Back
[00:22:06] <renesis> the guy who ran my machine before me mounted the tool they use for almost everything to deep
[00:22:16] <renesis> flutes are into the collet
[00:22:46] <renesis> so now i cant just take tool measurements and do a direct swap =(
[00:26:47] <dmess> G92 is the most dangorous G-code you can use.. has been since the early '80 s
[00:27:43] <ds2> nice, so G92 lets a program create its own offset (unlike G54 which lets the operator do it)?
[00:28:10] <dmess> it is a YOU ARE HERE... and you better be or it all goes bad....
[00:28:36] <ds2> it is great for locating a part off a jig
[00:28:53] <ds2> but then I also program with G91 ;)
[00:29:42] <dmess> for z axis only its a toch button probes best friend in x-y ... its to careful of...
[00:30:50] <dmess> you can and WILL lose it to a typo sooner or later... time and # of jobs are your enemy
[00:31:34] <ds2> I been known to single step and run my code at 5% rapid for stuff like this
[00:31:36] <dmess> use it or lose it.....
[00:31:40] <ds2> feed hold is your friend
[00:31:49] <dmess> si
[00:32:14] <ds2> at least when this crash, you know it is your code
[00:32:53] <ds2> had a Funac control on a lathe reverse +/- senses on the Z axis for no apparent reason other then feed hold (simulate code) was used before
[00:33:08] <ds2> that got exciting ;)
[00:33:55] <dmess> need 2 good eyes and 3 good hands to do a good prove out on a job.... been there done that.. and will do it again.... 'cause i love it...( - brute for punishment )
[00:34:59] <dmess> what fanuc series??
[00:35:16] <ds2> IIRC, it was a 0T
[00:35:33] <dmess> really... wow....
[00:36:02] <dmess> a,b,c??
[00:36:03] <ds2> a power cycle was the only thing that seemed to recover it
[00:36:27] <dmess> was this a hardinge??
[00:36:33] <ds2> donno... it was some old asian hardinge turret clone at a JC with the 0T control
[00:37:00] <ds2> no, clone.. japanese I think... for some reason I had to set offsets with in mm but I program it in inch
[00:37:29] <dmess> been there done that...
[00:37:38] <ds2> Feeler was the name on there if that means anything to you
[00:38:12] <ds2> nice thing about that lathe is everyone else was afraid of it (the other machines were Haas so the Fanuc was a shock to the system)
[00:38:27] <dmess> yes... it was and still is a very respectable knock off
[00:38:43] <ds2> the feeler name is meaningful to you?
[00:39:54] <dmess> yes... ive cranked handles on some of their manuals.. and programmed and set up some CNC
[00:41:35] <dmess> they ALL come from the chinese Export machine-tool & chinese nooddle factory...
[00:42:03] <ds2> it seems better then the current import stuff like what HF sells
[00:42:20] <dmess> HF??
[00:42:27] <ds2> Harbor Freight
[00:42:39] <dmess> not knowing
[00:42:49] <ds2> KBC tools?
[00:42:54] <dmess> the machines WORK...
[00:43:17] <dmess> KBC... DO NOT BUY THERE
[00:43:20] <ds2> yes they work, I was able to run parts on it after getting the hang of it
[00:43:25] <ds2> HF is like KBC
[00:44:47] <dmess> just call me if you need a machine... we'll find your NEEDS.. budgets... and expectations.... BEFORE we start
[00:45:17] <dmess> aves a shitload a $$$$$
[00:45:24] <dmess> saves
[00:46:38] <ds2> =)
[01:26:58] <ednspace> I can't seem to get the feel of g38.2 g92 cycle for zeroing the z axis with the probe
[01:27:05] <ednspace> I mean it works
[01:27:17] <ednspace> but not in the axis viewport
[01:27:38] <ednspace> seems like axis thinks everything is referenced off the orginal 0
[01:27:54] <ednspace> there is a big atom like ball where 0 used to be
[01:29:10] <ednspace> at least I can reliably probes down and the tool stops when it hits the plate
[01:29:18] <SWPadnos> heh - that's something :)
[01:29:41] <ednspace> and g92 works to shift the xy plane to the new location
[01:30:04] <ednspace> but the axis viewport window still reflects the old zero
[01:30:34] <SWPadnos> the XYZ arrows should move to reflect the new origin, I think
[01:31:23] <ednspace> they do, however there is a trace to where the old origin was and a big atom looking blue 3d ball
[01:31:33] <SWPadnos> yes, that's still the machine origin
[01:31:45] <ednspace> is there a way to reset that
[01:32:29] <ednspace> I guess I am really playing with an offset
[01:32:32] <SWPadnos> not without re-homing
[01:32:43] <ednspace> it gets confusing because I have no home switches
[01:32:49] <ednspace> at the moment
[01:32:54] <SWPadnos> yes, you want to home once, then use offset coordinates for offsets
[01:33:14] <SWPadnos> that way, EMC2 knows when to stop. otherwise, it screws up soft limits
[01:33:29] <ednspace> Yes that is what is happening
[01:33:37] <SWPadnos> what is?
[01:33:40] <ednspace> It will eventually not allow me to move
[01:33:47] <ednspace> soft limits
[01:34:23] <ednspace> I am eeking out of my limits, by continuing to jog around the z and resetting the origin
[01:35:19] <ednspace> I guess I need to set home one time
[01:35:40] <ednspace> and then use my probe to get a new offset origin
[01:35:58] <ednspace> and then go from there
[01:36:49] <SWPadnos> two things to look at
[01:36:53] <SWPadnos> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?CoordinateSystems
[01:37:25] <SWPadnos> and also read through and use sim with the systems.ngc file (in the nc_files dir)
[01:46:04] <ednspace> Ok thanks for that SWPadnos I will check those out
[01:46:14] <SWPadnos> hopefully they'll help :)
[01:46:22] <ednspace> going to sign off for now, hope to get in some more time over the weekend
[01:46:28] <SWPadnos> ok, see you around
[01:46:33] <ednspace> its coming along, just sloooooooww!!!
[01:46:37] <SWPadnos> heh
[02:19:36] <cradek> lerman: your square testing idea worked. I tested all sorts of "square" things and found some right on and others not quite. since it shows double the error it's pretty easy to see.
[02:50:21] <tomp2> there are 9 people using EMC for sinker EDM according to the wiki poll, would any of you like to share your experience? what strategy did you use velocity control? can you back up? can you orbit?
[02:51:37] <cradek> interesting. I only know of one of them - we added 'adaptive feed' for him a couple years ago
[02:52:02] <SWPadnos> I think he wasn't going to use EMC anyway - he was writing some code to twiddle the parport directly
[02:52:11] <cradek> I remember seeing photos of a nice first part he cut (maple leaf shape) but didn't hear much afterward
[02:52:13] <SWPadnos> maybe he decided to use EMC after all
[02:52:44] <cradek> SWPadnos: oh right - that was wire since he was using emc to do complex shapes
[02:53:08] <cradek> hardly any point using a computer when doing sinker?
[02:53:10] <SWPadnos> yep - I think it was wire
[02:53:12] <SWPadnos> heh
[02:53:24] <SWPadnos> you still need to control how far you sink
[02:53:28] <SWPadnos> and how fast
[02:53:46] <cradek> I think how fast is set by the current or voltage setpoint?
[02:54:01] <SWPadnos> dunno
[02:54:13] <cradek> same here. I don't know much.
[02:54:16] <SWPadnos> there should be a programmed feed rate, with override for reduced voltage
[02:54:21] <tomp2> theres a bunch of people saying they do hot-wire or wire-edm, could they post what they use for upper and lower guide programming? ( xy travel is different than uv usually, else why have xy uv )
[02:55:00] <SWPadnos> they could, but AfAIK none of them is on IRC at the moment ...
[02:55:07] <SWPadnos> (so they can't hear you scream ;) )
[02:55:17] <tomp2> speed is determined by voltage drop ( most common technique ... google the lazerenkov's just post-war )
[02:56:01] <tomp2> actually speed is limited by a value, and govered by the process ( you cannot go faster than nnnn )
[02:56:31] <tomp2> so it can take a day to move a micron or 20 secs to go 1 inch ( sinker vs hole drill )
[02:57:28] <tomp2> np, it seemed interesting like a sudden rush of control theory freaks figgered out how to do it with emc
[02:57:35] <SWPadnos> heh
[03:11:41] <toastydeath> isn't EDM programmed in inverse time?
[03:12:01] <toastydeath> wedm, anyway
[03:13:20] <cradek> seems like programming any feed (no matter how) is just wishful thinking :-)
[03:13:30] <tomp2> no, edm position is determined just like an r/c servo, the axis seek a voltage between the tool and the workpiece. the velocity is a result not an input.
[03:14:32] <tomp2> thats why emc is difficult to use for edm. emc has velocity as the dominant criteria, edm has the process as the dominant criteria.
[03:15:41] <tomp2> yes, the programmed feedrate is starting point for the process to work with, (you're not cutting at first, so you get kick started)
[03:25:52] <tomp2> closest i can find tonite for explaining the edm servo
http://www.lboro.ac.uk/departments/el/research/scg/pdfs/yahya.pdf
[03:26:13] <toastydeath> hey cool
[03:26:14] <toastydeath> thanks
[03:38:28] <tomp2> figure 3 is the simple explanation ( rest is pretty exotic )
http://www.tuat.ac.jp/~crc/m/img/m_05_MT3_Study%20on%20Nano%20EDM%20Using%20Capacity%20Coupled%20Pulse%20Generator%20Masanori%20Kunieda.pdf
[03:39:10] <toastydeath> well like, really what i meant by "inverse time" is that you want the two operations to complete at once
[03:39:36] <SWPadnos> any coordinated motion will do that
[03:39:42] <toastydeath> swpadnos: not true, man
[03:40:01] <SWPadnos> AFAIK it is with EMC2 and G-code input
[03:40:10] <toastydeath> 5-axis machines are the big example
[03:40:26] <toastydeath> rotary and linear axes can't be programmed in feed per minute
[03:40:36] <toastydeath> and be expected to complete at the same time
[03:40:45] <toastydeath> or a Z and W axis on a boring mill
[03:40:52] <SWPadnos> EMC automatically makes any combined cartesian + rotary move complete at the same time
[03:41:00] <toastydeath> g1 z10. w5. F10
[03:41:08] <toastydeath> the Z move will finish before the W does.
[03:41:21] <SWPadnos> it treats the rotarties as an inverse time program with the time calculated from the cartesian feed and shape
[03:41:25] <SWPadnos> not with EMC
[03:41:32] <SWPadnos> they will finish at the same time
[03:41:38] <toastydeath> then one of them isn't feeding at 5 ipm
[03:41:49] <toastydeath> which is odd if you have it set to ipm feed
[03:42:01] <SWPadnos> there are no inches for a rotary
[03:42:07] <SWPadnos> there are degrees or radians
[03:42:07] <toastydeath> uh, there's inches on a quill
[03:42:10] <toastydeath> Z and W
[03:42:27] <SWPadnos> Z+W is dependent on kinematics
[03:42:34] <toastydeath> which i just said
[03:42:47] <toastydeath> or rather, defined
[03:42:57] <toastydeath> Z and W on a boring mill
[03:43:31] <SWPadnos> if there's no way to calculate feed rate (given some combination of axis moves), then you must use inverse time
[03:43:44] <SWPadnos> for the case of rotaries, EMC does that for you
[03:44:01] <toastydeath> and what i'm saying is that an EDM more closely emulates a boring mill
[03:44:15] <SWPadnos> for a trivkins move of Z and W, you will get 1/2 the speed on W for that move, and they will complete at the same time
[03:44:17] <toastydeath> with stacked axes where the motion needs to complete at the same time
[03:44:41] <SWPadnos> I think that's what will happen anyway - I haven't looked at the code to be sure
[03:44:48] <toastydeath> why does emc ignore the user's directions?
[03:44:56] <SWPadnos> it doesn't
[03:45:01] <toastydeath> you just told me it does
[03:45:19] <SWPadnos> you just told me that you would program something which is impossible to do
[03:45:25] <toastydeath> how is that impossible?
[03:45:40] <toastydeath> are you saying you can't move the saddle and quill on a boring mill simultaniously?
[03:46:03] <SWPadnos> I'm saying that I think trivkins doesn't know the relationship between Z and W
[03:46:19] <toastydeath> they're parallel axes
[03:46:58] <SWPadnos> I know that - I'm not sure that trivkins will subrtact W from Z to get overall tooltip velocity
[03:50:43] <cradek> http://www.linuxcnc.org/docs/html/gcode_main.html#sub:Feed-Rate
[03:53:04] <SWPadnos> ok, that will be wrong in the case of the jig borer mentioned
[03:55:09] <cradek> emc always gives you coordinated motion...
[03:55:15] <SWPadnos> yes, I agree :)
[03:55:17] <cradek> 'wrong' is in the eye of the beholder :-)
[03:55:53] <SWPadnos> in the jig borer case, it may be reasonable to assume that the operator wants the G1Z10W5F10 move to complete in 1/2 minute, since the overall tooltip motion is only 5
[03:56:17] <SWPadnos> assuming that W is parallel to Z
[03:56:45] <cradek> http://www.linuxcnc.org/docs/html/gcode_main.html#r8_7
[03:57:05] <SWPadnos> heh - that's where we started ;)
[03:57:37] <SWPadnos> I pointed out that it isn't necessary with EMC (for rotary+cartesian moves) because it's done automatically
[03:57:53] <SWPadnos> then we sort of segued into XYZ+UVW
[03:58:12] <SWPadnos> and I'm still looking for where "find_ends" is defined for some reason
[03:58:17] <cradek> and then here I came with all my links to the docs
[03:58:32] <cradek> dude, get an editor that handles tags
[03:58:35] <SWPadnos> yep. just confirming - well, something
[03:58:40] <SWPadnos> I'm using webCVS
[03:58:46] <SWPadnos> it's harder that way
[03:58:55] <cradek> my sympathies then
[03:58:59] <SWPadnos> thanks
[03:59:06] <SWPadnos> hmmm. is lxr fixed?
[03:59:13] <SWPadnos> specifically searching :)
[03:59:18] <cradek> ummm
[03:59:36] <cradek> http://cvs.linuxcnc.org/lxr/ident?i=find_ends
[04:00:09] <SWPadnos> I guess it is! thanks
[04:00:33] <cradek> heh, this is one of the functions that was bad to start with, but then was made much, much worse using indent
[04:02:03] <cradek> goodnight!
[04:02:06] <SWPadnos> night
[04:02:26] <seb_kuzminsky> hi SWPadnos
[04:02:30] <SWPadnos> hi
[04:02:57] <seb_kuzminsky> i think i have the solution to the pci-access-from-userspace problem jmk and i were talking about
[04:03:11] <SWPadnos> yay! :)
[04:03:41] <seb_kuzminsky> i think firmware loading should be done in the kernel, not userspace
[04:03:46] <seb_kuzminsky> bfload is superfluous
[04:04:04] <seb_kuzminsky> use request_firmware()
[04:04:08] <SWPadnos> if it can be done in user space, then that's less dangerous in case of bugs
[04:04:18] <SWPadnos> yep, we've had that discussion before
[04:04:35] <SWPadnos> I don't know that the interface for that is the same (or that it even exists) on 2.4.x kernels
[04:04:56] <seb_kuzminsky> request_firmware() and its associated userspace support showed up around 2.6.13 i think
[04:05:16] <SWPadnos> then it won't work on 2.4, which I think we still want to support
[04:05:31] <seb_kuzminsky> bugs in the firmware loader code are less dangerous if they're in userspace, but i think the system is less dangerous if loading's in the kernel
[04:05:43] <SWPadnos> so bfload should be kept until we decide to stop supporting 2.4 (which we may have already done, I don't remember)
[04:06:12] <seb_kuzminsky> i'm pretty sure the drivers i've been using wouldnt compile on 2.4
[04:06:23] <seb_kuzminsky> mm and a ton of other stuff has changed since then
[04:06:42] <seb_kuzminsky> s/using/writing/
[04:06:59] <SWPadnos> I think one of the issues with the firmware interface (or perceived issues anyway) is that we want to support the loading of different configs in multiple cards, and we don't want the driver loaded automatically when the hardware is found (ie, at bootup)
[04:07:33] <seb_kuzminsky> driver load and firmware load are independent events, i want to do explicit driver load and automatic firmware load
[04:07:48] <SWPadnos> ok, it looks like all the compile farm slots are 2.6.something
[04:07:50] <seb_kuzminsky> udev will need to be configured to select wihch firmware for which card
[04:07:59] <SWPadnos> hmm
[04:08:12] <seb_kuzminsky> i still need to look into the config mechanism for udev
[04:08:41] <SWPadnos> yeah - I can't imagine it being easy to tell it that you want one 5i20 with one config, and another 5i20 with another config
[04:09:09] <seb_kuzminsky> sure, it'll be easy
[04:09:28] <seb_kuzminsky> the device being configured is fully identified to the userspace helper
[04:09:43] <seb_kuzminsky> it gets a /sys/dev path that is totally unambiguous
[04:09:54] <seb_kuzminsky> it can select firmware based on pci slot number, for example
[04:10:03] <SWPadnos> ok, that sounds good
[04:10:13] <seb_kuzminsky> i really think it'll be pretty good :-)
[04:10:34] <seb_kuzminsky> but i havent coded it up yet so there may still be lurking problems :-)
[04:10:34] <SWPadnos> we never got into the details of it, though it would have been a good idea
[04:10:34] <SWPadnos> it will be good for installed systems, probably not so much for development
[04:10:42] <SWPadnos> (since we'd want to change configs frequently)
[04:10:45] <seb_kuzminsky> it's the kernel folks' solution for our exact problem
[04:11:19] <SWPadnos> yep
[04:11:22] <seb_kuzminsky> it'll be a single file to edit, just like you'd have to edit your hal script to tell it what bit file to bfload now
[04:11:37] <SWPadnos> I can bfload xxx at the command line now
[04:11:50] <SWPadnos> then halrun -I and load the driver
[04:12:26] <seb_kuzminsky> yes, but do you? i've got all my testing setup in one hal script, which first loaduser's bfload then loadrt's the driver
[04:12:37] <SWPadnos> it depends
[04:13:07] <SWPadnos> if I'm trying to debug some FPGA code, then yes, I may load from the command line
[04:13:24] <SWPadnos> then use pci_read and pci_write in a script to twiddle registers
[04:13:31] <SWPadnos> (that's why I wrote them)
[04:13:37] <seb_kuzminsky> right, that makes sense
[04:13:54] <seb_kuzminsky> well, i wont remove anything, but i dont think i'll use it for hostmot2
[04:15:05] <SWPadnos> I'd like to use request_firmware, just consider the instructions for setting it up, and also what the .deb packages can do to make that happen easily
[04:15:33] <SWPadnos> or make install for that matter
[04:15:52] <seb_kuzminsky> yes, agreed. user experience and convenience matters hugely
[04:16:25] <seb_kuzminsky> i'll look into it and send out an email to the -dev list when i have a proposal worth discussing
[04:17:14] <SWPadnos> sounds good to me :)
[04:17:33] <SWPadnos> run-in-place could be a problem
[04:18:04] <seb_kuzminsky> yes, that's one of the things i need to work out... :-/
[04:18:09] <SWPadnos> since you need a system-wide change to load firmware - it would be hard to have multiple R-I-P, or any R-I-P plus installed
[04:18:10] <SWPadnos> ;)
[04:19:08] <seb_kuzminsky> and on that note, off to the shop i go
[04:19:13] <seb_kuzminsky> goodnight
[04:19:19] <SWPadnos> off to bed I go. good night
[04:31:01] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[09:23:36] <micge1> hi all
[10:40:20] <micge1> If I send from mdi command f100g1x1000 and hit esc in the middle, DTG = 500.34
[10:40:44] <micge1> how can I reset DTG value without moving ?"
[10:45:32] <anonimasu_> do a move to where you are already at
[10:46:02] <anonimasu_> like g0 x(current x) y(current y)
[10:54:18] <micge1> right :P thanks
[14:00:41] <skunkworks> tgif
[14:01:17] <fenn> hoo-rah
[14:04:14] <skunkworks> Hi fenn. any new projects?
[14:08:42] <skunkworks> any old projects?
[14:12:30] <fenn> uh, i'm workin on some books (reading)
[14:12:50] <skunkworks> that works
[14:13:35] <skunkworks> I have another project to keep me out of trouble.
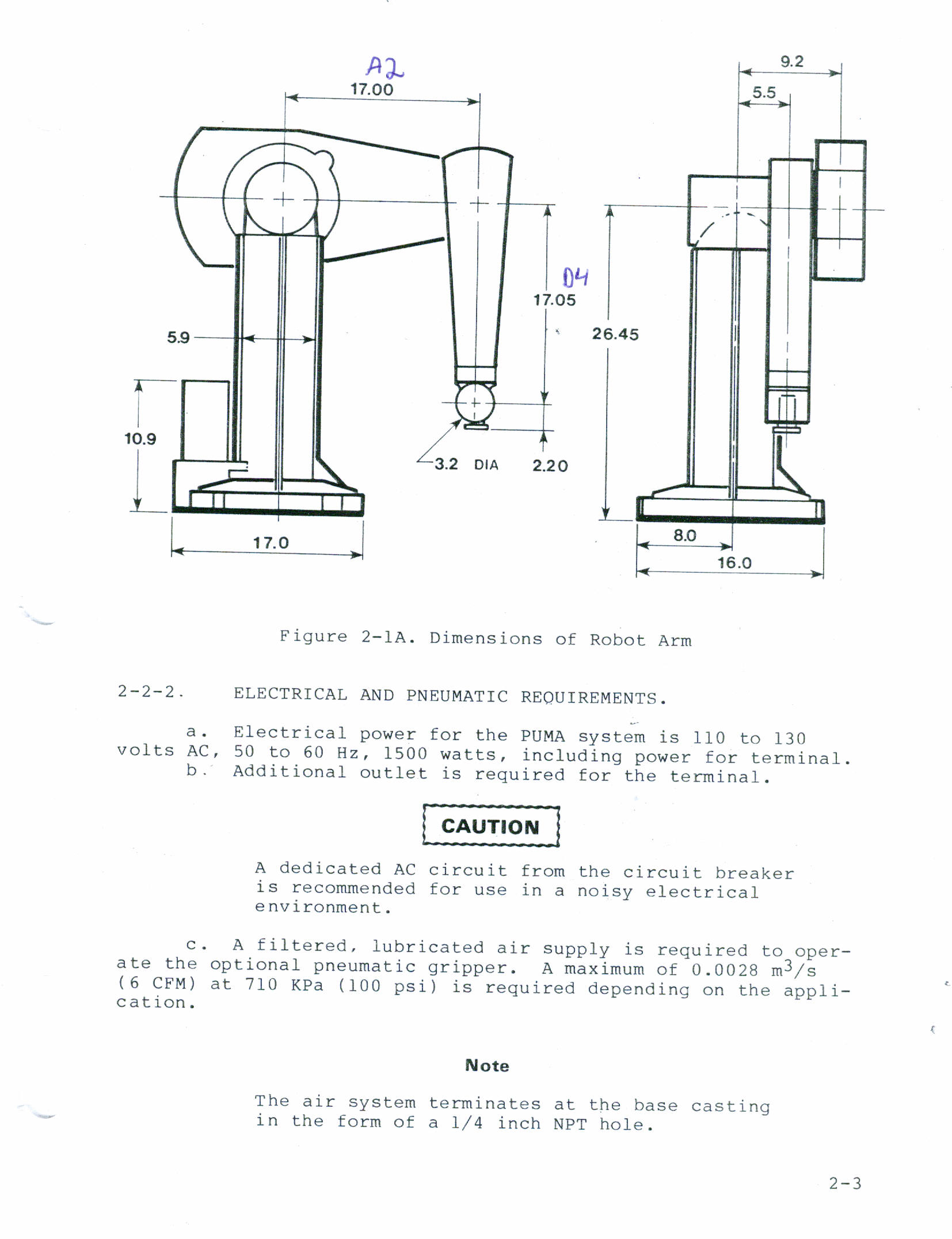
http://www.electronicsam.com/images/puma/pumaarm.jpg
[14:14:08] <fenn> where'd you get that?
[14:15:41] <skunkworks> the cnc workshop
[14:15:55] <skunkworks> the guy had it last year (it is just the arm w/servos)
[14:16:07] <skunkworks> but he wanted too much.
[14:16:41] <fenn> hook it up to a wacom tablet :)
[14:16:48] <skunkworks> this year dad couldn't pass it up ;)
[14:17:19] <skunkworks> heh - I have a tabletpc I am just installing emc on ;)
[14:19:30] <skunkworks> the specs say +/-.004" possition repeatabillity.
[14:21:38] <fenn> actually that wouldn't work (as of now) because emc has no cartesian input hal pins
[14:21:43] <fenn> so you couldnt use kinematics
[14:21:57] <fenn> could write a custom comp i guess
[14:22:13] <fenn> but that takes it beyond just fun and games
[14:22:24] <skunkworks> for me.. for sure
[14:30:25] <skunkworks> woo whoo - trunk compiled and runs :)
[16:02:25] <est> hi, advice me soft for create 3d and generate gcode
[16:05:44] <est> ?
[16:06:13] <skunkworks> when did advice become a verb? ;)
[16:06:22] <skunkworks> there isn't much for linux right now..
[16:06:30] <cradek> here are some ideas
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam
[16:06:39] <skunkworks> synergy but I have not used it.
[16:07:52] <skunkworks> morning chris
[16:07:57] <cradek> hi
[16:10:13] <cradek> is your robot moving yet?
[16:10:17] <est> i am from Ukraine (;
[16:10:38] <skunkworks> No
[16:11:34] <skunkworks> I installed emc on my tabletpc so I can play with vismach. I want to play with the model. The installer resized my xp partition with no issues. :)
[16:12:58] <skunkworks> we are on the lookout for some cheap drives also.. (I would rather have some current limiting drives)
[16:22:33] <JanVanGilsen> Hey, I've put some more EMC videos on youTube:
http://www.youtube.com/JanVanGilsen
[16:24:07] <archivist> video time :) /me fires up windaz
[16:27:06] <anonimasu> cant you see them in firefox?
[16:27:58] <JanVanGilsen> I still have to edit the video of the 4-axis hot-wire foam cutter, i might put that online tomorrow
[16:33:12] <archivist> anonimasu, not on this old debian box no
[16:34:10] <fenn> silly bear
[16:35:02] <fenn> apt-get install flashplugin* has to be better than dealing with windows
[16:35:52] <archivist> something borked with any upgrade on this old heap
[16:36:12] <fenn> hmm why do you still use it?
[16:36:33] <archivist> down time
[16:36:44] <fenn> bad excuse
[16:36:46] <SWPadnos> has anyone looked at cam.py recently (in the dropbox on linuxcnc.org)
[16:36:49] <SWPadnos> ?
[16:36:58] <archivist> its up 24/7 serving in another chan
[16:37:16] <fenn> SWPadnos: yes but the real version is at
http://cba.mit.edu/~neilg/fab/dist/cam.py
[16:37:22] <fenn> cad.py is also interesting
[16:37:58] <fenn> 404?
[16:50:50] <fenn> actually if you are interested you should look here, there's some sample files:
http://fab.cba.mit.edu/about/fab/
[16:52:22] <SWPadnos> I just happened to notice it in the dropbox, and wondered if anyone had any successes/failures with it
[16:52:37] <cradek> weird license
[16:52:48] <SWPadnos> yeah
[16:53:04] <cradek> wonder what 'experimental' is
[16:53:19] <cradek> maybe you have to say to yourself "I'm not sure this will work right" every time you run it
[16:53:20] <fenn> i'm doing a business experiment, hya
[16:55:23] <fenn> cradek did you ever try tapered threads on your lathe?
[16:56:24] <cradek> tapered on purpose?
[16:56:29] <cradek> :-)
[16:56:31] <fenn> like a pipe thread
[16:56:36] <cradek> no I don't think I have
[16:56:56] <cradek> but you can easily do it with G33
[16:57:06] <fenn> ok i was just curious
[16:57:16] <SWPadnos> see jmk's viode on the subject :)
[16:57:19] <SWPadnos> video
[16:58:04] <cradek> yeah jmk did a "little" of that
[16:58:12] <fenn> heh right
[17:00:56] <fenn> its just there's a difference in my mind between 'it oughta work' and 'i tried and it holds air to 3000psi'
[17:09:15] <skunkworks> 193161
[17:10:01] <skunkworks> heh - barcode scanner works...
[17:48:03] <skunkworks> people are all excited about this
http://www.cnczone.com/forums/showthread.php?t=59763
[17:54:47] <anonimasu> well, wait until awallind does it 3 times as fast
[17:54:48] <anonimasu> >(
[17:54:48] <archivist> heh only 6 axis, get in and stir skunkworks :)
[17:54:50] <anonimasu> awallin
[17:55:08] <anonimasu> ah sorry, I were thinking about the 5 axis stuff >(
[17:55:10] <anonimasu> :)
[17:59:14] <anonimasu> mhm
[17:59:19] <anonimasu> that
[17:59:24] <anonimasu> err that machine isnt stiff -_-
[18:04:02] <awallin> uh, oh, someone mentioned my name?
[18:05:15] <anonimasu> I thought people were excited to see 5 axis stuff :Å
[18:05:16] <anonimasu> :P
[18:05:35] <anonimasu> while it was a link to a cnc controller -_-
[18:09:14] <skunkworks> ok - what am I doing wrong?
[18:09:25] <skunkworks> I have trunk rip
[18:09:55] <skunkworks> I run emc from the emc2-trunk directory scripts/emc
[18:10:46] <skunkworks> then I do the . scripts/emc-emvironment in a new terminal
[18:11:00] <skunkworks> (from the emc2-trunk directory)
[18:11:55] <skunkworks> when I do a 'halcmd -k' I get a segmentation fault
[18:12:29] <skunkworks> oh - -kf works
[18:12:34] <fenn> do . scripts/emc-environment first?
[18:12:38] <skunkworks> yes
[18:12:56] <fenn> it shouldn't segfault
[18:13:01] <skunkworks> heh
[18:13:15] <skunkworks> with just the strait -k?
[18:18:04] <alex_joni> evening
[18:20:03] <skunkworks> Hi alex
[18:20:21] <alex_joni> what's up samco?
[18:20:28] <alex_joni> is the puma running?
[18:20:41] <awallin> JanVanGilsen: nice 5-axis movie!
[18:23:17] <skunkworks> heh - only virtually ;)
[18:23:30] <BigJohnT> Hi Alex
[18:26:19] <alex_joni> hi BigJohnT
[18:26:26] <alex_joni> congrats on your first commits
[18:26:37] <BigJohnT> Thanks :)
[18:26:59] <alex_joni> now .. keep em coming :P
[18:27:20] <BigJohnT> quick question, what determines if it goes in 2.2.n or 2.3.n?
[18:27:31] <BigJohnT> as far as the manual goes
[18:27:55] <alex_joni> well.. if it fits both, then you need to add it twice
[18:28:09] <BigJohnT> how do I do that?
[18:28:10] <alex_joni> if it describes new things only found in 2.3.x then you only need to add it to TRUNK
[18:28:24] <alex_joni> BigJohnT: either you do the same thing twice
[18:28:42] <alex_joni> or you use some cvs foo to patch the 2.2.x checkout with the commit you just did on trunk
[18:29:06] <BigJohnT> hmmm
[18:29:10] <alex_joni> I have a couple of checkouts i work with (usually called: emc2.2.x, emc2.TRUNK, emc2.2.5, etc)
[18:29:19] <alex_joni> I go and change TRUNK to what should be
[18:29:24] <alex_joni> and commit the change
[18:29:36] <BigJohnT> ok
[18:29:40] <alex_joni> (lets assume it's in a file called emc2/docs/src/gcode/gcodemain.lyx)
[18:29:56] <alex_joni> the old version was 1.45 the new (I just checked in) is 1.46
[18:30:09] <alex_joni> you can go to the emc2.2.x checkout
[18:30:34] <alex_joni> and do something like: cvs up -j 1.45 1.46 gcodemain.lyx
[18:30:48] <alex_joni> but I forget the actual syntax.. you can find it in 'man cvs'
[18:30:53] <BigJohnT> ok
[18:31:51] <BigJohnT> I'll look this evening
[18:31:59] <BigJohnT> how did the Greek dancing go?
[18:33:19] <alex_joni> it was nice
[18:34:12] <alex_joni> a bit too set out for tourists ;)
[18:35:08] <BigJohnT> If you had fun that's all that counts :)
[18:36:03] <alex_joni> well.. besides having an ear-ache .. it was great
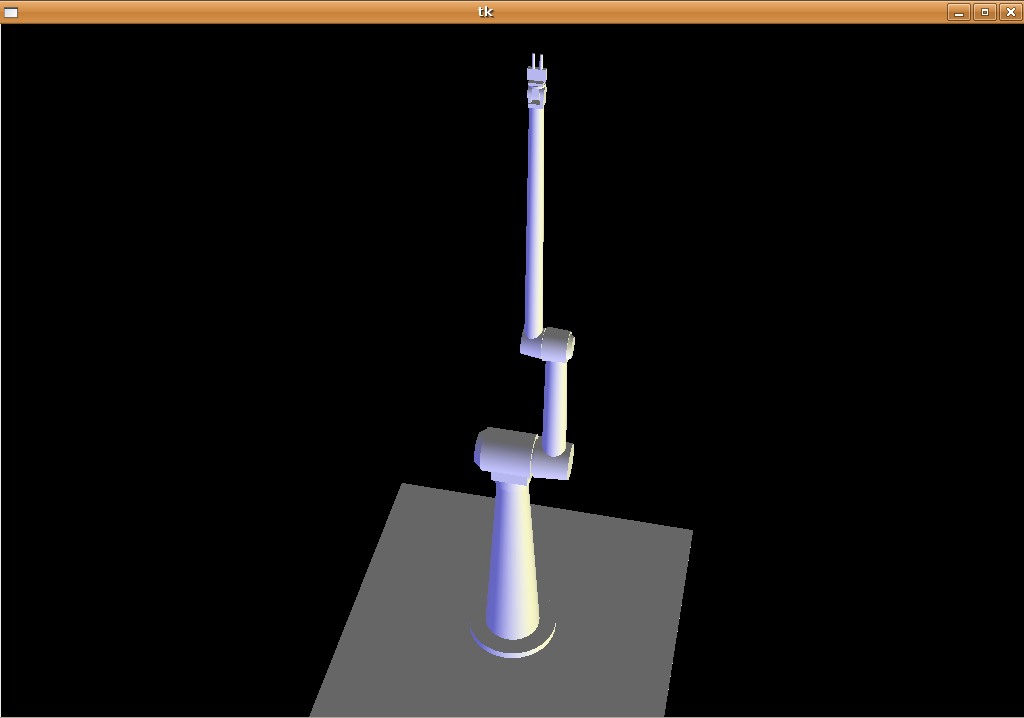
[19:05:19] <skunkworks> hey - I might be getting the grasp of it.. ;)
http://www.electronicsam.com/images/puma/Screenshot-tk-1.png
[19:06:03] <alex_joni> extra long puma anyone?
[19:06:53] <skunkworks> ;)
[19:08:14] <anonimasu> that's not a puma.
[19:08:18] <anonimasu> that's a giraffe.
[19:11:55] <cradek> haha
[19:12:26] <alex_joni> might be the first giraffe driven by emc2
[19:14:24] <skunkworks> animatronics anyone?
[19:14:50] <alex_joni> hmm.. now that vismach supports stl.. why not
[19:15:33] <skunkworks> draw it up in alibre
[19:18:55] <skunkworks> I mainly want it to match the kins
[19:19:13] <alex_joni> the stock kins?
[19:19:18] <alex_joni> I thought it already did..
[19:20:20] <SWPadnos> silly question: how do you get ln to make something that acts like a directory (when linking to a directory)?
[19:20:24] <skunkworks> the arm is not to scale
[19:22:08] <skunkworks> and if I get really good - I will pass the required lengths from hal and have it scale it acordingly
[19:22:13] <alex_joni> SWPadnos: ln -s should do that
[19:22:46] <SWPadnos> I can check it with anothe FTP program, but it seems like you can't change to the dir - it shows up as a link, not a dir
[19:22:59] <alex_joni> maybe the permissions aren't right
[19:23:21] <alex_joni> the link to www.linuxcnc.org you have at DH also shows up as a link, but changing to it works
[19:23:36] <SWPadnos> hmmm
[19:23:44] <alex_joni> make sure +x is set
[19:25:50] <SWPadnos> it's actually lrwxrwxrwx
[19:26:38] <alex_joni> how about the destination?
[19:27:00] <SWPadnos> lemme check
[19:27:52] <SWPadnos> drwxr-x---, and it's ownwed by the FTP user
[19:27:58] <SWPadnos> -w
[19:31:14] <SWPadnos> it may be an FTP server issue - I can cd in a shell (though bash doesn't match it as a directory), but not in an FTP client (such as filezilla or wsftp)
[19:33:09] <alex_joni> odd
[19:33:32] <alex_joni> might be disabled in the ftp server
[19:33:43] <alex_joni> or maybe it's outside the login world of the ftp user..
[19:33:48] <SWPadnos> same user
[19:34:02] <alex_joni> user doesn't matter
[19:34:04] <SWPadnos> filezilla and wsftp do different things, but neither works
[19:34:12] <alex_joni> place of the dir does
[19:34:26] <SWPadnos> logged in as ftp://user@wherever.com/ shuold matter
[19:34:35] <SWPadnos> should
[19:34:38] <alex_joni> sorry.. not expressing myself properly
[19:34:50] <SWPadnos> heh
[19:34:53] <alex_joni> if you have the ftp server to log you in in /home/user/place
[19:34:55] <SWPadnos> me either, most likely ;)
[19:35:06] <alex_joni> and inside there you have a symlink to /opt/foo/whatever
[19:35:22] <alex_joni> even if both dirs are owned by the same user, with proper permissions, etc
[19:35:42] <alex_joni> the common thing for ftp servers is to disable browsing to folders outside the login pwd
[19:35:50] <SWPadnos> ok, that sounds like the situation
[19:35:51] <alex_joni> so you can only go down, not up from that pwd
[19:36:05] <SWPadnos> ok - here's how it's laid out
[19:36:10] <alex_joni> if you have influence on the ftp server, you can find it easily I bet
[19:36:20] <SWPadnos> user1 owns a dir in user2's home dir
[19:36:38] <SWPadnos> I need user1 to be able to upload files, but user2 to only be able to download
[19:37:10] <SWPadnos> user1 has a link to the other dir in the home directory
[19:37:27] <SWPadnos> so I log in (FTP) as user1, and try to cd linkeddir
[19:37:32] <SWPadnos> which doesn't work
[19:37:53] <SWPadnos> no trying to go up the tree, only down, into a dir that's owned by user1
[19:38:03] <SWPadnos> it just happens to be in user2's home dir
[19:38:56] <alex_joni> ftp is evil imo :)
[19:39:33] <SWPadnos> weenie GUI pointy-clicky users :)
[19:39:53] <alex_joni> err.. no
[19:40:05] <alex_joni> but ftp is too hard to set up right, and even then it's still unsecure :)
[19:40:09] <alex_joni> just use scp
[19:40:14] <SWPadnos> well, now I know that it's the server:
[19:40:25] <SWPadnos> "Could not chdir to updates: server said: updates: No such file or directory"
[19:40:29] <SWPadnos> (from ncftp)
[19:40:30] <skunkworks> hey - the scaragui is a similar to what I want to do.. cool. (lots more comments also)
[19:41:08] <SWPadnos> well, that's one problem with being on DH - no root access, so no fiddling with the servers or being able to make hard links
[19:43:37] <alex_joni> SWPadnos: yeah, that might be an issue
[19:43:53] <alex_joni> although some servers accept local config overrides
[19:44:07] <alex_joni> ~/.proftpd/foo
[19:45:05] <SWPadnos> hmmm
[19:55:32] <dasvt> hello
[19:55:45] <alex_joni> hi
[19:55:57] <dasvt> anyone know of a good source of hardware to you with this cnc software
[19:56:31] <dasvt> I am looking for some small servo motors to build a cnc controlled coolant nozzel
[19:56:46] <dasvt> 5 axis of movement
[19:56:48] <alex_joni> maybe try the wiki.linuxcnc.org
[19:56:57] <alex_joni> there are some links to hardware..
[20:02:08] <alex_joni> ok, guys.. off to bed for me (battery is running out again)
[20:02:18] <skunkworks> night alex
[20:02:43] <cradek> goodnight
[20:02:44] <alex_joni> tomorrow is the last day here ..
[20:02:46] <alex_joni> :/
[20:03:52] <anonimasu> howcome?
[20:04:23] <xyzee> I'm using a simple stepper/driver system....I keep getting joint following error at one spot on a tool path. How can I prevent this?
[20:05:41] <dasvt> any one know a good small servo motor washdown duty?
[20:05:58] <alex_joni> anonimasu: vacation is over.. need to go back home
[20:06:11] <alex_joni> xyzee: proper configuration :)
[20:06:29] <alex_joni> xyzee: if you have software based step generation only, then you probably demand too much out of your PC
[20:06:45] <alex_joni> either try to lower the BASE_PERIOD (if possible), or reduce the max speeds
[20:08:27] <alex_joni> bbl..
[20:09:16] <xyzee> Could you tell about lowering base period? Does it have anything to do with the latency setting?
[20:09:23] <anonimasu> alex_joni: I see
[20:11:53] <SWPadnos> washdown duty == 5x the price
[20:12:24] <SWPadnos> that said, Baldor makes some, and it's possible that some of the AC servo vendors do too, like Panasonic, Yaskawa, Omron ...
[20:17:40] <dasvt> yes but the enviroment is salt water
[20:18:36] <fenn> dasvt: what the heck are you doing?
[20:20:24] <SWPadnos> deep ocean CNC, of course
[20:21:26] <fenn> he said 5 axis coolant nozzle but i cant imagine what that would be used for
[20:22:15] <SWPadnos> maybe for moving the coolant nozzle?
[20:22:27] <SWPadnos> that would have been quite useful on the mazak
[20:23:14] <cradek> I bet 3-4 more coolant nozzles would be much simpler and just as effective
[20:23:28] <SWPadnos> but much wetter for the operator and observers
[20:23:30] <cradek> they call it flood for a reason!
[20:23:40] <SWPadnos> "deluge coolant"
[20:23:45] <cradek> ha
[20:23:50] <cradek> G7.1
[20:23:53] <cradek> err M7.1
[20:24:24] <cradek> err M8.1
[20:24:24] <fenn> you need to specify 40 days and nights on the line somewhere
[20:24:25] <cradek> dangit
[20:24:42] <SWPadnos> M<floodmebaby>
[20:24:44] <cradek> M8.1 D40 N40
[20:24:58] <SWPadnos> hey - named M and G codes, now that would be slick
[20:25:51] <fenn> it would almost be like named o words, but with a different letter
[20:25:58] <SWPadnos> yes, it would
[20:26:08] <jepler> xyzee: did you use stepconf to create your configuration? If so, you may have encountered one of two bugs that will be fixed in the next version (2.2.6).
[20:26:44] <jepler> xyzee: if you did, I can explain how to work around the bugs.
[20:30:00] <jepler> xyzee: re-run stepconf. on the second page, choose "modify a configuration already created with this program", click forward, then select the .stepconf file, then click Open. On the next page, note the "Max step rate" in Hz. Then go forward to the X Axis Configuration page. Decrease Maximum Velocity until the "Pulse rate at max speed" is at least 5% below the number you noted earlier. Do the same for the other axes.
[20:30:22] <jepler> xyzee: if that doesn't fix it, then there's another thing you have to do by editing a .ini file in a text editor
[20:33:37] <xyzee> Jepler: Thanks, I'll try the stepconf method tomorrow
[20:36:19] <jepler> xyzee: come back if that doesn't get it straightened out
[20:37:33] <K`zan> G'day all
[20:37:36] <jepler> hi K`zan
[20:37:43] <K`zan> How goes?
[20:37:49] <jepler> oh not bad thanks
[20:37:49] <jepler> you?
[20:38:23] <K`zan> Going absolutely NUTS trying to figure out how to get the machine to be able to make parts. Looks like the math aspects are going to be utterly staggering :-/.
[20:38:34] <anonimasu> math?
[20:38:45] <K`zan> Been reading incessantly, my eyes are bleeding :-)
[20:39:12] <fenn> i have that disease as well
[20:39:13] <K`zan> Wanted to (for something to do) make a NEMA23 mount and that has been a pure and ongoing disaster from the start.
[20:39:34] <K`zan> "Just 4 mounting holes and a big hole for the boss".
[20:39:36] <K`zan> Heh.
[20:39:55] <K`zan> Best I have done is sorta close but not acceptable.
[20:40:04] <cradek> K`zan: what's wrong with your results?
[20:40:14] <K`zan> If I could drill it might be simpler, but I *have* to mill...
[20:40:27] <fenn> explain what you did, what you expected to happen, what actually happened
[20:40:32] <K`zan> Holes too big, attempts at adjusting them are a complete failure...
[20:40:39] <K`zan> Or too small.
[20:40:44] <cradek> too small is easier to fix
[20:40:45] <fenn> are you using cutter comp?
[20:41:08] <K`zan> Apparently, and my inexperience / ignorance may make this pure gobbly-goop, but...
[20:41:28] <K`zan> CUtter comp attemps have *all* blown out the program, no idea why.
[20:41:42] <fenn> also, might i suggest doing it in blue/pink styrofoam first, since that's all your machine is cut out for
[20:42:16] <K`zan> First try was to draw it up in QCad and turn it into gcode using dxf2gcode - close but apparently the cutter runs on the outside of the lines.
[20:42:34] <cradek> ack
[20:42:43] <cradek> just write your gcode
[20:42:45] <K`zan> Gotta go for a bit, sigh. Be back as soon as I can, local interrupt.
[20:42:50] <cradek> isn't it a circle and some drills?
[20:43:07] <fenn> i think the idea was to set up a toolchain
[20:43:18] <K`zan> cradek: The math seems to be FAR more involved than I thought. Unable to drill above 1/8", gotta mill...
[20:43:19] <cradek> oh
[20:43:20] <K`zan> BRB
[20:43:46] <cradek> K`zan: you could check out the hole milling subroutine in useful-subroutines.ngc
[20:43:57] <cradek> it works pretty slick.
[20:57:17] <anonimasu> K`zan: cutter comp is fairly easy.. you program your parts the ideal way.. ie the circumfence of the hole..
[20:57:27] <anonimasu> then you add your cutter comp.. and machine it.. and the size ends up right
[20:58:04] <anonimasu> atleast that's whats supposed to happen
[20:58:13] <anonimasu> unless something else is wrong
[21:01:44] <cradek> it's not quite that easy. there are entry/exit moves you have to consider.
[21:02:05] <cradek> the hole milling subroutine I mentioned does this work for you.
[21:02:38] <skunkworks> another question- when running the puma config.. Home all - then run the spash gcode - a and c values bounce around.
[21:06:20] <skunkworks> that doesn't make sense at all... if I jog (in world mode) A - I can see the wrist move - but the numbers are non sensical - the bounces around
[21:20:16] <chr0n1c> http://www.midibox.org/dokuwiki/wilba_mb_6582 <-- would anyone want to cut control panels for stuff like this? i'd do it but my machine is tiny... i can only do smaller panels for modular type synths...
[21:20:54] <chr0n1c> they need some good cnc diy'ers... the prices they pay for panels now are sort of extreme
[21:21:21] <chr0n1c> still plenty of room to charge for labor on a hobby scale
[21:22:47] <SWPadnos> do they get the decal from somewhere else, and only mill the case?
[21:23:23] <chr0n1c> well, my idea was just engraving the stuff, and fill it in with a paintstick or whatever
[21:23:38] <chr0n1c> or jsut the alum showing through the anodizing would be sweet
[21:23:43] <SWPadnos> that would take hours, and would be very difficult to get looking good
[21:23:50] <chr0n1c> no way...
[21:23:57] <fenn> i always wondered how they got the paint into the letters
[21:24:11] <chr0n1c> draw a few circles, engrave a few lines....
[21:24:19] <fenn> is it normally silkscreened in?
[21:24:21] <chr0n1c> if your table is flat it would be cake
[21:24:29] <chr0n1c> yeah silkscreened
[21:24:35] <fenn> or maybe just squeegee it in?
[21:24:41] <chr0n1c> some of the people have used clear printer labels
[21:25:02] <chr0n1c> i filled engravings in with a paint stick you can get from anywhere
[21:25:09] <SWPadnos> in case you didn't notice, there are about 150 holes in that cover
[21:25:13] <chr0n1c> it hardens in a few hours to a few days
[21:25:15] <SWPadnos> in addition to the same holes in the case
[21:25:20] <fenn> just use PCB material and oxidize the copper until it turns black :)
[21:25:27] <chr0n1c> i blob it on then scrape with a razor blade
[21:25:46] <fenn> SWPadnos you could do the letters first and then cut out the holes
[21:25:47] <chr0n1c> oh i noticed.. ;)
[21:25:56] <chr0n1c> i've been all over the wiki and the forum...
[21:26:05] <SWPadnos> that should be punched and laser etched
[21:26:11] <chr0n1c> jsut bought a pic programmer to start on my own project from the midibox core
[21:26:58] <chr0n1c> and i mentioned i had a cnc.... they got all excited.. then we realized i couldn't do a lot of the bigger panels
[21:27:12] <SWPadnos> not to mention the case cutouts
[21:27:32] <chr0n1c> the case is pre molded and already comes with a blank plate
[21:28:00] <SWPadnos> I imagine the back plate is a flat insert, but the top surface is built in
[21:28:11] <anonimasu> hm.. I could do it if I werent in north sweden :P
[21:28:22] <chr0n1c> well the people are all over the place
[21:28:25] <SWPadnos> there should be bosses inside that are parallel to the top surface, but I don't know if you'd be able to mount to them for milling
[21:28:42] <chr0n1c> it sits in a ledge
[21:28:43] <SWPadnos> luckily it's plastic, so the cutting forces are pretty small
[21:28:55] <anonimasu> hmm.. vaccum clamping
[21:29:06] <chr0n1c> that particular example is held on by flathead screw that the guy jb welded to the back of the panel
[21:29:35] <chr0n1c> the actual panel is alum, case plastic
[21:29:55] <chr0n1c> most of the holes are .5 or less so they can just be drilled...
[21:30:08] <SWPadnos> ah, ok. that's good. the smaller cases have the front panel integral
[21:30:18] <chr0n1c> and it's like .070" thick so it's not that much work
[21:31:15] <SWPadnos> .062
[21:31:16] <chr0n1c> i'd be all over it if my machine was like not very small, lol
[21:31:20] <anonimasu> $125.78 for 4 panels..
[21:32:01] <chr0n1c> is that your quote anonimasu ?
[21:32:16] <anonimasu> nope.. that's the one on the page..
[21:32:21] <chr0n1c> ohhhh
[21:32:26] <anonimasu> if they are that cheap.. then im not quoting :)
[21:33:03] <anonimasu> shttp://www.midibox.org/dokuwiki/wilba_mb_6582_panels
[21:33:09] <chr0n1c> it's 125 each for 1-4 and a discount if you get more
[21:33:25] <anonimasu> 35$ per panel.. if you buy 4..
[21:33:35] <chr0n1c> i was gonna quote like 65-75 each maybe with shipping... and i'd buy the alum
[21:33:48] <chr0n1c> or have them send me their alum...
[21:33:55] <chr0n1c> but.. tiny tiny machine
[21:34:05] <chr0n1c> *plus shipping
[21:34:29] <chr0n1c> i could do the on the bridgeport at work.. but it's manual and that sucks
[21:34:50] <chr0n1c> them*
[21:35:36] <anonimasu> * anonimasu nods
[21:35:59] <anonimasu> I wonder how big engraving tools are for that text
[21:36:50] <chr0n1c> so anyways i downloaded the panel design software and had it generate a quote... it was 125 something
[21:37:44] <anonimasu> for a single panels that's prett bad :)
[21:38:50] <K`zan> Back
[21:39:01] <K`zan> cradek: Will check that out, thanks.
[21:39:30] <K`zan> anonimasu: Every time I have tried the cutter comp, it blows out the program. Info on that seems to be VERY sparse :-(.
[21:39:36] <anonimasu> blows out?
[21:39:53] <chr0n1c> ohhh.. i did see the 40 for both front and back in a group buy they did on the forum jsut now
[21:40:25] <anonimasu> that's a good price
[21:40:48] <SWPadnos> K`zan, are the holes too big by a few thou, or too big by more like a cutter radius or two?
[21:41:13] <K`zan> anonimasu: I'd have to find one of the programs and get the error message again, don't remember it ATM.
[21:41:29] <K`zan> SWPadnos: at least cutter radius if not two.
[21:41:43] <SWPadnos> "Concave corner with cutter radius compensation turned on, may cause gouging" or similar?
[21:41:43] <anonimasu> K`zan: how did you program your path?
[21:41:51] <K`zan> Lemme go into the shop and fire that machine up. Might take me a few as the wireless is touchy.
[21:42:05] <K`zan> anonimasu: QCad->dxf2gcode
[21:42:11] <K`zan> back on the other box in a few.
[21:42:16] <SWPadnos> you may be using the wrong "side" - G41/G42 go on different sides of the path
[21:42:19] <anonimasu> K`zan: did you program it _on_ path.. or did you take the cutter into account when programming?
[21:42:26] <anonimasu> just curious
[21:43:05] <fenn> chr0n1c: what are the panel dimensions?
[21:43:27] <SWPadnos> 9.something x 6.something
[21:43:54] <chr0n1c> fenn,
http://www.midibox.org/dokuwiki/wilba_mb_6582_panels <- top of that page its in mm's
[21:44:39] <chr0n1c> ohh... it's not on that page...
[21:44:49] <chr0n1c> it's inside the front panel designer file
[21:44:57] <chr0n1c> nd i'd have to recompile vmware to get to it
[21:45:06] <chr0n1c> silly kernel upgrades
[21:45:18] <SWPadnos> you can look up the pac-tec PT-10 case on their website. they have an image of the drawings
[21:45:19] <chr0n1c> :|
[21:46:05] <chr0n1c> http://www.pactecenclosures.com/Plastic-Enclosures/PT-10-drawing.html
[21:46:07] <fenn> so, probably 7.4 x 10.5
[21:46:18] <SWPadnos> the panel is a little smaller than that
[21:46:33] <SWPadnos> 9.3x6.65
[21:46:37] <chr0n1c> 9.150x6.428
[21:46:48] <K`zan_emc> Yeah!, it came up :-)!
[21:46:49] <SWPadnos> back panel 8.58x2.07
[21:46:59] <K`zan_emc> Working...
[21:47:10] <fenn> * fenn squints at the drawing
[21:47:16] <SWPadnos> oh wait - chr0n1c had the right one ;)
[21:47:24] <SWPadnos> I was looking at PC Board size
[21:47:51] <chr0n1c> ohh..
[21:48:28] <chr0n1c> so i gotta go get my pic samples at the airport fedex place ina few minutes or wait until monday for them to deliver it again
[21:48:38] <chr0n1c> ....bout 15 minutes away
[21:48:52] <chr0n1c> oh, no... these are the eeprom samples
[21:49:04] <chr0n1c> and then the pic chips are shipping from taiwan?
[21:49:06] <chr0n1c> wth
[21:49:21] <chr0n1c> lol... shipping was more than the chips
[21:49:34] <SWPadnos> strange for a SID chip
[21:49:34] <chr0n1c> and then the programmer should be here in a few days
[21:49:39] <SWPadnos> I'd expect those to be expensive
[21:49:52] <fenn> ugh eeprom and PIC's, it's 2008 man
[21:49:58] <chr0n1c> noooo just a plain PIC chip
[21:50:19] <SWPadnos> oh - emulating the SID?
[21:50:21] <fenn> well at least you arent using some UV erase stuff
[21:50:24] <archivist> PIC rulz
[21:50:24] <SWPadnos> that's just strange
[21:50:28] <chr0n1c> lol, the midibox is built with a pic18f so i wanna learn to program uC's anyways....
[21:50:58] <chr0n1c> i figure it's agreat starter project to get my vag wet
[21:50:59] <archivist> bastard little horrors at time though
[21:51:03] <chr0n1c> i mean feet wet
[21:51:19] <fenn> chr0n1c get yourself some attiny26's from digikey and hook 1k resistors to the parport ala
http://fennetic.net/pub/avrtut/avrisp-unbuffered.gif
[21:51:25] <chr0n1c> the sid is just a module board, the
[21:51:37] <fenn> or 330 :)
[21:51:48] <chr0n1c> the core is bult with the pic which controls the sid board...
[21:52:01] <chr0n1c> bt you can just pull a sid from a c64 and use it ;)
[21:52:01] <anonimasu> K`zan: any luck?
[21:52:06] <fenn> actually no, 330 is too low, wtf was he thinking
[21:52:33] <SWPadnos> I don't know if they've fixed the problem in all the flash chips, but the PICs used to be fairly sensitive to timeing of the programming pulses
[21:52:38] <SWPadnos> -e
[21:53:00] <chr0n1c> yes, it's using a crystal for timing
[21:53:25] <chr0n1c> and the core is a all in one midi brain.. there is modules to do just about anything
[21:53:43] <chr0n1c> so you can build midi into any idea you come up with
[21:53:55] <archivist> I use microchips own programmer, I dont get problems
[21:53:59] <SWPadnos> I meant when trying to program the PIC
[21:54:06] <chr0n1c> a couple even built midi pipe organs
[21:54:16] <chr0n1c> i bought a pickt2
[21:54:17] <SWPadnos> we used to use some of the simple parallel port programmers, and had many issues
[21:54:29] <chr0n1c> so if anyone ever needs a pic burnt lemme know
[21:54:38] <SWPadnos> I have a torch, thank you
[21:54:42] <chr0n1c> uhh pickit2*
[21:54:54] <chr0n1c> lol... no torch!
[21:55:02] <SWPadnos> let me know if you need a QuickWriter :)
[21:55:03] <chr0n1c> notorch4u!
[21:55:12] <chr0n1c> quickwriter?
[21:55:32] <SWPadnos> oh. maybe I forgot the name :)
[21:55:38] <SWPadnos> nope
[21:55:45] <SWPadnos> http://www.tech-tools.com/qwmain.htm
[21:55:49] <chr0n1c> i'm new to pic's so i dunno...
[21:56:22] <chr0n1c> that looks nifty though
[21:56:42] <SWPadnos> it can do gang programming, which is cool
[21:57:04] <SWPadnos> otherwise, it's about the equivalent of a $30 AVRISP (for AVRs of course)
[21:57:38] <K`zan_emc> Gave up on PICs a long time ago and went with AVRs, but PICs have come a long way since then :-).
[21:57:54] <SWPadnos> their software has a couple of nice features also - it can write serial numbers to the chip, including re-calculating CRCs/checksums
[21:57:55] <K`zan_emc> Still trying to get my public_html mounted off the server here...
[21:58:12] <chr0n1c> there is a rtos for pics... ever think about PIC-EMC2?
[21:58:20] <SWPadnos> I switched to AVRs slightly before they were released, and have never willingly gone back
[21:58:27] <SWPadnos> hahahahahahahaha
[21:58:30] <SWPadnos> I'm dead now
[21:58:50] <chr0n1c> omg, don't die!
[21:58:55] <SWPadnos> too late
[21:58:58] <SWPadnos> you killed me
[21:59:13] <SWPadnos> SWPadnos is now known as GhoseOfSWP
[21:59:18] <GhoseOfSWP> GhoseOfSWP is now known as GhostOfSWP
[21:59:22] <GhostOfSWP> boo!
[21:59:24] <chr0n1c> * chr0n1c apologizes for killing swp
[21:59:34] <GhostOfSWP> I see a bright light, and a tunnel
[21:59:42] <GhostOfSWP> hey - the door's locked
[21:59:47] <GhostOfSWP> GhostOfSWP is now known as SWPadnos
[21:59:50] <SWPadnos> I'm back
[21:59:53] <chr0n1c> uh that's a train dude, get off the tracks
[22:01:40] <chr0n1c> hmmm, should i go to the airport and waste 5 bucks worth of gas? or wait for fedex till monday... if i drive to get the box, the chips are officially not FREE samples any longer
[22:02:08] <archivist> cheapskate
[22:02:15] <chr0n1c> hmm..
[22:02:21] <archivist> you know you want to play
[22:02:22] <chr0n1c> lol
[22:02:39] <chr0n1c> well i don't have the pic's or the programmer... it's just eeproms
[22:02:49] <chr0n1c> so they would sit here anyways
[22:03:07] <chr0n1c> but i could oogle them all weekend!
[22:03:18] <archivist> heh use the right pic and the eeprom comes free
[22:03:33] <ds2> use an ARM
[22:03:37] <chr0n1c> hmm, i know some are built in..
[22:03:53] <ds2> PICs are antique ;)
[22:04:25] <chr0n1c> i like older women old carsr and older chips!
[22:04:34] <chr0n1c> uhh... yeah.
[22:04:41] <chr0n1c> anyways
[22:04:48] <archivist> ARM is about as old as pic
[22:05:12] <ds2> only if you count Acorn ;)
[22:05:25] <chr0n1c> riiight...
[22:05:36] <archivist> I do as I used to prgram the sh...
[22:05:44] <chr0n1c> they all do the same thing, move magic smoke around inside...
[22:05:51] <ds2> heh
[22:06:18] <archivist> they called Riscos a real multitasking system!!
[22:06:35] <archivist> I did a printer driver btw
[22:07:34] <ds2> and you probally used the 26bit mode?
[22:07:48] <chr0n1c> i'm thinking i got 9 pic coming... i wanna build a tachometer for my spindle.. i'll have plenty of pins leftover for other things... maybe a lcd readout for emc2?
[22:07:57] <archivist> too long ago to remember modes
[22:08:24] <K`zan_emc> still looking for one of the files where I tried cutter comp...
[22:08:35] <chr0n1c> has anyone attempted the lcd hooked to emc2 thing yet?
[22:08:44] <archivist> ds2 the worst part was the broken C compiler that Acorn supplied
[22:09:17] <SWPadnos> if the sound thing uses an 18f part, do you need EEPROMs?
[22:09:28] <SWPadnos> don't those have built in flash?
[22:10:05] <chr0n1c> eeproms are for "banksticks" to save settings and swap setups...
[22:10:19] <chr0n1c> maybe samples, i didn't get all into it yet...
[22:10:22] <SWPadnos> ah, ok
[22:10:27] <chr0n1c> i'm still working on collecting parts
[22:10:30] <ds2> thought all the PICs had a data EEPROM area for stuff like config?
[22:10:36] <SWPadnos> nonvolatile storage, not program storage
[22:10:51] <K`zan_emc> No luck, I must have gotten rid of them all when I cleaned up :-(.
[22:10:55] <SWPadnos> these could be long midi programs, so the internal EE wouldn't be enough
[22:11:17] <ds2> ah
[22:11:28] <K`zan_emc> store it in flash and just send it out the port...
[22:11:51] <SWPadnos> this is the target - it's supposed to synthesize the sounds :)
[22:11:59] <K`zan_emc> cumbersome, but with 128K of flash...
[22:12:09] <ds2> then why not just put a SD card in SPI mode on there?
[22:12:20] <ds2> 4G of flash at your bit tips
[22:12:22] <K`zan_emc> brilliant!
[22:12:34] <SWPadnos> K`zan - are you maybe making offset paths in qcad and then offsetting them again in EMC?
[22:12:36] <chr0n1c> what i wanna do with it it take the core when i am done and hook it up to a xr2206 function generator chip
[22:13:01] <chr0n1c> which is the current project i have been working on
[22:13:54] <chr0n1c> ... i milled the circuit board so far and have an xr2206 sitting here.. and i got a parts list for jameco done.
[22:14:49] <ds2> how not recommended is using a parallel clamp to hold a part and then clamping the parallel clamp down with a strap clamp to the table for milling?
[22:14:55] <chr0n1c> i could cam-program you something k'zan so you have an example program?
[22:15:07] <chr0n1c> send me a sketch
[22:15:22] <chr0n1c> tell me yout tool dia's and stuff...
[22:15:30] <chr0n1c> your*
[22:15:54] <ds2> don't want to learn G41/G42? ;)
[22:16:14] <K`zan_emc> G42 D3 (Turn on cutter comp)
[22:16:24] <chr0n1c> ehh i know how to use g41 and 2
[22:16:25] <chr0n1c> ;)
[22:16:27] <K`zan_emc> Just stick that in before doing anyt cutting?
[22:16:33] <ds2> NO!
[22:16:45] <K`zan_emc> G42 D3 (Turn on cutter comp)
[22:16:45] <K`zan_emc> G0 x0.752 y0.000
[22:17:13] <ds2> move cutter out of the way first, turn on cutter comp. G01 or G00 to a safe place, then start cutting
[22:17:39] <ds2> the G01/G00 needs to be at least the amount in register D3
[22:18:44] <chr0n1c> ohhh... a set of timing pulleys and a belt for my machine to make it go about 30 ipm would cost about $30 per axis. (or i can be stuck at 10 ipm forever)
[22:18:46] <K`zan_emc> I thought that was what I did. First line - turn on cutter comp then move to start and the the G2 code
[22:18:59] <K`zan_emc> then the G2 code.
[22:19:15] <ds2> you didn't have enough context to answer in the affirmative
[22:19:36] <K`zan_emc> How many lines can I paste here? (4 would show one whole step).
[22:19:43] <ds2> basically that G01/G00 move after G42 is somewhat unpredictable as the control moves the tool inplace for cutter comp
[22:19:43] <SWPadnos> pastebin
[22:19:46] <anonimasu> www.pastebin.ca
[22:19:58] <ds2> and if that linear move you pasted was part of your part, it could gouge it
[22:20:15] <ds2> so you want to engage cutter comp OFF the part first then come in
[22:20:41] <K`zan_emc> Hold a sec, looks like gnome is not launching the browser...
[22:21:40] <K`zan_emc> It did, just taking pastebin forever to respond.
[22:23:32] <K`zan_emc> Apparently either down or very loaded, still not loading.
[22:23:38] <K`zan_emc> Sigh :-)...
[22:24:18] <K`zan_emc> if you will: /join #vmmst, I can paste it there.
[22:46:13] <K`zan_emc> pastebin doesn't like me :-(.
[22:46:28] <SWPadnos> heh
[22:46:46] <SWPadnos> http://pastebin.com/
[22:46:57] <SWPadnos> I couldn't get to a couple of .ca sites like that in the last few minutes
[22:47:41] <K`zan_emc> Patience is a virtue...Patience is a virtue... LOL :-)
[22:47:53] <archivist> .com is normally worse rafb.net is another pastebin
[22:48:31] <archivist> and a spare
http://pastebin.mysql-es.org
{kind=link}
{kind=link}
{kind=link}