Back
[00:02:35] <tomp2> www.Physikinstrumente.com and the control signal is 0-10Vdc, the feedback is ... user chooses, one is lvdt, so analog feedback unless external hdwr translates it to digital numbers
[00:17:01] <tomp2> an open hdwr Linux piezo motor controller
http://sranger.sourceforge.net/4.html ( toooo much cool stuff tonite! )
[00:18:47] <tomp2> back to work damnit, can EMC rotate a program? or is that a CAD function? ( need to rotate 0 to maybe 5 degrees depending how many banannas the gorilla operator ate and twists the part in a jig )
[00:21:09] <SWPadnos> tomp2, no, EMC2 can't do that
[00:21:34] <SWPadnos> unless you havea rotary table that isn't controlled by motion, and you correct with that :)
[00:22:40] <tomp2> ok, someday I'd like to rotate programs on EMC control ( future feature request )
[00:22:56] <SWPadnos> heh - not like I've heard that one before ;)
[00:22:58] <tomp2> probe ref holes, rotate program
[00:23:05] <SWPadnos> yep
[00:23:17] <SWPadnos> there is a "rotatekins" that I think feen wrote
[00:23:18] <tomp2> oh, and tilt the G17 plane while you're at it ;)
[00:23:21] <SWPadnos> fenn, taht is
[00:23:22] <SWPadnos> that
[00:23:23] <lerman> Its on my (long) list of things to do.
[00:23:24] <SWPadnos> arg
[00:23:36] <tomp2> huh? i go look, thx
[00:23:43] <SWPadnos> I think someone did arbitrary arcs actually
[00:24:03] <SWPadnos> but it's not in EMC2 at the moment - no G-code definition
[00:24:03] <lerman> So... All we need is to provide a way to get the parameters into rotatekins
[00:24:18] <tomp2> and a lot of matrix multiplies
[00:24:19] <fenn> rotatekins only rotates in the C axis (but i suppose it could be extended)
[00:24:32] <SWPadnos> I think that's the rotation tomp2 is looking for
[00:24:45] <fenn> anyway it's not the best way to do program rotation i think
[00:24:46] <lerman> What specifies the center of rotation.
[00:24:48] <lerman> ?
[00:24:53] <SWPadnos> you can't do it right on a 3-axis machine if the aprt isn't flat in the clamp/jig/vise
[00:25:05] <SWPadnos> s/aprt/part/
[00:25:12] <fenn> it should be done wherever G54 stuff is done
[00:25:13] <tomp2> fenn: if it rotates about Z cool
[00:25:29] <tomp2> lerman, 1st probed hole is anchor, 2nd tells me the twist
[00:25:30] <SWPadnos> lerman, that is a problem, isn't it? :)
[00:25:35] <fenn> tomp2: basically it pretends that you have a rotary table
[00:26:10] <tomp2> way cool, just search 'rotatekins' on src dirs or wiki?
[00:26:49] <fenn> add loadrt rotatekins to your hal file, and just program C-axis moves
[00:27:10] <fenn> btw i dont know what happens if it wants to move too fast (probably just ferror)
[00:27:58] <tomp2> lerman: the 2 holes >should< be on x or y axis, but aint becuz the operators force the part into jig
[00:28:22] <tomp2> fenn: I'm gonna have some fun, thx :)
[00:29:59] <lerman> One of my (not yet started) projects is to convert my manual lathe to a lathe with gang tooling. That will require a new x axis.
[00:30:29] <fenn> to a CNC lathe with gang tooling?
[00:30:46] <lerman> I've been thinking that if the x axis isn't exactly perpendicular to the z axis, I ocould fix that in software.
[00:30:50] <lerman> fenn: yes.
[00:30:59] <lerman> google omniturn
[00:31:32] <anonimasu> gang tooling is cute
[00:31:38] <lerman> See:
http://www.omniturn.com/
[00:32:50] <lerman> Look at some of the videos (might be a different site).
[00:33:36] <lerman> I'd much rather have gang tooling than a turret. Much easier to build (you don't need another axis), faster.
[00:33:54] <lerman> The only down side is that you can't use a tail stock.
[00:34:19] <lerman> (Well, you can, but then you are limited to two tools.)
[00:38:15] <SWPadnos> it seems that you'd be very limited on the OD you could turn
[00:39:16] <lerman> Depends on how high your tools are above table.
[00:39:40] <JymmmEMC> SWPadnos: doe sthis look like a std serial pinout ?
http://www.perle.com/support_services/cabling/documents/DBA0020.shtml
[00:40:04] <SWPadnos> yes, the DB( end looks standard to me
[00:40:07] <SWPadnos> DB9
[00:40:42] <JymmmEMC> SWPadnos: So a straight serial shoudl work between the switch (db9) and the pc (db9) ?
[00:40:57] <SWPadnos> yes, either that or a null-modem ;)
[00:41:05] <JymmmEMC> I've tried both
[00:41:17] <SWPadnos> oh - do you have two serial ports on the PC?
[00:41:30] <JymmmEMC> looking...
[00:41:49] <SWPadnos> and a gender changer so you can connect them together (to make sure you've got minicom or kermit or whatever working right)
[00:42:08] <JymmmEMC> I think one is onboard, but not drawn out to the back
[00:42:12] <SWPadnos> (and a null modem adapter of course)
[00:42:20] <SWPadnos> ok, that's not helpful
[00:42:44] <JymmmEMC> SWPadnos: I keep trying minicom, but it always says it's offline
[00:42:54] <SWPadnos> no DCD then
[00:43:13] <JymmmEMC> SWPadnos: what config setting do I need to change?
[00:43:19] <SWPadnos> you can tell it to go into no handshake mode (or at least take it out of hardware handshake mode)
[00:43:22] <SWPadnos> damfino
[00:43:31] <JymmmEMC> HW is off
[00:43:34] <SWPadnos> maybe use tty0 instead of ttyS0 or something
[00:43:41] <SWPadnos> (or the other way around)
[00:43:51] <JymmmEMC> I've tried S0 and S1
[00:43:53] <SWPadnos> do you have an old external modem sitting around?
[00:44:06] <JymmmEMC> actually yeah... somewhere
[00:44:10] <JymmmEMC> db25
[00:44:18] <SWPadnos> that will have blinky lights that will tell you if any bytes are getting out
[00:44:24] <JymmmEMC> k
[00:44:39] <SWPadnos> modem = serial port tester ;)
[00:45:15] <SWPadnos> I haven't used minicom in a long time so I can't tell you what you need to do to make it work
[00:46:29] <anonimasu> another way is to connect rx>tx
[00:46:34] <anonimasu> with a paperclip
[00:46:47] <anonimasu> :)
[00:47:09] <tomp2> awallin: (hope you read back) on Heidenhain plcs there's 2 power supplies, 1 is 'interruptable' other isnt. so your estop might drop power to the 'interruptable' devices, but not the others... this is a handy division of control voltage.
[00:49:11] <SWPadnos> anonimasu, and ground (pin 5)
[00:49:30] <SWPadnos> oh - that, loopback on a single port to test minicom
[00:54:39] <SWPadnos> tomp2, a similar division exists on Yaskawa servo drives - they have a control power input and a motor power input, both 120VAC (in the case of the SGDH-??BE drives)
[01:05:19] <tomp2> yep
[01:05:48] <tomp2> (sgda 400W anyway )
[01:06:23] <SWPadnos> SGDH is the later version, the ??B means 100V motors and 120VAC input, ??A means 200V motors / 240VAC input ...
[01:06:31] <tomp2> my stuff is so ancient, like Win9x, no longer supported
[01:06:35] <SWPadnos> heh
[01:07:26] <tomp2> yes, 230 but single phase and no trafo needed ( some of the unsaid advantages of that kind of drive )
[01:07:39] <SWPadnos> trafo?
[01:08:17] <tomp2> and single phase is available to many at their dryer outlet ( sorry, transformer lingo )
[01:08:25] <SWPadnos> ah -heh
[01:08:53] <tomp2> i think i picked that up from italian prints
[01:09:32] <SWPadnos> oh. all I picked up was "gelato" ;)
[01:09:38] <tomp2> hahaha
[01:11:23] <SWPadnos> oh, and of course "cappuccino"
[01:11:32] <SWPadnos> "due cappuccini, per favore"
[01:11:39] <tomp2> my only italian pickup line was 'mi scusa signora, dove posso trovare una biccicletta? ' got laffs, but no phone numbers
[01:11:54] <tomp2> == excuse me lady, know3 where i can get a bicycle?
[01:11:54] <SWPadnos> do you have a bicycle?
[01:11:59] <tomp2> :)
[01:12:44] <SWPadnos> I learn how to ask for coffee pretty quickly. it helps for learning other things (like "where's the bathroom - this coffee just goes right through me")
[01:13:17] <jmkasunich> oh, gang lathe tooling
[01:13:28] <jmkasunich> I was just thinking about that
[01:13:45] <SWPadnos> what kind of spacing were you thikning of between tools?
[01:13:52] <jmkasunich> I have an upcoming project that will require 20 pieces, turned, faced, and threaded
[01:14:10] <SWPadnos> those photos from omniturn seemed pretty close together
[01:14:23] <jmkasunich> well, I wouldn't be doing anything so professional
[01:14:45] <jmkasunich> the shoptask has a table instead of a cross-slide, so I'g just clamp things down
[01:14:50] <SWPadnos> oh - I thikn I see now. you'd set up a "gang" for a job, so the "tool pitch" could be whatever you need for the particular workpiece
[01:14:59] <lerman> Yup. I think they are 1" or 1-1/4 max turning diameter. (Omniturn)
[01:15:28] <SWPadnos> right, since the gang tooling would be most useful with bar-fed stock (auto manufacture), the work wouldn't be all that big
[01:15:48] <jmkasunich> my pieces are 2" square, but only a little over an inch long
[01:16:04] <jmkasunich> two tools, one to turn and face, one to thread
[01:16:24] <jmkasunich> I'd probably put the turn/face tool in the toolpost as normal, and do the threader like so:
http://jmkasunich.com/pics/threading-tool-1833.jpg
[01:16:33] <SWPadnos> yeah - that avoids the other issue - everything has to be a boring bar with that end-gang setup
[01:17:08] <SWPadnos> heh -good use of step blocks :)
[01:17:52] <jmkasunich> I'm debating between two ways of making these parts
[01:18:09] <jmkasunich> they are 1" thick x 2" x 2", so I start with 2" square bar
[01:18:17] <jmkasunich> one end is simply faced smooth
[01:18:32] <jmkasunich> the other end has a 0.7" long M12x1.75mm male thread sticking out
[01:19:02] <jmkasunich> I can either make the thread integral with the part (start with a 1.7" block), or drill and tap and screw in a setscrew to make the male threads
[01:19:15] <jmkasunich> the last time I did these parts I didn't have CNC threading, so it was a no-brainer
[01:19:35] <SWPadnos> hmmm. can a cutoff tool get close enough on the flat side?
[01:19:46] <SWPadnos> err - to make the flat side that is
[01:20:02] <jmkasunich> the blanks will be pre-cut to length (plus something to clean up)
[01:20:11] <SWPadnos> oh, ok
[01:20:17] <jmkasunich> my spindle hole is only 1-1/8", so barfeed is out
[01:20:28] <jmkasunich> also, square bar and cutoff tools seems like a scary combination
[01:20:49] <jmkasunich> first operation: chuck up, face, remove
[01:21:07] <jmkasunich> second operation: chuck up, turn down threaded section, face shoulder, thread, remove
[01:21:30] <jmkasunich> (flip end-for-end between operations, of course)
[01:21:37] <SWPadnos> yep
[01:22:27] <jmkasunich> the longer blanks for making it integral add about $1.20 to the cost, the setscrews are $0.85, so from a material point of view, its cheaper to drill, tap, and install screws
[01:22:55] <jmkasunich> but the thread depth needs to be well controlled, which makes it hard to power tap on the drill-press
[01:23:10] <jmkasunich> my tapping head won't handle M12, it only goes up to 1/4"
[01:23:37] <SWPadnos> hmmm
[01:23:50] <fenn> what material are you making it from?
[01:23:55] <SWPadnos> would you like me to send you a 50TC/DC? :)
[01:23:55] <jmkasunich> steel
[01:24:05] <jmkasunich> either 1018 or 12L14
[01:24:11] <fenn> why does it cost so much more for adding a little bit to the end?
[01:24:17] <jmkasunich> probably go with 12L14 if I take the integral approach
[01:24:27] <jmkasunich> its not that much more
[01:24:50] <jmkasunich> 2x2x1.1 = $2.96, 2x2x1.8 = $4.40ish (in 1018)
[01:25:07] <jmkasunich> 12L14 is about 15% more
[01:25:32] <jmkasunich> SWPadnos: is that a tapping head?
[01:25:38] <SWPadnos> yep
[01:25:47] <SWPadnos> #6-1/2" I think
[01:25:50] <jmkasunich> Morse 2 taper?
[01:26:04] <SWPadnos> hmmm. either that or a 1/2" straight shank
[01:26:10] <jmkasunich> sure ;-)
[01:26:18] <SWPadnos> heh - you can give it back at Fest ;)
[01:26:29] <jmkasunich> aw, I thought I could keep it ;-)
[01:27:09] <SWPadnos> heh
[01:27:09] <jmkasunich> I need to put a chunk of steel in the lathe and see what kind of cuts I can take
[01:27:14] <SWPadnos> yep - 1/2" straight shank
[01:27:56] <jmkasunich> making it all out of one piece, with two chuckings and two programs, seems easier than drilling and tapping and inserting a setscrew
[01:28:08] <SWPadnos> and likely more accurate
[01:28:17] <jmkasunich> well, I dunno
[01:28:36] <jmkasunich> the M12 setscrew pitch diameter will be right on, as will the tapped hole
[01:29:02] <jmkasunich> getting the thread the right size with CNC will take a few trials I bet
[01:29:18] <SWPadnos> I was thinking of the depth
[01:29:29] <jmkasunich> yes, depth would be more accurate with CNC
[01:29:41] <SWPadnos> but yeah, maybe you can grab a thread gauge and check that EMCs threading is really correct ;)
[01:30:27] <jmkasunich> I'm quite confident in EMCs threading, at least for a single segment thread
[01:30:35] <fenn> jmkasunich: you could do rigid tapping in the lathe :)
[01:30:43] <jmkasunich> fenn: no I can't
[01:30:55] <fenn> no reverse?
[01:30:57] <jmkasunich> I have single phase spindle motor, fixed speed, and can't reverse until it comes to a stop
[01:31:27] <jmkasunich> in fact, that would be a bit of suck even if I'm doing the one-piece version
[01:31:40] <jmkasunich> while turning the corners off the 2" square, I'll be limited in speed
[01:31:54] <jmkasunich> later when turning the 12mm thread I'll want to go faster
[01:32:04] <jmkasunich> CSS would be nice, but that needs a variable speed spindle
[01:32:13] <SWPadnos> and one under EMC2 control
[01:32:43] <jmkasunich> yeah - pausing and printing "please change belts to 600 RPM" would get old fast
[01:33:47] <jmkasunich> I'm not thrilled about the interrupted cut - thats the main factor in favor of the "use a short block and stick a setscrew in it" approach
[01:34:12] <fenn> why are you turning it on the lathe?
[01:34:13] <lerman> Do it on a milling machine with a thread mill.
[01:34:44] <jmkasunich> because my mill (same machine, in mill mode) has too much backlash to make a good thread with a threadmill
[01:35:11] <jmkasunich> and, in terms of pure metal removal, I bet lathe mode wins
[01:35:18] <jmkasunich> the millhead isn't very rigid
[01:35:42] <jmkasunich> removing most if a 2 x 2 x 0.7" lump of steel with the mill (leaving a 12mm round piece in the middle) would take a while
[01:35:57] <lerman> Yes.
[01:36:17] <jmkasunich> it will take a while on the lathe too, but not as long I suspect
[01:38:16] <jmkasunich> I wonder if G76 can do an external thread if the threading tool is mounted upside down behind the work
[01:38:18] <toastydeath> lathe is more horsepower efficient than milling
[01:38:27] <toastydeath> plunge rough it
[01:38:38] <jmkasunich> plunge rough?
[01:38:53] <cradek> jmkasunich: why would that be any different?
[01:39:05] <toastydeath> plunge roughing is where you take a tool that can make a face groove
[01:39:06] <jmkasunich> the sign of X is reversed
[01:39:14] <toastydeath> and use that to rough the material out
[01:39:19] <cradek> same as cutting an inside thread
[01:39:28] <toastydeath> unless i am thinking of a wrong form
[01:39:52] <toastydeath> which i probably am if everyone is suggesting a thread mill
[01:40:14] <jmkasunich> toastydeath: the part starts out as 1.8" of 2 x 2 square bar
[01:40:17] <jmkasunich> face one end smooth
[01:40:36] <toastydeath> with you so far.
[01:40:39] <jmkasunich> turn around, and turn the other end down to 12mm for about 0.7", then face the resulting shoulder
[01:40:58] <jmkasunich> so you have about 1" of square, then a 0.7" long 12mm round
[01:41:02] <toastydeath> oh.
[01:41:05] <jmkasunich> then thread the round
[01:42:04] <toastydeath> well the lathe is certainly going to be faster
[01:42:08] <toastydeath> but what i said does not apply
[01:42:15] <toastydeath> sry
[01:42:37] <jmkasunich> plan B is to start with a 1.1" long blank, face both ends, drill one end, tap it, and insert a M12 x 35mm or so long setscrew to provide the male thread
[01:42:55] <jmkasunich> much less metal to remove with plan B, but more operations
[01:43:01] <toastydeath> i'd do A
[01:43:13] <SWPadnos> and you have a screw thread that isn't really part of the part
[01:43:16] <toastydeath> if you have a lot of material to remove on the face
[01:43:19] <toastydeath> what i said kind of applies
[01:43:29] <toastydeath> but it sounds like most of it is just turning.
[01:43:32] <jmkasunich> SWPadnos: the setscrew is actually a better thread
[01:43:56] <jmkasunich> stronger - it's probably close to grade 8, at least grade 5, while the part is only mild steel
[01:44:03] <SWPadnos> right, but how do you keep the setscrew inside the square block if you stick it in whatever it goes into, then decide to remove it?
[01:44:12] <jmkasunich> locktite ;-)
[01:44:14] <SWPadnos> heh
[01:44:16] <SkinnYPuppY> Got a press ?
[01:44:22] <SWPadnos> 671 is your firend :)
[01:44:26] <SWPadnos> -i
[01:44:28] <toastydeath> i argue that the setscrew doesn't matter because if the material it's going into is only mild steel
[01:44:34] <toastydeath> the mild steel will still fail at the same point
[01:44:49] <jmkasunich> not true, if I have enough thread engagement
[01:44:56] <jmkasunich> I can have 1.5 diameters or so
[01:45:20] <toastydeath> that's enough to give you the rated thread strength of the mild steel, not the grade 8 bolt
[01:45:31] <toastydeath> you'd have to go much farther to get the full strength of the setscrew
[01:45:44] <SWPadnos> the allen key in the end of the screw would probably fail before the threads though
[01:45:56] <jmkasunich> in the application, a "widget" is screwed onto the threads by hand, then the widget (sort of a bayonet socket thing) goes into a testing machine, which pulls on it with up to a ton of force
[01:45:57] <toastydeath> but either way, i'd do it in the lathe.
[01:46:44] <toastydeath> well, i guess maybe not
[01:46:52] <toastydeath> the second way would probably be faster in a mill
[01:47:13] <jmkasunich> much faster in a mill with rigid tapping, but I don't have that
[01:48:18] <toastydeath> but i am telling you, for sure, that the thread engagement @ 1.5 diameters refers to material of an identical spec
[01:48:26] <toastydeath> and if you use the setscrew, you need a lot more engagement
[01:48:39] <toastydeath> not saying don't use a setscrew, but design it to get the strength you think you will need out of it
[01:48:41] <jmkasunich> to hit the limit of the screw, maybe
[01:48:57] <toastydeath> to hit the limit of the threads
[01:49:03] <jmkasunich> the original part that I'm duplicating is made out of one piece, and its not any particulary special grade of steel
[01:49:04] <toastydeath> i've had threads fail and it's not the screw that goes
[01:49:18] <toastydeath> it pulls out like a wine cork
[01:49:31] <SkinnYPuppY> I'd drill and pocket the squares and make the threaded posts from 12l14 9/16 pressed from behind into the pocket
[01:50:00] <jmkasunich> SkinnYPuppY: the posts will see tension, not compression
[01:50:05] <SWPadnos> thus eliminating the "easier" part of the equation ;)
[01:50:37] <toastydeath> turn it on the lathe, and radius the base
[01:50:44] <toastydeath> then thread it.
[01:50:54] <jmkasunich> if "pressed from behind" means from the end opposite where the threads will stick out, thats not allowed, because that end needs to be smooth
[01:51:20] <SkinnYPuppY> JMK that says it , needs to be smooth
[01:51:35] <toastydeath> wat
[01:52:00] <SWPadnos> I say make it out of Titanium instead, with carbon nanotubes for good tensile strength
[01:52:07] <jmkasunich> heh
[01:52:13] <jmkasunich> mold it
[01:52:48] <SWPadnos> with carbon nanotubes, you could use 4-40 thread for that 1 ton force
[01:52:48] <toastydeath> just turn it on the bloody lathe and be done with it
[01:52:53] <SWPadnos> heh
[01:52:54] <toastydeath> there's no sense in overengieering something
[01:53:03] <SWPadnos> 18-8 SS
[01:53:16] <SWPadnos> (whatever that means)
[01:54:13] <jmkasunich> toastydeath: yeah, pretty much that
[01:54:19] <cradek> jmkasunich: what's keeping you from doing spindle control?
[01:54:34] <jmkasunich> I'm just wondering how long it will take to turn it, so I know how to quote the job
[01:54:38] <SWPadnos> the spindle, I imagine
[01:54:49] <cradek> oh right, just a wrong motor
[01:54:57] <SWPadnos> it's a single-phase motor with run caps
[01:55:13] <SWPadnos> (if it's the sameas the shoptask at my old company)
[01:55:24] <jmkasunich> cradek: I need to switch to the three phase motor, and switch the drive train, and install a VFD, and switch to the mesa instead of the parport, cause I'm out if I/O, and....
[01:55:36] <cradek> arg
[01:55:38] <SWPadnos> heh
[01:55:42] <SWPadnos> cascade faulire ;)
[01:55:45] <SWPadnos> failure
[01:56:04] <jmkasunich> I'm gonna switch to ballscrews first, then tackle the spindle drive part
[01:56:12] <jmkasunich> maybe by christmas
[01:56:35] <SWPadnos> make a new table and/or screw mount before you bother with ballscrews
[01:56:46] <jmkasunich> ?
[01:56:48] <SWPadnos> err - nut mount that is
[01:57:01] <SWPadnos> the mount for the ballnut (on X) is pretty flexy
[01:57:05] <jmkasunich> you mean for X? that crappy wrap around flexy piece of crap
[01:57:12] <SWPadnos> or it will get that way after a while
[01:57:14] <SWPadnos> yep
[01:57:39] <jmkasunich> yeah, my plan is to eliminate the existing chip guard, and mount the nut directly on the underside of the saddle, instead of wrapping around
[01:58:08] <jmkasunich> but to do that I need alternate guards - I've been thinking about the helical springy kind - that look like a stretched out clock-spring
[01:58:18] <jmkasunich> found a source, haven't called them yet for pricing
[01:58:27] <SWPadnos> IIRC, there are only two screws (or maybe 3 collinear ones) holding that thing on - along the "outer edge
[01:58:36] <jmkasunich> two
[01:58:54] <SWPadnos> you'd need to add a third to really stiffen it up
[01:59:14] <jmkasunich> its fundamentally flawed, I'm not gonna do that wraparound at all
[02:00:06] <SWPadnos> yeah - that's why I said you should replace it :)
[02:03:50] <jmkasunich> http://jmkasunich.com/pics/shoptask-x-nut-1911.jpg
[02:05:15] <jmkasunich> that seems to be a machined surface on the bottom of the saddle, above the screw
[02:05:31] <jmkasunich> I hope to put a block there that holds the nuts (2, with belville preload)
[02:06:00] <cradek> oh wow, that thing drives X? that's unexpectedly nasty
[02:06:04] <SWPadnos> heh
[02:06:07] <SWPadnos> it is a POS
[02:06:23] <cradek> my sherline has a similar wrap-around thing that looks more stout than that one
[02:06:27] <jmkasunich> they wanted (and needed) a chip guard to keep crap off the screw
[02:07:23] <jmkasunich> its cast iron, about 3/8" thick, 4"+ wide at the top where it hooks to the saddle, about 2" wide at the nut location
[02:07:52] <cradek> seems like it could be 3x as thick
[02:08:07] <jmkasunich> you'd think
[02:08:27] <jmkasunich> at one time I was gonna make a more solid version of the same thing
[02:08:39] <jmkasunich> but I'd rather replace the guard and have the nut right on the bottom of the saddle
[02:08:40] <cradek> that would be a pretty easy patch
[02:09:13] <jmkasunich> I just need a couple of these:
http://www.centryco.com/products/centry.php
[02:09:43] <SkinnYPuppY> Those are cool
[02:10:08] <cradek> yep
[02:10:41] <SWPadnos> hmmmm
[02:10:54] <SWPadnos> I don't know that you have enough room at the ends for that kind of cover
[02:11:13] <SWPadnos> unless the compressed length is a small fraction of the extended length (like 1-2 inches max)
[02:11:26] <cradek> I think compressed length is pretty darn short
[02:11:36] <cradek> the ones on my bp do go down to a few inches
[02:11:36] <toastydeath> i have seen those irl and it is damn short
[02:11:50] <toastydeath> they're just thick, not long
[02:12:24] <SWPadnos> argh. that's one of those annoying companies that requires some sort of registration to get their catalog
[02:12:39] <jmkasunich> stand by
[02:13:21] <jmkasunich> http://jmkasunich.com/pics/centryco-covers-design.pdf
[02:13:35] <jmkasunich> (I gave them a fake address a while ago ;-)
[02:13:48] <SWPadnos> heh
[02:14:41] <jmkasunich> example: P/N 07510 has 0.75" ID (I'm gonna use 5/8 ballscrews), is 10" long extended, 0.75" long compressed, and 1-3/8" OD
[02:15:17] <tomp2> i wonder if we could find collapsible cups for screw covers... but longer, and smaller dia, and just as cheap
http://www.amerimark.com/cgi-bin/amerimark/postkey_find.html?cm_mmc=channel-_-engine-_-media-_-28506&keywords=28506&media=G60710&ci_src=14110944&ci_sku=28506
[02:15:28] <SWPadnos> it looks like they may work. I just remember the ballnut mount getting pretty darned close to the end of travel on the right side of the machine
[02:15:56] <jmkasunich> I haven't done the detailed measurements yet
[02:16:09] <jmkasunich> I'm planning to start with the Y axis - that is more straightforward
[02:17:31] <SWPadnos> yeah - the table is the screw cover ;)
[02:25:58] <jmkasunich> just sent in an RFQ for their part CC-025-0400-030-43 - 1" ID, 1.7" OD, 16" extended, 1.2" compressed
[02:26:03] <jmkasunich> we'll see how bad it is
[02:29:52] <SWPadnos> "We're sorry. You appear to have given us a fake email address when requesting our catalog. We decline to quote" ;)
[02:30:04] <jmkasunich> heh
[02:30:46] <jmkasunich> they can't be the only company in the world making those things
[02:30:54] <SWPadnos> no, I imagine they're not
[02:31:12] <jmkasunich> I have a bad feeling that the two guards (one for each side of the table) will be $100 or more
[02:31:36] <SWPadnos> off-topic question for the night: conceptually, what would a fourier transform of a fourier transform be?
[02:32:20] <jmkasunich> time domain -> FFT -> frequency domain -> FFT -> who the heck knows
[02:32:22] <LawrenceG> jmkasunich: how about 2 tape measures running in a channel (one each side of nut)
[02:32:31] <SWPadnos> jmkasunich, yeah, that's what I ended up with ;)
[02:32:45] <LawrenceG> jmkasunich: like the rodless air cylinders
[02:32:57] <jmkasunich> LawrenceG: I'm gonna wait till I see how bad the news is before I think about alternatives
[02:33:35] <LawrenceG> yea... I will be interested to hear as I want to get rid of that wrap around as well
[02:33:53] <jmkasunich> sometimes you just have to bite the bullet and do things the right way
[02:34:06] <jmkasunich> if it costs $100 or so for the pair I'll probalby pay it
[02:34:34] <jmkasunich> hmm - if they have a minimum order that is more than two covers, would you be interested? (I know that depends on the price, but ...)
[02:35:31] <LawrenceG> keep me in mind....
[02:36:05] <jmkasunich> they will probably reply tomorrow, I'll let you know what they say
[02:36:56] <LawrenceG> thanks... watched your threading video.... tool looked very close to chuck.... I was a little worried!
[02:38:35] <jmkasunich> checked several times before running ;-)
[02:46:32] <JymmmEMC> SWPadnos: Had to bring up the win box... weird
[02:50:06] <SWPadnos> for a modem? ;)
[02:51:44] <JymmmEMC> SWPadnos: the hp procurve
[02:51:54] <eric_U> I have a couple of ballscrews with the steel spring expanding covers on them
[02:52:00] <eric_U> they do look expensive
[02:52:04] <SWPadnos> yes, I know. did you find a modem to try minicom with?
[02:52:22] <JymmmEMC> SWPadnos: I never could console into the switches serial port from nix, I could from win though.
[02:52:28] <SWPadnos> (or use anon's trick of just connecting pins 2+3 together at the PC end to se eif nbytes are getting out)
[02:52:42] <JymmmEMC> SWPadnos: he said pins 2+4
[02:52:53] <JymmmEMC> (but I tried both)
[02:53:11] <SWPadnos> he said rx -> tx, which is 2<->3
[02:53:28] <eric_U> would help to connect tx to rx
[02:53:51] <JymmmEMC> SWPadnos: we all dont have a photographic memory for pin<-> singlas like you do =)
[02:53:52] <SWPadnos> not usually - the idea was to connect the two pins together on the PC and see if characters echo back ...
[02:53:56] <SWPadnos> heh
[02:54:23] <eric_U> have to be careful that there is no flow control
[02:54:28] <renesis> hey guys
[02:54:40] <renesis> i have a taig, about a year or two maybe who knows
[02:54:54] <JymmmEMC> I think it's minicom's xon/xoff configuration that isn't clear
[02:54:57] <renesis> cr model, brass adjustable leadscrew nut
[02:55:04] <renesis> so i go to do rought test of backlash
[02:55:30] <renesis> so i get dial indicator withspindle holder
[02:55:48] <eric_U> you should turn off xon/xoff
[02:55:50] <renesis> the ones with the radius pin
[02:56:00] <eric_U> minicom setup is a big pain
[02:56:06] <renesis> okay but i think its saying backlash is like .00025
[02:56:08] <renesis> about
[02:56:35] <JymmmEMC> Ok, I connected the modem to the serial port and the idiot lights are blinking when I type... but minicom still says offline and no at commands are being executed
[02:56:45] <eric_U> renesis, do you believe that?
[02:57:11] <renesis> like, i step in other direction .00025, the dial hops but not at all compared to the next step
[02:57:19] <renesis> no i dont why do you think im asking
[02:57:29] <renesis> so wtf dial indicator backlash?
[02:57:35] <SWPadnos> http://cutecom.sourceforge.net/
[02:57:52] <renesis> eric_u: it is a very small machine
[02:58:04] <renesis> but i set backlash to .003, guessing
[02:58:09] <JymmmEMC> SWPadnos: oh, nice.
[02:58:10] <eric_U> still, that's fairly good
[02:58:23] <SWPadnos> 0.003 is 12x .00025
[02:58:23] <renesis> and the hops it makes when i switch direction are like 4x or 5x normal hopes
[02:58:47] <renesis> hell, that was a guess based on zero testing because some of my pcb traces were skinny
[02:58:51] <renesis> im sure Y is worse
[02:58:56] <JymmmEMC> SWPadnos: tv show coming on, but would like to ask you sometime how do you assign an ip to a switch like this (with all the vlans and whatnot) for configuration puposes (telnet).
[02:59:06] <renesis> s/hell/hello
[02:59:07] <cradek> JymmmEMC: "offline" is normal if the modem is not connected to something! that's what it means
[02:59:17] <SWPadnos> err - I'd just look at the manual. it's not standard as far as I know
[02:59:23] <JymmmEMC> SWPadnos: k
[02:59:40] <eric_U> tv show is more important than us?
[02:59:46] <JymmmEMC> cradek: ok the MODEM is not online.... it's been a while since I've had to use one.
[02:59:46] <SWPadnos> what cradek said - online could be "carrier detect" or "RTS/CTS"
[02:59:47] <renesis> fuck tv
[02:59:50] <JymmmEMC> eric_U: yep =)
[03:00:01] <renesis> i just use it because it is my best quality cspan stream
[03:00:11] <cradek> definitely "online" is dcd
[03:00:29] <SWPadnos> it is for the modem, are you sure it is for minicom as well?
[03:00:38] <renesis> okay so like, sub mil backlash on brass compression nut microcnc is like, reality?
[03:00:55] <SkinnYPuppY> Another cspan fan cool
[03:01:02] <eric_U> SWPadnos: cutecom looks pretty useful, I'm always trying to debug serial ports
[03:01:05] <cradek> what are you actually trying to do JymmmEMC?
[03:01:06] <renesis> dude politicians are great entertainment
[03:01:20] <SkinnYPuppY> More than
[03:01:35] <eric_U> cradek, he's trying to get to the tv before American Housewives comes on
[03:01:39] <jmkasunich> renesis: regarding backlash - you aren't testing it while you have backlash comp in your ini file are you?
[03:01:47] <renesis> no i set to zero
[03:01:52] <jmkasunich> ok, just checking
[03:01:55] <renesis> i tested with it at .003 because thats how it was
[03:01:55] <JymmmEMC> cradek: Connect to the serial console of HP ProCurve 4000m switch
[03:02:02] <renesis> and the needle would fly when i changed direction
[03:02:25] <renesis> like, hop 5x more than normal
[03:02:40] <renesis> when i set to zero, first hop would be a dud
[03:02:44] <SWPadnos> try zeroing the indicator then just push and pull on the table with your hand
[03:02:44] <renesis> then pretty regular
[03:03:03] <renesis> im not using a linear indicator, tho, so im pretty much just eyeballing based on steps
[03:03:20] <cradek> JymmmEMC: unfortunately I don't know if those ports tend to be DCE or DTE
[03:03:22] <SWPadnos> I thought you said you had an indicator in the spindle ... ?
[03:03:25] <cradek> maybe the manual says?
[03:04:05] <renesis> yeah
[03:04:45] <renesis> but its pivot indicator, not linear indicator
[03:05:03] <renesis> okay i pushed on the table
[03:05:24] <renesis> and it moved equiv of two .001 hops
[03:05:32] <renesis> which sounds right
[03:05:39] <renesis> but its maybe not doing that unloaded
[03:05:44] <renesis> and its milling PCB
[03:05:50] <renesis> so its basically unloaded
[03:06:54] <renesis> i dont think its more than .003, and setting it to that seemed like too much on the last pcb
[03:07:19] <renesis> which jacking in the indicator and testing with the old ini confirmed, because the dir change jumps were huge
[03:07:39] <renesis> weird.
[03:09:15] <renesis> fuckit, BACKLASH=.001
[03:09:44] <renesis> * renesis goes to check how jacked up the Y situation is
[03:09:59] <SWPadnos> it may be me, but I'm not sure quite what you're doing, or what's going wrong
[03:15:45] <SWPadnos> hmmm. cutecom is nice, but it's line oriented, not character oriented
[03:16:28] <SWPadnos> gtkterm seems OK. minicom definitely wants to deal with modems, so it's probably not suitable for direct connection to the switch
[03:16:30] <cradek> minicom is ok if that's the kind of program you want, but I use cu which doesn't screw up the terminal emulation
[03:16:47] <SWPadnos> it seemed to want to do all sorts of modem inits
[03:16:58] <cradek> sure but you can just turn them off
[03:17:09] <SWPadnos> when all you really want is telnet <->ttyS0
[03:17:22] <SWPadnos> (sort of)
[03:17:23] <cradek> cu -l/dev/ttyS0
[03:17:47] <cradek> there is no better
[03:18:52] <SWPadnos> oh - cool. more or less a redirect of the console to <somewhere>
[03:20:14] <renesis> swpadnos: because its almost unbelievable
[03:20:19] <renesis> thats whats wrong
[03:20:34] <renesis> but yeah i think maybe its just not backlashing as much unloaded
[03:20:45] <renesis> like, doing pcb vs Al or steel
[03:20:53] <SWPadnos> renesis, I don't quite understand what you were seeing or how you were measuring it, so I don't know how unbelievable it is ;)
[03:21:32] <renesis> like, i can tell when it moves, and i can get short distances of relatively equal hops
[03:22:07] <renesis> its not a linear indicator so i can like just straight measure it, so im jogging the machine in incriments and judging hops
[03:22:20] <SWPadnos> what happens if you move the table so the dial is at 0, then keep going the same direction, using MDI or jogs of 0.001 or 0.0001" at a time?
[03:22:34] <renesis> eyeballing it says backlash, unloaded, is like .0005 or so
[03:22:47] <renesis> then it makes regular hops
[03:22:48] <SWPadnos> if it's an indicator with a pivoting ball thingy, it should still read "linearly", assuming the pivot length is correct
[03:23:39] <SWPadnos> I'd be surprised if you can see backlash of 0.0005 by "eyeballing" - is there an extra 0 in there?
[03:23:47] <renesis> ...
[03:24:01] <renesis> i step the machine .00025
[03:24:16] <renesis> does regular hopes
[03:24:21] <renesis> i change dirs
[03:24:30] <renesis> it does a pussy non-hop
[03:24:35] <SWPadnos> it's a stepper system?
[03:24:50] <renesis> then goes back to hopping the same .00025 spaces
[03:24:52] <renesis> yes
[03:24:57] <SWPadnos> (steps can also be driving geckos :) )
[03:24:59] <SWPadnos> ok
[03:25:27] <renesis> initially, backlash was set to .003
[03:25:35] <renesis> just random guess pretty much
[03:26:06] <SWPadnos> cradek, have you ever looked at the manpage for cu?
[03:26:18] <renesis> regular .00025 hope, change direction, HUGE backlash overcorrect hop
[03:26:18] <cradek> uh, probably
[03:26:30] <SWPadnos> "BUGS
[03:26:32] <SWPadnos> This program does not work very well"
[03:26:38] <cradek> haha
[03:26:44] <renesis> nice
[03:27:02] <cradek> I've always been happy with it
[03:27:14] <cradek> the code probably hasn't been changed in 10 years
[03:27:51] <cradek> wrong, only 5 years
[03:30:38] <SWPadnos> version 1.07?
[03:30:47] <SWPadnos> I think that's what the ubuntu repo had
[03:31:08] <cradek> yes I think that's the last uucp release
[04:01:36] <JymmmEMC> Man, that show just breaks your heart....
[04:01:40] <JymmmEMC> anyhow...
[04:02:41] <JymmmEMC> cradek: It's all good, I got into the switch via windows - I think it's was just a minicom config, but I wans't sure if it needed a straight/null/custom cable
[04:03:40] <SWPadnos> JymmmEMC, ubuntu has a package for that cutecomm thing (probably not good for this), plus gtkcomm, which is proabbly what you want
[04:03:40] <JymmmEMC> cradek: Now, what I'm going to do with 80 ports, I'll never know =)
[04:04:03] <JymmmEMC> SWPadnos: gtkcomm, ok good to know.
[04:04:10] <eric_U> if you want something that breaks your heart, think of all the Bear Stearns employees
[04:04:19] <SWPadnos> I think that's what it was - I searched in synaptic for "serial"
[04:04:23] <SWPadnos> heh
[04:04:29] <SWPadnos> did they fold?
[04:04:35] <eric_U> $2 a share
[04:04:45] <SWPadnos> that has no direct effect on employees
[04:04:48] <eric_U> closed at $32 friday
[04:04:57] <SWPadnos> (other than those who have their entire retirement invested in the company)
[04:04:59] <eric_U> purchased by JP Morgan
[04:05:15] <eric_U> 1/3 of outstanding shares owned by employees
[04:05:17] <SWPadnos> huh - isn't that funny
[04:05:20] <SWPadnos> that's a bummer
[04:05:43] <eric_U> didn't learn anything from Enron
[04:06:24] <SWPadnos> makes no difference really. find and read the book "The Creature From Jekyll Island"
[04:06:36] <SWPadnos> it's about the federal reserve and how money actually works
[04:07:36] <eric_U> what's wild is 1.5 of every share traded on friday
[04:08:36] <eric_U> sometime next week Bernanke is going to be paying banks to borrow from the fed
[04:09:31] <SWPadnos> http://www.bigeye.com/griffin.htm
[04:10:55] <JymmmEMC> SWPadnos: I couldn't find either of those comm pkgs that you mentioned
[04:11:19] <SWPadnos> hmmm. (a) is universe enabled and (b) I'm on 7.10, so they could be "new"
[04:11:46] <JymmmEMC> I'm on 6 and I belive universe is enabled, let me check
[04:12:14] <JymmmEMC> universe is enabled
[04:12:19] <JymmmEMC> let me do an update
[04:12:26] <SWPadnos> search names and descriptions for "serial"
[04:12:46] <JymmmEMC> will do again after update
[04:13:59] <JymmmEMC> nada, but I did find proggy for APC UPS
[04:14:28] <SWPadnos> are you using synaptic?
[04:14:35] <JymmmEMC> yes
[04:14:40] <JymmmEMC> tried apt too
[04:14:44] <SWPadnos> hmmm. try searching for comm
[04:14:51] <JymmmEMC> nada
[04:14:56] <SWPadnos> you suck
[04:14:58] <SWPadnos> :)
[04:15:09] <JymmmEMC> emc being on 6xx sucks
[04:16:05] <SWPadnos> well, you shouldn't be using your CNC Controller to talk to a stupid switch
[04:16:32] <JymmmEMC> SWPadnos: It's a smart switch biotch!
[04:16:38] <SWPadnos> heh
[04:17:25] <JymmmEMC> SWPadnos: Just think of it this way.... Once you finish the RT eth motor controller stuff, I'll have 80 axises!!!! WOO HOO
[04:17:38] <SWPadnos> excellent!
[04:17:47] <SWPadnos> I thought you were doing that though
[04:18:04] <JymmmEMC> SWPadnos: I left that to the expert (that be you )
[04:18:09] <SWPadnos> oh yeah
[04:18:52] <SWPadnos> heh - Ron Paul is great:
http://www.youtube.com/watch?v=A4kxTkhwR_Q&feature=related
[04:18:53] <JymmmEMC> gtkterm ???
[04:18:59] <SWPadnos> that could be it
[04:19:53] <JymmmEMC> SWPadnos: I got the UPS racked (that was a bitch), will be nice when everything is under SNMP =)
[04:22:28] <JymmmEMC> weird, I can't get anything back from the modem, yet I can toggle shit on it
[04:22:46] <SWPadnos> the modem may not be set to echo
[04:22:50] <SWPadnos> type ATE1
[04:22:53] <SWPadnos> (I think)
[04:23:02] <SWPadnos> and enter, of course
[04:23:09] <JymmmEMC> I thought it was ATA ata1
[04:23:17] <SWPadnos> I don't think so
[04:23:19] <JymmmEMC> even ATZ - nada
[04:23:27] <SWPadnos> E1 = echo on, E0=echo off, maybe
[04:23:53] <SWPadnos> yep, E is echo
[04:24:35] <SWPadnos> ATZ is reset, but that doesn't put echo into a known state
[04:24:50] <JymmmEMC> ata = answer
[04:25:06] <JymmmEMC> flipped sw = responds to at commands now
[04:25:18] <SWPadnos> only helpful when the phone is ringing (and connected)
[04:25:22] <SWPadnos> heh
[04:25:28] <SWPadnos> which switch?
[04:25:41] <JymmmEMC> dip switches on bottom of modem
[04:25:47] <SWPadnos> oh - wrong baud rate?
[04:26:05] <JymmmEMC> AT COMMANDS ENABLE/DISABLE
[04:26:08] <SWPadnos> heh
[04:26:12] <SWPadnos> that's a good one :)
[04:26:34] <JymmmEMC> http://www.usr.com/support/product-template.asp?prod=3453c
[04:27:37] <SWPadnos> now why do you suppose they'd grey out Linux and Mac support for that modem?
[04:28:09] <JymmmEMC> weird, no idea really... has a serial port.
[04:28:25] <JymmmEMC> my other modeom has both serial and usb ports
[04:28:26] <SWPadnos> yeah, that's my point. it's obviously compatible, but you'd think it isn't looking at that page
[04:28:45] <JymmmEMC> except for mac... no serial ports
[04:29:08] <SWPadnos> no big deal - a USB->serial adapter would probably work fine
[04:29:19] <JymmmEMC> SWPadnos: polling, remember?
[04:29:29] <JymmmEMC> eh maybe
[04:29:29] <SWPadnos> ?
[04:29:38] <JymmmEMC> most are really flaky though
[04:29:46] <JymmmEMC> usb2serial adapters
[04:33:30] <JymmmEMC> wow, the formware is *WAY* out of date on the modem =)
[04:33:35] <JymmmEMC> firmware
[04:39:40] <JymmmEMC> SWPadnos: I have no idea what I'm going to do with the other ProCurve switches I have, I guess sell them. Is there still a market for 50+ port 10/100 managed switches?
[04:39:50] <SWPadnos> I don't know
[04:40:17] <JymmmEMC> SWPadnos: Heh, the ULTIMATE "rate limiting" 10mbps
[04:40:29] <SWPadnos> if you can find some place that has one that's failing, it seems they'd be a good candidate fro buying one
[04:41:09] <JymmmEMC> SWPadnos: True, and from what I understnad these have a lifetime warranty on them... if i didn't gut that one, I could of had it fixed =(
[04:41:14] <renesis> ok
[04:41:17] <JymmmEMC> oh well
[04:41:17] <renesis> so i did Y
[04:41:23] <renesis> same testing method
[04:41:34] <toastydeath> why wouldn't there be a market for 10/100 switches
[04:41:36] <renesis> keep in mind y is moving alot more
[04:41:49] <toastydeath> plenty of small businesses need that kind of thing
[04:41:50] <renesis> .004 tested, .004 backlash fixes it
[04:41:51] <JymmmEMC> toastydeath: These are 50+ port switches
[04:41:55] <toastydeath> yeah
[04:42:00] <toastydeath> i'm not saying you'd get a lot of money
[04:42:05] <renesis> the x is fixed by .00025
[04:42:06] <JymmmEMC> toastydeath: Ah, well some want gigbit now
[04:42:18] <renesis> like, basically unloaded
[04:42:23] <toastydeath> right and some want 10gig
[04:42:26] <renesis> if i shove kinda too hard, itll move .002
[04:42:27] <toastydeath> but some want 10/100
[04:42:40] <renesis> but it has a noise that i dont like
[04:42:51] <JymmmEMC> toastydeath: I guess I'm just too much of a geek sometimes.
[04:43:11] <renesis> i dont think thats backlash i think thats like my steppers and/or bearings and/or leadscrew nut telling me fuck you dont be shoving on tiny mills
[04:43:20] <JymmmEMC> toastydeath: I only grabbed them to start learning about VLANS, SNMP, and the like
[04:43:25] <toastydeath> ah
[04:43:36] <toastydeath> ebay them if you are done with them
[04:43:53] <JymmmEMC> toastydeath: I have 3 of them, keepign one with the fiber card
[04:43:58] <renesis> but yeah, taig table is tiny, so maybe .00025 is accurate when im not haulin ass thru metal
[04:44:05] <JymmmEMC> toastydeath: dual redundant power supplies too
[04:44:32] <toastydeath> you should be able to get a couple bucks for that kind of gear
[04:44:34] <renesis> wtf at y=.004 x=.00025, tho
[04:44:44] <toastydeath> renesis: what are you testing, hysteresis?
[04:44:51] <JymmmEMC> toastydeath: not much on ebay oddly though
[04:44:58] <renesis> no stepper, open loop, leadscrew backlash
[04:45:17] <toastydeath> .00025 backlash?
[04:45:21] <renesis> like, its sub mil on the X, normal on the Y
[04:45:30] <renesis> its a light table and im doing pcb
[04:45:51] <toastydeath> jymmmemc: just put one up and see, the only way to find out.
[04:45:54] <renesis> it has an adjustable edible brass nut, and last time i torqued it down kinda tighter
[04:46:06] <toastydeath> .00025 sounds like too little backlash for a leadscrew
[04:46:16] <renesis> so i mean, loaded, its probably like close to the .002 number i got when i shoved
[04:46:22] <toastydeath> i'd adjust it to .003-.004
[04:46:26] <JymmmEMC> toastydeath: I'll watch this one for now and see how it does...
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=260219664606
[04:46:30] <renesis> .003 was mad overshoot
[04:46:36] <toastydeath> ?
[04:46:41] <toastydeath> are you using leadscrews?
[04:46:48] <renesis> same test method on the x and y, i for .00025 and .004
[04:46:52] <renesis> yes
[04:47:06] <renesis> and then i adjusted backlash to .004 and .0005
[04:47:15] <renesis> and the x was still over compensating
[04:47:27] <renesis> .00025 is about right
[04:47:41] <renesis> (the indicator im using has .0005 steps)
[04:48:02] <toastydeath> what i'm saying is that .00025" of backlash, if you adjusted it to that on the nut, is too little
[04:48:07] <toastydeath> and you're going to wear the nut out fast
[04:48:19] <renesis> ill get a new one
[04:48:42] <toastydeath> dunno about the control thing, that's not my bag
[04:48:43] <renesis> its race jogging fine, i run it like 66% that
[04:49:24] <renesis> but yeah, BACKLASH in config set to x .00025 and y .004 do the same thing on my indicator
[04:49:59] <renesis> give or take under a quarter mil on the reverse hop
[04:51:21] <renesis> the y driven assembly looks fat and clumbsy compared to the the table on the X stepper
[04:51:33] <renesis> like, Y has always been worse
[04:51:57] <renesis> but damn wtf at .00025 X
[04:52:24] <toastydeath> i wouldn't chase down .00025, i really doubt you're going to maintain that kind of accuracy over any non-trivial distance
[04:52:34] <toastydeath> if it overcompensates, let it
[04:52:36] <renesis> this is tested on a fixture in the middle of my table that i do pcb on, so it should be a high wear location
[04:52:47] <renesis> i havent hit that nut with a wrench in months
[04:52:56] <renesis> dude, im not chasing down shit
[04:53:08] <SWPadnos> if you tightened an anti-backlash nut in the center, then you're likely to get binding at the ends of travel
[04:53:09] <renesis> i set it to .003 and it overcompensated
[04:53:16] <renesis> it doesnt
[04:53:25] <SWPadnos> ok, that's good
[04:53:27] <renesis> i run 30 ipm jogs, it dont stick at 45ipm
[04:53:53] <renesis> sticks at 60ipm, but im not trying to win open-loop stepper taig races or anything
[04:54:48] <renesis> .003 was not good
[04:54:53] <renesis> .004 on the y is perfect
[04:55:18] <renesis> .00025 was notacably better than .0005
[04:55:39] <renesis> im not like random guessing im like testing, adjusting config, and retesting
[04:56:28] <renesis> i tested .00025, i set .0005 because that seemed insane, it didnt come out as good as the y which i set like i tested, i changed config backlash to .00025, and they act similar on reverse
[04:56:49] <renesis> similar being they both act fine, like backlash compensation is working
[04:57:13] <renesis> and this isnt a new setup, i been running aluminum and pcb on it for months
[04:57:30] <renesis> so if brass screw nut was too tight, it shouldnt be now
[04:58:53] <renesis> .003" was compensation failure in my last pcb, was still getting the same inconsistent traces i was getting with the backlash unconfigured
[04:59:13] <renesis> anyway, i am just as wtf about it as you
[05:00:39] <SWPadnos> I don't think that's true
[05:00:40] <renesis> so i dunno, conclusion... taig CR micromill: godlike X, wtf Y
[05:00:48] <SWPadnos> I'm pretty sure I'm more wtf about it than you are :)
[05:01:00] <renesis> well obviously because its shocking but thats how it tests
[05:01:27] <renesis> um, i dunno im staring at it youre just hearing a possibly non credible guy rant about it in a cnc channel
[05:01:41] <renesis> shit this sounds like a normal day on irc when i put myself in your shoes
[05:01:57] <SWPadnos> heh - I hope this isn't normal
[05:02:05] <renesis> efnet is my home
[05:02:26] <SWPadnos> are you surprised at how low the backlash is? (it kind of sounded like you thought it was too high)
[05:02:30] <renesis> if you dont know what that means trust me you are better off as a person
[05:02:33] <renesis> no
[05:02:37] <renesis> .004 is right
[05:02:40] <renesis> thats a bit too high
[05:02:47] <SWPadnos> I know of efnet, but I don't lurk there
[05:02:54] <renesis> .00025 = voodoo magik, yo
[05:03:11] <renesis> you are prob the smarter of the two of us, for that
[05:03:16] <SWPadnos> yes, I was thinking that was a very good number
[05:03:17] <renesis> and actually i dont lurk
[05:03:25] <SWPadnos> 0.003 - 0.004 is more like what I'd expect
[05:03:31] <renesis> i think i am #2 poster in a big chan there
[05:03:46] <renesis> we have detailed visual aids, yo, so we know who we get along with
[05:03:51] <renesis> its complicated
[05:04:06] <renesis> okay well they act the same
[05:04:35] <renesis> about the same, .004 on the y and .00025 for the x
[05:04:51] <renesis> so i dunno man, how am i doing it so wrong on one axis but getting it dead on on the other
[05:05:37] <renesis> serious if you can find some reason and explain it clearly i would like to know
[05:05:49] <renesis> perhaps video and a config file pastebin is in order
[05:05:52] <SWPadnos> heh
[05:05:54] <renesis> heheh
[05:06:09] <SWPadnos> were you adjusting both the anti-backlash nut and the BACKLASH setting in the ini file?
[05:06:16] <renesis> no
[05:06:22] <SWPadnos> ok, just the ini file?
[05:06:24] <renesis> i havent touched the backlash nut in prob 4 or 6 months
[05:06:27] <renesis> yeah
[05:06:27] <SWPadnos> ok
[05:06:46] <renesis> its about 2 years old, so its prob broken is as it will ever be
[05:06:53] <SWPadnos> see - I am more "wtf" than you - I don't even know what you've been doing :)
[05:06:59] <renesis> i think from now on its not breakin in its just disintegrating
[05:07:11] <renesis> do you know what a taig CR is?
[05:07:12] <SWPadnos> how do you post your PCBs?
[05:07:23] <SWPadnos> I don't know their models, but I know Taig
[05:07:42] <renesis> okay yeah, if you look at the tables, theyre pretty light
[05:07:54] <renesis> and i do have smaller steppers on it
[05:08:03] <renesis> not tiny, but not monsters that some people put on them
[05:08:04] <SWPadnos> sure, the entire machine can be carried by one person (for some of theirs at least)
[05:08:11] <renesis> all of them
[05:08:17] <renesis> its like 80 lbs
[05:08:25] <SWPadnos> oh yeah, they are all pretty small, aren't they
[05:08:31] <renesis> the lathe is smaller im pretty sure
[05:08:39] <renesis> it doesnt have feed screws so im like screw the lathe
[05:08:44] <renesis> yeah
[05:09:14] <renesis> so maybe just because the Y isnt as light and it has a shifting load on it
[05:09:55] <SWPadnos> hmmm. well, Y would tend to wear more due to the saddle weight
[05:10:16] <renesis> and like, the the XY table gibs have not been touched for prob 18+ months, and the brass screw was tight but not too tight for 30ipm and its been months now
[05:10:29] <renesis> maybe its just like, temporarily almost perfect
[05:10:31] <renesis> * renesis shrug
[05:10:44] <renesis> Y sucks like a mill normally should
[08:59:46] <archivist> logger_emc, bookmark
[08:59:46] <archivist> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-03-17.txt
[11:32:30] <archivist> jmkasunich, nice toy. we have a Mikron 122 here
[13:00:59] <Guest252> http://www.cnczone.com/forums/showthread.php?t=54705
[13:01:11] <alex_joni> morning samco
[13:01:12] <Guest252> Guest252 is now known as skunkworks_
[13:01:16] <skunkworks_> Good morning.
[13:01:20] <skunkworks_> Monday
[13:01:48] <archivist> work day :((
[13:01:50] <alex_joni> u sure?
[13:02:08] <alex_joni> :P
[13:02:26] <alex_joni> sounds like skunkworks_ had too much partying going on over the weekend
[13:02:51] <skunkworks_> I did.. Good times.
[13:03:13] <skunkworks_> Have to take pictures of the kitchen.. It has turned out better than expected :)
[13:04:52] <alex_joni> nice
[13:05:08] <skunkworks_> Hows the mortgage?
[13:05:19] <alex_joni> well.. fine I guess, I skipped it
[13:05:24] <alex_joni> I mean, decided against it
[13:06:02] <alex_joni> the app. was about 40% overpriced..
[13:06:04] <skunkworks_> are there any houses your interested in?
[13:08:14] <archivist> one needs to get the proportions right www.archivist.info/dads_shed.jpg
[13:10:38] <skunkworks_> Heh
[13:38:34] <skunkworks_> This should work - right?
http://www.electronicsam.com/images/KandT/servostart/logic.JPG
[13:39:27] <alex_joni> use a nand
[13:39:35] <alex_joni> then you can do it with a single chip
[13:39:44] <skunkworks_> Right - but the logic is correct?
[13:39:50] <alex_joni> I think so
[13:40:00] <alex_joni> if you have timings set up right
[13:40:18] <alex_joni> but standard LS gates are way faster then emc2 outputs, so it shouldn't matter
[13:40:31] <alex_joni> otoh.. why don't you directly set up up/down stepping?
[13:40:38] <alex_joni> (is this from a pluto-step?)
[13:41:26] <skunkworks_> No - a thread on cnczone and if I use my amps with mesa
[13:44:03] <alex_joni> so this is for PWM ?
[13:47:23] <skunkworks_> YEs - to take the pwm+dir and convert it to pwm+pwm for running an h-bridge
[13:50:29] <jepler> any problems in 2.2.4 yet?
[13:50:52] <skunkworks_> Not tried it.. but not heard of any..
[13:51:38] <skunkworks_> Great work.. Thanks
[13:52:39] <skunkworks_> alex_joni: pluto does pwm+pwm.. Mesa doesn't yet.
[13:54:30] <skunkworks_> http://www.cnczone.com/forums/showthread.php?t=54725
[14:23:06] <alex_joni> bbl
[16:32:16] <micge1> jepler: for now no problems with 2.2.4
[16:32:37] <micge1> run from 10 am
[16:32:51] <micge1> now its 6 pm
[17:29:17] <gene_> Hi guys; That 9.5 amp 900 volt mosfet works just fine, and the emc update is coming in now
[17:29:22] <gene_> Any gotchas?
[17:29:45] <skunkworks_> only between the keyboard and the chair.. ;)
[17:30:05] <gene_> Chuckle, we know all about tham, but the chaiur is missing
[17:30:43] <gene_> Got manuals stacked on it...
[17:31:03] <skunkworks_> heh
[17:31:10] <skunkworks_> this is pretty good info..
http://www.cnczone.com/forums/showthread.php?t=54722
[17:32:01] <gene_> Ok, I see I still have one realtime error at startup, never came back with 2.2.3
[17:40:21] <gene_> motor speed control is a bit odd, s01 starts it at about 50 rpm, and I have to hit itwith an s100 to get to 100 rpm
[17:41:02] <gene_> s1500 seems to be about wide open, is this roughly correct?
[17:41:40] <SWPadnos> change the PWM scale
[17:42:20] <gene_> And a 50 ohm 10 watt resistor across the suicide contacts stops it from wide open in 1.5 secs. So thats not to bad.
[17:42:29] <gene_> which way?
[17:42:55] <SWPadnos> up?
[17:43:07] <SWPadnos> it actually goes 1200RPM at "full", right?
[17:43:23] <SWPadnos> oh, maybe down then :)
[17:43:44] <gene_> In that ballpark, in low speed range, 2500 (don't I wish) in high range
[17:44:48] <gene_> currently:
[17:44:54] <gene_> setp pwmgen.0.scale 1583.33333333
[17:45:36] <gene_> 1 to 100% would suit me I think.
[17:45:47] <gene_> eg s01 ro s100
[17:48:43] <gene_> but 100=2 speed, idle, wide open
[17:51:59] <gene_> So whats the convention on this, spindle rpms, or % of sspeed capabilities?
[17:52:50] <skunkworks_> I would like it to be scaled to spindle rpm
[17:52:51] <jepler> "To set the speed in revolutions per minute (rpm) of the spindle, program S-" --
http://linuxcnc.org/docs/html/gcode_main.html#sub:S:-Set-Spindle
[17:52:53] <cradek> the S word is typically rpm
[17:53:52] <gene_> Ahh, so, then its in the 'ballpark' as its a 2 mechanical speed drive.
[17:55:00] <gene_> Ok, one other problem. How do I prevent, by enforcing a time delay at least, the switching from fwd to reverse at speed since that will clear the fuse.
[17:55:37] <jepler> using classicladder, probably.
[17:55:54] <jepler> (I'm hopeless at classicladder, so I can't give you step-by-step)
[17:56:31] <gene_> What I'd like to see is the opposite button being ghosted and inactive until its had to to stop via clicking the stop button.
[17:57:16] <gene_> In interpreter mode, I'd assume we have a pause delay availabl;e?
[17:57:27] <cradek> the gui buttons are only one of several ways you can control the spindle. A good solution would do the lockout for all ways instead of just one.
[17:57:50] <jepler> that's why I recommended classicladder
[17:58:03] <gene_> well, if its running, then the only activer button s/b stop
[17:58:08] <cradek> yes fwiw I agree with jepler
[17:58:23] <gene_> and the friendly manual for that is where?
[17:58:29] <cradek> gene_: m3 m4 m3 m4 m3 m4
[17:58:55] <cradek> um, good question.
[17:59:57] <jepler> http://linuxcnc.org/docs/html/ladder_ladder_intro.html http://linuxcnc.org/docs/html/ladder_classic_ladder.html http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadder http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Sample_HAL_And_ClassicLadder
[18:00:52] <gene_> m3,m4, & m5 are only the skeleton.
[18:02:57] <gene_> in gcode, i'd need an m5=stop, then a delay while it actually stops, before going on to the next line. H ow is that done?
[18:03:19] <ALS> gene_: i took the fwr and rvs from i/o into classic ladder to a timmer
[18:04:35] <gene_> And you can do this even if fwd is only an internal to hal signal?
[18:04:50] <ALS> yes
[18:04:59] <jepler> personally, I would drive motion.feed-hold FALSE while waiting for the spindle to come up to speed. This requires that I program M53 P1, without which feed-hold is ignored.
[18:05:16] <gene_> can you emaqil that snippet? gene.heskett@gmail.com
[18:06:02] <ALS> I need to get to the other machine but yes
[18:06:09] <gene_> Or maybe I could just use the m53 p1 or p2 as the delay?
[18:06:35] <cradek> you could always program G4P1 if you just want a simple pause
[18:06:49] <ALS> how about paste bin
[18:07:09] <cradek> unless you have a VFD with an "at speed" output running your spindle, I don't see that you can get it quite right no matter what you do
[18:07:35] <cradek> so maybe the simplest answer is the best
[18:07:37] <gene_> I don't think it does have that output
[18:07:45] <jepler> cradek: yes but if it's in classicladder you can "fix" the delay for all programs with just a change to ladder
[18:08:17] <cradek> jepler: not for a switch from S60 to S6000
[18:08:31] <jepler> cradek: hmmm
[18:08:49] <gene_> But if I could program an m5 then something that called a 1 second delay, then set s500 and m4 to go the other way, that would be sufficient to save the fuse.
[18:09:03] <jepler> G4P1 is a 1-second delay
[18:09:51] <gene_> Ahh, so early in the man I missed it. That is exactly what I'd want.
[18:10:58] <gene_> thanks. Now, I need to go see if I can find some 18 gauge SVT wire to run to the spindle. Back later & thanbks
[18:11:22] <cradek> jepler: (not that you'd ever switch from S60 to S6000 without stopping anyway for a tool change...)
[18:11:38] <cradek> except on a lathe ... hmm
[18:11:42] <cradek> * cradek talks to himself
[18:16:48] <skunkworks_> * skunkworks_ listens to cradek talking to himself
[18:17:14] <archivist> as long as cradek listens, thats ok
[18:25:14] <skunkworks_> jepler:
http://www.cnczone.com/forums/showthread.php?p=426449#post426449
[18:31:01] <skunkworks_> Nice work
[18:44:20] <jepler> I am glad I was able to see the problem this time around
[18:44:42] <jepler> I need to get my bench set up so I can more easily scope what the pluto is doing
[18:47:10] <alSMT> gene_: the hal pinout
http://pastebin.com/m1733a43d
[18:52:15] <alSMT> the .clp file for the classic ladder
http://pastebin.com/m20f7284 copy and paste it and load it in classic ladder
[19:20:03] <micges> finally at home
[19:29:46] <micges> jepler: what is the v
[19:30:02] <SkinnYPuppY> eric-U: hit the nail on the head with bear stearns
http://www.reuters.com/article/idUKWEN454420080317
[19:30:04] <micges> jepler: what is the "velocity bobble"?
[19:31:18] <micges> it is the change of speed when in G64 Pn mode between optimised vectors ?
[19:32:07] <skunkworks_> No - it was a threading issue
[19:32:29] <micges> I see thanks
[19:33:47] <skunkworks_> jmk found it running this
http://www.youtube.com/watch?v=ACvRilmIKDQ
[19:36:03] <skunkworks_> neat
http://www.youtube.com/watch?v=uqHDefSBAI4
[19:37:35] <skunkworks_> odd
http://www.youtube.com/watch?v=4r6amUUo90w
[19:37:47] <skunkworks_> (read the description and comments)
[19:37:49] <jepler> micges: there was an undesired change in velocity during a G33 synchronized move
[19:39:41] <micges> ok
[19:40:39] <micges> jepler: is there a chance that that fix change anything else ?
[19:42:01] <jepler> micges: I believe it only affects spindle-synchronized motion: G33, G33.1, G76.
[19:43:59] <micges> I see
[19:55:37] <tomp2> gene_: whats the 9.5A 900A mosfet? and whats your driver chip?
[19:55:45] <tomp2> 900V ;)
[20:13:08] <awallin> not much going on eh...
[20:16:56] <jepler> awallin: guess not
[20:17:22] <jepler> awallin: I enjoyed your moon photo a few weeks ago
[20:17:52] <SWPadnos> I had a fun time earlier - I actually called in to the BBC show "World Have Your Say"
[20:19:47] <jepler> what about?
[20:20:16] <SWPadnos> oh - the discussion today was titled something like "who's to blame for the banking crisis?"
[20:20:28] <SWPadnos> the banks, the people who borrowed too much ..
[20:21:58] <SWPadnos> there were people saying that the government should regulate more - I pointed out that the regulating body (the Fed here) is actually a semi-private institution run by the bankers, so it's a bit like the fox guarding the henhouse
[20:22:35] <jepler> oh, so not about anything important
[20:22:38] <jepler> <1/2 wink>
[20:22:39] <SWPadnos> nope :)
[20:23:14] <SWPadnos> don't forget the <nudge nudge>
[20:24:00] <tomp2> gold is not rising, the dollar is falling
[20:24:13] <SWPadnos> the dollar has been worthless since around 1913
[20:24:55] <SWPadnos> (but legal tender laws require that you treat it as though it had value)
[20:26:37] <tomp2> maybe we can get them arrested for defacing the currency? (extend 'deface' to mean make worth diddlysquat )
[20:26:43] <SWPadnos> hrh
[20:26:45] <SWPadnos> heh
[20:26:53] <SWPadnos> that would be "de-basing" the currency ;)
[20:28:36] <SWPadnos> the more pressing problem is what I should do for my wifes birthday (today)
[20:29:11] <lerman> Get her something in gold or diamonds. At least they will hold their value.
[20:29:26] <SWPadnos> nah - she doesn't like that kind of thing :)
[20:29:30] <SWPadnos> (lucky me)
[20:29:34] <skunkworks_> Magic set?
[20:29:51] <SWPadnos> hmmm. no, that's the kind of thing she'd get me
[20:29:59] <skunkworks_> legos?
[20:30:00] <lerman> Get her a small NC lathe, then.
[20:30:05] <SWPadnos> and of course nothing electronic, like a Blu-Ray player :)
[20:30:15] <SWPadnos> I could get her a welding set
[20:30:34] <lerman> If you haven't gotten it yet, its too late.
[20:30:42] <lerman> it's
[20:30:50] <lerman> You're cooked.
[20:31:03] <SWPadnos> well, I do have a car available, but I have to be back for a conference call in 1 hour
[20:31:10] <SWPadnos> so I am cooked, it's true
[20:31:25] <tomp2> FTD flowers online
[20:31:27] <lerman> Take her out for a quickie (dinner that is).
[20:32:07] <SWPadnos> heh
[20:32:09] <lerman> Remember that joke about Bush. "quiche" (is not pronounce quickie)
[20:32:18] <SWPadnos> yeah, the quickie would be my birthday present, not hers :)
[20:32:22] <SWPadnos> heh
[20:32:51] <SWPadnos> funny you mentioned the value of diamonds and gold (gold I can agree with, diamonds not so much - they're a controlled commodity)
[20:33:05] <tomp2> platinum, went up way more than gold
[20:33:15] <tomp2> all controlled tho
[20:33:18] <lerman> You are correct. And they can be made artificially.
[20:33:25] <tomp2> manipulated
[20:33:25] <SWPadnos> the article I linked to yesterday points out that in real terms, the cost of a suit of clothes hasn't changed since Roman times (still around 1 ounce of gold)
[20:34:05] <tomp2> sheets & grapes == short roman history
[20:34:12] <SWPadnos> heh
[20:34:13] <lerman> A friend of mine pointed me to a paper that suggested that if inscribing stone tablets counts as coding, the cost of a line of code (in man hours) hasn't changed since roman times.
[20:34:22] <SWPadnos> ha
[20:34:48] <lerman> Around ten lines per person day. (tested and debugged).
[20:35:24] <SWPadnos> I wonder if that paper is by the same persdon/group that determined that procrastination is more efficient for large computing problems
[20:35:30] <SWPadnos> person
[20:38:21] <tomp2> today i ran the 1st try of my probing program. picks up 1 hole as reference position, then another for alignment, then paniced... I have .001 degree resolution and a 21 inch radius that gets swung. luckily the error of .001 degree is only ~.0037" over that radius. phew!
[20:39:13] <tomp2> .00037
[20:40:01] <SWPadnos> what do you think your linear measurement resolution/accurace aer?
[20:40:09] <SWPadnos> accuracy
[20:41:14] <tomp2> it's been lasered, and with .0003" linear over 30" X, similar for Y&Z and very square.
[20:41:38] <tomp2> loaded
[20:41:46] <tomp2> measured with loads
[20:42:34] <tomp2> sclaes are Heidenhain temp compensated .001mm rez
[20:43:47] <SWPadnos> ah ok - you have sufficient resolution to do accurate locating of references :)
[20:44:57] <tomp2> i expect much less in real use, but will be within tolerance
[20:46:33] <tomp2> they are re-thinking thier acquisition of 4 'romer' s
http://www.romer.com/
[20:54:34] <gene_> <tomp_2> its the mosfet that chops the current for speed control, very small motor
[20:56:08] <SWPadnos> tomp2, if they have one to sell cheap, let me know ;)
[20:56:20] <tomp2> gene_: sounded pretty powerful , bugger than my irf's anyway.
[20:56:31] <ALS> gene_: i posted the ladder file and hal lines i used for a delay
[20:56:55] <gene_> The whole thing only has 2 amp line fuse if that tells you anything about the motor
[20:56:58] <SWPadnos> here's a cool product:
http://www.polhemus.com/?page=Scanning_Fastscan
[20:57:04] <tomp2> SWPadnos: yeah, i like the looks, and just wget'd the video. why an oriental kid? the company didnt seem to be asian
[20:57:21] <tomp2> gene_; sounds like a good fet tho, thx
[20:57:23] <SWPadnos> which company?
[20:57:24] <gene_> They call it a 400 watt motor, but 400 honest watts would fry that puppy in 20 minutes
[20:57:50] <gene_> Who are you askingh SWP?
[20:57:57] <SWPadnos> I'm asking tomp2
[20:58:31] <tomp2> RTI portland
[20:58:40] <SWPadnos> ah
[20:58:53] <gene_> tomp_2: yes, I back-tracked, saw that and grabbed them, thanks
[20:59:02] <SWPadnos> I wasn't sure if you were talking about the FastScan (from a local company here)
[20:59:24] <tomp2> gene_: 9.5A at 900V is way over 400W. maybe the mfctr is boasting a bit
[20:59:50] <gene_> I don't have a quarter to call them as long as it works :)
[21:00:02] <tomp2> :)
[21:00:30] <micges> jepler: Is there ability to change color of specyfic lines in preview in axis ?
[21:00:34] <gene_> The OEM mosfet was a 20 amp, 500 volt. Neither will survive a short circuit, which is what I did like a dumbass...
[21:01:21] <gene_> Moral: never throw away anything electronic, it might have a part in it you need, someday...
[21:01:32] <jepler> micges: no.
[21:04:47] <gene_> Humm, I must not have hal right, M4 does work
[21:05:08] <gene_> doesn't work
[21:05:28] <jepler> micges: you would find it necessary to change the structure of data that is placed in the 'traverse' 'feed' and 'arcfeed' lists to include color information, then change the methods 'draw' and 'draw_lines' to use this information for each line drawn instead of setting one color for all the lines in each group. Most of the relevant code is in emc2/lib/python/rs274/glcanon.py
[21:05:45] <gene_> But reverse works from the axis buttons, ???
[21:06:58] <jepler> are you remembering to program a nonzero S-number?
[21:07:03] <jepler> bbl
[21:07:30] <gene_> but not very well, a tap on the + button stops it, and the - button takes it from about 10 rpm to maybe 30
[21:07:39] <micges> jepler: that very helpfull, thanks
[21:08:19] <tomp2> SWPadnos: fastscan looks nice, maybe carve busts while you wait, some small mall setup. $35 for cd with animated viewer od digitization, or 5000$ for full sized marble bust ;)
[21:08:21] <gene_> From the MDI, m4 is not an error then s1000 does nothing
[21:08:30] <SWPadnos> heh
[21:08:53] <SWPadnos> tomp2, I saw it at a local software conference - it's a very cool thing
[21:09:05] <SWPadnos> they have a 2-CCD version as well, with cameras above and below the laser line
[21:09:36] <tomp2> hard to believe these things can be hand held, thats against all toolroom practices.
[21:09:41] <SWPadnos> heh
[21:10:00] <SWPadnos> they have good motion tracking technology, as does Ascenscion Technology
[21:10:31] <SWPadnos> they started out as the same company, but two of the guys had a disagreement :)
[21:11:12] <gene_> m4
[21:11:18] <gene_> s1
[21:12:54] <SWPadnos> error: must be out of estop and machine on to issue spindle commands
[21:13:20] <gene_> it is
[21:13:34] <SWPadnos> that was an IRC joke :)
[21:14:18] <gene_> m3 works, s500 works, m5 stops, m4 isn't an error, but s500 does nothing
[21:14:35] <SWPadnos> does S-500 do it?
[21:14:50] <gene_> comkplains of negative vale then
[21:14:55] <SWPadnos> ok, good
[21:15:15] <SWPadnos> is the spindle signal negative?
[21:15:18] <SWPadnos> (in HAL)
[21:15:20] <gene_> I'm not using a fwd signal, only the CCW
[21:15:41] <gene_> dunno, lemme fire it up and find out
[21:17:19] <gene_> halmeeter says motion_spindle_reverse is false for both m4 and m5
[21:18:15] <gene_> Crazy, it just started working, wtf?
[21:18:23] <SWPadnos> hmmm
[21:18:30] <SWPadnos> dunno - yer on yer own ;)
[21:18:36] <gene_> and halmeter now says that signal is true.
[21:18:38] <fenn> operator error
[21:20:53] <gene_> no, that was effectively an s1, s500 stops it, and halmeter says motion.spindle.speed-in is zero
[21:23:11] <gene_> s1 restarts it at about 20 rpm, s100,200 progressively slow it to a creep and s300 slows it to a stop, s400 kills the pwm, and
[21:23:32] <gene_> stops it solidly
[21:24:03] <gene_> What signals do you want to see in this stopped condition?
[21:25:06] <gene_> humm, motion.spindle.speed-out is -300
[21:25:53] <gene_> Does it think its running a bipolar servo?
[21:26:40] <gene_> I just got told there is food in the house, so I better go do it, bbl
[21:29:00] <skunkworks_> bbl
[21:31:15] <SWPadnos> gene_, you may need to use an "abs" block. That will give the absolute value (which you run into the PWM) and the sign (which you can use as a direction signal)
[21:35:49] <cradek> does he think ccw is forward?
[21:47:09] <gene_> no Chris
[21:47:31] <gene_> the CCW is hooked to pin 17 IIRC
[21:48:07] <gene_> that ABS is a hall function?
[21:48:15] <gene_> hal
[21:50:31] <gene_> Nah, CCW is on pin 14
[21:54:06] <gene_> is this where the ABS function belongs: net spindle-pwm <= pwmgen.0.pwm
[22:20:42] <gene_> SWPadnos: where can I find docs on this "abs" block?
[22:21:09] <SWPadnos> man abs
[22:21:30] <gene_> oookaayyy
[22:30:27] <gene_> humm, net abs.0.in does not exist, i did loadrt abs count=0
[22:31:01] <gene_> do i need to also define it as a pin
[22:32:19] <gene_> or something
[22:32:43] <alex_joni> net needs a name too
[22:32:58] <alex_joni> what's your exact syntax?
[22:33:10] <alex_joni> oh, btw.. you need count=1 for one abs block
[22:33:18] <gene_> loadrt abs count=0
[22:33:19] <alex_joni> count=0 gives you no abs blocks
[22:33:28] <gene_> ahh brb
[22:34:14] <gene_> my-mill-test.hal:26: pin '>=' does not exist
[22:34:47] <gene_> et spindle-cmd <= motion.spindle-speed-out
[22:34:47] <gene_> net motion.spindle-speed.out => abs.0.in
[22:34:47] <gene_> net abs.0.out >= pwmgen.0.value
[22:35:04] <gene_> first line missing the n in net
[22:36:49] <gene_> but not in my file, copy paste error only
[22:37:08] <alex_joni> you are missing the names as I said previously
[22:37:17] <alex_joni> net <name> <pin1> <pin2> ...
[22:40:07] <gene_> I thought the .in and .out was that, sorry to be so dense
[22:40:53] <JymmmEMC> SWPadnos: is that like man boobs?
[22:44:30] <gene_> syntax error I had >= when it s/b => but now:
[22:44:37] <gene_> my-mill-test.hal:26: Signal name 'abs.0.out' must not be the same as a pin
[22:44:56] <gene_> so obviously I have no clue what it is I'm doing here
[22:47:19] <gene_> Do I need to loadrt with a count of 2, and use one for input and the other for output?
[22:54:31] <fenn> change the signal name to something more meaningful
[22:54:52] <fenn> oh, you dont know how to use 'net'
[22:55:07] <fenn> net signal-name pin1 pin2 [pinN]
[22:55:41] <fenn> and dont put the stupid <= => arrows in your hal file
[22:56:05] <gene_> they are already in there in many places
[22:56:14] <fenn> ok whatever, just fix the typo then
[22:56:55] <gene_> it runs now, with this setup, but the value of abs.0.in is aqlways 0
[22:57:14] <gene_> net spindle-cmd <= motion.spindle-speed-out
[22:57:14] <gene_> net motion.spindle-speed.out => abs.0.in
[22:57:21] <Guest357> i want to change the table travel on my EMC2, but i get an error when i try. its an axis limit error...is there a way to get around this. i am using this software with my sherline mill and lathe.
[22:57:50] <fenn> motion.spindle-speed.out is not a pin, it's a signal name you made
[22:58:23] <gene_> Its an original signal from stepconf
[22:58:27] <fenn> should say something like net foo motion.spindle-speed-out => abs.0.in
[22:58:45] <fenn> notice the - . typo
[23:01:53] <gene_> the only typo i see is the 'foo'
[23:07:18] <alex_joni> gene_: do you know the difference between a signal-name and a hal-pin ?
[23:07:23] <alex_joni> you need to do:
[23:07:35] <alex_joni> net signal-name hal-pin1 hal-pin2 ..
[23:08:01] <alex_joni> so your "net motion.spindle-speed.out => abs.0.in" should actually be:
[23:08:13] <alex_joni> net spindle-cmd => abs.0.in
[23:08:30] <alex_joni> otoh, it's not enough to loadrt the abs, you also need to add the function to a thread
[23:09:55] <gene_> no, and i wondered about that, but half an hour in the manual didn't tell me.
[23:10:19] <gene_> so no, I don't know the diff between a signal name and a pin
[23:11:39] <gene_> so that would be:
[23:11:43] <gene_> addf abs servo-thread
[23:11:53] <gene_> above the use point
[23:12:02] <gene_> ?
[23:16:00] <gene_> actually it barfs on that, needs "addf abs.0 servo-thread" but now its back to:
[23:16:31] <gene_> my-mill-test.hal:26: Signal name 'motion.spindle-speed-out' must not be the same as a pin.
[23:16:52] <gene_> so I now have this:
[23:17:32] <gene_> net spindle-cmd <= motion.spindle-speed-out
[23:17:32] <gene_> net motion.spindle-speed-out => abs.0.in
[23:17:32] <gene_> net abs.0.out => pwmgen.0.value
[23:17:32] <gene_> net spindle-enable <= motion.spindle-on => pwmgen.0.enable
[23:17:32] <gene_> net spindle-pwm <= pwmgen.0.pwm
[23:17:35] <gene_> etc
[23:21:44] <gene_> which gives me the above error & exit at startup
[23:22:12] <alex_joni> gene_: abs.0.out is a pin name
[23:22:31] <alex_joni> motion.spindle-speed-out is a pin name
[23:22:32] <gene_> later, it looks like i need to run, the transmitter is off the air
[23:22:57] <alex_joni> you just need to add 2 signal names
[23:23:03] <alex_joni> one I already told you about..
[23:23:12] <gene_> I can't take the 0 out of it...
[23:23:43] <alex_joni> replace "net motion.spindle-speed-out => abs.0.in" with "net spindle-cmd => abs.0.in"
[23:24:27] <alex_joni> and replace "net abs.0.out => pwmgen.0.value" with "net spindle-cmd-with-only-positive-magnitude <= abs.0.out => pwmgen.0.value"
[23:24:51] <alex_joni> the 'spindle-cmd-with-only-positive-magnitude' is a name, so you could call it anything
[23:28:22] <gene_> and by golly it works! I owe you a beer or something. Thanks
[23:29:16] <alex_joni> * alex_joni takes the "or something"
[23:29:43] <gene_> chuckle, now if I could get the missus off the phone, my transmitter is off the air
[23:30:20] <alex_joni> heh .. that's way harder than HAL and emc2
[23:30:49] <gene_> tell me about it.
[23:32:39] <gene_> Now, one other thing I'd like to do, is to enforce going to the off position before I can change dirs from the mouse or keyboard, but the hardware will still let me do that so its a moot point i guess
[23:38:32] <gene_> Shit, heat exchanger belts broke, tx overheating, only the pieces of one can be found. Damn I hope there are spares up mthere
[23:38:55] <gene_> I retireed and the place goes plumb to hell
{kind=link}
{kind=link}
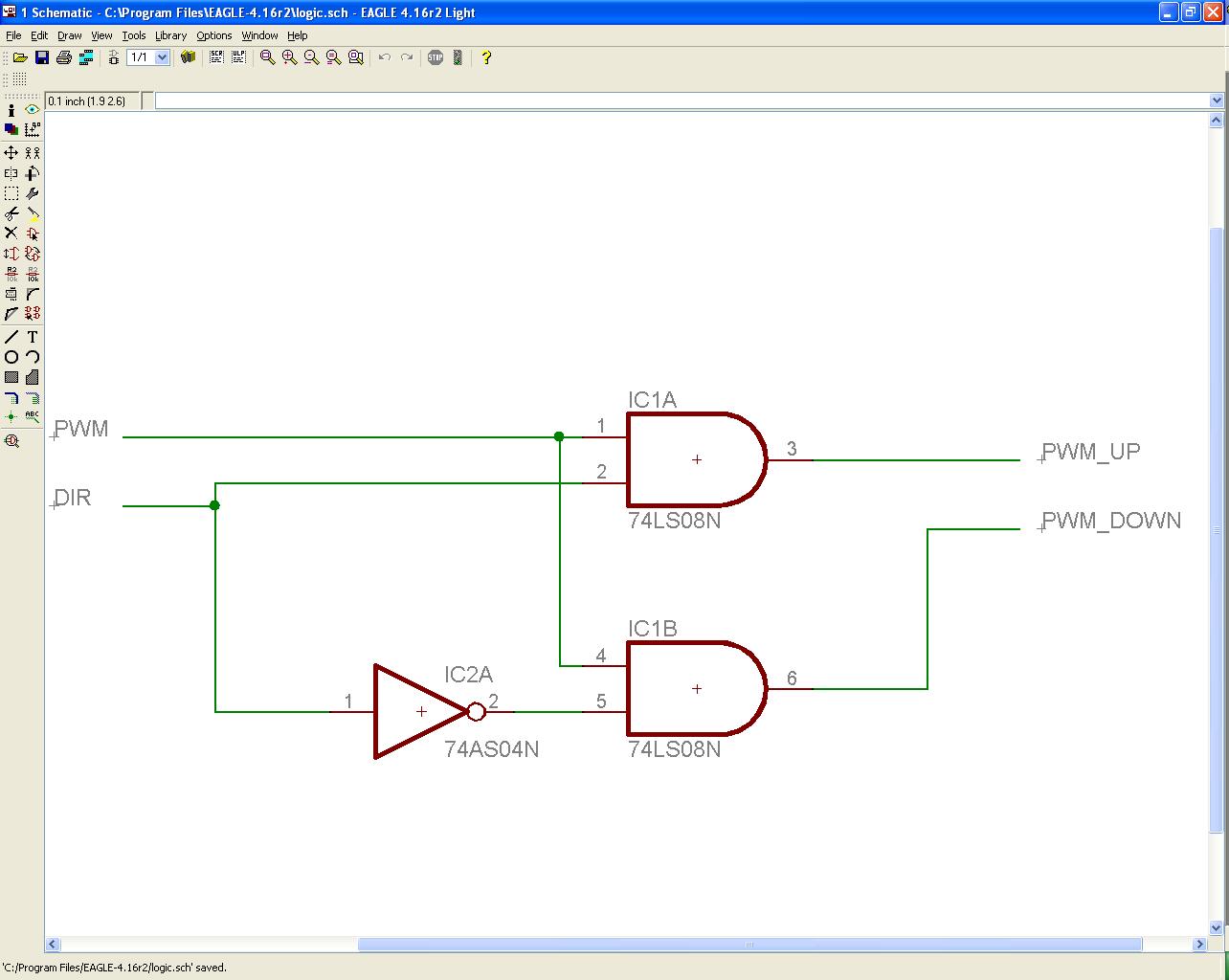{kind=link}