Back
[00:03:48] <toastydeath> i still say an edgefinder is the most cost-effective, as well as just plain effective, solution
[00:04:08] <toastydeath> nothin' wrong with the mechanical method
[00:05:11] <DaViruz> i'm not exactly sure how mechanical edge finders work
[00:05:46] <toastydeath> stick it in the spindle, turn it on to 700 rpm
[00:05:59] <toastydeath> the end of it is held on by a spring in the body
[00:06:06] <toastydeath> so when you flick it, it spins all crazy
[00:06:22] <toastydeath> as you bring it closer to the part, it makes contact and starts to wobble less and less
[00:06:58] <toastydeath> when you are at the edge of the radius of the tip
[00:07:01] <toastydeath> it kicks out.
[00:07:12] <BigJohnT> max 1000 rpm ...
[00:07:33] <toastydeath> you then know your spindle is .1" or .25" or whatever away from the edge of the part
[00:07:38] <BigJohnT> really easy to see
[00:08:08] <DaViruz> oh, sounds simple enough
[00:08:08] <toastydeath> and you can test your edgefinder by measuring a known block, then edgefinding both sides.
[00:08:19] <DaViruz> maybe i'll just get one and give it a try
[00:08:26] <BigJohnT> just be sure to debur the edge of your part
[00:08:46] <toastydeath> truf
[00:09:06] <BigJohnT> I can locate the X and Y edge in a minute with +- 0.0001" accuracy
[00:10:07] <toastydeath> yeah and bigjohnt's mention of the 1000 rpm max thing, that is important.
[00:10:12] <toastydeath> if you have like a router spindle or something
[00:10:17] <toastydeath> an edgefinder is not going to work
[00:10:39] <DaViruz> nah i have a "real" mill spindle
[00:10:40] <BigJohnT> yep
[00:10:45] <toastydeath> kewl
[00:10:49] <DaViruz> with a ac servo driving it
[00:11:01] <DaViruz> maxes out at 3000rpm or so
[00:11:03] <BigJohnT> I keep one in a tool holder all the time
[00:11:51] <toastydeath> i take mine out
[00:11:58] <toastydeath> because other people will use it, and then leave it in a machine
[00:12:07] <toastydeath> and then it gets coolant and chips all over and doesn't work so well afterwards
[00:12:15] <toastydeath> =/
[00:12:27] <BigJohnT> noone would dare use mine :/
[00:12:31] <Dallur> Anyone here know a vendor/wholesaler which deals in 2205 Duplex ? Having a very hard time sourcing a pipe for my sterntube
[00:12:55] <BigJohnT> cause I I bought the other John his own :)
[00:13:17] <BigJohnT> Dallur: what is it?
[00:13:59] <Dallur> BigJohnT: 2205 ? it's a high grade stainless steel, like 316 but withstands acids, pitting and cracking much better
[00:14:24] <BigJohnT> ok, I knew that mine was stainless but not what grade it was...
[00:15:06] <BigJohnT> you looking for finished size tube?
[00:15:21] <Dallur> BigJohnT: most people just use 304 or 316 but I want to play it safe :)
[00:15:35] <DaViruz> hmm
[00:15:37] <DaViruz> http://littlemachineshop.com/products/product_view.php?ProductID=1960&category=
[00:15:42] <DaViruz> is this what i'm looking for?
[00:15:44] <Dallur> BigJohnT: Just looking for stock pipes/tubes
[00:16:13] <Dallur> BigJohnT: I have a lathe so I can work with it
[00:16:49] <BigJohnT> looks like a bunch of google hits on 2205 stainless tube
[00:18:46] <Dallur> BigJohnT: I have sent close to 20 mails to most of those I found on Ebay, so far only one solid reply and min order was 6m (18ft) for which they quoted $3000, (2" OD .25" wall thickness)
[00:19:44] <BigJohnT> better to just deal with a metal dealer on that one that way you can get it cut to length
[00:19:46] <Dallur> thought perhaps someone here knew a source for these Duplex steels
[00:20:23] <Dallur> BigJohnT: yeah, all I need is 2m (6ft)
[00:20:41] <BigJohnT> so how is the boat is it skinned up?
[00:23:20] <Dallur> BigJohnT: not finished but I'll be done with the radius sections in about a week
[00:23:34] <Dallur> http://www.dallur.com/index.php?id=129
[00:23:38] <Dallur> let me just turn on the lights
[00:25:46] <BigJohnT> * BigJohnT sings the final jepordy song while the web page loades
[00:25:57] <BigJohnT> SWEET!
[00:26:41] <BigJohnT> Dallur: she is looking good!
[00:26:41] <Dallur> hmm should i wave ?
[00:26:55] <Dallur> thx
[00:27:06] <BigJohnT> yes, but I don't see you
[00:27:38] <Dallur> did you see me there ?
[00:28:15] <Dallur> I need to make a "Made with EMC2" sign on the boat
[00:28:20] <fenn> hey it looks like a boat
[00:28:51] <Dallur> yeah, it's starting to look a bit like it should
[00:28:57] <BigJohnT> no
[00:29:26] <Dallur> Ill step outside again, btw sometimes the image stops reloading so you have to refresh the web page
[00:29:26] <dmess> hmmm if only it were a canoe...
[00:29:36] <BigJohnT> I get an image about once every 30 seconds or so
[00:29:58] <dmess> there you are
[00:30:12] <fenn> ear muffs!
[00:30:12] <dmess> wave
[00:30:28] <Dallur> headphones :)
[00:30:38] <Dallur> wireless
[00:30:53] <dmess> dats a big canoe....
[00:31:09] <Dallur> still don't know how to operate the oar
[00:31:23] <Dallur> some sort of hydraulic system :)
[00:31:36] <eric_u> video feed making me seasick
[00:31:47] <dmess> you have to roll it around thru your hand..
[00:31:48] <BigJohnT> you need Vikings for the oars
[00:31:50] <Dallur> it's a bit windy outside
[00:32:03] <Dallur> and that structure is a radar dome so it shakes in the wind
[00:32:19] <Dallur> (the house i
[00:32:34] <Dallur> the house i'm building in is actually 1/3 of a radar dome, aluminum frame
[00:32:52] <dmess> is that the top or BOTTOM of the boat???
[00:33:02] <BigJohnT> dinner time here talk to you later...
[00:33:04] <Dallur> dmess: it's built upside down so your looking at the bottom
[00:33:08] <Dallur> l8r
[00:33:30] <dmess> ok and the top will be???
[00:33:56] <Dallur> dmess: I'll turn it over around xmas and put the top on
[00:33:58] <eric_u> click on the boatbuilding link in the menu
[00:34:09] <Dallur> http://www.dallur.com/index.php?eID=tx_cms_showpic&file=uploads%2Fpics%2Fhb33.jpg&width=800m&height=600m&bodyTag=%3Cbody%20bgcolor%3D%22black%22%3E&wrap=%3Ca%20href%3D%22javascript%3Aclose%28%29%3B%22%3E%20%7C%20%3C%2Fa%3E&md5=61b599de7bb5b3691c2bf67072a30277
[00:34:33] <Dallur> there is also a gallery of the process, need to update it though
http://www.dallur.com/index.php?id=44&tx_lzgallery_pi1[showUid]=8
[00:35:05] <dmess> ive built and repaired canoe' for yrs..
[00:35:55] <dmess> that looks like quite the labour of love...
[00:36:12] <Dallur> dmess: so mostly woodwork then ?
[00:36:48] <Dallur> dmess: I started the project around 6 years ago, it's actually the reason I got into CNC, I built my plasma cnc table to build the boat
[00:37:05] <dmess> cedar and canvas fiberglass.. kevlar... carbon fiber...
[00:38:08] <dmess> i actually HATE wood...
[00:38:45] <Dallur> dmess: lol, I don't mind working with it but maintenance is another matter
[00:38:53] <dmess> i work wood on metal machines
[00:39:15] <Dallur> dmess: for hardwoods I would imagine it's often a better solution
[00:40:38] <dmess> my idea of carPenting is 2 base coats and 2 clear coats
[01:06:01] <JymmmEMC> http://www.youtube.com/watch?v=k9616m6GFjQ
[01:09:32] <eric_u> I installed the new version of flash, and youtube is dead to me now
[01:09:47] <JymmmEMC> was the older version broken?
[01:10:05] <eric_u> some things wouldn't play
[01:10:12] <JymmmEMC> ah
[01:12:15] <JymmmEMC> eric_u: ubuntu?
[01:12:22] <eric_u> fedora 7
[01:12:27] <JymmmEMC> gotcha
[01:12:42] <eric_u> would ubuntu help?
[01:12:57] <JymmmEMC> I can palay ALL flash in a browser, but some won't play outside of a browser
[01:13:18] <eric_u> I would like to upgrade my firefox, but I'm too lazy
[01:14:06] <JymmmEMC> I can't help ya on that one.
[01:14:13] <JymmmEMC> (I'm all out of ammo)
[01:23:02] <JymmmEMC> eric_u: Ok, I lie. I'm not out of ammo, just too lazy to use it to help you with your laziness ;)
[01:31:53] <eric_u> I think my best bet is to buy a new hard drive and install ubuntu
[01:32:13] <JymmmEMC> and what, dual boot?
[01:32:46] <eric_u> no, fix the current drive to mount somewhere that it doesn't hurt anything
[01:33:12] <JymmmEMC> hurt what?
[01:33:51] <eric_u> I just mean that you can't have two /
[01:34:24] <JymmmEMC> why not?
[01:34:40] <eric_u> try it :)
[01:35:30] <JymmmEMC> I have, no problem.
[01:35:49] <JymmmEMC> Actually four at the same time
[01:36:26] <eric_u> but only one drive has the root of the file system
[01:37:07] <JymmmEMC> It's called virtual machines
[01:40:44] <eric_u> I just tried to make my windows disk into a virtual machine and failed
[01:40:50] <eric_u> it never started up
[01:41:17] <eric_u> the only indication I got that it worked at all was that I heard the sound that windows plays when it shuts down
[01:41:44] <JymmmEMC> under what?
[01:41:51] <eric_u> vmware server
[01:42:18] <JymmmEMC> try vmplayer
[01:46:34] <SWPadnos> you have to convert whole-disk installs to run under VMWare
[01:46:42] <eric_u> did that
[01:46:43] <SWPadnos> otherwise the drivers are all wrong
[01:46:46] <SWPadnos> oh
[01:47:25] <eric_u> worked well enough to play the sound windows makes when it's shutting down, which I thought was pretty impressive
[01:48:44] <SWPadnos> no startup/BIOs stuff?
[01:48:48] <eric_u> no
[01:48:48] <SWPadnos> BIOS
[01:49:01] <eric_u> never saw a display
[01:49:18] <SWPadnos> that's weird. that's independent of the installed OS
[01:52:44] <eric_u> I'm going to uninstall and try again
[01:53:06] <eric_u> it seemed to install properly, but when I ran the management console it didn't work well at all
[02:01:34] <JymmmEMC> vmserver2 ?
[02:22:42] <fenn> JymmmEMC: "but some won't play outside of a browser" <- probably because debian's mplayer doesnt have h264 codec, but debian multimedia does
[02:23:09] <fenn> debian multimedia's version of mplayer, i mean
[02:23:58] <fenn> i assume there's some silly legal reason that applies to your preferred distro as well
[03:05:59] <toastydeath> durrr
[03:06:18] <toastydeath> i don't get return to initial point vs. return to R plane
[03:06:23] <toastydeath> does anyone use return to R plane
[03:23:23] <JymmmEMC> fenn: I use VLC, but the version of ubuntu I use doens't have the latest VLC version
[03:24:44] <JymmmEMC> found my bore light! woohoo!
[03:47:00] <cradek> toastydeath: I have never used G98/G99 so I guess I get the default, which is to retract to R between cycles
[03:48:06] <toastydeath> is that the emc default?
[03:48:12] <cradek> guess so
[03:48:33] <cradek> you should check the manual to be sure though - like I said I've never worried about it
[03:48:45] <cradek> (I use canned cycle with repeats all the time)
[03:48:51] <toastydeath> i was playing around with it the other day and couldn't figure out why anyone would use g99
[03:48:58] <cradek> what does g99 do?
[03:49:06] <toastydeath> g99 is return to R plane after cycle
[03:49:15] <toastydeath> g98 is return to initial Z point
[03:49:31] <cradek> oh at the end of all the repeats where does it leave it?
[03:49:36] <toastydeath> yep
[03:49:43] <cradek> eh, who cares
[03:49:52] <cradek> so I'm with you (I think)
[03:49:54] <SWPadnos> as long as it's above the work ;)
[03:49:54] <toastydeath> well, me, because I sometimes set the R plane to something like -2.0
[03:50:04] <toastydeath> for deep counterbores
[03:50:19] <toastydeath> so that when i'm drilling in that counterbore, the peck doesn't have to come all the way back out
[03:50:23] <cradek> oh, interesting case
[03:50:27] <toastydeath> it just comes up to -2 and goes back down
[03:50:40] <toastydeath> then, since it returns to origin, it comes all the way back up to z0.1 to move
[03:50:42] <cradek> between repeats you'd need it to come higher
[03:50:44] <toastydeath> rapids back down to -2.0
[03:50:50] <toastydeath> and starts drilling
[03:50:59] <toastydeath> if g99 is live, that would crash.
[03:50:59] <cradek> wonder which plane repeats go to...
[03:51:25] <toastydeath> quick test is to initial point at like z5.0, and R.1
[03:51:26] <cradek> you ought to program your G98s then!
[03:51:33] <toastydeath> i do program my g98's =)
[03:51:38] <cradek> excellent
[03:51:42] <toastydeath> hahahah
[03:52:06] <cradek> what was the question again? :-)
[03:52:13] <toastydeath> why anyone would se g99!
[03:52:16] <toastydeath> *set
[03:52:18] <cradek> "A gcode gives me what I want" "so I program it" "then it works"
[03:52:33] <toastydeath> in what cases is g99 more useful than g98
[03:52:47] <cradek> dangit you're going to make me go read the help aren't you
[03:52:56] <toastydeath> i don't knoww!
[03:52:56] <SWPadnos> I can move to an arbitrary height above the work and start a peck cycle with G99
[03:53:04] <SWPadnos> since it will return to the R plane
[03:53:28] <cradek> ok: initial point above clamps, retract point just over the work, repeats are all inside the clamps
[03:53:44] <toastydeath> cradek: it NEVER goes back to intial point in g99.
[03:53:46] <toastydeath> never.
[03:53:55] <toastydeath> so in that instance you might as well be using g98.
[03:53:58] <cradek> oh
[03:54:01] <toastydeath> but i can see swpadnos's point
[03:54:04] <toastydeath> sort of, i guess
[03:54:06] <cradek> look, pterodactyl!!
[03:54:15] <SWPadnos> shiny!
[03:54:25] <cradek> (sorry I guess I don't want to read the docs enough times for it to sink in)
[03:54:30] <toastydeath> hahah.
[03:55:29] <SWPadnos> I guess a reason for it would be like your counterbore example, but on something like a mold for a computer mouse
[03:56:13] <SWPadnos> you might be drilling into several pockets of varying depth, through the R plane is likely to be the same in all the holes (since they're probably all along a flat parting line)
[03:56:48] <toastydeath> i don't get why that would be a use for g99
[03:56:52] <SWPadnos> so you move up somewhere above each hole (radically different heights), then do the peck cycles (same or closer to the same height)
[03:57:13] <SWPadnos> all it does is save you a move to the retract height you want
[03:57:40] <SWPadnos> oh, you're talking about repeats.
[03:57:51] <SWPadnos> there goes another pterodatcyl!
[03:57:54] <toastydeath> hahah
[03:59:01] <toastydeath> yeah i guess i just don't get why the extra "z.1" is so arduous that they'd include a g-code to avoid having to bring the tool down to height
[03:59:19] <toastydeath> i am think there's got to be some special case where it's critical
[03:59:22] <toastydeath> *thinking
[03:59:29] <cradek> it's gotta have something to do with repeats
[04:00:10] <toastydeath> i don't know
[04:00:45] <toastydeath> i just don't put an R plane in if i want it to peck and finish at the same height
[04:00:54] <SWPadnos> oh - interesting. if R is above the initial height, it'll go to R
[04:00:58] <cradek> you have to put an R
[04:01:06] <toastydeath> have to?
[04:01:12] <cradek> yes pretty sure
[04:01:16] <toastydeath> not on what i use
[04:01:19] <toastydeath> total option
[04:01:42] <toastydeath> if you leave it empty it just uses the current Z height for everything
[04:01:54] <SWPadnos> the R word is always sticky
[04:01:57] <cradek> I think that would be nice
[04:02:00] <SWPadnos> </manual>
[04:02:23] <toastydeath> dunno what emc does, I'm just saying what the machines at work do
[04:02:26] <cradek> I often program R0 with G91 repeats because the interaction there is silly
[04:02:52] <cradek> it's just confusing otherwise - too easy to get the wrong depth
[04:03:07] <toastydeath> hm
[04:03:26] <toastydeath> i don't think you can do that on fanuc in incremental
[04:03:38] <toastydeath> inc/abs do not apply to i/j/k/r/q etc
[04:03:55] <toastydeath> i could be way wrong though
[04:04:03] <cradek> the nice thing about standards is there are so many to choose from
[04:04:08] <toastydeath> hahahahaha
[04:04:14] <toastydeath> like a buffet
[04:04:18] <cradek> exactly
[04:04:19] <toastydeath> nothing is interoperable
[04:04:34] <cradek> G0 and G1 are, sometimes
[04:04:41] <cradek> except when they're not
[04:04:46] <toastydeath> yeah except some controls add R and C words
[04:04:49] <toastydeath> to g1
[04:04:59] <cradek> yes or have different decmial point formats
[04:05:03] <toastydeath> hahaha
[04:05:04] <toastydeath> yeah
[04:05:20] <cradek> my HNC did not have G0
[04:05:33] <toastydeath> lol que
[04:05:41] <cradek> you had to program G1 F80000 X10000 instead of 'G0 X1'
[04:05:53] <toastydeath> wow
[04:05:55] <cradek> maybe it was F8000, I dunno
[04:06:06] <cradek> but 8 something (high bit of feed word set)
[04:06:19] <SWPadnos> feeds in hex?
[04:06:51] <toastydeath> no, just with no decimal
[04:06:54] <toastydeath> i think?
[04:06:56] <cradek> no, silly, it's centiinches per minute or some damn thing
[04:07:00] <SWPadnos> heh
[04:07:07] <cradek> up to 80000 or 8000 or some other number with an 8 in it
[04:07:19] <SWPadnos> well, you said high bit so ...
[04:07:27] <toastydeath> f1000 = f1.0
[04:07:49] <toastydeath> that is a funny trick to play on the instructors at school who do not know much about cnc
[04:07:52] <cradek> oh, I see what you're getting at
[04:07:55] <toastydeath> "OH MY GOD A THOUSAND INCHES PER MINUTE"
[04:07:55] <SWPadnos> toastydeath, have you read the emc2 manual regarding R and canned cycles?
[04:08:01] <toastydeath> swpadnos: i have not
[04:08:11] <toastydeath> just my fanuc manual
[04:08:12] <cradek> the 8 wouldn't mean anything special if it is decimal, which it is
[04:08:13] <toastydeath> do you have a link?
[04:08:18] <SWPadnos> well, read that before asking stupid questions, OK? :)
[04:08:23] <toastydeath> I'm not using emc, swpadnos
[04:08:24] <cradek> I can't explain it
[04:08:43] <cradek> I'd have to look at the schematic to see where that number ended up
[04:08:43] <SWPadnos> the manual is on the linuxcnc site, I don't have the link at the moment
[04:08:50] <SWPadnos> but here's the thing about R
[04:08:57] <SWPadnos> EMC2 does return to the R plane
[04:09:16] <SWPadnos> additionally, the first move to the R plane is a traverse
[04:09:20] <SWPadnos> not a feed move
[04:09:24] <toastydeath> right
[04:09:44] <toastydeath> that wasn't in question
[04:10:00] <SWPadnos> ok, hold on - I need to read more :)
[04:11:46] <toastydeath> you have to type the same number of characters going from g99 and bringing the machine down
[04:11:53] <toastydeath> as you do in g98 and bringing the machine down
[04:11:55] <toastydeath> so why have g99?
[04:12:25] <SWPadnos> why have G98?
[04:12:35] <SWPadnos> it's the same number of characters after all
[04:12:38] <toastydeath> no
[04:12:50] <toastydeath> just the initial hole is the same number of characters.
[04:13:00] <SWPadnos> I don't know actually. and I'm not likely to learn enough by reading the manual tonight to be able to tell you :)
[04:13:12] <toastydeath> g98 uses the R plane as the peck retract point
[04:13:27] <toastydeath> and moves to the intial point to move to the next hole
[04:13:41] <toastydeath> then rapids back down to that peck point.
[04:13:54] <toastydeath> Up, over, down, peck, up, over, down, peck.
[04:15:34] <toastydeath> whether you type R.1 or Z.1
[04:15:38] <toastydeath> the result is the same on g99.
[04:15:51] <toastydeath> dunno.
[04:16:17] <SWPadnos> R also rapids into the hole at the start of the cucle
[04:16:20] <SWPadnos> cycle
[04:16:42] <toastydeath> not if you don't tell it to.
[04:16:46] <SWPadnos> the first move of the cycle is a rapid to R, then it starts the Z move(s)
[04:16:49] <SWPadnos> in R mode
[04:16:57] <toastydeath> "r mode" is decided by g98/g99
[04:17:04] <toastydeath> so which r mode are you talking about
[04:17:23] <SWPadnos> ah, ok
[04:17:24] <toastydeath> the issue is not the start behavior, either
[04:17:27] <toastydeath> it's the END behavior
[04:18:24] <SWPadnos> well, I don't know what to tell you. it's obviously there, I don't kow why
[04:18:29] <toastydeath> * toastydeath shrug
[04:18:58] <stustev1> because someone put it there silly
[04:19:25] <toastydeath> that's really the only thing i can think of - g98 is more complex behavior, so maybe it didn't exist in the earliest implementations of g-code
[04:21:13] <stustev1> what I remember (long ago) is the g98/g99 behavior was as follows:
[04:22:02] <stustev1> g98 - rapid from starting Z level to R level - feed to Z depth - rapid out to starting Z level
[04:22:36] <stustev1> g99 - rapid from starting Z level to R level - feed to Z depth - rapid out to R level
[04:22:43] <toastydeath> that is correct
[04:23:06] <toastydeath> my question is why does g99 exist at all
[04:23:30] <toastydeath> i asked on pm as well, maybe someone there has some ridiculous usage for g99
[04:24:19] <stustev1> a subsequent motion line with XY motion would result in the machine moving to the XY location and feeding to Z depth and the a rapid out the the appropriate level
[04:24:54] <stustev1> g99 was to eliminate the extra Z motion up to the starting Z level - a time saver
[04:25:39] <stustev1> imagine a grid of holes
[04:25:40] <toastydeath> i guess, i have never called a canned cycle from a spot that wasn't the depth i wanted to start at
[04:26:01] <toastydeath> if I want to move between holes at z.1, i just say "z.1; g98 blabhjab"
[04:26:27] <toastydeath> rather than use g99 and R.
[04:26:53] <SWPadnos> in the days when you had a certain (small) number of blocks of program storage, I'd imagine saving the motion and the extra command would be a good thing
[04:27:03] <toastydeath> ah, that makes sense.
[04:27:21] <stustev1> as machine motion became faster the need for g99 mostly disappeared
[04:27:47] <SWPadnos> drip feed and computers probably helped too
[04:28:00] <stustev1> yes
[04:28:31] <stustev1> cradek: did that big bird carry you off?
[04:28:39] <SWPadnos> ate him, I think
[04:28:45] <toastydeath> i have just recently started using macro A in programs
[04:28:48] <toastydeath> very cool
[05:00:19] <cradek> stustev1: sorry, no, you won't get rid of me that easily
[05:09:05] <stustev1> cradek: it seemed as if you just dropped of the face of the earth - you had seen a BIG bird - i just wondered :)
[05:10:04] <cradek> busy talking to a friend who needs my help tomorrow - no time to play in the shop for me.
[05:10:18] <cradek> the hard disk on the lathe is failing - I have a new one to put in.
[05:10:58] <stustev1> sometimes life gets in the way - we just have to minimize it
[05:11:20] <cradek> yeah, life and work are the two biggest time sucks
[05:11:50] <stustev1> sleep third
[05:11:53] <fenn> i find that computers come in close for second
[05:12:05] <cradek> no, I don't use those
[05:12:09] <stustev1> computers are what we live for
[05:12:20] <fenn> compute to live, don't live to compute!
[05:12:55] <fenn> cradek: try CF instead of hard drive
[05:16:41] <cradek> fenn: that's a bit tempting. have you done it?
[05:16:51] <jmkasunich_> when we do something stupid, computers become the #1 time-suck
[05:16:59] <fenn> cradek: no, but that's my plan
[05:17:01] <jmkasunich_> * jmkasunich_ did something dumb - downloaded doom2.wad
[05:17:17] <jmkasunich_> jmkasunich_ is now known as jmkasunich
[05:26:14] <SWPadnos> damn. I wish I had a big garage:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=360109375345
[05:26:24] <SWPadnos> anda big truck and a big electrical service
[05:28:25] <toastydeath> hahah
[05:28:50] <toastydeath> now that's a lathe
[05:29:14] <SWPadnos> yeah - is that live tooling in half the tool positions, or is it me?
[05:29:25] <toastydeath> just you
[05:29:33] <toastydeath> those are standard straight shank holders
[05:29:45] <SWPadnos> there's another one for sale from the same place, except it has a 12" chuck on it :)
[05:29:53] <SWPadnos> ok,they looked like boring bars, but the round holders had me going
[05:29:57] <toastydeath> not live, unfortunately =(
[05:30:12] <toastydeath> clear out your garage, man!
[05:30:15] <toastydeath> what are you waiting for.
[05:30:24] <SWPadnos> I'd have to knock out the bedrooms above it
[05:30:24] <toastydeath> oh, it's reliable tool
[05:30:35] <toastydeath> that lathe will probably hit 8k
[05:30:40] <toastydeath> or 10k
[05:30:42] <toastydeath> =(
[05:30:44] <SWPadnos> the machine is in Iowa
[05:30:50] <SWPadnos> not CA
[05:30:58] <toastydeath> no, i mean reliable upbids
[05:31:09] <toastydeath> they list everything at .01 and then put a sniper on it
[05:31:17] <SWPadnos> yeah, their auctions are often higher than I expect
[05:31:20] <SWPadnos> hmmm
[05:31:27] <toastydeath> so if they aren't going to get what they want, they keep it
[05:31:34] <toastydeath> really shady but sometimes you can get a deal
[05:31:45] <toastydeath> they have called people up and offered stuff to them.
[05:32:42] <SWPadnos> well that's no good
[05:33:22] <toastydeath> it's a nice lathe, though
[05:33:26] <SWPadnos> yeah
[05:34:10] <SWPadnos> another one from them:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=360109015949
[05:34:10] <toastydeath> i really like that style of turret
[05:34:22] <SWPadnos> I wonder if that kind can be CNC'ed reasonably easily
[05:34:29] <SWPadnos> yeah, that's a nice big machine
[05:34:47] <toastydeath> well there's another style, where everything is straight shanks
[05:34:51] <toastydeath> and one awkard tap
[05:34:57] <toastydeath> and the tool's knocked out of position
[05:35:13] <toastydeath> but i dunno about the AHC, it's all air over hydro
[05:35:52] <toastydeath> no leadscrews, or anything else
[05:35:58] <SWPadnos> yeah, it's supposed to be "pprogrammable", but for very small values of programming
[05:36:08] <toastydeath> yeah, there's a drum of switches
[05:36:17] <toastydeath> kinda like punchcards, except fixed
[05:36:23] <toastydeath> and the limits are set with screws
[05:36:27] <SWPadnos> I think it has something like 3" of travel too
[05:36:31] <toastydeath> yep
[05:36:34] <toastydeath> in Z.
[05:36:43] <toastydeath> maybe a little more, but not by much
[05:36:50] <SWPadnos> this one looks nice too, btu I can't remember whether people like LeBlond or not:
http://cgi.ebay.com/Leblond-Makino-15-Regal-Servo-Shift-Engine-Lathe_W0QQitemZ250328572724QQihZ015QQcategoryZ97230QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[05:37:08] <toastydeath> leblond is very good
[05:37:40] <toastydeath> the servo shift goes once in awhile but you can still get parts from the company
[05:37:52] <toastydeath> I have used that exact model, actually
[05:37:57] <toastydeath> very accurate, very quiet.
[05:38:05] <SWPadnos> cool
[05:38:08] <toastydeath> and a decent amount of grunt at 3hp
[05:38:26] <SWPadnos> I'd want to retrofit though, and I don't know if I want another project like the BP
[05:38:28] <toastydeath> it's a toolroom oriented lathe, not huge horsepower like a Monarch, but it has good accuracy
[05:38:33] <SWPadnos> (since I haven't done that one yet ;) )
[05:38:37] <toastydeath> hahah
[05:38:45] <DanielFalck> we use the servo shifts at work an love them
[05:38:59] <toastydeath> hardinge made a HCNC, someone in here was in the process of converting one
[05:39:06] <toastydeath> and several people have on CNCzone
[05:39:10] <toastydeath> they usually go cheap
[05:39:14] <SWPadnos> cradek has one, and I almost bought one
[05:39:22] <SWPadnos> well, CHNC anyway
[05:39:25] <toastydeath> ah, yeah
[05:39:26] <toastydeath> that's it
[05:39:28] <toastydeath> sry
[05:39:33] <SWPadnos> ok :) (I never know)
[05:39:41] <DanielFalck> LeBlond still sells parts and can tell you all about the history of the particular machine that you have
[05:39:42] <SWPadnos> http://cgi.ebay.com/LeBlond-Makino-Barron-25-Lathe_W0QQitemZ300274766894QQihZ020QQcategoryZ97230QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[05:40:08] <Memphis> u guys use solid works when drawing designs?
[05:40:14] <SWPadnos> there's a Monarch EE on there too
[05:40:24] <SWPadnos> I uually use paper these days
[05:40:36] <toastydeath> i use paper then solidworks
[05:40:39] <Memphis> SWPadnos, then what, u use mastercam?
[05:40:58] <SWPadnos> I don't do any mechanical stuff at the moment :)
[05:41:06] <SWPadnos> I use Altium Designer for electronics though
[05:41:09] <toastydeath> and then i write the gcode by hand
[05:42:13] <toastydeath> swpadnos: there are several "older" cnc machine
[05:42:15] <toastydeath> *machines
[05:42:19] <toastydeath> by okuma and leblonde
[05:42:21] <toastydeath> also mazak?
[05:42:25] <SWPadnos> yep
[05:42:27] <toastydeath> flat bed, engine lathe style
[05:42:36] <SWPadnos> CHNC-ish
[05:42:37] <toastydeath> missing a control.
[05:42:53] <toastydeath> what do you mean by chnc ish
[05:42:56] <SWPadnos> well, if you notice one that's not too expensive (like under $2k), let me know
[05:43:01] <toastydeath> will do
[05:43:05] <SWPadnos> the format of the CHNC is a flat bed
[05:43:11] <toastydeath> oh, yeah.
[05:43:18] <SWPadnos> rather than the slant beds and bigass cabinets
[05:43:22] <toastydeath> except most of these have dual turrets on one cross slide
[05:43:31] <toastydeath> they're all also 22"x80"ish
[05:43:37] <toastydeath> 2000+ rpm spindles
[05:43:56] <toastydeath> so that's probably not what you are looking for
[05:44:04] <toastydeath> but they're not tall, like the enclosed slant bed machines
[05:44:09] <SWPadnos> size will be an issue
[05:44:22] <SWPadnos> my garage door opens to about 7 feet
[05:44:26] <toastydeath> if i come across one in the next few weeks, i'll let you know
[05:44:29] <toastydeath> yeah, they're under that
[05:44:30] <SWPadnos> so that's the max height
[05:44:33] <toastydeath> they're 6' or under
[05:44:39] <JymmmEMC> SWPadnos: grab a sawzall and fix that easil
[05:44:40] <JymmmEMC> y
[05:44:57] <SWPadnos> something pretty small may still allow me to park inthe garage
[05:45:00] <SWPadnos> hahahaha
[05:45:10] <JymmmEMC> spwlower the foundayion
[05:45:23] <JymmmEMC> whoa, that looks like I'm drunk. lol
[05:45:30] <SWPadnos> oh, we're doing that - didn't repave the driveway
[05:45:41] <JymmmEMC> drainage?
[05:46:21] <SWPadnos> yeah, the driveway raises several inches in the winter (near the garage doors anyway)
[05:46:55] <SWPadnos> so eventually it'll pump out the dirt under the garage slab
[05:52:59] <toastydeath> http://machinetools.com/MT/machines/index.tmpl?page=detail&ListingID=120966266419099296
[05:53:07] <toastydeath> http://machinetools.com/MT/machines/index.tmpl?page=detail&ListingID=115947878348190718
[05:53:25] <toastydeath> here's one for 5 grand
[05:53:33] <toastydeath> http://machinetools.com/MT/machines/index.tmpl?page=detail&ListingID=121752750439541421
[05:53:51] <toastydeath> that kind of machine, but that's a commercial site so the prices are ridiculous
[05:54:07] <SWPadnos> uh, I only have 40A 1PH service in the garage ;)
[05:54:47] <toastydeath> lol
[05:55:27] <toastydeath> oh well
[05:55:32] <toastydeath> here's one with better pictures on ebay =/
[05:55:34] <toastydeath> http://cgi.ebay.com/MAZAK-M-4-x-60-centers-CNC-lathe-with-FANUC-6T-control_W0QQitemZ160282533001QQcmdZViewItemQQptZBI_Lathes?hash=item160282533001&_trksid=p3286.c0.m14&_trkparms=66%3A2|65%3A3|39%3A1|240%3A1318
[05:55:57] <toastydeath> no dice for a RPC i guesS?
[05:56:08] <toastydeath> =)
[05:56:23] <SWPadnos> RPC?
[05:56:32] <toastydeath> rotary phase converter
[05:56:42] <SWPadnos> heh, no, not mine for sure
[05:56:47] <SWPadnos> it's a lightweight 5HP
[05:58:33] <toastydeath> =(
[05:59:10] <toastydeath> only 25 more hp to go!
[06:00:42] <SWPadnos> heh
[06:00:56] <SWPadnos> that would be just about the entire service to my house
[06:01:12] <SWPadnos> well, half anyway
[06:02:06] <toastydeath> well you have to figure any machine like that you are going to have to turn the spindle accel dowwn
[06:02:20] <toastydeath> that' really the only time they draw even 5 hp
[06:02:21] <SWPadnos> those, yeah
[06:02:25] <SWPadnos> like to 2% or so
[06:02:30] <toastydeath> nah
[06:02:35] <SWPadnos> something like a CHNC could actually run on 40A
[06:02:38] <toastydeath> yeah
[08:55:32] <amigalove> i have the mesa card , help me
[08:56:45] <amigalove> there are people on this channel?
[09:00:01] <fenn> it's 4 AM in north america, try coming back in five or six hours
[09:00:52] <fenn> also, you will get a better response if you simply state what you expected to happen and what happened instead
[09:02:21] <fenn> oh, and also exactly what you did and what version emc
[10:53:34] <alex_joni> O_o
[10:56:35] <huseyinkozan> hi eric_u
[13:48:11] <JymmmEMC> OoBIGeye_: Can you fix your connection, your throttling
[15:24:40] <elmo99> hello room. New to the this chat though been looking into linuxcnc for quite some time.
[15:25:04] <elmo99> I was wondering about using it for the opposite... CMM
[15:25:33] <elmo99> read where the encoders are and give me the coordinates. instead of telling the encoders to go to a coordinate
[15:30:29] <cradek> elmo99: that will work easily. lots of people have cnc mills with cranks on them - when you turn off the motors, emc automatically does just what you describe as you turn the cranks
[15:34:07] <cradek> for very high resolution encoders/scales like you find on a CMM, you will need some hardware to count the encoder signals fast enough. There are several options that work well with EMC2.
[15:34:52] <cradek> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC2_Supported_Hardware
[15:34:59] <cradek> here is some information
[15:35:13] <cradek> you want something with "encoder inputs"
[15:37:39] <cradek> some good choices would be mesa 5i20 + mesa 7i33T, or pico pwm controller.
[15:38:43] <cradek> bbl.
[15:42:26] <elmo99> much appreciated :)
[15:42:48] <elmo99> trying to save up enough cash to build a system. really tough these days.
[15:45:07] <cradek> do you already have a CMM but no computer part for it?
[15:46:11] <elmo99> starting from scratch
[15:46:21] <elmo99> we have one a work, though ;) That is my inspiration
[15:46:35] <cradek> ah
[15:46:45] <cradek> then the CMM itself will be your big expense I bet
[15:46:50] <cradek> and then there's moving it!
[15:47:17] <elmo99> I will make one of those 'wand' type cmm's. Human Movement.
[15:47:52] <cradek> if you have old computers around, that part is cheap - the special encoder counting hardware would be only a couple hundred
[15:48:26] <cradek> yeah those are neat. it's amazing how they get the wand to move smoothly. very complex machines.
[15:49:39] <cradek> are you near ohio? I bet you could find one at HGR with a little patience
[15:50:30] <cradek> http://www.hgrindustrialsurplus.com/search-products/product-detail.aspx?id=10-399-169&searchtable=1&sortExpression=&SortASC=&pageSize=50¤tPageIndex=0
[15:50:35] <cradek> or without any patience :-)
[15:50:54] <cradek> several choices < $500
[15:52:48] <cradek> bbl again
[15:53:30] <fragalot> Email this item to a friend
[15:53:36] <fragalot> lol, let's email a machine, shall we?
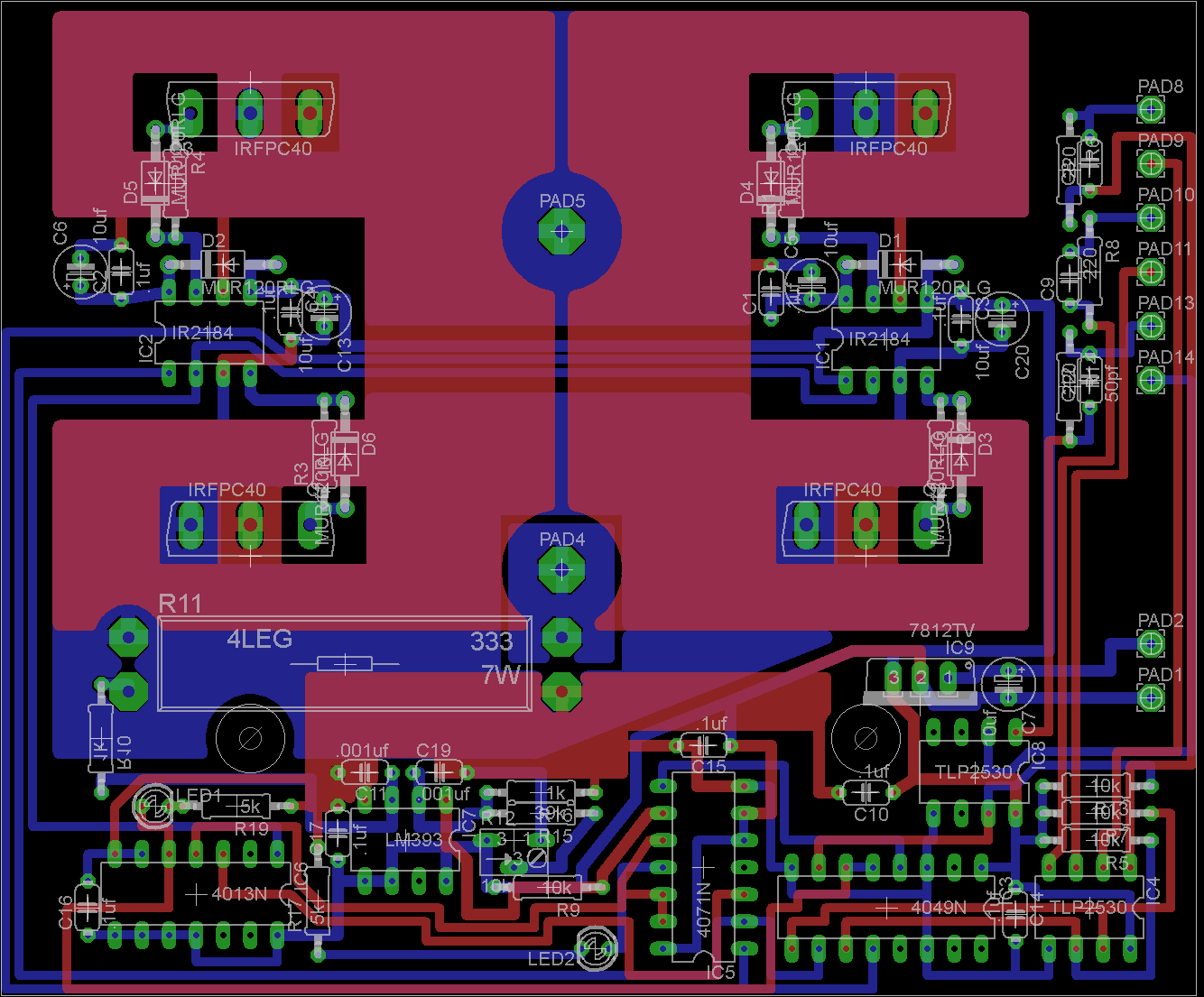
[16:12:33] <Guest435> http://www.electronicsam.com/images/KandT/servostart/tighter.png
[16:12:40] <Guest435> Guest435 is now known as skunkworks
[16:13:21] <fragalot> that does it
[16:13:29] <fragalot> windows managed to fragment one file into 3992 chunks
[16:13:44] <eric_u> are you still making your own boards?
[16:14:34] <fragalot> for?
[16:14:54] <eric_u> sorry, addressed to skunkworkds
[16:14:56] <elmo99> cradek: no, I am not even in the States
[16:15:01] <fragalot> k
[16:15:45] <elmo99> skunkworks: wgat is that layout of?
[16:15:59] <SWPadnos> PWM servo drive
[16:16:49] <SWPadnos> actually a heavy duty H-bridge which, when driven with a nice PWM waveform, will drive a servo
[16:17:15] <skunkworks> I needed to tighten it up.. My willy nilly running some of the traces on the last board caused some issues.
[16:18:03] <skunkworks> http://www.youtube.com/watch?v=fGF07oVkl6M
[16:18:09] <skunkworks> Hello
[16:19:42] <fragalot> nice way of mounting the motor :p
[16:26:17] <elmo99> skunkworks: nice vid.
[16:28:49] <skunkworks> Thanks
[16:29:41] <elmo99> I am a little bit of a n00b when it comes to open-closed loop servos. Which is preferred for CMM machine?
[16:30:57] <SWPadnos> a CMM required feedback, which is the main complaint people have against closed loop
[16:31:01] <SWPadnos> requires
[16:31:41] <skunkworks> http://www.cnczone.com/forums/showpost.php?p=530093&postcount=11
[16:32:14] <skunkworks> I would think you would want scales. (like atleast 2 loops - velocity and position)
[17:06:37] <skunkworks> suunny here.. Should go out and work on the yard.
[17:14:24] <dmess> sunny and cold here
[17:15:00] <skunkworks> well - cold. sort of. 33f
[17:55:03] <elmo99> only 7F here!
[17:59:45] <cradek> 48!
[18:05:42] <jmkasunich> stustev - doesn't this machine look like the one we were messing with at your shop?
http://www.hgrindustrialsurplus.com/search-products/product-detail.aspx?id=80-224-018&searchtable=2&sortExpression=wbprice&SortASC=Yes&pageSize=50¤tPageIndex=0
[18:05:57] <jmkasunich> (the two knobs at top front look familiar)
[18:06:54] <jmkasunich> bbl
[18:07:57] <alex_joni> jmkasunich: get this one:
http://www.hgrindustrialsurplus.com/search-products/product-detail.aspx?id=90-185-007&searchtable=2&sortExpression=&SortASC=&pageSize=50¤tPageIndex=0
[18:08:14] <jmkasunich> Additional Information: 3575 LBS
[18:08:22] <jmkasunich> the price is right, but not the size
[18:09:05] <jmkasunich> actually, that seems insanely heavy, although it's hard to tell exactly how big it is
[18:09:51] <BigJohnT> it says you can e-mail it...
[18:10:11] <alex_joni> jmkasunich: the biggest I've ever seen was 2000lbs payload :D
[18:10:49] <alex_joni> Weight 4950 kg :)
[18:11:17] <jmkasunich> wonder what this one weighs:
http://www.hgrindustrialsurplus.com/search-products/product-detail.aspx?id=80-224-018&searchtable=2&sortExpression=wbprice&SortASC=Yes&pageSize=50¤tPageIndex=0
[18:11:43] <alex_joni> Additional Information: 4275 LBS ?
[18:11:49] <alex_joni> or was it the wrong link?
[18:12:00] <jmkasunich> wrong link
[18:12:21] <jmkasunich> http://www.hgrindustrialsurplus.com/search-products/product-detail.aspx?id=42-522-009&searchtable=2&sortExpression=wbprice&SortASC=Yes&pageSize=50¤tPageIndex=0
[18:12:46] <stustev1> jmkasunich: the link shows a newer model than the one in my shop - it is the same type and size - I don't see the control panel
[18:12:48] <jmkasunich> gnome's strange clipboard drives me batty
[18:13:49] <alex_joni> jmkasunich: ah, was looking at that too
[18:14:01] <alex_joni> the robot feels like 3-400 lbs max
[18:14:07] <alex_joni> the control might be double than that
[18:15:00] <jmkasunich> I have too many projects already ;-)
[18:16:20] <jmkasunich> bbl
[18:26:32] <fragalot> pfft, it's too small to strap a chair to :p
[18:47:56] <alex_joni> you guys need to really watch jeff dunham's christmas special ;)
[18:57:56] <JymmmEMC> Ah, alex is goin redneck on us =)
[18:58:05] <alex_joni> JymmmEMC: seen it?
[18:58:17] <JymmmEMC> alex_joni: I know who Jeff Dunham is =)
[18:58:32] <alex_joni> I reckon you would..
[18:58:33] <JymmmEMC> (no, I haven't)
[18:58:50] <JymmmEMC> or maybe I have, if it's just the old on.
[19:58:35] <LawrenceG> archivist, you about today?
[20:03:56] <Paragon> Hello All.... Does the Int30 type holders employ a drawbar?
[20:05:46] <toastydeath> int30?
[20:06:20] <Paragon> toastydeath: Yep International 30 taper tool holder.
[20:06:36] <toastydeath> not familiar with that incarnation of the 30 taper toolholder
[20:06:54] <Paragon> Specifically a clarkson autolock int30 holder.
[20:09:35] <Paragon> This is a an 50int but is pretty much the same but for size.
http://cgi.ebay.co.uk/Clarkson-Autolock-Collet-Chuck-50INT-Large-Series-50_W0QQitemZ150053376086QQcmdZViewItemQQptZUK_BOI_Metalworking_Milling_Welding_Metalworking_Supplies_ET?hash=item150053376086&_trksid=p3286.c0.m14&_trkparms=72%3A1301|66%3A2|65%3A12|39%3A1|240%3A1318
[20:10:46] <toastydeath> dunno, i only use cat and bt toolholders
[20:10:56] <toastydeath> never seen an int, much less anything called autolock
[20:11:15] <eric_u> they can use drawbars
[20:11:19] <Paragon> toastydeath: No worries, thanks for the input anyhow
[20:12:32] <dmess> autoloc is a bastardized 40'ish taper with drive dogs so its quick change
[20:12:56] <Paragon> eric_u: The reason I ask is that I have just had a Beaver Model A installed (new purchase) it uses 30 INT tooling and came with an clarckson autolock and 4 collets. The soindle has a hole in the center but there is no drawbar.
[20:12:59] <elmo99> I have been looking for spindles. CAT40 in particular. I can not locate any for sale. Only complete machines ;) Any ideas where to get pieces for machines?
[20:13:39] <Paragon> s/soindle/spindle
[20:14:04] <eric_u> Paragon: you sure that's not nmtb 30? My BP has no drawbar and uses 30 nmtb
[20:14:11] <eric_u> there is a locking nut at the bottom
[20:14:43] <cradek> eric_u: that is called QC30 (erickson quick change)
[20:14:58] <cradek> NMTB30 uses a draw bar
[20:14:59] <eric_u> if you say so
[20:15:18] <Paragon> eric_u: No it it does say 30int
[20:16:39] <eric_u> that tool you posted does look like they intended for some kind of retention mechanism
[20:17:58] <Paragon> There is a hole that goes right through the spindle. The 30int tool holder has a thread in the top also. So I recon it requires a drawbar of some type. I may need to cut one.
[20:19:24] <Paragon> According to this it is 30int for sure...
http://www.lathes.co.uk/beaver/page5.html
[20:20:47] <eric_u> does your machine look like the one pictured? because it looks like you need a drawbar
[20:21:23] <Paragon> eric_u: Well spotted I missed .... Oh my ;-)
[20:21:51] <Paragon> eric_u: Well spotted I missed that! .... Oh my ;-)
[20:24:07] <Paragon> Looks like I have to fab one.
[21:11:12] <Paragon> Anither question regarding drawbar. The beaver has a 3inch quil if one tightens the drawbar will not stop movement being performed by the quil?
[21:12:19] <SWPadnos> the drawbar rotates with the quill
[21:12:47] <Paragon> Sure but the Z axis movement of the quill?
[21:13:16] <BigJohnT> a drawbar is part of the quill
[21:13:45] <BigJohnT> I assume your talking about a mill of some sorts
[21:14:10] <Paragon> BigJohnT:
http://www.lathes.co.uk/beaver/page5.html
[21:14:55] <BigJohnT> looks like the very old bridgeport type mill
[21:15:01] <Paragon> So the draw bar moves up and down with the quill I presume? I am not in the workshop at the moment so view it.
[21:15:10] <BigJohnT> yep
[21:15:53] <BigJohnT> in most machines of that type the quill has to be up to tighen or loosen the draw bar
[21:16:26] <JymmmEMC> ...and dont forget to remove the wrench =)
[21:17:00] <JymmmEMC> SWPadnos: Heh, I liked how they certified us and reiterated that fact =)
[21:17:21] <BigJohnT> you only forget that once :)
[21:18:07] <Paragon> BigJohnT: I got the mill delivered and installed yesterday along with a Boxford AUD lathe. So still playing around with it. Both the lathe and mill are 3ph but the lathe and a digital inverter thrown in which I wired up today and is working great :-) I tempoarliy swapped the 3ph motor for a 2ph which was off of my old lathe. This is until I build a 3ph rotary converter.
[21:18:21] <SWPadnos> heh
[21:18:26] <JymmmEMC> BigJohnT: SWPadnos and I hit TechShop, and the person certifying us kept reiterating that fact MANY times... NEVER PLACE THE WRENCH *ANYWHERE* but back on it's holder.
[21:18:29] <BigJohnT> cool
[21:18:53] <JymmmEMC> * JymmmEMC new bestest friend in the world is rsync!
[21:18:55] <BigJohnT> or the chuck key!
[21:19:26] <JymmmEMC> my drill press has a holder for the chuckkey, if I don't put it back there, I'd lose it! lol
[21:20:14] <Paragon> I've lost a few in my time. I swear I have a black hole in the workshop floor. ;-)
[21:20:15] <BigJohnT> even more fun is the lathe chuck key! It can fly quite far...
[21:21:41] <toastydeath> hahahahah
[21:21:49] <BigJohnT> I taught my partner how to run a mill and the first thing I told him was Rule #1 never leave the key in the chuck or the drawbar wrench on the drawbar
[21:22:06] <Paragon> I had a dodgy connection that developed on an old motor I had it kicked in breifly while I was in the process of chucking. God my knuckles still hurt and that was like 5 years ago.....
[21:22:09] <BigJohnT> then I taught him Rule #2 Always follow Rule #1
[21:22:38] <fragalot> Paragon: oops :p
[21:23:06] <fragalot> BigJohnT: if you leave the key on the chuck of a lathe it can also turn out to do some narly things
[21:23:17] <Paragon> fragalot: Could say what came out of my mouth... ;-)
[21:23:38] <fragalot> Paragon: !@$~çàé" <-- that?
[21:23:42] <Paragon> s/could/could'nt
[21:23:49] <BigJohnT> yes it can
[21:24:17] <fragalot> not making sure the chuck is attached to the machine properly before you begin is also something i won't ever do again
[21:24:22] <Paragon> Yeah and the rest.... While proceeding to hop and jump around the place ... lol
[21:24:30] <fragalot> still shaking on my feet from that one
[21:28:21] <Paragon> I remember when starting out I had a small 7x12 lathe ( I think they are called grizzly over int the states) Well so many things going on forgot to tighten the dam tool holder..... Took a cut which was going well then bang the tool dug in and flicked the tool holder up to the ceiling missing my head by a thou. I felt the draft from it as it went past me... Needless to say i learnt that...
[21:28:22] <Paragon> ...lesson too. Lucky it was a tiny machine or god knows....
[21:31:09] <fragalot> Paragon: for me it was on a big lathe with a massive chuck with 4 claws
[21:31:14] <fragalot> went over my shoulder at 2000rpm
[21:31:41] <Paragon> OMG Scary stuff....
[21:31:43] <fragalot> knocked somebody over while it was rolling over the workshop floor, then took a brick or 2 out of the wall
[21:32:04] <Paragon> It gets worse!
[21:32:22] <fragalot> Aye, fractured ankle
[21:32:49] <Paragon> Dam! Was it due to not being clamped correctly?
[21:33:29] <fragalot> for some reason, it came loose
[21:33:56] <Paragon> Nasty....
[21:34:06] <fragalot> the tool dug in, chuck came all the way loose, drilled it's way trough 5mm of plexiglass, and continued it's path of destruction while the machine slowly came to a stop
[21:34:33] <fragalot> (the plexi really doesn't give as much protection as it makes you feel it does)
[21:34:37] <fragalot> :p
[21:34:42] <Paragon> How big was this machine?
[21:35:32] <fragalot> it's been a few years since i've seen it in school, but i think it was somewhere arround 3.5 meters long, 1.4 high, ..
[21:35:46] <fragalot> not too sure about the height, i suck at judging heights
[21:36:27] <Paragon> ok...
[21:36:41] <anonimasu> :)
[21:37:16] <anonimasu> most chucks seem to use safety pins to keep them from taking off even if they come lose
[21:37:46] <fragalot> anonimasu: in theory they do, yes
[21:38:08] <Paragon> Thanks for your help again Fellas... Iv'e gotta split for now. Catch you all soon.
[21:38:26] <anonimasu> I've had a toolholder fly past me and land behind me
[21:38:31] <fragalot> either those broke, or they weren't there,.. I pretty ran for it at that time, and didn't check up on the machine later (i was 14)
[21:38:40] <fragalot> anonimasu: youch
[21:38:54] <anonimasu> a BIG one
[21:38:55] <anonimasu> :)
[21:39:18] <skunkworks> jmkasunich:
http://www.electronicsam.com/images/KandT/servostart/tighter.png
[21:39:38] <anonimasu> http://www.bchs.se/pics/profila.jpg
[21:39:45] <anonimasu> the toolholder that mounts to a lathe like that :p
[21:39:47] <elmo99> Paragon: you don't have a black hole in the workshop floor... you probably don't have tables/shelves that go all the way to the floor. Amazing how much stuff gets tucked under there ;)
[21:39:47] <elmo99> I 'lost' my set of Allan keys, one chuck key, a few rags and 2 parts from my run of 200 (I had to order up new material to make them... expensive oversight)
[21:40:55] <anonimasu> it learned me alot of things
[21:41:07] <jmkasunich> skunkworks: you sure that link is right? it's taking forever and I don't see anything
[21:41:31] <skunkworks> aww. crap
[21:41:47] <jmkasunich> ?
[21:42:12] <anonimasu> ?
[21:42:18] <skunkworks> I may have to talk to my hosting company.. It has been running really slow for the last few weeks
[21:42:29] <skunkworks> give me a second
[21:42:43] <jmkasunich> I just tried again and it loaded right away
[21:43:32] <skunkworks> oh - ok
[21:43:36] <skunkworks> http://imagebin.ca/img/KaV5QOZI.png
[21:43:45] <skunkworks> http://imagebin.ca/img/KaV5QOZI.png
[21:43:48] <skunkworks> oops
[21:43:57] <skunkworks> I meant to say - here is imagebin anyways
[21:44:53] <skunkworks> That is hooking the driver chips common directly to the lower mosfets.
[21:45:45] <skunkworks> plus I like where the comparator is now.
[21:45:52] <fragalot> bleh i can't even remember the brand of the lathe that tossed the chuck at me anymore
[21:45:54] <skunkworks> almost as close as it can be.
[21:45:57] <jmkasunich> yeah, C11 and C19 are in just the right place
[21:46:11] <fragalot> haven't seen the bastard for 5 years :/
[21:47:32] <skunkworks> it looks pretty to me anyways.. :)
[21:48:04] <jmkasunich> I haven't managed to decide if returning the driver grounds direct to the fet sources is good or bad
[21:48:11] <anonimasu> another thing I learned is that estop is useless for most part :p
[21:48:21] <jmkasunich> well, its both actually
[21:48:25] <anonimasu> you want it to be there, but if anything happens it's already too late to push it..
[21:48:31] <jmkasunich> anonimasu: yep
[21:48:43] <anonimasu> on a cnc you've got a major crash before you can flinch
[21:48:49] <anonimasu> frrp, and you are milling a vise..
[21:48:52] <jmkasunich> lots of things are like that
[21:49:06] <fragalot> anonimasu: if i had pressed it, my head would be in the exact spot where the chuck flew
[21:49:33] <anonimasu> or maybe it would have thrown the chuck somewhere else..
[21:49:56] <fragalot> anonimasu: by the time i knew what was happening, it went trough the plexi and triggered an internal safety switch anyways
[21:50:05] <anonimasu> *nod*
[21:50:07] <fragalot> the machine still took AGES to come to a halt.. :/
[21:50:18] <anonimasu> I read a thread about machines throwing workpieces when you hit estop because of the momentum
[21:50:28] <fragalot> all the estop did was cut power, it still takes a while for it to spin down, lol
[21:50:37] <anonimasu> * anonimasu nods
[21:51:02] <fragalot> i loves lathes, especially the reason why they aren't all ligned up behind eachother
[21:51:13] <fragalot> makes you feel safe operating them, lol
[21:51:13] <anonimasu> :)
[21:51:14] <skunkworks> jmkasunich: the onlything that I can think that would be a problem is the logic voltage would be high or low by the sense resistor voltage..
[21:51:30] <jmkasunich> skunkworks: the blue trace from the top of C20 comes close to stuff that is on the computer side of the isolators
[21:51:33] <skunkworks> and could posibly go negative in reference to the driver chip ground
[21:51:48] <jmkasunich> the negative thing is not good
[21:51:54] <jmkasunich> but the question is, by how muhc
[21:51:56] <jmkasunich> much
[21:52:14] <jmkasunich> if you neglect inductance it is only 0.3V, that is OK
[21:52:20] <jmkasunich> but you can't neglect inductance
[21:52:28] <fragalot> anyways, most modern CNC machines have internal load sensors, if it goes above a certain value, the machine stops
[21:52:54] <fragalot> atleast, they should :p
[21:53:11] <jmkasunich> the three red traces running down from the pad14 area should be shifted to the right, keep them away from the power ckt
[21:55:12] <skunkworks> jmkasunich: the blue trace is +12 for the drivers (fromt he top of c20)
[21:55:51] <jmkasunich> still - general principles are, if you have isolators, then isolate stuff
[21:55:53] <skunkworks> yes - I can shift all those around now that I have the basic layout
[21:56:00] <jmkasunich> (for noise)
[21:56:01] <skunkworks> heh
[21:56:22] <skunkworks> make sense.
[21:56:27] <skunkworks> *makes
[21:57:38] <fragalot> anyone know what that white goop is you find on toy PCB's ?
[21:57:49] <skunkworks> the other option is to sneak the power resistor common back up thru the center of the h-bridge to run the driver ic.. But there would be 1 via right between the cap terminals. (then it would tee of to each chip.
[21:57:53] <skunkworks> if that makes sense
[21:58:07] <skunkworks> off
[21:58:28] <jmkasunich> sneak up on the red layer, then via down to blue?
[21:58:36] <skunkworks> yes
[21:59:02] <skunkworks> I would have to spread things apart or make the power traces a little narrower
[21:59:06] <skunkworks> or both
[21:59:40] <jmkasunich> which ones are power? you mean the big floods, or are some of the narrow crossways blue carrying driver power?
[22:00:17] <skunkworks> sorry - I would have to spread the motor traces apart (the red vertical ones)
[22:00:27] <jmkasunich> you can get away with that
[22:00:45] <jmkasunich> the two "points" below pad4 are totally useless
[22:01:24] <skunkworks> yes - that is just how the isolation and pour came out.
[22:01:27] <jmkasunich> eliminate them, run two red traces up from the lower resistor flood on either side of pad4, bring them together above pad 4 and continue up till you via thru to blue
[22:02:00] <skunkworks> ok - that is what I was thinking in the back of my mind.
[22:02:12] <skunkworks> Thank you very much.
[22:02:12] <elmo99> fragalot: white goop? if it is between MOSFETS and a heat sink, then it is a Heat Sink Compound (radio shack# 276-1373 ;)
[22:02:30] <jmkasunich> you might want to do that, and then arrange something such that you can disconnect the grounds from the fet sources easily
[22:02:31] <fragalot> no
[22:02:34] <jmkasunich> so you can try it either way
[22:02:36] <fragalot> elmo99: just.. poured over certain sections
[22:02:41] <skunkworks> ah - interesting
[22:02:52] <jmkasunich> either disconnect the grounds, and connect the center via, or the other way around
[22:03:00] <jmkasunich> let the scope tell you which works better
[22:03:00] <skunkworks> I could just by not running thru the via..
[22:03:03] <skunkworks> right
[22:03:04] <elmo99> a way for china to get rid of unwanted lead? :-\
[22:03:18] <skunkworks> Good idea
[22:03:27] <elmo99> they do a damn good job of it lately...
[22:04:20] <skunkworks> jmkasunich: how wide does the trace have to be do you think?
[22:04:27] <skunkworks> for the drive common
[22:04:47] <jmkasunich> as wide as you have room for ;-)
[22:04:53] <skunkworks> ok :)
[22:05:27] <jmkasunich> the horizontal "channel" between the upper and lower blue pours could be widened
[22:05:50] <jmkasunich> the "bump up" on the top of the lower blue pour in particular is doing nothing
[22:08:09] <jmkasunich> bbl - errands to run, dinner to cook
[22:08:23] <skunkworks> Thanks again.
[23:03:17] <ds3> n
[23:07:45] <elmo99> m
[23:08:21] <elmo99> ciao
[23:27:38] <alex_joni> good night all
[23:38:17] <skunkworks> night alex
[23:38:26] <skunkworks> jmkasunich: something like this.
http://imagebin.ca/img/eERZslj.png
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}