Back
[00:31:22] <antichip> Thanks for the assist on the interupt switch, I'll dink around with getting the pulses per rev and such tonight.
[01:48:32] <jepler> ooh neat project --
http://members.shaw.ca/swstuff/spindle-encoder.html
[02:09:08] <Lerman> A problem I frequently encounter is given two intersecting line segments (three points forming an angle), I'd like to machine the inside angle with a specified radius between them. Does anyone here have a handy procedure to (given the points and the radius) calculate the location of the center of the arc and the two points of tangency of the circle with the lines?
[02:10:29] <jmkasunich> lerman: offset each line by one radius towards the other one, then calculate their intersection
[02:12:43] <Lerman> It's been over 40 years since I did this stuff. Let's start with the offset part. I have a line defined by (x1,y1) (x2,y2) and would like to offset it by r. What are my new x and y values?
[02:13:14] <jmkasunich> you're gonna make me think aren't you
[02:13:23] <jmkasunich> ok, lets see....
[02:13:31] <jmkasunich> first calculate the deltas
[02:13:40] <jmkasunich> dx = x1-x2, dy = y1-y2
[02:13:42] <Lerman> Well, I tried google, but that didn't seem to help.
[02:14:23] <jmkasunich> normalize the deltas: d = sqrt(dx^2+dy^2), ndx = dx/d, ndy = dy/d
[02:14:31] <fenn> use qcad and draw a fillet? (or some other tangent arc)
[02:14:48] <jmkasunich> fenn we're trying to code it, not construct it
[02:14:52] <Lerman> I don't have a way to invoke qcad from within my gcode.
[02:14:55] <jmkasunich> (I'd do exactly that if I was doing a drawing)
[02:14:58] <Lerman> :-)
[02:15:02] <jmkasunich> Lerman: following me so far?
[02:15:11] <Lerman> yup.
[02:15:17] <jmkasunich> ndx,ndy is a unit vector parallel to the line
[02:15:26] <jmkasunich> rotate it by 90 degrees
[02:15:36] <jmkasunich> rdx = ndy, rdy = -ndx
[02:15:52] <jmkasunich> (that rotates one way, the other is left as an exercise for the student
[02:15:55] <cradek> the direction 'd' is atan2(dy,dx). move the endpoints d+90 or d-90
[02:16:33] <jmkasunich> I'm doing the same thing without the trig
[02:16:37] <cradek> ah
[02:16:46] <jmkasunich> you do atn2, then later sin and cos - I don't bother converting to an angle
[02:16:49] <cradek> I think in trig I guess
[02:17:06] <cradek> sorry, go on :-)
[02:17:08] <jmkasunich> for a rotation other than 90 degrees trig is definitely the way to go
[02:17:25] <JymmmEMC> For those that need to run XP or M$ apps, check out VirtualBox (apt-get install, not download)
[02:17:26] <cradek> but that still just gets you two new lines - not the answer
[02:17:28] <jmkasunich> ok, got a unit vector turned 90 degrees - rdx,rdy
[02:17:51] <JymmmEMC> I got it installed under unbuntu and xo is running 89,000 updates now
[02:17:53] <jmkasunich> scale by circle radius to get the translations for the endpoints
[02:17:55] <JymmmEMC> XP
[02:18:02] <jmkasunich> apply those translations, now you have new endpoints
[02:18:11] <jmkasunich> remember the translations, need them later
[02:18:26] <jmkasunich> calculate the intersection of the two new lines (google should have that algorithm)
[02:18:34] <cradek> haha
[02:18:40] <cradek> left as an exercise for the student
[02:19:16] <Lerman> Add a little witchcraft so that the lines are translated in the proper directions.
[02:19:40] <jmkasunich> Lerman: that might involve translating them both ways and picking the sanest result
[02:20:09] <jmkasunich> there are lots of conditionals needed - for non-intersecting lines, which way to translate, and which end intersecs
[02:20:15] <cradek> I bet you can use an R format arc more easily - change the problem into finding the right radius
[02:20:27] <jmkasunich> the radius is a given
[02:20:34] <cradek> is it?
[02:20:42] <jmkasunich> yes, read the initial question
[02:20:50] <cradek> I thought we were figuring out a fillet (circle tangent to both lines)
[02:20:55] <Lerman> For me, yes. A problem I frequently encounter is given two intersecting line segments (three points forming an angle), I'd like to machine the inside angle with a specified radius between them. Does anyone here have a handy procedure to (given the points and the radius) calculate the location of the center of the arc and the two points of tangency of the circle with the lines?
[02:21:10] <cradek> oh, then why not directly use an R format arc?
[02:21:20] <jmkasunich> where do you start it? where do you end it?
[02:21:43] <jmkasunich> those are the last two of the three items he is seeking - R format only lets you skip the first (center)
[02:21:53] <cradek> oh, so it is a fillet, but you shorten the lines
[02:21:58] <jmkasunich> right
[02:22:00] <cradek> I finally understand the question, sorry
[02:22:19] <jmkasunich> easycad has a command for that ;-) "draw fillet and trim"
[02:22:21] <Lerman> That's fine. We still need to compute the end points. Yes. Don't be sorry -- be helpful :-)
[02:22:40] <Lerman> Great -- do you have the source code? :-)
[02:22:50] <jmkasunich> anyway, if you've got the center, the tangent points are easy - apply the "line offset" translations to the center (in reverse)
[02:22:55] <cradek> yes autocad fillet does this automatically too, that's why I don't know how offhand
[02:23:38] <cradek> the answer has got to be on wolfram but I'm not finding it
[02:23:57] <jmkasunich> http://ozviz.wasp.uwa.edu.au/~pbourke/geometry/lineline2d/
[02:23:58] <cradek> otherwise I have to find a pencil and round things to trace around - those are my only two powers
[02:24:14] <jmkasunich> http://mathworld.wolfram.com/Line-LineIntersection.html
[02:24:34] <Lerman> The problem started as a need to write gcode for a ratchet wheel. I can easily compute the line segments needed, but then I need to cutter compensate.
[02:24:39] <Lerman> And ...
[02:24:53] <cradek> * cradek grumbles
[02:27:05] <cradek> if you are brave, and can avoid Z moves and F changes etc while comp is on, you could try the concave_ccomp branch
[02:27:50] <cradek> I did all the geometric work, it's that other stuff that doesn't work right
[02:29:06] <Lerman> So... didn't you have to do the calculation we are talking about -- or something like it?
[02:29:32] <cradek> like it, yes, but I did not generate a circle
[02:30:06] <cradek> but I did pull back the endpoints so the cutter ends up in the corner, tangent to both the original lines
[02:30:15] <Lerman> Ah. You just shorten the arc to match the tool radius.
[02:30:27] <Lerman> Not the arc -- the line segment.
[02:30:32] <SWPadnos> there is no arc when you're doing it with cutter comp
[02:30:44] <SWPadnos> the arc is accidental because of the nonzero tool radius
[02:30:46] <cradek> right, there is no arc generated in the concave line-line case
[02:31:01] <cradek> no arc motion - yes there is an arc cut of course
[02:31:16] <SWPadnos> right
[02:31:30] <cradek> Lerman: do you really want the arc, or are you compensating for concave sharp corners?
[02:31:47] <Lerman> Well, I'd like to do it "right" and specify an arc between the two lines. I'm compensating for concave sharp corners.
[02:32:04] <cradek> gotcha
[02:32:29] <cradek> I think we've said how to do it, if you can put all the pieces together (use R format)
[02:32:45] <Lerman> And since I'm computing the endpoints of the line segments in gcode, I need a gcode routine to compute the truncated segments and make the lines.
[02:32:59] <jmkasunich> eww
[02:33:14] <jmkasunich> why not go all the way and write it in assembly
[02:33:46] <Lerman> I lost the source of my assembler. I'll have to resurrect the cobol code and rebuild the assembler. :-)
[02:34:10] <cradek> offset the lines by R, use jmk's link to find the intersection, wait you're still not there
[02:34:19] <jmkasunich> why not?
[02:34:29] <cradek> you don't have what you need for either arc format yet
[02:34:36] <Lerman> But once I have the gcode subroutine, I'll own it forever.
[02:34:41] <jmkasunich> what am I missing?
[02:34:44] <cradek> endpoints
[02:35:06] <jmkasunich> 12 minutes ago: anyway, if you've got the center, the tangent points are easy - apply the "line offset" translations to the center (in reverse)
[02:35:50] <cradek> oh ok, move the center back by R, perpendicular to the original line
[02:35:58] <jmkasunich> offset the endpoints of the original lines, find the intersection of the new lines, then reverse the offset and apply to the intersection
[02:36:05] <cradek> ok I agree that's all the pieces
[02:36:15] <cradek> you can use either format of arc then (so you should use IJ of course)
[02:36:49] <Lerman> I agree.
[02:36:59] <jmkasunich> you can use R if you want - the things that make R arcs blow up will probably make the intersection calculation blow up
[02:37:10] <cradek> very true
[02:37:15] <jmkasunich> nearly parallel lines = nearly 180 deg arcs
[02:37:23] <cradek> Lerman: if you feel like it, you could stick this in useful-subroutines.ngc
[02:37:54] <Lerman> Sure. Or in more-useful-subroutines.ngc.
[02:38:55] <Lerman> This one will be funny because you pass in seven args and get six values back (two new x, two new y, and i, j.
[02:39:09] <cradek> bleh
[02:39:35] <jmkasunich> how do g-code subs return values
[02:39:44] <jmkasunich> just stuff them in designated #vars?
[02:39:46] <cradek> can you pass it the endpoints of the path one at a time, and it generates the motions directly?
[02:40:10] <Lerman> I agree. bleh. Using either #vars or named ones. #<_newX1>
[02:40:25] <cradek> you'd have to tell it right or left side, it would make an arc if necessary (concave)
[02:40:38] <cradek> otherwise it would just generate the G1 motions
[02:40:43] <jmkasunich> I've never written a g-code sub that returned a value - they all "do something" rather than return something
[02:40:56] <jmkasunich> yay side-effects
[02:41:19] <Lerman> Maybe it should be in "some-scary-subroutines.ngc"
[02:41:29] <cradek> here-be-dragons.ngc
[02:41:46] <cradek> beware-grue.ngc
[02:42:18] <cradek> * cradek failed to get Lerman to work on the concave branch
[02:42:39] <Lerman> I just "installed" TRUNK.
[02:43:29] <Lerman> Someone (perhaps Heidenhain) has extensions to g1 that take an Rword defining the radius to use to connect to the next line segment.
[02:43:47] <Lerman> It automatically does what we're talking about.
[02:44:01] <cradek> I think that's pretty standard. Even BOSS has it I'm pretty sure
[02:44:09] <Lerman> (Another application for user (integrator) defined gwords.
[02:44:12] <Lerman> )
[02:44:54] <Lerman> So... who has a BOSS that we can disassemble the program from? :-)
[02:45:05] <cradek> uh yeah
[02:45:22] <cradek> it's not like it's hard, only tedious
[02:45:45] <Lerman> To me changing G1 is a better fix to the problem than changing cutter compensation code.
[02:46:34] <Lerman> It makes it easier to tell the computer what you really want. Right now it's just too hard to do (without using a CAD program).
[02:46:39] <cradek> but you need to wait to issue move N until you know what N+1 (or later) is
[02:46:54] <jmkasunich> which gets interesting when you issue G1 in MDI mode
[02:46:56] <cradek> it's just as hard as concave cutter comp
[02:47:02] <jmkasunich> don't fsck with G1, or I'll have to hurt you
[02:47:06] <Lerman> jmkasunich: cradek -- thanks for your help.
[02:47:56] <Lerman> I've got to get up early tomorrow (labor day parade passes my house and we have lots of people coming stopping in).
[02:47:58] <cradek> G1...R could be cool. but it's hard
[02:48:09] <Lerman> good night all. Thanks again.
[02:48:12] <cradek> goodnight
[02:48:15] <cradek> hope you get it.
[02:48:15] <jmkasunich> goodnight
[02:51:56] <cradek> http://timeguy.com/cradek-files/emc/concave-line2arc.png
[02:52:09] <cradek> http://timeguy.com/cradek-files/emc/concave.png
[02:52:24] <cradek> man I've gotta finish this.
[02:52:28] <cradek> so useful.
[02:53:26] <cradek> but so complicated, so many things can screw up the works.
[03:02:45] <willburrrr2003> when i set max speed in stepconf, is the max speed 100% of feed rate in emc for that axis?
[03:03:11] <SWPadnos> it's the max rate that EMC will ask that axis to move
[03:03:41] <willburrrr2003> so if i give a move command with f100 it is that max speed?
[03:04:08] <cradek> if f100 is faster than the axis can move, the axis will move at its max velocity specified in stepconf
[03:04:10] <SWPadnos> you could use F10000000, and EMC will limit the feed rate to whatever limits you configured
[03:04:35] <willburrrr2003> ok, good to know thanks
[03:04:47] <cradek> F word is always just a request. if it can't go that fast, it won't
[03:04:56] <willburrrr2003> is it possible to thread in emc without spindle control?
[03:05:21] <cradek> yes you just need an encoder on the spindle.
[03:05:23] <SWPadnos> on a lathe, as long as you have feedback, yes
[03:05:48] <willburrrr2003> the feedback would be the spindle rpm?
[03:05:51] <cradek> you need to have a way to set the spindle to a suitable speed where the Z axis can keep up, of course
[03:06:08] <cradek> the feedback is the spindle position read by the encoder
[03:06:13] <SWPadnos> spindle RPM and index
[03:06:23] <willburrrr2003> ok cool, makes sense
[03:06:24] <SWPadnos> right - position/orientation
[03:07:05] <willburrrr2003> so i need to sensors on the spindle?
[03:07:14] <willburrrr2003> two sensors*
[03:07:38] <SWPadnos> you need index, and aside from that, the more encoder counts you have, the more accurate the threads will be
[03:07:53] <SWPadnos> (for the most part)
[03:07:57] <willburrrr2003> how many index marks min?
[03:08:11] <SWPadnos> exactly one index - that marks some specific chuck orientation
[03:08:45] <SWPadnos> then multiple encoder counts are good - an encoder is best, slotted wheel next best, index only the minimum
[03:10:00] <willburrrr2003> ok, great so I know where to work next on my cnc lathe , much thanks
[03:10:08] <SWPadnos> sure - have fun :)
[03:12:38] <tomp2> JymmmEMC: what repo has VirtualBox?
[03:14:24] <tomp2> willburrrr2003 may be interested in the ShopTask spindle encoder
http://members.shaw.ca/swstuff/spindle-encoder.htm
[03:17:33] <cradek> l
[03:43:00] <tomp2> get the free Vitualization For Dummies booklet ( from Sun's VirtualBox)
http://www.sun.com/systems/solutions/virtualizationfordummies/virtualization.pdf
[04:29:33] <JymmmEMC> tomp2: Ununtu 8.04.1 AMD64
[04:33:31] <tomp2> JymmmEMC: thx, i got the deb & installed (which is a build of some sort, not very talky...) reading now
[04:34:50] <JymmmEMC> tomp2: After it's installed, you'll get a error msg that oyu need to install a modules thing. make it you kenrel version-generic
[04:42:26] <tomp2> did that, thx, now booted to a w2k VM but got 'FATAL: No bootable medium found! System halted." sounds like i need a w2k image ( like old Mac emulators etc )
[04:43:41] <tomp2> I looked for where the VM OS came from but couldnt find anything ( liek an iso or real install cd), decided to let it go and see what it said.
[04:44:09] <tomp2> maybe theres an irc channel.
[04:51:54] <JymmmEMC> tomp2: I'm not sure where you are in the process
[04:52:13] <JymmmEMC> tomp2: where did you get the w2k VM from?
[07:14:53] <micges> DanielFalck: hello
[07:28:29] <alex_joni> JymmmEMC: I did
[07:33:04] <micges> alex_joni: Is it hard to redirect debug output from emc to file ?
[07:33:47] <micges> I mean different files for different emc modules (task, interp,..)
[07:44:08] <micges> alex_joni: ignore above
[11:38:20] <alex_joni> micges: it's hard-ish if they are linked in the same executable :)
[11:39:28] <micges> eh
[12:52:57] <DanielFalck> micges: hello
[12:53:39] <DanielFalck> micges: are you controlling galvos for lasers with emc?
[13:01:03] <micges> DanielFalck: what is galvo ?
[13:01:17] <DanielFalck> small servo motor that rotates mirror
[13:01:25] <DanielFalck> directs beam of laser
[13:01:34] <micges> no
[13:01:41] <DanielFalck> ok
[13:02:02] <DanielFalck> are you using table motion to control laser then?
[13:02:35] <micges> we have table motion and we have flying optics
[13:02:45] <micges> for movable table there is no problem
[13:02:55] <DanielFalck> can you tell me what 'flying optics' are?
[13:03:10] <micges> for flying optics we develop correction logic in hal
[13:03:41] <micges> flying optics= table not moving, but optics
[13:04:11] <DanielFalck> do the flying optics bend the beam or redirect it?
[13:05:36] <micges> redirect
[13:05:49] <micges> two mirrors
[13:06:21] <DanielFalck> ok, I think that's what we call 'galvos' here. I will look it up
[13:06:41] <DanielFalck> the galvos are little servo motors with mirrors mounted to shafts
[13:08:11] <micges> what they do?
[13:09:11] <DanielFalck> they redirect the beam- we must be talking about the same thing, although, I don't know much about lasers
[13:09:17] <anonimasu> they redireect the beam :)
[13:09:41] <micges> ok but for what is servo ?
[13:09:55] <DanielFalck> I'm probably wrong on that description
[13:10:01] <DanielFalck> I'm looking it up now
[13:10:06] <micges> ok
[13:10:50] <micges> DanielFalck: write what you want to know
[13:10:51] <DanielFalck> so you're able to control the flying optics and the table at the same time
[13:11:02] <micges> yes
[13:11:11] <DanielFalck> what else do you have to control with emc on the laser system at the same time?
[13:11:21] <DanielFalck> cooling system?
[13:12:06] <micges> we control power of source
[13:12:42] <micges> everything else of source is controlled by source internally
[13:13:16] <micges> I haven't seen laser with interface to it's cooling system
[13:14:03] <DanielFalck> are you purchasing older machines and retrofitting or buying new components and building
[13:14:55] <micges> we have modufied THC system and beam correction system controlled by emc
[13:15:09] <micges> the second option
[13:15:18] <DanielFalck> new components then
[13:16:36] <micges> also retroffiting not ours lasers
[13:17:12] <DanielFalck> we have 3 laser marking systems at work. they use Windows software and are very hard to deal with. Sometimes strange things happen with them for no reason.
[13:17:22] <micges> we go to customer, ressurect dead machine an take money :)
[13:17:36] <DanielFalck> That sounds like a good plan
[13:17:57] <DanielFalck> Maybe someday, I can install EMC on them
[13:18:31] <micges> when something strange happen on emc there is way to find what is it
[13:18:40] <DanielFalck> very true
[13:18:59] <DanielFalck> with Windows- it's a black box
[13:19:04] <micges> yes
[13:19:20] <DanielFalck> a black box that needs to be discarded
[13:19:49] <DanielFalck> thank you for the information micges
[13:19:58] <DanielFalck> I am inspired
[13:20:01] <micges> we bought couple of machines with windows and after month or two we install emc system on them
[13:20:53] <micges> windows was useless
[13:20:55] <micges> :)
[13:21:08] <micges> DanielFalck: no problem
[13:45:49] <antichip> I seem to be having a probloem booting from the latest live ubu cd? , It reads it says loading... thats it nothing else, any thoughts?
[13:46:34] <cradek> did you check the md5sum before you burned it? how much ram does your machine have?
[13:46:38] <dushantch> antichip: bad media maybe?
[13:47:09] <antichip> tried multiple burns and image was redownloaded
[13:47:41] <antichip> same brand cd as earlier ubu disk is burnt on
[13:48:39] <antichip> can I install it from HDD
[13:48:53] <antichip> or my flash drive?
[13:49:33] <cradek> how much ram does the machine have?
[13:50:43] <antichip> 500 mb or a gig
[13:50:48] <antichip> I forget
[13:52:31] <archivist_ub> the only problem I had was, bios LBA, had to create a smaller partition
[13:52:32] <antichip> I want to get my touch screen and touchpad mouse going, but I'm not going to mess with them till I get the latest version I can on the machine.
[13:59:52] <antichip> It will se larger hdd's , but I should go through the bios. I have not done that since I first used it. This computer used to run xray machines on windows
[14:01:52] <antichip> I got some GE medical systems Prototype computer that actually uses linux, but it so not standard pc boards. more embedded type stuff
[14:02:54] <antichip> scarry scarry, being on the operating room floor and the ventilator blue screens on ya
[14:04:36] <archivist_ub> * archivist_ub refuses to be ill in case some bar steward uses windows in the hospital
[14:55:25] <antichip> 500 mb ram in the computer not booting latest live cd
[15:21:37] <SWPadnos> antichip, what are the PC specs (roughly)?
[15:34:00] <kanzure> http://www.phlatboyz.com/
[16:04:07] <JymmmEMC> SWPadnos:
http://www.virtualbox.org/
[16:04:45] <SWPadnos> how does it compare with VMWare?
[16:04:55] <SWPadnos> in terms of stability and feature set ...
[16:05:41] <JymmmEMC> I just got done getting VB 1.5.6_OSE installed under Ubuntu 8.04.1 AMD64 w/ XP as guest OS and is working awesome so far. I even got NetFlix and it's DRM to stream movies
[16:05:57] <SWPadnos> hmmm. cool
[16:06:17] <JymmmEMC> Though from what I hear, give up try W2K and jsut go to XP
[16:06:25] <SWPadnos> do you know how well DirectX or openGL guest software performs?
[16:06:30] <JymmmEMC> it'll work, just more of a pita
[16:06:37] <SWPadnos> I have XP64, just never installed it yet ;)
[16:06:39] <JymmmEMC> SWPadnos: nfc
[16:06:45] <SWPadnos> ok
[16:07:04] <JymmmEMC> SWPadnos: It doens't support SMP or 64bit guests
[16:07:14] <SWPadnos> that's the kind of thing I wonder about - I would want to run Altium Designer, which is unfortunately directX, and CAD apps which are openGL
[16:07:31] <SWPadnos> the dreictX stuff needs access to shaders on the card, which I imagine won't work too well as a guest OS
[16:07:36] <SWPadnos> directX
[16:07:47] <JymmmEMC> SWPadnos: Then I guess you could use vmware server, *I* just couldn't get it going
[16:08:08] <SWPadnos> I had good luck with vmware, but didn't test DX apps much
[16:08:14] <SWPadnos> SolidWorks worked great though
[16:08:23] <JymmmEMC> xp32?
[16:08:26] <SWPadnos> openGL translates better (to openGL ;) )
[16:08:30] <SWPadnos> win2k
[16:08:42] <SWPadnos> Ubuntu 6.06 host, W2K guest
[16:08:48] <JymmmEMC> there is also #vbox here on freenode too
[16:09:37] <JymmmEMC> you have XP32?
[16:09:46] <SWPadnos> I have win2k and XP64
[16:09:52] <SWPadnos> no XP32
[16:10:17] <SWPadnos> (of course, I bought it the week before MS announced that it was a dead end product)
[16:10:26] <JymmmEMC> SWPadnos: maybe ebay?
[16:10:50] <JymmmEMC> I *think* you're allowed to downgrade legally
[16:10:52] <SWPadnos> I think Altium only needs DX9, so I can stick with Win2k
[16:11:21] <JymmmEMC> Get off that ancient thing already =)
[16:11:34] <JymmmEMC> Step intot he light!
[16:11:53] <SWPadnos> I can't, the dark side keeps calling the developers of the software I need ;)
[16:12:03] <antichip> SWPadnos It is a 600 Mhz amd with 500 mb ram I just got done doing some reading on the cd and there is a floppy image to boot to for older systems but I have no floppy
[16:12:16] <JymmmEMC> SWPadnos: which is what?
[16:12:22] <jmkasunich> antichip: have you checked the md5sum?
[16:12:24] <archivist_ub> Altium /me uses the original PCAD
[16:12:27] <SWPadnos> Altium and almost any mechanical CAD software
[16:12:41] <JymmmEMC> SWPadnos: those all should run on xp32
[16:13:01] <SWPadnos> antichip, check both the md5sum of the downloaded ISO, but also verify that the burn was correct
[16:13:01] <JymmmEMC> antichip: Try burning the iso at 4x speed
[16:13:37] <SWPadnos> antichip, I think you know this, but I'll mention it anyway - make sure you burned the ISO as a disc image, not as a file - if you look at the disc contents and see only the one ISO file, you did it wrong :)
[16:13:53] <JymmmEMC> antichip: Try burning the iso at 4x speed. I've had many issues with emc iso's burned at higher speeds.
[16:14:22] <SWPadnos> JymmmEMC, yes, I know they'll run on XP32, but what I own is 2K and XP64, and I really don't wnat to shell out any more money for something I think is annoying to have to use anyway
[16:14:56] <skunkworks> oh come on now.. xp isn't that annoying.. vista though..
[16:14:56] <SWPadnos> hmmm. time for me to go kayaking. bbl
[16:15:00] <JymmmEMC> SWPadnos: Ok, then wth do you own XP64?!?!?!?! huh huh huh???
[16:15:16] <SWPadnos> because I made a bad choice, apparently
[16:15:28] <JymmmEMC> Ah, ok I forgive you then
[16:15:45] <JymmmEMC> (but not your craptop for not having a paraport =)
[16:15:49] <SWPadnos> if I had waited a week, I could have seen that there is no upgrade path from XP64 to anything, and would have then known that no hardware vendors would continue to write drivers
[16:16:16] <JymmmEMC> SWPadnos: Do you have a retail copy or OEM copy of XP64?
[16:16:35] <SWPadnos> OEM I think - haven't looked in a while (it was only $150)
[16:16:44] <JymmmEMC> SWPadnos: ebay?
[16:17:00] <SWPadnos> to buy new XP32, or when I got XP64?
[16:17:13] <jmkasunich> to get rid of the XP64
[16:17:13] <JymmmEMC> where did you buy xp64 from?
[16:17:20] <SWPadnos> a dealer
[16:17:24] <SWPadnos> jmkasunich, yeah, good idea ;)
[16:17:42] <jmkasunich> only a fool would buy it, but there are probably fools on ebay
[16:17:45] <JymmmEMC> SWPadnos: If it says must be included with hardware, it's OEM
[16:18:06] <SWPadnos> I haven't looked in a while - I'm sure I could find it if I looked though
[16:18:31] <JymmmEMC> SWPadnos: I really do believe you can legally downgrade
[16:18:52] <JymmmEMC> just as long as the license permits switching to different HW
[16:19:07] <SWPadnos> that may be true - I'm not too concerned about it at the moment. I have several things to do before trying to build up a new workstation/install
[16:19:16] <JymmmEMC> Retail can be moved to any hardware. OEM MSUT stay with the same HW (legally)
[16:19:34] <JymmmEMC> SWPadnos: No new install, just VM
[16:19:57] <SWPadnos> my current workstation isn't really VM capable, it's an Athlon1800 (not Athlon XP, just athlon)
[16:20:20] <JymmmEMC> no, no, on your craptop
[16:20:29] <JymmmEMC> it's dualcore
[16:20:52] <SWPadnos> I have a dual dual-core Opteron too, but it's a bit flake
[16:20:54] <SWPadnos> y
[16:21:23] <JymmmEMC> I installed all this on the $400 crapiertop, you surely can setup on yours
[16:21:39] <SWPadnos> I have no desire to, the laptop isn't intended for a primary workstation
[16:21:50] <JymmmEMC> oh, I thought it was
[16:21:51] <SWPadnos> s/for/as/
[16:21:56] <SWPadnos> npe, that's the portable ;)
[16:21:59] <SWPadnos> nope
[16:22:12] <JymmmEMC> So? That's why there's ext monitors for =)
[16:22:14] <SWPadnos> it just happens to be 3x as fast as the wrokstation at the moment ;)
[16:22:20] <SWPadnos> gah
[16:22:24] <JymmmEMC> lol I know that feeling
[16:22:27] <SWPadnos> anyway, time for kayaking - see you later
[16:22:32] <JymmmEMC> enjoy!
[16:23:08] <JymmmEMC> how ya doin jmkasunich
[16:24:18] <jmkasunich> chillin
[16:24:35] <JymmmEMC> That's always a good thing =)
[16:24:54] <jmkasunich> thinking about making a collet, but I dunno if I'll get around to it or not
[16:25:43] <archivist_ub> they have round tuits in store these days
[16:25:52] <jmkasunich> I'm too cheap to buy one
[16:26:09] <jmkasunich> when they show up at HGR surplus (my favorite store) then I'll get some
[16:27:52] <skunkworks> jmkasunich: are you working on your smaller machine made from the cast table? (5 axis)
[16:28:06] <skunkworks> the one you where modeling in vismach
[16:28:07] <archivist_ub> I cant see me being good enough to make collets of a size I want
[16:28:31] <jmkasunich> skunkworks: well, if you interpret "working on" very loosely
[16:28:37] <skunkworks> heh
[16:28:41] <archivist_ub> dreamin?
[16:28:48] <jmkasunich> I'm messing with the surplus spindle project, and one of those will eventually be part of the gantry mill
[16:28:58] <skunkworks> I still have not milled a board either..
[16:29:29] <jmkasunich> I've done a bit more vismach modeling, I pretty much know how I'm gonna do the tilting head mechanism
[16:29:45] <jmkasunich> spindle and spindle drivetrain need to be finalized before I can cut metal for the head
[16:29:51] <skunkworks> although it has been good - I have been 'tweeking' the board more than I normally would.
[16:29:58] <skunkworks> neat
[16:30:56] <skunkworks> BigJohnT:
http://www.cnczone.com/forums/showthread.php?t=40199
[16:31:11] <jmkasunich> yesterday I finally got around to making a blog posting about the spindle project, with some decent pics
[16:31:25] <skunkworks> * skunkworks runs to look
[16:32:06] <jmkasunich> I was hoping to do some boring this weekend, but the ebay vendor that I got my inserts from didn't ship till friday
[16:37:05] <BigJohnT> skunkworks: what the heck is tom caudle taking about?
[16:37:18] <skunkworks> no clue
[16:37:51] <BigJohnT> I don't think he has a clue either but he never misses a chance for a sale...
[16:37:57] <skunkworks> heh
[16:38:49] <skunkworks> jmkasunich: very cool.
[16:39:09] <skunkworks> * skunkworks is going to mow..
[16:39:16] <skunkworks> first time in I bet a month
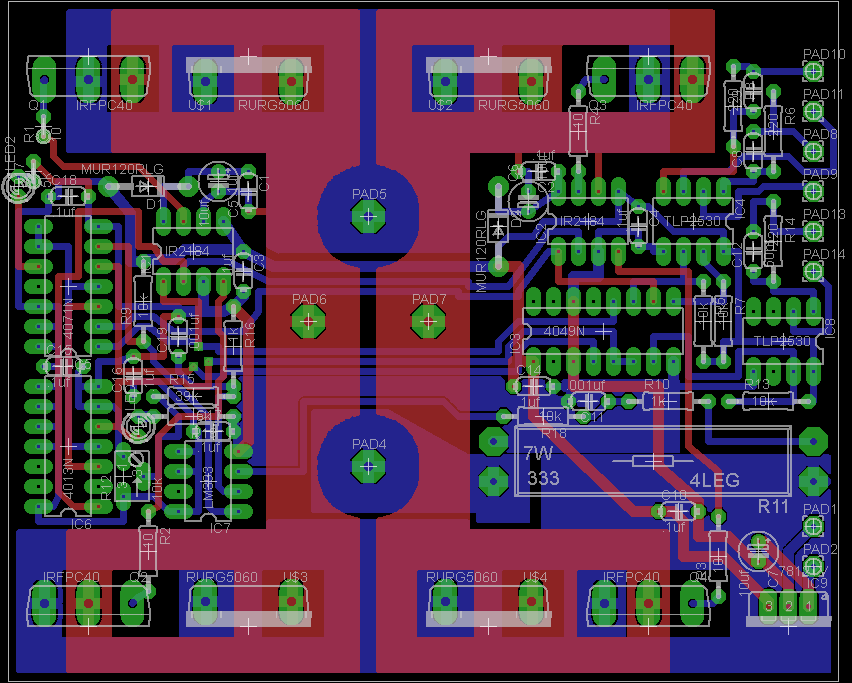
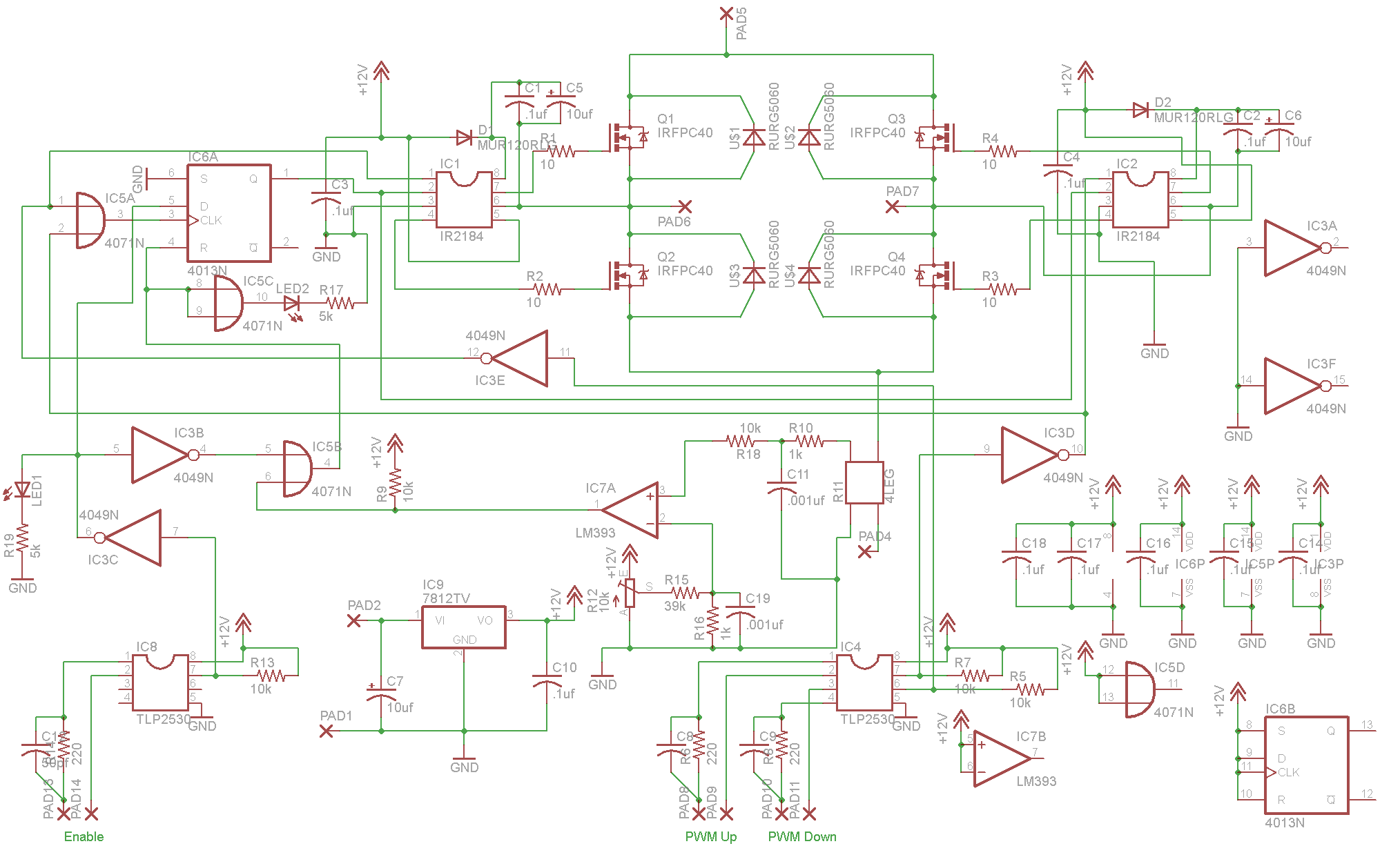
[16:45:34] <skunkworks> jmkasunich:
http://www.electronicsam.com/images/KandT/servostart/boardagain.png
[16:45:53] <skunkworks> and
http://www.electronicsam.com/images/KandT/servostart/schemagain.png
[16:46:01] <skunkworks> might be the final first try ;)
[16:46:22] <jmkasunich> getting really crowded
[16:46:23] <skunkworks> I am happy with it.
[16:46:25] <skunkworks> yes
[16:46:37] <BigJohnT> pretty colors
[16:46:42] <jmkasunich> have you ever considered surface mount parts?
[16:46:45] <skunkworks> I would say the limit of eagle and old packaging
[16:46:52] <skunkworks> not yet..
[16:46:54] <skunkworks> :)
[16:47:08] <skunkworks> when I run out of my current supply - maybe./
[16:47:21] <jmkasunich> heh, using what you have is always good
[16:47:42] <skunkworks> I really didn't think it would fit to begin with.
[16:48:45] <skunkworks> jepler showed me a trick for making the thermals fatter - so there is some meat going to the diode/power mosfet pads.
[16:49:00] <alex_joni> skunkworks: did you run one already?
[16:49:29] <skunkworks> alex_joni: not yet.
[16:49:50] <skunkworks> waiting for a rainy day which has been few and far between.
[16:50:27] <skunkworks> this has been one of the on-going projects
http://www.electronicsam.com/images/house/greatwall.JPG
[16:51:48] <jmkasunich> thats a lot of blocks
[16:52:09] <jmkasunich> makes me tired just looking at it
[16:52:28] <skunkworks> :)
[16:52:36] <skunkworks> it is about half done :(
[16:54:33] <skunkworks> and right now there is about 18 yards of washed lime stone in the garage
[16:54:49] <skunkworks> (keeps me out of trouble..)
[16:55:04] <skunkworks> bbl
[17:00:29] <tomp2> re Sun's xVM VirtualBox, it's running XP with Solidworks 98 as fast as ever
[17:01:30] <tomp2> dang! ACAD MechDesktop insists on W2k/W98, it wont install on XP virtual box
[17:05:54] <tomp2> never used vmware :) just know it runs as fast as it did on native XP (so far, loads & 3D shaded spins & assembly blow ups )
[17:06:28] <Roguish_> Roguish_ is now known as Roguish
[17:31:08] <archivist_ub> jmkasunich, was it you that did the ball being machined program during the cnc workshop and was it a python prog?
[17:32:22] <jmkasunich> it was me
[17:32:42] <jmkasunich> it was a C program that emitted povray source for visulalization, and G-code for machining
[17:33:13] <jmkasunich> however, the program wasn't really that complex - the ball itself was one line of g-code
[17:34:14] <archivist_ub> hmm Im thinking about in an axis display
[17:35:33] <archivist_ub> lots to think about with various tool shapes, machine shapes and part shapes
[17:43:59] <tomp2> ha! Sun's xVM scales the sound level used in Ubuntu. So 100% means 100% times what Ubuntu's default mixer is set at ( i'm not deef! yay!)
[17:53:30] <stuste1> playing with the cinci (blue) today - cincikins compensation works anywhere on the table - I am officially happier than a pig in poop
[17:54:31] <stuste1> I will record a movie tomorrow
[17:54:33] <DanielFalck> cool
[17:55:04] <DanielFalck> stuste1: I'm still plugging away with apt360
[17:55:19] <DanielFalck> I think that I see a path toward 5axis cam with it
[17:55:26] <stuste1> nice
[17:55:45] <DanielFalck> I need to spend a lot more time with it, but I think it can be done
[17:56:03] <DanielFalck> crotchetyGuy is already doing 4 axis stuff with it
[17:56:12] <stuste1> I generated some 5 axis motion with it and ran it in EMC2 - it did what I wanted
[17:56:21] <DanielFalck> cool
[17:57:07] <stuste1> I haven't cut any material with the code from apt360 yet but it moved the machine as expected
[17:57:33] <DanielFalck> open source cam, here we come : )
[17:57:47] <stuste1> YES YES YES
[17:59:42] <skunkworks> stuste1: what was the issue?
[17:59:52] <skunkworks> (in 20 words or less) ;)
[18:02:33] <stuste1> I can't explain anything in 20 words or less
[18:02:39] <skunkworks> heh
[18:03:16] <stuste1> the centerline of the spindle does not project EXACTLY through the centerline of rotation of the A axis
[18:04:04] <stuste1> also, the centerline of the rotation of the A axis does not project EXACTLY through the centerline of rotation of the B axis
[18:04:20] <skunkworks> yeckey
[18:04:28] <skunkworks> but - a one time adjustment ;)
[18:04:46] <stuste1> also the centerline of the spindle does not project EXACTLY through the centerline of rotation of the B axis
[18:04:57] <stuste1> yes a one time adjustment
[18:05:39] <stuste1> the problem is two fold - making the kinematics adjustable - determining the amount of error in each place
[18:05:43] <skunkworks> very neat.. I can't wait for a video.
[18:10:51] <stuste1> now, if the W and the Z would exchange position values at the G43 line the world would be 'almost' perfect
[18:12:56] <stuste1> i'm hungry - bbl - having some fun now
[18:20:24] <antichip> I have a footable floppy image in a .bin format. I need to make this to a bootable cd. Anybody got any ideas?
[18:23:16] <alex_joni> antichip: some burning software allows you to select a floppy image or drive when you want to make a bootable idea
[18:23:19] <alex_joni> err.. CD
[18:23:30] <alex_joni> but I think the whole idea you're following has some issues :)
[18:23:47] <alex_joni> something is wrong .. you shouldn't go through so much pain
[18:47:37] <antichip> I would'nt think so either
[18:54:22] <jmkasunich> several people have asked you about md5sum and you haven't answered
[19:37:52] <dmess> bad new on that ford taurus from yesterday... the water pump is Pooched as i first thought... i hate 2nd guessin ME
[19:38:32] <dmess> again.. i thought i was wrong ... but i was mistaken
[19:39:53] <dushantch> dmess: water pump was gone and it didn't leak? funny. It usualy leaks on front bearing
[19:42:15] <dmess> i think it gernaded internally... we pulled the top line off and i was expecting a bathe and got less than i could piss from a 30mm hose
[19:43:42] <dmess> pulled a bleed off the bottom and it pulses coolant fron boiling... i have a feeling we've been runing the head DRY for almost 2 days now
[19:44:08] <dmess> the engine may be facked
[19:45:00] <dushantch> may be but that's US engines they're meant to be cooled with vaporising wather :)
[19:45:29] <dushantch> as long as it had enough wather it's ok :)
[19:45:40] <user_> user_ is now known as SkinnyPup_
[19:46:07] <dmess> but if the pump gernaded pices of itself ito the rad..???
[19:46:36] <dmess> its gonna be more expencive to fix than its worth
[19:46:39] <dushantch> if it gernaded it'll go to the block
[19:46:47] <jmkasunich> grenaded
[19:46:57] <jmkasunich> * jmkasunich <- spelling nazi
[19:47:38] <dushantch> usually just the shaft gets separated from impeler
[19:47:50] <dmess> i didnt fid any real CHUNKS when i swapped ot the thermostat.. so thats a goog sighn.. maybe just sheared a key or something
[19:47:53] <dushantch> there's no pieces
[19:48:11] <dmess> is it a spline??
[19:48:22] <dushantch> key is on the outside part usually, but maybe
[19:48:40] <dmess> i hate FORDS
[19:49:09] <dmess> and this one in particular
[19:49:10] <dushantch> well usualy the rotor and shaft are one part and the pulley is another
[19:50:14] <dushantch> jmkasunich: well my spelling will kill you, haven't used english for 10 years :)
[19:50:15] <dmess> no this would have to be the internal impeller
[19:50:45] <dmess> its just fine.. what is mother tongue??
[19:50:53] <dushantch> serbian :)
[19:51:13] <dmess> a good lot.. ; )
[19:51:20] <dushantch> LOL
[19:51:23] <dmess> i know many
[19:51:56] <jmkasunich> I wasn't objecting to your spelling
[19:52:08] <dushantch> I know :)
[19:52:20] <jmkasunich> dmess used that spelling first, he sets a bad example
[19:52:51] <dmess> i worked in 1 shop had sebs and croat's all working together... but at breaks or lunch.. there could be battles at any time... we ended up making 2 lunch rooms
[19:52:59] <jmkasunich> * jmkasunich ancestory is 1/2 serb, 1/2 croat (two generations usa)
[19:53:24] <dushantch> I'm 3/4 serb 1/4 croat :)
[19:53:50] <dmess> apperantly its all about religion??? i hear
[19:54:38] <dushantch> it's all about the people, usually serbs and croats get along better than serbs and serbs or croats and croats
[19:55:00] <dmess> really...??? hmm
[19:55:16] <dushantch> we're autodestructive by nature :)
[19:55:29] <dmess> arent we all
[19:56:46] <dushantch> it was a plain divorce with all the bells and whistles, nothing religious about it :)
[19:57:56] <dushantch> kasunich, rare surname, what's the origin of it do you know?
[19:58:05] <dmess> wish i could get 1 of them off the ground here... ;(
[19:58:18] <jmkasunich> not really - my grandfather immigrated sometime around 1910
[19:58:46] <jmkasunich> for all I know it got miss-spelled at Ellis Island
[19:58:55] <dmess> ive had family in Canada since the 1780's
[20:00:01] <dmess> for all intense and purposes we're jack pine nigger's
[20:00:19] <dushantch> jack pine=?
[20:00:42] <dmess> any where the jack pine's grow is ours its a tree
[20:01:31] <dmess> pine tree with 2 needles per tuft about 1.3CM long
[20:02:02] <dushantch> yep, got something like that, but didn't get the connection with nigger? canadian black people?
[20:02:10] <dmess> grows to 30-40 meters or to 1 or 2 in the cold areas
[20:03:06] <dmess> no.. half or less native canadian... worked the woods with the natives and in turn screwed a few too...
[20:03:23] <dushantch> :)
[20:03:35] <dmess> it just happens that way in the winter
[20:04:00] <stuste1> jmk: I am mucking around in the interp_convert.cc to see if I can get the g43 to exchange the W and Z positions like I want. will let you know how it turns out
[20:04:30] <dmess> not enuf for status metis and have a tax free card... but close enuf to go hunt and fish WHENEVER i need to
[20:55:06] <billy_kid2> hi all
[21:11:14] <jepler> cradek: I really like these .0315 (that's 0.80mm, about 1/32in) "chipbreaker" bits for cutting out circuit boards. the spindle bogs down much less than with the 1/16" end mill.
[21:11:38] <jepler> the fiberglass turns into a much finer powder too
[21:11:42] <cradek> neat
[21:12:15] <cradek> I think I even have something like that, but I never tried it
[21:12:48] <jepler> it also means there's no gap between my largest drill and the size of hole I can helical mill
[21:13:25] <cradek> jepler: are you still waiting on me to do something to your machine?
[21:14:59] <jepler> cradek: oh, there are a few things I want to do someday.
[21:15:51] <jepler> cradek: "Z" home switch and posts for setting double-sided boards are the two near-future ones
[21:15:59] <cradek> oh right
[21:16:10] <cradek> I will try to get the mill wired back up to power today sometime
[21:16:15] <jepler> but I don't have any double-sided board plans, and I get along OK without the Z switch
[21:17:12] <jepler> I don't think I'd come out today -- wednesday, maybe?
[21:17:23] <cradek> sure
[21:19:00] <antichip> md5 checksum matches
[21:19:32] <alex_joni> antichip: when you boot it, do you get a menu?
[21:21:17] <antichip> it starts the isolinux debian, the first line after bios says boot from cd gets to the loading... and thats it.
[21:27:43] <skunkworks> * skunkworks coughs
[21:34:57] <BigJohnT> ot can I just replace my existing router with my new netgear wireless router without changing anything on my computers?
[21:35:19] <alex_joni> depends how it was set up
[21:35:40] <alex_joni> antichip: did you try a stock ubuntu install cd/
[21:35:41] <BigJohnT> my internet is through one computer via a dial up modem
[21:35:59] <BigJohnT> the router just connects the two computers together
[21:36:12] <alex_joni> hmm.. then it doesn't work as a router
[21:36:16] <alex_joni> it works as a switch
[21:36:35] <alex_joni> in that case you can simply plug in a wireless router and it will link stuff together
[21:36:48] <alex_joni> (might need some configuration though, but usually it doesn')
[21:37:13] <BigJohnT> actually it is a hub
[21:37:49] <BigJohnT> the old one
[21:38:46] <alex_joni> ok, does the wireless router have more than one eth port?
[21:38:51] <dushantch> BigJohnT: you should be OK, just don't plug them into wan port
[21:38:55] <BigJohnT> all the instructions assume I have a broadband connection
[21:39:03] <alex_joni> BigJohnT: n/m the instructions
[21:39:05] <BigJohnT> yes it has 4 lan ports
[21:39:14] <BigJohnT> and an internet port
[21:39:14] <alex_joni> 4 lan + 1 wan.. right?
[21:39:20] <alex_joni> ok, you just use the lan ports
[21:39:24] <alex_joni> and the wireless
[21:39:27] <dushantch> just plug into lan and you're cool
[21:39:33] <BigJohnT> ok, thanks guys
[21:39:37] <alex_joni> it'll work like the hub
[21:39:55] <alex_joni> you probably want some configuration for the wireless though
[21:40:11] <alex_joni> depends how much you want to share with the neighbours
[21:40:31] <BigJohnT> alex_joni: I can piss off my deck and no one sees :)
[21:40:44] <BigJohnT> and I can shoot my .223 in my front yard
[21:40:47] <alex_joni> that's something you _shouldn't_ share
[21:40:55] <alex_joni> :P
[21:41:09] <BigJohnT> in other words I'm out in the woods for sure
[21:41:22] <alex_joni> ok then
[21:41:26] <BigJohnT> anyhow time to cook some Reisfleisch
[21:41:33] <alex_joni> reisfleisch?
[21:41:49] <BigJohnT> Austrian meat and rice dish
[21:41:51] <dushantch> Rice + flesh?
[21:41:55] <BigJohnT> yes
[21:41:58] <alex_joni> yeah, I know what it means..
[21:42:09] <alex_joni> but it struck me as odd coming from the US :)
[21:42:24] <BigJohnT> but we have Wolfgang Puck :)
[21:42:57] <alex_joni> heh
[21:43:24] <BigJohnT> he teaches us Austrian cooking dishes on TV
[21:44:26] <alex_joni> did you learn Kaiserschmarn ?
[21:44:38] <BigJohnT> no, I have not seen that one
[21:44:55] <alex_joni> http://en.wikipedia.org/wiki/Kaiserschmarren
[21:46:02] <BigJohnT> looks good
[21:47:29] <alex_joni> yeah, yummy :)
[21:47:35] <BigJohnT> but no sugar for me, I'm already too sweet
[21:48:40] <BigJohnT> ok, time to get cooking talk to you guys later
[21:48:54] <alex_joni> see you
[21:57:27] <jepler> hm .. I'm measuring the X and Y backlash on my table again, and the figure is about twice what I had put in my inifile the last time I measured it
[21:57:34] <jepler> I wonder which time my technique was bad?
[21:58:34] <dushantch> how did you measure it?
[22:03:26] <jepler> with an indicator similar to the ones on the top of this page:
http://www.use-enco.com/CGI/INPDFF?PMPAGE=344&PMITEM=606-4721
[22:04:35] <jepler> first way: put it in the spindle, move up to a fixed item on the table, then back away with incremental jogs until the indicator shows movement. the difference between the amount emc reported moved and the amount the dial moved is the backlash
[22:05:08] <jepler> second way: move up to a fixed item on the table, then push the axis one way and then the other. read the position each way. the difference is the backlash.
[22:05:33] <skunkworks> did you measure it right when you got it?
[22:05:47] <skunkworks> I could see wear-in of the plastic nuts
[22:06:03] <jepler> skunkworks: not right when I got it, but I've certainly used it a lot more since I measured the backlash
[22:06:42] <jepler> hmm, "Y" measures about the same as before
[22:07:57] <jepler> I wonder if it varies much over the screws -- I measured on a part of "X" that's right in the middle of travel and therefore traversed a lot, but measured at one end of "Y" where I hardly ever go
[22:08:32] <dushantch> screws shouldn't be so bad that it shows over backslash
[22:09:06] <jepler> these are the cheapest, triangle-profile screws
[22:09:32] <dushantch> and the nut? is it some hard material?
[22:10:10] <dushantch> you measured once, not a couple of times and calculated middle value?
[22:10:21] <jepler> some kind of split metal nut
[22:10:52] <jepler> I measured several times but all at one location on the table..
[22:11:10] <dushantch> yeah, could be that the screw is unevenly worn out
[22:11:26] <jepler> right, that is what I was trying to suggest
[22:11:41] <dushantch> I agreed, but nonobviously :)
[22:12:38] <dushantch> We measured slides on more places because of uneven worning out, but never screws :)
[22:14:03] <jepler> moving 1/3 of the travel in "Y", I measure about the same backlash
[22:16:21] <jepler> moving 1/3 of the travel in "X", I measure the same backlash
[22:16:24] <jepler> so it's not position-dependent
[22:16:31] <skunkworks> Same as original or... ok
[22:16:52] <dushantch> so you're pressing the touchprobe of a dial against something, zero it, and then move back, and then subtract the showed value from the encoder from the value on the dial?
[22:16:56] <skunkworks> can you remove some of the backlash by tightening the nuts?
[22:17:02] <skunkworks> (if they are split)
[22:17:17] <jepler> (yow, .0093in is pretty huge compared to a .014 trace)
[22:17:54] <jepler> skunkworks: It's not clear to me how I would adjust/tighten the nut, it seems to just be pressed into the plastic
[22:18:02] <skunkworks> oh - ok
[22:18:53] <jepler> http://axis.unpy.net/files/01188441458/img_7050-medium.jpg
[22:19:19] <jepler> oh and did you see
http://emergent.unpy.net/01220232382 ?
[22:20:16] <skunkworks> very nice..
[22:20:34] <jepler> so how the heck would I adjut that nut, do you think?
[22:20:47] <skunkworks> I don
[22:20:47] <dushantch> maybe stick slip gets you as I can't dsee how those guides are lubricated, and it looks elastic enough
[22:21:02] <dushantch> only with another one :)
[22:21:15] <skunkworks> I don;t think you can.. unless you pressed it back out and pressed it in with a few thou of shim..
[22:21:24] <skunkworks> around it.
[22:21:38] <skunkworks> or redesign it.. ;) you have been doing well so far :)
[22:21:41] <jepler> hah
[22:22:17] <dushantch> if it has second nut on the other side it could be possible
[22:22:41] <dushantch> s/has/had
[22:23:20] <jmkasunich> nice macro-photos
[22:23:28] <jmkasunich> I just wasted my entire afternoon
[22:23:49] <jepler> more likely that I'll replace the screws with acme and anti-backlash leadnuts from
http://dumpstercnc.com/leadnuts_acme.html -- that's what chris did on max and I think it made a big difference
[22:23:53] <jepler> jmkasunich: thanks
[22:24:03] <jmkasunich> made a collet, but the bore (which started on center) is noticably off-center at the other end
[22:24:31] <jepler> jmkasunich: argh :(
[22:24:47] <jmkasunich> I need to figure out how to do the hole first, and then make the collet around it
[22:25:07] <jmkasunich> its only 1/8", so I can't bore it to keep it concentric - strictly drill and ream
[22:25:39] <skunkworks> * skunkworks hates drill/ream
[22:25:48] <skunkworks> never had good luck with it..
[22:26:35] <jepler> and hm -- measurable backlash on "Z" too. I guess the spindle assembly isn't heavy enough to always pull it to the "down" side of the backlash
[22:26:45] <jmkasunich> there has got to be a better way to make this part
[22:27:46] <dushantch> jepler: that looks like friction, or jamming
[22:28:03] <jepler> dushantch: but it moves smoothly on the indicator at other times, except for reversing
[22:28:07] <jmkasunich> jepler: how much travel does your indicator have?
[22:28:31] <jmkasunich> oh, its a test indiator - not much
[22:28:42] <jepler> jmkasunich: yeah
[22:28:46] <dushantch> but it should fall freely, and there's no force
[22:28:59] <jmkasunich> the way I usually measure lash is to approach the same point from both directions
[22:29:17] <jmkasunich> if the indicator can handle overtravel somewhat greater than the lash, you should be able to do that
[22:29:43] <dushantch> jmkasunich: how can you approach same spot from diff sides?
[22:30:02] <dushantch> I use planparallel pieces
[22:30:24] <jmkasunich> G0X0.020; G1FslowX0.000; (note reading); G1X-0.050; G1X0.000; (note reading)
[22:30:37] <dushantch> ahh, virtual same spot
[22:30:44] <jmkasunich> that works as long as the indicator can handle the -0.050 overtravel
[22:30:52] <jmkasunich> which is a typo, I wanted it to be 0.015
[22:31:09] <dushantch> got it now
[22:31:44] <dushantch> btw. I think metric so no problem :)
[22:32:36] <jmkasunich> those numbers are inches
[22:32:50] <jmkasunich> 0.050 would be too much overtravel for the indicator, 0.015 should be OK
[22:33:21] <dushantch> I know :), but I have trouble converting them, so I got the idea that it should be small value :)
[22:34:04] <GNieport_> Hi guys. I'm looking at an early 90's Fanuc brushless amplifier. From the docs, it requires three PWM inputs to drive the u,v,w H-bridges. Is it feasible to use PWMGEN to produce these signals? Or is this a hardware problem?
[22:34:12] <dushantch> like i can convert easily .05, but .015 is a little heavier :)
[22:35:07] <jmkasunich> GNieport_: probably a hardware problem
[22:35:11] <jepler> jmkasunich: that gives me a number substantially similar to the one I got with the method I described earlier
[22:35:14] <jmkasunich> two issues
[22:35:32] <jmkasunich> 1) pwmgen doesn't do three-phase PWM - that is a software thing and could be changed
[22:35:42] <jepler> (I assume that again I take the difference between the two readings as the backlash)
[22:36:13] <jmkasunich> 2) software based PWM is low frequency and low resolution - the Fanuc amps almost certainly want high frequency (several KHz at least) and higher resolution
[22:36:19] <jmkasunich> #2 can't be fixed in software
[22:36:43] <jmkasunich> jepler: that method will show you the backlash, as corrected by EMC
[22:36:48] <GNieport_> jmk, thanks, I trust your take on it :)
[22:36:56] <jmkasunich> if you want to know the real lash, you gotta turn off the comp in EMC
[22:37:01] <jepler> jmkasunich: I'm running with all backlashes turned off
[22:37:15] <jmkasunich> ok
[22:37:15] <jepler> but like all rookie errors it bears pointing out
[22:38:46] <jmkasunich> the method where you jog until the indicator shows movement will probably read a tiny bit higher, because you have to "break it loose" which probalby takes a bit more force than just moving it
[22:42:07] <jepler> jmkasunich: do you remember offhand, is it screw comp that isn't applied until after homing, but simple backlash is?
[22:42:21] <jmkasunich> I believe thats the case
[22:42:49] <jepler> I just realized I was restarting emc without homing .. and it made some neuron fire
[22:43:02] <skunkworks> makes sense anyways.. if you are using screw comp - it has to be related to some point to map the screw.
[22:43:11] <jmkasunich> zactly
[22:47:18] <jmkasunich> ok, I need ideas
[22:47:30] <jmkasunich> I'm trying to make a collet, like so:
http://jmkasunich.com/pics/bosch-collet-1-2611.jpg
[22:47:39] <jmkasunich> on the top, the spindle it fits in
[22:47:48] <jmkasunich> on the bottom right, the original collet - 6mm bore
[22:47:57] <jmkasunich> on the left, my 1st attempt at a 1/8" bore collet
[22:48:07] <jmkasunich> I didn't bother cutting the hex or slitting it, because its no good
[22:48:45] <jmkasunich> I grabbed the stock in the lathe in the orientation shown, cut the taper, straight part, and threads, spotted the center of the right end, and drilled and reamed thru
[22:49:07] <jmkasunich> the 1/8" hole is centered nicely at the right end, but the left end - the end that matters - is not well centered at all
[22:50:23] <alex_joni> how about drilling/reaming the other way around?
[22:50:41] <jmkasunich> that would mean re-chucking it
[22:51:20] <jmkasunich> and would only be a partial improvement, since the hole would most likely still be angled
[22:52:09] <jmkasunich> it seems like I need to make the hole first, and do the rest concentric to the hole
[22:53:13] <skunkworks> could you bore and ream the hole - assuming it is strait - then re-setup and machine the outside by holding it with the center hole... ok - saying it out loud sounds funny
[22:53:33] <skunkworks> oh - you said that already
[22:53:43] <jmkasunich> that is the right way I'm sure
[22:53:57] <jmkasunich> I just don't know how to hold it on such a small hole
[22:54:15] <alex_joni> make a part on the lathe
[22:54:18] <jmkasunich> a 1/8" arbor would be flimsy
[22:54:24] <alex_joni> with a thread and nut at the end
[22:55:23] <jmkasunich> supported only at the chuck end?
[22:55:24] <skunkworks> I envison a nutted jig like alex said - one end would be in the chuck and the other would use a center
[22:55:41] <skunkworks> light cuts
[22:55:48] <alex_joni> * alex_joni goes to bed
[22:55:53] <jmkasunich> goodnight alex
[22:55:58] <skunkworks> night alex
[22:56:07] <alex_joni> at least I got 2 fresh VMs ronight :)
[22:57:30] <skunkworks> envison?
[22:57:39] <jmkasunich> I wonder if I have a 5-40 tap
[22:57:47] <jmkasunich> #5 is 0.125"
[22:58:12] <jmkasunich> there won't be much left to put a center hole in after threading the end
[22:58:57] <skunkworks> no - unless the nut was machined and had the center in it.. Very good threads would be required
[22:59:44] <skunkworks> I don't see a good way of doing it.. ;)
[22:59:54] <jmkasunich> another possibility would be a tapered arbor - turn it to 0.126, then polish till its a snug fit in the collet hole
[22:59:55] <skunkworks> * skunkworks wonders how they are done in production
[23:00:29] <jmkasunich> with a better lathe than mine - one that lets you turn stuff around and still be concentric
[23:01:39] <jmkasunich> I'm starving - will think about it while eating, and try again tonight
[23:04:40] <skunkworks> gun drill?
[23:16:27] <JymmmEMC> alex_joni: what VM's?
[23:27:02] <stustev> jmkasunich: a drill guide (bushing) to guide the drill (like a gun drill) is the proper way
[23:31:57] <a-l-p-h-a> dynamite is another.
[23:32:02] <stustev> lacking that you will want to drill a clearance hole from the threaded end almost to the large diameter (just past the start of the taper), turn the part around and spot the hole, drill U/S about .015 to the clearance hole, bore the end as deep as a boring bar will allow, ream through to the clearance hole. You don't need the total length to hold the tool shank, just the length of the clamping section.
[23:36:56] <stustev> I am adding if(GET_EXTERNAL_TLO_IS_ALONG_W()) { to the interp_convert.cc file. Line 3857 - I will copy that section and change the assignments according to the status of the if statement. Am I on the right track?
[23:43:46] <Lerman> jmkasunich: Are you holding the part in a collet? Turn the stock to the large diameter. Put it in a collet. Drill the end that will be the large diameter. Turn it end for end in the collet. Then turn the final OD of the small end (together with the taper and the threads).
[23:44:57] <Lerman> A collet should be much more concentric than a chuck.
[23:45:14] <stustev> the point is to change both the W and Z positions when the offset is applied to the W axis
[23:48:59] <stustev> Is there no 'yoffset' in 'convert_tool_length_offset' function because it was intended for a 3 axis mill and a two axis lathe?
[23:49:11] <jtr> jepler: I think that nut has screwdriver slots - bet that screws into a 3/8-16 hole
[23:50:58] <jmkasunich> stustev: I was afraid somebody would mention boring
[23:51:12] <jmkasunich> I don't have boring tools that small, although I might be able to improvise something
[23:53:45] <stustev> use a small end mil - it doesn't take much - just a concentric bore to start the reamer
[23:54:00] <jmkasunich> yeah
[23:54:20] <jmkasunich> I'm looking at this no-good collet and thinking I should try boring it to 3/16"
[23:54:43] <stustev> sounds like you needed a 3/16" collet anyway
[23:54:45] <jmkasunich> regarding the relief hole
[23:55:09] <jmkasunich> seems like I want at least 3 diameters or so of engagement with the tool shank
[23:55:46] <stustev> just the length of the clamping section - that's what in a collet you buy
[23:56:08] <jmkasunich> in this case the clamping section (tapered part) is only 0.085 long
[23:56:46] <stustev> how much is in the collet you are copying?
[23:56:50] <jmkasunich> in the original collet, the tool shank extends back into the straight section - although it doesn't clamp back there, it is a good fit, both tool-to-collet and collet-to-spindle
[23:57:20] <stustev> if it doesn't clamp it is clearance
[23:57:30] <jmkasunich> just checked - all the way back to the ends of the slots
[23:57:39] <jmkasunich> midway thru the rear ground area
[23:58:10] <jmkasunich> I'm probably asking too much of this spindle
[23:58:29] <stustev> then shoot for as deep as possible - the slotted section will clamp a little bit but the main clamping is from the taper forward
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}