Back
[00:29:11] <skunkworks> also think I am using this -
http://focus.ti.com/lit/ds/symlink/lm193.pdf
[00:53:00] <john_f> Hi I just installed ubuntu 6.06 with emc on a machine that I want to use for my cnc control. How do I run the latency-test? This does not seem to be part of the emc 2.1.7 package.
[00:57:52] <SWPadnos> nope -you need 2.2 for the HAL-based latency test
[00:59:03] <SWPadnos> update as shown here:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UpdatingTo2.2
[00:59:55] <john_f> thanks
[01:00:03] <SWPadnos> sure - enjoy :)
[01:05:55] <cradek> .................
[01:06:12] <cradek> ...
[01:06:17] <SWPadnos> ...?
[01:08:22] <cradek> ...............................................................................................................................................................................................................................................................................................................................................................................................................................................................
[01:09:03] <SWPadnos> that
[01:09:09] <SWPadnos> that's a lot of dots
[01:09:41] <skunkworks> I wonder which cat that is...
[01:09:53] <skunkworks> ;)
[01:10:20] <SWPadnos> http://www.oemdynamics.com/hld_animation/hld_intro.html
[01:17:27] <skunkworks> interesting..
[01:20:49] <skunkworks> sort of like 2 different leadscrew pitches for fine positioning
[01:23:06] <john_f> I wonder how stiff that thing is. Could it replace a machine tool ball screw?
[01:26:02] <SWPadnos> the other link (from a post to emc-users) says that standard thrust is 450N, and repeatability is <20uM in one direction, <60uM bidirectional
[01:26:12] <SWPadnos> dunno if that's under load though
[01:26:19] <SWPadnos> http://machinedesign.com/ContentItem/719/72741/ScanningforIdeasNovelRecirculatingBeltPowersLinearActuator.aspx
[01:27:18] <john_f> It would depend a lot on the belt. I suppose you could use a roller chain with a tensioner to make it really strong.
[01:35:49] <SWPadnos> night, all
[01:55:29] <gotnone> the question is , how much percentage wise do the outside pulleys need to be set in comparison to max travel?
[01:56:42] <gotnone> i.e. total drive dimensions v.s. max travel
[01:58:44] <john_f> The differnece in pully size only determines the lenght/turn. The max travel is determined by the belt lenght and can be as long as you want it to be.
[02:01:07] <gotnone> what I am trying to get at, is it looks like the traveller can not approach too close to the drive pulleys, or there will be much belt deformation. So what is the recommend ratio of traveller traverse v.s. distance between drive pulley pairs
[02:01:36] <gotnone> i.e. overall machine size v.s. max travel
[02:03:25] <gotnone> I suppose it is some ratio of belt width more than anything else
[02:03:36] <john_f> OK I see your point.
[02:07:18] <john_f> what if the belt was made real narrow and the large and small pulleys were actually a stack of interleved large and small pulleys and the moving pulleys were then made as wide as the stack? Then the belt would have a minimum of twisting
[02:08:35] <john_f> Of course there would be some ideler to keep the long belt lengths from touching the moving pulleys.
[02:08:51] <gotnone> sure, that makes sense.
[02:08:53] <gotnone> http://www.oemdynamics.com/hld/pdf/HLD60_single_rail__spec_CAD.pdf
[02:09:58] <gotnone> shows that the ratio is as bad as 100/384, and as good as 4000/4284
[02:10:19] <gotnone> strke/overall length
[02:11:28] <john_f> interesting. Anyway I got to go. By.
[02:11:51] <gotnone> see ya
[02:11:59] <toastydeath> we have a machine driven like that
[02:12:12] <toastydeath> iirc
[02:12:14] <gotnone> toastydeath, is it a large machine?
[02:12:16] <toastydeath> no
[02:12:24] <toastydeath> it's a flycutting machine, it's long but skinny.
[02:12:38] <gotnone> ahh, sounds like the prefect use
[02:13:19] <toastydeath> and the pullies are tiny.
[02:13:22] <toastydeath> like, one inch.
[02:13:38] <toastydeath> and it uses a cable, not belts.
[02:14:08] <toastydeath> it's a homemade thing.
[02:14:22] <toastydeath> i would not use it to drive anything with real cutting force, it seems to stall out pretty quick.
[02:15:03] <toastydeath> but they might have something fancy that a commercial system uses instead of, you know, a bit of steel cable.
[02:15:59] <gotnone> ahh
[02:16:32] <toastydeath> but if you're going to be doing engraving or light milling in Al, it will drive it.
[02:18:31] <toastydeath> i finished my first bit of high precision machining yesterday, two faces flat and parallel to .0002", and a bore .5000" +0000/-.0005
[02:18:35] <toastydeath> all nine parts came out
[02:18:37] <toastydeath> wooot
[02:19:56] <gotnone> yeah, the forces look like 43kg if my math from N is correct on the platform, and a thrust varying from ~10kgF to 45kgF
[02:20:24] <gotnone> good job on your machining
[02:20:33] <toastydeath> ty
[02:20:52] <gotnone> what type of setup do you have?
[02:21:03] <toastydeath> i don't own any machines, i do it at work
[02:21:26] <toastydeath> it was a chevalier VMC, 30"x15"
[02:21:50] <toastydeath> an adustable angle plate, flycutter, and boring bar.
[02:22:16] <toastydeath> also re: forces, i have no idea about the feed forces involved in machining
[02:22:21] <gotnone> that sound pretty nice
[02:22:21] <toastydeath> that's one area i've never ever looked at
[02:23:13] <toastydeath> all i've ever really cared about is stuff at the spindle, though i suppose it would help to eyeball cutter deflection if I had the calculations for feed force
[02:23:17] <gotnone> I have been doing some research lately, as I am looking to get my hands on an old US made engine lathe and retrofit it
[02:23:19] <toastydeath> i'm sure it's in one of my negineering books
[02:23:24] <toastydeath> *engineering
[02:23:51] <toastydeath> like, replace the ballscrew?
[02:23:58] <toastydeath> er, leadscrew with a ballscrew?
[02:24:13] <gotnone> right
[02:24:14] <toastydeath> that would be pretty neat
[02:24:28] <toastydeath> i don't know if you care or not, but most of the big names made these transitional machines in the 70's
[02:24:34] <toastydeath> Monarch, leblonde, okuma, etc
[02:24:49] <toastydeath> they're engine lathes except with servos and ballscrews
[02:24:59] <toastydeath> most of them need a new control, so they're cheap, but otherwise good.
[02:25:06] <toastydeath> (just throwing an option out there)
[02:26:01] <gotnone> got it, I will keep that in mind
[02:28:46] <toastydeath> did you have a lathe model picked out
[02:28:49] <toastydeath> southbend or something
[02:29:43] <jmkasunich> how much space do you have?
[02:29:51] <jmkasunich> (that is probably the most important factor)
[05:07:54] <MattR6> Hello
[05:08:42] <toastydeath> hey
[05:09:14] <MattR6> Does anyone in here know anything about APT programming ?
[05:11:12] <toastydeath> unfortunately not.
[05:11:44] <MattR6> I cant find any hardcore info on it
[05:13:34] <toastydeath> it's pretty much nonexistant these days
[05:13:52] <toastydeath> aside from the scant open source stuff that exists
[05:14:52] <MattR6> its supposedly the most powerful cam software if it is used properlly, I want to find out for myself
[05:15:02] <toastydeath> it's not.
[05:15:16] <MattR6> What is then >
[05:15:28] <toastydeath> one of the multi-thousand dollar CAM packages.
[05:16:07] <toastydeath> APT is really appealing from a hobby perspective because you can program stuff and not require a very expensive bit of software to do 3d and higher axis machining.
[05:16:52] <MattR6> UG and CATIA are great but Im bored and want something new just to play with
[05:17:14] <toastydeath> then find the packages for APT360 or APTOS
[05:17:21] <toastydeath> one of those is the more recent, i don't know which.
[05:17:51] <MattR6> Do they only run in linux ?
[05:17:56] <toastydeath> correct
[05:18:18] <MattR6> razzle dazzle
[05:18:30] <toastydeath> and even in the interest of learning, i don't know why you'd pick apt if you had access to a cam package.
[05:20:46] <MattR6> Because I want to challenge myself, visual based UG is for work, and I dont own it
[05:21:53] <MattR6> I get sick of looking at part models all freakin day
[05:22:33] <toastydeath> then use g-code?
[05:22:36] <toastydeath> i dunno.
[05:23:11] <toastydeath> apt360 and aptos, man.
[05:23:14] <toastydeath> if you are heartset on it.,
[05:23:32] <MattR6> Yea, I have been programming for six years and I am just bored
[07:27:25] <micges> hi
[07:28:38] <toastydeath> hai
[07:51:07] <alex_joni> hai
[07:58:51] <micges> what mean this error: following error trip?
[08:07:49] <joeKr_> A following error occurs when the actual position falls too far behind the commanded position. Possibly due to high cutting forces, perhaps other causes?
[08:10:30] <micges> I know
[08:10:38] <micges> I have many following errors
[08:10:52] <micges> but what trip means in there ?
[08:11:12] <joeKr_> I'm not sure I understand your question
[08:11:39] <micges> I'm from Poland
[08:11:57] <micges> Im not quite understand that message
[08:14:06] <joeKr_> There is always some "following error", i.e. a difference between the commanded position and the actual position at any moment. A following error fault/trip (often called simply a following error) occurs when the following error exceeds a preset limit. Does that help?
[08:15:27] <micges> thanks
[08:15:42] <joeKr_> Could your proportional gain be too low? That might cause a "following error" (following error fault/trip).
[08:21:30] <micges> I spent one day to configure PID params
[08:22:13] <micges> I think that I have mechanical/distortion problem..
[08:24:42] <joeKr_> Yes, if something is binding, that could certainly cause a following error, depending on how powerful the motors/drivers/screws are, and how much binding is taking place.
[08:25:38] <alex_joni> micges: trip means activated
[08:26:43] <micges> alex_joni: what is difference from normal "foolwing error on axis n" ?
[08:27:45] <micges> joeKr_: not much powerfull, about 8Nm only
[08:29:43] <joeKr_> OK. following error on axis n is below axis n following error limit, or, following error on axis n is above axis n following error limit
[08:30:05] <micges> alex_joni: ignore that question
[08:30:19] <joeKr_> Haha, OK.
[08:30:46] <micges> I found source of problem, and I have a DICTIONARY :)
[08:31:07] <joeKr_> What type of machine do you have?
[08:31:30] <joeKr_> And what was your problem?
[08:31:33] <micges> laser with XY moving table
[08:32:30] <micges> about 3x2 m
[08:32:31] <joeKr_> Laser, nice. CO2? How many watts?
[08:32:40] <micges> CO2, 1600 W
[08:33:33] <micges> from PRC company from USA
[08:33:40] <micges> (I think)
[08:34:36] <joeKr_> Very nice. Recirculating gas design or venting gas design?
[08:35:17] <joeKr_> Recirculating - sealed
[08:35:42] <micges> hmm from heavy metal bottles of gas :)
[08:36:24] <joeKr_> OK. Sounds like the venting type?
[08:36:38] <micges> probably yes
[08:40:10] <joeKr_> Maybe you can adapt it to use vaporized liquid CO2 from a dewar, if that is cheaper where you are. If that wouldn't save you money, then forget I said anything.
[08:41:44] <joeKr_> Or maybe N2 is the majority gas, I forgot.
[08:42:24] <joeKr_> Anyway, have fun. Planning to do wood burning artwork?
[08:52:28] <micges> yes I plan
[08:52:30] <micges> maybe today
[09:04:57] <micges> bbl
[09:34:31] <Guest88095> hey
[09:34:36] <Guest88095> Guest88095 is now known as raven2
[09:44:01] <raven2> I've one big problem... what does "cutter gouging with cutter radius correction" mean?
[09:56:49] <alex_joni> raven2: that means you have cutter comp on
[09:59:01] <raven2> yes that's right but I would have it on
[10:00:54] <raven2> I try to mill a part for hobby rc and I've drawn a Qcad drawing and exportet it with gcnccam and dxf2gcode... gcnccam doesn't use cutter comp at the outer line and dxf2gcode made the problem with the gouging... could you say me what this is in german? (gouging übersetzen)
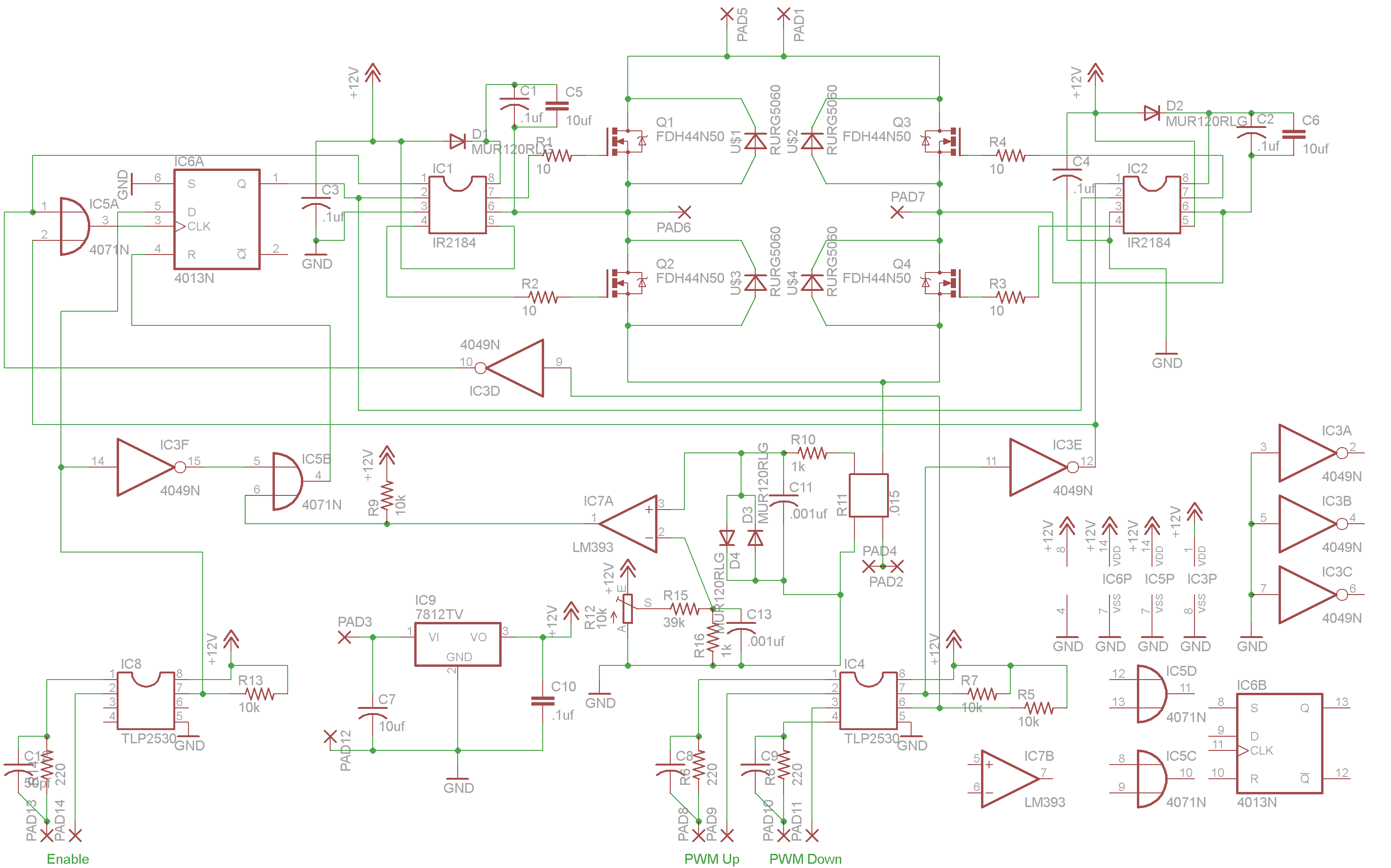
[13:31:30] <skunkworks_> I think this is close to the final solution.. (atleast to test anyways)
http://www.electronicsam.com/images/KandT/servostart/newschem5.png
[13:31:56] <SWPadnos> I think you should change the wire color to dark blue
[13:32:08] <SWPadnos> *then* it's ready :)
[13:32:10] <skunkworks_> heh
[13:33:02] <skunkworks_> I started looking at the flip/flop truth table and got side tracked.. I assume it is right.. ;)
[13:33:48] <SWPadnos> I'm saving time by not looking at the truth table before getting sidetracked
[13:34:02] <skunkworks_> that makes more sense..
[13:53:40] <jepler> skunkworks_: looks like you've got some unused inputs not tied to GND or VCC
[13:56:09] <skunkworks_> jepler: that is on the to-do list.
[13:56:27] <skunkworks_> so - I guess it isn't the final final solution
[13:56:53] <cradek> last night I was trying to get my lathe's Z to stop oscillating. I had it in my head that it was the velocity loop (amp) that was doing it. I have some evidence that it's actually the position loop (control) doing it. I'm going to try unhooking the vel command and using a battery to narrow it down. (I hope the control doesn't disable everything with a following error equivalent)
[13:57:45] <skunkworks_> jepler: the picture you have on your blog about the analizer... was that something you are actually trying to troubleshoot?
[13:58:35] <jepler> skunkworks_: no, that was a testing pattern
[13:59:15] <jepler> an AVR microcontroller was running while(1) { PORTB = i; i = i + 1; }
[13:59:50] <jepler> but it also has a timer interrupt which introduces these extra pauses, which gave me something interesting to try to set as a trigger condition
[14:00:08] <skunkworks_> neat
[14:00:26] <skunkworks_> cradek: time to convert.. ;)
[14:00:52] <cradek> skunkworks_: I'm trying to figure out what is working so I know I can keep it (amps, tachs, resolvers)
[14:01:15] <cradek> the control has a lot of problems, but I can jog and turn stuff on and off, which is a great help
[14:01:16] <skunkworks_> that makes sense..
[14:01:55] <cradek> I should be able to map everything out and maybe even use the existing wiring and isolation boards
[14:02:14] <skunkworks_> what is the controller based? 8080?
[14:02:37] <cradek> it's an NC control, all TTL etc, no microprocessor
[14:02:53] <skunkworks_> oh - that is just like our cincinati malicrons then
[14:02:55] <cradek> '76 I think
[14:03:16] <skunkworks_> all ttl - even the 'plc' was ttl
[14:04:05] <skunkworks_> did it have a tape emulator? or just tape?
[14:04:33] <cradek> it has a uSTOR that I don't know how to use. it seems dead.
[14:04:48] <cradek> I can't get it to move the tape either
[14:04:52] <skunkworks_> yeck
[14:05:05] <cradek> I should look at the instructions :-)
[14:05:41] <skunkworks_> that rarely helps..
[14:05:45] <cradek> I can MDI all the M codes and they work, but I have not been able to get it to move with MDI G00 or G01
[14:06:07] <cradek> but it does move, since if I put in a tool offset it will move when I change to that tool
[14:06:35] <skunkworks_> odd. unplug all cards - re-insert..
[14:06:42] <skunkworks_> ;)
[14:06:58] <cradek> that would take an hour!
[14:07:19] <cradek> actually it probably only has 50 or so cards
[14:08:06] <archivist> antique! restore!
[14:08:21] <cradek> it has .00075-.001 backlash in X, more in Z - maybe even .002, but I guess that's not bad
[14:08:35] <cradek> spindle seems good
[14:09:06] <skunkworks_> I don't know if we tried running the cincinnati milacron on tape.. I just hacked into the tape drive and used the printer port to send programs.
[14:09:15] <skunkworks_> ball screws?
[14:09:27] <cradek> archivist: that's my every instinct too. but it would be so much more useful running emc.
[14:09:49] <cradek> skunkworks_: yes
[14:09:50] <skunkworks_> * skunkworks_ doesn't have that problem
[14:10:10] <skunkworks_> do you know if they are split nuts?
[14:10:16] <archivist> I realise how much more useful it will be with emc
[14:10:42] <cradek> skunkworks_: no I haven't opened it that far yet. it would be nice if I could adjust it.
[14:11:09] <cradek> the control has "axis reversal compensation" and Z was turned all the way up... maybe a bad sign.
[14:12:24] <cradek> on a lathe, each tool usually cuts just one way, so it seems like a bit of backlash won't hurt too much. it's not like making flat-sided circles on a mill
[14:12:57] <BigJohnT> except for threading...
[14:13:22] <cradek> but even with threading you always cut one way...?
[14:13:33] <cradek> in and towards the headstock
[14:13:53] <BigJohnT> you can cut the middle or lead or lag for each cut
[14:14:21] <BigJohnT> at least that's what I've been told by my lathe buddy
[14:14:51] <cradek> true I guess. have you seen a control that would alternate sides? seems useful if cutting a huge thread (you could always write it by hand of course)
[14:15:09] <BigJohnT> his Analam does that
[14:15:33] <archivist> leadscrew is still driving one way during the cut
[14:15:34] <BigJohnT> he can pick the edge that does the cutting front or back or the middle
[14:15:39] <BigJohnT> yes
[14:15:53] <cradek> archivist: but you can be cutting 'backward' (right side of thread, headstock on the left)
[14:16:03] <cradek> you would sure not want any backlash if doing that
[14:16:38] <archivist> depends if tool bites or pushes off
[14:16:42] <BigJohnT> it was something to to with the life of inserts if MY memory still works
[14:18:09] <cradek> I bet with EMC's G76 you could cut leftward with Q-29 instead of the usual Q29
[14:18:18] <cradek> err rightward I mean
[14:18:51] <cradek> http://linuxcnc.org/docs/2.2/html/gcode_main.html#sec:G76:-Threading-Canned
[14:20:12] <BigJohnT> yep, that is what he is doing...
[14:20:42] <BigJohnT> it might have something to do with thread finish too...
[14:20:58] <archivist> I was going to comment on g76, with strange setups one would want to use other axis to thread along
[14:22:52] <BigJohnT> bbl
[14:25:36] <cradek> archivist: yep you have to revert to using regular old G33 then. You can thread in any direction then, but you have to calculate things like compound feed yourself.
[14:28:20] <archivist> G33 probably needed for proper tapered threads as well
[14:28:30] <cradek> yep
[14:29:15] <archivist> hmm g33 on steriods for hobbing
[14:31:03] <archivist> I need to learn or have a way of reseting rotating axis after N rotations to save "winding back"
[14:31:56] <cradek> we need wrapped rotaries but it's messy to do.
[14:33:06] <archivist> waiting for my A to do 7 turns at the end of each pass was a pain
[14:35:57] <cradek> you could just do G92A0
[14:36:05] <skunkworks_> can't you just home it - or g92a0?
[14:36:12] <skunkworks_> or what cradek said
[14:36:14] <cradek> then G92.1 at the end of the program and then home to reset it all
[14:39:33] <archivist> skunkworks, it needs to be mid program
[14:39:58] <skunkworks_> then the g92a0 would work
[14:40:42] <archivist> I did try various G92
[14:41:09] <archivist> at one stage I got a slow move
[14:41:57] <cradek> you could always use G91G1A... and not worry about the numbers on the readout
[14:42:59] <archivist> but I send it back to 0 and do an anti backlash joggle
[14:46:19] <skunkworks_> http://www.practicalmachinist.com/vb/showthread.php?t=162050
[14:53:22] <archivist> skunkworks, "Do you happen to know if EMC2 is ready for primetime? " could need a reply
[14:55:05] <skunkworks_> I don't know how to reply to that..
[14:56:29] <archivist> I suppose he means non crashy and doing real work, which it does for me
[14:57:02] <anonimasu> hehe
[14:57:20] <anonimasu> real work, does that mean you load up your vmc.. hit go and make a 1000part run_
[14:57:27] <anonimasu> ?
[14:57:46] <archivist> er not yet but thats a home user asking the question iirc
[14:57:53] <cradek> since he doesn't say what the bugs were 5 years ago, you can't say whether they are fixed. all he's giving you is the ability to say "works fer me" which is stupid.
[14:58:06] <skunkworks_> yes
[14:58:27] <fenn> we all know industry works on reputation rather than actual technical competence
[14:58:46] <anonimasu> heh..
[14:59:03] <fenn> just think of it like quantum mechanics
[14:59:24] <anonimasu> * anonimasu is very curious about getting nml&hal to work against mono
[14:59:38] <fenn> if you have enough expertise to determine whether someone knows what they're talking about, you don't need their opinion
[14:59:47] <cradek> with me not being a salesman, if someone doesn't know how to ask a question, I have the luxury of not needing to answer it
[14:59:54] <anonimasu> yep
[15:00:34] <rayh> Hi archivist. Two years back I had a rather heated discussion with Roland about that prime time issue.
[15:00:56] <cradek> ih ray
[15:00:57] <rayh> There really is not objective definition of "Prime Time."
[15:00:59] <cradek> hi ray
[15:01:08] <anonimasu> hm.. I guess primetime is when you can stick a newbie at computers at the cnc and expect them to make parts..
[15:01:09] <rayh> Hi chris.
[15:01:20] <anonimasu> and not having the machine crash ever.
[15:01:20] <anonimasu> :p
[15:01:21] <rayh> Um NO.
[15:01:35] <anonimasu> (control)
[15:01:46] <anonimasu> that's what I think
[15:02:04] <fenn> prime time is when your self replicating machining center has taken over the world and is constructing interstellar spacecraft
[15:02:07] <cradek> "is it ready for prime time" is a case of "ask a stupid (meaningless) question get a stupid (useless) answer"
[15:02:14] <anonimasu> lol
[15:02:17] <rayh> Making parts is a much bigger issue than the technical issue of a CNC control running a machine.
[15:02:25] <rayh> Exactly.
[15:02:33] <anonimasu> yeah..
[15:03:05] <cradek> if in person I'd press for a more specific question. if online or in email, I'd probably just ignore it.
[15:03:16] <rayh> When you ask it concerning EMC2, it's a bit like asking have you stopped beating your significant other.
[15:03:53] <rayh> It assumes that your significant other wants to stop being beaten, and that you did beat em.
[15:04:29] <anonimasu> yep
[15:04:48] <cradek> it might mean "are people using it in production? are they happy with it?" or it might mean "is the [unspecified] bug I saw 5 years ago fixed?"
[15:04:59] <rayh> Hey cradek. Do you know if Alex created NML status variables for stuff like jog increment, jog speed and such when he wrote halui?
[15:05:14] <anonimasu> yeah..
[15:05:24] <anonimasu> I'm curious how well emc runs in production :)
[15:05:27] <cradek> do you mean are those things in the stat buffer? I'm pretty sure they are not
[15:05:47] <cradek> halui does have the necessary pins to do incremental jogs and different speed jogs though
[15:09:17] <rayh> I wonder then what happens when I look at stuff like "halui.joint.selected" when none has been set
[15:09:56] <cradek> if the pin is not hooked up, it probably just starts at zero
[15:10:09] <rayh> Okay.
[15:10:47] <rayh> I know that in the old days, there were many GUI variables like activeaxis that were only defined for the active gui.
[15:11:38] <cradek> yes that kind of thing is internal to a gui. there's no machine-wide idea of which axis is active
[15:12:07] <rayh> So setting an axis active in halui for a handwheel or some such would not be reflected in the gui and setting it in the gui would not be reflected in halui?
[15:12:11] <cradek> like there is no machine-wide jog speed or increment. you could increment X 1" and I could increment Y 0.01"
[15:12:45] <rayh> I wonder if it would be "wise" to make those sorts of things system wide?
[15:12:57] <cradek> rayh: right. AXIS exports some hal pins that say which axis is selected in AXIS. people often use them for jogwheel axis selection.
[15:13:31] <rayh> I've seen those and that was a part of the cause of my question.
[15:14:02] <cradek> it's fuzzy to me how that would work. for instance you can jog X,Y together. which axis would be active then?
[15:14:33] <rayh> Right. The activeaxis is a tickle gui thing.
[15:14:39] <rayh> And we permitted only one.
[15:14:52] <cradek> what's the big picture here? specifically what is your goal in this case?
[15:15:36] <rayh> I suppose an active flag could be set for any or all of them it it a status variable.
[15:16:11] <rayh> I'm thinking of a combo hard wired HMI and user GUI.
[15:16:18] <rayh> and the two working in concert.
[15:17:46] <rayh> I can do that for some things like "cycle start" because we can expose the status of the interpreter.
[15:18:03] <cradek> 'the nist way' says they ought to work separately - e.g. you'd have a hard switch for jogwheel axis selection. but I sympathize that sometimes they can conveniently work together (like AXIS's trick)
[15:18:32] <rayh> But there are a whole class of GUI like variables that are only local to an instance of HMI or GUI.
[15:19:02] <rayh> IMO the nist way would not permit a hard wired switch.
[15:19:17] <rayh> At least not one that could not be overridden elsewhere.
[15:19:32] <rayh> How's that for double or tripple negitive.
[15:19:50] <cradek> ok I see how active axis could work nistly. you could not jog two at a time then and it would enforce a certain kind of interface.
[15:20:13] <cradek> for instance you could not have 3 jogwheels or 6 jog buttons [X+, X-, Y+, ...]
[15:20:33] <cradek> but currently, those details are up to a gui to handle however it wants
[15:21:09] <rayh> As long as any of those things was momentary it would satisfy my understanding of the big HMI picture.
[15:21:50] <rayh> I was just wishing that I could query someplace for the status of such things.
[15:22:29] <rayh> I'll leave that for another day...
[15:22:40] <cradek> I agree active axis could be done that way with momentary buttons. however I'm glad it isn't, because it would limit the ways uis can do jogging
[15:23:43] <rayh> Sure.
[15:24:31] <rayh> We'd need to abandon "activeaxis" in favor of axis.?.isactive.
[15:25:13] <rayh> and allow for more than one
[15:25:36] <rayh> Then the gui could work any way we wrote it to work.
[15:25:45] <anonimasu> :)
[15:29:36] <rayh> thanks chris
[15:59:19] <skunkworks_> heh - I protoboarded one of these lm393 and for some reason it had a historisis of a goog 50mv between on and off. (I was thinking - that doesn't seem right) and so I hooked up a lm339 and it worked as expected. Crap <- I thought to myself. So I rehooked up the lm393 and it worked as expected also. You would think only having to hook up a few pins I would not be able to screw things up - but I must have the first time.
[15:59:29] <skunkworks_> *good
[16:06:47] <archivist> you should be learning to let the smoke out next :)
[16:08:10] <jepler> this particular ADC is specified as consuming 7.70 picojoules per conversion. now that is an important metric I had never thought about before.
[16:08:57] <archivist> some can make a huge difference to the input signal
[16:09:15] <archivist> buffer if needed
[16:11:58] <jepler> I think this number is about power dissipated in the chip from all sources, not just about input impedence.
[16:12:51] <archivist> that small its likely an input effect
[16:12:55] <SWPadnos> it seems more likely that it's the amount of energy taken from the input signal
[16:13:12] <SWPadnos> to charge the sample/hold circuit
[16:13:45] <DaViruz> the amount taken from the input signal is most likely highly dependant on the level of the same
[16:14:05] <DaViruz> rather then fixed at 7.7 pJ
[16:14:05] <SWPadnos> also true
[16:14:35] <archivist> or dependent on change in signal rather than absolute
[16:14:52] <jepler> you're right that the 7.7pJ figure sure doesn't track well with the graph "power consumption vs sample rate" in the datasheet
[16:14:55] <archivist> all depends on conversion technique
[16:16:58] <jepler> but I can't get it to relate to the datasheet input impedence either
[16:17:20] <SWPadnos> what A/D is it?
[16:17:28] <jepler> http://www.national.com/pf/AD/ADC08100.html
[16:27:38] <SWPadnos> ah - it's per bit of precision (or per count, maybe):
http://www.national.com/analog/powerwise/metrics
[16:28:33] <SWPadnos> that's a lot closer when you multiply by 256
[16:28:39] <SWPadnos> (to the power rating)
[16:35:15] <Adam1_> Adam1_ is now known as MASEngr
[16:38:04] <MASEngr> Good morning, everyone.
[16:38:31] <MASEngr> I'm having some trouble with my mill speed. It's quite slow, and I'd like to speed it up.
[16:38:46] <MASEngr> I've tried changing the MAX_SPEED parameters, but that had no effect.
[16:39:08] <MASEngr> sorry, mis-spole, MAX_VELOCITY
[16:39:39] <MASEngr> Also, the feed speed over-ride slider only works at the very low end, from 1-10%.
[16:40:00] <MASEngr> My m5i20.ini file is at:
http://www.pastebin.ca/1082683
[16:40:36] <MASEngr> Any suggestions on how I can increase my feed rate? I've tried working with the g-code, I've tried waggling the parameters, but there hasn't been any notable changes.
[16:41:25] <jepler> if you are at X0 and MDI G0 X10, it goes much slower than 180 inch/min?
[16:41:52] <cradek> velocity or torque mode amps? Have you checked the dac scaling and/or output?
[16:42:23] <cradek> hmm, but if that were the problem, you'd get following errors
[16:43:50] <cradek> can you describe in more detail what behavior you're seeing?
[16:43:58] <MASEngr> I've had a boatload of following errors, but I've assumed they were ground loop issues.
[16:44:16] <MASEngr> I put in some pullup resistors on the axis pins and it hasn't resurfaced yet.
[16:45:13] <MASEngr> It's just slow. Everything mills just fine, but we're getting a maximum speed of about 13 in/ min, even when we put in something ridiculuous like 1000 ft / sec.
[16:45:50] <MASEngr> There's no difference between 60, 100, or 1000 fpm.
[16:46:35] <MASEngr> jepler: No, when it's in rapid mode, it moves at a good clip.
[16:47:16] <jepler> OK, that narrows down the problem to your gcode. my guess is that it consists of lots of very short moves, and that you did not specify a tolerance value with G64 P-.
[16:47:56] <cradek> I think jepler is better at guessing than I am
[16:48:32] <MASEngr> We're doing large amounts of z-axis movement.
[16:50:10] <MASEngr> Would we lose accuracy if we put in continuous path mode?
[16:50:45] <cradek> can you pastebin the gcode?
[16:51:32] <SWPadnos> if it moves fast with G0, then I'd expect a long G1F1000 to also move fast
[16:51:50] <SWPadnos> but not necessarily a lot of little ones, as jepler suggested
[16:51:53] <cradek> yes.
[16:52:22] <cradek> but there's strange things about your description still that don't fit the mental model, like only the first 10% of feed override working.
[16:52:45] <SWPadnos> I'd assume that means once you get past that, it "tops out"
[16:52:52] <SWPadnos> (but that's just me assuming again)
[16:52:57] <jepler> emc's motion planner enforces the following two rules by default: (A) every movement specified in the part program is touched at at least one point (B) it is possible to come to an exact stop before the end of the movement now in progress. With naive cam code this is very bad, particularly due to the "able to come to an exact stop" requirement. With G64 P-, this condition is relaxed for segments that are within P- of being colinear. The same P- param
[16:52:58] <cradek> oh I see
[16:54:31] <jepler> if your code is a mix of at least some G2/G3 arcs (not only G1s), G64 P- will not really have much effect in the current version of emc2.
[16:54:32] <MASEngr> It seems kind of like having a rev limiter on a Ferrari
[16:55:44] <SWPadnos> from X=0, do MDI G0X10
[16:55:49] <SWPadnos> then G1X0F1000
[16:56:01] <MASEngr> No matter what we try, we can't get over this 13 fpm
[16:56:17] <SWPadnos> FPM or IPM?
[16:56:30] <rayh> The "rev limiter" idea leads me to question your accel settings. Those would affect path following.
[16:56:42] <MASEngr> oops sorry ipm
[16:56:46] <jepler> oops, what I said earlier seems to have gotten cut off. It should have said: The same P- parameter is also used to set the distance away from the corner the machine is allowed to go when blending at corners.
[16:56:50] <SWPadnos> accel is 4x max speed, so 1/4 sec to top V
[16:57:16] <jepler> yes, if you can re-tune with higher accel that will also improve things, to a point
[16:57:42] <SWPadnos> MASEngr, try those two lines of MDI, and if the two moves go about the same speed, there's a problem with your G--code
[16:57:44] <MASEngr> cradek: Yes, the slider "tops out" at a maximum speed. 50% = 150%
[16:57:51] <SWPadnos> if they don't, then there's a setup problem somewhere
[16:58:45] <SWPadnos> (though I can't think of what setup problem could cause that)
[16:59:01] <MASEngr> Could a faulty PID loop tune cause that?
[16:59:14] <SWPadnos> no, the same PID is used for rapid and feed moves
[16:59:15] <jepler> no. if PID isn't allowing the servo to keep up with the commanded position, you get following errors
[16:59:43] <MASEngr> Ah, that's good.
[17:02:27] <jepler> ooh lunch time
[17:11:33] <MASEngr> It looks like they travel at the same speed. Within 10% for sure.
[17:11:57] <MASEngr> So the problem is in the g-code?
[17:13:59] <SWPadnos> sounds like it
[17:14:19] <SWPadnos> you should probably experiment with G64P-, as jepler suggested
[17:14:51] <MASEngr> I will. Thanks for the help with this. I would have spent some time monkeying with the wrong things.
[17:24:13] <MASEngr> Yes, that sped it up by a fairly large margin. I'll have to cut something and see what it looks like.
[17:24:24] <MASEngr> Thanks again.
[17:50:04] <skunkworks_> that was neat.
[17:51:04] <skunkworks_> you guys should take the rest of the day off..
[17:51:07] <skunkworks_> :)
[18:12:49] <alex_joni> for that little?
[18:12:52] <alex_joni> that's not fair :)
[18:21:50] <BigJohnT> ok
[18:30:57] <skunkworks_> :) S0 - I think the reason why the lm393 comparator was acting so goofy is I must have had one heck of an oscolation going.
[18:31:08] <skunkworks_> I hate protoboarding stuff.
[18:32:19] <skunkworks_> so - with .094v as my refrence - the thing trips at .098-.1v. Aprox 2mv dead zone. (I can handle that ;))
[18:49:45] <Roguish> quick question? how do ya turn off G54??
[18:50:18] <rayh> g55?
[18:50:38] <rayh> G54-59.3 are modal
[18:50:41] <cradek> g54 is the default coordinate system. you can switch to others but you are always in one, except if you have g53 in your block.
[18:50:46] <dmess> call g53... BUT be carefull what you program after that
[18:50:49] <rayh> One of them will always be active
[18:51:29] <cradek> do not be confused -- g53 is NOT modal
[18:51:32] <Roguish> ok, got it. thanks.
[18:52:03] <BigJohnT> Roguish: what are you trying to do?
[18:52:14] <dmess> that is machine coord system.. and NONE of your concern unless your in a nasty center of rotation probing macro
[18:52:55] <dmess> where you need the machines figures
[18:58:53] <anonimasu_> dmess: I saw some shop making landing gears for stratotankers on discovery is that the place you work?
[19:01:05] <dmess> we dont do the full l/g for the strats only some systems.... inhouse is f-18 hornet and v22 osprey... and some comercial airbus stuff
[19:01:15] <anonimasu_> hmm ok
[19:01:21] <dmess> oh and bombardier too
[19:01:41] <dmess> where was it located??
[19:01:47] <anonimasu_> I dont know
[19:01:48] <anonimasu_> just saw it
[19:01:53] <anonimasu_> making them :)
[19:02:26] <dmess> they never said where it was being done or the company??
[19:02:41] <anonimasu_> no
[19:02:45] <anonimasu_> it was on how it's made
[19:03:11] <dmess> large profilers i'd imagine??
[19:03:21] <anonimasu_> profilers?
[19:03:27] <anonimasu_> tey turned them out of steel rods
[19:04:14] <dmess> is it a straight leg with 3 sets of lugs...
[19:05:28] <anonimasu_> yes
[19:05:31] <dmess> that HAD to be the piston assemby NOT the main landing gear MAIN fitting as we call it
[19:05:56] <anonimasu_> http://www.af.mil/shared/media/photodb/photos/071221-F-2673Z-234.jpg
[19:06:05] <anonimasu_> the top part..
[19:06:24] <anonimasu_> some milling too
[19:14:24] <anonimasu_> anonimasu_ is now known as anonimasu
[19:15:05] <archivist> that worker needs more hair to avoid sunburn
[19:20:55] <anonimasu> -_-
[19:22:23] <Vq^> looks like he's having longer hair than me at the moment
[19:24:54] <Vq^> my trick is usually to hide in a dark and cold place :o)
[19:27:38] <dmess> US marines CANT have long hair... that is an actual repair and rebuild ON the tarmac
[19:41:23] <alex_joni> good night all
[19:49:02] <BigJohnT> night alex
[20:44:36] <jmkasunich> no wonder the magents won't turn on or off:
http://jmkasunich.com/pics/magchuck-yuck-2455.jpg
[20:44:56] <cradek> got a good deal on that huh?
[20:44:58] <skunkworks_> yikes
[20:45:04] <SWPadnos> icky
[20:45:14] <cradek> is it grinding dust?
[20:45:15] <skunkworks_> I take it the lever didn't move?
[20:49:39] <jmkasunich> grinding dust, wheel dust, with some binder, probably oil or something
[20:49:52] <jmkasunich> it cost $100 - not a great deal, but.....
[20:50:03] <jmkasunich> they have a 30 day money-back guarantee
[20:50:22] <SWPadnos> unless you stick photos of the disassembled unit on the web ;)
[20:50:42] <jmkasunich> actually, I doubt that would matter
[20:51:26] <jmkasunich> as long as I don't return it in _worse_ shape than I got it
[20:51:32] <jmkasunich> which would be hard
[20:51:38] <SWPadnos> heh
[20:52:03] <skunkworks_> shouldn't it be fixable? (just a pain)
[20:52:14] <jmkasunich> I think so
[20:52:23] <jmkasunich> clean all the crap out, free up the mechanism
[20:53:24] <jmkasunich> the spaces at both ends into which the magnet assy is supposed to slide are packed solid
[20:57:13] <skunkworks_> we have a electromaganet one.. before they had added neat release circuits. it is a 3 position switch. you have to tick it the opposite way 'just right (TM)' to get it to release the part.
[20:58:58] <anonimasu> :)
[21:02:28] <skunkworks_> jmkasunich: back to back diodes on the input to the comparator?
[21:03:33] <skunkworks_> * high speed
[21:04:48] <cradek> I bet it's not easy to unstick grinding dust from a magnet
[21:12:22] <jmkasunich> skunkworks_ I see no harm with the diodes
[21:12:40] <jmkasunich> no need either tho, the comparators can probably handle 12V
[21:12:51] <jmkasunich> which would be something like 1200A with that shunt
[21:13:19] <jmkasunich> there will be some spikes due to inductance, but not enough to hurt anything - an RC would be better for spikes anyway
[21:13:32] <jmkasunich> cradek: yeah, that part will probably be interesting
[21:13:44] <jmkasunich> I got the magnet assy unstuck and out
[21:14:19] <jmkasunich> I think the linkage that moves it and/or the pins at each end of the linkage are shot - probably from people trying to force the handle
[21:14:34] <jmkasunich> those won't be hard to replace or repair
[21:15:33] <jmkasunich> a lot of the gunk stayed in the non-magnetic hunks (base casting, top plate) - gotta figure out the best way to clean those before I tackle the magnet assy
[21:18:18] <anonimasu> hm..
[21:18:40] <anonimasu> hm.. try using something magnetic..
[21:18:50] <anonimasu> like a bar of iron
[21:19:04] <anonimasu> and drag it along
[21:19:09] <anonimasu> it should pick up lots of stuff
[21:20:13] <skunkworks_> what I have now is a time constant of 1us
[21:21:07] <skunkworks_> 1k and .001uf
[21:22:26] <jmkasunich> anonimasu: the gunk isn't magentic
[21:22:41] <jmkasunich> so cleaning the base is just plain old "cleaning"
[21:22:48] <jmkasunich> but the amount of filth is amazing
[21:22:59] <jmkasunich> I'm so tempted to use engine degreaser and a hose
[21:23:15] <anonimasu> oh.. I see
[21:24:00] <anonimasu> that works really well
[21:24:11] <jmkasunich> I'm just worried about rust
[21:24:23] <jmkasunich> I guess it will be OK if I oil it immediately after cleaning
[21:25:12] <anonimasu> use normal degreaser
[21:25:18] <anonimasu> not the engine one on aerosol..
[21:25:22] <jmkasunich> "normal"?
[21:25:39] <anonimasu> cold degreaser or something..
[21:26:14] <anonimasu> the engine cleaner stuff(on aerosol can) I've used makes things rust
[21:26:21] <anonimasu> very very fast
[21:27:09] <jmkasunich> http://www.partsamerica.com/ProductList.aspx?CategoryCode=3228
[21:27:31] <jmkasunich> 3 of 4 are definitely aerosol, dunno about the one with no pic
[21:27:50] <anonimasu> wd40 works great for cleaning sensitive stuff :p
[21:27:55] <anonimasu> got a zip code for me?
[21:28:00] <jmkasunich> this would take a half a gallon
[21:28:03] <SWPadnos> 02134
[21:28:30] <anonimasu> no idea about any of thoose
[21:28:39] <anonimasu> just oil afterwards
[21:29:17] <jmkasunich> yeah
[21:30:45] <anonimasu> all kinds of cast iron isnt the same either :)
[21:30:53] <jmkasunich> I think what it comes down to is, do I use degreaser and a hose, or do I use two whole rolls of paper towels and WD40 or goo-gone?
[21:30:54] <anonimasu> some dont rust alot..
[21:30:58] <jmkasunich> (goo-gone:
http://www.googone.com/googone.aspx)
[21:31:13] <anonimasu> hm.. I'd go for the hoose..
[21:31:32] <jmkasunich> goo-gone dissolves most grease, etc, but doesn't get things so clean they rust
[21:31:39] <anonimasu> and then take the wd40..
[21:31:51] <jmkasunich> yeah, that sounds like the best bet
[21:32:03] <jmkasunich> * jmkasunich off to get degreaser
[21:32:04] <anonimasu> really heavy stuff will have you scrubbing forever
[22:13:10] <tomp> the wen shows a lot of services that repair mag chucks ( and more brands than I knew of ) some of the repairers are motor repair houses. I cant find any suggested cleaning agent, but if you've had motors repaired, you may have a friend that has an idea of what to use.
[22:13:14] <tomp> web
[22:17:30] <jmkasunich> tomp: this is a permanent magent chuck, so the motor repair isn't that relevant (motor repair shops would be a good choice for electromagnetic)
[22:17:56] <jmkasunich> other than the magnet assy, this is just like any other dirty machine - castings, machined parts, etc
[22:21:57] <tomp> i was reffering to the fear of immediate rust. ok, thats no issue then, breakout the power washer & have at it ;)
[22:24:22] <anonimasu> night :)
[22:25:10] <anonimasu> * anonimasu is having issues with how to reliably flip parts
[22:26:10] <anonimasu> reliably/easily
[22:43:46] <Roguish> SWPadnos: you out there? i just cut the first test article with my vertical turret lathe !!! video next week!!!
[22:43:54] <SWPadnos> yep. cool
[22:43:54] <anonimasu> ^_^
[22:43:58] <anonimasu> Roguish: why a whole week?
[22:44:14] <Roguish> gotta clean up. besides, it's beer time !!!
[22:44:22] <anonimasu> *curious about it*
[22:44:27] <SWPadnos> indeed. or at least dinner or something
[22:44:30] <anonimasu> :p
[22:45:29] <Roguish> emc2 +1, delta tau -1
[22:45:38] <anonimasu> lol
[22:45:50] <anonimasu> what's wrong with delta tau I thought they worked well
[22:45:58] <anonimasu> atleast their site tells you that ;)
[22:47:37] <toastydeath> anonimasu: ?
[22:47:46] <toastydeath> how are you flipping parts presently
[22:48:31] <anonimasu> im not.. beucase I dont know how :p
[22:48:48] <toastydeath> how are you holding parts in the first place, i guess is what i mean
[22:48:49] <anonimasu> err because..
[22:48:58] <anonimasu> a vise
[22:49:02] <toastydeath> vice, strap clamps, toe clamps
[22:49:02] <anonimasu> or I make a fixture out of clamps
[22:49:16] <toastydeath> does your machine have t-slots
[22:49:19] <anonimasu> toe clamps
[22:49:22] <anonimasu> yes
[22:49:56] <anonimasu> I guess what im looking for is if it's worthwhile when you make a single part design a fixture to flip it.
[22:50:08] <toastydeath> this is obviously part dependant and i don't know what you are making, but I just stick a bolt and a t-nut in one of the slots
[22:50:19] <toastydeath> and then do something like indicate a parallel in
[22:50:24] <toastydeath> and bolt the parallel down
[22:50:32] <toastydeath> that way I have a reliable origin.
[22:50:50] <toastydeath> i avoid fixtures unless they're really necessary.
[22:50:58] <anonimasu> I should just build a probe.
[22:51:20] <toastydeath> well, if you set up something sans probe, it's still faster.
[22:51:26] <anonimasu> and set up a straight edge..
[22:51:30] <toastydeath> no alignment issues if you have to re-clamp.
[22:51:32] <anonimasu> then probe my part for the edge..
[22:51:51] <toastydeath> dunno man, that's more complicated than just using any old bolt and a t-nut.
[22:52:40] <anonimasu> * anonimasu usually uses bolts and t nuts.. but for parts that are ~ it's not as easy
[22:53:07] <anonimasu> I guess I need a fixture.. :p
[22:53:15] <anonimasu> for that kind of parts..
[22:53:39] <toastydeath> i guess.
[22:53:56] <toastydeath> good part design usually alleviates that need, though
[22:53:59] <toastydeath> sometimes not.
[22:54:41] <anonimasu> * anonimasu ponders doing a boolean operation on a block
[22:55:09] <anonimasu> and a single clamp..
[22:55:29] <anonimasu> but it's alot of work for a single piece
[22:56:58] <anonimasu> well, as im just pondering either way is fine..
[22:57:06] <anonimasu> lack of exp is a pain.
[22:57:57] <toastydeath> dunno mang.
[22:59:00] <anonimasu> me neither ;)
[22:59:23] <archivist> workholding on some parts is an art
[23:02:11] <anonimasu> * anonimasu nods
[23:37:34] <tomp> online jig & fixturing...www.carrlane.com , an old hand at it. plus issues of modern machine shop, monthly since 50's, each mo with production fixturing article ( no brand names, real info)
[23:43:01] <Death_> Okay... I'm new to emc.
[23:43:54] <Death_> I want to know if I can just send an intiger to the driver that tells it how many turns the stepper should make.
[23:44:24] <tomp> yes
[23:44:38] <tomp> but thats using a tiny bit of emc
[23:44:43] <Death_> I know.
[23:44:56] <Death_> I'm not using it for a cnc machine, I'm just using it for consistency.
[23:45:10] <Death_> I'm spinning yoyo strings with a stepper. hehe
[23:45:27] <tomp> the int would be easier done as n * (steps per rev)
[23:45:53] <tomp> you need to read up on HAL
[23:46:09] <tomp> its a level below EMC
[23:46:54] <tomp> imo suited to automation/animatronix (and lots more)
[23:46:59] <archivist> may be better with servos, so they can react
[23:49:23] <Death_> Would it be possible to send that int using the gui in emc?
[23:52:05] <rayh> Death_, what do you have in mind for a stepper drive amp?
[23:52:32] <rayh> Would it be full steps? Would there be 200 of those per turn?
[23:53:26] <rayh> If yes stepconf could do a setup for you using those numbers.
[23:54:17] <rayh> You'd want to make the soft limits very large.
[23:54:39] <rayh> Then an MDI command in the Axis interface, say x100 would give you 100 turns.
{kind=link}
{kind=link}
{kind=link}