Back
[01:43:14] <jmkasunich> woo-hoo! I just finished the last three drawers for the bench my Shoptask machine sits on!
[01:43:31] <jmkasunich> it's only been 9-1/2 years since I build the rest of the bench
[01:43:56] <SWPadnos> an average of 0.000002 fasteners installed per day :)
[01:44:07] <jmkasunich> something like that
[01:44:41] <jmkasunich> they stick out like a sore thumb - so clean compared to all the rest
[01:49:34] <skunkworks> hehmyspacebarquitworking
[01:50:57] <SWPadnos> alt-032 on Windows machines - I'm not sure how you enter specific keycodes on Linux
[01:51:28] <skunkworks> http://cnczone.com/forums/showthread.php?t=57695
[01:52:08] <skunkworks> I.think.I.may.just.call.it.a.night
[01:52:14] <skunkworks> :)
[01:52:21] <SWPadnos> heh
[01:52:26] <SWPadnos> seeyoulater
[01:52:56] <jmkasunich> haveagoodnight
[03:00:30] <eric_U> I wanna know why firefox keeps crashing on me
[03:02:17] <JymmmEMC> quit visiting the same porn site over and over
[03:02:53] <K`zan> LOL
[03:06:25] <K`zan_emc> Toolmotion is the opposite of what is shown in the live plot in axis - re-run the set up and reverse that axis or rewire the steppers themselves - I suspect it doesn't matter does it? Former is easier to be sure.
[03:07:26] <jmkasunich> change the sign of your scale to reverse motion on an axis
[03:08:00] <K`zan_emc> err, is that the save as "invert" in stepconf?
[03:08:09] <K`zan_emc> s/save/same/
[03:08:15] <jmkasunich> probably - I haven't used stepconf
[03:08:42] <K`zan_emc> Ok, checked that, will give it a try.
[03:08:50] <K`zan_emc> Thanks!
[03:09:01] <jmkasunich> you're welcome
[03:09:37] <K`zan_emc> Err, one more question here.
[03:10:00] <jmkasunich> shoot
[03:10:14] <K`zan_emc> Got a 1/4-20 lead screw and have that pitch set in leadscrew pitch but distances seem off...
[03:10:26] <jmkasunich> how much?
[03:10:42] <K`zan_emc> I set up the driver (HCNC 4 axis pro) to 1/2 microstep..
[03:10:55] <jmkasunich> (being off by a factor of 2 is likely to be a different problem than being off by a few percent)
[03:10:56] <K`zan_emc> wwhich seems to correspond to what movement I get.
[03:11:29] <K`zan_emc> the microstep has nothing to do with altering the leadscrew travel, correct?
[03:11:54] <jmkasunich> yes it does
[03:12:11] <jmkasunich> when emc puts out a "step", that is one pulse
[03:12:18] <K`zan_emc> If I command a 1" movement, it won't move 1/2" with 1/2 microstep or 1/4" with 1/4 microstep?
[03:12:40] <jmkasunich> it is up to the drive as to whether that pulse moves a full step, 1/2 of a step, 1/4, 1/10, etc
[03:12:59] <jmkasunich> if you set the scaling right, when you command 1", it will move 1"
[03:13:14] <K`zan_emc> Ah, ok, I think I get it now - if I am 1/2 microstepping then I have 400 steps per inch rather than 200?
[03:13:15] <jmkasunich> "setting it right" means taking into account the microstepping if any
[03:13:20] <jmkasunich> right
[03:13:26] <SWPadnos> 400 steps/rev
[03:13:30] <K`zan_emc> Ah, thank you!
[03:13:40] <K`zan_emc> would be 800 for 1/4 and so on.
[03:13:49] <K`zan_emc> That explains my problem :).
[03:14:03] <SWPadnos> if you're using stepconf, you shouldn't need to do any of this math yourself
[03:14:27] <K`zan_emc> Hummm.....
[03:14:54] <jmkasunich> but you have to give the right answers to stepconf's questions, so you still need to know what your drives are doing
[03:15:06] <K`zan_emc> so if I set microstepping to 2 (1/2) then stepconf should altern the motor steps per rev to 400? If so it didn't.
[03:15:19] <SWPadnos> motor steps per revolution is usually 200, if you've set 1/2 microstepping, enter 2.0 for Driver Microstepping
[03:15:29] <SWPadnos> no, it doesn't alter motor steps/rev
[03:15:31] <K`zan_emc> Got that
[03:15:41] <jmkasunich> it alters the scale value that it writes to your ini file
[03:15:45] <SWPadnos> look at the bottom of the dialog - it will show the axis SCALE
[03:16:02] <K`zan_emc> Ok I got a pen in the chuck\
[03:16:07] <jmkasunich> that scale value is calculated from screw turns per inch, gear ratio (if any), motor steps per inch, and microstepping (if any)
[03:16:08] <K`zan_emc> 8000
[03:16:20] <SWPadnos> do you have any pulleys?
[03:16:20] <jmkasunich> oops, I meant to say "motor steps per rev" not per inch
[03:16:22] <K`zan_emc> At 1 IPS it is god awful noisy.
[03:16:35] <SWPadnos> or is it direct drive
[03:16:35] <K`zan_emc> No, direct drive.
[03:16:37] <SWPadnos> ok
[03:16:38] <jmkasunich> half-stepping is noisy
[03:16:41] <SWPadnos> and 1/4-20
[03:17:05] <jmkasunich> 20 threads per inch times 200 steps per rev = 4000, times 2 microsteps per full step = 8000
[03:17:22] <K`zan_emc> Should I just full step and be done with it - I have no idea why I would actually need microstepping to be real honest.
[03:17:29] <SWPadnos> I'll bet that the default accel of 30 IPS^2 is too high
[03:17:38] <SWPadnos> no, you want 1/4 or 1/8 ideally
[03:17:43] <SWPadnos> (for noise issues anyway)
[03:17:52] <jmkasunich> no, fullstepping will be even noisier
[03:18:01] <K`zan_emc> default seems to be 1 IPS
[03:18:13] <K`zan_emc> sounds great at 72 IPS :)
[03:18:21] <SWPadnos> I don't believe you ;)
[03:18:25] <SWPadnos> IPM maybe ;)
[03:18:35] <K`zan_emc> Ah, yes IPM
[03:18:38] <K`zan_emc> Sorry
[03:18:46] <SWPadnos> happens all the time :)
[03:18:50] <K`zan_emc> I are very easily cornfuzed these days :).
[03:19:03] <JymmmEMC> screw it, try it at 72 ips
[03:19:10] <K`zan_emc> It might be a piece of crap mill, but I am learning a LOT here.
[03:19:49] <K`zan_emc> OK lemme save this and ask some dumb questions with my hand on the throttle.
[03:20:07] <SWPadnos> well, it's best to be sure the scale is correct first ...
[03:20:27] <K`zan_emc> Gonna jog the pen down and command a 1" X move...
[03:20:44] <JymmmEMC> K`zan DONT DO THAT
[03:20:53] <JymmmEMC> K`zan "You'll kill yourself!!!"
[03:20:57] <K`zan_emc> ???
[03:21:01] <JymmmEMC> lol
[03:21:20] <K`zan_emc> Thanks, I needed that. Now to go clean out my seat...
[03:21:22] <K`zan_emc> :)
[03:21:31] <JymmmEMC> better you than me =)
[03:23:00] <K`zan_emc> I hate gnome, no launch feedback.
[03:23:42] <SWPadnos> usually a taskbar item shows up that says "starting <whatever the app is>"
[03:23:54] <SWPadnos> at least when launched from the menu or top panel
[03:24:18] <K`zan_emc> My eyes don't stretch that far ;-).
[03:24:32] <SWPadnos> I hate gnome eyes ;)
[03:24:51] <K`zan_emc> Ok, incredibly dumb question - re:, in this case the Z-Axis
[03:25:03] <SWPadnos> 42
[03:25:16] <K`zan_emc> Where should home / 0 be - at extreme retract or with the tool on the table?
[03:25:27] <cradek> up
[03:25:39] <SWPadnos> it's up to you, but + means move up
[03:25:42] <K`zan_emc> OK, got that much righ :).
[03:25:54] <SWPadnos> usually people reference the top of the work to 0, and - moves go into the work
[03:26:12] <K`zan_emc> It was right them, I shouldn't have reversed it - now plus feeds down.
[03:26:13] <cradek> I think he's asking about not work zero, machine zero / home
[03:26:19] <K`zan_emc> YEs
[03:26:35] <K`zan_emc> Setting yp homes / zeros to the table at this point
[03:26:35] <cradek> machine Z=0 is typically at the top of travel
[03:27:00] <cradek> work offset Z=0 is typically the top of the workpiece (before it's cut away)
[03:27:24] <JymmmEMC> SWPadnos: When yu get a chance, crack open the cover on the artigo, and gentle turne the fan. Does it feel like it's scraping againest something? Also, can you push the fan down my about 1/8" ?
[03:27:35] <K`zan_emc> Don't confuse me more than I am at this point :).
[03:27:37] <JymmmEMC> s/my/by/
[03:28:21] <K`zan_emc> Next question is x and y zero / home: I am assuming it is (facing table) roughly front left?
[03:28:42] <cradek> often yes
[03:28:51] <cradek> but I think some people put it in the middle of the table
[03:28:56] <K`zan_emc> OK, works for me.
[03:29:09] <K`zan_emc> I like front left :)
[03:29:10] <cradek> if it's front left, all your numbers are positive
[03:29:16] <JymmmEMC> K`zan personal preference, but MY XY/00 is lower left for me.
[03:29:17] <SWPadnos> JymmmEMC, yes to both
[03:29:25] <JymmmEMC> SWPadnos: damn.
[03:29:28] <jmkasunich> if you don't have home switches, its kind of a moot point - it will be wherever you are when you hit the home button
[03:29:33] <K`zan_emc> changing the z direction back to what it was.
[03:30:12] <K`zan_emc> Once I get this basically set up I'll add home and / or limit switches assuming I can have both.
[03:31:20] <K`zan_emc> Looks like they have to be combined (looking at the parallel port setup).
[03:33:05] <JymmmEMC> SWPadnos: I loosened the screws in the fan shroud, it seems to help.
[03:33:12] <JymmmEMC> s/in/on/
[03:33:20] <K`zan_emc> Gonna shut it down and rejumper for 1/4 or 1/8 step - I can go to 1/16 with this driver - which should I use?
[03:33:29] <cradek> 1/4
[03:33:46] <K`zan_emc> 1/4 it is Sir, thanks!
[03:35:57] <JymmmEMC> K`zan DONT DO THAT =)
[03:36:24] <K`zan_emc> Thank the ghods I don't have a tool powerful enough to hurt me too much :)
[03:36:25] <JymmmEMC> * JymmmEMC grabs the mic.... "Clean up on aisle 5
[03:36:42] <K`zan_emc> LOL
[03:36:56] <K`zan_emc> Driver Microstepping to 4.0 on all axis
[03:37:10] <SkullWorks_PGAB> What is considered the minimum number of encoder counts needed for a stable dead band area?
[03:37:40] <JymmmEMC> 2500
[03:37:45] <JymmmEMC> 2400
[03:37:55] <K`zan_emc> 42
[03:38:04] <cradek> how long is a stick?
[03:38:11] <SkullWorks_PGAB> wrong universe I guess
[03:38:14] <K`zan_emc> 42
[03:38:18] <K`zan_emc> ;-)
[03:38:21] <cradek> (depends how big a deadband you can tolerate)
[03:38:28] <SWPadnos> twice the distance from an end to the midpoint
[03:38:45] <K`zan_emc> OK next I work out the table area (or movement) for each axis. Wheee!
[03:38:52] <cradek> deadband should be about a step
[03:39:03] <cradek> err, count
[03:40:23] <SkullWorks_PGAB> I was figuring on using 1250 line on a .2" pitch - gives me a .00004 per count
[03:41:17] <K`zan_emc> The Z is moving down with the + button, but the live plot shows the tool moving up
[03:42:12] <K`zan_emc> Guess I have the stepper coils reversed on the driver board?
[03:42:45] <cradek> K`zan_emc: just negate the SCALE
[03:42:54] <SkullWorks_PGAB> could be - just change the scale (-)
[03:43:03] <SkullWorks_PGAB> for that axis
[03:43:23] <K`zan_emc> cradek: How does one do that? I didn't see anything for that - other than inverting the direction in the parallel port setup?!?
[03:44:19] <cradek> sure, you could also invert the direction pin on the parport setup
[03:44:25] <cradek> that's just as easy
[03:44:38] <K`zan_emc> I just undid that LOL
[03:44:49] <cradek> that way might be easier in stepconf...
[03:45:58] <SkullWorks_PGAB> ouch MariTool just raised some prices 30%
[03:47:28] <K`zan_emc> The Z axis in the plot still moves the wrong way.
[03:47:36] <K`zan_emc> g0 z0
[03:48:10] <K`zan_emc> That pulls the actual head all the way up, but the plot goes down.
[03:48:28] <K`zan_emc> IR cornfized...
[03:52:11] <K`zan_emc> g0 z1
[04:03:29] <K`zan_emc> Time for some Yukon Jack - bbl
[04:05:02] <JymmmEMC> lush
[04:11:24] <SkullWorks_PGAB> Yukon Jack is out of my price range at the moment - can't afford those imports...
[04:11:51] <SkullWorks_PGAB> oh wait - can't afford domestics either
[04:16:43] <K`zan_emc> 4" commanded == 1" actual movement...
[04:17:14] <K`zan_emc> SkullWorks_PGAB: Yes, but a little of the Jack goes a LONG way :).
[04:18:20] <K`zan_emc> No idea...
[04:21:08] <K`zan_emc> I can't imagine I am missing 3 of 4 steps, even my little AVR driver did better than that.
[04:21:40] <SWPadnos> use a slow move, not a rapid or high speed jog
[04:22:09] <K`zan_emc> Same at 10 IPM as it was at 72
[04:22:12] <SWPadnos> did you change the config after changing the microstepping?
[04:22:18] <SWPadnos> (and restart EMC)
[04:22:21] <K`zan_emc> Yes, I did.
[04:22:32] <SWPadnos> with the correct config? :)
[04:22:40] <K`zan_emc> So much ATM doesn't work out I am really confuzed
[04:22:57] <K`zan_emc> Step config - seemed to make sense
[04:23:20] <K`zan_emc> Covers xylotec and another of what seem to be the same kind of drivers.
[04:23:44] <SWPadnos> and you can enter other values if necessary
[04:24:13] <K`zan_emc> takes about a minute for stepconfig to come up on this 2GHz box...
[04:24:26] <SWPadnos> is emc running?
[04:24:35] <K`zan_emc> is now
[04:24:43] <K`zan_emc> wasn't when I did the reconfig
[04:24:55] <SWPadnos> I'd stop it, then you can actually test each axis from within stepconfig
[04:25:35] <K`zan_emc> Lets try it your way :)
[04:25:48] <K`zan_emc> Mine is apparently a complete bust.
[04:26:08] <SWPadnos> heh
[04:26:27] <SWPadnos> it's also possible that there's a problem with the microstepping jumper settings, like incorrect docs or something
[04:27:30] <K`zan_emc> It seems, and I am not positive about this at this point, but it seems that with 1/2 step it was moving half of what it should have and now at 1/4 it seems to 1/4 of what it should.
[04:27:50] <K`zan_emc> Pretty sure about that though.
[04:28:29] <K`zan_emc> positive about the 1/4 as I just measured it - 4" command gives 1" actual.
[04:28:37] <SWPadnos> so you think it's set for 1/4 stepping, and it's a 200 step/rev motor direct-coupled to a 1/4-20 screw?
[04:28:54] <K`zan_emc> Yes, checked the jumpers twice.
[04:29:56] <K`zan_emc> Yep, jumpers are set for 1/4
[04:30:02] <SWPadnos> and when you enter 200, 4, and 20 in the appropriate places in stepconf, does it come up with 16000 scale?
[04:30:08] <K`zan_emc> yes
[04:31:13] <SWPadnos> and you do the same thing for the other two axes (substituting the correct values if anything is different)
[04:31:54] <K`zan_emc> I frigging HATE dialogs that are not copyable, grrrrrrrrrrrr :-(
[04:32:19] <K`zan_emc> Haven't gotten to x and y yet.
[04:32:19] <SWPadnos> heh
[04:33:26] <K`zan_emc> Gonn a take a break here before I swap my Youkon Jack for a single jack :)
[04:33:27] <SWPadnos> oh. for some reason I assumed you were testing by moving X or Y, since you mentioned using a pen
[04:33:28] <K`zan_emc> bbiaf
[04:33:47] <K`zan_emc> No, was running Z up and down.
[04:33:55] <SWPadnos> ok
[04:34:13] <SWPadnos> I'm probably headed to bed soon. good luck
[04:34:21] <JymmmEMC> phuuuuk, I gotta blow this install away...
[04:34:42] <SWPadnos> don't do it, it's not worth it
[04:34:45] <JymmmEMC> damn ubuntu
[04:35:05] <SkullWorks_PGAB> (Damn users)
[04:35:47] <JymmmEMC> mouse randomly starts right clicking on windows. takes 15 seconds to type hello in any doalog box
[04:36:12] <JymmmEMC> everything is completely lagging now
[04:36:12] <SkullWorks_PGAB> <<< that would be me forgetting the EXACT syntax to the user password.
[05:10:48] <toastydeath> i am a goddamned dork
[05:11:04] <toastydeath> i just drew up images of how to very accurately align a rotab under a spindle in solidworks
[05:11:13] <toastydeath> i clearly have no life
[05:17:48] <K`zan_emc> Had a friend drop by, coffee break is over, back on my head :-)
[05:28:23] <K`zan_emc> Something(s) are just so hosed....
[05:29:46] <K`zan_emc> Hummm, Realtime system did not load
[05:30:10] <K`zan_emc> time to do a wincrap and reboot I guess. Either that or I hosed the config somehow.
[05:30:14] <K`zan_emc> bbias
[05:35:14] <K`zan_emc> segfaulted on shutdown...
[05:51:02] <K`zan_emc> This is going to require some thought. Tomorrow sounds ideal for it :-).
[05:51:08] <K`zan_emc> THanks for all the help folks!
[05:51:16] <K`zan_emc> MUCH! Appreciated!
[05:51:28] <K`zan_emc> Night all.
[06:49:35] <anonimasu> toastydeath: rotab?
[06:50:10] <anonimasu> toastydeath: stick a probe in the spindle run a macro..
[08:53:53] <pjm> good morning
[08:57:56] <joeKr> Good morning. Sorry to ask a Q that's probably been asked many times already, but I don't see the answer in the header or on the website. How long until a new heron/8.04 ISO is released?
[09:22:44] <archivist> joeKr, you can try one now
[09:23:49] <pjm> btw are there any preferred parport pci io cards for emc? i could do with some more io
[09:24:56] <archivist> joeKr, test status only
http://www.linuxcnc.org/hardy/ubuntu-8.04-desktop-emc2-aj07-i386.iso (note:
[09:24:56] <archivist> this URL might change in the future, reference
[09:24:56] <archivist> http://www.linuxcnc.org/hardy/livecd.errata for the latest name, and for a
[09:24:56] <archivist> description of known problems).
[09:41:39] <joeKr> archivist: Thanks! Any problem areas that need testing? Is feedback wanted? Thanks again, I'm downloading now.
[09:42:03] <archivist> feed back is wanted yes
[09:45:08] <joeKr> Where should feedback go? How much longer is 8.04 development expected to take? Will the Summer exhibit/meeting still be held? I've never gone, but would like to.
[09:45:47] <archivist> should find all on the website and wiki
[09:51:59] <joeKr> OK. The wiki lists EMC Fest 2008 (
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC_Fest_2008 ). The website only lists 2000 and 2002-2005 (
http://www.linuxcnc.org/content/blogcategory/15/12/lang,en/ ). Not sure what happened to 2006 & 2007.
[09:56:23] <archivist> joeKr, here is the ubuntu anouncement
http://www.mail-archive.com/emc-developers@lists.sourceforge.net/msg00948.html
[10:03:43] <joeKr> archivist: Wow, they don't call you archivist for nothing, do they? Thanks for finding that.
[10:04:12] <archivist> just a google away (and its in my gmail box)
[10:04:29] <archivist> and erm I do play with archives
[10:18:27] <joeKr> I was just noticing your oversize ISO file. I found
[10:18:27] <joeKr> How can I burn an ISO image larger than 700mb on a 700mb CD? Has anyone re
[10:18:43] <joeKr> Oops wasn't done typing yet
[10:19:09] <joeKr> I was just noticing your oversize ISO file. I found "
[10:19:10] <joeKr> How can I burn an ISO image larger than 700mb on a 700mb CD?"
[10:19:29] <joeKr> Gaah! What is it with copy and paste!?
[10:20:21] <archivist> the 700mb limit is an ish/non fixed limit
[10:24:42] <joeKr> OK, let's try this again...
[10:24:50] <joeKr> So I see. I found "How can I burn an ISO image larger than 700mb on a 700mb CD?" (
http://www.frihost.com/forums/vt-25985.html ) Has anyone reported good or bad results using InfraRecorder (what I use) to burn the ISO? Is there a published MD5sum for the beta ISO?
[10:26:29] <joeKr> Or maybe it has that "verify this disc" feature? More opaque, but OK I guess.
[10:26:35] <archivist> the mail i pointed too
[10:32:35] <joeKr> Found the MD5sum, thanks. As for InfraRecorder, we'll find out soon, the ISO is at 99%
[10:41:32] <joeKr> I'm burning as always, except I checked "Allow Overburning" under the "Advanced" tab. I've never tried to use that.
[11:45:06] <JanVanGilsen> Hi, can sobody help me with adding e new pci parallelport card?
[11:46:17] <JanVanGilsen> when i run lspci -v I get [disabled] next to the adresses ...
[12:07:28] <JanVanGilsen> I soved it myself, i had to disable plug-and-play in the BIOS =)
[12:18:39] <JanVanGilsen> i also forgot to addf parport.1.write :-D
[12:30:26] <jepler> JanVanGilsen: glad you got it worked out!
[12:33:03] <dimas> hi all
[12:34:20] <dimas> is there any usefull cad software for 2d design under linux?
[12:36:20] <dimas> what are anybody personally using?
[12:44:55] <rayh> dimas, your question begs a definition of useful.
[12:47:54] <skunkworks_> This has some good info
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam
[12:49:12] <rayh> Some folk bait you by thinking "useful" meaning it works just like the latest version of some commercial program like autocad
[12:49:55] <rayh> There isn't such a thing in the Linux world.
[12:50:13] <archivist> time "we" wrote one
[12:50:39] <skunkworks_> well... for the price of acad - you can get something. can't you? like synergy (is that the name?)?
[12:50:55] <archivist> actually a nice gui and 2d output to brlcad comes to mind
[12:51:04] <rayh> I use qcad because it's free and easily available. But I'd order a copy of easycad/fastcad in a flash if it ran on Linux.
[12:51:40] <archivist> I admit to being spoilt by Solidworks
[12:51:42] <rayh> archivist, Yep. And folk have been talking and trying.
[12:52:36] <archivist> I think brlcad has the base to work on but its a huge job
[12:53:03] <rayh> I think that is the conclusion some have come to.
[12:54:09] <rayh> Certainly it is a capable system for what it was intended.
[12:57:42] <dimas> rayh: I'd want to draw a few parts of my router
[12:58:26] <rayh> Have you tried doing it with qcad?
[12:59:01] <dimas> but I want to draw them in cad software which I could use for a longer time
[12:59:05] <dimas> not yet
[12:59:33] <rayh> That package takes a while to get comfortable with but it can do the job.
[13:00:50] <dimas> rayh: what features are you missing in it?
[13:03:29] <rayh> My problems with it are that it works quite different than what I liked about fastcad.
[13:03:48] <rayh> I guess you'd call it less intuitive.
[13:04:07] <rayh> It is quite capable.
[13:04:59] <rayh> You on a version of linux there?
[13:07:41] <dimas> ?
[13:08:04] <rayh> Do you have a computer with Linux running and on line?
[13:08:29] <dimas> yes
[13:09:35] <rayh> If it's debian or ubuntu you can get qcad using apt or synaptic.
[13:09:55] <rayh> I believe the packages are about 30 Meg.
[13:10:29] <dimas> I will try at weekend
[13:11:25] <dimas> just prepairing new box for emc
[13:11:47] <dimas> now only have emc live-cd there
[13:11:59] <rayh> Great. I recommend the 8.04-emc if the box is fairly fast.
[13:12:25] <rayh> That is what I'm using here now.
[13:13:33] <dimas> emc2.2.2 Ubuntu LiveCD - is it it?
[13:13:35] <cradek_> cradek_ is now known as cradek
[13:13:38] <dimas> or 6.04?
[13:14:14] <rayh> That sounds like 6.04
[13:14:26] <rayh> Nothing wrong with it though.
[13:15:29] <dimas> I can try qcad on another machine
[13:16:33] <rayh> Sure.
[13:16:38] <dimas> is there 8.04-emc ready?
[13:16:58] <rayh> Alex has prepared a CD.
[13:17:10] <rayh> let me find the link.
[13:18:00] <rayh> http://www.linuxcnc.org/hardy/ubuntu-8.04-desktop-emc2-aj07-i386.iso
[13:18:44] <rayh> I'm sure that it is mirrored in Romania which would be closer to you.
[13:18:56] <rayh> But I don't have that link.
[13:20:25] <dimas> rayh: thanks
[13:20:36] <dimas> location does not matter
[13:21:06] <rayh> Okay. Good luck.
[13:22:31] <dimas> thanks rayh archivist skunkworks_
[13:50:55] <Guest549> Morning guys, i am trying to use pin 5 which is my a axis step for pwm out, but when i try and link the pin emc tells me pin 5 out does not exist?
[13:50:57] <Guest549> net spindle-pwm pwmgen.0.pwm => parport.0.pin-5-out
[13:51:40] <Guest549> doh i'm an idiot 05
[13:52:22] <rayh> I've done that!
[13:53:05] <dimas> it always helps when you write down your question..
[13:53:28] <Guest549> lol
[13:53:39] <archivist> selfhelp ftw
[13:54:47] <SWPadnos> Guest549, how's the weather up there?
[13:55:07] <rayh> It is really easy to overlook stuff like .5 or .o5 when it should be .05.
[13:56:15] <cradek> I've seen "l5" too, I bet from older folks who learned on a manual typewriter (uh, like me, but I've broken those habits long ago)
[13:56:51] <Guest549> not bad at all
[13:57:18] <Guest549> finally can open the doors :)
[13:57:40] <SWPadnos> heh
[13:58:04] <SWPadnos> I figured it would be close to here (Essex Junction, VT)
[13:58:53] <Guest549> montreal,qc still have large piles of snow here & there tho
[13:59:29] <SWPadnos> heh
[13:59:48] <SWPadnos> it snowed a few miles from here a few days ago, but I think it's gone
[15:20:08] <awallin_emc> hi all, is the emc-environment script automatically installed with 2.2.5 ?
[15:20:21] <awallin_emc> for example, I get: $ sudo comp --install idb.comp
[15:20:21] <awallin_emc> sudo: comp: command not found
[15:20:28] <SWPadnos> it's not necessary for installed systems
[15:20:36] <SWPadnos> or it shouldn't be anyway
[15:20:56] <SWPadnos> but you may need to re-login if you just installed, since the environment in running shells won't be updated
[15:21:06] <awallin_emc> $ comp
[15:21:06] <awallin_emc> The program 'comp' can be found in the following packages:
[15:21:06] <awallin_emc> * nmh
[15:21:06] <awallin_emc> * mailutils-mh
[15:21:17] <SWPadnos> that's not the right comp ;)
[15:21:21] <awallin_emc> yeah!
[15:21:43] <SWPadnos> I wonder if you need some other packages, like emc2-dev or something
[15:22:05] <awallin_emc> I got build-dep, but maybe that does not include emc2-dev ?
[15:22:50] <awallin_emc> yep, now it works with emc2-dev installed
[15:22:54] <SWPadnos> so if you type "emc", emc runs, but if you try "comp", you get an error (in the same shell)
[15:22:55] <SWPadnos> ok
[15:22:57] <SWPadnos> phew
[15:27:14] <awallin_emc> is there a pin or parameter in emc that let's me look at the same thing latency-test shows? i.e. the max interval between calls to servo thread?
[15:27:31] <SWPadnos> hmmm. I don't think so
[15:27:59] <SWPadnos> you can see execution time, but I'm not sure there's an easy way to see actual interval
[15:37:31] <cradek> yes you can scope the interval
[15:37:35] <cradek> motion.something
[15:38:23] <cradek> the ubuntu repositories are pretty slow the last couple days, and they pushed out an openoffice update today...
[15:40:14] <awallin_emc> motion-controller.tmax?
[15:40:34] <awallin_emc> nope, that's much smaller than servo-thread should be
[15:41:02] <jepler> last-period-ns
[15:41:09] <jepler> or last-period for the count in CPU cycles
[15:41:52] <awallin_emc> ok, I would need to create the max function myself then
[15:42:04] <jepler> you could also look at scripts/latency-test and see how it uses the 'timedelta' component
[15:42:37] <jepler> there's a manpage as well but it's very unhelpful
[15:42:52] <cradek> awallin_emc: man minmax
[15:42:57] <jepler> oh but you can't add timedelta to base-thread, it uses floating-point
[15:43:17] <awallin_emc> that's a better idea. I think I will display these on a pyvcp panel while I'm setting up the machine so I know if a following error or other strange behaviour is due to real-time or something else
[15:46:32] <awallin_emc> hrm. these things are parameters, not pins. so not displayable on a pyvcp panel.
[15:46:41] <awallin_emc> who invented parameters anyway?? :)
[15:47:40] <cradek> oh, so you can't use minmax either. darn.
[15:48:05] <awallin_emc> but I guess the consensus is that parameters are going to be pins in the future?
[15:48:16] <cradek> I think that's what jmk wants
[15:48:34] <cradek> by all means just change them if you want the pins now.
[15:49:09] <awallin_emc> I haven't looked at motion code at all...
[15:49:39] <cradek> motion/motion.c
[15:50:10] <cradek> change the things in emcmot_hal_data, and change the hal_*_float_new calls
[15:50:28] <cradek> then change any site where they're written (probably only in this file)
[15:50:37] <cradek> you'll be done in 5 minutes
[15:51:53] <awallin_emc> ok, thanks. I'll do that if I find I really need the pyvcp display.
[15:52:28] <awallin_emc> On the list there was an opinion that as I drive my servos only based on encoder counts (no velocity/current feedback) a higher servo-thread rate would be better.
[15:52:45] <awallin_emc> What kind of jitter/max interval would you consider acceptable?
[15:53:25] <awallin_emc> with a 1ms thread I get about 1010us or so as the maximum interval. with a 250us thread I get 260us maximum.
[15:53:35] <awallin_emc> so what's the threshold for a realtime-delay?
[15:53:42] <skunkworks_> awallin_emc: have you had any machines that have run a good latency? I see on your site you mention 50us-100us are ok. I rarely see latencies greater than 30us (unless there is a hardware issue)
[15:54:24] <awallin_emc> skunkworks: now it shows 10us Jitter for both a 1ms thread and a 250us thread
[15:54:48] <cradek> I think well-working machines give 25us or less jitter
[15:55:06] <cradek> 260us is a sure sign of a problem (sounds like an entire missed period)
[15:55:20] <awallin_emc> so with 10us jitter what would be the minimum acceptable servo-thread period?
[15:55:34] <cradek> with faster servo cycle you get more quantization on the derivates (velocity)
[15:55:35] <awallin_emc> cradek: this is with a 250us thread, so 260us is 10us longer than it should
[15:55:52] <jepler> I'd decrease it by half (e.g., to 500us) and see if it improved anything
[15:56:06] <cradek> I'd experiment with 1,2 and maybe 3 kHz servo cycle
[15:56:25] <cradek> what have you tried so far? do you have bad results?
[15:56:40] <jepler> similar to base-period, it seems like the absolute minimum servo cycle will be something like (time spent in servo) + (jitter) + (time you want left over for responsiveness of non-rt stuff like GUI)
[15:56:55] <awallin_emc> first I tried 1ms and then for a while 250us. then I discovered this 155ms problem so had to change machines.
[15:57:25] <cradek> I bet almost everyone uses the default 1kHz servo cycle
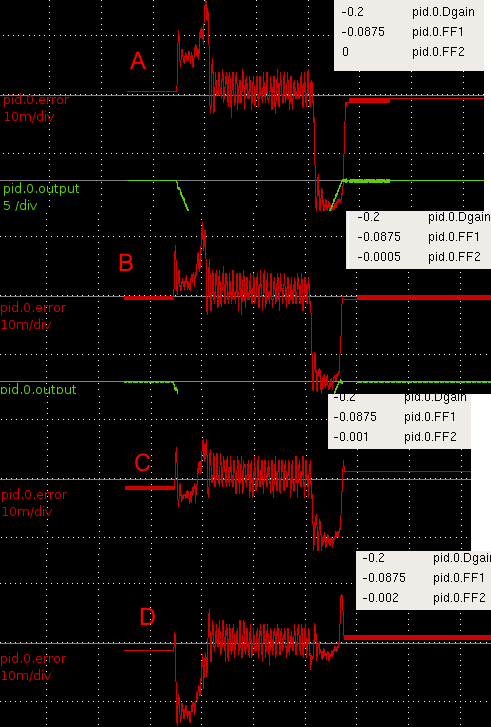
[15:57:41] <awallin_emc> one problem is that ferror is proportional to speed, while in a torque-mode loop the error is proportional to acceleration
[15:57:47] <rayh_> rayh_ is now known as rayh
[15:58:15] <cradek> I see my lathe (encoder feedback only) uses 2kHz
[15:58:16] <awallin_emc> so my actual following errors are bigger at the start and end of a move and very small during a move
[15:58:42] <cradek> awallin_emc: are you sure that's not just a tuning problem? ff2 can often fix that right up
[15:59:07] <cradek> or, maybe accel is too high. your pid output isn't saturating is it?
[15:59:34] <awallin_emc> no the pid output is not saturating, but with a PWM drive it's hard to say if I am hitting the current limit of the drive
[15:59:50] <awallin_emc> I found FF2 could reduce the accel error or the decel error but not both:
http://www.anderswallin.net/wp-content/2008/04_xaxis/ff2.png
[16:00:40] <awallin_emc> well these are all errors below 0.05 mm at rapid moves so they are not that problematic in reality. it would just nice to have the error-plot pretty pretty
[16:00:41] <cradek> did you ever set I=0 and then retry the search for a proper FF2 value? I still think that's the problem
[16:01:07] <awallin_emc> cradek: yes I think I did, but gotta try more tuning on the weekend
[16:01:07] <cradek> you cannot find FF1,FF2 if I is not 0
[16:01:52] <cradek> after FF1,FF2 keep the error low for a normal move, you can increase I almost with impunity for good/quick response to load conditions
[16:05:25] <SWPadnos> I have an application where the fast (only) thread runs at 10 kHz, and uses floating point
[16:05:46] <SWPadnos> even in the base thread at 20-50 khz, it may be usable - you'll have to experiment
[16:06:22] <SWPadnos> a few hundred CPU cycles saving/restoring the FP registers is likely to be 1 microsecond or less - less than one in/out to a parport
[16:37:05] <jepler> hi PeterW !
[16:37:21] <PeterW> Hi!
[16:39:34] <skunkworks_> Hi peter. Thanks for adding your experties to the cnczone thread. :)
[16:42:04] <skunkworks_> * skunkworks_ = samco
[16:43:10] <PeterW> Had a thought on the PCI-8255 problem. Since the trouble goes away when the data buffer is removed, this at least suggests a bus contention problem.
[16:43:11] <PeterW> Since the local 8255 bus probably has no more than 100 pF of load capacitance, you might try replacing the data buffer with a 8 resistor dip resistor network package. With a 470 ohm or so value, this would limit bus contention but still work is the strobe times were a few 100 nS. You would have to offset the leads to match the data pins of the buffer...
[16:43:52] <jepler> that's an interesting idea
[16:43:57] <PeterW> Welcome samco
[17:01:48] <PeterW> <cradek> with faster servo cycle you get more quantization on the derivates (velocity)
[17:01:49] <PeterW> The HostMot2 config should improve this by using timestamps to allow the driver to do 1/T velocity estimation
[17:03:33] <cradek> cool. we do not yet have a separate velocity input in the pid module but it would be an easy addition.
[17:03:48] <SWPadnos> or use 2 PIDs :)
[17:04:00] <SWPadnos> hmmm. nevermind. I should drink more (coffee)
[17:04:56] <cradek> a good velocity output would put the mesa driver quite ahead of the others, I think
[17:05:31] <PeterW> Sebastian?
[17:05:59] <cradek> he's not here currently
[17:08:50] <PeterW> With a decent velocity estimator and a velocity input into the PID loop, a pretty good replacement of a velocity mode amp is possible
[17:19:54] <skunkworks_> how would you tune the pid with both position and velocity? would it be 2 sets of PID?
[17:20:07] <skunkworks_> (with 1 pid module)
[17:27:56] <SWPadnos> velocity is used internally for position mode anyway
[17:28:12] <SWPadnos> it's just done by differentiating the position feedback, which can be grainy
[17:28:41] <SWPadnos> so getting a nice smooth D term from hardware would eliminate that problem
[17:29:53] <skunkworks_> ah
[17:30:14] <skunkworks_> I was thinking - inner - outer loop where they where separate.
[17:30:35] <skunkworks_> like tuning the velocity drive pid - then the emc position pid.
[17:30:47] <skunkworks_> if that made sense
[17:30:48] <SWPadnos> that would need dual loops
[17:36:06] <alex_joni> heh: "Linux is user friendly, it's just particular who it chooses for friends."
[19:30:29] <alex_joni> hey BigJohnT__
[19:30:34] <alex_joni> hey BigJohnT's
[19:52:02] <gefink> awallin: Hallo, have you tested your stepper?
[19:52:27] <awallin> gefink: hi, I switched machines, no more realtime problems now
[19:52:37] <awallin> can move the computer to the mill during the weekend
[19:53:00] <awallin> did run some tests earlier:
http://video.google.com/videoplay?docid=-6222166294337898920&hl=en
[19:53:16] <gefink> aw: i confound you with one else.
[19:53:33] <awallin> ok :)
[20:08:21] <gefink> i cant see google-video, greasemonkey dont detect the downloadlink and flash is baned from my box
[20:18:40] <alex_joni> good night all
[20:25:40] <gefink> good night
[22:16:37] <jmkasunich> regarding velocity FB for PID - I've been thinking along those lines ever since I added a better velocity output to the software encoder
[22:16:58] <jmkasunich> the vel (if present) should be used for the D term
[22:21:52] <skunkworks_> jmkasunich: so you would not enter a D term?
[22:22:28] <micges> hi
[22:22:30] <jmkasunich> what I'm saying is that a modified PID that used velicity input would use it when computing the D term
[22:22:31] <cradek> yes you'd still tune with D, but you would use velocity feedback, not derivative of position, to calculate it
[22:22:55] <jmkasunich> we thought about writing a modified PID like that when we were at Stuart's shop doing the mixed scale/encoder feedback
[22:23:06] <jmkasunich> but we wound up just using two PIDs and summing the outputs
[22:23:08] <cradek> if you have tachs and adc, you could use that too, it would work great
[22:23:26] <jmkasunich> one had I gain only (scale FB), one had P and D and FFx (encoder)
[22:33:45] <dmess> hi all
[22:34:43] <micges> hi dmess
[22:37:35] <toastydeath> ffffff
[22:41:52] <toastydeath> anonimasu: re: your response to my rotab thing from a long time ago
[22:42:14] <toastydeath> the process doesn't rely on the accuracy of the center hole on the table
[22:43:52] <skunkworks_> http://imagebin.ca/view/bmhQu9.html
[22:44:30] <SWPadnos> is GL acting up or is that a screenshot artifact?
[22:46:35] <skunkworks_> screenshot artifact.
[22:47:10] <dmess> anyone got a link to the newest live cd??
[22:47:49] <dmess> rotab?? cener of rotation issues??
[22:47:59] <skunkworks_> I tried a few times - but it always split the image.
[22:48:05] <skunkworks_> still sub 10us
[22:48:27] <archivist> dmess,
http://www.mail-archive.com/emc-developers@lists.sourceforge.net/msg00948.html has it
[22:50:02] <dmess> thx...
[22:50:43] <dmess> i may have a new face in the house soon... sold the fidea teck on EMC2 in 1/2 hour... ; )
[22:51:13] <dmess> and they do offer a linux based version of their control ... on machines
[22:53:46] <dmess> they have a dedicated motorlola cpu ( he wouldn say what) in the pci slot doing the CNC ALL c and assemblyt apperanty then another pc as awired in GUI
[22:54:35] <toastydeath> dmess: just a center bore of unknown accuracy
[22:55:02] <dmess> map it with a bore comparator??
[22:55:19] <dmess> is it on a machine??
[22:55:45] <toastydeath> it isn't an issue, i already explained how to line it up without relying on the table's accuracy
[22:56:03] <dmess> ok
[23:33:54] <lewin2> lewin2 is now known as lewing__
[23:40:12] <dmess> any one run the new live cd?? i want to show it to some one tomorrow... will it impress???
[23:51:50] <SWPadnos> if it boots on the PC you use, and that PC doesn't suck for RT, then yes, it will impress
{kind=link}