Back
[00:01:21] <EMTFFKev> ok...the test code worked after I removed the a0.
[00:01:32] <ds2> HmmmpF
[00:01:35] <EMTFFKev> now I have to redo the toolpaths for the gear and see if it posts better
[00:01:48] <BigJohnT> oh sweet I just got my EMC post to work without errors
[00:02:01] <EMTFFKev> which .pst?
[00:02:07] <BigJohnT> check on wiki later for the EMC.pst
[00:02:16] <EMTFFKev> cool
[00:02:29] <BigJohnT> you can use yours for now just have to edit the error out
[00:02:59] <BigJohnT> time to practice catch and release on some bass...
[00:03:09] <BigJohnT> catch and release into the grease...
[00:07:53] <K`zan> :-), sounds yummie!
[00:33:24] <EMTFFKev> back now...went MIA to eat some dinner lol
[00:33:46] <EMTFFKev> sounds good to me I dont mind a little debugging, just don'w want to spend more time debugging than designing
[00:33:47] <EMTFFKev> lol
[00:53:26] <BigJohnT> say goodnight gracie
[01:22:31] <tomp> today 'FISL' posted info on a lug in Brazil using EMC at a show, carving styrafoam penguins.
[01:22:37] <tomp> A video shows an app where a graphic rectangular prism is carved into the penguin.
[01:22:38] <tomp> Does this exist in LinuxLand?
http://videolog.uol.com.br/video.php?id=321558&grupo=161
[01:29:49] <tomp> ok, so FISL is Fórum Internacional Software Livre ( international forum for free software )
[01:30:39] <tomp> and the participant showing this app hands antoher guy a card with the logo 'GP4C' ( but googling that gets nada )
[01:32:29] <tomp> rayh: do you know these guys from FASL in Brasil? They showed a simulation of stock removal in thier vids. ( tool path on a block looks like stock is being removed )
[01:52:00] <rayh> Hi Tom
[01:52:10] <rayh> I don't know them.
[01:52:24] <fenn> tomp you're no good at google, his webpage is here
http://www.pucrs.br/feng/mecanica/laboratorios/gp4c/cnc_video.php
[01:53:31] <tomp> rayh: thanks, np
[01:54:04] <tomp> fenn: thanks, i saw them cut, but the 'nerf steel' app is pretty cool
[01:54:57] <fenn> 'nerf steel' == stock removal simulation?
[01:56:50] <tomp> yep
[01:57:20] <fenn> how can you go wrong with isaac newton and thomas edison on your team
[01:58:28] <tomp> no tesla?
[01:58:31] <fenn> cool, that's tux w/glasses holding an endmill
[01:59:35] <tomp> Dr. Isaac Newton Lima da Silva , I wonder if thats really his name
[02:00:46] <tomp> that might be like the credits on 'the simpsons'
[02:01:18] <rayh> EMTFFKev: I got your gear program to run here. Want to send me an addy and I'll return it to you.
[02:29:01] <ds2> hmmm
[02:47:59] <EMTFFKev> rayh: Are you still there?
[05:34:13] <lewin1> lewin1 is now known as lewing
[06:19:51] <K`zan> anyone happen to know anything about an VEXTA ASM66AC stepper. Google not much help, thinking maybe someone here might be using them or have. TIA
[06:27:39] <eric_U> you should be able to find info about vexta online
[06:34:48] <fenn> googling ASM66AC returns this:
http://www.motadistribution.com/asm66ac-n5.html
[06:34:52] <fenn> the pdf has pages and pages of specs
[06:35:06] <fenn> presumably you have a few more numbers to narrow it down a bit
[06:36:27] <fenn> page 36 has some pinouts
[06:39:59] <fenn> page 63 has some interesting postscript errors :)
[06:43:11] <fenn> looks like it only gives pinouts for the drive i/o, not the motor connector
[06:45:58] <K`zan> fenn: Found it, thanks!
[06:46:53] <K`zan> Still thrashing over drive and steppers for this little experiment. Too tired to deal with it more tonight, gonna go fall over. THANKS for the assist!
[06:47:09] <fenn> just multimeter the motor connector
[06:47:15] <fenn> coils will have the same resistance
[06:48:13] <fenn> some small value like 1 ohm
[06:48:17] <K`zan> Found a better one for this project I think:
http://www.allelectronics.com/cgi-bin/item/SMT-89/400600/2-PHASE_1.8_DEGREE_STEPPER_MOTOR_(USED)_.html
[06:48:30] <K`zan> Beat, catch y'all on the morrow.
[11:27:40] <alex_joni> morning BigJohnT
[11:30:02] <BigJohnT> good morning alex_joni
[11:32:58] <BigJohnT> what's up this morning
[11:35:34] <anonimasu> morning
[11:36:02] <BigJohnT> bbim
[11:39:14] <alex_joni> BigJohnT: not much..
[11:39:19] <alex_joni> taking it slow :)
[11:39:34] <alex_joni> was about to get up to get some lunch :D
[11:40:03] <BigJohnT> cool, waiting on the coffee pot here
[11:40:27] <BigJohnT> got more done on the plasma table last week
[11:40:30] <alex_joni> I woke up after 1pm today :) which was a nice change
[11:40:48] <BigJohnT> sleeping in is nice
[11:41:02] <BigJohnT> I slept till 6am today
[11:41:21] <BigJohnT> will be cutting some with it tomorow...
[11:41:39] <alex_joni> nice
[11:42:56] <BigJohnT> I made a portable support table for the material... seems to work nice.
[11:44:35] <BigJohnT> I can cut 1250mm x 1000mm area without moving the sheet and one person can pick up and move every part when done...
[11:44:44] <BigJohnT> of the machine
[11:57:57] <alex_joni> nice :)
[11:58:37] <Sweeper> pix plz!
[12:00:21] <BigJohnT> Sweeper I have a couple of vids on the wiki site during construction
[13:00:36] <alex_joni> this is a nice tool:
http://www.google.com/trends?q=fedora%2C+ubuntu%2C+suse%2C+gentoo
[13:14:51] <BigJohnT> it made me dizzy
[13:15:10] <alex_joni> BigJohnT: how so?
[13:15:42] <alex_joni> do you guys use noatime when mounting hdd's ?
[13:15:46] <BigJohnT> too many lines
[13:17:18] <alex_joni> BigJohnT: you can remove some :)
[13:18:18] <alex_joni> bbl.. lunch
[13:18:28] <BigJohnT> enjoy
[14:05:50] <rayh> Hi Dan.
[14:08:26] <alex_joni> hi Ray
[14:13:50] <rayh> So you slept in, alex.
[14:15:13] <DanielFalck> rayh: hi
[14:15:19] <DanielFalck> how are things?
[14:15:49] <DanielFalck> I was just watching the video of Stuart's 5 axis on youtube
[14:15:54] <DanielFalck> super cool
[14:16:21] <archivist> link?
[14:17:23] <DanielFalck> http://www.youtube.com/watch?v=mxxdq6y8z8M
[14:17:42] <archivist> thnks
[14:22:06] <alex_joni> that's certainly an impressive machine/setup :)
[14:22:19] <rayh> Isn't that an impressive ability. And we thought we had the world by the tail when we moved the hexapod around.
[14:22:31] <DanielFalck> yes
[14:23:04] <DanielFalck> I'm glad that Stuart is into EMC2
[14:23:17] <alex_joni> rayh: this certainly wouldn't be here without the hexapod back then
[14:25:51] <DanielFalck> rayh: so we have seen everything from an etch-a-stetch to a Cinc 5axis running emc now
[14:26:11] <rayh> Yep.
[14:26:18] <alex_joni> and lots of things in between
[14:26:28] <alex_joni> sometimes not really related :D
[14:27:26] <rayh> something for everybody
[14:27:28] <DanielFalck> I wonder if anyone is using emc for cake decorating?
[14:27:28] <archivist> anyone done a sliding head with live tooling yet with emc
[14:27:49] <DanielFalck> archivist: do you mean a swiss type lathe?
[14:27:55] <archivist> yes
[14:28:04] <DanielFalck> I haven't seen it yet
[14:28:23] <archivist> hmm, we have a dead one downstairs
[14:28:34] <DanielFalck> go for it : )
[14:28:53] <archivist> some boss arm bending required
[14:29:29] <DanielFalck> alex_joni: so the guy from Poland who who has done 10 retrofits - looks like he works for a commercial retrofitter right?
[14:29:42] <DanielFalck> the one who wrote to the mailing list recently
[14:29:47] <alex_joni> I think it was czech republic
[14:29:50] <dmess> hi all
[14:29:55] <alex_joni> gotta run for a bit
[14:29:55] <alex_joni> bbl
[14:29:57] <DanielFalck> dmess: hi
[14:30:33] <archivist> DanielFalck, the polish guy with lasers, he uses commercially
[14:31:02] <DanielFalck> so he's done 10 machines with emc - that's great
[14:31:14] <dmess> laser alighnment??
[14:31:22] <archivist> cutting
[14:31:26] <dmess> cool
[14:31:58] <DanielFalck> dmess: check this out:
[14:32:00] <DanielFalck> http://www.youtube.com/watch?v=mxxdq6y8z8M
[14:32:05] <BigJohnT> archivist: you there?
[14:32:10] <archivist> yup
[14:32:30] <BigJohnT> I got that mc post working afaik and put it on wiki
[14:32:40] <archivist> nice
[14:33:09] <BigJohnT> I did some profile tests with no errors
[14:33:22] <BigJohnT> I have not tried drilling or pockets yet
[14:40:05] <dmess> nice machine..... nice huge head
[14:43:32] <OoBIGeye> really cool! to bad it had the g0 of a dead slug...
[14:44:49] <BigJohnT> that's pretty slow
[14:44:53] <archivist> and not silent
[14:46:21] <OoBIGeye> aah it's okay with a lot of sound if you get a huge machine like that :)
[14:46:47] <OoBIGeye> you won't hear it when you do som heavy milling anyway :D
[14:46:56] <archivist> I big, I noisy :))
[14:47:34] <archivist> I like to be able to hear the chips over the machine
[14:48:02] <OoBIGeye> true... whas that horrible sound actually the machine?
[14:48:41] <rayh> I think that sounded like a hydraulic pump. Probably somewhere near the camera.
[14:48:55] <rayh> It wasn't the spindle.
[14:49:36] <OoBIGeye> yea it sounded horrible, i was thinking a cooling fan or something about to give up, but yea a hydraulic seems more probable...
[14:51:00] <cradek> I think that was taken Friday morning. it's an operating shop with running machines around it
[14:52:47] <anonimasu> BigJohnT: nice
[14:53:01] <dmess> a machine like that would have multiple 5-10 hp hydraulic systems... and associated fans and chillers
[14:53:26] <BigJohnT> anonimasu: what's that?
[14:54:07] <anonimasu> the mc post
[14:54:15] <BigJohnT> ok, thanks
[14:58:22] <anonimasu> http://www.youtube.com/watch?v=gV2P-VAUbOc&feature=related
[14:58:54] <anonimasu> dunno if anyone is interested :)
[14:59:57] <anonimasu> http://www.youtube.com/watch?v=NP4sDX87JE8&feature=related
[15:00:05] <anonimasu> on the other hand :P that one is interesting ;)
[15:03:19] <dmess> nice part
[15:04:42] <anonimasu> yeah
[15:04:45] <BigJohnT> bbl
[15:04:51] <anonimasu> I love the datron spindles
[15:04:52] <anonimasu> :p
[15:12:27] <cradek> I can't read german but I can see someone destroying a nice face mill...
http://www.youtube.com/watch?v=gw_gXYVfnQ4&NR=1
[15:12:33] <assargadon> Hey there.
[15:12:44] <cradek> hi assargadon
[15:13:10] <anonimasu> yeah..
[15:13:14] <anonimasu> looks like a fairly light cut too
[15:13:16] <assargadon> I'll try install EMC just now :)
[15:13:30] <assargadon> It's my first time, so wish me good luck
[15:14:32] <anonimasu> assargadon: good luck
[15:14:56] <anonimasu> cradek: did you see
http://www.youtube.com/watch?v=1AMZlDHwebw&feature=related
[15:15:10] <assargadon> I have no doubt I'll install EMC
[15:15:21] <anonimasu> assargadon: it works great :)
[15:15:30] <anonimasu> once you get it running
[15:15:32] <assargadon> I only doubt I'll force it to work with my hardware
[15:15:58] <anonimasu> what kind of hw are you using?
[15:16:12] <assargadon> I understand process of adopting EMC to user hardware wery bad now :)
[15:16:35] <assargadon> anonimasu, it's old russian 3d-positioning system
[15:16:40] <anonimasu> uh ??
[15:16:48] <anonimasu> what kind of servodrives/stepper drives?
[15:16:50] <assargadon> http://richart-consalt.ru/robot.jpg
[15:17:02] <assargadon> servodrives...of some kind
[15:17:13] <anonimasu> hm ok
[15:17:20] <assargadon> really it has DC drives and optical encoders
[15:17:26] <assargadon> like in mices
[15:17:45] <anonimasu> normal servos then
[15:17:47] <anonimasu> :)
[15:17:57] <anonimasu> 90% of the encoders are magnetic
[15:18:09] <anonimasu> err
[15:18:12] <anonimasu> optic
[15:18:13] <anonimasu> :D
[15:18:22] <assargadon> :)
[15:18:34] <anonimasu> there are magnetic ones in use in special cases, but they arent all that common
[15:18:44] <assargadon> I alrady write low-level software, which force it to move
[15:19:01] <assargadon> and askind this encoders state as far as endstops
[15:19:15] <assargadon> *asking
[15:23:52] <anonimasu> :)
[15:24:36] <assargadon> As far as I understand, I should write some kind of driver for EMC
[15:57:03] <assargadon> hmmm
[15:57:21] <assargadon> I should downgrade my python somehow
[15:58:21] <assargadon> I have unsupported 7.04 Ubuntu
[16:02:06] <assargadon> agggr
[16:08:12] <assargadon> LOL
[16:08:33] <assargadon> * assargadon found EMC in synaptic...
[16:08:46] <assargadon> Why don't this method described at wiki?
[16:14:29] <rayh804live> Yea it works.
[16:15:03] <assargadon> I still need manage my python somehow
[16:15:47] <rayh> What are you trying to do with python that the version you have can't do?
[16:16:37] <assargadon> I try to install it :)
[16:16:53] <assargadon> I have python 2.4 in my synaptic
[16:16:59] <assargadon> If I'll failed, I
[16:17:17] <assargadon> 'I'll try to remove higher version, and stay with 2.4 only
[16:17:31] <rayh> What is the higher version?
[16:17:47] <assargadon> 2.5
[16:18:06] <assargadon> (2.5.1 really used as 2.5, as far as I understand)
[16:19:25] <rayh> Okay. I don't know that you can do that within the normal ubuntu repository system.
[16:19:47] <rayh> This is 7.04?
[16:19:51] <assargadon> rayh, yes
[16:20:01] <archivist> real time kernel?
[16:20:05] <assargadon> you just need to use "full" synaptic interface
[16:20:16] <assargadon> not one in "program" section
[16:20:29] <rayh> I've got one of those but it's down right now.
[16:20:45] <rayh> brb
[16:21:16] <assargadon> * assargadon don't know what "brb" mean
[16:21:29] <archivist> be right back
[16:21:50] <assargadon> thanks
[16:22:27] <assargadon> * assargadon failed to install emc2 without uninstaling python 2.5
[16:22:32] <rayh804live> I do see the 2.4 listed in the database so you should be able to remove the 2.5 and install the 2.4
[16:22:58] <dmess> im about to try and install the "crackberry" desktop manager thru WINE... can any one give me a heads up as to what to expect?? ive never used wine for anyting
[16:22:58] <assargadon> yes, of course, I'll try it just now
[16:23:30] <rayh804live> Have you built a real time kernel for 7.04?
[16:23:38] <assargadon> dmess, if you are lucky, it will work without any additional tricks
[16:23:57] <dmess> really... its all about lucky ehh
[16:24:00] <assargadon> rayh804live, no
[16:24:24] <rayh804live> So only the sim will work.
[16:26:15] <assargadon> rayh804live, no, it mean I should build it :)
[16:27:24] <rayh804live> To be as direct as I can be. You should either install 6.06 from the emc2 cd or you will be in for a lot of very difficult work.
[16:27:55] <rayh804live> Or you could try downloading the 8.04 beta. That is what I'm testing just now with this box.
[16:28:34] <assargadon> Sounds so hopeless :)
[16:28:37] <rayh804live> I have two versions of 7 running but I've not tried building a system with it.
[16:28:37] <archivist> assargadon, most of us use the live cd
[16:28:53] <rayh804live> Have you had the 7.04 running for a while?
[16:29:04] <dmess> usually painlessly
[16:29:15] <assargadon> It difficalt question. Shor answer is "yes"
[16:29:28] <assargadon> *Short
[16:29:47] <rayh804live> And you would rather stay with it. I can understand.
[16:29:56] <assargadon> archivist, do you mean you all uses non-installed version?
[16:30:13] <archivist> no we install from the live cd
[16:30:53] <rayh804live> You must know that making a real-time kernel and the emc that goes with it requires some understanding of compiling.
[16:31:24] <rayh804live> You will get to a running system faster with a standard install from cdrom.
[16:31:48] <rayh804live> You could install using dual boot. Ubuntu does that without much effort at all.
[16:32:12] <rayh804live> You would need a 8gig hard drive?
[16:32:37] <archivist> I dual boot my box by changing the hard disk
[16:32:56] <rayh804live> That works.
[16:33:43] <archivist> keeps my emc system clean ish
[16:33:45] <assargadon> Yes, I explore different ways just now :)
[16:34:01] <assargadon> And yes, I have some expirience in compiling
[16:34:14] <assargadon> I have some experience with dualboot also :)
[16:34:17] <rayh804live> I'm going to drop out with this name and go back to just rayh.
[16:34:31] <archivist> I added the dev packages to add webcam to mine
[16:34:45] <assargadon> One problem is CD will load for a long, LONG time :)
[16:35:11] <rayh> How much RAM memory does the box have?
[16:35:15] <assargadon> rayh, good idea :)
[16:36:03] <assargadon> 512 megs
[16:36:11] <rayh> I like to use 512 these days so that should be okay.
[16:36:35] <rayh> After the live boots you should have a install icon
[16:36:58] <rayh> It will ask how you want to partition the hd and will suggest clearing out and using half for the new boot.
[16:39:02] <assargadon> First problem is I should download LiveCD firstly
[16:39:52] <assargadon> If I start just now, it will be finished at monday :)
[16:41:07] <rayh> I know that feeling. I just got high speed a month ago.
[16:41:33] <rayh> Do you know anyone who has high speed and can download and burn it for you?
[16:41:46] <rayh> I used to hire a guy in town to do that for me.
[16:43:22] <assargadon> rayh, I have (relatively) hi speed
[16:43:44] <assargadon> problem I'm in russia, and nearest server is far from here
[16:44:14] <rayh> I see that from your info.
[16:44:42] <rayh> Where are you located, if you don't mind my asking.
[16:44:59] <assargadon> * assargadon readed several hopeless phorum topics about EMC and 7.04
[16:45:34] <assargadon> rayh, I don't mind, but I doubt you know this city
[16:45:39] <assargadon> Rostov-on-Don
[16:46:04] <rayh> 344091 Rostov-on-Don I see that using whois.
[16:46:31] <assargadon> it's provider zip-code I think
[16:46:41] <assargadon> Mine is 344068
[16:46:52] <rayh> Okay.
[16:47:05] <assargadon> 344 is Rostov's prefix
[16:47:21] <assargadon> and 3 last digits represents a place in rostov
[16:47:35] <rayh> Neat. Where is Rostov?
[16:47:37] <assargadon> so...I have 2 choices
[16:48:06] <assargadon> rayh...hmmm...about 1000 km from Moscow and approx 1200-1500 km from Kiev
[16:48:40] <rayh> You are a ways away from the big cities.
[16:48:47] <assargadon> first choice is trying of beta 8.04
[16:49:09] <assargadon> rayh, you a not quite correct
[16:49:29] <rayh> That often happens.
[16:49:33] <assargadon> we here in russia have 13 cities with population more than 1 million peoples
[16:49:48] <assargadon> Rostov is one of them, and not a smallest
[16:50:26] <rayh> Okay. The "city" I live in has a population of <1000
[16:50:54] <dmess> hmmm did i get lucky... i dunno no errors but i cant find anything either..
[16:51:31] <assargadon> but I see no way use all this population to solve my problem :)
[16:51:51] <rayh> Two choices 8.04, 6.06, or the third "roll your own."
[16:51:56] <assargadon> 4 406 700 peoples, as one of cites told me ;)
[16:52:20] <assargadon> rayh, yes, it is choices I told about
[16:52:46] <assargadon> 8.04, roll my own (maybe using EMC code somehow)
[16:52:52] <rayh> How soon do you need EMC2 connected to a machine and running?
[16:54:10] <assargadon> rayh, no one kill or fire me if it never happens :)
[16:55:01] <assargadon> really, I beggining of writing my software becouse I don't know EMC exists :)
[16:55:10] <rayh> Then I would download 8.04 and install it.
[16:55:37] <assargadon> yup, I plan start downloading at background
[16:55:38] <rayh> That gives you the latest although you may need to upgrade often as bug fixes come along.
[16:55:48] <assargadon> and try to install 8.04
[16:56:03] <assargadon> so
[16:56:12] <assargadon> silly queasion maybe
[16:56:23] <rayh> wikipedia has an interesting article on rostov
[16:56:29] <assargadon> do someone know some download manager for Ubuntu?
[16:57:22] <assargadon> * assargadon writing articles in wikipedia...sometimes. But in russian one...despite the fact he is ukrainian
[16:58:32] <rayh> Oh. wget will do it.
[16:58:38] <assargadon> * assargadon so sorry about esperanto failing - it should help us to solve all this language problems
[16:58:45] <rayh> and keep trying until it's done
[16:59:18] <assargadon> rayh, do wget supports downloading after interraption?
[16:59:29] <rayh> Yes.
[16:59:41] <assargadon> EMC installing needs rebooting (for RT kernel installing, as I understand)
[16:59:52] <rayh> It will keep going after the connection is made again.
[17:00:30] <rayh> Yes if you build your own kernel you will need to reboot to get it running.
[17:01:20] <rayh> I believe that the romanian server would be the best for you.
[17:01:45] <assargadon> * assargadon reads wget man now.
[17:02:28] <assargadon> heh, I really love linux...ubuntu, at east
[17:02:54] <assargadon> we have now linux switching project at my jobplace
[17:02:59] <rayh> Yes it is awesome how many ways you can do things.
[17:04:03] <assargadon> rayh, at least you CAN do it
[17:04:26] <assargadon> if you spend anought efforts, you can fix everything
[17:04:28] <rayh> exactly
[17:04:38] <assargadon> and in most cases it relatively simple
[17:04:39] <rayh> I believe the file you want is ubuntu-8.04-beta-desktop-emc2-i386.iso
[17:05:03] <rayh> and you should be able to get it from
http://dsplabs.utt.ro/~juve/emc/
[17:05:53] <rayh> The actual 8.04 release should happen next week but it will be a bit longer before we get an EMC2 version out.
[17:06:10] <assargadon> rayh, hmmm
[17:06:28] <assargadon> I plan to download 6.06 iso
[17:06:50] <assargadon> and try to install 8.04 on my linux
[17:07:32] <rayh> Okay. The 6.06 is dependable.
[17:08:00] <rayh> I've run at least one for a couple of years and not had a failure.
[17:08:36] <assargadon> rayh, how it possible to run it for COUPLE of years?
[17:08:42] <rayh> I started running Linux in 95 and the 606 EMC is the most stable.
[17:08:46] <rayh> Certainly
[17:09:05] <assargadon> there are no 2 years expired since 6.06...
[17:09:23] <rayh> I don't know what the ending date for official support is but at least a year yet.
[17:09:58] <rayh> I started with 5.10 and a beta 6.06
[17:10:36] <rayh> or 5.xx anyway.
[17:10:42] <rayh> That was a long time ago.
[17:11:07] <rayh> Lunch here bbiab
[17:14:19] <awallin_emc> hi all. what does default_acc in [traj] do ?
[18:16:52] <dwery> cradek: I should be able to do it with M65 and M66
[18:44:40] <JymmmEMC> SWPadnos: did you make it?
[18:48:08] <BigJohnT> awallin_emc it's on page 26 of the intergrater manual
[18:48:24] <alex_joni> JymmmEMC: did SWPadnos get your machine running?
[18:51:03] <JymmmEMC> alex_joni: As in 100% resoled, no problems at all? Unfortuantly, no =(
[18:52:28] <JymmmEMC> alex_joni: Since Thomson is in San Jose, What I might try doing is bribing them is seeing what they might be able to do for me.
[18:56:21] <alex_joni> I see
[18:58:06] <JymmmEMC> alex_joni: I'll bring the whole machine with me and fire it up and let them here it run.
[18:58:18] <JymmmEMC> hear
[19:08:41] <jmkasunich> is it a bargain if you get something dirt cheap but its not what you thought it was?
[19:08:57] <jmkasunich> http://www.hgrindustrialsurplus.com/images/products/12-273-685.jpg
[19:09:09] <jmkasunich> got a dozen of these cutters for $0.83 each
[19:09:17] <jmkasunich> I thought they were carbide
[19:09:26] <jmkasunich> turns out they are polycrystaline diamond
[19:09:40] <anonimasu> woah
[19:09:44] <anonimasu> nice
[19:09:50] <anonimasu> I bet they cost a bit more :)
[19:09:52] <JymmmEMC> jmkasunich: is that a good thing?
[19:10:02] <jmkasunich> JymmmEMC: hard to day
[19:10:09] <archivist> yes for the right job
[19:10:14] <anonimasu> *nod*
[19:10:17] <jmkasunich> PCD isn't usable on steel, which is what I had in mind when I bought them
[19:10:26] <JymmmEMC> archivist: well, so is a nuclear bomb, but......
[19:10:35] <anonimasu> but for aluminium
[19:10:39] <JymmmEMC> jmkasunich: SS ?
[19:10:57] <jmkasunich> not usable on any steel
[19:11:19] <jmkasunich> steel eats diamonds - has to do with the carbon in the steel and the carbon in the diamonds getting cozy
[19:11:32] <JymmmEMC> ah
[19:11:37] <jmkasunich> but on aluminum you can use crazy fast speeds and feeds
[19:12:10] <jmkasunich> I should make a flycutter that holds one of these, use it for facing aluminum
[19:12:16] <archivist> and finish is nice
[19:12:32] <JymmmEMC> jmkasunich: think you could mirror al with one?
[19:12:48] <anonimasu> you want pcbn for steels
[19:12:58] <jmkasunich> not mirror (at least not on my machine)
[19:13:17] <JymmmEMC> jmkasunich: your machine not fast/slow enough?
[19:13:32] <jmkasunich> not smooth enough - chinese bearings
[19:13:36] <JymmmEMC> ah
[19:13:44] <jmkasunich> the runout would keep you from getting a mirror finish
[19:13:49] <JymmmEMC> heh
[19:14:44] <JymmmEMC> SWPadnos: I've been playing with the via, I can't get it to boot from usb stick. let me know if you have better results.
[19:22:35] <JymmmEMC> Heh, run emc on this =)
http://www.via.com.tw/en/products/embedded/artigo/#a5
[19:24:02] <jmkasunich> wow - recommended speed for PCD on aluminum is 1000 to 5000 feet per minute, depending on alloy
[19:24:32] <JymmmEMC> jmkasunich: you got REALLY REALLY fast arms, right?
[19:25:00] <jmkasunich> why do I need fast arms?
[19:25:12] <JymmmEMC> jmkasunich: to shove the al thru the mill =)
[19:25:34] <jmkasunich> that is the speed, not the feed
[19:26:19] <jmkasunich> if I made a 4" diameter flycutter and ran it at 2500 RPM (machine max) that would be 2600 fpm
[19:26:32] <jmkasunich> a flycutter that big at that speed would be really scary
[19:27:34] <jmkasunich> but with only one tooth, and say 0.005 per tooth feed, the feedrate would only be 12.5 ipm
[19:27:38] <archivist> or as a lathe tool on large dia ally
[19:27:50] <jmkasunich> yeah, I've thought about that too
[19:29:14] <archivist> Ive never got near a diamond tool to play yet
[19:29:47] <jmkasunich> they have quite a few more:
http://www.hgrindustrialsurplus.com/search-products/product-detail.aspx?id=12-273-685&searchtable=2&sortExpression=wbprice&SortASC=Yes&pageSize=50¤tPageIndex=0
[19:31:59] <jmkasunich> found a webpage that says PCD can be used (at slow feeds) to machine carbide
[19:32:11] <jmkasunich> and sure enough, these things will scratch carbide inserts
[19:34:31] <dmess> cbm maybe... i doubt pcd
[19:34:47] <dmess> cbn sorry
[19:35:13] <jmkasunich> http://www.diamondtool.com/pcdcbm2a.html
[19:35:31] <jmkasunich> a little past half way down "materials recommended for cutting with PCD"
[19:36:05] <jmkasunich> the cutting speed recommendation is 30-50 sfpm, compared to the hundreds or thousands of sfpm for other materials like aluminum or brass
[19:46:10] <dmess> why do you need to machine carbide post sintering???
[19:47:34] <anonimasu> dmess: because you want to make figurines in it..
[19:48:28] <dmess> oh i see.. ok then... they will be $$$$ figurines
[19:48:59] <anonimasu> :)
[19:54:05] <awallin> anyone know how toolchanging could be done on a pcb router?
[19:54:49] <toastyde1th> you'd probably have to make your own spindle with a drawbar of some kind
[19:54:54] <archivist> its a few years since I saw one at a show
[19:54:57] <dmess> pick and place to a tray on the table
[19:55:11] <toastyde1th> toastyde1th is now known as toastydeath
[19:55:16] <awallin> yeah, there would probably be place on the table to have the tools in a row
[19:55:21] <archivist> 3mm/ 1/8" tooling
[19:55:40] <archivist> collets for concentricity
[19:58:07] <awallin> yeah. are there any toolholder systems in that size range?
[19:58:13] <archivist> and they run 30K plus rpm (I remember air motors)
[19:59:43] <awallin> we had an old lpkf in the lab, but they took it away. now they look like this:
http://www.lpkf.com/_images/2842.jpg
[19:59:56] <archivist> carbide tools for that industry has a plastic collar probably for that reason
[20:04:40] <JymmmEMC> Heh, I thought the plastic collars were so you tell what size they due to them being so fricking small
[20:06:38] <archivist> well used ones still have the collar on
[20:07:15] <JymmmEMC> Acme rod 1-5, that's 1" diameter and and 5 TPI, correct?
[20:08:07] <jmkasunich> JymmmEMC: probably
[20:09:19] <JymmmEMC> they list 1/2-10, so I'm assuming that's 1/2" diameter, 10TPI
[20:10:47] <jmkasunich> yeah
[20:10:55] <JymmmEMC> k
[20:11:00] <jmkasunich> given that context, 1-5 is probably 1", 5tpi
[20:11:23] <dmess> if ive installed a winbows application thru wine... where MIGHT it have installed it??
[20:11:55] <JymmmEMC> dmess: sudo updatedb;locate appname
[20:12:08] <jmkasunich> for a windows app?
[20:12:17] <dmess> yes..
[20:13:20] <JymmmEMC> dmess: sudo updatedb;locate .exe
[20:13:25] <LawrenceG> ~/.wine/drive_c/Program Files
[20:14:30] <JymmmEMC> Can a majority of tabletop/mini lathes handle 1" diameter material?
[20:14:49] <JymmmEMC> thru hole prefered
[20:15:56] <jmkasunich> 1" through the spindle hole?
[20:15:59] <archivist> crap chokes on 1" dia
[20:16:02] <JymmmEMC> yes sir
[20:16:21] <jmkasunich> I doubt most mini-lathes have a thru hole much over 1/2"
[20:16:37] <JymmmEMC> jmkasunich: say you wanted to thread a 1" diam rod that's 18" long
[20:16:54] <jmkasunich> 18" of threads, or just threading a short length on one end?
[20:17:07] <archivist> small end of No2 morse hole if your lucky
[20:17:35] <JymmmEMC> jmkasunich: Taper one end, and maybe every 6" of an 18" length
[20:17:44] <jmkasunich> fer-instance, this HF 7x10 lathe has a 5/8 hole:
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=93212
[20:18:17] <jmkasunich> actually they say spindle bore 3/4, thru chuck 5/8, which seems kind of odd
[20:18:46] <JymmmEMC> jmkasunich: and only goes down to 12 TPI thread, need 10 or better yet, 5tpi
[20:18:55] <jmkasunich> the next size up is a 9x20, MT3 headstock and 3/4" bore
[20:19:15] <JymmmEMC> ok, guess I'm out of luck then on mini lathe.
[20:19:33] <jmkasunich> JymmmEMC: I don't know what you are planning, but theres a good chance buying threaded stock is better than threading it
[20:20:08] <archivist> I would go for a secondhand real lathe
[20:20:29] <JymmmEMC> jmkasunich: Well, that's what I was thinking in respect tot eh acme 1-5, but I thought you would need to pass the stick thru the hole so the ends can be mashined.
[20:20:30] <jmkasunich> so would I
[20:20:46] <JymmmEMC> less typos
[20:20:56] <jmkasunich> JymmmEMC: right - you can't do large work on a small lathe
[20:21:28] <jmkasunich> the more creative and experienced you are the more you can push the limits
[20:21:28] <JymmmEMC> jmkasunich: is it fairly easy to create a flat "D" on a lathe?
[20:21:33] <archivist> here we add extra to machine left bearing then part off
[20:22:04] <jmkasunich> but 18" of 1" rod on a 7" x 10" lathe with a 3/4" spindle bore is more than just pushing it a little
[20:22:20] <jmkasunich> lathes make round things, mills make flat things
[20:22:30] <jmkasunich> when you say "D", do you mean putting a flat on a shaft?
[20:22:36] <JymmmEMC> jmkasunich: yes
[20:22:45] <jmkasunich> thats not a typical lathe operation
[20:23:52] <JymmmEMC> ok, just wasn't sure... you guys talk about some strange things that can be done on a lathe at times, just wanted to ask.
[20:24:05] <archivist> add milling to the lathe for that
[20:24:22] <archivist> but needs spindle lock
[20:24:32] <jmkasunich> and a live spindle
[20:24:49] <jmkasunich> alternatively you could put the tool in the lathe spindle and figure out how to hold the work on the cross-slide
[20:24:50] <JymmmEMC> Nut sure how you would clamp a rod into a mill (actually 36" long) to mill the flat.
[20:24:59] <jmkasunich> v-blocks
[20:25:15] <JymmmEMC> jmkasunich: and to prevent it from turning?
[20:25:22] <jmkasunich> clamp it down
[20:25:34] <archivist> or good vice
[20:25:38] <JymmmEMC> jmkasunich: that wouldn't make the rod out-of-round?
[20:25:41] <jmkasunich> if the table is longer than the rod, you could clamp it down into a t-slot
[20:25:53] <jmkasunich> put clamps above the v-blocks
[20:26:05] <jmkasunich> you're not gonna out-of-round a solid shaft
[20:26:14] <jmkasunich> tube would be different
[20:26:24] <JymmmEMC> jmkasunich: it would be acme rod
[20:26:49] <JymmmEMC> The way my luck has been over the last 3 years, I assume the worse anymore.
[20:27:00] <jmkasunich> v-blocks long enough to spread the force over multiple threads, and a block of aluminum or something soft like that under the clamps
[20:27:01] <archivist> cnc mill your acme thread
[20:29:37] <dmess> put it in a thre jaw chuck and bolt the 3-j to an angle plate
[20:30:12] <archivist> so many ways........
[20:30:22] <JymmmEMC> Would turning a 1" acme down to 1/2" be pushing my luck?
[20:30:33] <archivist> foe a beginner
[20:30:50] <jmkasunich> the problem isn't how much you want to turn it down
[20:30:56] <jmkasunich> the problem is chucking it
[20:31:03] <JymmmEMC> archivist: Well, since I've never touched a lathe before, even more so.
[20:31:08] <archivist> heh
[20:31:12] <dmess> its the deburring of it that would serve as the rest of the apprenticeship
[20:31:16] <JymmmEMC> jmkasunich: Sorry, I mean so that I don't create a weak point.
[20:31:40] <jmkasunich> well, don't turn it down to 1/2" in the center of the 18" long part ;-)
[20:31:42] <anonimasu> JymmmEMC: how many tonnes are you going to move?
[20:31:47] <JymmmEMC> looking at what size angualr contact bearings are available
[20:31:49] <anonimasu> :p
[20:31:55] <jmkasunich> if you are talking about turning one end down to 1/2" for a pulley or bearing, no big deal
[20:32:29] <jmkasunich> JymmmEMC: you really need to know what you are doing in general, or explain to us in some detail
[20:32:40] <jmkasunich> if you are trying to move tons, then 1/2" probably is bad
[20:32:47] <jmkasunich> if you are trying to move pounds, not so bad
[20:33:11] <JymmmEMC> Forget I mentioned 18" crap... I'm considering replacing my X with 1" 5TPI acme rod, and using angular contact bearings on one end, then "floating" the other end.
[20:33:21] <jmkasunich> ok
[20:33:22] <archivist> in compression or tension, it makes a difference
[20:33:28] <anonimasu> cant you order it already machined?
[20:33:35] <anonimasu> that's what im going to do with my next ballscrew
[20:33:42] <JymmmEMC> anonimasu: from where?
[20:33:53] <anonimasu> JymmmEMC: wherever you buy it from?
[20:34:14] <jmkasunich> McMaster (and others) will happily sell you a 3' stick of ACME rod - they won't machine it
[20:34:54] <JymmmEMC> use-enco has 36" Acme 1-5 for $15
[20:35:15] <anonimasu> that's cheap
[20:35:29] <JymmmEMC> the nuts are $5/ea though =)
[20:35:44] <jmkasunich> thats cheap too
[20:35:46] <archivist> it wont have an accuracy spec at that price
[20:36:06] <jmkasunich> JymmmEMC's machine isn't very accurate anyway
[20:36:07] <JymmmEMC> archivist: you mean over it's overall length?
[20:36:18] <JymmmEMC> jmkasunich: Actualyl it is, when it's working.
[20:36:32] <jmkasunich> how accurate?
[20:36:35] <anonimasu> archivist: obviously since acme rod is cheap crap-rod
[20:36:36] <JymmmEMC> not mill accurate, but I can engrave 4pt type
[20:36:48] <anonimasu> jymm: 0.04mm?
[20:36:53] <archivist> 4"
[20:37:35] <JymmmEMC> Well, that'w why I was considereing packing up my machien and heading over to Thompson and see what they could do for me.
[20:37:46] <archivist> 72pt to the inch iirc
[20:37:48] <anonimasu> thompson?
[20:37:57] <jmkasunich> thompson as in the manufacturer of expensive linear rails and screws?
[20:37:59] <JymmmEMC> anonimasu: Thompson Ballscrews
[20:38:02] <anonimasu> ah ok
[20:38:07] <JymmmEMC> they are local to me
[20:38:20] <jmkasunich> do you think they are gonna send an engineer out to the lobby to look at your machine?
[20:38:35] <jmkasunich> not to be blunt, but they won't give you the time of day
[20:39:29] <jmkasunich> unless you are waving wads of cash around that is - the kind of wads that could replace the machine with a new one
[20:39:30] <JymmmEMC> I took my X to them a few months ago and they checked it and said the ballscrew was good, repacked the ballnut for me too. all NC, but maybe I can get them to machine up the endblocks or whatever I need for a few hundred dollars
[20:39:44] <JymmmEMC> jmkasunich: No, they were very nice folks there actually.
[20:40:01] <jmkasunich> well I'll be damned - not what I'd expect from most suppliers
[20:40:15] <JymmmEMC> jmkasunich: Not supplier, this is the actual factory
[20:40:35] <jmkasunich> that is the supplier
[20:40:51] <JymmmEMC> they have a huge machine shop in back as well
[20:40:57] <jmkasunich> let me get this right - you already have a ballscrew, and you are considering replacing it with a $15 acme rod from Enco?
[20:41:04] <jmkasunich> are you smoking some kind of contaminated dope?
[20:41:25] <JymmmEMC> jmkasunich: If you could just HEAR this thing, you might understand.
[20:41:55] <jmkasunich> if you remove the nut and screw from the machine, does it still make noises?
[20:42:25] <JymmmEMC> Y I can do 150 IPM as smooth as can be. X I can barely do 60IPM without it sounding like someone tossed in a pound of glass into the threads
[20:42:29] <dmess> is it a toshiba jrv40???
[20:42:42] <JymmmEMC> and stalling as well.
[20:43:10] <JymmmEMC> If I hold Y and hit jog, I move the machien all over the place. If I do the same to X, the SOB instantly stalls.
[20:43:17] <jmkasunich> well, since I'm not there I can't really help
[20:43:34] <JymmmEMC> * JymmmEMC overnight's plane ticket to jmkasunich
[20:43:47] <jmkasunich> but if Thompson says the screw and nut are OK, the problem MUST be in the machine or mounting
[20:44:09] <dmess> we had a batch of SHITE b/s in a lot of otherwise good equipment.. it got to the oint where we raced to see who could re&re the fastest
[20:44:17] <JymmmEMC> jmkasunich: They found wear in the nut, said THIS specific nut has been diccontinued.
[20:44:32] <anonimasu> JymmmEMC: wear shouldnt make it stall
[20:44:48] <anonimasu> wear should make it go way easier..
[20:44:52] <dmess> box way machine??
[20:44:56] <JymmmEMC> jmkasunich: Steve and I placed the screw on granite table and checked it, flat as can be, no bowing.
[20:45:01] <jmkasunich> dmess: not even close
[20:45:06] <anonimasu> dmess: router
[20:45:09] <jmkasunich> its a lightweidt router
[20:45:22] <archivist> likely machine geometry
[20:45:24] <jmkasunich> weight
[20:45:51] <dmess> stalling and gringing.... any belts involved??? cogged or otherwise??
[20:45:59] <jmkasunich> toothbelts IIRC
[20:46:14] <jmkasunich> JymmmEMC: didn't you have some pics of the offending assembly posted?
[20:46:20] <dmess> how long are the belts??
[20:46:45] <archivist> is the mass moved equal x and y if not the speed wont be equal x y
[20:46:54] <JymmmEMC> Here's the really strange thing.... If you jog from R2L, it will stall three times before hitting the half-way point. Once it gets past half-way point, it's fine. Now, if you jog from L2R, it never stalls.
[20:47:05] <jmkasunich> dmess: this is NOT a machine tool - its basically a kit style CNC router, aluminum frame, and from what I gather, designed by a carpenter
[20:47:17] <anonimasu> it just sounds like the end blocks are crap or something
[20:47:24] <jmkasunich> they are
[20:47:27] <JymmmEMC> jmkasunich: I WISH is was designed by a captenter.
[20:47:27] <anonimasu> so that they go >
[20:47:29] <archivist> and out of line
[20:47:47] <jmkasunich> no, you wish it was designed by a competent engineer
[20:47:48] <dmess> sounds like it needs a bonk to me
[20:48:19] <jmkasunich> said engineer also needs a competent machinst to keep him honest
[20:48:31] <anonimasu> engineers wish a whole lot
[20:48:41] <anonimasu> :p
[20:49:15] <JymmmEMC> http://farm3.static.flickr.com/2395/2203987437_31c3e82d4c_b.jpg
[20:49:40] <dmess> this engineer is also a VERY competent machinist
[20:49:47] <jmkasunich> dmess: see what I mean - that ballscrew end was done by a carpenter, with a dull file
[20:49:52] <anonimasu> JymmmEMC: I dont think changing screws will sove your issue
[20:49:55] <dmess> & mechanic
[20:50:08] <JymmmEMC> http://farm2.static.flickr.com/1079/980998834_9f44b57eb3_b.jpg
[20:50:38] <anonimasu> that block looks like shit
[20:50:45] <jmkasunich> dmess: which engineer? you?
[20:50:48] <JymmmEMC> http://farm2.static.flickr.com/1320/863197044_65626c20ec_b.jpg
[20:50:54] <dmess> ME yes..
[20:51:09] <jmkasunich> I don't doubt it - I hope that I at least partly fit that mold too
[20:51:17] <jmkasunich> but the designer of that machine does not
[20:51:22] <JymmmEMC> http://farm2.static.flickr.com/1322/863197028_186a285427_b.jpg
[20:52:15] <dmess> might you be experiencing ball screw whip???
[20:52:19] <archivist> its so easy for the gantry to twist
[20:52:41] <JymmmEMC> dmess: that was a consideration
[20:52:54] <archivist> and rotate the nut in the wrong axis
[20:53:04] <JymmmEMC> archivist: ?
[20:53:06] <jmkasunich> JymmmEMC: when the gantry is disconnected from the screw (as in the last pic) does it still grumble?
[20:53:08] <dmess> slow it to 50 % and see if it runs end to end both ways
[20:53:21] <anonimasu> dmess: we've been through this before
[20:53:22] <anonimasu> :/
[20:53:33] <dmess> hmm
[20:53:34] <archivist> cat get sense
[20:53:37] <archivist> cant
[20:53:39] <JymmmEMC> jmkasunich: the ballnut is loose so it clangs all over the place if I jog it.
[20:53:45] <JymmmEMC> hard to tell.
[20:54:04] <dmess> tape it up
[20:54:10] <JymmmEMC> dmess: to what?
[20:54:11] <archivist> hold it
[20:54:11] <jmkasunich> when you remove the screws that hold the nut mount to that crosspiece, does anything move?
[20:54:40] <jmkasunich> IOW, is the crosspiece forcing the nut to twist, or anything like that? do the screws line up perfectly with the holes in the nut bracket?
[20:54:43] <JymmmEMC> jmkasunich: Just the ballnut and the nut mounting block
[20:55:10] <JymmmEMC> jmkasunich: the mounting screw align good.
[20:55:13] <jmkasunich> if you take that last pic, and just slide the gantry so the crosspiece is under the nut....
[20:55:14] <JymmmEMC> screws
[20:55:29] <jmkasunich> do you have to push the crosspiece up or down to make it meet the nut block?
[20:56:29] <jmkasunich> is the nut block dowelled to the crosspiece? or is there some other positive location? or can it get twisted as you tighten the mounting screws?
[20:56:56] <jmkasunich> I'm sure the screw holes are at least a tiny bit oversize, so they cannot possibly locate the nut
[20:57:17] <archivist> does it bend the shaft left or right when you bolt it up
[20:57:30] <jmkasunich> you said it has more trouble at one end than the other? which end? pulley end or far end?
[20:57:34] <JymmmEMC> jmkasunich: That's what Steve and I were last working on. He machined down the mounting block so there was less upward force on the ballscrew, but were about .018" too much. Since then, I've shimmed the gantry plate (the long piece with the two odd shaped holes in it) with brass shim stock to .015" so far, need about another .003
[20:58:08] <anonimasu> that'
[20:58:17] <anonimasu> if it's that off it might aswell be off by a inch or so..
[20:58:17] <JymmmEMC> jmkasunich: R2L == Pully end to far end (just as shown in photos)
[20:58:20] <anonimasu> if they are good ballscrews
[20:58:47] <jmkasunich> so orginally the crosspiece was pushing up on the nut, then steve machined it, but too much, so it was pulling down by 0.018, and now its pulling down by 0.003
[20:58:59] <anonimasu> the better the screw the better alignment you need
[20:59:11] <dmess> yup
[20:59:21] <anonimasu> jymm: fix that before doing anything else
[20:59:25] <JymmmEMC> jmkasunich: Wasn;t machined down enough, so instead of maching it down more, I just shimmed the gantry plate
[20:59:39] <jmkasunich> huh?
[20:59:50] <jmkasunich> shimming would make it worse
[20:59:59] <jmkasunich> or did you shim at both ends of the plate?
[21:00:20] <JymmmEMC> it needed to be machined down more, but no time, so shimmed both ends of the gantry plate to compensate.
[21:00:29] <jmkasunich> I see
[21:00:45] <jmkasunich> gawd, if it was 0.018 off after he machined it, how bad was it before?
[21:01:38] <JymmmEMC> jmkasunich: Totally different nut mount block. I have a box of spare parts that I have had them replace. some piece have been replaced as mush as four times because they fucked up the machining.
[21:01:59] <jmkasunich> they = the maker of the machine?
[21:02:03] <JymmmEMC> yeah
[21:02:41] <jmkasunich> the bracket being too tall is just one possible error
[21:02:57] <jmkasunich> and probably the least critical, since the crossbar can flex in that direction
[21:03:20] <jmkasunich> if the nut is misaligned side-to-side there is much less flex that way
[21:03:29] <jmkasunich> if the nut is tilted side to side.....
[21:03:36] <JymmmEMC> That nut mount bloack is WAY too thin, and I think it's placing / / force aganiest the ballscrew
[21:03:37] <jmkasunich> if the nut is tilted up or down....
[21:03:54] <jmkasunich> / / force? wtf is that?
[21:04:23] <JymmmEMC> ------/ /----------- <--- ballscrew
[21:04:29] <JymmmEMC> where / / being the ballnut
[21:04:45] <JymmmEMC> it's tourquing it in an angle
[21:04:56] <JymmmEMC> instead of pulling the nut along the ballscrew
[21:04:57] <archivist> that can happen if the gantry twists as well
[21:05:07] <jmkasunich> when the ballscrew pushes the ballnut, there is a tendency for the bracket to tilt up or down
[21:05:24] <jmkasunich> that comes both from the bracket being thin _and_ from the entire crosspiece twisting
[21:05:49] <JymmmEMC> Not sure if the crosspiece is twisting or not
[21:05:51] <jmkasunich> when the nut is disconnected like in the last pic, how much force does it take to move the gantry
[21:06:01] <JymmmEMC> 9lbs
[21:06:03] <jmkasunich> if you grab it at the center of the crosspiece
[21:06:04] <JymmmEMC> 8lbs
[21:06:26] <jmkasunich> you measured it? cool
[21:06:52] <JymmmEMC> Yeah,,, gantry --> digital scale ---> my hand
[21:06:53] <jmkasunich> what kind of "ways" does this have?
[21:07:09] <JymmmEMC> abba 20 or 22mm linear rails
[21:07:24] <jmkasunich> I'm surprized there is that much resistance then
[21:08:08] <JymmmEMC> Steve and I tossed the whole machien on a granite table, measured the rails, squareness etc, no problems found.
[21:08:25] <archivist> JymmmEMC, did youdo the same force measurement on the y axis
[21:08:26] <jmkasunich> where did you find a big surface plate?
[21:08:32] <alex_joni> did you measure how accurate the rails were aligned?
[21:08:42] <JymmmEMC> jmkasunich: tech-shop has a 4x4x1 granite table
[21:08:51] <JymmmEMC> alex_joni: dti
[21:09:15] <jmkasunich> so the height of the rails from the surface plate is consistent at all four corners
[21:09:22] <JymmmEMC> jmkasunich: correct
[21:09:24] <jmkasunich> how did you measure rail parallelism?
[21:09:35] <alex_joni> diagonals I assume..
[21:10:16] <JymmmEMC> jmkasunich: I'm not sure we did that, the availability of tools at tech shop is questionable at times.
[21:10:32] <jmkasunich> but the 8-9 lbs is consistent from end to end?
[21:10:42] <JymmmEMC> we did take a angular block and checked the squareness of the machine though.
[21:10:54] <JymmmEMC> jmkasunich: That I dont know.
[21:11:19] <jmkasunich> you had the scale and you measured it by pulling.... did you pull it one inch and quit?
[21:11:22] <JymmmEMC> it's not easy to snadwich a digital scale for the entire length =)
[21:11:39] <JymmmEMC> pushing actually.
[21:11:42] <archivist> use feel
[21:13:10] <JymmmEMC> with the ballnut disconnected, I can move tha gantry with my pink the entire length
[21:13:15] <JymmmEMC> pinky
[21:13:41] <jmkasunich> and it feels uniform the entire length? no tight spots or anything funkly?
[21:14:11] <anonimasu> JymmmEMC: The first thing you should do is fix thoose blocks so that you have zero difference in height
[21:14:19] <anonimasu> then you can start looking for other problems
[21:14:27] <archivist> JymmmEMC, and how does it compare to the other axis
[21:14:41] <jmkasunich> another thing - check the hight error at both ends
[21:15:01] <jmkasunich> I wouldn't be surprised to find that the screw is higher at one end
[21:15:22] <jmkasunich> you might have to shim one end of the screw first, then shim the crosspiece
[21:15:25] <anonimasu> jymm: even a very very little error means alot, if your screw mounts are / you end up with alot of force inside of the nut
[21:16:02] <anonimasu> even more since the mount tries to keep the nut straight
[21:17:48] <dmess> shim one end and float the other end for a TEST first... dont go fast... but see if it errors
[21:18:17] <anonimasu> if you even have a little misalignment it'll wear your nut..
[21:18:39] <dmess> and screw.... you
[21:18:57] <anonimasu> me?
[21:18:58] <archivist> see if the free end height changes, shim other end til it doesnt
[21:19:03] <anonimasu> -_-
[21:19:12] <dmess> screws are only sace hardened
[21:19:18] <dmess> case
[21:21:08] <anonimasu> nut/screw.. holy crap.. go rotate on something
[21:21:13] <JymmmEMC> jmkasunich: We measured the bear blocks, which hold the ballscrew at each end, they matched.
[21:21:23] <anonimasu> * anonimasu goes to bed
[21:21:34] <dmess> put the bolts in the block and put indicator against it in 4 -5 directions... PORQUPINE test we call it
[21:23:04] <JymmmEMC> What do you call it (the term) for when you turn something down, but when it's not centered with the stock?
[21:23:12] <JymmmEMC> offset
[21:23:12] <awallin> today's emc video:
http://video.google.com/videoplay?docid=3321458111477478272&hl=en
[21:23:25] <archivist> concentricity
[21:23:31] <JymmmEMC> kinda like a cam
[21:23:52] <JymmmEMC> archivist: yeah, but is there another term for it?
[21:23:52] <archivist> eccentric
[21:24:21] <DanielFalck> catywhumpus : )
[21:24:24] <archivist> or just f*cked up
[21:24:50] <JymmmEMC> archivist: lol, well depeneds if your making a cam or a fucked up ballscrew I guess =)
[21:25:35] <archivist> Im still of the view that x y masses are completely different and the expectations are wrong
[21:25:54] <alex_joni> awallin: nice :)
[21:26:04] <alex_joni> are those speeds you present in that pyvcp?
[21:26:07] <JymmmEMC> I have no way of confirming that when they turned the ballscrew down if it's eccetric or not. that might explain a lot of things.
[21:26:35] <jmkasunich> JymmmEMC: a partial test - set ballscrew in v-blocks, indicate turned down area
[21:26:49] <anonimasu> awallin: How does the pico systems drives work?
[21:26:59] <awallin> alex_joni: they are pid.X.output I have jon elsons PWM drives, so depending on who you talk to they are kind of voltage-current-toqueish drives. anyway the pid.x.output is some kind of indication of the axis load
[21:27:08] <jmkasunich> only partial, because you don't really want to use the outside of the screw as your reference, you want to use the groove
[21:27:38] <awallin> blog post now here:
http://www.anderswallin.net/2008/04/emc2-test-run/
[21:27:48] <JymmmEMC> jmkasunich: I could toss the ball nut in a vise, but then of course the screw is gonna travel too....
[21:27:59] <jmkasunich> right
[21:28:09] <jmkasunich> using the groove as a reference is non-trivial
[21:28:57] <jmkasunich> one possibliity would be to set the screw up on its bearings
[21:29:03] <JymmmEMC> That's the one thing they didn't check when I was at Thompson, I could just have them check it for me, then buy the right bearings to compensate (hopefully) and have them turn it down for me.
[21:29:21] <anonimasu> awallin: im looking at drives for my new motors
[21:29:53] <JymmmEMC> jmkasunich: I'm sure Thompson has some type of jig for testing such things.
[21:29:59] <awallin> anonimasu: I might get to tuning on the machine tomorrow, or maybe next weekend. then I can tell you more
[21:30:14] <anonimasu> awallin: great :)
[21:30:18] <awallin> anonimasu: these have 4000 count encoders and I'm using 2.5mm/rev ballscrews
[21:30:29] <anonimasu> same as me almost
[21:30:31] <anonimasu> what kind of motors?
[21:30:40] <anonimasu> rather what torque
[21:31:07] <awallin> they are from dan mauch... let me check
[21:31:36] <awallin> 1.6 Nm continuous it seems
[21:31:45] <anonimasu> ok
[21:31:54] <anonimasu> what size of machine you mounting them on?
[21:32:23] <awallin> this is the modified opti bf-20, so we have around 500x200mm of table movement. they are probably a bit oversized for this machine
[21:32:32] <anonimasu> ah ok
[21:34:23] <anonimasu> looks like nice motors
[21:35:00] <awallin> here:
http://s120220635.onlinehome.us/servo-motors.asp
[21:36:12] <alex_joni> awallin: hate you for the EF 70-200/4L :)
[21:36:36] <jmkasunich> the what?
[21:36:44] <anonimasu> lens :p
[21:36:50] <jmkasunich> oh
[21:36:53] <alex_joni> jmkasunich: L-type
[21:37:20] <awallin> alex_joni: ha, I have two of the cheapest L-lenses, the 70-200/4L and the 17-40/4L. I don't take that much photos so probably not worth going with anything more... (except for astro maybe)
[21:37:27] <alex_joni> the 70-200/2.8L is a bit better, but it's one of the nicest Canon has
[21:37:45] <alex_joni> awallin: what was the 70-200?
[21:38:24] <awallin> alex_joni: it's probably around 650-700eur from a reputable store. but with the dollar not worth anything you could maybe get it for 500-550 now
[21:38:43] <alex_joni> * alex_joni tries to look away
[21:38:53] <alex_joni> otherwise I'll get tempted again :D
[21:40:42] <alex_joni> hmm.. 1700$ for the 70-200/2.8L
[21:41:30] <awallin> 639 eur at ac-foto.com 560 usd at bhphotovideo.com go figure. the US price is equivalent to around 355eur !
[21:41:43] <alex_joni> yeah, for the 4L
[21:42:02] <awallin> it makes sense to buy flights to the US and just pick up 3-4 lenses for yourself and your friends
[21:42:24] <awallin> won't do good for your carbon footprint though...
[21:42:35] <JymmmEMC> Are digital computers useful for anythign these days?
[21:42:35] <alex_joni> 1060$ for the 70-200/4L with IS though
[21:42:45] <JymmmEMC> Are Digital (tm) computers useful for anythign these days?
[21:42:53] <alex_joni> JymmmEMC: opposed to analog computers?
[21:43:08] <JymmmEMC> alex_joni: as in brand name
[21:43:12] <awallin> * awallin sleeps
[21:43:17] <alex_joni> awallin: good night
[21:43:20] <anonimasu> night
[21:43:57] <JymmmEMC> alex_joni: let me get the model #
[21:44:20] <archivist> JymmmEMC, im using one here right now, an old dual PII
[21:44:39] <archivist> runs the #mysql bot etc
[21:45:56] <alex_joni> http://video.google.com/videoplay?docid=5506285167473738661&q=&hl=en
[21:46:50] <alex_joni> * alex_joni is off to bed
[21:46:53] <alex_joni> good night all
[21:48:03] <JymmmEMC> Digital 5305 6553A
[21:49:30] <archivist> an alpha box?
[21:49:45] <JymmmEMC> i think so
[21:50:12] <JymmmEMC> it looks like this
http://www.shopping.com/xPF-Compaq-Digital-Server-5305-FR-K8F5W-WA
[21:50:42] <archivist> http://forums12.itrc.hp.com/service/forums/questionanswer.do?admit=109447627+1208641740000+28353475&threadId=1099426
[21:52:35] <JymmmEMC> so I guess that's a no, it's not worth anything
[21:52:36] <jmkasunich> just faced a piece of aluminum in the lathe with the PCD tool
[21:52:44] <JymmmEMC> jmkasunich: and?
[21:52:48] <jmkasunich> not a mirror, but quite nice
[21:52:53] <JymmmEMC> cool =)
[21:52:57] <archivist> http://www.archivist.info/computers/P4193041.JPG
[21:52:58] <JymmmEMC> pics please!
[21:53:18] <jmkasunich> I didn't feel like screwing around with the belts, so it was only 580 RPM, about 340 SFPM at the outside edge
[21:53:38] <JymmmEMC> archivist: this one is white, but yeah.
[21:54:08] <archivist> JymmmEMC, that link is my alpha at home, I put debian on it
[21:54:27] <JymmmEMC> archivist: what's it equiv to intel wise?
[21:55:08] <archivist> p2 p3 I suppose but 64 bit
[21:55:32] <JymmmEMC> I'm thinking of gutting it, and use half of it for a new mobo and the other have for cnc control components.
[21:56:20] <archivist> ew poor machine
[21:56:38] <JymmmEMC> well, what else am I gonna do with this monster.
[21:56:57] <archivist> start a classic computer collection
[21:57:27] <JymmmEMC> if I was gonna do that, I would have kept my fully loaded NeXT station <sniff>
[21:58:06] <JymmmEMC> archivist: you in the US ?
[21:58:12] <archivist> no
[21:58:30] <JymmmEMC> Switcherland?
[21:58:38] <archivist> but there are collectors near you probably
[21:58:40] <archivist> uk
[21:58:44] <JymmmEMC> ah
[21:58:58] <JymmmEMC> way too much to ship you hte guts for spares.
[21:59:11] <JymmmEMC> 3 x 9gb hdd
[21:59:15] <archivist> or offer in #classiccmp
[21:59:48] <JymmmEMC> eh, too much hassle right now
[22:00:25] <archivist> and mailing list on classiccmp.org
[22:00:36] <JymmmEMC> again, too much hassle right now
[22:00:56] <archivist> less hassle that gutting it
[22:01:42] <JymmmEMC> not really, I got it for the chassis, not it's contents.
[22:07:45] <jmkasunich> 600 RPM:
http://jmkasunich.com/pics/pcd-facing-slow-2020.jpg
[22:07:58] <jmkasunich> 1800 RPM:
http://jmkasunich.com/pics/pcd-facing-fast-2022.jpg
[22:14:31] <archivist> can see the colouration characteristic of diamond turning
[22:15:19] <jmkasunich> is that a diffraction grating sort of thing?
[22:15:25] <JymmmEMC> jmkasunich: can you feel the grooves with your fingernail in either of those?
[22:15:38] <toastydeath> that looks like steel
[22:15:41] <jmkasunich> not really
[22:16:47] <jmkasunich> well, if I run my fingernail across the grooves, and then parallel to them, I can tell the difference
[22:16:54] <jmkasunich> so I guess the answer is really yes
[22:16:57] <archivist> I suppose the grooves act as prisms or diffraction gratings yes
[22:17:05] <jmkasunich> not much difference though
[22:17:21] <toastydeath> that's weird
[22:17:26] <toastydeath> i can't feel it
[22:17:39] <jmkasunich> toastydeath: you probalby have a better machine
[22:17:49] <jmkasunich> no matter how good the cutter, bearing runout will give you grooves
[22:18:06] <toastydeath> sort of
[22:18:09] <archivist> or fead rate will
[22:18:10] <jmkasunich> this thing basically has chinese car wheel bearings (tapered rollers)
[22:18:12] <toastydeath> feed rate
[22:19:12] <toastydeath> i would say that your bearings are better than you are giving them credit for, because that finish is dependant on a good set of bearings
[22:19:26] <toastydeath> or the diffraction grating you are making is not coherent enough to produce diffraction
[22:19:42] <toastydeath> obv. it is still a limiting factor
[22:20:02] <toastydeath> but my understanding of that finish is that it's a function of a smooth bearing and feed rate/tool nose radius
[22:20:30] <archivist> and finish is also due to particle size of the cutter
[22:20:31] <jmkasunich> its not a bad lathe, but a PCD tool isn't going to magically turn it into a diamond turning lathe either
[22:21:01] <jmkasunich> I should try another tool - that one had a tiny chip on it
[22:21:24] <jmkasunich> dunno if it was like that or if I did it when I tested to see if it would scratch carbide
[22:21:52] <toastydeath> dunno but if you rotate the toolholder to an unused portion of the cutter
[22:22:15] <toastydeath> my exp. with PCD is that a sharp pcd insert gives you a fairly constant finish, a dull one produces intermittant smearing
[22:28:08] <jmkasunich> different tool gave a slightly brighter finish
[22:28:15] <jmkasunich> its hard to take a decent picture of it
[22:29:04] <jmkasunich> definitely the best finish I've put on aluminum though
[22:31:12] <toastydeath> ha a+
[22:31:19] <toastydeath> pcd is pretty sweet.
[22:31:31] <toastydeath> now just get some CBN and repeat the process in steel!
[22:31:53] <jmkasunich> the next time I see CBN inserts for $0.83 each I'll be sure to do that ;-)
[22:32:12] <toastydeath> hahah
[22:32:13] <toastydeath> nice
[22:32:23] <jmkasunich> seriously, I do want to be able to do nice finishes on hard steel
[22:32:38] <jmkasunich> I still have this spindle project lurking
[22:33:05] <jmkasunich> might have to look for some CBN even at regular prices
[22:33:05] <anonimasu> hehe
[22:33:09] <anonimasu> * anonimasu nods
[22:33:20] <anonimasu> same with me, I just need to get this grinder running
[22:33:39] <toastydeath> anything wrong with a tp grinder, other than killing the ways on your machine
[22:33:52] <anonimasu> hehe
[22:34:10] <anonimasu> toastydeath: got a better way to make shafts and I'd be glad to hear it.
[22:35:16] <toastydeath> toolpost grinder
[22:35:26] <anonimasu> well, it's a tp grinder..
[22:35:43] <anonimasu> I've got a ID grinder too
[22:35:49] <toastydeath> i meant instead of using cbn
[22:35:51] <anonimasu> but I'm not too sure how well that one works..
[22:36:13] <jmkasunich> toastydeath: grind vs. turn depends on how much material needs removed
[22:36:25] <jmkasunich> (I think, I'm prepared to be corrected)
[22:36:42] <toastydeath> you can creep grind
[22:36:47] <toastydeath> but yeah that's a good point.
[22:36:53] <jmkasunich> not on home shop machinery
[22:37:01] <anonimasu> creep grind?
[22:37:01] <toastydeath> creep grinding uses slow workspeed speeds and really aggressive wheels
[22:37:10] <toastydeath> like, it uses the same speeds you'd find on milling
[22:37:12] <toastydeath> couple IPM
[22:37:15] <anonimasu> ah
[22:37:22] <toastydeath> hence "creep"
[22:37:25] <archivist> hot parts then
[22:37:28] <jmkasunich> TP grinder motor (home shop sized) is usually 1/4HP or less
[22:37:29] <anonimasu> :)
[22:37:35] <toastydeath> yeah if you're doing it at home
[22:37:40] <toastydeath> but the heat does depend on how fast you push it
[22:37:43] <toastydeath> you can keep it slow
[22:37:56] <toastydeath> let it cool off (just like normal) and then finish it off
[22:38:38] <toastydeath> but you are probably more correct in using something else.
[22:38:42] <jmkasunich> I need to get or make a TP grinder (one reason that I'm more inclined to just get some good inserts and have a try at hard machining)
[22:39:09] <archivist> I had trouble on the antique grinder in the basement, the part expanded and that started to stall the grinder
[22:39:26] <anonimasu> :)
[22:39:49] <anonimasu> not good
[22:40:06] <archivist> loose flat belt drive and also build up on the wheel
[22:40:17] <anonimasu> buildup?
[22:40:18] <toastydeath> yeah picking wheels is a real damn art
[22:40:27] <toastydeath> i certainly don't get it yet
[22:40:30] <archivist> wrong grit for the steel
[22:40:32] <jmkasunich> my project spindle:
http://jmkasunich.com/pics/spindle-and-motor.jpg
[22:40:32] <anonimasu> dont you have diamond?
[22:40:49] <anonimasu> looks nice
[22:40:59] <anonimasu> how did ou make the internal taper?
[22:41:03] <anonimasu> if tere is one
[22:41:05] <anonimasu> there..
[22:41:07] <jmkasunich> I didn't make anything
[22:41:14] <anonimasu> oh ok
[22:41:18] <archivist> cheat
[22:41:24] <jmkasunich> that is the surplus spindle that I bought, I want to convert it
[22:41:29] <jmkasunich> it is HSK taper now
[22:41:39] <anonimasu> hm, sell it to someone like me..
[22:41:41] <anonimasu> and buy a normal one ;)
[22:42:12] <jmkasunich> how much is it worth to you? ;-)
[22:42:20] <anonimasu> I think it's too big for my machine
[22:42:39] <jmkasunich> for scale: the bearings are 68mm OD at the front, and 62mm OD at the back
[22:42:39] <anonimasu> but it looks really nice :P
[22:42:46] <anonimasu> how long is it?
[22:43:24] <jmkasunich> approx 300mm including the spline on the back
[22:43:28] <jmkasunich> cross section:
http://jmkasunich.com/pics/surplus_spindle.pdf
[22:43:36] <anonimasu> wow..
[22:43:41] <anonimasu> nice
[22:43:57] <jmkasunich> the are in "unknown" condition - most were tagged for repairs
[22:44:10] <jmkasunich> most tags were for things like problems with the HSK retention mechanism, etc
[22:44:17] <anonimasu> hm ok
[22:44:18] <jmkasunich> I think the bearings on most or all of them are OK
[22:44:36] <anonimasu> nice
[22:44:54] <jmkasunich> my goal would be to bore/grind them to R8 or MT3
[22:45:05] <anonimasu> * anonimasu nods
[22:45:45] <jmkasunich> from what I've been able to determine, they were originally 15,000 RPM spindles
[22:45:50] <archivist> get lucky and scrounge the correct tooling for the spindles
[22:46:06] <jmkasunich> not bloodly likely
[22:46:31] <archivist> I said scrounge not pay
[22:46:32] <anonimasu> jmkasunich: nice
[22:46:34] <jmkasunich> somewhere around here I have a drawing that shows not much metal needs to be removed to get to MT3 taper
[22:46:49] <anonimasu> you'd have to grind them too :/
[22:47:09] <anonimasu> well, or do hard turning to get a good enough finish
[22:47:11] <jmkasunich> MT3 is the same as my shoptask, and with a 3/4" collet I could use the tormach tooling stuff
[22:47:37] <jmkasunich> anonimasu: thats why I want to find or build a TP grinder that can spin fast enough to do ID work
[22:47:49] <anonimasu> * anonimasu nods
[22:47:56] <anonimasu> same reason I need a ID grinder
[22:48:24] <anonimasu> I figure if I can get a good enough finish it's worth to shell out the $500 for bearings
[22:48:39] <anonimasu> but unless I cant it's throwing money into the drain
[22:48:40] <jmkasunich> for the grinder?
[22:48:46] <anonimasu> nah
[22:48:52] <anonimasu> for making a proper spindle
[22:48:55] <jmkasunich> oh, good bearings for a spindle
[22:49:04] <jmkasunich> the bearings are the reason I bought these spindles (I have 10)
[22:49:21] <jmkasunich> I originally didn't even think I'd use the spindles themselves
[22:49:34] <jmkasunich> but since somebody did 90% of the work already....
[22:49:40] <anonimasu> yep
[22:49:47] <archivist> 10 is worth doing something with
[22:50:25] <jmkasunich> my next step is to make a block that can hold the spindle in its own bearings for boring
[22:50:34] <jmkasunich> I made two of these bases:
http://jmkasunich.com/pics/steady-base-on-ways-1837.jpg
[22:51:10] <jmkasunich> put a "pillow block" on the base, let the spindle run in its own bearings and my lathe will just provide the rotation
[22:51:18] <anonimasu> * anonimasu nods
[22:51:21] <anonimasu> that's a good idea
[22:51:35] <jmkasunich> also eliminates any flex in the headstock (which is pretty flimsy on this machine)
[22:52:21] <jmkasunich> then use CBN or carbide or whatever to bore one out and see what happens
[22:52:27] <anonimasu> it's sad that nobody had DIY:ed a real nice spindle as far as I've seen
[22:52:44] <anonimasu> that'll allow for 10krpm speeds
[22:53:04] <jmkasunich> its tricky
[22:53:23] <jmkasunich> I would never risk it if I had paid anywhere near full price for the bearings
[22:53:53] <anonimasu> you pretty much need ground surfaces and proper clearance to make it to that speed
[22:54:00] <anonimasu> reliably
[22:54:05] <anonimasu> and most comercial spindles are cooled too
[22:54:26] <jmkasunich> for this project, just making the housing will be a challenge
[22:54:30] <anonimasu> * anonimasu nods
[22:54:35] <jmkasunich> two critical bores
[22:55:06] <jmkasunich> fortunately the bearings have the preload built in - the spacer sleeve takes care of that
[22:55:29] <anonimasu> cute
[22:55:30] <jmkasunich> my plan is for the rear bearings to be free to move axially, and the front ones clamped
[22:55:46] <anonimasu> * anonimasu nods
[22:55:50] <anonimasu> isnt that how they do it?
[22:55:58] <jmkasunich> I think so
[22:56:08] <anonimasu> thermal expansion would kill the spindles fast otherwise
[22:56:27] <anonimasu> if you do | | and lock both bearings
[22:56:34] <anonimasu> and you have a shaft that goes \__
[22:57:10] <anonimasu> but that's just what I think
[23:02:38] <Jymmmm> SWPadnos, On the via system booted into knoppix via usb stick.
[23:03:37] <Jymmmm> SWPadnos, FYI... I found the left most USB jacks to be fubared. had to use a usb hub to connect kybd, mouse, and usb stick.
[23:04:02] <Jymmmm> SWPadnos, sorry. the RIGTH most jacks to be fubared.
[23:04:40] <Jymmmm> for only 512M ram, it booted knoppix really fast.
[23:07:08] <Jymmmm> tap tap tap... is this thing on?
[23:07:28] <DanielFalck> yes
[23:07:40] <Jymmmm> thank you =)
[23:08:11] <Jymmmm> Hmmm, I'm tempted to see how it would perform with XP.
[23:09:21] <Jymmmm> tinier than crap - literally will fit and mount inside a 5.25" cd bay
[23:09:37] <DanielFalck> got a link?
[23:09:44] <Jymmmm> yeah,hang on
[23:10:14] <JymmmEMC> this is the board
http://www.via.com.tw/en/products/mainboards/motherboards.jsp?motherboard_id=472
[23:10:45] <DanielFalck> wow
[23:10:56] <JymmmEMC> this is what I really have...
http://www.via.com.tw/en/products/embedded/artigo/
[23:11:24] <JymmmEMC> but with 512 ram and 80g 2.5" hdd
[23:11:38] <DanielFalck> $$?
[23:12:26] <JymmmEMC> They were giving them away at the ESC show for those that paid the full price, SWPadnos (as a speaker) was able to get me one as staff.
[23:12:37] <DanielFalck> cool
[23:12:47] <DanielFalck> Fry's has them
[23:13:07] <JymmmEMC> It DOES hava paraport and TV out, but via addon board/cable.
[23:13:12] <JymmmEMC> DanielFalck: how much?
[23:13:20] <DanielFalck> looking now
[23:13:41] <DanielFalck> $299.99
[23:13:44] <DanielFalck> but sold out
[23:13:49] <Jymmmm> heh
[23:13:56] <DanielFalck> # 5477519
[23:14:22] <Jymmmm> I'd be interested in finding out the latency on it , but no usb cdrom at the moment.
[23:16:45] <Jymmmm> DanielFalck, Could you immagine running emc on a system that's no more than the size of a hdd =)
[23:16:56] <DanielFalck> that would be very nice
[23:17:22] <DanielFalck> You can with that thing right?
[23:17:31] <Jymmmm> Heh, could use a mid tower systemto hold all thecnc controller components, andthe whole PC in one drive bay =)
[23:17:54] <Jymmmm> would need to chekc the latency on it.
[23:18:34] <Jymmmm> DanielFalck, But your right, we'll just blame BigJohnT for that.
[23:19:06] <DanielFalck> : )
[23:20:17] <Jymmmm> Yeow! Never seen GIMP start up THAT FAST before - ever!
[23:23:27] <tomp> $231 at
http://www.logicsupply.com/categories/mainboards/pico_itxhttp://www.logicsupply.com/categories/mainboards/pico_itx, but it may not have the box
[23:24:00] <tomp> please try ubuntu 6.06 and post the realtime tests
[23:24:50] <K`zan> Anyone around I can bug to see if I have a vague clue or perhaps get one :-) ?
[23:26:12] <SkullWorks_PGAB> about what?
[23:26:58] <K`zan> A 1.8 degree / step in full step mode, assuming I have this right, on a 24 TPI leadscrew give a distance of 0.04 for a complete revolution of the stepper. If I have 200 steps, that would be 0.0002 per step. Right?
[23:27:39] <K`zan> IF so, why would anyone desire 1/2.. 1/8 step?!?
[23:27:52] <SkullWorks_PGAB> harmonics
[23:27:56] <K`zan> Nano machining?
[23:28:09] <DanielFalck> full stepping is rough
[23:28:17] <DanielFalck> you can lose steps
[23:28:42] <DanielFalck> you might run into resonance in the system that cause it to lose steps
[23:28:42] <K`zan> Did notice that with the little experiment I put together, unless you ran the pulse train REALLY slow.
[23:28:50] <K`zan> Hummm....
[23:28:54] <SkullWorks_PGAB> at certain speeds speeds have a resonance issues
[23:29:05] <K`zan> Here is why I ask (please don't laugh :):
[23:29:25] <K`zan> Saving coins to get "all the right stuff" and have been doing so for a while.
[23:29:35] <K`zan> Gecko drives, etc.
[23:29:39] <K`zan> For the uMill.
[23:29:43] <SkullWorks_PGAB> better to ask first than have to buy again
[23:29:44] <K`zan> LOTS of cash for me...
[23:29:57] <K`zan> Going to take a while...
[23:30:21] <K`zan> In the process I want something to play with to get familiar with the software side.
[23:30:34] <K`zan> EMC, however one generates the gcode...
[23:31:36] <K`zan> Soooo, what I have decided to do to keept me busy (and get some education) is to put together a really small (and sleezy :-) desktop "mill". Perhaps engraver might be a better choice of words.
[23:32:04] <K`zan> Idea is to put into it what will have minimum impact on the more serious project.
[23:32:41] <K`zan> Found something simple and easy to throw together (I, by NO means, expect much from it).
[23:33:11] <K`zan> All you real CNC folks, don't laugh :), This is basically the idea:
[23:33:29] <DanielFalck> you have to get started somehow, it's ok
[23:33:56] <K`zan> That is my thinking on it :-). Lemme try that link again:
[23:34:29] <tomp> you dont get .0002, you get a teeny bit more, but a teeny bit more every step, and eventually, if you could 'drop' say an 1/8 step, would get you back closer to perfect position (having tenths and needing thousandths is good :)
[23:34:45] <K`zan> http://www.instructables.com/id/Easy-to-Build-Desk-Top-3-Axis-CNC-Milling-Machine/
[23:35:13] <K`zan> As noted when I get ready to spring for setting up for the uMill, I'm going with Gecko 201s.
[23:35:29] <K`zan> To drive that, after much looking around, I found this:
[23:35:49] <K`zan> http://cgi.ebay.com/CNC-3-AXIS-Stepper-Motor-Drive-with-Stepper-Motors_W0QQitemZ220222347195QQihZ012QQcategoryZ71394QQtcZphotoQQcmdZViewItem
[23:35:51] <tomp> btw: the 24pitch sounds like you might be saving money by using a very inexpensive thread. is it suited to cnc or to bolting stuff together?
[23:35:59] <K`zan> No Gecko, for sure :-)
[23:36:00] <tomp> ;)
[23:36:30] <K`zan> tomp: Bolting stuff together (alltread from HD).
[23:36:36] <anonimasu> hehe
[23:37:04] <K`zan> It worked out pretty well when I was experimenting a while back, over about 10" it was surprisingly consistant.
[23:37:13] <tomp> i hope you are able to judge the machine as it was built, and not get disappointed
[23:37:45] <K`zan> tomp: I won't, it is mostly to be a visual aid to start wandering into the software side of things.
[23:38:06] <K`zan> And maybe do PCBs or panels or whatever smallish / light duty.
[23:38:06] <tomp> cool
[23:38:40] <K`zan> I initiall rejected that driver stepper combo, price was pretty good, but it was full step. Then I did the math :).
[23:39:47] <K`zan> Only thing that would be nice with it would be an opto-isolated parallel port interface card, which I will need with the geckos anyway.
[23:40:10] <K`zan> I suspect tramming that will be exciting :).
[23:40:26] <SkullWorks_PGAB> got a good indicator?
[23:40:33] <K`zan> Yes, several.
[23:40:39] <tomp> you might look for surplus/ebay steppers WITH leadscrew ( tiny haydens _ like these
http://www.hsi-inc.com/canstack_template.php?series=36000 some spin the nut and crawl up and down a fixed screw
[23:41:15] <K`zan> Been camped out on ebay for the past day or two :). Checking that now, thanks!
[23:41:51] <K`zan> I assume that "linear actuator" == stepper motor?
[23:42:44] <K`zan> Looks like it.
[23:42:53] <SkullWorks_PGAB> usually - or might be a gear reduction DC motor
[23:43:06] <SkullWorks_PGAB> read the fine print
[23:43:11] <K`zan> RR
[23:44:00] <K`zan> Bipolar / unipolar would make it a stepper, I guess.
[23:44:31] <K`zan> So, I think that driver / stepper kit should work out, such as it will.
[23:45:31] <K`zan> Was about to go for the HobbyCNC driver and scrounge steppers. Found some that looked pretty reasonable at MPJ:
[23:46:25] <K`zan> http://www.allelectronics.com/cgi-bin/item/SMT-89/400600/2-PHASE_1.8_DEGREE_STEPPER_MOTOR_(USED)_.html
[23:50:36] <SkullWorks_PGAB> bad stepper
[23:50:57] <SkullWorks_PGAB> higher voltage - low current
[23:51:16] <K`zan> The HobbyCNC driver and those steppers might make a better choice and could serve as a backup for the Geckos if I ever needed it.
[23:51:21] <K`zan> ??
[23:51:46] <SkullWorks_PGAB> better performace from lower rated voltage with higher current rating
[23:53:47] <SkullWorks_PGAB> a 3v motor has a higher useable rpm than a motor rated at a higher voltage - ( applies to using a higher voltage source and a chopper type drive to preserve the motor)
[23:54:23] <K`zan> Hum,m, might not even work with the HobbyCNC drive.
[23:54:40] <K`zan> Not sure, I am so incredibly ignorant still :-/.
[23:55:47] <K`zan> Think I'll stick with the kit for this.
[23:56:07] <K`zan> Thanks for the ear and thoughts folks, MUCH appreciated.
{kind=link}
{kind=link}
{kind=link}
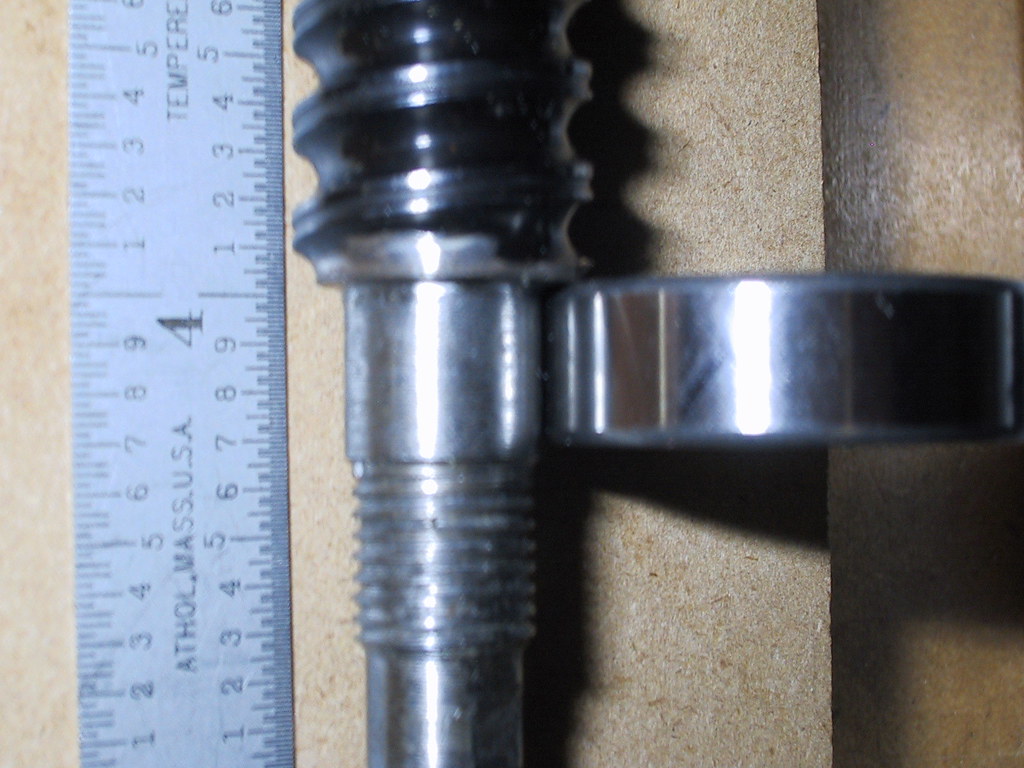{kind=link}
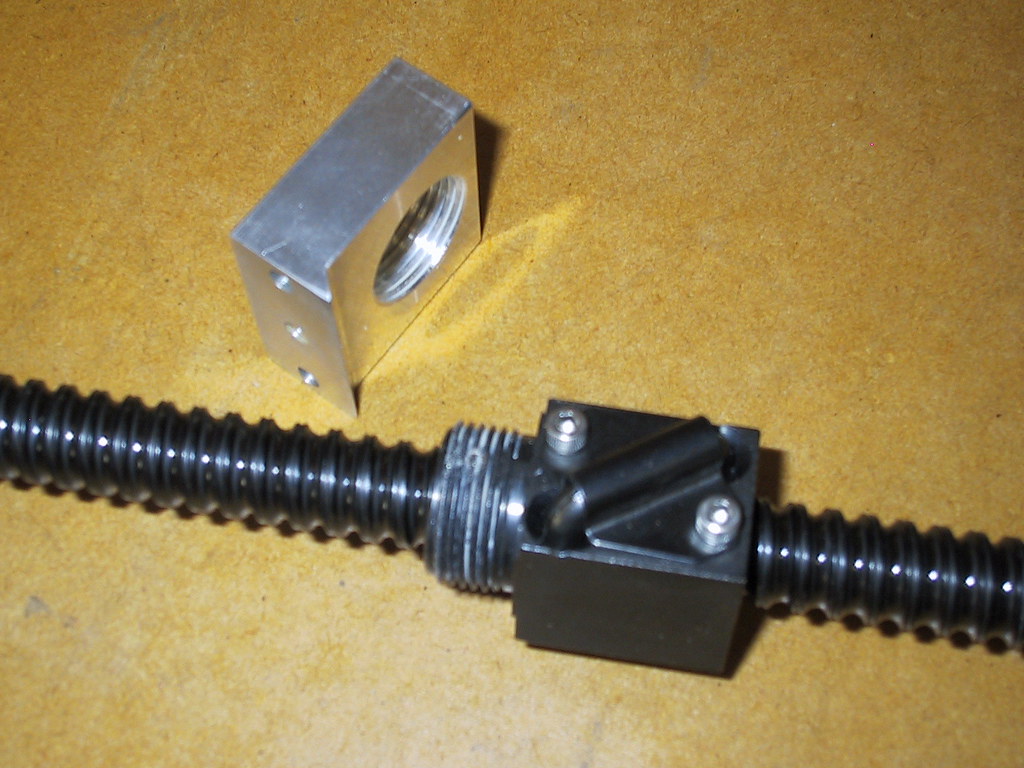{kind=link}
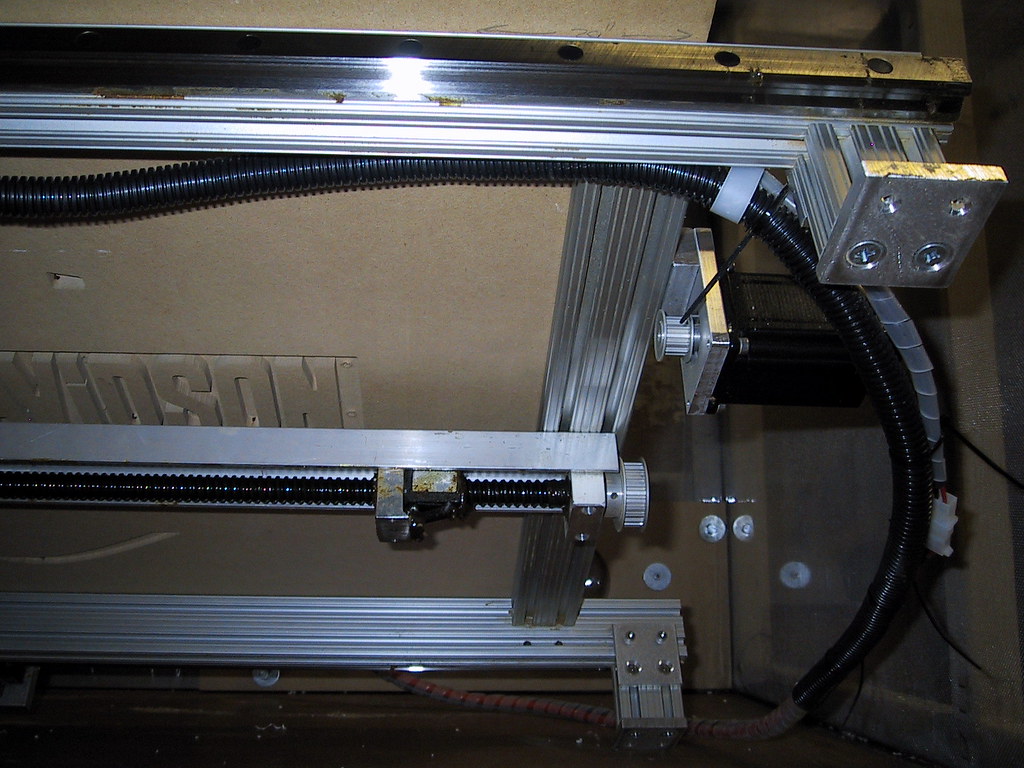{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}