Back
[01:05:23] <SWPadnos> so, here's a great example of "specsmanship":
http://kensolar.com/tek9.asp?pg=products&specific=jnnngoi8
[01:07:14] <jmkasunich> "celluar phone, 6A"
[01:07:22] <jmkasunich> you gotta be kidding
[01:07:27] <jmkasunich> (thats supposed to be at 12V
[01:07:31] <SWPadnos> that's just a typo, it should be .6
[01:07:36] <jmkasunich> 72 W would melt the thing
[01:07:50] <SWPadnos> which works out for ~100 hours with a 63AH battery
[01:08:12] <SWPadnos> what gets me is that they talk about 1500W continuous and 3000W peak power, but the panel you get with it is only 110W
[01:08:26] <jmkasunich> right
[01:08:36] <SWPadnos> and 3000W from a 12V battery had better be a short peak demand
[01:08:38] <jmkasunich> I knew right off that they were using the battery to get those powers
[01:08:48] <SWPadnos> battery + 15 panels probably
[01:09:00] <skunkworks> 1500w continuous means until the battery is dead.
[01:09:07] <jmkasunich> yep
[01:09:20] <SWPadnos> could be, but even so, that's ~125A from 12V
[01:09:36] <SWPadnos> better be a good battery, like from a car
[01:09:47] <jmkasunich> well, 63A*H * 12V = 755 WH
[01:09:48] <SWPadnos> which it does look like
[01:09:54] <SWPadnos> right, 1HP for 1 hour
[01:09:58] <jmkasunich> so you aren't gonna get more than half an hour at 1500W
[01:10:00] <SWPadnos> so much for that 40 hour fridge
[01:10:20] <jmkasunich> judging from the pic, it is a car-sized battery
[01:10:34] <jmkasunich> probably deep cycle
[01:10:44] <SWPadnos> my sister mentioned this as a possible solution for power for the next few weeks, and I quickly pointed out that she wasn't going to get what they were implying she'd get
[01:10:46] <SWPadnos> yeah
[01:12:17] <skunkworks> there was actually a 'how it was made' show on how batteries where made.. It showed how a deep cell cycle battery was made and compared it to a normal car energy.. I alawys wondered if there really was a difference.
[01:12:37] <skunkworks> *battery..
[01:12:48] <SWPadnos> well, what's the difference? :)
[01:13:20] <skunkworks> iirc - it had something to do with how the lead was shapped.. but to be honest I don't actually remember
[01:13:32] <SWPadnos> extra surface area maybe
[01:13:36] <skunkworks> yes
[01:14:10] <SWPadnos> there was a discovery announced today or yesterday about using some carbon material in ultracaps
[01:14:21] <SWPadnos> had something like a football field of surface area per gram
[01:14:36] <skunkworks> neat..
[01:14:51] <SWPadnos> should be useful in ~5 years or so
[01:15:32] <skunkworks> I just saw a video on a concept 3 wheeled wearable cycle. they actually mentioned a ultra caps.
[01:17:19] <skunkworks> is a motor cycle still a motor cycle if it doesn't have a gas engine.. Just my feeling - I think of gas engines when I think of 'motor cycles'. (that might be too far down the rabit hole)
[01:17:39] <toastyde1th> http://www.boasas.com/?c=1006
[01:17:46] <skunkworks> electro cycle?
[01:20:23] <SWPadnos> I had thought about making a cycle with 2 servodisc motors
[01:20:28] <SWPadnos> or maybe even one
[01:20:59] <SWPadnos> you can get 50HP discs that are about the size of an average wheel
[01:22:04] <SWPadnos> this months Circuit Cellar Ink has an open-source electric engine controller
[01:22:32] <SWPadnos> 3-phase, about 110HP max - depends on the power stage
[01:24:50] <skunkworks> this is cool
http://www.sciencefriday.com/program/archives/200808221
[01:25:39] <skunkworks> Just need some fast diodes...
[01:25:51] <skunkworks> fffffffast diodes
[03:09:08] <JymmmEMC> Phase 1: Denial, Phase 2: Anger, Phase3: bargaining...
[03:16:50] <cradek_> cradek_ is now known as cradek
[06:26:26] <micges> good morning
[13:40:12] <stuste1> admittedly I didn't rtfm - I am running EMC2 with the AXIS interface - I edited the .var file to change a value for my G55 wpc. It didn't change the position on the table. What do I need to do to read the change?
[13:41:06] <stuste1> I am currently reading the manual
[13:43:55] <steves_logging> steves_logging is now known as steve_stallings
[13:45:58] <cradek> stuste1: don't do that - use touch off, then change the pulldown menu to G55
[13:46:13] <cradek> stuste1: or, use G10 L2 P2 to set G55 offsets if you want to specify the number
[13:49:01] <stuste1> I just need to move the Z down by .020. I see the manual says to issue a reset after editing the file. I have always used the G10 until now. Is there a command I can use to issue a reset?
[13:49:55] <cradek> I do not know of a reliable way to make emc reread but NOT write the var file
[13:50:24] <cradek> I bet what it did was immediately overwrite your change
[13:50:42] <stuste1> if I touch off to another (false) wpc will it reread the file?
[13:51:05] <cradek> it will write it
[13:51:17] <cradek> if you edit the var file, do it without emc running, then start emc
[13:51:54] <skunkworks_> can't you do a #var=whatever in mdi?
[13:52:13] <stuste1> I will be able to tell by looking. It writes to 6 or 7 (a bunch) places. I only need 3.
[13:52:33] <cradek> skunkworks_: yes that might work, not sure
[13:53:25] <cradek> each g5x has 9 variables for it
[13:54:21] <stuste1> on this machine anything past 3 is just plain arrogance (or wishful thinking)
[13:54:53] <stuste1> I am talking about decimal places
[13:55:02] <cradek> oh
[13:55:37] <stuste1> I use 9.801 - I can only dream about 9.8012794
[13:55:49] <SWPadnos> EMC dreams for you
[13:55:55] <skunkworks_> heh
[13:56:03] <stuste1> heh
[13:56:39] <stuste1> At the very least I need a reload wpc (like the reload tool table)
[13:57:02] <stuste1> I would like to see the control reread the wpc and tool table on every line
[13:57:30] <stuste1> SWPadnos: I can dream on my own
[13:57:35] <stuste1> :)
[13:57:41] <SWPadnos> EMC dreams more accurately I guess
[13:57:43] <SWPadnos> :)
[14:01:30] <jepler> as far as I know, using '#var=whatever' in mdi to change the coordinate system you're not currently in will work
[14:01:34] <jepler> it won't change the one you're currently in
[14:03:18] <stuste1> thanks
[14:04:01] <jepler> (I'm not sure what advantage it has over MDI'ing G10L2 though--particularly since that will successfully change the coordinate system you're in)
[14:04:50] <stuste1> I like that better
[14:05:19] <cradek> yeah I tried it for the current system and it didn't work
[14:05:26] <cradek> g10 is better in all ways
[14:05:32] <cradek> it even gets units right
[14:09:48] <stuste1> thanks guys - off to make more chips - should have video today - I have already cut the top of the block - I will cut another one for the video
[14:09:55] <cradek> cool
[14:10:00] <cradek> is this the 5 axis code from apt?
[14:10:04] <stuste1> yes
[14:10:16] <cradek> neat. I'm looking forward to seeing that.
[14:10:59] <cradek> so you made an apt postprocessor that generates 5 axis gcode that works for emc?
[14:11:12] <stuste1> It looks pretty good - The program says it is a 59 minute program - I will have to edit it for youtube so I may not have it published today
[14:11:36] <stuste1> yes - just remove the pivot length and tool length calculations
[14:12:00] <SWPadnos> I wonder if LiVES has a retiming function
[14:12:05] <cradek> slick. I'll have to figure out how to use that.
[14:12:09] <cradek> LiVES?
[14:12:18] <SWPadnos> Linux video editor
[14:12:32] <SWPadnos> http://lives.sourceforge.net/
[14:12:45] <stuste1> will look at it
[14:13:32] <SWPadnos> ah, it does do retiming
[14:13:41] <SWPadnos> "Resampling of video (time stretching) to any frame rate (1 to 200 fps - accurate to 8 decimal places); option to auto-resample or speed up/slow down between clips."
[14:14:12] <jepler> huh, I wonder why limit it to 200fps -- that won't get a 59 minute program down to youtube-length
[14:14:26] <SWPadnos> do it twice
[14:14:40] <jepler> (though if that's axis's program time estimate, I would trust it even less for 5-axis code than for 3-axis, and I don't trust it much there)
[14:15:38] <SWPadnos> things get pretty choppy when you try to change the time scale too much. The best system I've seen was able to do a 10:1 slowdown (I don't know what the speedup range was)
[14:15:58] <SWPadnos> that was fro a million dollar range editing package
[14:16:00] <SWPadnos> fro
[14:16:02] <SWPadnos> for
[14:18:18] <SWPadnos> I wonder if it's multithreaded
[14:26:33] <mr_boo> hmm, got a number of questions
[14:26:36] <mr_boo> hi btw
[14:27:19] <mr_boo> the g1 code is *always* a straight line isn't it?
[14:27:33] <BigJohnT> yes
[14:28:08] <toastatwork> exciting!
[14:28:50] <cradek> depends how you define straight line
[14:28:54] <mr_boo> so the code "g1 x10 y10" followed by "g1 x20 y0" is supposed to bw two straight lines
[14:29:21] <cradek> g0 x0 c0, g1 x1 c180 will cut a sprial since c is rotary
[14:29:36] <cradek> but in a cartesian (xyz) machine, yes it's a straight line
[14:29:53] <mr_boo> i got a smooth corner rather than two lines
[14:29:59] <alex_joni> mr_boo: there are some cases where blending can occur between two straight lines
[14:30:05] <mr_boo> this is shown in the graphical representation
[14:30:09] <alex_joni> that is because emc2 uses G64 by default
[14:30:18] <alex_joni> put a G61 in your program at the very top
[14:30:20] <cradek> you can control the corner deviation with G64 P[tolerance]
[14:30:30] <cradek> right, or specify no deviation with G61
[14:30:33] <mr_boo> lets try it
[14:31:04] <cradek> mr_boo: read this for all the gory details
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TrajectoryControl
[14:31:19] <cradek> it explains all (?) the issues very clearly (?)
[14:31:29] <BigJohnT> cradek: is fast today
[14:32:53] <BigJohnT> http://www.linuxcnc.org/docview/html//gcode_main.html#sub:G61,-G61.1,-G64:
[14:32:54] <mr_boo> g61 did the trick
[14:33:01] <mr_boo> thanks alex
[14:33:48] <cradek> be aware that you want the slightly rounded corner in most cases of cutting real material
[14:33:57] <alex_joni> cradek: he's not cutting :)
[14:34:07] <alex_joni> spooling some wires around
[14:34:13] <cradek> ok then, G61 it is
[14:34:15] <alex_joni> if I remember it correctly
[14:38:53] <mr_boo> beautiful
[14:39:01] <mr_boo> now it winds pretty good
[14:40:02] <cradek> neat
[14:42:58] <mr_boo> i can't document my progress since this rtai kernel doesn't appear to support my cellphone
[14:43:35] <mr_boo> unless i try to upload it on another machine
[14:43:54] <mr_boo> to see it in action is eyecandy
[14:44:26] <cradek> another youtube video is always welcome
[14:44:52] <mr_boo> not half as impressive as your stuff but i'm a beginner after all
[14:46:35] <mr_boo> my progress is also thanks to your help
[14:47:35] <alex_joni> that's the reasone there are people in this channel
[14:47:40] <jepler> I'm not sure I know of anyone else using emc for wire winding .. it's neat to hear of new applications.
[14:48:41] <cradek> I agree. making a new kind of machine is neat compared to boring old lathes (haha, a lathe joke)
[14:48:55] <alex_joni> mr_boo: there's a page where you can add it:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Videos
[14:51:47] <mr_boo> they're in a fancy file format,
http://www.carmi.se/misterstarshine/img/MOV00221.3GP
[14:51:52] <mr_boo> don't know about the quality
[14:51:58] <mr_boo> gotta see it myself
[14:53:45] <mr_boo> * mr_boo installs vlc to be able to watch his own video
[14:54:08] <mr_boo> i bet the cellphone has crappy video quality as well
[14:54:15] <jepler> you need to get ahold of the upcoming camera from canon .. 21 megapixel stills, 1080p high def video, up to ISO25600 sensitivity
[14:55:40] <mr_boo> lol!
[14:55:54] <mr_boo> that video quality was *not* impressive
[14:56:09] <jepler> it'll only cost 3300 euros bundled with a lens!
[14:56:11] <mr_boo> don't buy the overpriced k770i
[14:56:17] <archivist_ub> I needz an injection of moneys for that camera
[14:57:04] <mr_boo> only 3300 euro, i'd pay that with cash
[14:57:46] <jepler> I'm just happy because now I have another feature (video) to wait for in canon's rebel line, and I can put off replacing my camera for another year or two
[14:58:19] <archivist_ub> I need a body to go with canon lenses I have
[14:59:26] <skunkworks_> mr_boo: neat video
[14:59:28] <jepler> if they're EF, pick up one of the drebels. I have the original digital rebel and it's a fine camera. There have been enough reivisions of the drebel that you should be able to find some pretty attractive used prices
[14:59:35] <mr_boo> skunkworks: thanks
[15:05:49] <archivist_ub> jepler, been looking of epay for a body (have a dead body here)
[15:13:18] <rayh> looks like you've got it running, mr_boo
[15:13:25] <mr_boo> yup
[15:13:47] <mr_boo> the video you see is 0.13mm wire onto bobbin
[15:13:53] <mr_boo> now i'm dealing with 0.07mm
[15:15:30] <archivist_ub> bleh vlc fails on my box
[15:22:11] <stuste1> cradek: the control overwrote the file - my edit didnt stick - using MDI the G10 worked
[15:24:13] <stuste1> I get the program exceeds the motion limit every time I start the program. The machine does not exceed the limits when I run the program. If I had to guess I would say it does not take the W axis (and tool length) into consideration. Just a guess.
[15:24:44] <stuste1> Is it possible to disable that 'feature'?
[15:25:32] <stuste1> If I would like to see a pull down box to adjust G55 (with set and increment) should I log a feature request?
[15:25:35] <stuste1> :)
[15:26:02] <issy> hi al
[15:26:12] <cradek> do you mean you get the "program will exceed limits" dialog when you try to run it?
[15:26:16] <stuste1> yes
[15:26:39] <cradek> I have seen that when I have T1 M6 G43 all on one line, but if I put the G43 on the next line, it goes away
[15:26:40] <stuste1> hi issy
[15:27:26] <cradek> stuste1:
http://sourceforge.net/tracker/index.php?func=detail&aid=2000329&group_id=6744&atid=106744
[15:27:32] <stuste1> I have the t1 m6 on one line and the g43 on another line - maybe I should combine them
[15:27:49] <cradek> hmm, then the problem is different
[15:28:21] <stuste1> I don't have negative offsets
[15:28:43] <cradek> I don't think negative offsets are required to see this bug
[15:29:08] <stuste1> I am sure they are not required to see the message on my machine
[15:29:09] <cradek> but I don't completely understand the bug
[15:29:49] <stuste1> My only problem with this is if we begin ignoring warnings when do we respect them?
[15:30:12] <cradek> surely it would be better to give the warning only at the correct time
[15:30:48] <cradek> do you move W to 0 before you invoke a tool change?
[15:31:00] <stuste1> off to reprogram the part - I need to use a smaller diameter tool to see if the surface finish (mismatch) is better
[15:31:01] <stuste1> no
[15:31:08] <cradek> possibly, UVW are not moved to tool change position
[15:31:29] <stuste1> I will try that
[15:32:20] <stuste1> I get a little mismatch (.005 - .010) between tool paths on the radical tool axis change section. The flat section matches good.
[15:32:42] <stuste1> I am finishing with a 1 inch cutter - I will change that to 1/2
[15:43:36] <cradek> what is the mismatch?
[15:50:14] <mr_boo> gotta go
[15:50:16] <mr_boo> seeya
[16:36:38] <steve_stallings> steve_stallings is now known as steves_logging
[17:16:15] <toastatwork> toastatwork is now known as toastydeath
[17:51:10] <fragalot> HAHAHAHA
[17:51:40] <fragalot> a new machine is going to be delivered tomorrow... they already put a huge forklift outside to lodge the machine in..
[17:51:55] <fragalot> problem is.. that forklift is 10cm too high to fit trough the front gate.
[17:52:07] <cradek> I've been there
[17:52:08] <renesis> heh
[17:52:23] <fragalot> cradek: no, this is the 3rd time thats happened.
[17:52:24] <renesis> time to modify the gate
[17:52:28] <fragalot> this year.
[17:52:33] <cradek> ha
[17:52:35] <fragalot> renesis: already did :p
[17:52:36] <renesis> you guys need to take better notes
[17:52:45] <fragalot> renesis: we did
[17:53:05] <renesis> pics?
[17:53:05] <fragalot> we asked for a forklift that isn't higher than 2.40m, the gate is 2.50
[17:53:15] <fragalot> renesis: don't have any
[17:53:23] <fragalot> we got a forklift thats 2.60 high
[17:53:32] <renesis> thats not cool
[17:53:34] <cradek> maybe you should have said "8 feet" haha
[17:53:53] <fragalot> cradek: we use the metric system..
[17:54:07] <renesis> that sucks
[17:54:18] <fragalot> no it doesn't :p
[17:54:21] <renesis> !
[17:54:27] <cradek> uh-oh, I tried to make a joke but unwittingly started a conversation about the metric system
[17:54:30] <cradek> dangit
[17:54:32] <renesis> heheh
[17:54:35] <fragalot> haha
[17:54:45] <fragalot> well, somebody is gonna get fired soon there aswell
[17:55:41] <fragalot> 1) send out 200 pieces short.. he re-set the counter so it looked like he made more parts. 2) crashed a brand new machine 3) 4000 pieces made wrong,.. never checked them,.. only 100 out of that shipment were JUST within the limits.
[17:56:18] <cradek> ouch
[17:56:20] <fragalot> thats just the list for this month
[17:57:47] <fragalot> owell.. Gonna figure out how we'll get the new machine in tomorrowmorning.. prolly going to have to take the turret off, spindle motor, part of the chassis,..
[17:58:36] <fragalot> That, and i need to finish my PCB.
[17:59:58] <fragalot> actually
[18:00:03] <fragalot> has anyone here used Zoli's board?
[18:01:33] <jepler> fragalot: the board on this page?
http://pminmo.com/l297-8/l297-8.htm that's the board cradek uses (with some small mods) in his small mill, which are mentioned at the bottom of that page.
[18:01:42] <jepler> he's pretty happy with it as far as I know
[18:02:21] <jepler> pminmo, the maintainer of that site, drops by this irc occasionally
[18:02:40] <fragalot> I wanted to know if the PDF is just "print&order", or if i had to resize it
[18:02:52] <fragalot> (saves me the time printing out & checking xD)
[18:03:14] <fragalot> ooh, it's got a scale on it..
[18:03:19] <jepler> at the time cradek made his boards, there were eagle .brd and .sch files available for download, so he didn't do it that way
[18:03:29] <fragalot> yeah, thats a shame
[18:03:53] <fragalot> I wanted to replace the voltage reg with a 7805, since i won't run at those high voltages anyhow
[18:07:36] <fragalot> whee, it is
[19:35:57] <fragalot> well that failed.
[19:36:12] <fragalot> I pushed too hard on the iron,... instead of nice traces, i got a black blob xD
[20:14:43] <toastydeath> ffff
[20:15:15] <DanielFalck> ????
[20:15:30] <alex_joni> Fast Floating Fractal Fun
[20:15:51] <DanielFalck> frogs flying for fun
[20:16:14] <alex_joni> Find 'em, Feel 'em, Fsck 'em and Forget 'em
[20:16:25] <alex_joni> I didn't make that one up :)
[20:16:32] <alex_joni> http://www.urbandictionary.com/define.php?term=F.F.F.F.
[20:20:54] <toastydeath> ffff is a noise
[20:20:56] <toastydeath> say it
[20:20:57] <toastydeath> ffffff
[20:27:12] <skunkworks_> I have 3 dual pentuim III ibm Eservers.
[20:27:37] <skunkworks_> 1.266GHZ
[20:27:46] <alex_joni> wanna see how has more bogomips?
[20:27:48] <skunkworks_> kinda cool
[20:28:03] <skunkworks_> ;)
[20:28:27] <SWPLinux> looks like about 2500 bogomips to me
[20:29:27] <alex_joni> can't be..
[20:29:32] <alex_joni> my VM has 3500 :D
[20:29:37] <alex_joni> on one core
[20:29:51] <cradek> darn, doesn't show a total, this machine has 16x5852 = 93,632
[20:29:55] <SWPLinux> oh, my laptop has 4400 on each core
[20:29:57] <SWPLinux> heh
[20:30:13] <SWPLinux> I should check the phenom and Q9650 machines at some point
[20:30:28] <SWPLinux> err, Q9660
[20:30:32] <SWPLinux> 9650
[20:30:38] <SWPLinux> some Q thingie
[20:30:40] <skunkworks_> I have an in with a banks IT department.. boy do they throw away a lot of good stuff
[20:30:52] <alex_joni> like money?
[20:31:02] <skunkworks_> I just go 2 hp color laser printers and 4 4000 series
[20:31:12] <SWPLinux> network/duplex?
[20:31:17] <skunkworks_> lots of pentium 4 class computers also
[20:31:24] <skunkworks_> network and duplex
[20:31:25] <alex_joni> I just fixed my 2605dn
[20:31:45] <alex_joni> dust on the laserscanner mirror for magenta
[20:31:59] <alex_joni> it's a huge PITA to get to that
[20:34:46] <skunkworks_> alex_joni: one of the color lasers we got was a 2605dn - it is at home now ;)
[20:34:56] <skunkworks_> seems to do a nice job printing
[20:35:21] <SWPLinux> man. when I kno people at a bank, all i get is useless 1" binders
[20:35:28] <skunkworks_> heh
[20:35:29] <SWPLinux> know
[20:35:58] <alex_joni> skunkworks_: if you'll see magenta fading, ask me for an URL
[20:36:02] <SWPLinux> they got bought out so the name changed, rendering the old binders inappropriate for official use
[20:36:22] <skunkworks_> we also got a 2500 hp color.. not as nice and needed a little tlc. (someone screwed up the tray so it never thought it had paper.)
[20:37:02] <alex_joni> skunkworks_: cause it will.. it's just a matter of time :)
[20:37:05] <skunkworks_> alex_joni: cool
[20:37:08] <alex_joni> they say it's poor design
[20:37:19] <skunkworks_> heh - mirror points up? ;)
[20:37:23] <alex_joni> yeah
[20:37:29] <alex_joni> and no seals on the laser scanner
[20:37:45] <alex_joni> my printer had it after 6-7 months
[20:37:57] <alex_joni> sent it to service, they replaced the laserscanner :/
[20:37:59] <skunkworks_> I am suprised it does as good as it does then as it has been rattled pretty good for the last few days
[20:38:17] <SWPLinux> shakes the dust off
[20:38:22] <alex_joni> now it did it again, 1 month after warranty expired..
[20:38:39] <alex_joni> so I fixed it myself.. 1h of messing around with it
[20:38:56] <alex_joni> I'm sure it can be done in < 20 minutes
[20:39:08] <skunkworks_> hp printers are usually a pain to get into the first time.
[20:39:25] <alex_joni> yeah, and each time you get more and more leftover screws
[20:39:28] <SWPLinux> after that there are half as many screws :)
[20:39:31] <alex_joni> so less to take out the next time
[20:39:35] <alex_joni> SWPLinux: exactly
[20:50:58] <skunkworks_> the eservers seem to run opengl pretty smooth.. around 10us latency
[20:51:09] <skunkworks_> ;)
[20:51:50] <alex_joni> nice
[20:51:55] <alex_joni> how big are they?
[20:52:02] <skunkworks_> about 2 inches thick
[20:52:18] <skunkworks_> and full rack size
[20:52:27] <alex_joni> 19" x ?
[20:53:07] <skunkworks_> 26
[20:55:36] <skunkworks_> about like this
http://cgi.ebay.com/IBM-eServer-xSeries-335_W0QQitemZ150294654869QQcmdZViewItem?hash=item150294654869&_trkparms=72%3A1209%7C39%3A1%7C66%3A2%7C65%3A12%7C240%3A1318&_trksid=p3286.c0.m14#ebayphotohosting
[20:56:11] <SWPLinux> christ that's a huge URL
[20:56:26] <alex_joni> stick it under a desktop mill, no-one will find it :)
[20:56:43] <toastydeath> i think if i put that url under a desktop mill it would still poke out
[21:21:34] <jepler> yay, zenbot is running again with its new acme screws
[21:21:55] <jepler> time to see if it still has measurable backlash (cradek is betting that it doesn't)
[21:23:09] <cradek> yay
[21:23:14] <alex_joni> yay
[21:23:22] <cradek> does everything seem free?
[21:23:44] <jepler> cradek: yep feels fine, sounds about like before
[21:28:25] <skunkworks_> sweet - with dumbster nuts?
[21:29:02] <jepler> skunkworks_: from dumpstercnc.com
[21:30:22] <skunkworks_> dumbster? heh
[21:31:04] <skunkworks_> bbl
[21:35:15] <jepler> .. actually instead of doing that I'm doing lots of rapids and seeing whether it will stall .. so far so good at [AXIS]MAX_VELOCITY=2.0
[21:36:15] <cradek> wow, that's fast
[21:37:28] <jepler> what have I misconfigured in my inifile? going on a diagonal in all 3 axes I get a velocity of 198, while my math says it should be 208. I get the 120 I expect when a single axis is moving. [TRAJ]MAX_VELOCITY = 3.30 left over from from some earlier tuning effort
[21:37:57] <alex_joni> 3.30 * 60 = 198
[21:38:03] <jepler> er, oh, duh
[21:38:08] <jepler> thanks alex
[21:38:13] <alex_joni> np
[21:38:32] <SWPLinux> heh
[21:38:41] <jepler> I didn't even bother taking 3.3*60 to check, I was certain it was "big enough'
[21:38:42] <jepler> "
[21:39:03] <cradek> iirc, you can just take that out instead of worrying about what's big enough
[21:39:12] <jepler> in 2.2?
[21:39:18] <cradek> umm mumble
[21:39:22] <jepler> heh
[21:39:29] <jepler> oops, it finally stalled
[21:39:33] <SWPLinux> I think that default was changed in trunk only, but I'm not sure
[21:39:48] <cradek> which one stalled?
[21:40:06] <jepler> Z
[21:40:12] <cradek> going up?
[21:40:18] <jepler> yes
[21:40:24] <cradek> heh
[21:40:27] <cradek> how predictable
[21:41:00] <jepler> I think I'll go for 1.5 for now ..
[21:43:05] <jepler> * jepler (heart) margin
[21:44:13] <SWPLinux> luckily, there's rarely a large cutting load going up
[21:44:16] <alex_joni> how many pulses/sec is that then?
[21:44:21] <SWPLinux> ^when going up
[21:45:23] <jepler> SCALE 25600
[21:45:33] <jepler> so it was 51.2kHz at 2ips
[21:45:43] <alex_joni> nice.. I assume pluto?
[21:46:00] <jepler> yeah
[21:47:03] <alex_joni> nice
[21:47:07] <jepler> 16TPI, 1.8 degree, 1/8 microstep, direct drive
[21:47:08] <alex_joni> well.. good night all
[21:47:13] <jepler> see you
[21:47:52] <SWPLinux> see you later Alex
[21:47:58] <cradek> goodnight
[22:01:32] <jepler> old "X" backlash: .0093 inches. now: .0015.
[22:02:46] <jepler> The indicator is moving around (e.g., rotating slightly in the spindle) more than that over repeated measurements, so I'm tempted to say: backlash: less than accuracy of measurement
[22:03:03] <jepler> * jepler declares victory
[22:04:02] <jmkasunich> woo hoo!
[22:04:21] <jepler> hi jmkasunich
[22:04:24] <jmkasunich> HI
[22:04:32] <jmkasunich> oops
[22:04:42] <jepler> jmkasunich: in cradek's expert opinion, those rails on the zenbot are drill rod.
[22:04:52] <jmkasunich> I bet he's wrong
[22:04:56] <jepler> heh
[22:05:10] <SWPLinux> I say they're bamboo
[22:05:12] <jepler> you just don't like anybody's guesses, do you
[22:06:37] <jmkasunich> drill rod is a nicely heat treatable tool steel
[22:06:49] <jmkasunich> those rods could be made out of "ordinary" steel
[22:07:04] <jmkasunich> something like 1045 TGP (turned-ground-polished) for less money
[22:07:17] <jepler> less money is good
[22:07:21] <SWPLinux> well, loks like it's time for me to run. catch you all from Germany
[22:07:24] <SWPLinux> looks
[22:07:25] <jepler> see you all SWPLinux
[22:07:29] <jepler> I hope your travels go smoothly
[22:07:31] <jmkasunich> have a safe flight
[22:07:36] <jepler> yeah, what jmkasunich said
[22:07:39] <SWPLinux> I sure hope so :)
[22:08:00] <SWPLinux> I have a fine rear facing seat, so I should be better off in most types of emergency
[22:08:36] <jmkasunich> 6' piece of 1/2" 1045 TGP from metal express, $22, 3' piece of 1/2" W1 drill rod from mcmaster $24
[22:08:58] <BigJohnT> what you guys making?
[22:09:15] <jmkasunich> noise mostly
[22:09:18] <jepler> hah
[22:09:24] <BigJohnT> :0
[22:09:34] <jepler> BigJohnT: speculating about what metal one of the few metal parts of the zenbot is
[22:09:52] <BigJohnT> zenbot?
[22:09:59] <jepler> my cnc machine
[22:10:09] <BigJohnT> ok
[22:10:14] <jmkasunich> the diff is even more for larger sizes - 1" drill rod is $74 for 3', I can get 9' of TGP for that price
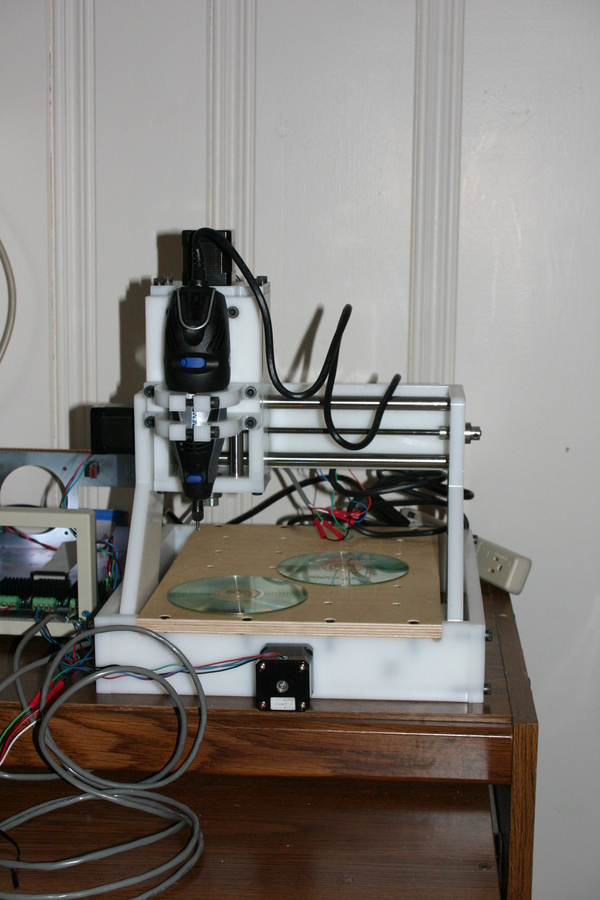
[22:10:27] <jepler> http://axis.unpy.net/files/01188441458/img_7045-medium.jpg
[22:11:10] <BigJohnT> you talking about the two rods on the Y axis?
[22:11:29] <jmkasunich> yeah ( and I assume there are similar rods for X)
[22:11:42] <jmkasunich> Z too, can sort of see them under/behind the dremel
[22:11:54] <BigJohnT> yes I see them
[22:12:08] <BigJohnT> do they ride in delrin bearings?
[22:12:25] <jmkasunich> I think they just run in holes in the plastic framing
[22:12:34] <jmkasunich> which is some kind of hdpe I think?
[22:12:55] <jepler> yes I think so
[22:13:05] <jepler> like those opaque white cutting boards
[22:13:23] <BigJohnT> kinda looks like delrin that I use a lot
[22:14:05] <BigJohnT> making a new one?
[22:14:20] <jmkasunich> no, we were just speculating on what they used
[22:14:26] <jmkasunich> like I said, making noise
[22:15:05] <jmkasunich> all we need in here is a pot-bellied stove to sit around, and a can to spit baccy juice into, and we'd be just like a bunch of old-timers sitting around the general store
[22:16:18] <toastydeath> loool
[22:16:42] <BigJohnT> I use to chew but grew up...
[22:16:49] <Dmess> yup.. a lil brown bag in your pocket...LOL
[22:16:50] <BigJohnT> and out a bit :)
[22:17:47] <jmkasunich> I should head off to the spectacles store
[22:17:51] <BigJohnT> ok if I do a "loadusr -w classicladder" in the HAL Configuration window will it work as I expected
[22:18:11] <jmkasunich> I was getting ready for bed last night, and "sproing", part of my glasses headed of into nowhere land, and the side fell off
[22:18:30] <BigJohnT> dang I hate when that happens
[22:19:04] <BigJohnT> you wonder where those black holes are on the floor that swalow up small bits when you drop them
[22:19:04] <Dmess> been there hate that
[22:19:16] <jmkasunich> I bet they won't sell me a new temple piece, they'll want to sell a whole frame
[22:19:39] <Dmess> naw a temple they should sell ya..
[22:19:44] <BigJohnT> put some white tape on it
[22:19:49] <jmkasunich> heh
[22:19:56] <jmkasunich> I'm a machinist, I could do better than that
[22:20:00] <jepler> 9^BigJohnT: I'm don't think you want -W or -w there. you don't care to wait for the component to be created (it's not followed in a hal file by link lines) and you don't want to lock up the hal configuration window until it completes
[22:20:22] <BigJohnT> ok, thanks jepler
[22:21:31] <BigJohnT> yep, got a better response without the -w
[22:21:55] <jepler> ok, I have a dc servo motor with encoder and a stepper motor. can emc be configured so that when the stepper stalls the servo pid takes over, and vice versa? I have downloaded emc but when I burn it to CD I get an error.
[22:22:23] <BigJohnT> have you RTFM?
[22:22:30] <jmkasunich> that's not an error, that is a filter
[22:22:37] <BigJohnT> LOL
[22:22:43] <stuste1> I didn't get video today - the cut surfaces look very nice - I will have an inspection report tomorrow (from the CMM) - I will get video tomorrow - I have pile of chips on the table - sweet
[22:22:48] <BigJohnT> undocumented feature
[22:22:50] <jepler> stuste1: cool
[22:22:55] <jmkasunich> cinci?
[22:22:56] <jepler> stuste1: will eagerly await the video
[22:23:02] <stuste1> yes - I am happy
[22:23:13] <jmkasunich> what did you make?
[22:23:22] <stuste1> a test part of my design
[22:23:56] <stuste1> moves full rotary motion of both rotary axes while cutting a surface with the bottom of a cutter
[22:24:13] <jmkasunich> slick
[22:24:24] <Dmess> how did you program it>>
[22:24:32] <stuste1> NCL
[22:24:45] <Dmess> slicker !!!
[22:25:05] <jmkasunich> its a shame the cinci can't tilt 90 degrees
[22:25:15] <jmkasunich> it would be need to see that ball thing we made at the workshop in metal
[22:25:24] <Dmess> i just sat thru 3 more days of catia brainwashing
[22:25:29] <stuste1> I drilled and end milled holes - from different directions to see how accurate positioning is from different directions
[22:25:40] <stuste1> yes - 90 degrees would be nice
[22:25:56] <Dmess> how close can you get??
[22:26:23] <stuste1> The cinci has 50 degrees on each of the rotary axes - A and B
[22:26:30] <Dmess> usually you can hit it from 1 side of the trunnion only
[22:26:34] <stuste1> A and B heads - not tables
[22:26:54] <stuste1> the tool tilts
[22:27:13] <Dmess> 50 deg. is a profiling head for a virtical
[22:27:22] <stuste1> yes
[22:28:23] <Dmess> it was never designed for it.... no strength in the column in those axes
[22:28:31] <stuste1> we will have to wait for the viper to be able to cut the ball (from the workshop)
[22:28:35] <jmkasunich> Dmess: this kind of head
http://www.craftsmanshipmuseum.com/images/SpielCin1.JPG
[22:28:38] <jmkasunich> but not on a bridge
[22:28:58] <stuste1> this is the size cinci calls a 30V
[22:29:22] <jmkasunich> this is cool:
http://www.craftsmanshipmuseum.com/images/SpielCin5.JPG
[22:29:35] <jmkasunich> http://www.craftsmanshipmuseum.com/images/SpielCin2.JPG
[22:29:47] <jmkasunich> http://www.craftsmanshipmuseum.com/images/SpielCin3.JPG
[22:30:39] <jmkasunich> stuste1: what size is your cinci?
[22:31:33] <Dmess> if that last one has a scaled control on it someone needs a slap
[22:33:12] <stuste1> the cinci is X122 Y42 Z14 - a hydrotel retrofit with the profiling head
[22:33:55] <jmkasunich> is the head the same as the 30V, just on a different base/column?
[22:34:06] <jmkasunich> found this pic of a 20V:
http://www.roberts-eng.com/yahoo_site_admin/assets/images/IM001914.182170746_std.jpg
[22:34:12] <jmkasunich> that looks more like yours
[22:34:30] <jmkasunich> no, I take that back
[22:34:31] <stuste1> that's what I understand - later they made 20V heads and put them on verticals
[22:34:37] <jmkasunich> that one has Y on the table
[22:36:28] <stuste1> Yes - that looks like the 20V-120 - the head is just a little smaller than the head on my machine - the frame is narrower and thinner
[22:37:41] <stuste1> talk to you later - I am going home
[22:37:50] <jmkasunich> goodnight
[22:39:48] <BigJohnT> goodnight as well
[23:26:31] <stustev> good evening (from home)
[23:27:03] <h2i> evening stustev
[23:27:24] <stustev> hi
[23:28:03] <stustev> must be supper time for everyone
[23:49:53] <stustev> if you want to look at it. The gcode file to cut the part on the cinci is this file:
http://www.mpm1.com:8080/cinci/cincitest.pu1 - the .igs files in the same directory are models of the part - the .u file is a unibase (database) file used by NCL. The .pp file is the part program that runs in NCL to create the .cl file. The post processor uses the .cl file to create the .pu1 (gcode) and .pr1 (report). Have fun.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}