Back
[01:15:06] <PeterW> cradek: Saw your problems with the HM2 PWM enables. Sorry, its my fault, the PWM enable signals are not inverted in PWM enable register like the documentation says, the PWM enable register is non inverting.
[01:15:08] <PeterW> makePWMEna: if (PWMGens >0) generate
[01:15:10] <PeterW> PWMEnaReg : entity boutreg
[01:15:11] <PeterW> generic map (
[01:15:13] <PeterW> size => PWMGens,
[01:15:14] <PeterW> buswidth => BusWidth,
[01:15:16] <PeterW> invert => false ------------------ should have said true!
[01:15:17] <PeterW> )
[01:15:19] <PeterW> port map (
[01:15:21] <PeterW> clk => clklow,
[01:15:22] <PeterW> ibus => ibus,
[01:15:24] <PeterW> obus => obus,
[01:15:25] <PeterW> load => LoadPWMEnas,
[01:15:27] <PeterW> read => ReadPWMEnas,
[01:15:28] <PeterW> clear => '0',
[01:15:30] <PeterW> dout => PWMGenOutC
[01:15:31] <PeterW> );
[01:15:33] <PeterW> I can fix this but unfortunately its in all servo type HM2 bitfiles.
[01:15:35] <PeterW> Should I fix this or just fix documentation?
[01:16:27] <BigJohnT> PeterW: I think cradek just stepped out for a bit
[01:17:08] <BigJohnT> I was chatting with him on #emc-devel a few minutes ago
[01:20:10] <PeterW> OK, I guess he will bbiab...
[01:24:43] <PeterW> Seb did you see my message about PWM enable?
[01:35:20] <jmkasunich2_> PeterW: my $0.02, just fix the docs, and let seb fix the driver, the behavior seen by the user will be right, and there won't be confusion between "old" and "new" versions of the FW
[01:38:55] <PeterW> Yes, that was my thought, I will set the default to all ones (all off) for cleanliness and godliness on new bitfiles
[01:39:21] <SWPadnos> wait, are the PWMs enabled by default in the current bitfiles?
[01:39:41] <SWPadnos> if so then the bitfiles should be changed IMO
[01:42:55] <PeterW> Well only after the driver sets them up (enables the outputs) Its just the enable register (that defaults to 0) thats wrong
[01:42:57] <PeterW> only a driver startup sequence error could cause trouble with the current bitfiles (that is the driver depended on the startup value in the enable register)
[01:43:31] <SWPadnos> I think the firmware may be loaded long before the driver does initialization (but I'm not positive of that)
[01:46:34] <PeterW> Thats ok, PWMs would be disabled until the driver specifically connects the PWM gens (and their associated enable bits) to the output bits
[01:46:50] <SWPadnos> ok then, I'm satisfied :)
[01:46:58] <PeterW> (output PINS)
[01:47:24] <JymmmEMC> SWPadnos: (Ha! never)
[01:47:35] <SWPadnos> well, satisfied with that situation anyway
[01:47:46] <SWPadnos> also, the HDFury2 works fine in YUV mode - woohoo!
[01:48:08] <JymmmEMC> SWPadnos: oh, cool beans. Told ya it was that POS
[01:48:21] <SWPadnos> no, it's still that thing, just in a different mode :)
[01:48:27] <JymmmEMC> SWPadnos: beat em over the head and tell emto give ya one that works
[01:48:30] <SWPadnos> (which the old one didn't have)
[01:48:38] <SWPadnos> it works, bonehead
[01:48:55] <JymmmEMC> not the way it SHOULD
[01:49:08] <SWPadnos> uh, why would you say that?
[01:49:16] <SWPadnos> it's doing exactly what it's supposed to do
[01:49:25] <JymmmEMC> it should have worked the other way too
[01:49:32] <SWPadnos> encrypted HDMI in, component out
[01:49:38] <SWPadnos> I think that's the TV actually
[01:50:02] <SWPadnos> hard to test - I'd have to set up a PC with component output and set up 1920i timings, and it's not worth that much pain to test :)
[01:50:10] <JymmmEMC> heh
[01:50:12] <SWPadnos> err, 1080i timings
[01:50:15] <SWPadnos> I keep doing that
[01:50:26] <SWPadnos> oh, get this
[01:50:47] <SWPadnos> I got a reply on my motherboard support request (where I mentioned that a part glowed then smoked)
[01:51:01] <SWPadnos> they want me to take a photo so they can help me determine what's wrong )
[01:51:03] <SWPadnos> :)
[01:51:19] <JymmmEMC> O_o
[01:51:40] <JymmmEMC> would you want a replacement?
[01:51:52] <SWPadnos> I should borrow one of the D3's and send them a full-res raw file :)
[01:52:15] <SWPadnos> sure, it's a nice board, when the power supply isn't shorted through a FET
[01:52:17] <JymmmEMC> they'll just say they can't view it
[01:52:27] <SWPadnos> yeah. I guess I can send them a TIFF instead
[01:52:33] <SWPadnos> that's about 48M ;)
[01:52:35] <JymmmEMC> they'll just say they can't view it
[01:52:40] <SWPadnos> heh
[02:09:16] <cradek> darn, I missed peter
[02:10:11] <cradek> that's ok, sounds like he and seb will handle it, I'll just be a user who can troubleshoot
[02:13:24] <cradek> I'm glad to know the problem makes sense
[02:15:43] <dmess> hi all... any one need a Martin Backpacker guitar... ;)
[02:22:52] <LawrenceG> got some extras I hear :}
[02:26:21] <JymmmEMC> dmess: What happened? You're kid screw up?
[02:27:50] <JymmmEMC> SWPadnos: Just got mine (paid $9 from them) works nice.
http://www.dealextreme.com/details.dx/sku.12017
[02:29:05] <JymmmEMC> Got this too, it's fast...
http://www.dealextreme.com/details.dx/sku.474
[02:29:42] <JymmmEMC> The plastic around the IDE connectors is a lil flimbsy, but just be gentle with it.
[02:29:50] <JymmmEMC> the housing itself
[02:31:01] <SWPadnos> that's a good deal
[02:31:28] <SWPadnos> there's one that NewEgg sells that actually lets you connect a SATA and IDE drive at the same time and move data between them
[02:31:42] <JymmmEMC> for how much?
[02:31:48] <JymmmEMC> apx
[02:32:58] <SWPadnos> $40
[02:33:02] <stustev1> SWPadnos: did you see anything of interest?
[02:33:08] <JymmmEMC> SWPadnos: Heh, I got a pair of these for the GF... not bad actually. I can fit in them snug. the heater is not on the palm, but on the back of your hands.
http://www.dealextreme.com/details.dx/sku.17299
[02:33:09] <SWPadnos> not really
[02:33:16] <stustev1> rats
[02:33:24] <SWPadnos> I didn't look for too long though
[02:33:40] <JymmmEMC> SWPadnos: Eh, I wasn't going to spend $25 for the ide/sata2usb adapter as it is.
[02:33:43] <stustev1> is there something else to look at or try?
[02:35:49] <tomp> was there some development for canbus and classic ladder ? any urls for it?
[02:36:31] <SWPadnos> AXIS does (sometimes) change to manual mode then to MDI mode, so it could be a double-change that exhibits the problem
[02:36:37] <SWPadnos> at least it looks like it does to me
[02:36:55] <stustev1> the problem was the same in tkemc
[02:37:01] <cradek> what problem?
[02:37:30] <stustev1> I added some code to cincikins.c.
[02:38:01] <stustev1> it jumps and errors when I change from manual to mdi
[02:38:23] <cradek> your forward and reverse kins don't match
[02:38:48] <tomp> seb_kuzminsky: do any of the mesa products work with Can bus?
[02:39:13] <cradek> I didn't look at the link you posted, but I know that's the problem if it jumps
[02:39:14] <stustev1> I tried to match them like I did for the geocomp.
[02:39:23] <cradek> I'll go look
[02:39:30] <stustev1> do you have the link?
[02:39:46] <cradek> yes in the email
[02:39:54] <stustev1> www.mpm1.com:8080/cinci/cincikins.c - ok - thanks
[02:41:50] <cradek> stustev1: in kinematicsInverse you are sending uninitialized data into X/Y/Zcomp
[02:41:56] <JymmmEMC> SWPadnos: Interested in HDMI2RGBHV converter?
[02:42:12] <SWPadnos> sure, know of one? :)
[02:42:16] <cradek> stustev1: you need to use pos->x etc, not joints[0] - you are using joints before you assign to them
[02:42:26] <JymmmEMC> SWPadnos: Yep...
http://www.dealextreme.com/details.dx/sku.17821
[02:42:50] <cradek> stustev1: inverse = "given pose, generate joints" forward = "given joints, generate pose"
[02:43:19] <JymmmEMC> SWPadnos: Sorry, it's component.... my bad
[02:44:18] <stustev1> I will change that tomorrow morning - pos->x in the inverse kins?
[02:44:32] <cradek> yes
[02:44:37] <stustev1> joints[] in the forward?
[02:44:53] <cradek> forward looks right
[02:45:02] <SWPadnos> oh hey - good thing someone who knows something about kins looked at it :)
[02:45:10] <stustev1> very good - thanks a lot
[02:45:26] <cradek> welcome
[02:45:30] <cradek> SWPadnos: :-)
[02:45:39] <stustev1> Steve: thanks for looking today
[02:46:15] <SWPadnos> sure - sorry I couldn't help earlier (or at all really :) )
[02:48:19] <seb_kuzminsky> tomp: not that i know of
[02:48:48] <JymmmEMC> SWPadnos: Dont you wish this had HDBI INPUT on it =)
http://www.dealextreme.com/details.dx/sku.16216
[02:48:52] <JymmmEMC> HDMI
[02:49:52] <SWPadnos> JymmmEMC, that's more or less what I have, except that the one I have also does HDCP, which this one doesn't mention
[02:50:18] <JymmmEMC> SWPadnos: Ah, ok.
http://www.dealextreme.com/search.dx/search.hdmi
[02:51:15] <SWPadnos> http://www.curtpalme.com/HDFury2.shtm
[02:51:33] <SWPadnos> (the basic kit is what I have, and it's plenty)
[02:51:39] <JymmmEMC> SWPadnos: OUCH... you got ripped!
[02:52:05] <SWPadnos> no, $249 iunstead of $194 for the one at DealTime, which probably doesn't deal with HDCP ...
[02:52:47] <JymmmEMC> ah
[02:53:36] <SWPadnos> the ones without HDCP may be useful for things like playstations, which output unencrypted HD over HDMI (unless you're playing a BR disc)
[02:53:48] <SWPadnos> so you can game at full resolution
[02:53:53] <JymmmEMC> ah ok
[02:54:00] <JymmmEMC> I'm not a gamer, so...
[02:54:06] <SWPadnos> me either these days :)
[02:54:22] <SWPadnos> (I haven't bought a video game system since the Atari)
[02:56:11] <stustev1> oh man - I am disappointed - I thought EMC2 was about the best game around
[02:56:34] <SWPadnos> we're not playing here, mister! :)
[02:56:52] <stustev1> heh
[03:14:09] <tomp> thx seb
[03:14:30] <cradek> hi peter
[03:14:39] <cradek> thanks for your help with this
[03:16:54] <PeterW> Sorry for messing up the bitfile, damnifino how "true" changed to "false"
[03:17:27] <cradek> hardware is so picky
[03:18:06] <cradek> it's nice to have an 'official' firmware with index mask. I will be happy to not have to use a custom build anymore.
[03:18:24] <Guest317> has anyone else had trouble downloading the Live-CD image of LinuxCNC? every time I try the whole site seems to go down
[03:18:30] <PeterW> Yep and I did not test the -IM2 bitfile other than make a .pin file
[03:18:46] <Guest317> I think it's shutting me off becuase of some limit.
[03:18:56] <cradek> I have tested everything except stepgen on it I think.
[03:19:19] <cradek> we do not have a matching PIN file in our CVS - that might be nice to have in there when you rebuild it.
[03:20:22] <PeterW> Also you probably want to set the PWM generator modes to PDM mode for 7I33
[03:20:24] <PeterW> And set the base PDM frequency to 6MHz (this gives best linearity/ripple for 7I33)
[03:20:41] <cradek> oh, interesting, ok
[03:21:25] <cradek> looks like that is output-type 3
[03:21:41] <SWPadnos> Guest317, there's no intentional limit, and I've downloaded the image several times
[03:21:49] <SWPadnos> and I know many others have as well
[03:22:13] <PeterW> probably forgot to send the .pin file to Seb. I'll send a fixed bitfile and pin file to Seb tomorrow
[03:22:52] <Guest317> SWPandos--has the site been down most of today or is it just me?
[03:23:14] <cradek> PeterW: great, thank you
[03:27:32] <SWPadnos> it seems to be up
[03:28:14] <SWPadnos> I'm downloading right now at ~150kB/sec
[03:30:18] <Guest317> It just hit me that my clarkconnect box might be the culprit. Ifeel really stupid for trying it 4 times in 4 days and not catching on.
[03:30:35] <SWPadnos> I can email it to you ;)
[03:31:07] <Guest317> :)
[03:41:54] <scutsxg> there is sth wrong with www.linuxcnc.org,but wiki.linuxcnc.org is ok
[03:42:20] <SWPadnos> can you try it right now?
[03:42:24] <SWPadnos> I can get to it fine
[03:42:30] <SWPadnos> and I can download the ISO just fine
[03:56:56] <scutsxg> http://www.linuxcnc.org/ fail again,wiki ok
[03:57:24] <SWPadnos> what's your timeout?
[03:57:28] <SWPadnos> I just loaded it again
[03:57:34] <scutsxg> :),maybe sth wrong with our gateway
[03:57:38] <SWPadnos> from the address you typed
[03:59:07] <seb_kuzminsky> d'oh, i *just* missed Peter, i've never actually spoken to him in real-time
[04:02:37] <renesis> scutsxg: loaded for me, really slow, about 4sec
[04:09:47] <Guest317> I just found my clarkconnect box (snortsam) was blocking it after about 40% downloadad. I exempted the ip and got the whole thing burned now.
[04:10:30] <SWPadnos> cool
[04:10:40] <SWPadnos> fast connection there :)
[04:27:43] <cradek> oh no, seb keeps his evil alter-ego in the garage
[04:28:03] <garage_seb> i keep my clone locked up there and force him to do all the work
[04:28:30] <cradek> man I need one of those
[04:28:35] <cradek> he could go to work for me.
[04:28:53] <garage_seb> they're great, once you make one you can force it to make more clones for you
[04:28:59] <cradek> reminds me of the calvin & hobbes sequence with the clones.
[04:29:05] <garage_seb> soon you'll have a whole shop full of shopclones
[04:29:16] <garage_seb> or the wizard's apprentice
[04:29:35] <cradek> hmm, they would be competent but probably quite irritating. a tradeoff.
[04:29:52] <garage_seb> heh
[04:31:21] <JymmmEMC> Bah! I bought two boxes of ammo, and I swear I cna't rememebr where I put em... *sigh*
[04:34:23] <SWPadnos> get a microwave gun and see what pops
[05:50:28] <fenn_> fenn_ is now known as fenn
[06:33:14] <tomp> .
[06:34:43] <tomp> was it canopen or just modbus that was handled by classicladder?
[06:43:48] <fenn> modbus
[09:01:13] <tomp> thx fenn
[09:22:23] <archivist> logger_emc: bookmark
[09:22:23] <archivist> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-11-18.txt
[10:00:53] <Fisia> check this out, Pentium 4 got ISA bus on them:
http://www.ferret.com.au/c/Interworld-Electronics/ISA-bus-Pentium-4-motherboard-n719273
[10:01:52] <fragalot> ISA isn't as dead as it's made out to be...
[10:02:15] <Fisia> :) nice to hear that
[10:02:16] <archivist> * archivist has ISA in a P4
[10:02:20] <fragalot> pretty much all mainboards still have ISA
[10:02:23] <fragalot> just no connector for it
[10:03:01] <fragalot> 00:1f.0 ISA bridge: Intel Corporation 82801HEM (ICH8M) LPC Interface Controller (rev 03)
[10:03:05] <anonimasu> hehe
[10:03:11] <anonimasu> I had to buy a pcie network card for my router
[10:03:11] <fragalot> Shuttle SN27P2 mobo, approx 2 years old
[10:03:12] <anonimasu> -_-
[10:03:18] <archivist> industrial computers still get usable stuff
[10:03:44] <Fisia> yup, industial computer still use ISA bus
[10:04:22] <fragalot> so do home computers, but like I said, it doesn't have an external connector
[10:04:46] <fragalot> if you run "lspci" you're bound to find an ISA bridge in there
[10:05:34] <Fisia> what is lspci? please
[10:05:50] <fragalot> an application that lists the hardware controllers of your system
[10:05:53] <anonimasu> device = 'VT8237 PCI-to-ISA Bridge'
[10:06:15] <Fisia> i get it
[10:06:18] <fragalot> I use it to see what i have to enable in my kernel
[10:06:25] <anonimasu> lspci?
[10:06:29] <fragalot> yes
[10:06:32] <anonimasu> ah, im on bsd :)
[10:06:37] <fragalot> shows me what SATA controller i have, etc..
[10:06:58] <fragalot> basically i strip /ALL/ options from my kernel, apart from the things I need :)
[10:07:06] <anonimasu> but why?
[10:07:17] <fragalot> laptop, I reboot quite often, and i need it to start up fast
[10:07:29] <fragalot> atm it takes 19 seconds to boot up completely
[10:07:42] <fragalot> that includes the bios splash screen
[10:08:02] <anonimasu> hm
[10:08:18] <anonimasu> did you tweak your startup scripts so that it dosent wait for daemons to load before starting?
[10:08:31] <fragalot> yes
[10:08:38] <anonimasu> ah figures why it's fast..
[10:08:41] <fragalot> services start in parallel, unless if they need another service
[10:08:41] <Fisia> (i wonder if there is any OPEN-SOURCE BIOS-ROM (like Award/Phoenix) to play with...)
[10:09:12] <fragalot> Fisia: I once saw some bios code that had an error for "no cpu!" .. I never could figure out how they planned to display it tho
[10:09:29] <anonimasu> beep beep
[10:09:30] <anonimasu> ?
[10:09:35] <fragalot> no, it printed the output
[10:09:53] <archivist> probably for dual cpu
[10:09:58] <fragalot> could be
[10:10:07] <Fisia> ROM bios should be Externally Programmed thats The best Way
[10:10:26] <anonimasu> why?
[10:10:44] <fragalot> imho, it should only be programmable externally
[10:10:54] <anonimasu> bah..
[10:11:22] <anonimasu> the option should be there, though..
[10:11:24] <fragalot> via a programmer delivered with the computer at no charge
[10:11:27] <Fisia> so we could do anything free to them(backup,reprogram,etc), without afraid something bad happen
[10:11:28] <fragalot> :p
[10:11:32] <anonimasu> -_-
[10:11:39] <anonimasu> ie, removable chip
[10:11:46] <anonimasu> get real
[10:11:48] <fragalot> \p/
[10:11:59] <fragalot> anonimasu: c'mon, how much fun would it be to break the pins off?
[10:12:00] <fragalot> :D
[10:12:11] <fragalot> also, JTAG connector ftw
[10:13:40] <Fisia> ... Imagine this, ROM-BIOS source-code in *.c .... "THERE is NO DELAY & CUSTOMABLE COMPUTER" ...fun
[10:14:52] <archivist> C waste of time for bios
[10:16:00] <anonimasu> archivist: agreed
[10:16:22] <anonimasu> archivist: reinventing the wheel is so fun let's do it forever
[10:16:35] <fragalot> :D
[10:17:05] <fragalot> where is the time that it was all done by hardwiring the and / or port matrixes
[10:17:14] <Fisia> if you need asm, all u have to do is :dump ROM-Bios into *.bin and dissasembly them ... it is reverse engineering
[10:17:56] <anonimasu> there you go
[10:18:09] <anonimasu> archivist: I'm reading some stuff about tapping
[10:18:21] <anonimasu> with floating tap holders
[10:20:21] <Fisia> :)
[10:21:10] <archivist> we have tapping heads here for capstans and drilling machines
[10:22:00] <anonimasu> floating ones?
[10:22:22] <anonimasu> I have a reversing one, but I've never used it
[10:23:42] <fragalot> whats "floating" in terms of tap holders?
[10:24:10] <anonimasu> it it means it's axially free floating
[10:24:19] <archivist> slide in and out
[10:24:21] <anonimasu> so that the tap can move even if you dont have spindle sync
[10:24:59] <archivist> but if toy reach a limit some drop out or reverse
[10:25:08] <archivist> toy you
[10:25:38] <anonimasu> no
[10:25:43] <anonimasu> that's not a floating one
[10:25:52] <anonimasu> that's a reversing tapping head
[10:26:17] <archivist> they float to drive the action :)
[10:26:50] <anonimasu> *sighs*
[10:27:44] <Fisia> :)
[10:28:27] <Fisia> hei, i got an idea to port Realtime out from PC.... by using DDR-Memmory-Slot
[10:28:50] <Fisia> and something call DMA (Direct Memmory Access)
[10:28:54] <fragalot> lol
[10:30:01] <Fisia> all PC & laptop must have Mem-card on them
[10:30:07] <archivist> * archivist reboots Fisia hoping he comes up in a sane mode
[10:30:19] <Fisia> haha
[10:30:58] <Fisia> come on, just a re-thinkin one
[10:33:13] <Fisia> i just read this one:
http://en.wikipedia.org/wiki/Direct_memory_access
[10:38:02] <anonimasu> *yawn*
[10:51:20] <Fisia> i know it could...
[10:51:39] <Fisia> btw. execuse me i gatta log out
[10:51:56] <Fisia> have a nicest day every one. thnx to u all
[10:51:59] <Fisia> :)
[11:37:06] <archivist> * archivist tries to remember cartesian to vector, ah well google....
[11:55:04] <anonimasu> hehe
[11:55:35] <archivist> atan(y/x) is what I want
[11:55:48] <anonimasu> in 3d space?
[11:56:22] <archivist> 2d
[11:56:46] <anonimasu> hm.. isnt it atan2 you want?
[11:59:08] <anonimasu> then you dont need to keep track of your signs
[12:00:36] <archivist> I never remember, so rarely use them,
[12:00:50] <anonimasu> :)
[12:01:03] <anonimasu> are you trying to solve the angles for a point in space?
[12:01:24] <anonimasu> (maybe if you explain a bit I can help) I'm in the middle of trigonometrystuff for work :)
[12:05:09] <archivist> I have a point x on a character outer, I need the angle between the two vectors from that point
[12:05:45] <anonimasu> hm, got the coordinates?
[12:05:57] <archivist> I have transformed to 0,0
[12:06:09] <anonimasu> ok, then atan2(x,y) should be what you want
[12:06:16] <anonimasu> it'll return the angle to your point
[12:06:23] <archivist> yes have x,y of end points
[12:09:12] <anonimasu> ok, then it's just a matter of calling atan2() with the new point as argument
[12:09:17] <anonimasu> it'll return the angle to it in radians
[12:09:29] <archivist> * archivist hates radians
[12:10:04] <anonimasu> ie Atan2(x,y)*180/pi
[12:10:15] <anonimasu> ie Atan2(x,y)*(180/pi)
[12:10:16] <anonimasu> :p
[12:10:17] <archivist> undefined reference to `atan2' hmm got #include <math.h>
[12:10:29] <anonimasu> and it's (y,x)
[12:10:31] <anonimasu> not x,y :p
[12:10:32] <anonimasu> sorry,
[12:10:35] <anonimasu> I need to go
[12:10:38] <anonimasu> hope it helps
[12:10:52] <archivist> yup thanks
[13:15:22] <Paragon> Hello All.
[13:17:38] <alex_joni> hi
[13:18:36] <Paragon> I have been offered an Elliott Omnimill 00 for just under a £1000. It is a machine that needs some work as stated by the seller. For example it is missing the 2.5 inch steel horizontal milling support bar. The horizontal motor which is located in the base needs replacing. The Vertical milling attachment is complete. Does this sound like an OK price in your experience? Here is a link to a description of the mill with pictures
[13:27:39] <archivist> I wonder how you get the vertical set right
[13:29:22] <archivist> other question, converting to cnc later?
[13:33:00] <Paragon> archivist: Possible Candidate for CNC but initialy on used in Manual mode. It may even stay that way. The dealer has another Elliott Omnimill 00 but is asking £3600 for it!
[13:33:34] <archivist> ew, seen cheaper on fleabay
[13:34:45] <archivist> this would make me happy
http://cgi.ebay.co.uk/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWAX:IT&item=280278951518
[13:36:37] <archivist> but cheap ish
http://cgi.ebay.co.uk/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWAX:IT&item=190267104292
[13:36:55] <Paragon> Haven't seen one for a while. The other thing is that they will deliver and install it for me as they have all the gear for arround £150 oh that includes the Boxford AUD lathe i am looking at from the same dealer.
[13:37:17] <archivist> ah ok
[13:38:02] <archivist> delivery helps, the bridgeport is 5 miles from home and I cant afford it
[13:38:40] <Paragon> Nice bits of kit but why to big for humble workshop. 11' X 19' ;-(
[13:40:09] <Paragon> The Elliott 00 is about as big as I can go. 39in x 46in footprint.
[13:40:14] <archivist> we have some here like a little Ajax and an Adcock and Shipley
[13:40:22] <Paragon> That may be pushing it though!
[13:40:38] <archivist> adjust walls to fit
[13:40:58] <Paragon> I only wish :-) .... Just popping out for lunch.... speak soon
[14:00:32] <stustev> alex_joni: you were correct last night
[14:01:52] <alex_joni> stustev: I was? ;)
[14:15:33] <stustev> alex_joni: yes - the problem is in the kinematic program - I used the joints[] to calculate the joints[] - I will change that today. cradek looked at it and saw it right away.
[14:16:28] <alex_joni> stustev: cool, hope it works
[14:18:04] <stustev> I am sure it will - thanks
[14:36:26] <archivist> Paragon, one on fleabay
http://cgi.ebay.co.uk/milling-machine_W0QQitemZ320317936858QQcmdZViewItemQQptZUK_Home_Garden_PowerTools_SM?hash=item320317936858&_trksid=p3286.c0.m14&_trkparms=72%3A1298|66%3A2|65%3A12|39%3A1|240%3A1318
[14:57:31] <jepler> stustev: good catch by cradek .. I had made a note to take a look at your kinematics but hadn't gotten around to it yet
[15:03:51] <cradek> another thing I learned this weekend: before using the face mill, close the toolbox drawers
[15:05:06] <archivist> swarf rules
[15:10:23] <skunkworks> what was found about stus' problem?
[15:11:32] <skunkworks> logger_emc: bookmark
[15:11:32] <skunkworks> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-11-18.txt
[15:17:18] <SWPadnos> cradek noticed that he was using the joints[] array for both kinematics directions, but in one case it wasn't initialized before he used it
[15:35:48] <jymm> archivist: May the swarf be with you!
[16:22:00] <anonimasu> yay, scraper arrived
[16:22:14] <archivist> a happy boy
[16:22:45] <archivist> didnt take too long either
[17:04:56] <archivist> * archivist thinks there is a pile of cast iron shavings around anonimasu , because he has gone very quiet, must be playing with a scraper
[17:10:19] <stustev> cradek: many many thanks - the comp is working very nicely
[17:11:15] <stustev> cradek: thanks for the patience - you had to teach me this the last time I was working in the kins - maybe this time it will stick better :) nah
[17:11:29] <cradek> yay, glad it works
[17:11:42] <cradek> it was no problem - I saw it right away. :-)
[17:13:09] <stustev> cradek: covers on coffee cups and soft drink cups are required before face milling also
[17:14:00] <BigJohnT> you gotta get your iron somewhere :)
[17:14:33] <cradek> stustev: another good idea.
[17:14:47] <cradek> it was so full, I had to take everything out and dump the drawer
[17:15:23] <cradek> I need to get at least a back shield on my table. I spray a lot of coolant back there, and it runs on the floor. I don't think it would be in the way.
[17:15:49] <stustev> AH - the wonders of a machine shop
[17:17:54] <BigJohnT> mmm chicken n dumplins
[17:29:56] <archivist> hmm swarf, chips and coolant
[17:37:03] <stustev> how is the economy for everyone? Case New Holland Wichita (their only facility for skid steer loaders) is shutting down Dec 1 until further notice - at least until the middle of January - wow
[17:40:29] <archivist> grim here, this place shutting some time in future
[17:40:37] <jepler> nothing that directly impacts me yet, but a friend who is VP of a local tech company had to lay off several and is temporarily not drawing pay himself because a lot of their work got put on hold (I gather a lot of their revenue is from work for a single company that got cold feet)
[17:42:37] <stustev> this morning we received a letter from Spirit stopping all work on the Boeing 747-8 freighter - until further notice - we don't have much of that but every little bits hurts
[17:47:58] <archivist> boss here wants to work from home, and for me to do the same, I get a donation of toys(worn machines) on exit
[17:48:27] <archivist> I want toys but perhaps get more gainful employment
[18:23:47] <stustev> on the X axis SCR amp I: removed the tach feedback - jumpered the ref signal to the tach feedback - the machine ran away (as expected)
[18:24:12] <stustev> the goal is to nullify the tuning in the SCR amp
[18:25:01] <stustev> I think I should be able to scale the ref signal to match the expected tach signal and nullify the tuning
[18:25:09] <stustev> does this sound reasonable?
[18:25:37] <SWPadnos> so you want to use software offsets to get your null (more or less)?
[18:26:06] <stustev> I would prefer using EMC2 instead of building a scale device
[18:26:13] <SWPadnos> is ref=command?
[18:26:19] <stustev> yes
[18:26:37] <SWPadnos> ok, that's just a scale parameter - not quite the same as null (imo anyway)
[18:27:15] <stustev> yes - I agree - I should be able to output a scaled DAC signal to match what the tach would have sent
[18:27:45] <jymm> archivist: what does "on exit" mean?
[18:27:53] <stustev> then the SCR amp would think the motor was always at speed and not try to use it's tuning
[18:28:02] <SWPadnos> as for null though, that should be done in the drive. it's ideal if the drive doesn't try to move when it has a 0V command input
[18:28:17] <SWPadnos> uh - I don't think that would work
[18:28:38] <stustev> I was sending the command signal to both the ref input and the tach input
[18:28:54] <SWPadnos> the drive outputs current based on whether the motor is at speed or not. if you tell it that the motor is always at speed, why should it output anything?
[18:29:21] <SWPadnos> if it's a velocity mode drive, it's got current control circuitry in it which you need to leave active
[18:29:37] <stustev> your are correct - this is why I asked the question - thanks
[18:29:41] <SWPadnos> sure
[18:29:56] <stustev> I need to bypass it another way
[18:30:03] <SWPadnos> bypass the tuning?
[18:30:12] <stustev> the tuning in the SCR amp
[18:30:15] <SWPadnos> right
[18:30:45] <SWPadnos> the best way to do that is probably to get skunkworks to send you some PWM direct control amps :)
[18:30:47] <stustev> as it stands the EMC2 tuning is superimposed on the SCR amp tuning
[18:31:26] <SWPadnos> do you have control of P, I, and D on the drive?
[18:31:35] <SWPadnos> (ie, all three coefficients)
[18:31:43] <stustev> or Jon Elson - Jon tried to modify his 15 A drives to 33 amp (my needed size) and it turned out to be more than changing a few components
[18:31:52] <SWPadnos> I'm sure
[18:31:58] <stustev> I am not sure just what is on the drive
[18:32:10] <stustev> no books - no schematics
[18:32:14] <SWPadnos> oh, bummer
[18:32:22] <stustev> lot and lots of post
[18:32:25] <stustev> pots
[18:32:32] <SWPadnos> did you ever try any of the ones I linked to (Granite Devices?)
[18:32:39] <stustev> no
[18:32:45] <SWPadnos> or was it AMC
[18:32:57] <archivist> jymm, get laid off
[18:33:13] <skunkworks> it surely slowed down here.
[18:33:35] <skunkworks> last month we actually had more sales the the previous month - but this month looks bad so far.
[18:34:33] <archivist> clever people are the ones who keep ticking over during the bad times
[18:36:01] <SWPadnos> heh. I think it's the oppposite
[18:36:17] <SWPadnos> clever people lose out when their cleverness is no longer enough to sustain their charade
[18:36:29] <archivist> the ones that close cant pick up again!
[18:36:37] <SWPadnos> but I guess it all depends on your point of view and definitions :)
[18:37:45] <archivist> being there to pick up orders when they start coming in again
[18:50:17] <LawrenceG> archivist, how is vmiller doing?
[18:51:53] <archivist> did a leeetle bit more today
[18:52:47] <archivist> getting a bit of trig into it to find the sharp starting points
[18:53:06] <LawrenceG> can you give me some insites into the algorithm you are pursuing?
[18:53:48] <stustev> the gateway profile 3 all-in-one computer I WAS using in the dahlih crapped out. I have used three of them in the last year. they all fail in the same way. they just shut off at random times. I think it is heat in the cabinet
[18:54:31] <archivist> its written in pseudo code only at the moment as comments in ttt.c will pastebin a lump
[18:54:33] <stustev> I cut up a dell optiplex and installed pieces in the cabinet - up and running hopefully without overheating
[18:55:17] <stustev> SWPadnos: there is no limit to some peoples cleverness :)
[18:55:26] <LawrenceG> cool....
[18:55:45] <SWPadnos> stustev, indeed - too bad they're running the world ;)
[18:55:59] <stustev> NOT THEM
[18:56:07] <SWPadnos> oh, the other ones. right!
[18:56:12] <stustev> right
[18:56:29] <LawrenceG> stustev, you might want toremove cpu heatsing, clean and re apply heatsing goo.... if it was done badly or it dries out, thecpus can overheat and shutdown
[18:56:44] <LawrenceG> wow... too many typos
[18:57:03] <SWPadnos> -ETOOMANYTYPOS
[18:57:25] <stustev> they seem to run good outside the cabinet - the work to get proper cooling to them would have been much more than the replacement
[18:57:32] <archivist> LawrenceG,
http://pastebin.ca/1260607 original code modded to fill points array then
http://pastebin.ca/1260607
[18:57:37] <LawrenceG> morning coffee must be defective
[18:57:45] <archivist> same here
[18:57:52] <stustev> caffeine free
[18:58:08] <archivist> listening to the machine while typing
[18:58:55] <archivist> Im making a 61 hole dividing plate on the mill
[19:02:10] <LawrenceG> archivist, ... I had thought of doing a digital map where the distance from each edge increased (a special fill algorithm) turning the map back into contours gets interesting
[19:03:00] <archivist> Im being idle and ignoring excess depth for the first attempt
[19:05:40] <archivist> for larger scales and thin materials it will need a distance from edge plot to join up cuts
[19:07:31] <LawrenceG> I have a buddy that bought vcarve, so if you need any samples, I can probably get hime to generate some sample letters and gcode
[19:07:34] <archivist> im doing this as a waxfilled chr, so outling only is important not shape of vform
[19:07:53] <archivist> outline
[19:08:50] <archivist> I do think a pretty form in the valleys for second version will be well worth while
[19:09:46] <archivist> I wonder if a tip radius should be thought of later as well
[19:11:20] <anonimasu> :)
[19:11:22] <LawrenceG> there are several possibilities, use second flat bottom endmill to make a flat bottom valley, multiple stokes with v cutter at a specified max depth, or unlimited depth by milling multiple passes with vcutter intil a true shrp bottom valley is obtained
[19:13:32] <archivist> I have all the #defines added (I think) to produce the original two programs cleanly, plus the vform version which is collecting the shapes to an array
[19:14:53] <anonimasu> :)
[19:15:03] <anonimasu> archivist: did the stuff I wrote you earlier help?
[19:15:17] <cradek> archivist: nobody would complain if you fixed it so it doesn't have to be compiled several times
[19:15:26] <cradek> that gets silly as you have more than a couple formats
[19:16:41] <archivist> true
[19:17:05] <anonimasu> archivist: I'm in a mess my internet's so flakey
[19:17:17] <anonimasu> there was a tech here earlier, and broke the other phone -_-
[19:19:20] <archivist> cradek, the array fill has a lot in common just added an elif to place in array instead of output
[19:19:43] <anonimasu> archivist: how do you clean micrometer blue off your surface plate?
[19:19:52] <SWPadnos> sandblasting
[19:19:58] <anonimasu> lol
[19:20:02] <SWPadnos> :)
[19:20:12] <archivist> rag, spirits of some sort
[19:20:53] <archivist> they wonder here why I giggle at the screen!
[19:20:53] <dan_the_welder> Hello
[19:21:20] <archivist> hi
[19:21:38] <dan_the_welder> I missed the giggley party!
[19:22:08] <archivist> we have a few jokers in here
[19:22:34] <dan_the_welder> I imagine, makes me want to go check XKCD
[19:22:53] <jymm> archivist: what does "on exit" mean?
[19:23:34] <archivist> jymm, getting laid off
[19:23:44] <dan_the_welder> ouch
[19:25:44] <dan_the_welder> I have a lathe threading question for anyone
[19:26:12] <fragalot> anyone isn't here right now
[19:26:13] <cradek> ask ask
[19:26:43] <cradek> if you warn us, we know to hide, but if you just ask, you take us by surprise and get an answer
[19:26:47] <dan_the_welder> do I have to have an encoder with the a channel for threading? Right now I just have an index pulse
[19:26:49] <dan_the_welder> ha ha
[19:27:27] <jepler> dan_the_welder: yes, in emc 2.2 you have to have a "hundred or so counts" encoder with at least A and Z channels
[19:28:08] <jepler> dan_the_welder: we're working on some things to allow "index-pulse-only" threading in the next version, but that's not ready yet in a stable release
[19:28:31] <dan_the_welder> Right now I just have an opto and a 'flag" so I guess I have to add an encoder or make a disk with a hundred or so holes and another opto
[19:28:57] <alex_joni> dan_the_welder: and for the index only threading you need a quite stable spindle speed
[19:29:09] <dan_the_welder> Oh, feature coming up? How soon, I am not really in a rush.
[19:29:25] <dan_the_welder> Well I have an AC induction motor
[19:29:31] <dan_the_welder> it does what it does
[19:29:48] <jepler> there are two answer to the "when" question: answer "A" is "right now, but you have to compile the unstable version yourself" and answer "B" is "we don't have a deadline"
[19:30:04] <SWPadnos> I vote A
[19:30:22] <dan_the_welder> True, not pushing or anything, but I have yet to try to compile anything.
[19:30:25] <SWPadnos> unless you're a bonehead
[19:30:46] <SWPadnos> er, I mean unless you'd prefer to use the stable, supported version
[19:30:58] <alex_joni> * alex_joni signs SWPadnos up for some diplomacy classes
[19:31:00] <dan_the_welder> raised hand "bonehead"
[19:31:29] <jepler> last month I tried to help a guy get *only* the improved 'encoder' module from CVS, though I'm not sure if it worked out for him or not. You can read the log of that discussion here:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-10-19.txt
[19:31:39] <SWPadnos> * SWPadnos heads off for diplomacy class :)
[19:31:50] <jepler> starting at about 14:35
[19:32:06] <jymm> archivist: Ah, sorry to hear that (really am)
[19:32:24] <archivist> jymm dunno when yet
[19:32:50] <jymm> archivist: Doesn't matter, just knowing that it'll happen is enough.
[19:33:15] <jymm> archivist: At least you got some heads up... some companys will take you down with them
[19:33:45] <jepler> dan_the_welder: (that link was for you; I guess I lapsed into developer-speak so I just wanted to make that clear)
[19:34:15] <jepler> in theory with that new 'encoder23' you hook up position-interpolated to spindle-pos-fb, and then you can thread with just index
[19:34:21] <dan_the_welder> I have some encoders but I think they are 1000 ppr or so, is there an upper limit related to latency?
[19:34:37] <alex_joni> depends what you want to use to read them
[19:34:59] <dan_the_welder> Last time I tried to thread my lathe would not go fast enough to do a coarse thread
[19:35:23] <alex_joni> if it's parport you use for reading the encoder, then 1000 ppr sounds a bit much
[19:35:28] <SWPadnos> for high-count encoders, and/or high spindle speeds, you will likely need hardware-assisted counting
[19:35:29] <dan_the_welder> yeah paraport
[19:35:33] <jepler> dan_the_welder: yes there is, and it's fairly low (if you're using parport). Ballpark figure, 1000 cycles per rev would limit you to threading at low hundreds of rpm at most
[19:35:35] <dan_the_welder> meh
[19:35:54] <dan_the_welder> i think my speed is set arounf 900 rpm
[19:36:15] <SWPadnos> well, that's 900k counts/minute, or 15kcounts/second
[19:36:15] <alex_joni> 900 rpm * 1000 ppr = 90kHz pulses
[19:36:21] <alex_joni> 900 even
[19:36:28] <SWPadnos> it may be possible, if your BASE_PERIOD is <20000 or so
[19:36:37] <SWPadnos> it's 900k/minute, not second
[19:36:39] <alex_joni> SWPadnos: you need about double than that
[19:36:48] <dan_the_welder> I am reading the irc log, thanks for the link
[19:36:58] <alex_joni> so roughly 30kHz BASE_PERIOD
[19:37:10] <SWPadnos> 20000 yields 50000 interrupts/sec, which should be fast enough
[19:37:17] <SWPadnos> it's 50 kHz :)
[19:37:32] <archivist> gear the encoder off the spindle to reduce count, maintain your own index pulse
[19:37:46] <dan_the_welder> I have the usual junk encoder box, maybe I can find something smaller, counts wise.
[19:37:55] <dan_the_welder> true
[19:37:59] <SWPadnos> that should work, but it's only a good idea if you have very good positioning of the index
[19:38:31] <dan_the_welder> I may wait, this lathe is a sad sad thing :(
[19:38:33] <archivist> gate it with a bit of ttl
[19:38:48] <SWPadnos> if there's any wobble in detecting the index (relative to the encoder pulses), you'll end up with odd position jumps
[19:39:07] <SWPadnos> since the encoder will sometimes be at 2000+1 and other times 2000-1 couts/rev
[19:39:11] <SWPadnos> counts
[19:39:51] <dan_the_welder> 10 year old Harbor freight mini, it needs some love. I got some linear bearings for it and was going to nuke the v ways
[19:40:07] <dan_the_welder> balls scews etc.
[19:40:29] <dan_the_welder> direct drive instead of the huge gear reduction and acmes it has now.
[19:41:27] <dan_the_welder> On the lathe tool table, is DIA 'tool tip radius" or just a holdover from the mill table
[19:43:21] <SWPadnos> there's a different type of tool table for lathes, which has X and Z offsets
[19:43:33] <BigJohnT> but it still has DIA
[19:43:38] <dan_the_welder> right, i understand that
[19:43:48] <SWPadnos> sure, I think that's the tip radius or something
[19:43:53] <SWPadnos> check the docs ;)
[19:44:07] <BigJohnT> I'm looking at them now :)
[19:44:10] <dan_the_welder> i have the docs but they are confusing
[19:44:23] <SWPadnos> oh. in that case BigJohnT is your man! :)
[19:44:29] <BigJohnT> The Pocket, FMS, DIA and Comment fields are as for mill format tool files. The ZOFFSET field is the
[19:44:31] <BigJohnT> same as the TLO field of mill format tool files.
[19:45:08] <BigJohnT> * BigJohnT waits for an answer so he can fix the confusion about DIA in a lathe tool table
[19:45:56] <dan_the_welder> right, i had this lathe working with the Mach software, but the GUI was a mess.
[19:46:54] <BigJohnT> where is cradek when you need him?
[19:47:04] <jepler> the radius is used for display in the AXIS gui, and in cutter radius compensation mode
[19:47:21] <cradek> it's diameter - is there somewhere it says radius?
[19:47:54] <jepler> I said radius, don't pay too much attention to me
[19:48:05] <dan_the_welder> no, I was just wondering what DIA has to do with a lathe tool
[19:48:22] <cradek> diameter and radius have an easy-to-remember conversion factor :-)
[19:48:23] <dan_the_welder> Drill bit sure, single point?
[19:48:32] <dan_the_welder> ha
[19:49:46] <cradek> in the upcoming EMC 2.3, G10 L1 takes radius (R word) if that's any consolation
[19:49:48] <archivist> I should introduce cradek to a couple of machines that attempt to change the dia/radius idea
[19:52:01] <BigJohnT> If cutter radius compensation is not used with a tool, it does not matter what number is in this column.
[19:52:24] <dan_the_welder> Ok, so ixnay on worring about that.
[19:53:15] <BigJohnT> is cutter comp used on a lathe often?
[19:53:51] <dan_the_welder> I am going to try to set up my tool table tonight. I have a gang tool set up so it should be interesting. It will be nice to have a GUI that really shows what is going on.
[19:53:59] <cradek> that's the easiest way to get a taper in the right place
[19:54:09] <SWPadnos> I would think so, especially for lathes with gang tooling or automatic tool changers
[19:54:32] <cradek> otherwise you have to worry about the tip radius yourself
[19:55:25] <cradek> dan_the_welder: I've put some gang tooling on my turret. only two tools though. it's no harder than normal.
[19:56:13] <dan_the_welder> I had this setup working before, but this is my first lathe in EMC
[19:56:32] <dan_the_welder> 5 tools gang style
[20:05:27] <dan_the_welder> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Lathe_Advanced_Features
[20:05:44] <dan_the_welder> what tool would be '9' orientation?
[20:07:09] <SWPadnos> a slitting saw or grinding wheel?
[20:07:49] <dan_the_welder> a live tool then?
[20:07:56] <SWPadnos> (maybe not useful for normal lathes, but a machine that has live tooling or other cutting apparatus could make use of it
[20:08:06] <archivist> * archivist notes the milling docs point to the same pic, so endmill
[20:08:06] <SWPadnos> sure, that's what I'm thinking (don't know for sure)
[20:08:13] <alex_joni> good night all
[20:08:19] <SWPadnos> night alex_joni
[20:08:25] <dan_the_welder> bye axex
[20:08:28] <dan_the_welder> alex
[20:08:31] <cradek> goodnight alex
[20:09:02] <cradek> 9 is for any tool where you want to consider the controlled point to be in the center of the circle
[20:09:15] <dan_the_welder> Live tool endmill for cuttiing a keyway, then
[20:09:22] <archivist> and there is a round insert shape available
[20:09:29] <dan_the_welder> ah ha
[20:09:32] <dan_the_welder> makes sense
[20:09:41] <cradek> those are good examples
[20:10:11] <cradek> I need to make a holder for a round insert, for cutting spheres
[20:10:18] <dan_the_welder> man, I though I was smart printing out the documentaion, but it has changed, changed I tell you!
[20:10:33] <dan_the_welder> easier to read in bed though
[20:10:36] <archivist> I printed as well :)
[20:10:50] <dan_the_welder> best 25$ i ever spent on a book
[20:10:53] <archivist> nearly a year out of date now
[20:10:58] <dan_the_welder> yeah
[20:11:25] <dan_the_welder> might be time for a second edition!
[20:11:39] <archivist> weekly...
[20:12:17] <SWPadnos> you can always get the EMC2 version from a year ago, which the documentation may accurately describe
[20:12:24] <SWPadnos> if you'd like to save a tree or anything
[20:12:26] <cradek> may
[20:12:28] <dan_the_welder> I can't afford the printing costs! Some one needs to invent an electronic document format.
[20:12:37] <archivist> BigJohnT, keeps up with documentation comments :)
[20:12:41] <SWPadnos> how about TIFF files?
[20:12:48] <cradek> or a way to view a document directly on the computer?
[20:12:56] <SWPadnos> that's crazy talk!
[20:13:01] <dan_the_welder> Yeah! What A great iDeA
[20:13:11] <dan_the_welder> heh
[20:13:52] <archivist_emc> what intarwebs direct to the machine is for!
[20:14:09] <dan_the_welder> I have a series of tubes.
[20:20:47] <jymm> dan_the_welder: your choice... braille or in morse code
[20:22:23] <BigJohnT_> BigJohnT_ is now known as BigJohnT
[20:24:46] <dan_the_welder> I need to run a tube out to my mill/lathe PC and update tonight its at least a year out of date. Mill still works fine though.
[20:25:10] <dan_the_welder> ooh, semaphore intarwebs
[20:25:38] <dan_the_welder> fix that unemployment problem right quick. Here is your flags, go stand on that hill.
[20:26:36] <BigJohnT> * BigJohnT wanders off to xml, xsl, html land
[20:28:13] <cradek> dan_the_welder: we could call it the 'new deal'
[20:28:44] <dan_the_welder> GDNND
[20:28:54] <dan_the_welder> Gnu deal is not New Deal
[20:31:44] <dan_the_welder> OK, I thank you gentlemen, I am out.
[21:21:24] <Paragon> Howdy All...
[21:23:11] <jepler> afternoon
[21:25:12] <Paragon> I have a question with regards to lathe beds. I have been offered a very nice Boxford AUD Mk 3(apparently the best one to get) Screw cutting gearbox, powered cross slide metric dials etc. This lathe has t V ways. On my current lathe a Granville Senior it has flat ways as does the Myford ML7. What are pro's and con's of each way type?
[21:25:40] <jepler> way over my head :-P
[21:26:43] <Paragon> LOL.... I guess it is horses for courses but some swear by V and some by flat beds.
[21:27:22] <Paragon> AnyWAYS I thought I ask ;-)
[21:27:23] <BigJohnT> I never look a gift horse in the mouth till I get home
[21:32:27] <Paragon> Not sure what to do here the lathe is up for around £1600 the Granville cost £250 and the small denford about £800 so this would be the single highest lathe purchase price I may be making and with that I hope to make the right decission as I hope to keep it for life... etc etc
[21:33:35] <BigJohnT> can you make test cuts on each one? and/or talk to the person that ran them?
[21:35:03] <Paragon> Not sure if I can as it is from a dealer. Though the dealer is highly thought of.
[21:35:43] <BigJohnT> I take it they are not under power at the moment...
[21:37:43] <Paragon> Correct. The lathe is in the middle of the floor surounded by lots of other machines. They have told me that it is a very nice lathe and looking at it, it does look clean except for a couple of minor digs on the unsuporting area of the bed.
[21:39:16] <BigJohnT> anytime I go look at a machine I make the string some wire over to it so I can test it under power
[21:39:16] <Paragon> It currently has a 3 phase motor but they can supply an inverter for around £70.
[21:39:49] <BigJohnT> rotophase or static?
[21:40:07] <Paragon> rotophase / static?
[21:40:14] <BigJohnT> the phase converter
[21:40:36] <Paragon> Not sure what the differences are?
[21:41:11] <BigJohnT> one is a bunch of caps and the other one has a three phase motor that you start with some caps and it generates the third leg
[21:41:42] <cradek> "a bunch of caps" barely works for my 1/6 HP coolant motor - I would never try to use it for a spindle
[21:42:02] <BigJohnT> cradek: just saved me some more typing
[21:42:08] <cradek> heh
[21:42:39] <SWPadnos> one is a bunch of caps, the other is a bunch of caps with a motor attached ;)
[21:42:42] <cradek> my convertor starts a huge motor (8hp) with a little weenie single phase motor, no need for nasty caps
[21:42:42] <Paragon> Its a digital inverter. I am guessing the motor is a delta star arrangemnet.
[21:43:03] <cradek> I have never looked back - it is 100% reliable
[21:43:26] <BigJohnT> cradek: you don't have any run caps to balance the voltage between phases
[21:43:39] <cradek> nope
[21:43:58] <BigJohnT> lucky guy
[21:44:13] <BigJohnT> Paragon: I missed that you said inverter not converter
[21:44:15] <cradek> even without the spindle running I think they measure within 10% or so
[21:45:12] <BigJohnT> I built an auto start for mine with a potential relay and some start caps
[21:45:34] <Paragon> Oh OK I was getting confused as this is new to me. But I think it's one of these type of things ...
http://cgi.ebay.co.uk/2Hp-1-5kw-1-to-3-Phase-Mitsubishi-Inverter-Converter_W0QQitemZ250321012904QQcmdZViewItemQQptZUK_Home_Garden_PowerTools_SM?hash=item250321012904&_trksid=p3286.c0.m14&_trkparms=72%3A1298|66%3A2|65%3A12|39%3A2|240%3A1318
[21:46:06] <BigJohnT> that is better than a static converter for sure
[21:46:39] <Paragon> Do they work well? I have heard that a 3 phase motor runs much smother than a single phase.
[21:48:30] <cradek> 3 phase motors are better in all ways, except that you don't have the right power to run them
[21:48:37] <archivist_> I have a mitsu on my spindle
[21:49:37] <cradek> for 2-3 HP motors max, you can get a single phase input VFD for not much cash, and all will be jolly from then on
[21:50:05] <archivist_> * archivist_ dealt with reboot discappears back to other box
[21:50:36] <Paragon> VFD = Varible Frequency Drive ?
[21:50:52] <cradek> yes
[21:51:02] <Paragon> :-)
[21:51:14] <archivist> some have 0-10v in as well
[21:53:20] <jepler> "variable frequency" refers to how it drives the motor .. it has no relationship to how it takes a speed input
[21:53:29] <jepler> but yeah 0-10V and modbus seem to be two common ways
[21:53:52] <Paragon> I'll have to look into that.
[21:54:44] <Paragon> This might do it ;-)
http://cgi.ebay.co.uk/45KW-60HP-INVERTER-3-PHASE-FAN-MOTOR-SPEED-CONTROLLR_W0QQitemZ160284747802QQcmdZViewItemQQptZUK_BOI_Industrial_Automation_Control_ET?hash=item160284747802&_trksid=p3286.c0.m14&_trkparms=72%3A1298|66%3A2|65%3A12|39%3A2|240%3A1318
[21:54:58] <archivist> most of the common cheaper vfd/converters are 220 3ph but there are also these
http://cgi.ebay.co.uk/2HP-240V-TO-415V-3-PHASE-INVERTER-CONVERTER-LATHE-MILL_W0QQitemZ160275250529QQcmdZViewItem?hash=item160275250529&_trksid=p3286.c0.m14&_trkparms=72%3A1298|66%3A2|65%3A12|39%3A1|240%3A1318
[21:56:12] <Paragon> 240 - 415v 3 phase. How does one know what one to go for?
[21:56:18] <archivist> Paragon, My generator could handle that one
[21:56:28] <Paragon> nice
[21:56:49] <Paragon> ie 240 3phase or 415v 3phase?
[21:57:21] <archivist> depends if the winding can be moved to delta from star
[21:57:44] <archivist> look on motor tag
[21:59:35] <Paragon> Just read somthing in the description of the item you just showed. 240v 3 ph requires dual voltage motors arranged in delta where as i am guessing that 415v is star.
[22:00:05] <archivist> that one I pasted, look at his ebay shop and have a read
[22:00:23] <archivist> yup
[22:00:50] <Paragon> archivist: Will do... Thanks Guys. Gotta go eat dinner be back soon.
[22:01:27] <archivist> Paragon, read carefully that one is different
[22:01:36] <archivist> can use star
[22:02:08] <Paragon> Yep
[22:06:55] <Paragon> Seen this ...?
http://stores.ebay.co.uk/Drives-Direct-Inverters-LTD
[22:07:15] <archivist> yes
[22:07:42] <Paragon> They don't seem very happy ;-)
[22:08:29] <archivist> not with Transwave
[22:09:03] <Paragon> Yeah not with transwave .... Oh Dear...
[22:11:04] <archivist> transwave stand at the ME shows hardly changes, seems over priced, and I asked about motor off load power use for the rotary, seems "lossy"
[22:12:45] <archivist> what I dont know, is can the inverters stand being left on as a workshop supply and motors switched on/off at will
[22:15:16] <Paragon> I have not looked into transwave but do they employ a 240v single phase motor driving a 3 phase motor as a generator that drive the 3 phase work motor?
[22:16:11] <archivist> single motor
[22:16:27] <archivist> not a motor alternator
[22:16:54] <Paragon> Oh OK ... I'll have to take a look at there site.
[22:18:43] <archivist> * archivist just was
[22:30:14] <Gamma-x> does emc have a test interface? kinda to see if all connections are good and proper... not backwards etc.
[22:44:40] <jepler> Gamma-x: no. you can use the various hal tools to inspect the state of inputs. due to the variety of systems that emc can accomodate, I doubt there's any "one size fits all" test interface possible
[22:45:51] <archivist> how can the software know what you mean
[22:47:00] <seb_kuzminsky> i've heard about a "test this axis" feature in the stepconf wizard, that sounds pretty cool
[22:47:11] <seb_kuzminsky> but it's limited to what that wizard understands
[22:47:46] <archivist> * archivist thinks that particular test needs work
[22:50:22] <toastatwork> those of you with rigid tapping, how fast do you guys run your taps
[22:55:02] <archivist> while I have not done rigid I do run a few hundred rpm for machine taps
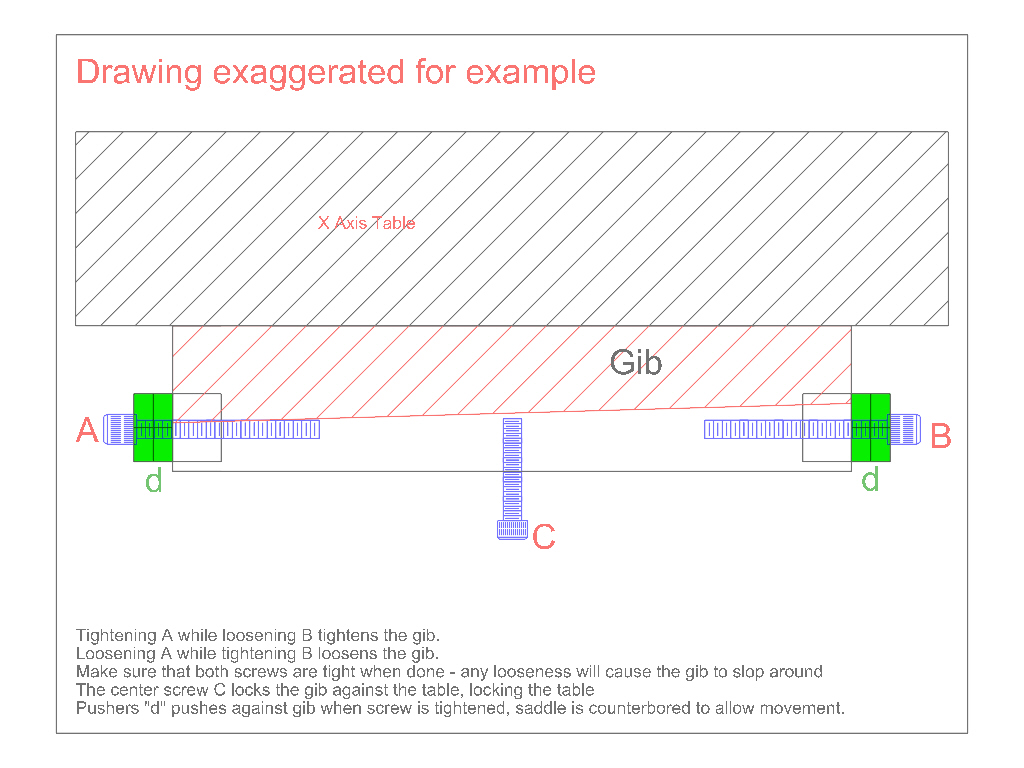
[22:59:20] <anonimasu> hmm.. I wonder how they make gibs in box ways adjustable..
[22:59:52] <anonimasu> http://www.fadalcnc.com/Boxway%20Construction%20Solution1_Page_4.jpg
[23:03:17] <archivist> anonimasu, I assume the front rear adjust is against the rear box
[23:05:00] <anonimasu> hm, that I dont know
[23:05:15] <anonimasu> it seems odd as you can never fit a adjustment screw like that
[23:05:20] <anonimasu> unless the saddle is completely hollow
[23:05:39] <archivist> taper gibs probably
[23:05:56] <anonimasu> that sucks
[23:06:20] <archivist> noo they are normally nice
[23:07:04] <anonimasu> I dont agree
[23:07:05] <archivist> I hate the drill dent and grub screw type
[23:07:12] <anonimasu> and not for a box way
[23:07:29] <anonimasu> for _\ ways it's alot better
[23:07:35] <anonimasu> with a box way you get alignment issues
[23:07:44] <anonimasu> (that's what I think)
[23:09:30] <anonimasu> maybe making the end's shimmable is a better idea for what I want
[23:09:54] <anonimasu> steel shim and tighten with a torque wrench
[23:10:30] <anonimasu> and allow for the same deal in the Z axis direction
[23:10:33] <BigJohnT> Gamma-x: for servos you look in Machine/Calibrate for the servo calibration window...
[23:12:40] <anonimasu> hmm..
[23:12:48] <Gamma-x> thnls
[23:13:17] <anonimasu> hey dmess
[23:13:20] <anonimasu> I've got a question for you
[23:13:25] <anonimasu> how do they make box ways adjustable
[23:13:31] <anonimasu> (err with adjustable gibs)
[23:13:44] <anonimasu> like:
http://www.fadalcnc.com/Boxway%20Construction%20Solution1_Page_4.jpg
[23:15:20] <BigJohnT> just like the taper adjustments on other ways
[23:15:57] <anonimasu> I have no idea how that looks
[23:16:17] <BigJohnT> like 2 door shims...
[23:16:33] <BigJohnT> one fixed one movable
[23:16:43] <BigJohnT> very long taper on each part
[23:17:10] <archivist> taper gib as Im saying
[23:18:26] <BigJohnT> http://www.marathon-excel.com/rollshoes.JPG.
[23:18:38] <BigJohnT> screw SC is the one that adjusts the gib
[23:20:11] <archivist> and one the other end to avoid lock when it moves
[23:21:00] <archivist> unless its the design with a slot for the screw to pull as well
[23:21:15] <BigJohnT> looks like the slot kind
[23:21:22] <anonimasu> other end?
[23:22:19] <archivist> tape gibs have a screw both ends to set an absolute position
[23:22:23] <BigJohnT> if you tighten screw SC to take out the slack on the other end sometimes there is a screw to lock the gib in place
[23:22:31] <skunkworks> or big machine has recirculating roller bearings. (square ways)
[23:22:36] <skunkworks> our
[23:22:43] <BigJohnT> loosen one tighten the other to move the gib
[23:23:08] <dmess> 2 wedges... 1 fixed to the box way.. the other is adjustable off toh 1st ...
[23:23:34] <anonimasu> I see
[23:24:53] <dmess> usually 1 long one or 3-4 in various combinations of long and short
[23:25:12] <BigJohnT> http://www.cartertools.com/gibx.JPG now you see for sure :)
[23:25:43] <dmess> nicely done bigJ
[23:25:47] <anonimasu> ah, nice!
[23:25:59] <dmess> Big J you play guitar??
[23:26:11] <BigJohnT> nope
[23:26:26] <anonimasu> most smaller machines dosent seem to have 2 pieced ones :)
[23:27:03] <dmess> oh ok... it just that im the proud new owner of 8 martin packpacker guitars... and need to find a good home for a few...;)
[23:27:26] <archivist> a lot of the taper ones have the other part solid with the carriage not separate
[23:27:52] <Gamma-x> i have a general milling question.
[23:28:00] <dmess> ive been writing lines " i shall not e-bay without adult supervision" all day
[23:28:18] <dmess> milling flour... shoot
[23:28:31] <anonimasu> :)
[23:28:46] <dmess> i needed 4 ;(
[23:28:56] <BigJohnT> dmess: I don't even know what that is... :/
[23:29:21] <anonimasu> wheat?
[23:29:24] <anonimasu> err ground wheat
[23:29:24] <anonimasu> :p
[23:29:27] <Gamma-x> say u have a 5 x5x5 block and u want to make a square bowl that is 3x2x3, how would u mill the bottom off to make it not so.. "tall"
[23:29:43] <BigJohnT> bandsaw
[23:29:58] <Gamma-x> are u serious?
[23:30:03] <BigJohnT> yep
[23:30:17] <anonimasu> I agree
[23:30:24] <BigJohnT> much faster and you don't waste material
[23:30:31] <dmess> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWAX:IT&item=200274420529
[23:30:42] <anonimasu> if I had to mill it I'd just cut it with my facemill..
[23:30:53] <Gamma-x> what if ur making aerospace components and u need exact measurements
[23:31:05] <BigJohnT> the closer you can get it by sawing the faster you can machine it
[23:31:05] <Gamma-x> anonimasu, hey! whats up man.
[23:31:11] <archivist> still finish mill
[23:31:21] <anonimasu> cut it with a bandsaw then mill it :)
[23:31:24] <Gamma-x> just flip it over in the vise?
[23:31:31] <dmess> 2 " button cutter and bark it into the chip bin.. boss should have gotten the right size mat'l if he didnt want to waste it
[23:31:59] <anonimasu> Gamma-x: flip?
[23:32:01] <BigJohnT> now you want to know how to size a piece of material?
[23:32:15] <BigJohnT> and square it up?
[23:32:21] <dmess> i can bark tha off faster than you can saw it off... 100% guarenteed
[23:32:23] <Gamma-x> i guess haha
[23:32:51] <anonimasu> Gamma-x: Just saw it then facemill it until it's tight enough
[23:32:58] <Gamma-x> im assuming u always size up the piece that go from there correct?
[23:33:16] <anonimasu> well, I usually cut one face flat
[23:33:31] <Gamma-x> like size it then mill it
[23:33:35] <anonimasu> then flip it over on the vise and cut the other side flat until im correct
[23:33:43] <Gamma-x> got it
[23:33:53] <BigJohnT> if you put the material in your vise with one parallel and as low as possible and mill it flat you now have two faces that are square to each other
[23:34:00] <Gamma-x> ive been trying to think of ways to make money with my machine... once i get it running.
[23:34:11] <dmess> all mat's is qualified to +/- .08"-.12" but forgings can have +/-.250" on them
[23:34:25] <anonimasu> dmess: he's not doing production machining
[23:34:27] <Gamma-x> any improvements in the new emc?
[23:34:36] <anonimasu> dmess: yet
[23:34:39] <BigJohnT> almost daily
[23:34:57] <Gamma-x> BigJohnT, there a website with updates?
[23:35:07] <BigJohnT> Gamma-x: it is almost christmas again...
[23:35:08] <anonimasu> Gamma-x: the joy of a cnc is that you dont need to measure as often ;)
[23:35:22] <Gamma-x> tru
[23:35:27] <dmess> well if he isnt a machinist... "just has a machine" he aint getting any of my plane parts...;)
[23:35:28] <BigJohnT> the main EMC web page
[23:35:31] <Gamma-x> BigJohnT, yeah i know haha
[23:36:01] <anonimasu> dmess: comeon, everyone dosent get pre-ground stuff to stick in their lathe
[23:36:09] <anonimasu> :p
[23:36:30] <Gamma-x> i need to buy some up some bits.
[23:36:33] <Gamma-x> build my collection
[23:37:04] <anonimasu> the key to making things fast/easy is fixturing
[23:37:05] <anonimasu> :)
[23:37:37] <dmess> no i get forged bar.... and work it from ther my friend...
[23:38:23] <dmess> how would you drill a 2" hole 38" deep in 300m steel??
[23:38:25] <Gamma-x> has any work been done to the digitizing side of the software?
[23:38:47] <dmess> then finish bore it???
[23:39:51] <jepler> Gamma-x: yfes, the development version has some interesting additions to G38.2 probing
http://linuxcnc.org/docs/devel/html/gcode_main.html#sub:G38.2:-Straight-Probe which make smarter probing algorithms using gcode o-words possible
http://cvs.linuxcnc.org/cvs/emc2/nc_files/smartprobe.ngc?rev=1.2
[23:40:04] <anonimasu> dmess: I have no remote clue
[23:40:14] <archivist> gun drill :)
[23:40:15] <Gamma-x> jepler, thats some exciting news.
[23:40:31] <Gamma-x> jepler, ive always thought that the digitizing will bring more people to emc.
[23:41:32] <jepler> here's an image that shows probing of a simulated sphere -- there is relatively little wasted motion due to the smarter algorithm.
http://timeguy.com/cradek-files/emc/smartprobe.png
[23:41:32] <anonimasu> emc still lacks stuff to make it really useful
[23:41:40] <anonimasu> like coordinate system and stuff
[23:41:45] <dmess> what about 3.5" x 56" deep??? forged 7075-t76 aluminum.... and will it grow or shrink while drilling??
[23:41:47] <anonimasu> that's were probing is really sweet
[23:42:24] <dmess> you mean coordinate rotation??
[23:42:45] <anonimasu> the material will expand from the heat making the hole bigger when it cools
[23:42:54] <anonimasu> unless you can keep it constant enough :)
[23:42:57] <anonimasu> dmess: yeah
[23:43:00] <dmess> what about the PART???
[23:43:13] <Gamma-x> jepler, u have a digitizer?
[23:43:15] <jepler> Gamma-x: nope
[23:43:19] <anonimasu> part?
[23:43:46] <archivist> gun drill has enourmous coolant pressure
[23:44:51] <dmess> when we drill the aluminum part... it grows .015" in the machine while drilling... then in the next 12 -18 hrs it shrinks .03"..... we then finish turn the o/d and it grows ...about .01"
[23:47:02] <dmess> forgings are alive.... not always the nicest form of raw material... especially with this JIT crap... used to was when you got a forging it had sat around for 6 months to 1 yr... now the darn things seem like tey are still warm..
[23:50:20] <archivist> I turn long thin items, often they go out of true and bend while being machined
[23:51:43] <dmess> long and thin is Swiss territory...nice stuff to run... a bite of a biache to set up though
[23:52:34] <archivist> i want to "obtain" the swiss machine in the basement and cnc it
[23:52:46] <dmess> LOL
[23:53:21] <archivist> http://www.archivist.info/cnc/works2008/P1010226.JPG
[23:54:03] <archivist> boss is offering machines as part of severance
[23:54:04] <dmess> i had a DMG in the showroom that could present 27 tool to 2 spindles in a 12"x12"x18" envelope... it was digusting the part i could do in 1 op 1 machine
[23:54:28] <dmess> that dont sound so good... ;(
[23:54:31] <archivist> I have some Citizen samples here
[23:55:32] <dmess> it would take about 6 -8 axes to cnc that baby
[23:56:01] <archivist> emc can do that :)
[23:56:27] <dmess> yeah i know... but steppers would do
[23:56:51] <dmess> they wont all be working at the same time
[23:57:11] <archivist> it has a live tool as well iirc
[23:57:21] <dmess> servo on the carriage drive..
[23:57:46] <dmess> oh really.. where.. or is the attatchment not on
[23:58:12] <archivist> not on, think it sits on that pin
[23:58:46] <dmess> gottya it very well could... what make and model machine is this??
[23:59:09] <archivist> Bechler
[23:59:39] <dmess> they are good equipment... have a friend has 12-15 of them
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}