motherboards are mostly autorouted
[18:48:03] <SWPadnos> mshaver, try looking at user-enable-out while you're pressing the "machine on" button, or when you hit F2
[18:48:14] <SWPadnos> (or maybe it's the stop button and F1 ...)
[19:08:07] <toastatwork> fff
[19:17:29] <anonimasu> hm
[19:17:54] <archivist> hhmmm
[19:18:09] <archivist> chorus....
[19:20:55] <toastatwork> we have the cutest boring bars
[19:21:07] <toastatwork> i forgot these were so tiny, they fit in 1/8th holes
[19:21:23] <anonimasu> hehe
[19:21:24] <anonimasu> cute!
[19:21:31] <anonimasu> * anonimasu is pondering about milling threads again
[19:21:42] <anonimasu> I had to thread some 1" stuff today with tap
[19:22:01] <toastatwork> didn't work so well?
[19:22:12] <anonimasu> oh it did, it was just not nice
[19:22:16] <anonimasu> hand threading that is..
[19:22:20] <toastatwork> oh
[19:22:31] <anonimasu> lathe on slowest and one foot on the brake..
[19:23:33] <anonimasu> but for the other 4 holes hand tapping them in a vise is the only way
[19:23:38] <anonimasu> or milling them ofcourse
[19:23:39] <archivist> toastatwork, 1/8" I bore 2mm holes I grind my own
[19:24:54] <anonimasu> toastatwork: 1.7mm/rev pitch
[19:25:00] <toastatwork> lol
[19:25:09] <anonimasu> err 1.75
[19:25:32] <anonimasu> I think I'll just write a cycle for threading -_-
[19:31:48] <anonimasu> did I just kill the chan :/
[19:32:04] <anonimasu> toastatwork: my newest project if making my vise stop tilting stuff
[19:36:13] <toastatwork> ?
[19:37:09] <anonimasu> it tilts things by 0.02mm or so..
[19:37:22] <toastatwork> that's no good
[19:37:40] <anonimasu> I'm going to cut a \ piece
[19:37:46] <anonimasu> and make another one that mates to it
[19:37:55] <anonimasu> \\ < thrust
[19:38:34] <anonimasu> | |[WP]|\ \JAW| <- thrust
[19:38:36] <anonimasu> like that
[19:38:53] <anonimasu> should fix it pretty nicely
[19:44:27] <toastatwork> maybe
[19:45:53] <anonimasu> maybe?
[19:46:10] <toastatwork> the whole movable jaw lifts.
[19:46:19] <anonimasu> as the jaw will force the \block into the base of the vise
[19:46:31] <toastatwork> but what's holding that jaw lifts up
[19:46:34] <toastatwork> how does that make it better
[19:46:53] <toastatwork> eh, try it and see.
[19:47:01] <anonimasu> wtf?
[19:47:09] <anonimasu> the vise looks like [ ]
[19:47:15] <anonimasu> around the base..
[19:47:15] <toastatwork> rite.
[19:47:21] <anonimasu> so it stops lifting at some point
[19:47:30] <anonimasu> if you have two pices \ \
[19:47:38] <anonimasu> one will get forced down and one up right?
[19:48:00] <anonimasu> so when you tighten it down the jaw will lift and force the other piece into the base of the vise
[19:48:02] <archivist> * archivist prefers iron to ascii for holding metal
[19:48:02] <SWPadnos> the thing labeled "JAW" will be the thing that goes up
[19:48:18] <anonimasu> yeah, and the | \ will go down
[19:48:23] <SWPadnos> you're trying to reinvent the Kurt-style vise, it seems
[19:48:25] <toastatwork> no, they'll both go up
[19:48:33] <toastatwork> but try it and see, maybe i'm wrong.
[19:48:40] <anonimasu> SWPadnos: exactly
[19:48:51] <anonimasu> toastatwork: how does a kurt vise work then?
[19:49:05] <toastatwork> the screw nut has the anti-lift mechanism on it
[19:49:14] <toastatwork> where the screw nut contacts the jaw.
[19:49:18] <SWPadnos> although the piece like this: |\ will be forced down, that doesn't necessarrily mean that it will in turn push the || workpiece down
[19:50:24] <anonimasu> well, twice as good as it is right now I'll bet
[19:50:59] <SWPadnos> heh, could be
[19:59:39] <toastatwork> also the classic solution is to hit it with a hammer?
[19:59:41] <toastatwork> like, the part?
[19:59:44] <toastatwork> deadblow, one good shot.
[20:00:32] <anonimasu> or I could clamp it down, and machine it flat..
[20:00:44] <anonimasu> and use a torque wrench to tighten it up all the time..
[20:00:57] <anonimasu> :p
[20:01:09] <anonimasu> but that's a pretty shitty solution
[20:01:43] <toastatwork> well like, what i'm saying is people have been hitting parts in vises for centuries now
[20:01:46] <toastatwork> and it has worked
[20:01:52] <jymm> if ya can't clamp it with silly putty, it just aint worth it!
[20:01:54] <toastatwork> so if the new jaw doesn't, that's your method
[20:02:37] <anonimasu> or I could macine a whole new jaw..
[20:02:41] <anonimasu> machine
[20:03:01] <anonimasu> and make it like the kurt ones..
[20:03:02] <anonimasu> :p
[20:03:17] <toastatwork> you could do a lot of things, yes.
[20:03:30] <anonimasu> but well, easiest is the best.
[20:03:53] <toastatwork> says the guy who wants to machine all kinds of things.
[20:04:35] <anonimasu> I dont like beating things on machines alot
[20:05:03] <anonimasu> hammer + machine tools just feels crap :p
[20:05:44] <toastatwork> whatever you want to do, man.
[20:05:45] <SWPadnos> it's common in pro shops actually
[20:10:32] <jymm> SWPadnos: Well yeah, they didn't buy the equipment!
[20:10:49] <SWPadnos> no, but they are selling the product
[20:11:14] <SWPadnos> I was surprised when we saw them bash the workpiece into place at Stuart's shop (aerospace, high tolerance stuff)
[20:11:32] <SWPadnos> hit the button for the air jaws, then whack a few times with a few pound dead blow hammer
[20:11:55] <jymm> isn't that precision engineering?
[20:12:12] <anonimasu> hehe
[20:13:22] <archivist> hmm new method learnt today, not used hammer that way
[20:13:38] <anonimasu> beating stuff to get it flat in the mill?
[20:14:15] <SWPadnos> in the vise, yes
[20:14:17] <archivist> I slide around to feel whether down or not
[20:14:39] <anonimasu> hm, I've beaten stuff down occasionally but, it hurts my heart :p
[20:15:05] <SWPadnos> this was a 6 or 8 inch Kurt vise, on a 5' tall "angle plate", on a rotating palette, that gets sucked into a room-sized machine
[20:15:57] <archivist> <-- is genteel with his stuff
[20:16:15] <toastatwork> i know you guys are trying to be gentle with equipment and take pride in your stuff
[20:16:25] <archivist> but keep out the way if blacksmithing
[20:16:28] <toastatwork> but please don't confuse "being rough with equipment" with standing industry practice
[20:16:57] <toastatwork> if the worst a machine sees is a deadblow hit a couple times a day, you're going to have a very long lived, accurate machine
[20:25:26] <toastatwork> http://pages.cs.wisc.edu/~kovar/hall.html
[20:25:33] <toastatwork> don't know if anyone saw that on reddit today, but it's funny.
[20:30:01] <jepler> toastatwork: funny indeed
[20:30:09] <jmkasunich> ;-)
[20:34:32] <skunkworks_> heh - that is the madison wi. :)
[21:09:34] <alex_joni> hmmm.. the samsung nc-10 looks really good
[21:46:16] <jepler> bah, get an olpc :-P
[21:46:34] <skunkworks_> http://www.samsung.com/us/consumer/detail/features.do?group=computersperipherals&type=mobilecomputing&subtype=netbook&model_cd=NP-NC10-KA02US
[21:46:50] <jmkasunich> this is annoying - I seem to have misplaced three t-nuts
[21:46:51] <skunkworks_> what is 'The revolutionary 1.6HHz processor'
[21:47:07] <jepler> hectohertz?
[21:47:54] <archivist> hairy hertz for on the edge computing
[21:48:04] <skunkworks_> you can never have too many t-nut/hold down sets
[21:48:09] <SWPadnos> hecto hertz
[21:48:25] <SWPadnos> hardy heronz
[21:48:37] <alex_joni> that's a bit slow :D
[21:48:41] <alex_joni> hecto herz
[21:48:57] <SWPadnos> of course, I hadn't noticed jepler making the same remark
[21:48:58] <SWPadnos> oh well
[21:49:07] <alex_joni> +t
[21:49:23] <seb_kuzminsky> it's hecto hertz!
[21:49:24] <alex_joni> at least it's not yoctohertz
[21:49:35] <SWPadnos> now yottaHz would be nice
[21:49:46] <alex_joni> dream on :P
[21:49:50] <alex_joni> for a couple years
[21:49:52] <SWPadnos> heh
[21:49:58] <SWPadnos> can't even get THz these days
[21:50:04] <alex_joni> if our friend mr. moore is right
[21:50:13] <alex_joni> not for processors, but for radio I think you can
[21:50:45] <SWPadnos> that would be somewhere in the opticl range I think
[21:50:50] <SWPadnos> maybe ulreaviolet
[21:50:53] <SWPadnos> iltraviolet
[21:50:55] <SWPadnos> u
[21:50:56] <SWPadnos> UUUUU
[21:51:06] <SWPadnos> ultraviolet
[21:51:08] <SWPadnos> ha!
[21:51:49] <alex_joni> you got it right :D
[21:52:10] <alex_joni> almost good enough for bash.org
[21:52:10] <SWPadnos> can I claim frozen fingers from snowblowing?
[21:52:12] <SWPadnos> heh
[21:53:21] <jmkasunich> you can claim anything
[21:53:26] <jmkasunich> we might even believe you
[21:53:37] <SWPadnos> then I claim forzen fingers from snowblowing
[21:53:43] <SWPadnos> see!
[21:55:17] <SWPadnos> hmmm. light is in the THz it seems
[21:55:26] <SWPadnos> 300MHz is close to the 1 meter band
[21:55:44] <SWPadnos> so 1 nm would be 300 petaHz
[21:56:14] <SWPadnos> light is in the 300-800 nm range, so maybe 21 petaHz for borderline UV
[21:56:32] <SWPadnos> (actually 400-700 is closer, but close enough)
[21:56:38] <SWPadnos> gah
[21:56:43] <SWPadnos> 1 PHz, not 21
[21:57:42] <alex_joni> * alex_joni waits a couple minutes for SWPadnos to settle down
[21:58:16] <seb_kuzminsky> the cold is getting to him
[21:58:19] <SWPadnos> heh
[21:58:22] <skunkworks_> what happens when light in the proccessor acts like a particle?
[21:59:02] <SWPadnos> it gets really heavy
[21:59:30] <seb_kuzminsky> skunkworks_: "You press what you hope is the right switch, and you -- jump, becoming light."
[22:00:23] <archivist> shine some infra red on him to warm him up
[22:16:02] <skunkworks_> microwave..
[22:16:12] <skunkworks_> heat from the inside out..
[22:29:58] <alex_joni> won't work with his tinhead :D that'll cause the microwave to explode
[22:30:16] <skunkworks_> or his head
[22:30:56] <SWPadnos> or the person with the microwave gun
[22:35:08] <alex_joni> * alex_joni is off to bed
[22:35:10] <alex_joni> good night all
[22:35:52] <SWPadnos> see you Alex
[22:39:34] <alex_joni> http://www.reghardware.co.uk/2008/12/12/winking_emotion_trademarked/
[22:40:50] <SWPadnos> yeah, saw that
[22:41:07] <SWPadnos> then there's the Despair, Inc. trademark on the frowny one
[22:51:23] <dmess> we lost a dear friend and great cnc programmer yesterday. Steve Legg has passed on to the LORD
[22:51:23] <dmess> ..he fought a valiant 5 yr battle with a cancerous tumour in the brain.... he was working up untill 6-7 weeks ago
[22:52:09] <dmess> he leaves 3 sons and a wife to care for them
[22:52:20] <dmess> at 49
[23:20:04] <stustev1> SWPadnos: someone must have cut off my internet access - I haven't seen your reply to my dig and suggestion yesterday :) tm
[23:20:22] <SWPadnos> sorry, I don't speak dig or hint :)
[23:20:43] <stustev1> you forgot the tm
[23:20:49] <SWPadnos> heh
[23:21:06] <SWPadnos> oh, and I don't understand that part of EMC anyway :)
[23:21:37] <stustev1> I don't understand any part of EMC but that hasn't stopped me yet
[23:21:43] <SWPadnos> oh, true
[23:21:46] <SWPadnos> :)
[23:22:22] <dmess> wheres JPM1??
[23:23:45] <stustev1> I can now calculate the geometry correction for the cinci
[23:24:22] <SWPadnos> woohoo!
[23:24:50] <stustev1> I can compensate the A and B axes for the rotary axes not aligned with the linear axes
[23:24:50] <SWPadnos> incidentally, I think that joint limits may be part of the problem for 5-axis comp
[23:25:07] <stustev1> 5 axis cutter comp
[23:25:09] <stustev1> ?
[23:25:22] <SWPadnos> from the dig :)
[23:25:32] <stustev1> yes - cutter comp
[23:25:50] <cradek> now I'm wondering exactly what they teach at the navel academy
[23:25:50] <stustev1> someone learned you dig?
[23:25:53] <SWPadnos> there's corner rounding, and there's also joint limits
[23:25:56] <SWPadnos> orange peeling
[23:25:59] <SWPadnos> instead of potatoes
[23:26:12] <SWPadnos> and navel fluff identification
[23:26:14] <stustev1> did you notice the name - Belli Button?
[23:26:19] <SWPadnos> yea
[23:27:22] <stustev1> how do you tell the difference between navel fluff and toe fluff?
[23:27:43] <cradek> stustev1: you have to consider its surroundings
[23:28:00] <stustev1> the possible components?
[23:29:35] <stustev1> I can also compensate for the misalignment of the spindle axis, the A axis and the B axis - if they are not coincident
[23:30:25] <stustev1> I am doing it in NCL at the moment - not on the cinci
[23:30:54] <SWPadnos> bbl. dinner time
[23:31:02] <dmess> cheater
[23:31:05] <stustev1> later
[23:31:06] <SWPadnos> heh
[23:31:49] <dmess> can you send me some NCL APT???
[23:32:04] <stustev1> a program?
[23:32:10] <dmess> sure
[23:32:42] <dmess> see how it fares in either of my 2 boxes
[23:33:31] <stustev1> I don't know if I have any motion files on www.mpm1.com:8080/cinci but the .geo files on there are NCL APT - grab one and play
[23:33:41] <dmess> is there any smarts to the program?? or just got/ 'S
[23:33:52] <stustev1> they are the devel files for my compensation algorithms
[23:34:18] <stustev1> I don't understand
[23:35:46] <dmess> it looks very MASTERCAM'ish
[23:36:51] <dmess> plagerism is the finest form of flatery
[23:37:00] <stustev1> dmess: in cinci/tests there are some .pp files that contain motion
[23:38:29] <dmess> not finding it
[23:39:18] <stustev1> are you in www.mpm1.com/cinci/tests ?
[23:39:38] <stustev1> www.mpm1.com:8080/cinci/tests
[23:40:27] <stustev1> there are 5 files with the .pp suffix
[23:41:32] <dmess> you can take THAT TO the machine...
[23:41:35] <dmess> ??
[23:42:05] <stustev1> I don't know when the plagerism started or who started it - NCL was written by the man that wrote the DACARELMs for Douglas Aircraft - he also wrote a lot of UG
[23:42:22] <stustev1> the .pp files you have to run through APT
[23:42:48] <stustev1> if you want a file to run in your control grab the .pu1 files
[23:42:54] <dmess> they look like thed ron
[23:43:01] <dmess> run
[23:43:19] <dmess> sweet...
[23:43:34] <dmess> have you tried any>>
[23:43:56] <stustev1> the CirDiaSqu.pu1 should run in 3 axis EMC2
[23:44:00] <stustev1> not yet
[23:44:36] <dmess> i have the pre heat treat op on the b777 tourqe link
[23:45:23] <stustev1> dmess: I would say I have run the .ngc files
[23:46:34] <dmess> you have an NGC post>>
[23:46:39] <dmess> ??
[23:47:03] <stustev1> no - I just change the suffix from .pu1 to .ngc
[23:47:22] <stustev1> the .pu1 files are posted for EMC
[23:49:09] <dmess> oh i see
{kind=link}
{kind=link}
{kind=link}