Back
[03:30:07] <eric_U> bleah
[03:32:51] <eric_U> this is funny
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&Item=370035708842&Category=13874&_trksid=p3907.m29
[03:34:05] <jmkasunich> how did they manage that?
[03:34:09] <cradek> took me a minute
[03:34:28] <cradek> I was carefully reading all the text looking for the joke
[03:34:37] <jmkasunich> ditto
[03:34:52] <cradek> "It's unlikely that this plane was ever used very much" haha
[03:35:14] <cradek> "Plane is in original, excellent working condition" even funnier
[03:35:33] <jmkasunich> seller specializes in dishes and clothes
[03:35:45] <jmkasunich> wouldn't know a working plane if it landed on their head
[03:36:16] <SWPadnos> huh
[03:37:27] <SWPadnos> makes you wonder how the "working parts" are attached to the base
[03:37:35] <jmkasunich> yeah
[03:37:55] <SWPadnos> if it's not superglue, that could be a pretty cheap acquisition :)
[03:37:56] <jmkasunich> the same seller has some old hand saws
[03:38:01] <SWPadnos> (and useful)
[03:38:13] <jmkasunich> "there is no rust that we could see on the blade"
[03:38:21] <jmkasunich> right, because you attacked it with sandpaper
[03:38:24] <SWPadnos> "we couldn't even see the pointy end"
[03:38:36] <jmkasunich> you can see the black rust pits, but they sanded it off and called it good
[03:38:54] <jmkasunich> "no red stuff anymore"
[03:39:47] <jmkasunich> they also have another plane that is put together right
[03:40:24] <jmkasunich> guess they didn't look at both at the same time
[03:40:27] <SWPadnos> heh
[03:49:30] <JymmmEMC> Found a cool RGB blinking LED today (two leads)
[03:50:11] <LawrenceG> jmk... it must be a "finishing plane" use to burnish the wood
[03:50:46] <SWPadnos> JymmmEMC, does it change color?
[03:50:51] <SWPadnos> (automagically)
[03:50:58] <JymmmEMC> SWPadnos: Yeah
[03:51:14] <SWPadnos> cool. if you're into disco
[03:51:50] <JymmmEMC> SWPadnos: or, to replace the boring single color hdd led
[03:51:57] <SWPadnos> heh
[03:52:13] <SWPadnos> hard to tell if you've got intermittent access with a blinking LED though
[03:52:58] <JymmmEMC> My rxt case has four leds, it's kinda cool except the blue is INTENSE!
[03:53:03] <JymmmEMC> ext
[03:53:25] <SWPadnos> I've noticed that - blue is almost always capable of blinding you
[03:53:40] <SWPadnos> (I almost typoed that as "blinging", which would be the same thing :) )
[03:54:03] <JymmmEMC> heh, yeah
[08:36:34] <renesis> hey cnc people
[08:36:40] <renesis> i got .005 endmills!
[08:36:55] <renesis> also .020 for fill copper milling
[08:37:20] <renesis> mcmaster was cheaper than enco again wtf
[10:03:52] <micges> hello
[11:05:14] <skunkworks> renesis: have you ever used thinktink bits for circuit board milling?
http://www.thinktink.com/stack/volumes/voli/store/mechmill.htm
[11:06:01] <skunkworks> I have had very good luck using that and a 1/16" mill for fill copper milling.
[11:06:12] <skunkworks> (cradek has also)
[11:06:36] <skunkworks> * skunkworks wonders why he is up so early.
[11:06:43] <skunkworks> time for a shower.
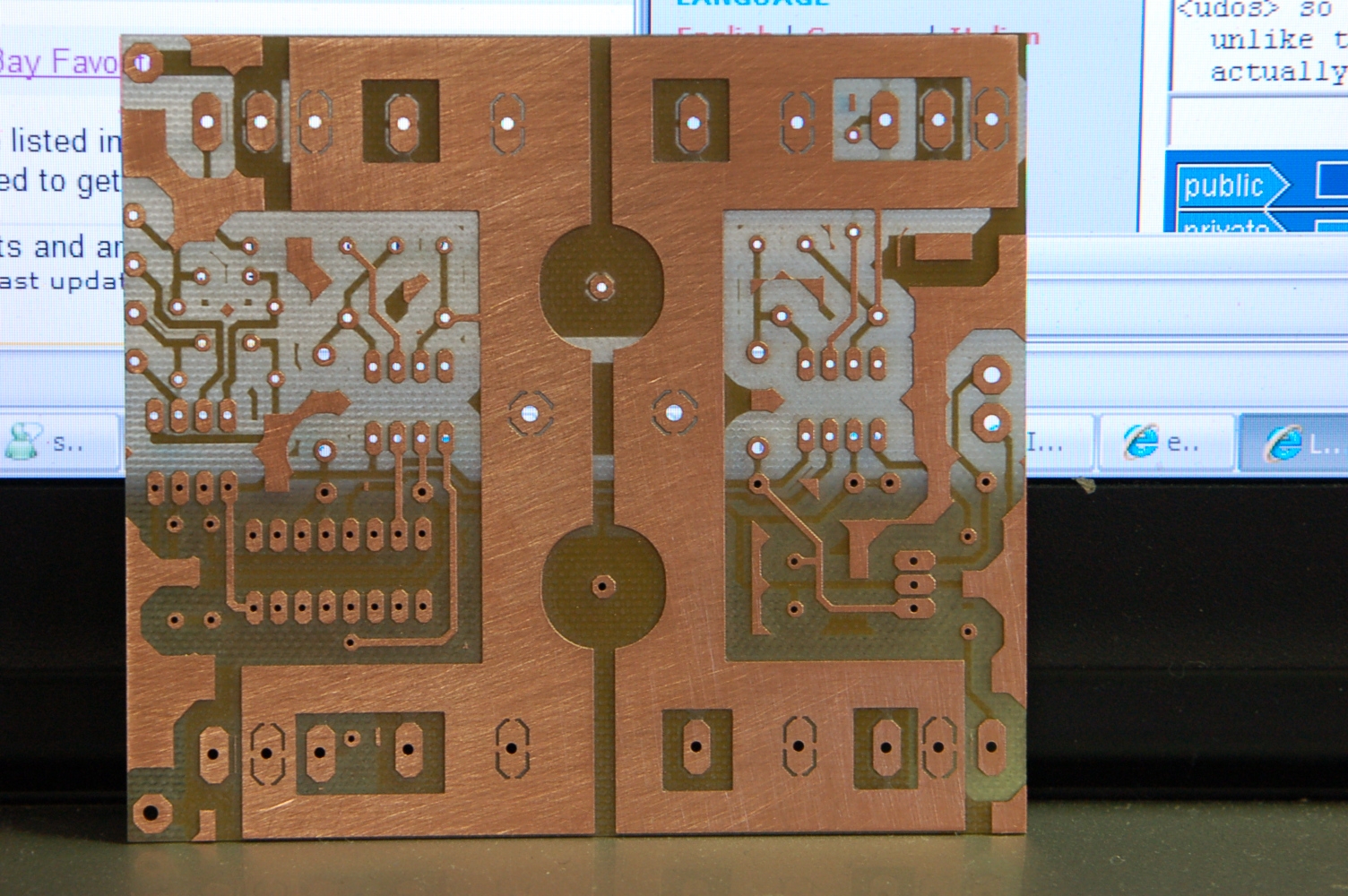
[11:08:36] <skunkworks> I think you have already seen this.. (I didn't clear all the copper)
http://www.electronicsam.com/images/KandT/servostart/top.JPG
[11:20:35] <alex_joni> morning samco
[12:07:15] <skunkworks_> Good morning alex
[13:35:40] <skunkworks_> so.. The K&T has 16 gears in the spindle - hydraulicly shifted. What needs to happen on startup - is the spindle needs to creap and the gears need to be shifted to the lowest gear. I wonder if it should be a hal thing or a classic ladder thing
[13:43:18] <cradek> aside from the startup problem, do you have a plan for how you will do gear shifts in general?
[13:45:15] <skunkworks_> Only vuagly by how the mazak was explained.. (some sort of 'automagically pick the gear in relation to the s wors')
[13:45:19] <skunkworks_> word.
[13:45:39] <skunkworks_> I am starting to get togather how much I/O is going to be needed.
[13:45:49] <cradek> is there much overlap of speeds between the adjacent gears?
[13:46:37] <skunkworks_> Originally - it was setup with a 2 speed hydraulic spindle motor. So you had 16 physical gears and 2 spindle speed.
[13:47:36] <skunkworks_> Now there is a vfd run 5hp 3 phase motor. (we interfaced it the same way so it worked with the old controller. - it mainly ran 2 speeds depending on the s word)
[13:48:08] <cradek> so you pretty much have 32 fixed spindle speeds?
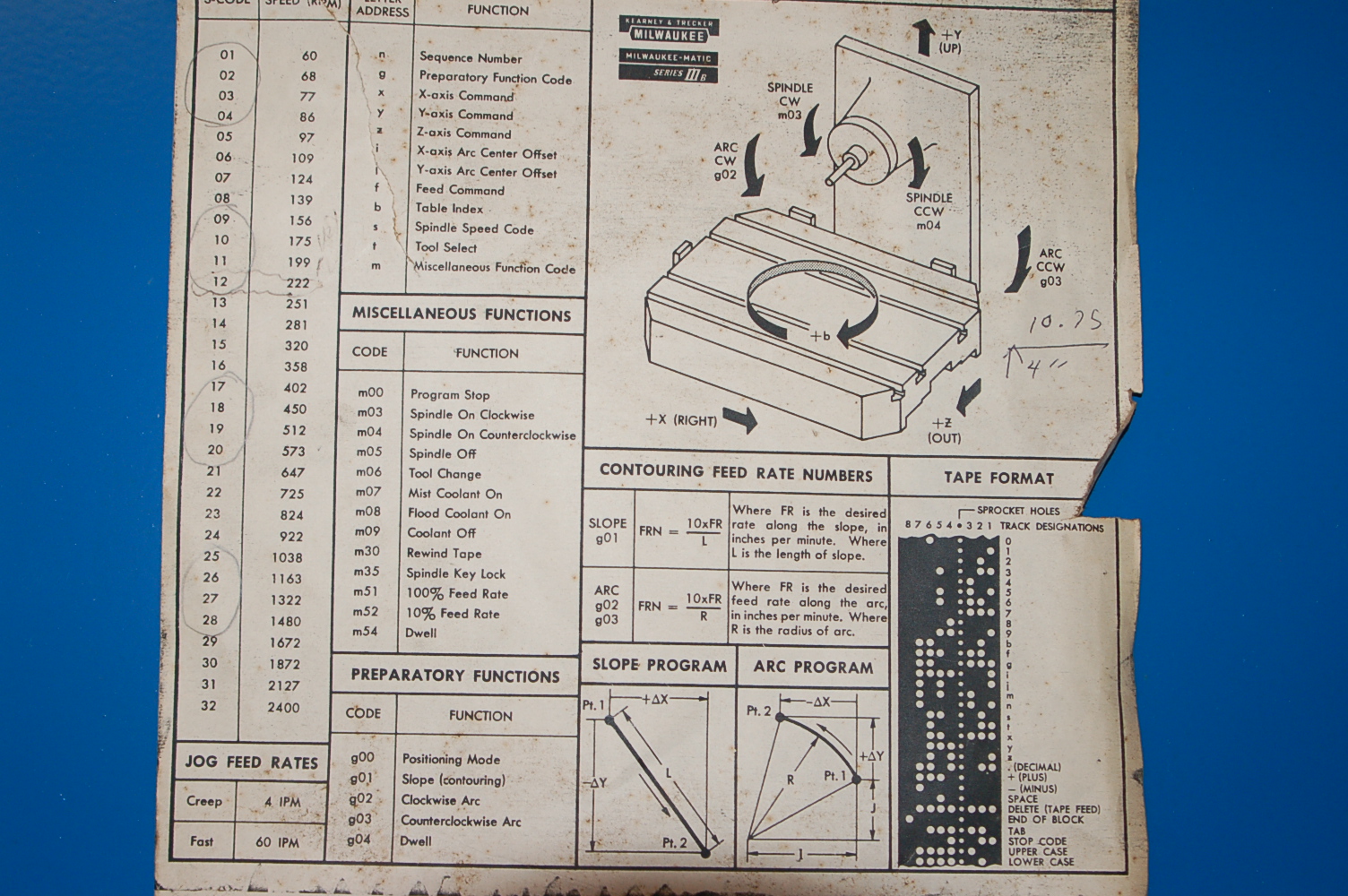
[13:48:25] <skunkworks_> so with emc we can run the spindle motor whatever speed we want (up to probably around 4000rpm) and 16 gears.
[13:48:32] <skunkworks_> originally yes - 32 fixed speeds
[13:48:44] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/cheatsheet.JPG
[13:49:05] <cradek> haha I love that chart
[13:49:16] <skunkworks_> the s word on the old controller didn't corrispond to actual spindle rpm.
[13:49:48] <skunkworks_> The circled spindle speeds where 'low range' of the spindle motor/
[13:51:16] <cradek> ok I think I get it
[13:51:23] <skunkworks_> Heh :)
[13:51:48] <skunkworks_> so - if I say s100 - it should pick the 'right' gear and 'right' rpm of the vfd
[13:51:50] <skunkworks_> ;)
[13:53:50] <skunkworks_> (which I would assume would be the rpm of the motor that had was closest to the highest torque)
[13:54:08] <skunkworks_> (which I guess would be the highest rpm it could)
[13:54:15] <skunkworks_> I assume
[13:54:29] <cradek> I bet you will not need all the gears.
[13:55:28] <acemi> skunkworks_: is it you who has a X crash problem with scara interface?
[13:55:46] <skunkworks_> Dad would definatly like to lighten the spindle by removing a bunch of gears.. (I am not sure I agree)
[13:55:54] <skunkworks_> acemi: I think fenn was.
[13:56:03] <acemi> hmm
[13:56:38] <skunkworks_> It is nice having such a high gear reduction for large face mills (12 inch or so)
[13:56:39] <cradek> am I thinking about it right - it's set up with two sets of four gearings?
[13:57:48] <skunkworks_> I think so - I wish I had the actual shift logic table.
[13:57:50] <skunkworks_> here
[13:59:08] <skunkworks_> (16 physical gear changes_
[13:59:09] <skunkworks_> )
[13:59:40] <archivist> keep gearbox to maintain best torque/speed
[13:59:57] <skunkworks_> * skunkworks_ agrees with archivist.
[14:00:00] <cradek> yes definitely don't throw all of it out
[14:00:14] <cradek> but I wonder if 4 gears plus adjustable motor speed is enough
[14:01:30] <cradek> seems like you have a set of four with ratios 1->1.4, and a set of four with rations 1->2.6
[14:02:14] <cradek> the 1.4 can be done with the motor assuming it can happily run 1.4x nominal
[14:02:24] <cradek> the 2.6 is good for range selection
[14:02:42] <cradek> I'm probably assuming a lot from the numbers on this table :-)
[14:02:52] <cradek> but they do work out
[14:04:26] <cradek> brb
[14:05:39] <skunkworks_> Neat. I will find the shift logic.
[14:06:19] <skunkworks_> I think we are running a 1800rpm motor a maximum of 4000 rpm irc
[14:16:29] <skunkworks_> maybe physical gears 4,12,20,28?
[14:21:45] <skunkworks_> I don't remember the rpm that it is running to emulate the 2 speed hydraulic motor.
[14:21:57] <skunkworks_> rpms
[14:27:46] <skunkworks_> Hmm - I think this also has an 'in gear' sensor.. (pressure switch at the end of the shift rails.)
[14:28:53] <cradek> I bet you will need a surprising amount of IO before you're done
[14:28:56] <cradek> ... and ladder
[14:30:27] <skunkworks_> I am hoping a mesa + I/O card will be enough - but I need to get an idea.
[14:31:46] <archivist> could use a separate controller(plc) for the gearbox
[14:32:41] <skunkworks_> Na. Emc all the way ;)
[14:32:50] <skunkworks_> Guest402: hello
[14:33:06] <cradek> * cradek waves
[14:34:40] <BigJohnT3267> archivist: don't mention plc in here you will get blasted LOL
[14:35:21] <archivist> hrmph, ok write in assember then!!
[14:36:32] <BigJohnT3267> LOL
[14:37:33] <archivist> most flames in here seem to be at USB
[14:38:03] <skunkworks_> That would give me 4 axis + 120 i/0
[14:38:20] <skunkworks_> not counting the printer port ;)
[14:38:50] <BigJohnT3267> extra printer ports are only $10
[14:39:20] <archivist> local shops no longer stock printer ports
[14:47:49] <skunkworks_> mesa +
http://www.futurlec.com/PCI8255.shtml
[14:48:39] <cradek> I think jepler has that card. I was pretty impressed by it.
[14:49:23] <cradek> it has sockets for the things that burn out when you make a mistake, and necessary information is printed on it for when you lose the manual
[14:57:39] <SWPadnos> what gets me about that card is that it's half the cost of a 5i20
[14:57:53] <SWPadnos> (or conversely, a 5i20 is only 2.5x the price)
[14:58:24] <bill20r3> what's the software interface like?
[14:58:38] <SWPadnos> it's simple I/O
[14:59:03] <SWPadnos> you get a memory map with hte 8255 registers directly available in some PCI memory block IIRC
[14:59:59] <bill20r3> ahh
[15:03:22] <SWPadnos> interesting - those chips aren't cheap these days - a single 8255 is $14.67 from Mouser (not available in DIP at DigiKey)
[15:03:48] <cradek> chips like that come from junk in the basement, not mouser
[15:04:09] <SWPadnos> if you have junk with socketed chips that don't have any pins fried
[15:07:37] <skunkworks_> heh
[15:08:02] <SWPadnos> ah - Jameco has them for $5 - that's more like it
[15:09:46] <skunkworks_> SWPadnos: you don't get anywhere near the flexability of the mesa..
[15:10:12] <skunkworks_> or are you slamming the price?
[15:10:31] <SWPadnos> that's what I'm saying - for $120 more, you get a shitload more
[15:10:39] <SWPadnos> same number of I/Os though
[15:11:17] <skunkworks_> ah - ok. I was reading it in reverse
[15:11:19] <SWPadnos> since you already have a 5i20, a simple IO card is useful for all that slowpoke stuff you'd connect to CL
[15:25:37] <skunkworks_> I would hate to buy another 5i20 and take one away from someone who really needs one.
[15:25:45] <skunkworks_> ;)
[15:27:05] <SWPadnos> heh
[15:27:31] <SWPadnos> I can send you another one if you like - that won't keep it from the poor machine children in Africa :)
[15:36:20] <skunkworks_> heh
[15:53:58] <cradek> * cradek stumbles over an "a = b ? c : d ? e : a" expression
[15:54:14] <SWPadnos> err
[15:54:19] <SWPadnos> E_TOOMANYCOLONS
[15:54:23] <alex_joni> I think it resolves from the right to the left
[15:54:23] <cradek> I can't imagine why someone would write this
[15:54:39] <archivist> ew horrible
[15:54:55] <SWPadnos> -ETOOMANYQUESTIONS
[15:54:56] <bill20r3> bleh
[15:55:03] <cradek> beta = (beta > (1.5 * M_PIl)) ? (beta - (2 * M_PIl)) : (beta < -M_PI_2l) ? (beta + (2 * M_PIl)) : beta;
[15:55:14] <cradek> I swear I didn't write this one
[15:55:41] <alex_joni> bleah
[15:55:42] <cradek> it's just a normalize of some kind...
[15:56:01] <SWPadnos> sure - it's not that bad onc eyou get used to it
[15:56:32] <SWPadnos> if b then a=c else (if d then a=e else a=a)
[15:57:04] <cradek> ok, so what's it doing? :-)
[15:57:04] <archivist> ah after some traslation...
[15:57:30] <alex_joni> a=a ?
[15:57:35] <renesis> skunkworks_: ive been using conical half-rounds
[15:57:39] <renesis> for pcb
[15:57:56] <renesis> is prety okay, but triangle trace profiles
[15:58:05] <alex_joni> AWAKE! FEAR! FIRE! FOES! AWAKE! FEAR! FIRE! FOES! AWAKE! AWAKE!
[15:58:08] <SWPadnos> normalizing beta to be between -0.5*pi and +1.5*pi
[15:58:14] <alex_joni> * alex_joni likes gene's new signature :)
[15:58:21] <renesis> and i had to use a really expensive low angle one which just broke
[15:58:24] <skunkworks_> renesis: yes - you would get that with the thinktink bits also
[15:58:35] <renesis> yeah its fin till about .010
[15:58:56] <renesis> i wanna see how the tiny flat endmills work
[15:59:04] <renesis> hopefull i get decent life from them
[15:59:12] <skunkworks_> they scare me.. ;)
[16:02:53] <skunkworks_> I made some conical half-rounds out of broken carbide drills. They worked 'ok' but The thinktink ones work awesome.
[16:08:46] <renesis> the 30d conical was awesome, lasted a long time
[16:09:08] <renesis> i did a board side with good .010 traces to tes my backlash compensation
[16:09:36] <renesis> then it snaps (.004 of the tip is a big deal!) doing the 2nd cut on the back side
[16:10:10] <renesis> i saw the tiny carbide point bounce across the pcb into oblivion
[16:14:54] <cradek> renesis: what spindle rpm do you have?
[16:16:40] <renesis> just 10K =(
[16:16:58] <renesis> i was thinking of doing a custom headstock withsome nice bearings
[16:17:09] <renesis> just for .125 shank, dc motor
[16:17:38] <renesis> because the headstock and motor are totally made for Al and light steel milling
[16:18:36] <cradek> I sympathize, I had a similar setup
[16:18:47] <cradek> I kept breaking those little tools until I got the spindle speed up around 20k
[16:18:48] <renesis> im pretty happy with it
[16:18:59] <cradek> at 10krpm you can only do maybe 7-8 ipm without breaking them
[16:19:08] <renesis> yeah they last awhile, but eventually they fuckup
[16:19:17] <renesis> yeah i do 10ipm
[16:19:25] <cradek> try 8 :-)
[16:19:33] <renesis> is prob like .0005 cuts with the little tiny things
[16:19:46] <renesis> yeah im going to go slow at first with the endmills
[16:19:46] <skunkworks_> ;)
http://www.youtube.com/watch?v=Og6V-nS2dig
[16:20:27] <renesis> skunkworks_: yes but can it do sub .010 space/trace? =)
[16:20:48] <skunkworks_> that was not the thinktink bits.
[16:20:50] <renesis> above .015 is doable with the shellow conicals
[16:20:57] <skunkworks_> I was getting around .007 with them
[16:20:58] <renesis> *shallow
[16:21:01] <renesis> nice
[16:21:10] <cradek> me too, about .007
[16:21:28] <renesis> i wanna try and get .005 with the .005" endmill
[16:21:31] <cradek> I could reliably get about .008 traces
[16:21:51] <renesis> see if the vertical cutter profile makes a big diff
[16:22:02] <renesis> but not today
[16:22:19] <renesis> today is someone cracked out eagle autorouted board
[16:22:37] <renesis> http://darkertechnologies.com/image/dxavreth_rc0_copper.png
[16:22:39] <renesis> then that
[16:23:12] <renesis> http://darkertechnologies.com/image/grow_leds_array_bottom.png
[16:23:16] <renesis> http://darkertechnologies.com/image/grow_leds_array_top.png
[16:23:19] <renesis> then that
[16:23:29] <renesis> ima try and make blind people see again with that shit
[18:33:44] <skunkworks_> jepler: I don't see any info for the 8255 card.. man pci_8255 doesn't result in anything. Mainly how to load and setup string.
[18:35:12] <cradek> UTSL
[18:36:49] <cradek> http://cvs.linuxcnc.org/cvs/emc2/src/hal/drivers/pci_8255.c?rev=1.1
[18:37:12] <cradek> looks like it takes an array of io addresses and an array of bitmap ints describing the directions (in/out)
[18:37:40] <skunkworks_> I saw that.. I didn't know if I could figure that out.. :)
[18:39:31] <cradek> pretty inscrutable
[18:39:44] <cradek> I can't decide whether a 1 bit is in or out
[18:39:56] <cradek> I think 1 is out
[18:41:38] <skunkworks_> seem to remmeber having to do it in either sets of 4,8,16 groups.
[18:42:23] <cradek> I think each 8255 has 3 8-bit ports
[18:42:59] <skunkworks_> iirc you then set 8 at a time as either in or out..
[18:44:10] <cradek> might be sets of 4
[18:44:31] <skunkworks_> maybe that is it.. I vaugly remember a conversation like that.
[18:44:50] <SWPadnos> each 8255 has 3 ports. A and B are 8-bit, C is either 8-bit or two 4-bit groups
[18:45:22] <cradek> oh
[18:45:30] <cradek> yeah it looks like the direction bits control that ... somehow
[18:45:55] <SWPadnos> it's hard to know without seeing the card, but often 1 means "enable output driver"
[18:46:11] <SWPadnos> then again, often logic is inverted :)
[18:46:31] <cradek> I'd load it with various direction bits and see what hal pins I get
[18:46:39] <cradek> that's gotta be easier than reading the C
[18:47:37] <skunkworks_> :)
[18:47:41] <SWPadnos> heh
[18:48:01] <SWPadnos> well, HAL_OUT means "create the -not pins", so that's got to be input from the card, output to HAL
[18:49:03] <SWPadnos> so it looks like 1 means input and 0 menas output
[18:49:18] <SWPadnos> if that's true, it's easy to remember becasue I looks like 1 and O looks like 0
[18:49:40] <SWPadnos> (if not true, it's easy to remember because it's the opposite ;) )
[18:56:29] <SWPadnos> ok - food time. bbiab
[18:57:22] <skunkworks_> http://emergent.unpy.net/01165433819
[20:20:24] <gene> Hey all!
[20:20:33] <skunkworks_> gen!
[20:20:38] <skunkworks_> gene!
[20:20:45] <gene> yeah, sorta
[20:20:53] <gene> :)
[20:21:01] <gene> bug report
[20:21:56] <gene> when a backlash move greater than ferror is executed, get following error if override slider is above 100%
[20:22:29] <gene> Seems to me it should not check ferror when a backlash move is in progress
[20:24:10] <SWPadnos> it's fruitless to use an FERROR setting lower than the backlash
[20:24:39] <gene> I've ordered a couple bearing blocks for the xy parts, and some thrust bearings I'll fit into them, but in the meantime wear is eating my lunch
[20:25:14] <gene> Is that a per axis thing, Steve?
[20:25:32] <SWPadnos> I think the backlash compensation doesn't change the feedback position, it only changes the motor position
[20:25:37] <SWPadnos> hmmm
[20:26:20] <gene> I don't get the error on an x reversal if the feed override is 99% or lower
[20:27:06] <SWPadnos> the problem is that the backlash comp move is added to the actual move that tries to reverse. this could cause a requested motion that is too high for the axis (or the stpgen in this case) to do
[20:27:31] <SWPadnos> I don't know if FO is applied to the backlash comp - it shouldn't be IMO
[20:27:43] <gene> MAX_ACCEL a few percent higher maybe?
[20:27:52] <SWPadnos> no, lower
[20:28:03] <SWPadnos> the stepgen can only go so fast, similar to the motor
[20:28:13] <gene> hunnn
[20:28:16] <SWPadnos> you need to tell the motion controller that it isn't allowed to go as fast
[20:28:20] <gene> hummm
[20:28:28] <SWPadnos> so the total will be lower, and therefore within the limits of the stepgen and motor
[20:28:37] <gene> i see
[20:29:10] <SWPadnos> yes - I see FERROR in each AXIS_# section, so I guess it is per joint
[20:29:37] <skunkworks_> I am not getting it here. You sure you have enough overhead in stepgen?
[20:29:43] <gene> right now its just getting started on the output of face.py, for a 5.1x2.3 surface, .190 deep at .005 per pass.
[20:30:06] <gene> how much should i have?
[20:30:17] <gene> in%
[20:30:57] <SWPadnos> I think the backlash move can have accel up to 50% of the TP setting, so theoretically you should set the TP to 2/3 of the real max
[20:31:09] <SWPadnos> (1/ (3/2))
[20:31:10] <gene> yeah, after asking i thought it was dumb :)
[20:31:36] <gene> in english?
[20:31:52] <SWPadnos> "there are no stupid questions. only stupid people asking questions" :)
[20:32:02] <SWPadnos> (kidding, really :) )
[20:32:02] <gene> oh oh
[20:32:04] <SWPadnos> heh
[20:32:17] <SWPadnos> what is the BASE_PERIOD?
[20:32:27] <skunkworks_> can you post your ini file to pastebin.ca?
[20:32:39] <gene> about 58k ns atm
[20:32:55] <SWPadnos> from that you can calculate the actual rate stepgen can handle, which you then multiply by 2/3 to get the MAX_ACCEL limit
[20:33:16] <SWPadnos> that would be quite conservative, but will always work
[20:33:27] <gene> ahh, so. I can do that the next time I restart it
[20:33:48] <SWPadnos> I think jmk noticed a problem with a peck cycle or something, with comp on the Z axis - got following errors until he changed accel that way
[20:33:50] <SWPadnos> yes
[20:34:31] <gene> my max lash is x, more wear use as usual
[20:35:15] <SWPadnos> heh - for small parts, swap X and Y - change the wear pattern ;)
[20:35:26] <gene> its about 15 thou and I'm too lazy to pull it apart and make another pass at tightening it till the near bearing bosses get hear, al;ong with the bearing.
[20:35:30] <SWPadnos> (but make sure you get the signs right so it's a rotation instead of a mirror image)
[20:35:35] <gene> near/new
[20:36:15] <gene> are you saying that if the scale is negative, the backlash needs to be too?
[20:36:46] <SWPadnos> no - I was joking about a way to spread the most wear between axes
[20:36:51] <gene> I have one cable miss-wired, so the scale is negative on that axis
[20:37:02] <gene> ahh :)
[20:37:30] <gene> We should tell John & face.py :)
[20:37:43] <SWPadnos> heh
[20:38:00] <SWPadnos> you need a checkbox for X or Y sweeps
[20:38:20] <gene> I'll second that motion
[20:38:27] <SWPadnos> and probably an option to alternate or do a finnishing pass in both directions
[20:38:32] <SWPadnos> -n
[20:39:26] <gene> I found it does a light pass at the end if your increment only leaves a fraction of a full step down.
[20:39:59] <SWPadnos> yep - only two ways to do that little extra bit - change the step-down or do the smaller pass at the top or bottom
[20:40:06] <SWPadnos> (ok - 2.5 ways)
[20:40:17] <gene> chuckle
[20:40:41] <SWPadnos> no need to start the Monty Python "Spanish Inquisition" skit
[20:41:21] <gene> I was never into MP, not a fan of brit humor I guess
[20:41:25] <SWPadnos> heh
[20:41:38] <SWPadnos> it's a funny one - listen if you get a chance :)
[20:43:09] <gene> I'm also going to fit the new bearings with a spring top oiling cup if I can find some, McMaster?
[20:43:49] <alex_joni> whee.. there's a great movie out
[20:44:02] <gene> tell us more
[20:44:06] <alex_joni> http://www.skyoneonline.co.uk/tcom/
[20:44:32] <alex_joni> http://imdb.com/title/tt1079959/
[20:44:54] <gene> Humm, I don't think I can play movies abd cut alu at the same time on this box
[20:45:01] <gene> abd/and
[20:45:16] <SWPadnos> ooooh - cool
[20:45:24] <alex_joni> SWPadnos: I just watched it
[20:45:34] <SWPadnos> how does it compare with the book(s)
[20:45:35] <alex_joni> it's quite close to the book.. really nice :)
[20:45:36] <SWPadnos> ?
[20:46:28] <alex_joni> the luggage doesn't come across just as fiercly as in the book, but it's still nice :D
[20:46:39] <SWPadnos> heh
[20:46:46] <skunkworks_> I for some reason am excited about the ironman movie coming out. robert downey jr. seems like a good fit.
[20:46:51] <SWPadnos> live action or animated?
[20:47:10] <alex_joni> SWPadnos: the colour of magic? live
[20:47:16] <SWPadnos> cool
[20:47:26] <SWPadnos> actually, I think that's one of the few books in the series that I haven't read
[20:47:32] <SWPadnos> I think I started with "Sourcery"
[20:47:51] <alex_joni> I read it recently, started further down in the series
[20:48:08] <alex_joni> I think night watch was my first
[20:48:36] <SWPadnos> have you read "Equal Rites"?
[20:48:57] <SWPadnos> that's another early one with Granny Weatherwax in it
[20:50:05] <gene> http://pastebin.ca/957190 is my ini file
[20:51:02] <alex_joni> yeah, I am currently reading wyrd sisters, but it's on hold for 1 month now
[20:51:22] <SWPadnos> heh - yep, that's the other one I remember with her in it
[20:52:08] <alex_joni> Eric is also nice (with Rincewind in it)
[20:52:21] <SWPadnos> heh
[20:52:39] <SWPadnos> are you thinking of the one where they end up on the continent Ecks Ecks Ecks Ecks?
[20:53:09] <alex_joni> hmm, don't think I read that one
[20:53:25] <alex_joni> I like the watch series better
[20:53:40] <SWPadnos> I don't know if I've read all of those
[20:53:51] <alex_joni> but my favorites were motion pictures and going postal
[20:53:57] <alex_joni> those two are really great
[20:54:09] <SWPadnos> oh, and of course the best one in the whole Pratchett universe is "Mort"
[20:54:23] <alex_joni> heh
[20:55:09] <alex_joni> don't hesitate on "Going Postal" if you get your hands on it :)
[20:55:50] <alex_joni> and "Moving Pictures" (looked up the tile right now) too
[20:56:02] <alex_joni> hmm.. 8$ at Amazon with free shipping
[21:10:26] <cnc606> Good evening everyone. I'd like to ask if anyone had any luck in easy setting up the integrated SiS 662 VGA driver in 6.06LTS ubuntu.
[21:11:34] <cnc606> Seems like I am going to do more harm than good :) - now at least the driver loads, but VGA adapter freezes.
[21:11:52] <alex_joni> hmm.. doesn't vesa work for you?
[21:12:52] <cnc606> vesa works, kind of... 3FPS!!!
[21:13:04] <cnc606> I will describe my effort so far
[21:13:12] <cnc606> http://downloadcenter.intel.com/Detail_Desc.aspx?agr=N&Inst=Yes&ProductID=2773&DwnldID=15443&strOSs=39&OSFullName=Linux*&lang=eng
[21:13:29] <cnc606> is the driver, chose the i386 version
[21:15:42] <cnc606> So next I replaced the driver in the # usr/lib/xorg/modules/drivers/ and renamed the old one. The files were sis_drv.so and sis_drv.la
[21:16:19] <alex_joni> do they release source or binary?
[21:16:28] <cnc606> What is great that it actually loads, but since that the terminals can not be switched, and only a static cursor in top left stands
[21:17:48] <cnc606> at Intel you have only binary, some experimental rev-eng drivers are also somewhere on the net - but only to prev gen graphics... sometimes they work when compiled from source I heard.
[21:18:00] <skunkworks_> This is an intigrated card? shared memory?
[21:18:09] <cnc606> integrated :(
[21:18:15] <cradek> do you have a pci or agp slot?
[21:18:56] <cnc606> Well, forgot to mention, the only PCI slot is busy with MOSCHIP 9815 2x LPT port
[21:19:06] <cradek> yuck
[21:19:17] <cnc606> That is the only slot... the CPU and chipset has low latency
[21:19:29] <cradek> the vesa driver may be your best bet
[21:19:32] <cnc606> Should I try the torture of driver compile?
[21:19:44] <cradek> that's up to you :-)
[21:19:56] <cnc606> Are there any issues with the realtime architecture?
[21:20:13] <cnc606> * cnc606 goes take out garbage
[21:20:15] <cradek> no, other than integrated video cards often screw up the latencies
[21:20:26] <cradek> but there's no reason not to build the driver and see
[21:22:21] <skunkworks_> The only integrated video cards I have had luck with are ones that don't use system memory.
[21:28:15] <cnc606> skunkworks: well, as for the nv integrated VGA, the system had the same latencies as with a standard nv VGA on that board (of the 6100-series chipset)
[21:28:31] <cnc606> That was about 13-18 us
[21:28:43] <cnc606> some screensaver running to load the system
[21:32:12] <cnc606> Oh, just trying to change the 1600x1200 resolution into 1280x1024 resulted in a Xorg restart, crashing all apps.
[21:32:23] <cnc606> vesa is not that good here
[21:33:54] <cnc606> I, however, need doing some kernel patch for the VGA driver to work...
http://www.linuxconsulting.ro/xorg-drivers/#sis671
[21:34:06] <cnc606> That is what I was going to ask
[21:38:29] <cnc606> so there is a simple and direct "patch against 2.6.23 kernel" - will it be easier to use that kernel and patch it with VGA mods and realtime, or should I modify the current 2.6.15-magma ?
[21:39:03] <alex_joni> well the kernel is 2.6.15
[21:39:15] <alex_joni> on dapper, but I don't see a patch for that version
[21:39:41] <Ito-Brazil> Hello ALL
[21:39:43] <alex_joni> so if you want to go with 2.6.23 you need to get a new kernel source, patch it with imedia, then patch it with ADEOS/IPIPE
[21:39:47] <alex_joni> then recompile RTAI
[21:39:52] <alex_joni> it's quite a complication
[21:40:05] <cnc606> me neither :), this is the LTS - long term support, which was intended to HAVE support to 2009!
[21:40:08] <Ito-Brazil> I have some questions about using EMC, like how zero all axis ?
[21:40:19] <SWPadnos> zero or home?
[21:41:08] <Ito-Brazil> SWPadnos: not to send to zero, make a position zero
[21:41:51] <Ito-Brazil> Can i zero all 3 axis at same time ?
[21:42:20] <alex_joni> you can using home-all in the AXIS GUI
[21:42:20] <SWPadnos> something like G92 X0Y0Z0
[21:42:31] <alex_joni> oh, offsets
[21:42:47] <cnc606> alex_joni: thanks for the advice, at least now I have a clear manual 1) kernel source 2) imedia patch 3) ADEOS/IPIPE 4) recompile RTAI ...does it have to be i386 or can I do it with i686 compile option?
[21:43:14] <alex_joni> I think you can go with i686
[21:43:32] <alex_joni> cnc606: it'll probably be easier for you if you don't attempt to build debian packages
[21:43:40] <alex_joni> just do it the old fashioned way
[21:43:48] <Ito-Brazil> alex_joni: there is a button like home-all ?
[21:43:51] <alex_joni> however: I don't expect it to be an easy task
[21:44:00] <alex_joni> Ito-Brazil: if your homing is set up right, it should be
[21:44:11] <cnc606> Oh, that's good news :) - is there any executable that makes image of a system or installation disk of such freshly installed system?
[21:44:56] <cnc606> easy or not... it has to be doable, I don't care it takes 50 hours :)
[21:45:16] <Ito-Brazil> Thanks guys! Just one trivial: I need to start a g-code from the middle for example, how can i execute that?
[21:46:12] <alex_joni> cnc606: oh, 50 hours is probably very optimistic
[21:46:20] <alex_joni> cnc606: look into installing ccache
[21:46:37] <alex_joni> you will probably recompile the kernel 3-4 times at least until everything works
[21:47:02] <alex_joni> Ito-Brazil: position at the line you want, and from the menu activate start from line
[21:47:39] <Ito-Brazil> Thanks again!
[21:54:01] <alex_joni> heh, this is cool:
http://linux.hangar.ro/linux-cd
[21:54:19] <alex_joni> some guy over here burns various linux images on CD
[21:54:40] <alex_joni> you just mail him the needed blanks + return envelope, and he does the downloading/burning for free
[22:00:01] <cnc606> alex_joni: I installed gentoo from source in the past with full personal configuration and many -O3 optimisations, so I know how lenghty recompiles look like... what is ccache?
[22:00:49] <alex_joni> compiler cache
[22:01:05] <alex_joni> speeds up the 2nd and subsequent compiles of the same thing
[22:01:20] <alex_joni> http://ccache.samba.org/
[22:01:34] <cnc606> I see now... in google Gentoo shows up on a second plece as a ccache result :)
[22:02:25] <cnc606> would it be better to start install in a fresh ubuntu 8.04 is such one is available?
[22:02:54] <alex_joni> we are currently working on 8.04 packages
[22:03:37] <cnc606> oh.. lovely! :) when that will be... ready for testing?
[22:03:47] <alex_joni> well.. who knows :P
[22:04:45] <cnc606> You know.. "who knows" is an indicator that sounds like I may have it sooner than you? :D ...In that case I might have posted it to you instead? :)
[22:07:23] <cnc606> now I see... I would liek the CCACHE to be an externally powered ramdisk... or to have an access to IBM S/390 and compile the kernel in 8 seconds, like the usual :(
[22:24:28] <cnc606> I am going to try bruteforce way - downloading directly patched imedia 2.6.23 kernel (low latency), then will try ADEOS/IPIPE and then RTAI
[22:25:06] <alex_joni> good night all
[22:25:25] <cnc606> brou
[23:00:44] <lewin1> lewin1 is now known as lewing
[23:52:05] <cnc606> this is unbelieveable: /usr/src/linux# make menuconfig
[23:52:15] <cnc606> bash: make: command not found
[23:58:37] <cnc606> Okay, make installed and now I get a bunch of eeror which basically says those two patches are grossly incompatible - in other words they both try to patch the same parts. So the next logical step would be to extract all the imedia patches and pick up only the one patch for the VGA driver. Maybe I was just being too lazy and expecting it to work all together in my naivety.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}