Back
[01:05:12] <mariooliveira> i tryed to register on www.arceurotrade.co.uk but it doent save i filled all the * requirements. im from portugal anyone knows if its a bug or im missing someting? i sent them a mail?
[01:08:51] <mariooliveira> dam it was password was too short i think
[01:08:56] <mariooliveira> :)
[01:32:17] <mariooliveira> what is the 4th axis (rotating piece ) motor advise 180 cm or 220 cm?
[01:45:39] <h2i> http://www.blendernation.com/2006/05/06/cad-tool-caliper-script/ -- "With the extensibility afforded by Python, is there any reason Blender could not become a fully featured CAD/CAM/CAE app?" -- comments?
[01:45:54] <fenn> not gonna happen
[01:46:08] <h2i> i figured, but i don't know why
[01:46:34] <fenn> blender is an artistic program with no internal sense of materials, solids, precise geometry
[01:46:42] <h2i> looking for the argument against it right now
[01:46:49] <h2i> nevermind
[01:46:50] <fenn> it's been tried and failed
[01:47:03] <fenn> google for blendercad
[01:47:47] <fenn> also keep in mind most of the people pushing for "CAD" on blender are architects
[01:48:07] <fenn> building construction artists, that is to say
[01:48:24] <DanielFalck> how do you even draw a simple straight line in blender anyway ?
[01:48:36] <fenn> i dont think you can :)
[02:12:27] <mariooliveira> hello just bought 1x 220ncm 3x 180 ncm and 2x 36ncm stepper motor :) 100 pounds plus 30 for delivery
[02:12:51] <mariooliveira> now i have to study software :(
[02:12:54] <mariooliveira> lol
[02:14:19] <mariooliveira> tanks for the tips and free beer for everyone :)
[02:18:57] <h2i> thanks fenn and DanielFalck
[02:23:32] <Twingy> DanielFalck: I'm compiling blender right now to resume some nurbs development
[02:25:35] <DanielFalck> Twingy: I've been looking at blender, from the python scripting end of things, but I have no clue how to use the program itself
[02:26:11] <Twingy> ah, I wrote a ray tracer for blender a few years back
[02:26:22] <Twingy> I wrote a python gui to invoke it with blender geometry
[02:28:20] <DanielFalck> so you were able to bypass the gui completely : )
[02:30:39] <DanielFalck> the blender gui
[04:16:00] <fenn__> fenn__ is now known as fenn
[08:52:31] <dimas__> dimas__ is now known as ra3var
[08:52:35] <ra3var> ra3var is now known as ra3vat
[09:44:23] <anonimasu> hm..
[09:45:46] <anonimasu> anyone awake?
[09:52:56] <fenn> meep
[09:57:29] <anonimasu> I were pondering about end bearings for a ballscrew
[09:57:30] <archivist_ub> nope
[09:57:48] <anonimasu> however.. it seems skf had a better idea in their catalog how to do it
[09:58:26] <fenn> dual angle contact on the end with the pulley, radial or needle bearing (no thrust loads) on the opposite end
[09:58:50] <anonimasu> yep
[09:58:50] <fenn> that way, thermal expansion doesn't kill your bearings
[09:59:12] <anonimasu> that's like the spindles are designed too I think
[09:59:22] <anonimasu> the bearing at the top not fixed..
[09:59:24] <fenn> huh. i guess so
[10:00:18] <fenn> apparently deckel mills have a big tapered hydrodynamic bearing on one end
[10:00:31] <fenn> and an angular contact? ball bearing on the other
[10:00:43] <anonimasu> I were thinking of having a thrist bearing and preload very hard with a spring washer it to take up slop
[10:00:50] <anonimasu> and then a radial bearing to center the screw
[10:01:08] <fenn> you need two thrust bearings
[10:01:09] <anonimasu> but that's damn complex compared to two angular contact bearings
[10:01:21] <anonimasu> I have a double one
[10:01:40] <fenn> ok, i can't picture that for some reason
[10:01:49] <anonimasu> hold on
[10:03:28] <anonimasu> skf part no 52204
[10:04:10] <anonimasu> Thrust ball bearings, double direction
[10:04:22] <anonimasu> http://www.skf.com/skf/productcatalogue/servlet/productImage?prodid=1640012205&imperial=false&lang=en
[10:09:20] <archivist_ub> hmm I shall need one for my ball screw that I got the other day
[10:10:42] <anonimasu> I were about to start cutting something, but it seems I should check what SKF wants for a set of bearings..
[10:10:56] <anonimasu> matched and preloaded and all..
[10:11:11] <anonimasu> it's probably too expensive.
[10:11:14] <archivist_ub> heh that will be the bit I dont want to hear...the price
[10:11:58] <anonimasu> well, it dosent cost anthing to ask
[10:11:58] <anonimasu> :)
[10:13:21] <archivist_ub> wont be as cheap as
http://www.arceurotrade.co.uk/Catalogue/Bearings/Needle-Roller-Thrust-Bearings
[10:14:07] <archivist_ub> or ball
http://www.arceurotrade.co.uk/Catalogue/Bearings/Thrust-Ball-Bearings
[10:14:29] <anonimasu> hehe
[10:14:42] <anonimasu> you mean the one I pasted..
[10:14:45] <anonimasu> that ones pretty cheap
[10:14:58] <anonimasu> but a matched set of angular ball bearings are $$$$
[10:15:23] <anonimasu> I'd like that as they are preloaded already and I dont have to try to preload them myself..
[10:16:55] <anonimasu> http://www.skf.com/skf/productcatalogue/servlet/productImage?prodid=1673010035&imperial=false&lang=en
[10:16:56] <anonimasu> wow :D
[10:20:39] <anonimasu> hey dushantch
[10:21:19] <archivist_ub> buy a qty of angular contact and make your own?
[10:21:40] <anonimasu> how do you get a set amount of preload?
[10:21:54] <archivist_ub> I imagine there is a lot of part selection to get those assemblies right
[10:22:46] <anonimasu> yeah.. im going to check what skf wants for set..
[10:23:00] <anonimasu> http://www.skf.com/skf/productcatalogue/servlet/productImage?prodid=1672011545&imperial=false&lang=en
[10:23:01] <anonimasu> like that
[10:25:16] <dushantch> Hi :)
[10:27:08] <dushantch> this is a nice solution, especially for smaller machines
[10:28:36] <anonimasu> the bearings I pasted?
[10:29:40] <dushantch> people usualy make the bearing lid and too small and screws too long, but lot of rigidity comes from it.
[10:29:49] <dushantch> anonimasu: yes
[10:29:55] <anonimasu> * anonimasu nods
[10:30:07] <anonimasu> I'm going to check the price for a set at monday
[10:31:35] <dushantch> there are end sets, completly with bearing, nut, housing, lid etc. good solutions
[10:31:43] <anonimasu> yeah.. but they are $$$$$
[10:31:55] <anonimasu> im looking at just a set of preloaded bearings
[10:32:03] <dushantch> ofcourse :)
[10:33:03] <dushantch> anonimasu: using them on drive side?
[10:33:13] <anonimasu> yes
[10:33:32] <dushantch> and the other side is axially free?
[10:34:13] <anonimasu> supported by a bearing
[10:34:39] <anonimasu> a radial bearing..
[10:34:41] <dushantch> ofcourse, radial
[10:35:05] <anonimasu> im thinking if the preloaded set if cheap enough I can justify buying one..
[10:35:13] <anonimasu> as compared to trying to get a set of bearings preloaded myself
[10:35:30] <anonimasu> http://www.skf.com/skf/productcatalogue/servlet/productImage?prodid=1673020204&imperial=false&lang=en <- the complete solution $$$$
[10:36:18] <anonimasu> http://www.skf.com/skf/productcatalogue/Forwarder?action=PPP&lang=en&imperial=false&windowName=null&perfid=167201&prodid=1672011545 <- that's more sane
[10:38:08] <dushantch> that big one is 4-5 times stiffer
[10:38:41] <anonimasu> dushantch: Yes, but at +$500
[10:38:54] <dushantch> you should see how stiff is the rest of your shaft assembly, and use the one that's at that level
[10:38:58] <anonimasu> the small one is smalelr..
[10:39:36] <dushantch> I mean why use something like 1000N/um when the rest is like 100N/um at best :)
[10:39:57] <anonimasu> http://www.skf.com/skf/productcatalogue/Forwarder?action=PPP&lang=en&imperial=false&windowName=null&perfid=167201&prodid=1672012052 <- that's a 20mm double
[10:41:03] <dushantch> I don't get are you looking for 15 or 20mm shaft?
[10:41:06] <anonimasu> http://www.skf.com/skf/productcatalogue/Forwarder?action=PPP&lang=en&imperial=false&windowName=null&perfid=167301&prodid=1673010204
[10:41:12] <anonimasu> I cant remember..
[10:41:14] <anonimasu> :)
[10:41:27] <anonimasu> compare the last two..
[10:42:38] <dushantch> anonimasu: what's your shaft stifness at max length?
[10:44:20] <anonimasu> I dont know
[10:44:34] <anonimasu> I dont have the specs of the screw here
[10:44:38] <dushantch> let me find the calculations, I did them 5 years ago
[10:46:23] <anonimasu> ok
[10:47:37] <anonimasu> 7.6kn if the max stiffness atleast..
[10:48:05] <anonimasu> just a sec
[10:49:04] <anonimasu> dushantch:
http://www.linearmotion.skf.com/en/0/datasheet-pid455351cat173--.html
[10:53:50] <dushantch> then your screw is 16mm dia?
[10:55:32] <anonimasu> yes
[10:55:34] <dushantch> so here goes the calculus: C=stiffness
[10:56:42] <dushantch> 1/C=1/Cbearing+1/Cshaft+1/Cnut+1/Cnutmount
[10:57:30] <dushantch> so cummulative stiffness C=1/(!/Cb+1/Cs+1/Cn+1/Cnm)
[10:58:50] <dushantch> you get diminisnihg returns if some of them are too different from others
[10:59:12] <anonimasu> * anonimasu nods
[10:59:18] <anonimasu> I'll calc that in a bit
[11:00:54] <dushantch> anonimasu: your shaft stifness is E*A/lmax
[11:01:03] <dushantch> E- modulus of elasticity
[11:01:21] <dushantch> A- surface of minimum crossection
[11:01:44] <dushantch> Lmax-maximum length from your axial fix
[11:03:28] <fenn> good old impedance matching
[11:04:19] <fenn> never underestimate the bandwidth of a fully loaded CNC lathe hurtling across the machine shop
[11:04:45] <dushantch> well we're doing this for static load, dynamics are uglier, a lot
[11:06:41] <anonimasu> * anonimasu nods
[11:07:12] <anonimasu> fenn: 2ton ~ at 500hz :p
[11:09:55] <archivist_ub> hmm comparing your 2 tons v my 40mm screw I got from ebay
[11:10:21] <anonimasu> my screw?
[11:10:49] <archivist_ub> yes
[11:10:53] <anonimasu> :)
[11:11:07] <dushantch> btw, rigidity of shaft would be 2x better if you could make axial preloaded on both sides of shaft, but it's a little complicated to preload
[11:11:25] <anonimasu> it's the same size as the stock screw for the machine I think the engineers that made it knew what size was proper ;)
[11:12:25] <anonimasu> :)
[11:12:56] <anonimasu> dushantch: that's insanely complicated :/
[11:13:01] <dushantch> because then you'd make a parallel construction, not serial one
[11:13:12] <dushantch> anonimasu: no it's not :)
[11:13:50] <dushantch> one preloaded at one side, one on other, and preload on extension, not compression
[11:14:42] <dushantch> I meant 1 preloaded pair on one side ofc.
[11:15:06] <dushantch> but dunno, backslash is usually bigger than our elastic play :)
[11:18:05] <anonimasu> :)
[11:18:11] <anonimasu> I dont think I'll preload
[11:18:21] <fenn> problem with shaft rigidity is shaft whip (jump rope) usually at harmonics of critical frequency
[11:18:24] <anonimasu> it's stiff enough for my machining
[11:18:41] <dushantch> fenn: true
[11:18:54] <fenn> also you need a bigger diameter to get higher travel per turn without ridiculous helix angle
[11:19:19] <fenn> this is why screws are bigger than they need to be just to move the load
[11:19:33] <dushantch> so you try to make it more rigid so that it's frequency is larger than autoinduced on the machine
[11:19:58] <dushantch> and try to axially stress it :) if you can
[11:20:20] <fenn> dunno, i havent heard of anyone doing axial preload, not sure why
[11:22:05] <anonimasu> I think the ciritical speed for my screw is alot higher then I can spinit :)
[11:22:11] <dushantch> well, they tought us it's used for larger machines, big dimensions etc, as it's more complicated
[11:22:31] <anonimasu> my big mill has it done like that
[11:24:00] <dushantch> and because that way you have it stressed for pull, not compression (if you do 1 pair of bearings) the shaft whip is a lot smaller
[11:24:00] <anonimasu> but it looks really funky :)
[11:24:41] <anonimasu> * anonimasu nods
[11:53:59] <archivist_ub> hmm ball screw design data in
http://www.danahermotion.com/website/com/eng/download/document/BallScrews_and_BallSplines.pdf
[11:55:07] <archivist_ub> bleh now to the horrible job outside car fixing
[11:57:06] <anonimasu> :)
[11:58:23] <archivist_ub> looks like my screw needs a big machine
[11:59:15] <anonimasu> hehe
[11:59:19] <archivist_ub> supposedly for the knee on a huron
[11:59:51] <archivist_ub> one thing odd is 6mm pitch
[12:04:02] <Paragon> hello all, I have a question regarding digital control of mill spindle via EMC pwm. I currently am using a an SCR controller that take 240vac and converts it to 0 - 90vdc by way of a potentiometer that connects to three pins on the SCR speed control board. The pins are also floating. How could I replace the pot for digital control via EMC?
[12:22:47] <BigJohnT> wow he didn't wait very long
[13:43:10] <stuste1> cradek: Did your balls arrive? How is the ballscrew looking?
[14:00:21] <JymmmEMC> Wow, for a graffitti artist, he's pretty good...
http://www.banksy.co.uk/outdoors/horizontal_1.htm
[14:00:46] <JymmmEMC> stuste1: Isn't that, um, a lil personal to ask such things?
[14:01:14] <anonimasu> h,,
[14:02:37] <JymmmEMC> anonimasu: ?
[14:07:26] <anonimasu> just my keyboard getting stuck :)
[14:09:37] <archivist_ub> this is one of the few places where its ok to discuss ones balls
[14:12:11] <anonimasu> I think im going to purchase a set of duplex bearings.
[14:12:26] <anonimasu> like the skf ones I were looking at..
[14:15:37] <JymmmEMC> archivist_ub: Maybe, but inquiring if one's balls have ARRIVED, kinda implies that they have DEPARTED at one point. So, whatever arrangement that cradek and his wife have made when/what/where/how his balls can be used does seem kinda personal though.
[14:16:16] <JymmmEMC> anonimasu: for leadscrew?
[14:16:23] <anonimasu> yep
[14:16:43] <JymmmEMC> anonimasu: Let me know how they work out for you and where you got them from.
[14:17:15] <anonimasu> JymmmEMC: skf..
[14:17:19] <JymmmEMC> By duplex, you mean angular contact bearings, or something else?
[14:17:23] <archivist_ub> going for
http://www.skf.com/skf/productcatalogue/servlet/productImage?prodid=1640012205&imperial=false&lang=en ?
[14:17:45] <anonimasu> uh.. no
[14:17:55] <archivist_ub> the better ones
[14:18:04] <JymmmEMC> oh, why are they better?
[14:18:19] <anonimasu> http://www.skf.com/skf/productcatalogue/Forwarder?action=PPP&lang=en&imperial=false&windowName=null&perfid=167201&prodid=1672012052
[14:18:25] <JymmmEMC> a pair of AC bearings per end seems much better
[14:18:32] <anonimasu> they are leadscrew bearings..
[14:18:34] <anonimasu> matched pair..
[14:18:38] <anonimasu> with preload
[14:18:58] <JymmmEMC> Ok, they ARE AC bearings, just preloaded.
[14:19:04] <anonimasu> yep
[14:19:07] <anonimasu> matched pair..
[14:19:33] <anonimasu> I were thinking of a thrust bearing then a radial bearing to center up the screw first..
[14:19:37] <JymmmEMC> what's the damage on them (per pair) ?
[14:19:40] <anonimasu> but it looks like it's too much work..
[14:20:02] <anonimasu> I dont know yet.. if it's less then $500 I'll buy them..
[14:20:10] <JymmmEMC> PER PAIR?!
[14:20:18] <anonimasu> uh.. per bearing..
[14:20:29] <anonimasu> thoose 2 bearings are one unit..
[14:20:42] <JymmmEMC> $1000 per leadscrew?!
[14:21:07] <anonimasu> I dont know the price.. they are probably expensive
[14:21:20] <anonimasu> monday I'll know
[14:21:24] <JymmmEMC> k
[14:22:10] <anonimasu> it looks like it's the easiest solution
[14:22:53] <anonimasu> I had a elaborate setup with anuglar contact bearings before it worked well, but getting the proper preload was hard
[14:23:35] <JymmmEMC> you had play between the bearings?
[14:24:21] <anonimasu> I had angular contact roller bearings..
[14:24:28] <anonimasu> and at some point they started to stick..
[14:24:31] <anonimasu> with hard preload
[14:24:53] <JymmmEMC> I guess I don't understand "pre-loading" in this context
[14:25:14] <archivist_ub> dirt in them?
[14:27:01] <anonimasu> no
[14:28:00] <anonimasu> JymmmEMC: tightening the bearings against eachother to make the bearing arrangement slop free
[14:29:49] <archivist_ub> unless you can measure tightening torque its easy to overload the bearings
[14:29:54] <anonimasu> yep
[14:30:55] <archivist_ub> hence the car method turn till touching then 1 flat or x degrees
[14:31:13] <anonimasu> I have a torque wrench ;)
[14:32:11] <archivist_ub> Ive just been abusing the torque wrench on the car suspension
[14:32:27] <anonimasu> but still..
[14:32:41] <anonimasu> I figure it's less problematic to just buy a set of bearings..
[14:32:47] <anonimasu> even if it's more expensive..
[14:32:49] <archivist_ub> true
[14:33:04] <anonimasu> I mean.. you get a specified thing that'll do it's thing..
[14:33:31] <anonimasu> even though it costs a bit more
[14:33:42] <archivist_ub> are you rebuilding a worn machine then
[14:33:54] <anonimasu> no, retrofitting
[14:34:48] <anonimasu> it's a manual machine :)
[14:35:52] <archivist_ub> ah fun
[14:36:32] <anonimasu> it's a nice machine so it'll probably make nice parts
[14:37:11] <archivist_ub> I want to do a retrofit one day, fancy getting an old machine with outdated controls, monitoring ebay for fodder at the right price
[14:38:40] <anonimasu> this is a schaublin 13
[14:40:10] <archivist_ub> http://www.lathes.co.uk/schaublinmiller/index.html
[14:40:20] <anonimasu> yep
[14:43:25] <archivist_ub> we have a few shaublin lathes 70's and a 120
[14:44:06] <archivist_ub> 120VM 1956
[14:44:57] <archivist_ub> needs the bed regrinding and tailstock needs repair else does good work
[14:45:05] <anonimasu> yep
[14:45:19] <anonimasu> they are great machine
[14:45:20] <anonimasu> s
[15:41:59] <ra3vat> ra3vat is now known as dimas_
[15:49:44] <dushantch> anonimasu: that shaft should be like 3,21N/um for 1m max length so getting bearings that are like 600N/um could be a little too much :)
[15:52:11] <dushantch> that 16mm ball bearing shaft I mean
[15:53:15] <dushantch> and its max axial play is .07mm
[16:02:06] <anonimasu> dushantch: I'll either have dual nuts.. or order a backslash free nut for it..
[16:03:19] <dushantch> anonimasu: yeah, but that dimension of shaft has 3.21N/um rigidity per meter, shaft rigidity, not nut
[16:05:15] <anonimasu_> dushantch: I've got about 0.4 meter of travel
[16:05:33] <anonimasu_> for the longest axis
[16:06:01] <dushantch> then it's like 12,8N/um
[16:06:06] <dushantch> best case
[16:06:21] <dushantch> for 16mm dia, 2mm pitch shaft
[16:07:05] <anonimasu_> that's not too bad
[16:08:20] <dushantch> :) it's not
[16:08:43] <anonimasu_> not?
[16:08:48] <dushantch> but I just say that 600N/um or more bearings are a waste of money :)
[16:08:59] <anonimasu_> hehe.. we'll see what they cost
[16:09:08] <dushantch> true
[16:09:26] <anonimasu_> time > money for me :)
[16:09:32] <tomp> dushantch: please give me a layman's description of the N/um unit as used to describe stiffness. force per micron?
[16:09:51] <anonimasu_> force to displace the screw 1µm
[16:09:56] <anonimasu_> right?
[16:10:01] <dushantch> yep like for one micron of play you need that much force
[16:10:09] <tomp> gotcha thanks
[16:10:23] <dushantch> stiffness :)
[16:10:53] <tomp> wow, maybe you never saw a chinese 3in1... .00xN/meter ;)
[16:11:02] <anonimasu_> haha
[16:11:08] <anonimasu_> I hope the rest of the machine is stiff enough ;)
[16:11:16] <tomp> only the cast parts
[16:11:22] <dushantch> true
[16:11:27] <anonimasu_> I think the ways and stuff are really nice it looks like snowflakes where it's scraped
[16:13:02] <dushantch> hah, I was out of touch, look at this nice recirculating ROLER nuts :)
http://www.linearmotion.skf.com/upload/video/driving/recirculating.html
[16:13:11] <anonimasu_> lol
[16:13:24] <anonimasu_> dushantch: care to elaborate where you found thoose formulas for calculating stiffness?
[16:13:27] <dushantch> And planetary roler nuts too :)
[16:13:33] <anonimasu_> <3
[16:14:34] <dushantch> anonimasu_: Faculty of mechanical engineering in Belgrade, Manufacturing engineering, subject: Designing Manufacturing Systems, 5'th year
[16:14:57] <dushantch> anonimasu_: got 9 out of 10 :)
[16:15:11] <anonimasu_> mm
[16:15:57] <dushantch> they're learnt earlier in 2nd year, but used on real things in 5th :)
[16:18:27] <anonimasu_> im hoping to enter a engineering programme next year sometime
[16:19:12] <anonimasu_> but im afraid of all the math :)
[16:19:13] <tomp> http://www.authorstream.com/Presentation/luie-53525-standard-minimill-stiffness-Calculations-Types-Ball-Screw-minimi-Education-ppt-powerpoint/
[16:19:24] <tomp> lotsa math
[16:19:49] <anonimasu_> thoose calculations seem pretty sane :)
[16:19:55] <tomp> ooh, that ppt is pretty good
[16:20:17] <anonimasu_> yep
[16:20:35] <anonimasu_> dushantch: let me leech your knowledge a bit more ;)
[16:20:52] <dushantch> anonimasu_: I'm rusty :)
[16:21:08] <dushantch> tomp: yes, good ppt
[16:21:12] <tomp> last page is N/um vs lbf/inch
[16:21:31] <anonimasu_> hehe :) I were going to ask you about what a sane amount of motor torque would be..
[16:22:35] <dushantch> btw. they simplified carriage stiffness, it's pretty much more complicated because of 4 carriages
[16:23:45] <dushantch> anonimasu_: well as you can only presume the stiction of your guides it's pretty hackish :)
[16:24:23] <anonimasu_> dushantch: That's pretty shitty..
[16:24:31] <anonimasu_> it's better to calculate how much force you need for a given cut in that case..
[16:24:32] <dushantch> it is :)
[16:24:47] <anonimasu_> and add 50%
[16:24:48] <anonimasu_> :p
[16:24:52] <archivist_ub> ish
[16:25:10] <dushantch> btw that same force is greater because of friction :)
[16:25:20] <anonimasu_> hehe
[16:25:31] <anonimasu_> yeah... but +50% of the calculated value should be enough
[16:25:36] <anonimasu_> :p
[16:25:44] <dushantch> and then there's the problem of coupling it with the apropriate drive :)
[16:26:05] <dushantch> because sometimes you want to work on low range :)
[16:26:16] <anonimasu_> what?
[16:27:53] <dushantch> whrmpf, wait till I find the right words :)
[16:27:59] <anonimasu_> ok
[16:31:24] <dushantch> for interpolation (using 2 or more axes simultaneously), your x axis might move really fast, but y moves few mm/min, like for circles, small angle wedges etc. You have to have enough torque in that usage scenario, and enough for accelerating like from 0-2000rpm, and enogh speed for rapid travel
[16:32:34] <archivist_ub> I have that situation between A and x or y
[16:33:16] <dushantch> so you make a power demand for all of those scenarios, then choose the motor, then check if motor elasticity is ok, and then calculate accel times
[16:36:07] <anonimasu__> atleast for now, that's beyond what I can calculate
[16:37:53] <dushantch> you just have to see which forces are greater: the ones from machining or the ones from acceleration (+gravity for eg.Z)
[16:38:35] <anonimasu__> dushantch: I've already got some servos im going to use, but it'd be nice to see how that works out
[16:38:35] <anonimasu__> before mounting(see if I need to gear)
[16:39:33] <dushantch> then use them, ger down if you don't need the high speeds, and yoiu'll get you accel times :)
[16:39:58] <tomp> a clean downloadable version
http://pergatory.mit.edu/rcortesi/portf/minimill/standard_minimill.ppt now i remeber this guy (riding on a slide to show it's capability) and see
http://pergatory.mit.edu/rcortesi/portf/minimill/minimill.html
[16:40:02] <dushantch> it's easier that way because you use what you have, but when you have to choose something :)
[16:40:31] <anonimasu__> dushantch: I'm looking at being able to hold 0.01mm at a good day..
[16:40:35] <anonimasu__> that's the goal..
[16:41:30] <anonimasu__> well, I'm looking at gearing down 2:1 and have 2m/min rapids
[16:42:01] <dushantch> what's the longest axes? 400mm?
[16:42:10] <anonimasu__> yes
[16:42:20] <dushantch> horizontal?
[16:42:35] <anonimasu__> no wait.. the horizontal is longer..
[16:42:46] <anonimasu__> x/y is 0.4 and 0.3
[16:42:47] <anonimasu__> m
[16:42:59] <anonimasu__> Z is a non ballscrew axis for now
[16:43:24] <dushantch> so you'd like to get from side to side of axis for 15sec?
[16:43:37] <anonimasu__> uh.. that's wrong..
[16:43:46] <anonimasu__> just a sec..
[16:44:02] <tomp> theres so many things.. dushantch, i'm glad your here discussing the machine stiffness, and yesterday's discussion (cradek) of sub-sampling position ( detect .001mm when trying to accurately hold .01mm )
[16:44:53] <anonimasu__> dushantch: sorry, yes that's right
[16:45:01] <dushantch> tomp: well some pretty inteligent people tried to teach me those things, but it's a question how much I've learnt :)
[16:45:40] <anonimasu__> dushantch: that's a bit slow really, but I'll see that's pretty much gearing..
[16:45:54] <anonimasu__> dushantch: sorry im messing up all my numbers :)
[16:45:59] <dushantch> and btw. we were told that we need atleast an order of magnitude greater sampling for given accuracy
[16:46:02] <anonimasu__> dushantch: I'll get some data on the servos..
[16:49:15] <tomp> dushantch: yes, for example, i'm using .00025um input to hold .001um position
[16:51:00] <dushantch> tomp: that's 4 times? dunno .001um is a pretty tight for any serious machining, usually doesn't matter how electronically we're precise when mechanicaly we're too much wobbly :)
[16:51:26] <archivist_ub> we did the same with electronic measurements (but one of the bosses needed training)
[16:52:32] <dushantch> Once, my professor in constructon of machines made a tool to measure circular interpolation precision, some nice sensor, mneasured sub .001 deviations
[16:52:48] <fragalot> Great. I just finished putting my controller box together,.. then i notice i forgot that i was missing one IC on the PCB's... that are now nicely bolted in place, hooked up, etc... >.> So.. I get to "undo" most of my work :'(
[16:53:07] <dushantch> big machining centers all were around 5-6 um even 10
[16:53:14] <tomp> dushantch: its for a gap control, not milling control (EDM)
[16:53:46] <dushantch> tomp: ahh no stress, that's possible :)
[16:54:17] <dushantch> and those were results without forces, plain machine , no milling
[16:54:41] <dushantch> stress is a word for applying force onto something?
[16:57:06] <dushantch> yeah and the thing is we're looking at all of this staticaly, but dinamics count, a lot, and we can only feel/see that on finished part :)
[16:58:33] <dushantch> what's the word for linear encoders?
[16:58:53] <dushantch> translational, not rot?
[17:04:07] <anonimasu__> linear encoders
[17:04:23] <anonimasu__> translational would be a rack and pinion with a encoder
[17:04:49] <anonimasu__> (I think)
[17:05:02] <tomp> cortesi's machine tool design thoughts are interesting
http://rogercortesi.com/portf/mesomill/mesomill_html/mesomill.html
[17:05:24] <anonimasu__> 2250r/min is what my motor does
[17:05:36] <anonimasu__> 0.66Nm continous torque
[17:05:41] <anonimasu__> 1.6Nm peak
[17:07:04] <fragalot> tomp: looks minimalistic, yet awesome
[17:07:09] <tomp> the operating word on the last url is 'off the shelf' as in 'off the shelf design of a mini mill'
[17:07:26] <anonimasu__> dushantch: there you have it :)
[17:08:05] <archivist_ub> tomp hmm column twist (the base)
[17:08:44] <archivist_ub> mine suffers with column twist
[17:09:27] <tomp> to prevent the misallignment, he's doen this ( for 80-20 rect strut)
http://rogercortesi.com/portf/mesomill/modkincoup_html/modkincoup.html
[17:09:48] <dushantch> tomp: yeah, that's easy but those off the shelf components cost like used good mill :)
[17:10:16] <fragalot> tomp: I'm quite tempted to make that mill o.O With cheaper parts,.. lol
[17:11:01] <dushantch> anonimasu__: you could try to use that peak torque for accelerating to rapid
[17:11:04] <tomp> brand new vs used...
[17:11:23] <anonimasu__> dushantch: I cant calc that as I dont know the table weight
[17:11:28] <anonimasu__> :/
[17:11:31] <anonimasu__> well mass..
[17:11:39] <tomp> fragalot: it cant be cheaped without loosing. else buy a sherline.
[17:11:47] <dushantch> anonimasu__: get the table off, put it on scales :)
[17:12:20] <anonimasu__> dushantch: it's alot easier to just pray and hope it'll work ;)
[17:12:31] <dushantch> yep, praying is easier
[17:12:42] <tomp> estimate the volume and multilpy by the material
[17:12:51] <archivist_ub> is table weight a constant as there is work and fixture load
[17:12:56] <dushantch> so what's your rapids? how fast would you like to go?
[17:13:13] <tomp> design for load, tune with loaded slides
[17:13:20] <anonimasu__> 4.5m/min perferably
[17:13:25] <fragalot> tomp: sure it could. Don't use all fasteners, use a smaller spindle, steppers i have laying about,... :p
[17:13:26] <anonimasu__> that means ungeared
[17:13:28] <dushantch> archivist_ub: ofcourse you'd add the mass of workpiece and fixture
[17:13:38] <archivist_ub> I saw abuse of work load a few days ago, they left the crane fitted
[17:14:18] <anonimasu__> fragalot: but the fasteners is what constrains the design so that it gets 0 dof..
[17:14:26] <anonimasu__> fragalot: therby making it stiff.
[17:14:36] <fragalot> anonimasu__: Obviously, the "don't use all fasteners" should be considered a joke.
[17:14:41] <dushantch> so for 4.5m/min and 2000rpm you want 2,25mm/rot
[17:15:05] <anonimasu__> well, the speed I gave you are loaded speed..
[17:15:07] <dushantch> or 4.5 and 2,25 gives 2mm/rot
[17:15:08] <fragalot> anonimasu__: i's like putting new wheels on your car, and saying "oh, i'll only use 2 nuts instead of the normal 5 so i have some spare for the next time"
[17:15:10] <anonimasu__> http://www.mclennanservosupplies.co.uk/datasheets/european/dcservo/m60001504kwservomotor.pdf
[17:15:24] <anonimasu__> 2,750rev/min no load speed for the motor
[17:16:01] <anonimasu__> so, 2250r/min * 2mm/rev = 4500m/min
[17:16:03] <dushantch> anonimasu__: :( no diagrams there
[17:16:44] <fragalot> Shame that there is no estimated pricetag for the mesomill
[17:17:04] <dushantch> so if you want .1s for accel time, so you need 45m/s^2 accel
[17:17:04] <anonimasu__> dushantch: yeah :/
[17:19:04] <anonimasu__> * anonimasu__ nods
[17:19:24] <tomp> cost of cortesis's minimill
http://pergatory.mit.edu/rcortesi/portf/minimill/minimill_costs.ppt
[17:20:54] <anonimasu__> dushantch: that's a bit steep I think
[17:21:35] <tomp> engineering students have no idea about money ;) (he did a great job anyway)
[17:22:29] <fragalot> tomp: that is the minimill, not the meso one
[17:22:51] <anonimasu__> http://rogercortesi.com/portf/mesomill/mesomill_html/mesomill.html
[17:22:54] <tomp> ah, right
[17:23:15] <dushantch> so you have F=m*a=>m=F/a=(Tmax/pitch)/a=1600Nmm/2mm/45=17,8kg
[17:24:24] <dushantch> so if you have <17kg table + everything else you could hope to accell in .1sec
[17:24:33] <anonimasu__> then im beat ;)
[17:24:37] <anonimasu__> my table weighs more then 17kg.
[17:24:45] <anonimasu__> I'd bet
[17:25:00] <dushantch> Disclaimer: Inertia of shaft, engine break etc. is in that everything else :)
[17:25:13] <anonimasu__> http://www.luthymac.ch/machine/photos/Schaublin-13-267733-1.jpg
[17:25:23] <anonimasu__> fairly heavy table..
[17:26:12] <dushantch> anonimasu__: :) I know. Options: go slower, accelerate slower, bigger motors
[17:26:24] <anonimasu__> gear more..
[17:26:35] <anonimasu__> well, I kind of expected to gear down to 2:1
[17:26:39] <dushantch> that's go slower option :)
[17:26:43] <anonimasu__> yep
[17:27:19] <dushantch> with 2:1 you can have 35kg to accelerate that fast with no friction at slides btw :)
[17:27:20] <anonimasu__> disturbing ;)
[17:28:18] <dushantch> idea is that you can accelerate fast enough to follow commands that emc is giving
[17:28:24] <anonimasu__> yep
[17:28:39] <anonimasu__> well, I dont have a budget for bigger motors right now :)
[17:28:58] <fragalot> Question: what if your X-axis is mis-aligned,..(lets say it's 89° instead of 90° on the Z) can EMC compensate for that?
[17:29:00] <dushantch> because .1s at 30mm/s is 3mm :)
[17:29:09] <anonimasu__> yep
[17:29:20] <dushantch> fragalot: should, in kinematics
[17:29:25] <fragalot> dushantch: Kewl.
[17:29:29] <anonimasu__> dushantch: thanks for the help! :)
[17:29:40] <fragalot> Now to find WHERE THE FSCK I can find the parts for the mesomill, and i'm making that bugger
[17:29:55] <dushantch> anonimasu__: Knowledge sharing :) where would we be without it
[17:29:59] <fragalot> * fragalot wants a price estimate first,.. Those profiles tend to be rather pricey
[17:30:05] <anonimasu__> yep
[17:30:17] <anonimasu__> it looks like a fancy one too
[17:30:24] <anonimasu__> I think 100eur per meter or so
[17:30:28] <tomp> fragalot: but try to make the machine as good as possible. if you can measure it, then you can tell when its 90.
[17:30:32] <fragalot> anonimasu__: Aye
[17:30:50] <fragalot> tomp: obviously,.. But if you can't get it aligned perfectly,..
[17:30:55] <anonimasu__> :)
[17:31:04] <dushantch> anonimasu__: for those linear actuators? more afaik :)
[17:31:30] <anonimasu__> dushantch: oh yeah, but the back of the machine
[17:31:32] <tomp> 80-20 rectangular extrusions
[17:31:49] <anonimasu__> well, base..
[17:31:57] <fragalot> any1 know of a website that sells that "STAR <something" stuff?
[17:32:03] <fragalot> google won't find me anything usefull
[17:32:12] <dushantch> that's cheap compared to those modules, they have slides, shaft, motor, encoder everything in that package
[17:32:20] <anonimasu__> yep
[17:32:27] <dushantch> fragalot: that's bosch-rexroth now
[17:32:27] <tomp> oh, yeah, 80-20 is likely cheaper than Star Linear
[17:32:29] <anonimasu__> they are 500eur at the minimum..
[17:32:31] <anonimasu__> without motors
[17:32:35] <fragalot> dushantch: That explains a few things ;)
[17:32:43] <fragalot> tomp: 80-20?
[17:32:51] <tomp> google 80-20
[17:32:51] <anonimasu__> probalby 1500eur with motors..
[17:32:52] <anonimasu__> :)
[17:32:55] <BigJohnT> Frame World is better than 80/20
[17:33:12] <dushantch> yeah, try to look at the SERCOS interfaced drives for prices to faint :)
[17:33:24] <tomp> http://www.8020.net/
[17:33:39] <fragalot> already have the motor, spindle, controller,.. all i need now is the machine itself,.......... and a pc, lol
[17:33:48] <fragalot> tomp: ty
[17:34:03] <tomp> frame world is cheaper, BigJohnT is it as straight and slots uniform? (no experience myself)
[17:34:03] <dushantch> fragalot: it's usualy the other way around :)
[17:34:39] <fragalot> dushantch: =D
[17:34:40] <BigJohnT> tomp it is/was better than the 80/20 in price and quality
[17:35:02] <tomp> BigJohnT: noted! (thx I'm cheap )
[17:35:04] <BigJohnT> I had some 80/20 with the center hole off center... drove me nuts
[17:35:05] <fragalot> BigJohnT: what price would I be looking at?
[17:35:15] <BigJohnT> for what part fragalot ?
[17:35:27] <fragalot> BigJohnT: frameworld
http://rogercortesi.com/portf/mesomill/mesomill_html/mesomill.html <-- to make this bugger
[17:35:43] <BigJohnT> * BigJohnT looks at it
[17:36:29] <BigJohnT> * BigJohnT is on dial up so it will take a minute or three :)
[17:36:59] <archivist_ub> dial up? whats that
[17:37:32] <BigJohnT> they just replaced the string and tin cans last year
[17:37:40] <archivist_ub> hehe
[17:38:35] <BigJohnT> fragalot: it kinda looks like some 3" x 3"
[17:39:06] <dushantch> elastic like hell :)
[17:39:25] <BigJohnT> for small lenghts try e-bay as it comes in 10' to 20' sticks
[17:39:57] <dushantch> fragalot:
http://www.boschrexroth.com/business_units/brl/en/produkte/index.jsp;jsessionid=cbaYqwKXo8m2s4bSk5KYr
[17:40:29] <BigJohnT> bosch is real proud of their stuff
[17:41:03] <dushantch> well bought up everybody, that was rexroth earlier
[17:42:10] <BigJohnT> fragalot: keep in the back of your mind that a device like that will not be very accurate, if that is ok then some other materials might be more cost effective like MDF
[17:42:18] <dushantch> they have good toys, but for good money :)
[17:43:51] <fragalot> BigJohnT: it's just for personal PCB stuff, doesn't have to be accurate within 0.05 for me :p
[17:43:57] <fragalot> BigJohnT: (mm)à
[17:44:01] <BigJohnT> off the shelf it is not as only 3 parts are stock items the rest have to be built
[17:44:24] <dushantch> for that weld the construction yourself and get some round gudes
[17:44:44] <dushantch> guides
[17:45:22] <BigJohnT> .05mm is pretty tight for that mill.
[17:46:03] <dushantch> BigJohnT: depends on the components, remember no forces
[17:46:15] <dushantch> for PCB milling
[17:46:55] <BigJohnT> my plasma is made from extruded and with belt drive can position to 0.05mm
[17:47:20] <BigJohnT> from looking at it you need a mill to make most of the parts
[17:47:36] <anonimasu__> emachineshop seems to have _ok_ prices..
[17:47:36] <anonimasu__> :p
[17:48:08] <dushantch> BigJohnT: how big belt driven plasma?
[17:48:14] <anonimasu__> http://www.brownout.com/wp-content/uploads/2008/06/dsc_7600.jpg
[17:48:17] <anonimasu__> about 250 for 2 of thoose
[17:48:43] <anonimasu__> http://www.brownout.com/wp-content/uploads/2008/06/dsc_7605.jpg
[17:48:56] <BigJohnT> I can cut 36" in the Y and 50" in the X but can handle a whole 4' x 8' sheet of material
[17:49:28] <fragalot> BigJohnT: yeah,.. That would be a lil' issue,.. But i'm sure I can find something to make some of those parts.
[17:49:40] <dushantch> that's 1,2x2,4m?
[17:49:46] <BigJohnT> http://i47.photobucket.com/albums/f163/johnplctech/Plasma%20Cutter/H2OTable.jpg
[17:49:57] <fragalot> BigJohnT: showoff ;)
[17:50:01] <BigJohnT> * BigJohnT grabs a calculator
[17:50:35] <BigJohnT> but remember I have a machine shop fragalot so I can make the parts I need
[17:50:49] <anonimasu__> * anonimasu__ nods
[17:50:49] <dushantch> and that's the biggest hassle
[17:51:06] <fragalot> BigJohnT: Aye, and I have access to multiple,.. yet none allow me to make personal parts,.. now,.. think how hard that sucks. multiply that feeling by 3.
[17:51:08] <BigJohnT> 900mm x 1270mm
[17:51:35] <anonimasu__> yep
[17:51:49] <BigJohnT> * BigJohnT wonders how you could make a PCB mill with hand tools
[17:52:58] <BigJohnT> here is some of the machines we build
http://i47.photobucket.com/albums/f163/johnplctech/Testing01.jpg
[17:53:02] <archivist_ub> with standard parts eg
http://cgi.ebay.co.uk/x2pcs-SC12WUU-Pillow-Block-ID12mm-x2-linear-bearing-CNC_W0QQitemZ310084367379QQcmdZViewItem?hash=item310084367379&_trkparms=72%3A1298|39%3A1|66%3A2|65%3A12|240%3A1318&_trksid=p3286.c0.m14
[17:53:10] <dushantch> My friend and I designed an 20ftx6ft waterbed beltdriven plasma. It was his masters work. I though of making it but other things came first
[17:54:59] <dushantch> whole tech documentation etc. :)
[17:55:07] <BigJohnT> cool
[17:57:53] <BigJohnT> fragalot: what kind of tools do you have available to use?
[17:58:03] <archivist_ub> fragalot, more ideas to steal
http://cgi.ebay.co.uk/BALLSCREW-Desktop-CNC-Machine-Engraving-Milling-Router_W0QQitemZ280268511067QQihZ018QQcategoryZ64819QQcmdZViewItemQQ_trksidZp1742.m153.l1262
[17:59:12] <renesis> you need at least .005 accuracy to do decent pcb\
[17:59:29] <renesis> at like >.020 space trace
[17:59:32] <BigJohnT> inch or mm renesis
[17:59:46] <renesis> even my china boardhouse doesnt use mm
[17:59:47] <renesis> !
[17:59:57] <BigJohnT> LOL
[18:00:03] <archivist_ub> first job, mill the table flat
[18:00:21] <renesis> i made an aluminum fixture
[18:00:28] <renesis> and mount it on 123 blocks
[18:00:49] <renesis> good results, like .008 space/trace
[18:00:59] <renesis> those boards are a total bitch to assembly tho
[18:01:07] <renesis> *assemble
[18:01:19] <renesis> def better results than toner/etch methods
[18:02:19] <BigJohnT> renesis: how critical is the depth when milling a PCB?
[18:03:03] <fragalot> BigJohnT: every single handtool you can think of, I think i could score a small manual lathe, but don't count on that.
[18:03:59] <BigJohnT> you could mill with a lathe if your creative :)
[18:04:30] <archivist_ub> fragalot, see if any local model engineers, may have a club machine shop
[18:06:07] <archivist_ub> I dont recommend milling on a hobbymat md65 even though they claim it can
[18:08:17] <BigJohnT> fragalot: you might consider making a prototype from wood if you have lots of woodworking tools...
[18:08:32] <BigJohnT> * BigJohnT wanders off to take a nap
[18:23:19] <archivist_ub> hmm seems we have a new
http://cnczone.co.uk/ in the uk cant find any EMC on it :)
[18:33:06] <jasonphd> when i run the step conf wizard, i can get the motor to jog using the left and righ arrows, but when i click the "run" button to make it jog continously the motor generates a high pitched noise and doesn't move at all.. what could i be doing wrong?
[18:33:35] <archivist_ub> trying to go too fast
[18:33:53] <archivist_ub> slow it down, try again
[18:34:31] <jasonphd> would that be adjusting the velocity or acceleration?
[18:34:50] <archivist_ub> try slowing bothboth
[18:35:44] <archivist_ub> steppers tend to have maximum step rates
[18:41:06] <jasonphd> when i adjust those number, i get different sounds and different results... with slower speeds, even thef left and right functions produce sound but no movement
[18:49:04] <archivist_ub> steppers often dont like greater than about 3000 steps per sec and they cannot get to full speed without being accelerated
[18:49:35] <archivist_ub> any attempt at going too fast will result in a stall
[18:53:20] <jasonphd> is there any way to tell from my motor control board manual (
http://www.soc-machines.com/pdfs/MC433G%20%20Hardware%20Technical%20Manual%20R11b.pdf) or from the motor specs (
http://www.probotix.com/specs/HT23-200-6_specs.jpg) what the optimal values are?
[18:55:38] <archivist_ub> you can see how the torque drops off on the motor graph with step rate
[18:56:24] <jasonphd> i'm a complete noob, i really appreciate your help
[18:58:52] <archivist_ub> hmm this comment page 6 reducing current after 1.5 seconds by reducing the duty cycle and turns the motor off after 20 seconds – these parameters can be adjusted" that caused problems for someone the other day
[18:59:39] <fragalot> back, my PC crashed.
[18:59:44] <fragalot> back, my PC crashed.
[19:00:06] <fragalot> did Mr. Big say anything to me after my last reply?
[19:00:10] <archivist_ub> check pulse widths are large enough (configurable in stepconf)
[19:00:55] <archivist_ub> fragalot, no
[19:02:01] <jasonphd> so, looking at page 9 it says The
[19:02:01] <jasonphd> direction input is sampled after the step is activated so it must remain unchanged for at least 5useconds
[19:02:01] <jasonphd> after the step low to high transition.
[19:02:19] <archivist_ub> yup
[19:03:30] <jasonphd> does that mean that the "step space" or "start time" or "direction hold" or "direction setup" times must be set to 5000ns? right now step space and start time are set to 5,000 ns and direction hold and direction setup are at 200,000 ns... do you think those are ok?
[19:03:50] <archivist_ub> seem ok
[19:07:18] <jasonphd> i have the colors hooked up exactly like page 7 shows them, because they appeard to match the diagrams of the motors exactly color for color, does that seem correct as well?
[19:08:19] <archivist_ub> I tend to check with an ohm meter if unclear to make sure of the center tap
[19:08:46] <fragalot> archivist_ub: k, ty
[19:16:13] <jasonphd> it looks like the diagram is correct.... there is no connectivity between yellow and white... there is 5ohms resistance between blk/yel and grn/ylw and red/wht and blu/wht... there is 10ohms resistance between blk/grn and red/blu
[19:18:33] <archivist_ub> are your steppers on the machine yet
[19:18:52] <jasonphd> no
[19:21:33] <archivist_ub> then slow down some more
[19:24:48] <archivist_ub> have you set and checked current
[19:27:39] <archivist_ub> dont be frightened run at rated current of the motor (it will get warm)
[19:29:16] <jasonphd> how do i set or check the current? i assume that is set it using the pots? i set all the pots to the initial positions they suggested in the manual... i have an ohm meter, but i'm not sure how to use it to check current
[19:30:53] <archivist_ub> section 2.3 details the setup
[19:34:37] <jasonphd> according to step 13 there, it looks like i can adjust all 3 pots while sending a continous signal to the board without causing problems? is that correct? i'm nervous sending a continuous signal at all since the motors make a noise that makes me think i am destroying them.
[19:35:18] <archivist_ub> note they tell you to do one at a time
[19:35:46] <archivist_ub> and steppers are designed for continuous dont worry
[19:49:59] <archivist_ub> jasonphd, hang around others can help but Im off shopping before they close
[19:57:12] <BigJohnT> jasonphd: you get it going?
[20:00:41] <fragalot> jasonphd: In my experience, the steppers only buzz in 2 occasions: if the signal you send has noise in it or if they aren't getting enough current to hold their position. Mine are rated for .4A 12VDC, running them under .3A at 24VDC makes them buzz about,.. running them at .4A 24VDC doesn't give that issue.
[20:02:51] <fragalot> Now,.. I'm still looking arround for prices on slides & stuff :p
[20:06:42] <JymmmEMC> FWIW... my steppers with no change in hardware or cables, will "buzz/sing" completely differently depending if I'm using TCNC or EMC at idle (not turning at all).
[20:07:05] <anonimasu__> that's odd
[20:07:10] <anonimasu__> got deadband set too high?
[20:07:52] <JymmmEMC> they both run just fine, just sing differently
[20:08:04] <fragalot> diff PWM freq for the current limiting?
[20:08:44] <JymmmEMC> current limiting is all in drivers
[20:08:54] <JymmmEMC> not controller
[20:09:38] <renesis> mine will make diff noises depending what position they rest on
[20:09:52] <anonimasu__> hm.. my steppers are completely silent
[20:09:53] <renesis> also turbo has nothing that makes it worth using
[20:09:59] <renesis> i hate that shit
[20:10:04] <JymmmEMC> Works for me
[20:10:08] <renesis> mine make alot less noise since i set them to microstepping
[20:10:08] <anonimasu__> when they sit
[20:10:20] <anonimasu__> my servos sing a bit..
[20:10:26] <renesis> thyey make a slight psshhhhhhh noise on mine, idle
[20:10:30] <anonimasu__> that's odd
[20:10:38] <renesis> not really at all
[20:10:43] <renesis> its magnetics
[20:10:44] <anonimasu__> why are mine silent..
[20:10:47] <anonimasu__> :p
[20:10:51] <anonimasu__> that's the question
[20:11:09] <anonimasu__> both my stepper machines are completely silent when they sit with microstepping on
[20:11:09] <renesis> thicker chassis, less current, tighter winding, insulation material
[20:11:11] <renesis> iunno
[20:11:13] <JymmmEMC> Harman Kardon compuer speakers... $110, ghetto blaster from flea market $5.. Priceless!
[20:12:54] <JymmmEMC> Now, to figure out where to put the thing =)
[20:14:28] <BigJohnT> my steppers are silent as well
[20:15:06] <anonimasu__> what are your drives?
[20:15:15] <BigJohnT> 203v gecko's
[20:15:15] <anonimasu__> mine are geckos..
[20:15:36] <anonimasu__> I think g210 or whatever they are called the older model
[20:15:47] <BigJohnT> took 10 seconds to tune the mid range...
[20:16:08] <anonimasu__> hm.. I didnt..
[20:16:09] <anonimasu__> :p
[20:17:01] <anonimasu__> Jymm: did you ever find out what's wrong with your machine?
[20:18:03] <JymmmEMC> nope
[20:18:10] <anonimasu__> wtf..
[20:18:18] <anonimasu__> :(
[20:19:06] <anonimasu__> that sucks
[20:19:20] <anonimasu__> so it still stalls randomly?
[20:19:21] <JymmmEMC> yep
[20:19:55] <anonimasu__> just curious.. did you align it with a machine level?
[20:20:21] <JymmmEMC> we tossed it on a granite table
[20:20:24] <JymmmEMC> all checks out
[20:20:51] <anonimasu__> hm.. are your rails straight and all?
[20:21:53] <JymmmEMC> yep
[20:22:21] <anonimasu__> does it stick at the same place always?=
[20:22:24] <anonimasu__> or is it randomly?
[20:22:31] <anonimasu__> (I've had it happen with a broken carridge)
[20:22:44] <anonimasu__> where one ball jammed.. and made the other ones wede ~
[20:23:16] <dushantch> slide or roll/ball rails?
[20:23:41] <anonimasu__> err recirculating carridge
[20:23:55] <anonimasu__> err recirculating ball type carridge
[20:23:59] <dushantch> I meant jymms
[20:24:02] <JymmmEMC> anonimasu__: you have to remember that I took the leadscrew to Thompson factory and had them check it, they even preloaded it for me
[20:24:03] <anonimasu__> ah
[20:24:17] <JymmmEMC> err hand loaded it
[20:24:45] <anonimasu__> JymmmEMC: what about the slides?
[20:24:58] <JymmmEMC> what about them?
[20:25:10] <JymmmEMC> And you do this this is a sore subject, right?
[20:25:28] <anonimasu__> ?
[20:25:42] <anonimasu__> Jymm: I've had a ball stick inside a slide
[20:25:55] <anonimasu__> JymmmEMC: not the ballnut
[20:26:10] <anonimasu__> like the carridges that your table rides on
[20:26:12] <dushantch> anonimasu__: saving grease? :)
[20:26:14] <JymmmEMC> disconnected from leadscre it's fine.
[20:26:27] <anonimasu__> JymmmEMC: it happened to me sometimes.. at random..
[20:26:41] <dushantch> JymmmEMC: Is it a new machine,or?
[20:26:47] <anonimasu__> dushantch: no, something else happened.. I dont know what
[20:26:54] <anonimasu__> something got into it somehow
[20:27:21] <dushantch> anonimasu__: happens when scrapers get bad
[20:28:35] <dushantch> JymmmEMC: Is the nut mounted in the middle of carts, or is it offseted?
[20:28:51] <BigJohnT> JymmmEMC: as I remember when you tighened up the ballscrew fixing screws the axis would bind?
[20:29:03] <anonimasu__> JymmmEMC: if you dont feel like pondering it's fine, but your machine intrigues me :p
[20:30:19] <JymmmEMC> BigJohnT: that was compensated for by using shims.
[20:30:37] <anonimasu__> Jymm: does it stick at the same spot always
[20:30:42] <JymmmEMC> no
[20:30:47] <anonimasu__> or at random places..
[20:30:54] <dushantch> in the middle or in the ends?
[20:30:59] <anonimasu__> it sounds like my carridge problem
[20:31:15] <anonimasu__> it ran fine then wham it stuck and once I let the motor off it started working again
[20:31:37] <anonimasu__> balls wedges inside of the carridge causing it to lock against the rail..
[20:31:56] <dushantch> anonimasu__: he said it's ok when not driven by ballscrew
[20:32:18] <anonimasu__> dushantch: yes, but the ballscrew would induce load on the carridge..
[20:32:53] <dushantch> I'm thinking that maybe axes of carriages and nut aren't parallel
[20:33:05] <BigJohnT> JymmmEMC: is it free when you turn the ballscrew by hand? I forget
[20:33:07] <anonimasu__> dushantch: he's had that checked out
[20:33:16] <anonimasu__> (if I remember it right)
[20:33:25] <dushantch> nah, he said slides
[20:33:56] <dushantch> that way it'll have larger loads on ends
[20:36:07] <anonimasu__> * anonimasu__ nods
[20:36:10] <JymmmEMC> Sorry, I will not guestimate what the problem(s) will be any more. Take the ballascrew and nut to Thompson factory, all's fine. I spent two years trying everything by guestimation and everyone concluded it was the electronics. So I bought $2000 worth of electronics and... that's not it. SWPadnos came out and/ran the machine. We tossed it on a granite tbale and went through EVERYTHING, that's not it. We redesigned portions of it that were flawed, fabricate
[20:36:33] <anonimasu__> JymmmEMC: uh, did you check your slides?
[20:37:46] <fragalot> JymmmEMC: did you check the operator? *hides*
[20:37:49] <anonimasu__> well, I ran into that issue and I thought about your machine when I did.. as it was something really odd that happened to me a while back.
[20:37:50] <dushantch> anonimasu__: cmon, let the man go
[20:37:52] <anonimasu__> *sigh* well, fuck it.
[20:38:22] <fragalot> I think I scored a PC.
[20:38:23] <fragalot> woo!
[20:38:24] <BigJohnT> everyone have a round on me
[20:38:30] <JymmmEMC> fragalot: The operator I can fix
[20:38:46] <dushantch> yeah hammer can fix the operator :)
[20:39:33] <dushantch> I never got the answer is it a new machine, retrofitted, or old machine which started to behave funny
[20:39:44] <fragalot> BigJohnT: Cool. =)
[20:39:55] <BigJohnT> :)
[20:40:21] <dushantch> BigJohnT: well those that are on same continent with you don't dare as they saw your hunting photos :)
[20:40:34] <BigJohnT> LOL
[20:40:36] <fragalot> BigJohnT: buy linear slide system, or fabricate something from nice straight steel rods, and bushings yourself? :p
[20:41:18] <BigJohnT> depends on how accurate you need
[20:41:34] <fragalot> like I said before, anything under 0.05mm
[20:42:08] <fragalot> any less accurate just.. wouldn't be acceptable.. at all, lol. 0.05 is my absolute minimum accuracy
[20:42:14] <dushantch> fragalot: buy round guides
[20:42:28] <fragalot> dushantch: from where.
[20:42:35] <BigJohnT> the simplest thing to use for a small machine is wide linear rails, one per axis
[20:42:37] <fragalot> dushantch: and what price am I looking at (again)
[20:42:38] <dushantch> they're pretty accurate, and enough rigid for your use
[20:43:14] <fragalot> BigJohnT: that's what i've been thinking, but i can't seem to find a price on any of those buggers... Only loads of datasheets with fairly useless data in it.
[20:43:17] <dushantch> dunno in europe thk, rexroth, isel...
[20:43:25] <BigJohnT> fragalot: are you doing about 6" x 6"
[20:43:26] <anonimasu__> isel are really cheap stuff
[20:43:31] <dushantch> yep
[20:43:36] <dushantch> low quality too
[20:43:41] <BigJohnT> where are you from fragalot
[20:43:49] <dushantch> their ballscrews are... horendeous
[20:44:09] <anonimasu__> hehe
[20:45:10] <fragalot> BigJohnT: somewhere arround that size,.. I'd prefer to do 10x6 tho
[20:45:23] <fragalot> BigJohnT: Belgium (europe)
[20:46:14] <BigJohnT> you look on flea bay europe?
[20:47:01] <BigJohnT> http://cgi.ebay.com/6-NEW-THK-6-INCH-LINEAR-BEARINGS-SLIDE-RSR15WM-CNC_W0QQitemZ260289364157QQcmdZViewItem?hash=item260289364157&_trkparms=72%3A1205%7C39%3A1%7C66%3A2%7C65%3A12%7C240%3A1318&_trksid=p3286.c0.m14
[20:47:18] <fragalot> BigJohnT: I Have, nothing really usefull that I've found sofar,.. Couple of germans that sell things that LOOK usefull, but end up beeing fairly dissapointing. (eg. they list the price for 10cm which is kindof. short)
[20:47:37] <fragalot> holy crap
[20:48:14] <fragalot> BigJohnT: adding the shipping cost to that,.. how much do you reckon one slide weighs?
[20:48:41] <BigJohnT> 1/4 pound maybe swag
[20:49:00] <fragalot> 100g? that's it? O.O
[20:49:03] <fragalot> lol i expected more.
[20:49:11] <fragalot> * fragalot emails that guy
[20:49:35] <BigJohnT> looks like it has 4.8" of travel
[20:49:55] <fragalot> bit small for bigger PCB's.. Atleast a eurocard would be nice..
[20:50:14] <BigJohnT> that was just an example of what I was talking about
[20:50:24] <fragalot> BigJohnT: Yeah, that's ebay US tho ;)
[20:50:31] <BigJohnT> yea
[20:50:53] <BigJohnT> http://cgi.ebay.com/Aluminum-Linear-Slide-12-Travel-CNC-Router-PCB-Mill_W0QQitemZ110291836008QQcmdZViewItem?hash=item110291836008&_trkparms=72%3A1205%7C39%3A1%7C66%3A2%7C65%3A12%7C240%3A1318&_trksid=p3286.c0.m14
[20:51:20] <fragalot> out of my league.. esp. with shipping added to that.
[20:52:54] <fragalot> http://cgi.ebay.com/10-THK-8-INCH-NSK-LINEAR-BEARINGS-WAYS-LU12_W0QQitemZ260289574008QQcmdZViewItem?hash=item260289574008&_trkparms=39%3A1|66%3A2|65%3A15|240%3A1318&_trksid=p3286.c0.m14
[20:53:04] <fragalot> that's just one tho >.> lol
[20:54:06] <BigJohnT> don't forget import duties or what ever you guys have over there...
[20:54:20] <fragalot> BigJohnT: Aye, 10 euro fee just to look at the package, and 21% tax
[20:54:38] <fragalot> ^ Guess why I didn't look at US ebay. :p
[20:55:12] <BigJohnT> makes you want to rummage through some old plotters or heavy duty printers for materials
[20:55:33] <fragalot> Sure happy that I know anyone that has those. :p
[20:55:47] <fragalot> only know one guy that could have stuff laying about that I could use
[20:55:51] <fragalot> but everything he has is superzied
[20:56:07] <BigJohnT> I have a D size pen plotter you can have just come over and pick it up :)
[20:56:09] <fragalot> supersized.. BIGTIME, lol.. Think... Ancient machines. :p
[20:56:15] <fragalot> BigJohnT: rofl.
[20:56:39] <fragalot> BigJohnT: take it apart, send parts i could use, mark as gift for customs. Accept incomming paypal payment, done.
[20:56:42] <fragalot> :p
[20:57:10] <BigJohnT> might take more than one to get enough parts
[20:57:21] <fragalot> doh :p
[20:57:24] <fragalot> actually
[20:57:37] <fragalot> how does that plotter work? sheet on there, or does it retract the sheet, etc...
[20:58:26] <BigJohnT> the pen plotters had a roller that moved the sheet in the Y axis and the pen would move on a linear rail on the X axis
[20:58:43] <fragalot> k
[20:58:56] <BigJohnT> ANY ink jet printer would have linear parts in there
[20:59:09] <fragalot> if it was a bed plotter, I could pretty much hack the dremel onto the pen holder :p
[20:59:22] <BigJohnT> yep
[20:59:25] <fragalot> BigJohnT: Great,.. I tossed 2 old ones out a few months ago :(
[20:59:30] <BigJohnT> now your thinking
[20:59:39] <fragalot> BigJohnT: Always have been thinking that way
[20:59:40] <fragalot> lol
[21:00:41] <BigJohnT> * BigJohnT must head up out of the cave and see the sun
[21:00:43] <fragalot> sketched out the superstructure of the machine in MDF, basically all I'm missing at this point is the linear slides + coupling + ACME thread :/
[21:00:50] <fragalot> BigJohnT: good luck, it's 11pm
[21:01:50] <BigJohnT> for a low budget coupling hydralic hose with hose clamps works nice, the steel braid keeps it from "winding up" if you keep it short
[21:02:09] <BigJohnT> ttul
[21:02:22] <fragalot> Planned on doing that
[21:08:07] <fragalot> Holy crap I haven't checked my emails in 2 days and my mailbox is full >.>
[21:13:51] <anonimasu__> -_-
[21:13:54] <anonimasu__> wow
[21:15:47] <fragalot> msot of it is spam
[21:16:11] <fragalot> lots of emails from admin@viagra.com ... something with RE: message <wnumber> in the title.. Gotta love creativity >.>
[21:16:51] <anonimasu__> heh
[21:21:32] <fragalot> mm
[21:22:26] <fragalot> 3 linear slides THK 8" for $100USD w/o the 21% tax i'll be paying for it most likely
[21:22:30] <fragalot> reckon thats feasible? :p
[21:22:53] <fragalot> 85euro incl taxes... *really tempted*
[21:24:13] <anonimasu__> yes that's a good price
[21:24:37] <fragalot> * fragalot bookmarks and plans on putting money on his paypal account monday
[21:24:58] <anonimasu__> but 8" is pretty short..
[21:25:07] <fragalot> anonimasu__: Aye..
[21:25:14] <anonimasu__> are they wide slides?
[21:25:25] <fragalot> no. that's kindof why i don't just order it right now
[21:25:27] <dushantch> yeah you'd have like 6" to use left
[21:25:49] <fragalot> http://cgi.ebay.com/10-THK-8-INCH-NSK-LINEAR-BEARINGS-WAYS-LU12_W0QQitemZ260289574008QQcmdZViewItem?hash=item260289574008&_trkparms=39%3A1|66%3A2|65%3A15|240%3A1318&_trksid=p3286.c0.m14
[21:27:11] <cradek> jmkasunich: rutland has cheapo 246 blocks on sale for $49.95
[21:27:30] <cradek> everyone lists them for $120 and I've never seen them under about $70
[21:28:14] <anonimasu__> dushantch: the biggest issue with my machine is fitting the y axis ballscrew really..
[21:28:38] <fragalot> anonimasu__: need a bigger hammer?
[21:28:41] <dushantch> anonimasu__: no space?
[21:28:44] <anonimasu__> yeah
[21:28:50] <anonimasu__> very very tight
[21:29:22] <dushantch> anonimasu__: everything is possible, if factory made it you can too :)
[21:29:31] <anonimasu__> the scews I have just fits the original mount's for the screw.. but I need a elaborate mount
[21:29:43] <dushantch> anonimasu__: any pics?
[21:29:59] <fragalot> dushantch: the factory often makes it while the machine is completely taken apart tho :p
[21:30:16] <anonimasu__> no
[21:30:27] <anonimasu__> and the nut is a U shape with the mount on top..
[21:30:37] <anonimasu__> well coupling to the axis..
[21:30:45] <anonimasu__> and I cant do that
[21:30:55] <dushantch> anonimasu__: then buy :)
[21:30:58] <jmkasunich> cradek: there are a few sellers on ebay selling them for ~$45
[21:31:23] <dushantch> anonimasu__: and the ends?
[21:31:25] <fragalot> * fragalot gives up for the day
[21:31:26] <fragalot> gnite!
[21:31:28] <anonimasu__> dushantch: they arent ballnuts that's the problem
[21:31:41] <jmkasunich> including this one which is close enough for me to pick up and avoid shipping:
http://cgi.ebay.com/1-SET-2-4-6-BLOCKS-NEW-GAGE-BLOCKS-TOOLING-NEW_W0QQitemZ380067816295QQihZ025QQcategoryZ61574QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[21:32:28] <anonimasu__> (I've been pondeing offsetting the ballscrew to the outside of the y axis..
[21:32:31] <anonimasu__> but I dont like that alot
[21:33:30] <dushantch> anonimasu__: maybe this kind of nut:
http://lt-catalog.boschrexroth.com/ltcatint/pictures//LT/33/kachel_zeves_n.jpg
[21:33:58] <anonimasu__> that's the kind of nut I have no flange or anything
[21:34:41] <dushantch> anonimasu__: it's compact and mount for it is simple
[21:34:50] <anonimasu__> hehe, not on this machine :p
[21:35:18] <dushantch> well mount should be just a little larger than the nut, how you can't make it?
[21:35:32] <dushantch> or the ends make problem?
[21:35:38] <anonimasu__> thatbecause the space for the original nut is smaller then my nut
[21:35:56] <dushantch> anonimasu__: you already have a nut?
[21:35:59] <anonimasu__> yes
[21:36:06] <anonimasu__> uh the non ballscrwe one
[21:36:10] <dushantch> ahh, why didn't you say so :)
[21:36:12] <anonimasu__> original screw..
[21:36:39] <dushantch> so which is your new nut then?
[21:36:51] <anonimasu__> a ballnut
[21:36:52] <dushantch> how much space do you have?
[21:37:12] <anonimasu__> not alot..
[21:37:32] <dushantch> like in milimeters, not a lot is not an engineering measure :)
[21:37:32] <anonimasu__> I can probalby cram it there somehow
[21:38:05] <anonimasu__> I'm thinking of moving the screw to the center of the axis because there's a big threaded hole where the spindle was supposed to be
[21:38:36] <anonimasu__> that might work alot better..
[21:38:37] <dushantch> it's best when it's in middle
[21:39:30] <dushantch> so if you have a threaded hole why not use this one
http://lt-catalog.boschrexroth.com/ltcatint/pictures//LT/33/kachel_zeves_n.jpg
[21:39:47] <dushantch> just make an adapter, or rethread the hole to larger dia
[21:40:11] <anonimasu__> oh.. because that's for the end bearing mount for the ballscew
[21:40:28] <anonimasu__> I'll be back in 5 going to go measure..
[21:40:41] <dushantch> nah that IS the ballscrew
[21:40:59] <dushantch> sorry that's the nut
[21:42:38] <dushantch> that's the screwed nut (factory calls it that way, I didn't swear :))
[21:43:03] <dushantch> ZEV-E-S bosch rexroth nuts
[21:43:33] <lewin1> lewin1 is now known as lewing
[21:59:10] <anonimasu__> hm..
[21:59:26] <dushantch> anonimasu__: that was a long 5 :)
[21:59:29] <anonimasu__> it seems like the only option is to use the stock way of mounting the screw..
[21:59:47] <anonimasu__> the end bearing as the factory folks did it..
[21:59:55] <dushantch> btw. have you noticed that I was sending you the screw picture
[22:00:04] <anonimasu__> and make a mount on the inside of the part.. to fix the nut on the inside..
[22:00:09] <dushantch> sorry nut
[22:00:10] <anonimasu__> then have the motor stick out besides the spindle on the front..
[22:00:20] <anonimasu__> and offset the spindle just a bit..
[22:00:43] <dushantch> anonimasu__: is that that schaublin 13?
[22:00:49] <anonimasu__> yep
[22:00:55] <anonimasu__> but the one on the picture isnt mien
[22:00:56] <anonimasu__> mine..
[22:01:54] <dushantch> we're talking about vertical axis?
[22:02:06] <anonimasu__> yes the Y axis
[22:02:11] <anonimasu__> <---------------x y^
[22:02:25] <dushantch> ok, just to be clear
[22:02:29] <anonimasu__> err no the second horizontal axis..
[22:02:43] <anonimasu__> err Z is up and down..
[22:02:44] <anonimasu__> :p
[22:02:44] <dushantch> cmon :)
[22:03:00] <anonimasu__> http://www.luthymac.ch/machine/photos/schaublin_13-285690-1.jpg
[22:03:01] <dushantch> I always thought that z was the axis of mill
[22:03:32] <anonimasu__> yeah.. pointing down to the floor :p
[22:03:51] <dushantch> ahh, wrong configuration picture :)
[22:04:02] <dushantch> i was looking at horisontal mill
[22:04:09] <anonimasu__> see the left side
[22:04:15] <anonimasu__> that's where the screw has to mount
[22:06:18] <dushantch> how can I see left side on the link you posted?
[22:06:30] <anonimasu__> http://www.luthymac.ch/machine/photos/schaublin_13-285690-1.jpg
[22:06:43] <anonimasu__> see at the top right besides the spindle
[22:06:53] <anonimasu__> that's where the Y axis screw are mounted
[22:06:59] <anonimasu__> see the handle?
[22:07:49] <dushantch> I can see the hadle
[22:08:13] <anonimasu__> below it there's a hole
[22:08:30] <anonimasu__> with a thrust bearing
[22:08:44] <anonimasu__> and a spacer where the original screw tightens against
[22:09:24] <anonimasu__> that fixes the screw to the table(spindle)
[22:10:03] <anonimasu__> http://imagebin.org/27521
[22:11:28] <dushantch> is there any space on the back for spindle to come out and be coupled with motor?
[22:11:36] <anonimasu__> no
[22:12:03] <dushantch> you mean to have motor at the front?
[22:12:10] <dushantch> or inside?
[22:12:17] <anonimasu__> in line with the spindle
[22:12:26] <anonimasu__> on the front
[22:13:38] <anonimasu__> im running a spindle with a huydralic motor right now
[22:14:37] <dushantch> it's tight
[22:14:44] <anonimasu__> yeah really tight
[22:14:57] <anonimasu__> if I offset the spindle just a bit it'll work..
[22:15:19] <dushantch> anonimasu__: if you put it outside?
[22:15:29] <anonimasu__> no.. just 2cm offset from the center
[22:15:44] <anonimasu__> enough to fit the servo besides it
[22:15:57] <dushantch> but how will you fit the nut?
[22:17:02] <anonimasu__> I think there's a place to fit it on the inside
[22:17:27] <anonimasu__> maybe..
[22:17:40] <dushantch> the screw would be in the place of this 3rd circle by the spindle?
http://www.lathes.co.uk/schaublinmiller/img0.gif
[22:17:50] <anonimasu__> yes
[22:18:18] <dushantch> cmon in which direction could you offset it?
[22:18:40] <anonimasu__> I can offset the spindle as the original spindle is incomplete
[22:18:47] <anonimasu__> im just using the housing
[22:18:54] <dushantch> and it looks easier to bore out the bach :)
[22:19:01] <dushantch> back
[22:20:04] <anonimasu__> hehe
[22:20:13] <dushantch> I get it that you're just using the housing, as you're hydro powering spindle
[22:20:41] <anonimasu__> I think there's a bit of space on the inside..
[22:20:54] <dushantch> rly? LOL
[22:21:01] <anonimasu__> I took a picture but im looking for a cable for the phone
[22:21:25] <dushantch> well why don't you put everything inside
[22:22:01] <dushantch> btw. I think that offseting that holes for 2cm would prove as nontrivial
[22:22:16] <anonimasu__> oh, im not talking about offsetting the hole just the spindle
[22:22:48] <anonimasu__> as it's horizontal...
[22:22:57] <anonimasu__> err vertical.. crap.. :p
[22:23:02] <anonimasu__> * anonimasu__ mixes them up
[22:23:13] <dushantch> hrmpf :)
[22:24:02] <anonimasu__> hmm they are too dark to be of any help..
[22:24:23] <anonimasu__> * anonimasu__ will remove the axis tomorrow perhaps
[22:25:17] <anonimasu__> the piece on top with the angle gearbox to the screw isnt there on my machine so maybe the hole can be used
[22:26:06] <dushantch> anonimasu__: why don't you put everything in old spindle hole?
[22:26:17] <dushantch> horizontal one
[22:27:03] <anonimasu__> that's what Ive been thinking about as other option
[22:27:22] <anonimasu__> make a pate where the spindle drive gear used to be and mount the nut to it
[22:27:26] <anonimasu__> plate..
[22:27:30] <dushantch> make the front and back reducer plates
[22:27:39] <dushantch> yep
[22:27:53] <dushantch> and it should be easy to exit on the back
[22:28:06] <anonimasu__> that's the large threaded hole I was talking about
[22:29:25] <anonimasu__> just a sec.. getting a picture
[22:29:33] <dushantch> would be nice if you could machine that front and make a pocket for bearing housing to mount to
[22:30:43] <dushantch> and then mount bearings offset to that hole, more down so to have less elasticity in nut's mount
[22:38:53] <anonimasu__> iab
[22:39:14] <anonimasu__> there is a bearing hole already..
[22:39:17] <anonimasu__> well, one that can be used..
[22:39:25] <anonimasu__> both front and back and they are in line
[22:40:14] <anonimasu__> upploading pictures
[22:40:29] <dushantch> axis near some place inside to mount nut onto?
[22:40:57] <mariooliveira> hello
[22:41:58] <anonimasu__> dushantch:
http://imagebin.org/27524
[22:42:37] <anonimasu__> http://imagebin.org/27525
[22:42:57] <anonimasu__> http://imagebin.org/27526
[22:42:58] <anonimasu__> that's all
[22:43:07] <mariooliveira> i have been beaten again by my garbage cnc homemade :( i need some cheap roler guides for my cnc machine
[22:43:19] <dushantch> anonimasu__: those are same pictures?
[22:43:28] <anonimasu__> almost
[22:43:31] <anonimasu__> different angles
[22:43:33] <anonimasu__> one is from the bottom
[22:43:52] <anonimasu__> there is a big square hole in the bottom of it
[22:43:56] <dushantch> third one is for the medal :)
[22:44:25] <anonimasu__> you see the spindle front there..
[22:44:30] <dushantch> yep
[22:44:32] <anonimasu__> well hole
[22:44:39] <dushantch> mount the motor inside
[22:44:45] <dushantch> enough space
[22:44:50] <anonimasu__> I think I'll have it sticking out in the back
[22:45:02] <dushantch> ahh it's possible, you said no
[22:45:25] <anonimasu__> if I mount it in the spindle hole there's space
[22:45:38] <dushantch> spindle hole is best
[22:45:46] <anonimasu__> it's better too that way I get some weight in the right place too
[22:45:47] <dushantch> only problem where to mount nut
[22:46:01] <dushantch> well it's in the middle of guides
[22:46:07] <dushantch> not offseted
[22:46:15] <dushantch> which is better
[22:46:19] <anonimasu__> I can make a shaft that goes into thoose guide holes for the spindle gear..
[22:46:29] <anonimasu__> machine it flat and make a |\
[22:46:33] <dushantch> if it couuld only be a bit lower
[22:47:06] <anonimasu__> ah yeah..
[22:47:12] <anonimasu__> use the square hole..
[22:47:35] <dushantch> what square hole?
[22:47:46] <anonimasu__> http://imagebin.org/27526
[22:47:57] <anonimasu__> there' sa hole where the spindle gear used to sit
[22:48:07] <dushantch> i get it
[22:48:12] <dushantch> use it for?
[22:48:18] <anonimasu__> mounting the nut
[22:49:04] <dushantch> but where is some near place on lower part of machine on which nut mount can be bolted on?
[22:49:22] <anonimasu__> yes
[22:49:56] <dushantch> maybe make some big plate, screw it on base, and srew the nut mount on it?
[22:50:04] <anonimasu__> yeah
[22:50:09] <anonimasu__> http://imagebin.org/27528
[22:50:48] <dushantch> is that square hole longer than your axis movement?
[22:50:57] <anonimasu__> http://imagebin.org/27529
[22:51:08] <anonimasu__> yes
[22:51:26] <anonimasu__> exactly as long, as the original movement
[22:51:35] <dushantch> that's bad
[22:51:51] <dushantch> because we need more for the nut mount thickness
[22:52:01] <anonimasu__> maybe just a bit longer..
[22:52:13] <dushantch> it could be machined a little?
[22:52:56] <anonimasu__> yes
[22:53:07] <anonimasu__> http://imagebin.org/27528
[22:53:09] <anonimasu__> see that one?
[22:53:11] <dushantch> btw, that square hole is on top part or on base, or on both?
[22:53:21] <anonimasu__> both
[22:53:27] <dushantch> I see
[22:53:55] <anonimasu__> another way would be to make the shaft mount non concentric to the hole..
[22:54:00] <anonimasu__> turn it offset..
[22:54:13] <dushantch> I mentioned it earlier, but it's a hassle
[22:54:13] <anonimasu__> so that it gets closer to the base of the machine
[22:54:21] <anonimasu__> yeah..
[22:54:25] <anonimasu__> sorry I missed it
[22:55:02] <dushantch> maybe just weld 10mm plate and close that base hole, and mount the nut mount on it?
[22:55:27] <anonimasu__> I'd rather not modify the machine too much
[22:55:38] <anonimasu__> I'd rather bolt it to the base..
[22:55:43] <anonimasu__> then have another plate on the bottom
[22:55:45] <dushantch> then screw it on the hole
[22:55:52] <anonimasu__> yeah :)
[22:56:21] <anonimasu__> a 20mm thick plate with the nut mounted to it.. then mounted to the machine base
[22:56:31] <dushantch> could be
[22:56:42] <anonimasu__> but I have no idea how much that would flex without digging a bit
[22:57:38] <dushantch> well the shorter the distance from nuts axis to plate the better
[22:57:46] <anonimasu__> yeah..
[22:58:10] <dushantch> and rigidity in that situation rises with square of plate thickness
[22:58:23] <anonimasu__> the question is if's worth the work to offset the screw..
[22:58:28] <stustev> cradek: i just finished changing the battery, starter and alternator on my daughter's MR2. The starter was a tight fit to get out.
[22:58:32] <dushantch> I think not
[22:58:38] <anonimasu__> it's too much hassle..
[22:59:08] <anonimasu__> :)
[22:59:10] <dushantch> only if you machine it mounted on the machine, but if it gets unscreved in the future...
[22:59:32] <anonimasu__> hehe, would have to have a keyway to align it
[22:59:50] <jmkasunich> stustev: just the guy to ask a machining question
[22:59:51] <dushantch> and the back?
[23:00:09] <anonimasu__> dumb luck ;)
[23:00:21] <anonimasu__> better not think too much about it
[23:00:27] <jmkasunich> I'm drilling O-1 drill rod with an 11./64 HSS drill
[23:00:48] <jmkasunich> 1300 RPM, which works out to 58 SFPM
[23:00:57] <anonimasu__> dushantch: I'm going to take it apart and have a better look tomorrow perhaps
[23:01:13] <jmkasunich> I'm having horrible chatter and it just plain doesn't want to drill
[23:01:21] <dushantch> anonimasu__: it doesn't look like the distance is too large, just don't make the nut mount too short
[23:01:24] <jmkasunich> the last time I recall something this nasty, it was stainless
[23:01:46] <jmkasunich> am I going to fast? any other suggestions
[23:01:52] <anonimasu__> you mean the height?
[23:01:58] <stustev> yes - too fast - 500 rpm max
[23:02:16] <anonimasu__> dushantch: im thinking of the part that scews into the holes in the spindle
[23:02:18] <jmkasunich> even for a drill that small?
[23:02:19] <stustev> you don't want it to heat at all
[23:02:35] <dushantch> anonimasu__: I mean length of mount of nut, the thing that screws onto the plate
[23:02:36] <jmkasunich> oh, ok
[23:02:39] <stustev> O1 is oil hardening but it will air harden
[23:02:45] <stustev> how deep?
[23:02:57] <jmkasunich> just under 1" (its a thru-hole)
[23:03:22] <jmkasunich> I'm drilling in the lathe, workpiece is 1/2" dia
[23:03:22] <stustev> I was going to suggest putting it in the freezer for a while before cutting
[23:03:37] <jmkasunich> I wonder if the bulk of the part is quenching the hot zone
[23:03:48] <stustev> not at 1300 rpm
[23:03:52] <jmkasunich> it really does seem like it might be hardening itself
[23:04:00] <anonimasu__> dushantch: yeah, I'll be thinking about that
[23:04:04] <stustev> yes - hence the chatter
[23:04:22] <jmkasunich> I really should get working on a variable speed drive for the lathe
[23:04:22] <stustev> keep some lubricant on the tool also
[23:04:27] <stustev> yes
[23:04:44] <jmkasunich> turn OD, drill, bore - changing the v-belts for every step gets real old real fast
[23:04:48] <dushantch> anonimasu__: dissasamble it, get some main measurements and you'll know :)
[23:04:53] <anonimasu__> yep
[23:04:57] <stustev> real fast
[23:05:14] <anonimasu__> dushantch: I'll have a look at it tomorrow
[23:05:24] <stustev> especially for someone who KNOWs there is a better way :)
[23:05:31] <jmkasunich> yeah
[23:05:39] <anonimasu__> dushantch: maybe I'll throw the calculations into the FEM program at work, and se how thick the plate has to be..
[23:05:46] <dushantch> anonimasu__: ok, have a good night, it's 1 AM here, going to sleep a little :)
[23:05:51] <jmkasunich> I'll probably wind up doing everything at 500 RPM and accepting that it takes a long time
[23:06:01] <stustev> take it slow and easy - don't let the tool rub
[23:06:23] <BigJohnT> what are you making jmkasunich ?
[23:06:41] <jmkasunich> an adapter part
[23:06:50] <BigJohnT> cool
[23:06:53] <jmkasunich> M6 threads on the inside, 1/2-20 on the outside, about 3/4" long
[23:07:11] <jmkasunich> with a little step on the outside, about 0.4" dia x 3/16" long
[23:07:22] <stustev> part of the reason cnc works so well is when you find the right machining parameters the human doesn't get impatient
[23:07:27] <BigJohnT> little parts
[23:07:57] <jmkasunich> unfortunately the drilling on these parts will always have the human factor
[23:08:12] <BigJohnT> I'm on the path to add CNC to my manual lathe...
[23:08:15] <anonimasu__> hehe
[23:08:17] <jmkasunich> tailstock drilling, manual (program pauses and says "drill the hole")
[23:08:26] <stustev> heh
[23:08:29] <BigJohnT> :)
[23:08:31] <anonimasu__> you can use gang tooling for drilling
[23:08:38] <anonimasu__> toolholder mounted drill
[23:08:39] <anonimasu__> :)
[23:08:44] <jmkasunich> anonimasu__: yeah, but two problems
[23:08:50] <jmkasunich> 1) pain to set up for short runs
[23:08:56] <BigJohnT> need a toolpost drill chuck
[23:09:13] <jmkasunich> 2) it takes a lot of force, and I have a stepper machine
[23:09:26] <anonimasu__> :/
[23:10:07] <anonimasu__> stuste1: while you are here.. what's the best way to get a great finish wen turning? HSS/carbide?
[23:10:16] <jmkasunich> now I get to reduce speed, resharpen the drill I broke off in the last part, and try again
[23:10:19] <BigJohnT> if you drill a pilot hole it reduces the force a lot
[23:10:33] <jmkasunich> 11/64 isn't very big
[23:10:38] <anonimasu__> stuste1: (random gummy material that seems like it can be hardened)
[23:10:40] <stustev> you need to work on the "drill the hole" macro - add a patience line
[23:11:02] <jmkasunich> I'd need a 1/16" pilot, and drilling close to 1" deep with a 1/16" drill doesn't sound like fun
[23:11:12] <anonimasu__> stuste1: Standard, SS 14 2142
[23:11:41] <stustev> what kind of machine?
[23:11:41] <BigJohnT> what material jmkasunich
[23:11:47] <jmkasunich> anonimasu__: is that an EU designation?
[23:11:50] <anonimasu__> yes
[23:11:51] <jmkasunich> BigJohnT: drill rod
[23:12:08] <stustev> anonimasu: what kind of machine?
[23:12:11] <anonimasu__> a lathe
[23:12:12] <anonimasu__> manual
[23:12:12] <jmkasunich> the part could probably be mild steel, I should see if I have any
[23:12:25] <BigJohnT> 1" deep should not be a problem if you clear the chips as you get deeper
[23:12:55] <stustev> on a solid lathe carbide will be best - large radius tool
[23:13:03] <stustev> high rake
[23:13:12] <stustev> coolant or oil
[23:13:27] <anonimasu__> hm.. im using carbide already
[23:13:36] <anonimasu__> it seems like if I take a 2mm cut I get a very very shiny surface..
[23:13:36] <stustev> what diameter?
[23:13:45] <anonimasu__> ~30mm
[23:13:57] <stustev> 2mm depth of cut?
[23:14:01] <anonimasu__> yeah..
[23:14:11] <jmkasunich> thats a heavy cut
[23:14:20] <jmkasunich> how big of a lathe?
[23:14:27] <anonimasu__> big..
[23:14:34] <anonimasu__> let me get you a picture
[23:14:36] <jmkasunich> tonnes?
[23:14:46] <anonimasu__> http://www.bchs.se/pics/profila.jpg
[23:15:00] <jmkasunich> ah, ok
[23:15:03] <anonimasu__> a but shorter travel..
[23:15:04] <jmkasunich> that can take a heavy cut
[23:15:47] <anonimasu__> I dont get why the surface are dull on tiny cuts..
[23:15:53] <stustev> how long is the part - how far does it stick out of the chuck?
[23:15:59] <jmkasunich> it probably starts rubbing instead of cutting
[23:16:02] <toastydeath> anonimasu__: because the force of the cut pushes the cutter out
[23:16:10] <anonimasu__> 20mm max..
[23:16:18] <jmkasunich> what is the nose radius of the cutter?
[23:16:24] <toastydeath> and the load tends to change dramatically, so even if the cutter stays in the cut all the time, it will drift
[23:16:28] <toastydeath> in and out
[23:16:34] <stustev> the heat generated in the deeper cut helps smear the material for a smooth finish
[23:16:50] <anonimasu__> odd..
[23:16:51] <toastydeath> uh, i disagree with the heat comment completely
[23:17:02] <anonimasu__> I think it is 0.6mm
[23:17:03] <stustev> what kind of tolerance are you trying to hold?
[23:17:14] <anonimasu__> less then 0.01..
[23:17:19] <stustev> mm
[23:17:33] <anonimasu__> and it works out, it's just that I need to take suicide cuts to get a nice finish..
[23:18:05] <stustev> for that kind of tolerance you need a small radius tool
[23:18:06] <anonimasu__> I'd rather be finishing with 0.1mm cuts..
[23:18:17] <jmkasunich> for depth of cut significantly less than the cutter nose radius, the entering angle changes dramatically
[23:18:31] <toastydeath> anonimasu__: .1 mm is a very small amount for a finish cut.
[23:18:36] <jmkasunich> instead of cutting toward the headstock, (deep cut), you are cutting toward the center of the part
[23:18:48] <anonimasu__> im used to my hobby lathe.. :p
[23:18:54] <anonimasu__> hmm..
[23:19:12] <anonimasu__> so I need to take > 0.6 for to get any nice surface?
[23:19:13] <toastydeath> on lathes i don't consider anything less that .5mm
[23:19:24] <toastydeath> diameter
[23:19:45] <toastydeath> anonimasu__: depends on the tool, but it's a good rule of thumb
[23:19:50] <anonimasu__> * anonimasu__ nods
[23:19:51] <anonimasu__> thanks
[23:20:01] <anonimasu__> and what kind of tooling do you think I need to get any finish?
[23:20:05] <toastydeath> if you are scared of not hitting the tol, set up sevveral "test" cuts
[23:20:12] <anonimasu__> that
[23:20:22] <toastydeath> where you creep up in .5mm increments.
[23:20:26] <anonimasu__> that's how I found out I need to take a 1mm or two to get it smooth..
[23:20:33] <toastydeath> tool, hss is good
[23:20:34] <BigJohnT> tool post grinder
[23:20:48] <toastydeath> like stustev said, for shallow depths of cut, smaller nose radius helps
[23:20:52] <toastydeath> dead sharp is not a good idea
[23:21:03] <anonimasu__> I'd like to be able to liek scrape the surface to get a nice finish..
[23:21:20] <toastydeath> are you using hss, by the way?
[23:21:22] <anonimasu__> no..
[23:21:23] <anonimasu__> carbide.
[23:21:24] <toastydeath> or are you using carbide/inserts
[23:21:31] <anonimasu__> sandvik inserts..
[23:21:43] <toastydeath> material?
[23:21:44] <stustev> if you go with HSS to get a very sharp cutter you need to slow down the rpm drastically
[23:21:48] <anonimasu__> carbide..
[23:21:54] <toastydeath> no no, what are you cutting
[23:22:00] <toastydeath> alum, steel
[23:22:12] <anonimasu__> SS 2142
[23:22:17] <stustev> can you hone the carbide to a very sharp edge for the finish cut?
[23:22:28] <anonimasu__> hm.. maybe.. I
[23:22:28] <toastydeath> what's the sfm recommendation on the insert
[23:22:36] <anonimasu__> I've never done that before
[23:22:54] <stustev> the insert will probably have a honed radius on the cutting edge
[23:22:57] <anonimasu__> toastydeath 0,15mm/rev of feed.. that's all I could find out ;)
[23:23:27] <stustev> if you can sharpen the edge like you would HSS you may be able to get the finish you want - just ont'
[23:23:37] <stustev> don't try to rough with that insert
[23:23:45] <anonimasu__> I can try honing it down
[23:24:35] <stustev> you will need to slow down for the sharpened insert also - just not as much as you would for HSS
[23:24:49] <stustev> do you have a diamond hone?
[23:24:55] <anonimasu__> no
[23:25:07] <stustev> that works the very best for carbide
[23:25:45] <stustev> an aluminum oxide stone will not cut the carbide
[23:26:05] <anonimasu__> then I cant hone it..
[23:26:12] <anonimasu__> :/
[23:26:31] <stustev> rats
[23:26:35] <anonimasu__> I've been pondering the inserts that look like |\ for finishing
[23:26:44] <stustev> yes
[23:27:08] <stustev> for SS you will want a high rake tool
[23:27:21] <stustev> bbl - supper time
[23:27:25] <anonimasu__> thanks!
[23:27:26] <anonimasu__> laters
[23:27:37] <anonimasu__> well, the SS is some random material I found laying around ;)
[23:29:12] <BigJohnT> for SS you must keep the material cool or work hardening will jump in...
[23:29:26] <BigJohnT> slow cutting speeds, sharp tools
[23:31:58] <anonimasu__> US equivalent of 4212 grade is AISI 6082
[23:33:15] <mariooliveira> anyone knows a good store where i can buy some nice linear guides for my cnc? cheap stuff
[23:34:01] <mariooliveira> in europe
[23:34:15] <mariooliveira> to avoid extra charges :)
[23:34:22] <toastydeath> i disagree with pretty much everything people are saying here about cutting stainless
[23:34:42] <toastydeath> those methods work great if one is in the 80's with 80's cutting tools
[23:34:52] <toastydeath> but i doubt anyone has inserts or carbides from back then lying about
[23:35:14] <toastydeath> high rake with honed off edges are put on the inserts by the manufacturers for a reason
[23:35:27] <toastydeath> and if you have to hone the edge back to sharp, to quote a website, "ur doin it rong"
[23:36:35] <toastydeath> fast, no coolant, leave the insert alone
[23:36:52] <jmkasunich> toastydeath: some of us are using 80's machines
[23:36:55] <toastydeath> if you get spots of material stuck on the surface and can't go faster, give it some coolant.
[23:37:14] <toastydeath> yeah, but i'm going to wager the inserts are more recent than the machine.
[23:37:23] <toastydeath> i use 80's machines, too, and i don't have these problems
[23:38:02] <toastydeath> if you're on manual machines, don't use inserts, and hone up brazed inserts however you want - it'll work better
[23:38:11] <toastydeath> *brazed carbide
[23:38:17] <toastydeath> or slower machines
[23:38:37] <BigJohnT> in a nutshell if you get stainless hot your screwed
[23:38:55] <toastydeath> bigjohnt: good thing running a tool fast keeps the part colder than running it slow
[23:39:27] <BigJohnT> heat leaves with the chips
[23:39:58] <toastydeath> but if you use coolant, you stand a very good chance of cracking a good insert
[23:40:16] <BigJohnT> * BigJohnT nods
[23:40:19] <jmkasunich> toastydeath: I've been doing a bit of hard boring on my machine
[23:40:26] <jmkasunich> agreed about coolant being a bad idea
[23:40:42] <jmkasunich> ideally, I'd have enough speed, feed, and DOC that the heat would go into the chip
[23:40:52] <jmkasunich> I can get the recommended speeds
[23:41:02] <toastydeath> jmkasunich: i'm not advocating everyone, all the time, run flat out
[23:41:12] <jmkasunich> but at the recommended DOC and feed, my machine chatters - it is _way_ too flexible
[23:41:23] <toastydeath> what i'm advocating is pick a methodology that works - this mix and match crap drives me nuts
[23:41:27] <jmkasunich> I try to keep feed up enough that I'm cutting not rubbing
[23:41:32] <jmkasunich> but I have to lower DOC a lot
[23:41:52] <toastydeath> if you can't run with inserts, then don't and go to tooling and machine parameters that work
[23:42:05] <toastydeath> don't struggle with a tool that doesn't want to run at the conditions your machine can handle
[23:42:05] <jmkasunich> when I lower DOC, I get into the nose radius issue, so I sharpen the insert
[23:42:39] <jmkasunich> I could use a brazed boring bar instead, but then when it gets dull (which it does) I'm throwing away a bar instead of an insert
[23:42:45] <BigJohnT> adapt, improvise, and overcome
[23:42:46] <toastydeath> but you're cutting those crazy friggin' spindles, right?
[23:42:51] <jmkasunich> yes
[23:43:02] <anonimasu__> :)
[23:43:05] <jmkasunich> (not today, but that's the job I'm talking about)
[23:43:07] <toastydeath> i can understand going to extraordinary measures in that case
[23:43:35] <jmkasunich> btw, drilling worked MUCH better just now, at 440 RPM
[23:43:45] <jmkasunich> of course, the turning and boring are taking forever
[23:44:07] <toastydeath> lol
[23:44:16] <dmess> http://www.cnc4pc.com/Store/osc/produchttp://www.cnc4pc.com/Store/osc/product_info.php?cPath=25&products_id=58 _info.php?cPath=25&products_id=58
[23:45:03] <jmkasunich> 404
[23:45:05] <anonimasu__> dmess: do you know about cutting AISI 6082
[23:45:12] <dmess> will this drive my Allen bradley 160 s VDF controler
[23:45:42] <dmess> what is that presicely
[23:45:49] <anonimasu__> some kindof stainless
[23:46:10] <dmess> WHAT kinda ss
[23:46:46] <dmess> gimme a few... new box of cd no links
[23:46:56] <dmess> off
[23:47:07] <anonimasu__> I have no idea
[23:49:11] <dmess> you sure its SS
[23:49:16] <dmess> no hits
[23:49:33] <anonimasu__> sorry that was the wrong material.
[23:49:43] <dmess> does it come from russia??
[23:49:46] <anonimasu__> AISI 329
[23:51:47] <anonimasu__> no..
[23:53:56] <anonimasu__> Stainless Steel Duplex 329 AISI 329
[23:54:07] <dmess> looks and souns gummy as crap
[23:54:18] <dmess> sounds
[23:54:59] <dmess> high tool rake and VERY fast feeds
[23:55:33] <dmess> and speeds... you need to bark the chip off the tool
[23:56:06] <anonimasu__> it's piston rod for huydralic cylinders
[23:56:27] <dmess> to go in what??
[23:57:43] <toastydeath> wb
[23:58:01] <jmkasunich> you are making rods for cylinders, or the material was originally rods, and you are making something else from it?
[23:59:43] <anonimasu_> yep
[23:59:46] <anonimasu_> im making something else out of it
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
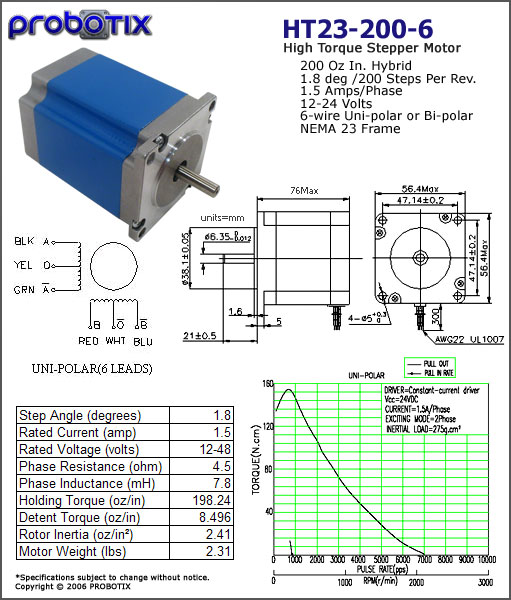){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}