Back
[00:47:15] <tomp> mesa question... typical servo amps are made for mtoros from same mfctr. but mesa doesnt sell motors. what servo motors might they suggest? is it reasonable to mate mesa control to AD sureservo motor? (thinkin 400W to 750W)
[01:09:49] <jmkasunich> yes, it is possible to clean steel grinding dust off of a big-ass magnet
[01:10:06] <jmkasunich> but it is neither fast nor easy, and the results can never be perfect
[01:10:51] <tomp> the grinder's forearm (aka human chamois ;)
[01:12:30] <tomp> and: turn on the magnet, feel with a white arkansas stone
[01:12:49] <jmkasunich> this is the magnet assembly inside the chuck
[01:13:13] <jmkasunich> (the dust was caked on it 1/8" to 1/4" thick, mixed with oil or grease
[01:13:21] <tomp> yek
[01:13:42] <jmkasunich> http://jmkasunich.com/pics/magchuck-yuck-2455.jpg
[01:14:02] <jmkasunich> it was packed solid - wouldn't turn on or off
[01:17:04] <tomp> thats ugly! its not uncommon to see the lever broken/replaced with allen key or wrench, but i never went inside
[01:17:34] <tomp> looks like nice size for your grinder
[01:17:39] <jmkasunich> there is a 1/4" space on the left and 3/4" on the right that is supposed to be the space for the magnet to move
[01:17:47] <jmkasunich> it is - 6x12, just like the grinder
[01:18:15] <jmkasunich> didn't realise it would be a project too
[01:18:45] <jmkasunich> the "switch" shaft is worn, I might have to turn it down and put a bushing in the casting
[01:19:12] <jmkasunich> there is a linkage (works like a connecting rod on a crankshaft) that may be worn
[01:19:17] <jmkasunich> the "wrist pin" is worn
[01:19:52] <jmkasunich> I can't imagine what someone was doing that let it get that bad
[01:20:17] <jmkasunich> they must have kept using it long after you could no longer turn it on or off
[01:20:55] <tomp> so the array shifts left/right with lever?
[01:21:00] <jmkasunich> yep
[01:21:10] <tomp> oh, really full of crap
[01:21:19] <jmkasunich> yep
[01:21:32] <jmkasunich> I'm gonna take an "after" pic for comparison later
[01:21:37] <tomp> cant google up any 'how to clean magnets'
[01:22:02] <jmkasunich> "spend 2 hours sitting in the driveway with a roll of paper towels"
[01:22:48] <jmkasunich> no fun, but it is clean now
[01:23:02] <tomp> there were always rolls of toilet paper next to the grinder row ( a wipe showed clean and dust free... or not]
[01:23:17] <jmkasunich> good idea
[01:23:51] <jmkasunich> do you have any idea why they might have had a hole in the middle of the top of the chuck, and a pipe coming out the back?
[01:24:49] <jmkasunich> pipe and hole visible here:
http://www.smalltools.com/product_details.asp?cat_id=204_03&prod_id=132587
[01:25:03] <jmkasunich> I'm sure thats how the dust got in
[01:25:19] <jmkasunich> was it intended to be an air purge or something?
[01:25:32] <steves_logging> steves_logging is now known as steve_stallings
[01:25:43] <jmkasunich> hi steve_stallings
[01:25:50] <tomp> no idea on hole & collant pipe... but make rear rail and a left rail for a nest ( like small angle iron bolted to sides, grind the tiny edge touching work on site
[01:25:55] <steve_stallings> whatever it is, it would have been enough to scare me away from it
[01:26:07] <jmkasunich> I'm not that smart
[01:26:59] <jmkasunich> this one was also a candidate - also has a pipe and hole:
http://www.smalltools.com/product_details.asp?cat_id=204_03&prod_id=132586
[01:27:02] <steve_stallings> Hi John. I envy you having a grinder scraping job that was relatively simple to do and should give real results.
[01:27:17] <jmkasunich> you have something much more complex to scrape?
[01:28:07] <steve_stallings> The only scraping I have done was in a class, re-surfaced a 10" x 12" cast iron surface plate.
[01:28:21] <steve_stallings> Scraping real dovetails is what I wish was simpler.
[01:28:23] <jmkasunich> thats a job there
[01:28:34] <jmkasunich> (the plate)
[01:28:57] <steve_stallings> Actually it was not in too bad of a condition. Got it done in about 3 hours.
[01:29:03] <jmkasunich> wow
[01:29:22] <steve_stallings> It helps that cast iron plates are relatively soft.
[01:29:30] <jmkasunich> I wish I could take a class - scraping is kind of like welding, you can learn a lot more with a teacher compared to a book
[01:29:56] <jmkasunich> I'm very slow - I have 28 cycles, probably 6-8 hours, into the grinder ways, and I'm not done
[01:30:48] <steve_stallings> Having someone to say, "hey you idiot, that's the wrong way" was very valuable. Also nice to have the class environment to egg you on.
[01:30:56] <jmkasunich> and that is just the bottom (flat) surfaces of the dovetails
[01:31:03] <jmkasunich> yep
[01:31:06] <steve_stallings> The surface plate took about a dozen cycles.
[01:31:29] <jmkasunich> I think my technique is probably too "wimpy", so I need lots of cycles
[01:31:54] <steve_stallings> I wonder if the pipe in the mag chuch was a pressure fed coolant that was supposed to run out and over the workpiece.
[01:32:11] <jmkasunich> it would be under the workpiece
[01:32:20] <jmkasunich> unless there was a hole in the workpiece maybe
[01:32:32] <steve_stallings> depends on the workpiece, could have had holes
[01:32:41] <jmkasunich> actually, that could explain a lot
[01:32:47] <steve_stallings> 8-)
[01:32:58] <jmkasunich> if the coolant wasn't adequately filtered, it would be delivering swarf to the magnet
[01:33:09] <jmkasunich> that would explain how it got packed into every last nook and cranny
[01:33:10] <steve_stallings> bingo
[01:33:56] <jmkasunich> I think I have a scrap of 1" bronze rod around here, I'm gonna make a plug about 1/4" thick, and press it in 1/32 or so below the table surface
[01:34:13] <tomp> good hints
http://www.ccohs.ca/oshanswers/safety_haz/metalworking/surfacegrinders.html esp the sheet of paper
[01:34:22] <jmkasunich> and put a pipe plug in the hole in the back
[01:35:02] <steve_stallings> was the stuff inside a sludge of fine powder that could have gotten past a coarse filter?
[01:35:15] <jmkasunich> yeah
[01:36:05] <steve_stallings> hopefully yours has modern magnets that don't mind the magnetic circuit being opened
[01:36:05] <jmkasunich> when away from magnets, it ranges from very pasty grease, to dry chunks of powder
[01:36:09] <tomp> yeh, the hole was likely flood coolant, the wheel sluce type spray a lot, the flood type wave splash at every reversal... take your pick
[01:36:16] <jmkasunich> yeah, that thought has occurred to me
[01:36:33] <jmkasunich> they appear to be ceramic magents, that is a good thing I think
[01:39:14] <jmkasunich> tomp: thanks for the link
[01:40:29] <steve_stallings> At least your purchase was easy to bring home. I got stupid again last week. It was too cheap and I could not resist.
http://rasmuscatalog.com/cgi-bin/mnlist.cgi?rasmus185/12743
[01:41:06] <jmkasunich> lol
[01:41:16] <jmkasunich> what are you gonna do with that?
[01:41:28] <steve_stallings> make iron oxide?
[01:41:46] <jmkasunich> it can do that at the seller's place
[01:42:22] <steve_stallings> I always wanted to play with injection molding, so this was my chance. The chiller cost 4X as much, but still the entire rig was under $200
[01:42:40] <jmkasunich> wow
[01:42:49] <jmkasunich> how heavy?
[01:43:36] <steve_stallings> Manual on machine says 1500 lbs. but it sure seemed like more. The chiller was about 300 lbs, on wheels to boot.
[01:43:57] <jmkasunich> you paid about 1/4 the scrap price then
[01:43:59] <jmkasunich> hard to beat that
[01:44:39] <jmkasunich> mine may have been easier to get home, but yours was probably easier overall
[01:44:41] <tomp> buy your plastic now ( it's oil based ;)
[01:44:42] <steve_stallings> Yes, but it cost me most of a day to pick it up. Only 15 minutes away, but had to wait half a day for my turn with the only forklift.
[01:44:46] <jmkasunich> (I tool mine downstairs)
[01:45:22] <jmkasunich> s/tool/took
[01:45:28] <steve_stallings> ABS scrap is easy to find and I had already acquired a small scrap grinder.
[01:46:27] <steve_stallings> ABS should be one of the easier plastics to mold. Aluminum molds are often used for small volumn stuff.
[01:47:34] <steve_stallings> Least you wonder if I am truly crazy, my company used to design controls for plastic dryers used in molding plants, so I have been around the stuff before.
[01:48:03] <jmkasunich> oh, I don't think you're crazy
[01:48:08] <tomp> i still get Plastic Today ;)
[01:48:16] <tomp> s
[01:48:27] <steve_stallings> .... because crazy is too mild a term?
[01:48:31] <jmkasunich> I know you're crazy
[01:48:44] <steve_stallings> 8-)
[01:48:58] <jmkasunich> it helps you fit in around here
[01:49:12] <dmess> Silly but NOT crazy... thats better than I can say for ME
[01:50:25] <dmess> im both with a dash of arrogance... HA
[01:50:29] <steve_stallings> If I had managed to build the workshop first, then I might not be crazy. Meanwhile I cram stuff into the warehouse at work, a shed at home, and we don't talk about the lumps under tarps in the back yard.
[01:52:35] <jmkasunich> so is the press a lump?
[01:53:08] <steve_stallings> like I say, there are thing we don't talk about.....
[01:53:12] <dmess> i know the feeling .... my dad was movin' and phoned to say.. "is this crap yours???"
[01:53:56] <steve_stallings> it should be moved into the shed soon, but I have to make some room first....
[01:54:17] <dmess> i hate that...
[01:54:37] <dmess> moving stuff to fit stuff
[01:56:32] <dmess> my hardinge is safely in the basement and only NEEDS a dash of TRP( temporary rust preventative)
[01:57:30] <steve_stallings> hopefully you did not have stairs like JMK to navigate
[01:58:00] <jmkasunich> I did
[01:58:23] <jmkasunich> http://jmkasunich.com/cgi-bin/blosxom/shoptask/grinder1-07-19-08.html
[01:58:41] <steve_stallings> but you have declined to put the VanNorman in the basement
[01:58:51] <dmess> but 2 days in the van and it wa goinig OFF... yes we had 16 stairs and 2 turns... sucks to be me im not selling the house WITH the lathe
[01:59:00] <jmkasunich> grinder: 450lbs VN mill: 1800 lbs
[01:59:27] <steve_stallings> but it is a shame to have such a neat mill and not be able to use it in the winter
[01:59:44] <jmkasunich> I need a bigger house
[01:59:59] <steve_stallings> dmess - which model Hardinge?
[02:00:04] <jmkasunich> actually, I'd be happy with a smaller house, if it was built on a bigger basement
[02:00:08] <dmess> 1 piece headstock/bed for this pup is 640 lbs ...
[02:00:21] <dmess> HLS-59
[02:00:26] <jmkasunich> dmess: ouch
[02:00:36] <jmkasunich> how did you get it down the steps?
[02:00:44] <steve_stallings> HSL-59 maybe?
[02:00:50] <dmess> the table unit was shite to move
[02:01:02] <dmess> yes.. sorry
[02:01:35] <steve_stallings> OK, about the same as a DV-59 with half the bed cut off, still quite a handful
[02:02:05] <dmess> i have 2 compound cross slides.... im gonna cnc 1 of them
[02:02:17] <steve_stallings> HSL will make great foundation for a CNC chucker
[02:02:30] <dmess> precicely
[02:02:35] <steve_stallings> Hardinge spindles are fantistic quality
[02:02:54] <dmess> and it is a super precision spindle
[02:04:03] <steve_stallings> keep you eyes open for a Dunham air closer, they show up on eBay sometimes and are most often units removed from DV-59s or similar and have a suitable drawtube
[02:04:10] <dmess> i have NO movement in a .001" indicator and it JUST wiggles with a .0001" indicator
[02:04:57] <dmess> spindle is SOLID AS A ROCK
[02:05:44] <dmess> i want a 3-4 inch Northfield AIR - CHUCK....
[02:06:31] <steve_stallings> I have a clone that I would part with, but the hard part is the concentric air tube and fitting for the chuck.
[02:07:15] <steve_stallings> The air tube, rotary union, and valve assy are almost never offered with the chucks.
[02:07:45] <dmess> as far as the air collet bit... pneumatics and hydraulics are my foundation.... if i can hit a valve....'sall good
[02:08:24] <dmess> the rotary couplung??
[02:08:37] <dmess> coupling...
[02:08:41] <steve_stallings> the Northfield are double acting air cylinders, they can force open or force closed
[02:08:55] <dmess> yes
[02:09:03] <steve_stallings> coupling to feed air into a rotating tube from stationary source
[02:09:16] <dmess> how big is your clone??
[02:09:25] <steve_stallings> 4"
[02:09:36] <steve_stallings> I got a lot of 3
[02:09:39] <dmess> and what spindle nose does it have??
[02:10:08] <steve_stallings> duh, I think the threaded one like the HC, sorry
[02:10:16] <dmess> we used to used FESTO crap....
[02:10:56] <dmess> i need a tapered snap adapter to fit my spindle nose
[02:10:59] <steve_stallings> I forget the name, but it was a New England company, probably put out of business by a patent lawsuit
[02:12:05] <dmess> worthfield is out of conecticutte... if they are real.. dont throw them outthere
[02:12:20] <dmess> Northfield
[02:13:09] <dmess> and I'll take 1 and adapt it
[02:14:56] <dmess> are you sure its a knock off??
[02:17:10] <dmess> http://cgi.ebay.ca/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWAX:IT&item=260265347887 thats my girl
[02:18:15] <steve_stallings> no, definately not Nothfield, I am searching for data now, I contacted someone and got data on dimensions of fitting air tube into chuck
[02:18:59] <steve_stallings> yes, I passed on buying one once for $500, I could kick myself
[02:19:22] <dmess> look for a rotary coupling or a banjo joint...
[02:19:56] <dmess> what that m/c??
[02:21:12] <steve_stallings> no, I had the chance to buy a HSL-59 with cross-slide for $500 about 3 years ago and didn't do it
[02:21:40] <dmess> i have 1 on the hook for 500 right now.... no tool post and its rusted.. but 110v
[02:22:00] <steve_stallings> this one was 3 phase, but looked nice
[02:22:23] <steve_stallings> the way I look at it, 3 phase is better with VFDs being so cheap
[02:22:45] <dmess> xtra 5-7 hundred bucks to do it AT home
[02:23:22] <dmess> but my motor is 575V
[02:23:31] <steve_stallings> ouch
[02:23:41] <steve_stallings> move to Canada???
[02:24:20] <dmess> VFD and a 208 motor... yada yada yada.... no shipping involved ALL local
[02:25:31] <jmkasunich> steve_stallings: dmess is in canada, I think
[02:26:04] <dmess> Canada still has the larges population of indiginous French people that have NEVER surrendured to ANYONE...
[02:27:08] <dmess> SI !!
[02:29:27] <dmess> new 208 motor and VFD... but i DUNNO how to make EMC handle it yet... more readin..
[02:30:15] <dmess> 0-10 v analog control SHOULD be easy apperantly...
[02:30:28] <jmkasunich> why does everything I do turn into a project
[02:30:52] <jmkasunich> I didn't want to scrape the grinder, and I damn sure didn't want to have to rebuild the chuck
[02:30:54] <dmess> bcz your 1 of ME
[02:31:23] <jmkasunich> the "crankshaft" that moves the magnets back and forth has about 1/16" of wear on its shaft
[02:31:34] <jmkasunich> I'm sure there is wear on the hole it runs in too
[02:32:13] <dmess> i send you power from a brother.... i hate when that happens too
[02:32:52] <jmkasunich> simplest thing to do would probably be to make a new crankshaft
[02:32:57] <jmkasunich> its not that complex a part
[02:33:21] <jmkasunich> dunno about the hole in the main casting... .bore it? bore it and put a bushing in?
[02:33:59] <dmess> boring will make it true to the steady
[02:34:15] <dmess> why bush?
[02:34:34] <jmkasunich> I guess I should just make the new shaft oversize
[02:34:49] <jmkasunich> although if I bush it, and it wears again, I can just replace the bushing
[02:35:09] <jmkasunich> original shaft was 14mm
[02:35:28] <jmkasunich> worn down to less than 13mm on the crank end, with most of the wear on one side
[02:35:49] <dmess> i wish i could play like you again..... now i have to wait for Boeing approval for everything
[02:36:19] <jmkasunich> the hole is at least 15.5mm
[02:36:37] <archivist> did you see pics of bits falling off a Quantas Boeing today
[02:36:44] <dmess> need a HARD bush lad...
[02:37:22] <dmess> what is base metal??
[02:37:46] <dmess> and what is shaft mat'L
[02:37:47] <archivist> Zinc
[02:38:27] <dmess> pure Zinc... or alu-zn
[02:38:32] <jmkasunich> base is cast iron, shaft is steel
[02:39:08] <jmkasunich> maybe I should use drill bushings ;-)
[02:39:36] <dmess> make the bush from berillium copper.. and the worries are over
[02:39:59] <archivist> or make bushings to carry seals as well
[02:41:10] <jmkasunich> the challenge will be that I can't bore the hole much bigger
[02:42:06] <archivist> inset the bushing and have an O ring seal casting to shaft
[02:42:08] <jmkasunich> on the inside of the casting, the hole is egg shaped, 16.5mm across
[02:42:31] <jmkasunich> and there is only about 1.5mm left between the side of the hole and the side of the boss the hole is drilled in
[02:42:52] <jmkasunich> it amazes me that somebody could do that to a chuck
[02:43:01] <tomp> hex screw from left end? spring return from right end? ( lotsa turns but no lever needed )
[02:43:08] <dmess> so clean it up.... and sulphamate nickle plate it down to UNDER where yo want it then gig grind it to where you wanna be
[02:43:14] <jmkasunich> I'm not giving up het
[02:43:16] <jmkasunich> yet
[02:43:26] <jmkasunich> dmess: you gotta be kidding
[02:43:40] <dmess> do it EVERY DAY
[02:43:44] <archivist> or epoxy new bushes in place so you done need to remove metal
[02:43:52] <jmkasunich> now that is an idea
[02:44:02] <jmkasunich> one long bush
[02:44:23] <jmkasunich> the hole is about 35mm deep
[02:44:44] <jmkasunich> extremely rough inside - plenty of bite for the epoxy ;-)
[02:45:38] <dmess> 35 mm is NOTHING to my guys.. it'll have .0002 true position... when it gets home
[02:46:00] <jmkasunich> dmess: you don't live in the same world as I do
[02:46:21] <jmkasunich> for this hole:
[02:46:27] <jmkasunich> 1) true position is not critical
[02:46:43] <jmkasunich> 2) that is fortunate, because I have no idea where the original hole was
[02:46:57] <archivist> getting rubber rollers to tenths a few years ago was fun
[02:47:14] <jmkasunich> (14mm original, worn to 16.5mm on the inside (egg shaped), and 15.5mm on the outside (egg the other direction) with a min of about 14.5 in the middle
[02:47:27] <jmkasunich> I suppose the middle is the best indicator of the original position
[02:54:51] <dmess> dial her up where YOU thinks she should be and INPECT from there
[02:55:22] <jmkasunich> I'm gonna be re-making the "connecting rod" anyway, so I can adjust the hold spacing
[02:55:37] <dmess> from the datum on the DWG
[02:55:43] <jmkasunich> the "rod" is just a rectangular block with two holes in it
[02:55:44] <cradek> cdco has new chinese mag chucks for $89-$229 for various sizes
[02:55:49] <jmkasunich> drawing? what drawing?
[02:56:01] <jmkasunich> cdco?
[02:56:11] <cradek> one of those importers
[02:56:18] <jmkasunich> website? ebay?
[02:56:20] <cradek> I just happen to have a paper catalog in front of me
[02:56:35] <jmkasunich> how much is a 6x12?
[02:57:10] <jtr> http://www.cdcotools.com/index.php
[02:57:10] <cradek> $179 6x12x1-5/8
[02:57:31] <cradek> 6x6 $99
[02:57:33] <jmkasunich> so $80 more than I paid for this one
[02:57:43] <dmess> notice the CHINA marking... ; )
[02:57:47] <cradek> minus shipping
[02:57:56] <jmkasunich> plus shipping
[02:58:01] <dmess> ; \
[02:58:03] <cradek> divided by shipping
[02:58:21] <jmkasunich> I've already spent the 3 hours cleaning
[02:58:26] <cradek> ah
[02:58:42] <cradek> does it look like it will work?
[02:59:07] <jmkasunich> I need to bore/bush/repair a hole in the casting, and re-make a couple fairly simple parts
[02:59:29] <jmkasunich> but the fundamental stuff - base, top, magnet assy - are sound and should be fine
[03:00:08] <dmess> i found a 9.98 replacement keyboard but 38 $ shipping OR a 24 $ board for 18 $ shippin
[03:00:14] <jmkasunich> even tho its not made in the US, I'd rather have a Yuasa than a chinese one
[03:00:15] <steve_stallings> dmess - finally found air chuck info, company was Kay Pneumatics, Albertson, NY was where the former employee was located, somewhere I have a couple of parts kits to make the chuch end of the air tubes
[03:00:54] <dmess> so FIND THEM
[03:01:38] <steve_stallings> if only you knew.... I have moved twice since then..... and I still don't have my shop built!!
[03:02:13] <steve_stallings> searching old emails is much easier than searching my boxes and boxes of STUFF
[03:02:28] <dmess> im 41 still havent found where im building MY shop
[03:02:30] <jmkasunich> http://jmkasunich.com/pics/magchuck-clean-2458.jpg
[03:02:39] <jmkasunich> after cleaning ^
[03:02:48] <jmkasunich> before:
http://jmkasunich.com/pics/magchuck-yuck-2455.jpg
[03:03:11] <steve_stallings> nice work, can I send you some of my stuff?
[03:03:20] <jmkasunich> not unless I get to keep it
[03:03:46] <cradek> does it have plenty of height for a few more regrinds?
[03:03:53] <jmkasunich> sure
[03:04:03] <dmess> its all about time and mineral spirits
[03:04:24] <jmkasunich> dmess: and rolls of paper towels
[03:04:53] <dmess> tru.... i forgot them.... they cost too
[03:05:13] <jmkasunich> cradek: top plate is at 5/8 thick
[03:05:31] <cradek> heh that'll last for a while
[03:05:56] <tomp> nice job, is it easy to shift now?
[03:06:12] <jmkasunich> tomp: I can move it back and forth with a screwdriver
[03:06:20] <jmkasunich> the crank and linkage haven't been re-installed
[03:06:33] <jmkasunich> the crank and matching hole are very very badly worn
[03:06:34] <dmess> i'm thinking of a Nitric tank for creaning.. any comments>
[03:06:44] <jmkasunich> they used to be 14mm, as far as I can tell
[03:07:02] <tomp> ? a screwdriver hole at each end? (after top reassembled)
[03:07:05] <jmkasunich> the crank is now less than 13, and not round, the hole is 16+ and egg shaped
[03:07:24] <jmkasunich> I believe I can fix it close to original
[03:07:26] <dmess> your SCREWED
[03:10:20] <dmess> you have ceters in the shaft???
[03:10:28] <dmess> centers
[03:11:07] <jmkasunich> one end only
[03:12:19] <jmkasunich> the crank consists of a 14mm shaft, a 20mm dia x 2mm thick disk, and a 8mm dia x 10mm long pin
[03:12:33] <jmkasunich> the pin center is 5mm off center
[03:14:00] <steve_stallings> sound like you are gonna have fun... oops, its 11PM already and I have an 8 hour drive ahead of me tomorrow, later...
[03:14:13] <jmkasunich> the linkage is 10mm x 16mm x 36mm
[03:14:18] <steve_stallings> steve_stallings is now known as steves_logging
[03:14:45] <jmkasunich> 8mm hole at one end for crank pin, 6mm hole at other end for connection to magnet assy
[03:15:01] <jmkasunich> the 6mm hole is deformed
[03:23:14] <_epineh> hi all
[03:26:24] <tomp> jmkasunich: oooh a cheap little air cylinder to pop the mag array left right, oughtta be in the scrap pile at hgr, and a manual air toggle swx
[03:27:06] <fenn> sounds too easy to be true
[03:28:06] <fenn> just add robot(tm)
[03:28:30] <tomp> fenn: i used pdf2text on some douglas adams stories so i can have festival read them to me :)
[03:28:58] <fenn> i uh.. dont remember talking about pdf2text in this channel?
[03:29:15] <fenn> but i often use it with -htmlmeta -layout for reading ebooks in dillo
[03:29:26] <fenn> renders a zillion times faster than kpdf
[03:32:36] <_epineh> could someone pls tell me how to change an axis's homing direction ?
[03:33:37] <fenn> use a negative home search velocity?
[03:33:48] <tomp> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl/emcinfo.pl?Homing_And_Limit_Switch
[03:34:29] <tomp> 1.1. Homing Basics Which way will it go
[03:34:46] <jmkasunich> tomp: I probably have a cylinder
[03:34:51] <jmkasunich> but I don't have a compressor
[03:35:01] <fenn> solenoid?
[03:35:08] <jmkasunich> not strong enough
[03:35:09] <fenn> how much force does it take to switch
[03:35:14] <jmkasunich> there is a load of friction
[03:35:19] <jmkasunich> 50 lbs? 100 lbs?
[03:35:32] <jmkasunich> the crank provides a nice mechanical advantage
[03:35:53] <jmkasunich> 5mm radius = 10mm total travel, over 180 degrees rotation of a 6" or longer handle
[03:36:35] <_epineh> thnx, I was reading through that but it didn't sink in, not enough coffee yet :)
[03:37:21] <tomp> _epineh: np, i'm reading it to see if it tells me, i dont see it ether !
[03:39:49] <tomp> i'm thinking fenn is right, chg the sign of the .ini file parameter "HOME_SEARCH_VEL", still reading
[03:41:39] <_epineh> ya, I just did that (in stepconf) and it is working fine, I didn't realise you could change the sign of the velocity
[03:42:12] <_epineh> makes sense
[03:42:23] <dmess> i tried to get 1 thing at a time,,.. fooled the compressor in to clean the central air
[03:47:29] <tomp> epyes, the sign determines direction see emc_user_manual 7.4.3.1
[03:47:53] <tomp> _epineh: yes, the sign determines direction see emc_user_manual 7.4.3.1
[03:54:33] <tomp> a screw on the left end pushes the magnet array against a spring in the big empty area where the handle/cam used to be ( lotsa turns but plenty mechanical advantage on a screw, and cheap)
[04:34:46] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[14:41:20] <robin_sz> meep?
[14:46:21] <Vq^> *chirp*
[18:17:04] <alex_joni> hi robin_sz
[18:36:30] <robin_sz> hey alex
[18:37:55] <alex_joni> what's up dude?
[18:37:55] <alex_joni> are we wel
[18:37:58] <alex_joni> l?
[18:44:24] <robin_sz> hehe, not a lot
[18:44:31] <robin_sz> busy as usual
[18:44:50] <robin_sz> just been playing with the laser
[18:45:08] <robin_sz> trying to find a reliable method of deterining focus position
[18:45:32] <robin_sz> and thinking about making a CNC plasma tube cutter.
[18:45:46] <robin_sz> I have a couple of medium sized contracts that would benefit from it
[18:46:23] <alex_joni> hmm.. on the lasers I worked with, you usually attach an ocular with a camera
[18:46:42] <robin_sz> thats wedling lasers
[18:46:51] <robin_sz> where yu can see down the beam path
[18:46:51] <alex_joni> and you can fire test pulses to align it
[18:46:57] <alex_joni> yeah
[18:47:07] <robin_sz> the way that they recomend here ..
[18:47:27] <robin_sz> is set at nominal focus position
[18:47:33] <robin_sz> remove nozzle
[18:47:42] <robin_sz> apply 10% pulses ...
[18:47:55] <robin_sz> set head at workpiece +2mm
[18:48:12] <robin_sz> go down in 0.2mm increments
[18:48:21] <robin_sz> watch plasma ball colur
[18:48:25] <robin_sz> starts off orange
[18:48:35] <robin_sz> transitions to blue as comes into focus
[18:48:43] <robin_sz> note the height ...
[18:48:50] <robin_sz> keep coming down
[18:48:57] <robin_sz> plasma goes orange again ...
[18:49:03] <robin_sz> note the heght ...
[18:49:09] <alex_joni> sounds interesting :P
[18:49:14] <robin_sz> mid way between the two is your focus
[18:49:15] <alex_joni> and slow
[18:49:16] <robin_sz> well,
[18:49:27] <robin_sz> yeah, but you only need to do it once per new lens
[18:49:38] <robin_sz> then theres some addign and subtracting
[18:49:58] <robin_sz> and you get a vlaue to read on a vernier between a referenc point and the lens holder
[18:50:12] <robin_sz> so its slow, yeah
[18:50:21] <robin_sz> was trying it today
[18:50:22] <alex_joni> gotta run, see you later
[18:50:24] <robin_sz> kk
[18:50:53] <alex_joni> nice to see you again in here :)
[18:50:58] <robin_sz> heh
[18:51:08] <robin_sz> yeah, nothing changes :)
[18:51:18] <alex_joni> it never does
[19:01:03] <dmess> hi all
[19:06:59] <dmess> anyone played with the lathe portion of EMC2 ???
[19:07:18] <SWPadnos> yes
[19:07:22] <SWPadnos> (not me though)
[19:07:38] <SWPadnos> then again, what do you mean by "the lathe portion"?
[19:07:40] <dmess> whom then
[19:08:03] <dmess> lathe G-codes are of interest today?
[19:08:30] <dmess> my motors and drivers should be here monday
[19:08:38] <SWPadnos> I know cradek and jmkasunich have used it
[19:08:52] <SWPadnos> and cradek wrote a lot of the spindle-synch code
[19:08:58] <dmess> ok i'll check with them... ; )
[19:09:02] <SWPadnos> :)
[19:09:54] <dmess> BTW what do i need for the spindle sync to work... full encoder or just a pulse generator??
[19:10:10] <SWPadnos> encoder is better, but 1PPR is now supported
[19:10:29] <SWPadnos> it also depends on how heavy a cut (relative to spindle power) you want to take
[19:10:59] <dmess> so on the cheap a decent proximity switch SHOULD work...
[19:11:14] <SWPadnos> your threads will never be better than your feedback device ...
[19:11:27] <dmess> its a BABY lathe hardinge HSL-59
[19:11:56] <dmess> the LAST pass of the feed back devive to be precice
[19:12:30] <SWPadnos> yes - so a prox switch had better have a very consistent trigger point
[19:13:27] <SWPadnos> you must have a good index pulse, and now (using pre-2.3 from CVS) that can be used alone
[19:13:46] <dmess> would a physical switch work??
[19:14:01] <SWPadnos> depends on the physical switch I guess
[19:14:06] <dmess> say roller cam switch??
[19:14:12] <SWPadnos> dunno
[19:14:26] <SWPadnos> like I said - your threads won't be better than your feedback
[19:14:30] <dmess> i could mount it off the collet closer
[19:14:56] <SWPadnos> if you take multiple passes (which you will need to do with 1PPR threading), then you really really want an accurate index pulse
[19:15:14] <SWPadnos> personally, I'd avoid mechanical switches, but that's just me
[19:15:50] <dmess> well any spindle fed back on this machine thru encoder would have to go thru some sor of gear.... bcz it can run bar stoc thru the spindle
[19:16:03] <SWPadnos> belt drive to an encoder
[19:16:16] <dmess> ok belt..
[19:16:56] <dmess> im still working on HOW to hook the motors to the screws... but we'll see
[19:17:31] <dmess> its the VFD that gives me grief thoughts
[19:18:11] <SWPadnos> heh
[19:18:26] <SWPadnos> on that note, I think I'll go join my wife so we can hang some art in the living room. see you later
[19:28:52] <anonimasu> dmess: why not buy a through hole encoder?
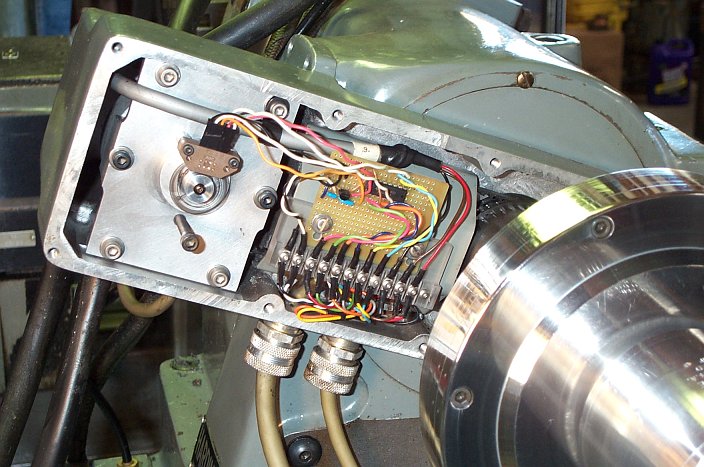
[19:32:28] <cradek> dmess:
http://www.wallacecompany.com/cnc_lathe/HNC/00011-1a.jpg
[19:32:54] <cradek> this is the encoder setup kirk wallace used on his HNC. It must be 1:1 ratio with the spindle.
[19:34:29] <jmkasunich> that kind of arrangement is what I'd recommend
[19:35:00] <jmkasunich> there are hollow shaft encoders, but _large_ hollow shafts (such as would fit over a lathe spindle) are usually $$$
[19:35:15] <cradek> I will do the same on mine
[19:35:24] <cradek> it has the same box where the original sensor is
[19:35:35] <jmkasunich> largish timing belt pulleys aren't that expensive - chuck it up, bore it to a press fit on the spindle
[19:35:36] <cradek> (I don't know what kind of sensor is in there yet though)
[19:35:49] <jmkasunich> 2nd identical pulley goes right onto the encoder using the stock bore
[19:36:24] <jmkasunich> cradek: does that mean you already have the spindle mounted pulley?
[19:36:35] <cradek> yes I'm pretty sure that's what's in there
[19:36:51] <cradek> ideally, will be able to use both pulleys
[19:36:56] <jmkasunich> probably have the belt and encoder pulley too
[19:37:13] <cradek> and maybe the sensor depending on what it is.
[19:37:18] <jmkasunich> I wonder what else is in there? an encoder, or a resolver, or...
[19:37:21] <cradek> I think I saw it called a 'pulse generator'
[19:37:32] <jmkasunich> thats just another word for encoder
[19:37:39] <cradek> we'll see!
[19:37:44] <jmkasunich> so you might be all set
[19:38:07] <cradek> except for the gotchas, this will be an easy retrofit (haha)
[19:39:21] <jmkasunich> easier than when you have to replace acme screws with ballscrews and build motor mounts
[19:39:49] <cradek> yes. currently, I would never be so crazy as to start from a machine without ballscrews
[19:40:28] <cradek> too many old nc machines out there with bad/terrible controls
[19:40:30] <jmkasunich> "currently"? that implies that at some time the future you might be crazier
[19:40:55] <cradek> I am not currently crazy enough to try to predict the extent of any future craziness
[19:41:56] <jmkasunich> I see
[19:41:59] <jmkasunich> very wise
[19:42:38] <cradek> I kind of like the MDI scheme on this control. there is a rotary switch to let you select the letters. the display shows the current letter's number and you can change it with the keypad. when you are happy, you press 'go'
[19:42:41] <jmkasunich> I bet that a couple years ago you wouldn't have predicted either an extended garage, or a bus in the driveway
[19:43:12] <cradek> jmkasunich: I had wanted a real shop for a long time...
[19:43:30] <jmkasunich> so have I
[19:43:41] <jmkasunich> but I don't predict any visible changes to the house to get it
[19:43:46] <jmkasunich> (visible from the outside)
[19:44:06] <cradek> visible changes are not allowed, or you just don't want any?
[19:44:40] <jmkasunich> I don't see any way to realistically increase shop size
[19:44:54] <jmkasunich> when you have an attached garage, you have options related to expanding it
[19:45:01] <jmkasunich> when the garage isn't attached, its much harder
[19:45:07] <cradek> yeah I bet so
[19:47:16] <jmkasunich> with the amount of manufacturing downsizing around here, the thought of renting/buying some small building somewhere has crossed my mind
[19:47:27] <jmkasunich> but I don't want to have to drive to my shop
[19:47:33] <tomp> 'pulse generator' doesnt necc have A&B phase (no direction derivable)
[19:48:05] <jmkasunich> tomp: true, but as long as there is an index, you don't really need direction for a spinde
[19:48:13] <jmkasunich> unless you are doing rigid tapping
[19:49:19] <cradek> I'd eventually like to be able to tap, but it's not the first goal
[19:49:59] <SWPadnos> I'd imagine a lathe would overshoot quite a bit when rigid tapping
[19:50:09] <SWPadnos> due to spindle mass
[19:50:15] <cradek> depends how slow you go I guess
[19:50:16] <jmkasunich> depends on the motor and drive
[19:50:21] <cradek> yeah, and that
[19:50:28] <SWPadnos> yep
[19:50:38] <cradek> even a couple full turns would be ok. you'd just have to get to know how it acts.
[19:50:39] <jmkasunich> AC motors can deliver 200% (or more) of rated torque
[19:52:15] <jmkasunich> what kind of motor is in the lathe? 3-phase induction I assume, how many HP?
[19:52:17] <cradek> I'm happy how emc2's rigid tapping has turned out. you can successfully use it on all sorts of hardware.
[19:52:35] <cradek> I think it's 2.5?
[19:52:40] <cradek> yes 3 phase
[19:53:01] <cradek> the thing runs all the time the lathe is on! it uses the clutches to stop (freewheel) the spindle.
[19:53:08] <jmkasunich> oh
[19:53:17] <cradek> I should be able to use my 3hp vfd for it.
[19:53:23] <jmkasunich> what about speed control? is it tapered pulleys?
[19:54:06] <cradek> yes it has the two clutches to select low/hi, and also it has a varispeed that's actuated under computer control by a ballscrew
[19:54:24] <SWPadnos> heh
[19:54:25] <jmkasunich> so it was intended to run the motor across the line at 60Hz, no VFD
[19:54:30] <cradek> yes
[19:54:46] <jmkasunich> you'll have a lot of inertia then, it will be hard to do rigid tapping (at least, there will be a lot of overshoot)
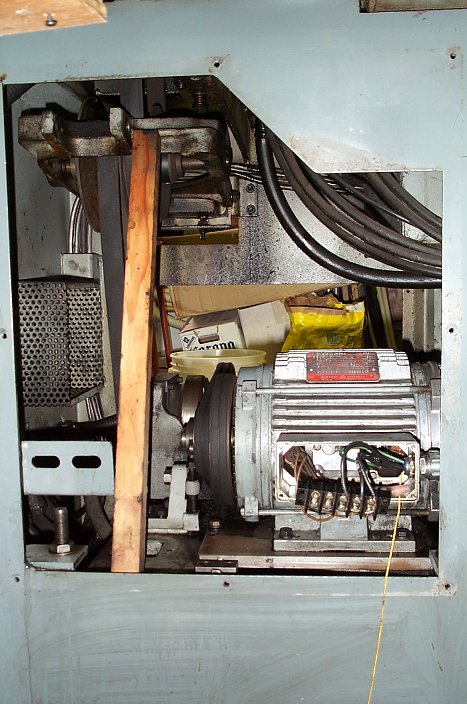
[19:55:46] <cradek> http://www.wallacecompany.com/cnc_lathe/HNC/00032-1a.jpg
[19:56:31] <cradek> it takes several turns of the spindle to coast down as-is. under powered decel it seems like it wouldn't be too bad...
[19:56:50] <cradek> like I said, I think even several turns of overshoot is fine.
[20:00:13] <cradek> I'm off - bbl.
[20:31:44] <dmess> im back... UPS is now hooked up... sitting there looking at me as the thunder rOOLS
[20:47:57] <tomp> speakin of UPS, if TTL encoders are connected to raw counters, which are connected to 5V which is connected to a UPS, can EMC wake up & NOT need to home ( can it use the raw count provided by BBU'd hdwr?) (signed hambone)
[20:51:02] <SWPadnos> not yet
[20:51:25] <SWPadnos> I've been thinking about how to handle absolute encoders, and it's not as simple as it first seems
[20:51:54] <SWPadnos> (you're essentially making an absolute encoder by backing up an incremental + its reader)
[20:52:08] <tomp> on multi axis machines, when the system dies with tool near/in steel, its a bitch to manually back off and home
[20:52:31] <SWPadnos> sure
[20:53:09] <tomp> what probs do you see with abso's?
[20:53:19] <SWPadnos> there is a way to do it now actually - write a program that can read the encoder values, and populate the POSITION.TXT file with the numbers before starting EMC1
[20:53:21] <tomp> concerns
[20:53:29] <SWPadnos> but I don't know it will work right
[20:53:43] <tomp> ah way cool ( i love hacks :)
[20:54:08] <SWPadnos> well, aside from actualy reading them at startup (hard to do with the likes of Yaskawa), you have to deal with homing
[20:54:24] <SWPadnos> it's not necessarily true that the encoder 0 is intended to be machine 0
[20:54:59] <tomp> of course, usually not ( its usually is crummy position for any work to be done )
[20:55:21] <SWPadnos> I think there was some other issue with resetting on index, but maybe that isn't a real problem (like spindle synched motion)
[20:55:22] <tomp> edge of the universe/beware of dragon land :)
[20:55:48] <SWPadnos> err - I meant "machine home", which could still be offset from zero
[20:56:36] <SWPadnos> I'd have to search the IRC archives (or my brain, which is much less reliable) to see what my concerns were
[20:56:46] <tomp> yep, even machine home is bad place to work. what does reset on index have to do with stored posn? needed to 'sync'?
[20:56:53] <SWPadnos> (I think I may have talked to Chris about it at the workshop, so it could be in brains only)
[20:57:54] <tomp> join SWPadnos.brain ( Spock mind meld )
[20:58:05] <tomp> I'll look thanks
[20:58:06] <SWPadnos> it may have just been the idea that the readback from the absolute encoder might need to be offset, so you need to store that offset somewhere
[20:58:11] <SWPadnos> heh - maybe hypnosis would help
[20:58:22] <SWPadnos> but I have a faucet to install now, so see you later :)
[20:59:00] <tomp> well, the need is not immediate and this Yaskawa system also has 1um acurite abso-II encoders ( not absolute, just a name )
[20:59:03] <tomp> bye thx
[20:59:21] <SWPadnos> ok - not rotary absolutes on the motor?
[20:59:39] <SWPadnos> those pretty much require an FPGA interface or other dedicated hardware
[21:00:28] <tomp> me finishes bathroom shower rod... yes there are no absolute encoders on the Yaskawa, there are incremental and its not neccesary/impossible to pass them thru to control
[21:00:48] <tomp> they are incremental...
[21:01:43] <tomp> i see i gotta read how the value in the file is used... ok
[21:05:20] <anonimasu> night
[22:17:39] <SkullWorks_PGAB> http://media.ar15.com/media/viewFile.html?i=3877
[22:51:59] <BigJohnT> LOL
{kind=link}
{kind=link}
{kind=link}
{kind=link}