Back
[00:03:26] <Jymmmm> Damn... none of the nano board hava paraport
[00:06:03] <Roguish> cradek: check this.
http://imagebin.org/13677
[00:06:19] <Roguish> it took way toooooo long, without docs.
[00:08:09] <BigJohnT> cradek:
http://951753.pastebin.ca/890723
[00:28:35] <skunkworks> <canned opensource responce> You could write some docs. </canned opensource responce>
[00:29:52] <BigJohnT> anyone the latest version for today...
http://951753.pastebin.ca/890737
[00:30:11] <BigJohnT> if anyone is interested
[00:32:27] <cradek> vismach was written as a development tool - if it turns out it's more than that, it could probably use some docs
[00:38:51] <jmkasunich> CNC threading is so cool
[00:42:16] <skunkworks> * skunkworks thinks jmkasunich still likes his cnc
[00:42:29] <cradek> yes, yes it is
[00:43:28] <cradek> jmkasunich: part of the e-week project again?
[00:44:04] <jmkasunich> yep
[00:45:09] <skunkworks> did you make a fusee(sp)
[00:45:36] <jmkasunich> no, just a thread
[00:45:42] <jmkasunich> the fusee will come later
[00:47:41] <gezar> what is that?
[00:48:19] <jmkasunich> fusee? a tapered drum that a rope, chain, etc winds up on, or unwinds from
[00:48:46] <jmkasunich> used in spring clocks so that even tho the spring gets weaker as it unwinds, the force on the clock movement remains constant
[00:49:20] <jmkasunich> http://upload.wikimedia.org/wikipedia/commons/thumb/5/5c/Fusee.png/729px-Fusee.png
[00:50:09] <gezar> neat, thank you
[00:51:56] <jmkasunich> #emc - the educational channel!
[00:52:10] <jmkasunich> (I didn't know what they were called until a couple weeks ago)
[00:52:30] <gezar> hehehehe
[00:52:52] <gezar> well, what do you expect from me, I was asking what the scroll was called on a scroll chuck yesterday
[01:07:59] <tomp> BigJohnT: gezar: do you know about the conversational tools already in emc? I used them to do several Heidenhain 'macros'
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cp1
[01:08:48] <tomp> the output generated Heidenhain code for me, its very flexible
[01:09:43] <skunkworks> jmkasunich: nice plaq
[01:09:49] <skunkworks> plaque?
[01:09:54] <tomp> a 'mop' is a text file describing the inputs, field names, and any math, then the output format. mops are added to the menu
[01:11:37] <jmkasunich> skunkworks: thanks
[01:13:25] <tomp> BigJohnT: nice work on the cbore generator.
[01:16:46] <skunkworks> http://www.electronicsam.com/images/house/kitchencor.JPG
[01:16:59] <skunkworks> I hate getting the corners correct.
[01:19:02] <skunkworks> I guess I hate plastering in general
[01:20:52] <eric_U> I like plastering, but I'm not as good at it as I think I am
[01:21:11] <skunkworks> heh - I am not good at it for sure.
[01:21:29] <eric_U> my house was all skim coated
[01:21:46] <eric_U> so when I do something, I feel compelled to skim coat
[01:22:24] <skunkworks> that is how dad does it..
[01:22:38] <skunkworks> sure flattens things out nice
[01:22:40] <eric_U> last time I was at lowes, they didn't have plaster
[01:22:56] <skunkworks> Well - I say plaster - but I use durabond 90
[01:23:18] <eric_U> that's a drywall compound?
[01:23:33] <skunkworks> yes - 90min open time.
[01:23:42] <skunkworks> mix with water and go
[01:24:30] <skunkworks> doesn't shrink much at all
[01:24:41] <skunkworks> compared to the stuff in the pail
[01:24:48] <skunkworks> (never used it)
[01:24:51] <eric_U> I'm too lazy for that, I use premixed
[01:27:17] <skunkworks> plus it is pretty well dried in a few hours - makes things go faster.
[01:47:58] <LawrenceG> cool... I just generated a 380,000 line gcode file and axis loaded and displayed it with no issues !
[01:54:25] <jmkasunich> thats quite a program
[01:56:34] <LawrenceG> takes about 30 seconds to load... seems to run, but it doesnt appreciate it when I resize the window
[01:56:48] <jmkasunich> heh
[01:57:03] <jmkasunich> what kind of part does it make
[01:57:16] <LawrenceG> its a great circle map of the world... converted from a pdf file
[01:57:53] <LawrenceG> I wrote a gcode module for pstoedit
[02:05:43] <LawrenceG> http://imagebin.ca/view/gejkSG.html
[02:07:36] <jmkasunich> need a tiny cutter to mill that
[02:08:08] <LawrenceG> thinking of a pcb v cutter and engrave it on the back of a piece of plexy
[02:09:20] <Jymmmm> LawrenceG: what dimensions?
[02:09:42] <LawrenceG> I need to figure out how to get rid of some of the detail..... also, the current code has no arcs or curves support
[02:10:02] <LawrenceG> the pix is about an 8" diameter circle... scaleable in the gcode
[02:10:06] <Jymmmm> LawrenceG: is that a sphere?
[02:10:42] <LawrenceG> a great circle map centered on my location
[02:11:05] <LawrenceG> thinking of a beam heading indicator
[02:11:06] <Jymmmm> 200k line gcode?
[02:11:09] <Jymmmm> 300k line gcode?
[02:11:32] <Jymmmm> that must means it's mostly broken points
[02:12:01] <LawrenceG> mostly closed polygons
[02:12:20] <Jymmmm> LawrenceG: what did you use to generate the orginal drawing?
[02:14:02] <LawrenceG> a 14mb file ... see
http://www.wm7d.net/azproj.shtml
[02:15:13] <LawrenceG> I feed the pdf file through pstoedit (which I wrote a gcode output module for)
[02:16:03] <LawrenceG> wonder if pastebin will take a file that big?
[02:18:03] <Jymmmm> They have LJ (HPGL) output too
[02:19:20] <Jymmmm> HEY! They have PS output
[02:19:33] <Jymmmm> Though, I'm not sure how to get it
[02:24:51] <Jymmmm> LawrenceG: The AZ project is actually written in PostScript =)
[02:25:55] <LawrenceG> yea.. it is a little wild... never done anything ps ps before
[02:26:15] <Jymmmm> oh PS is very very cool
[02:26:35] <Jymmmm> It's a complete programming language in itself
[02:27:06] <fenn> yadda yadda yadda
[02:27:07] <Jymmmm> I'd LOVE to have PS replace SGML
[02:28:09] <Jymmmm> PS can easily replace HTML, Javascript, SVG, Flash, and PDF's
[02:28:16] <fenn> stacks we use can all then
[02:28:50] <Jymmmm> fenn: how much have you had to drink?
[02:29:28] <toastydeath> THIS much!
[02:30:09] <fenn> PS doesnt do animation or user interaction (or have any libraries worth speaking of)
[02:30:35] <fenn> not to mention it warps your brain
[02:30:46] <Jymmmm> fenn: True, but if as much effort that has gone into SGML put put into PS, it sure would be
[02:30:53] <Jymmmm> fenn: PS, not EPS
[02:31:19] <fenn> i didnt say eps
[02:31:39] <Jymmmm> fenn: Ok, np. Some ppl think they are one in the same.
[02:32:31] <LawrenceG> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=320212633249&ssPageName=STRK:MEWN:IT&ih=011 just won a Z axis for my pcb mill
[02:33:30] <LawrenceG> looks like a nice piece of gear
[02:33:43] <Jymmmm> lil surface rust, but no biggy.... nice LawrenceG!!!
[02:34:27] <LawrenceG> I suspect shipping will be high... he lists $45 and said he would ship USPS for additional $15
[02:34:42] <jmkasunich> looks fairly heavy
[02:34:54] <LawrenceG> 22 lbs
[02:35:04] <jmkasunich> acme screw? looks very fine pitch
[02:35:14] <fenn> looks like a micrometer screw
[02:35:31] <Jymmmm> LawrenceG: If you haven't paid and it's smaller than 8.5 x 11" UPPS Flat Flat boxes are $9 for up to 75LBS
[02:36:01] <jmkasunich> Jymmmm: the auction has pics with dimensions, its 13.5" plus a motor long
[02:36:15] <Jymmmm> ah
[02:36:22] <LawrenceG> yes... it does look very fine. Thanks Jymmmm ... I think its too big and there is a 20lb limit on international I think
[02:36:27] <jmkasunich> probably close to 18", theres a stub shaft on the back of the motor
[02:36:47] <jmkasunich> international? isn't it in NY?
[02:36:57] <jmkasunich> LawrenceG: are you in the US>
[02:37:01] <Jymmmm> Well, just trying to save someone a couple bucks....
[02:37:02] <jmkasunich> oh, BC, right>?
[02:37:07] <LawrenceG> even replacing the screw is an option... jmk I live in the great white north
[02:37:25] <Jymmmm> jmkasunich: LawrenceG is a canook
[02:38:00] <jmkasunich> LawrenceG: do you have a spindle picked out?
[02:39:49] <Jymmmm> BTW... I broke down and bought a safety relay
[02:39:49] <jmkasunich> if its gonna be a Z axis, that screw might well be fine
[02:40:11] <jmkasunich> there is enough metal there that the weight might serve as preload - PCB cutting forces aren't that high
[02:40:40] <jmkasunich> and Z speed isn't critical for PCBs either - they tend to be rather flat ;-)
[02:40:59] <Jymmmm> Heh, gawd I hope so =)
[02:43:13] <Jymmmm> Man, that is a fine thread aint it
[02:48:33] <LawrenceG> jmkasunich: for the spindle, I am going to try a porter cable trim router... about 30k top speed
[02:49:04] <LawrenceG> It looks like it probably a stepper on the drive end
[02:49:06] <Jymmmm> LawrenceG:
http://www.parkermotion.com/products/Linear_Motor_Positioners____30_32_80_567_29.html
[02:52:38] <LawrenceG> thanks Jymmmm ... I dont see anything that looks like that table.... probably a few years old
[02:53:09] <Jymmmm> LawrenceG: Once you get it, call Parker they're really nice about finding docs and such.
[02:53:19] <LawrenceG> sim is now at line 125000 and still running
[02:53:59] <LawrenceG> looks like north america and africa are cut out
[03:29:18] <eric_U> yesterday, scifi channel had all day marathon of movies about people stopping tectonic plate movement with nukes, 4 unique ones I think
[03:32:31] <fenn> hmm.. nuke out a large crater and fill it with water?
[03:33:03] <eric_U> I didn't really watch any of them, I was moving my mill back and forth
[03:33:12] <eric_U> 8" at a time
[03:34:30] <eric_U> I think the idea was to destroy L.A. and cause an earthquake in all of them except one though
[03:35:22] <eric_U> in another movie on scifi, I found out that if you try to drive your car in 130 degree heat, it will explode
[03:35:40] <eric_U> don't tell the people in Az that, the gridlock will be horrible
[03:43:00] <fenn> maybe they meant celsius
[03:43:13] <eric_U> doubt it, they were in L.A.
[03:43:33] <fenn> maybe it was a pinto
[03:44:07] <eric_U> the first car to blow up was a Taurus, so the same management team was involved
[03:44:50] <eric_U> second vehicle to go was a Chevy Suburb
[03:45:30] <cradek> I got a cheapie digital caliper from harbor freight - they were on special
[03:45:37] <cradek> it seems better than you would expect for the price
[03:45:43] <eric_U> how much?
[03:45:48] <fenn> they're not bad until they go bonkers
[03:45:48] <cradek> $14 I think
[03:46:13] <fenn> if you get replacement batts make sure to get silver oxide batteries
[03:46:37] <fenn> http://www.truetex.com/buttons.htm
[03:46:45] <eric_U> all those "Pats' Superbowl Champions" t-shirts are going to be sent to needy families overseas
[03:47:08] <cradek> I don't have gage blocks, but on my B&S 123 block it shows 1.0005, 2.0005, 3.001
[03:52:38] <eric_U> is that after you zeroed it I assume?
[03:52:59] <cradek> yes
[03:53:21] <cradek> I think the 123 blocks are supposed to be ~ 0.0002 oversize
[03:56:05] <eric_U> why would they do that?
[03:56:17] <cradek> so you can lap them to size if you care enough
[03:57:09] <eric_U> sounds like a good time
[03:57:17] <cradek> yeah no kidding
[03:57:43] <eric_U> I can see lapping something flat, but maintaining flatness with the other side would be difficult
[03:58:05] <cradek> I think you could do pretty well for .0002
[03:58:38] <toastydeath> it's not
[03:58:40] <eric_U> wrong pronoun
[03:58:44] <toastydeath> you weight the thing being lapped
[03:58:45] <toastydeath> unevenly
[03:58:48] <toastydeath> one side laps faster
[03:58:56] <toastydeath> and once you get the geometry, it stays that way when you flip it over
[03:59:00] <fenn> it makes a sphere - any telescope maker knows that
[03:59:16] <cradek> I think I'll leave them alone!
[03:59:26] <toastydeath> or you can grind them
[03:59:30] <cradek> sure
[03:59:38] <gezar> you can lap them, but its not done block to block
[03:59:53] <toastydeath> that's what we do, we have big (6-12 blocks) sets that we grind together
[04:00:16] <gezar> grinding .0002 is a pita
[04:00:26] <toastydeath> not for us though
[04:00:27] <eric_U> but toasty is special
[04:00:43] <toastydeath> our grinding work is all +/-.0001 over big distances
[04:01:42] <gezar> sweet
[04:01:57] <toastydeath> and if you get your matched set, it doesn't necessairly matter that they're undersize
[04:02:09] <toastydeath> they're all the same size, so who cares?
[04:03:10] <gezar> hey, any of you set up the vsftpd?
[04:03:37] <eric_U> what's that?
[04:03:43] <gezar> I cant get something with it working right
[04:04:17] <gezar> ftpd thats available to the emc version thats on ubunto
[04:04:18] <eric_U> v stand for very?
[04:04:25] <gezar> very secure
[04:04:34] <gezar> its one of the better ftpd
[04:04:44] <eric_U> but it's sftp?
[04:05:00] <gezar> I believe it has a ssh component, im not sure
[04:05:30] <gezar> ssh has built in file transfer protocals, that smoke ftpd use anyway
[04:05:50] <eric_U> yeah, I only use sftp, which is ssh version of ftp
[04:05:54] <gezar> especially if your using keys
[04:06:21] <gezar> I just want a simple ftp to work, so I can move stuff from this win box to the lin box
[04:06:24] <eric_U> I'm pretty sure I've used sftp on ubutu
[04:06:42] <gezar> thats a missnomer, im on the win box, using ssh to use the lin box
[04:06:43] <fenn> eric_U: arent you thinking 'scp'?
[04:06:49] <eric_U> no sftp
[04:07:05] <gezar> sftp is really nice, but if im going to use ssh, ide perfer scp
[04:07:29] <gezar> maybe I just need a better wiindows method then ftp..
[04:07:42] <eric_U> i use sftp on cygwin
[04:07:44] <gezar> cause as it stands fire ftp and the linux box do not like to play
[04:08:01] <cradek> iirc, putty has an scp client called pscp
[04:08:04] <eric_U> use samba
[04:08:13] <gezar> putty does?
[04:08:41] <cradek> yes I think so
[04:08:43] <eric_U> is this two machines on the same local network?
[04:09:17] <eric_U> I use the openssh client on windows too
[04:09:17] <gezar> yeah
[04:09:36] <eric_U> then it looks just like a windows machine
[04:09:37] <gezar> 99% of my linux work is done via a putty terminal
[04:10:05] <gezar> wanna test to see if my http tunnel works? I asked last night but nobody was on to try it?
[04:10:38] <gezar> its just a forwarded port from my router to the linux box for http, I dont know if it works outside the network because of names
[04:11:03] <eric_U> what's your router ip?
[04:12:23] <gezar> www.masternode.net should work
[04:12:38] <gezar> it should return an open dir structure for apache
[04:12:41] <eric_U> that worked
[04:12:48] <gezar> sweet then, thank you
[04:12:58] <eric_U> Seeing this instead of the website you expected?
[04:13:29] <eric_U> ok, so I changed directories
[04:14:50] <gezar> no, its normal, I just wanted to see if traffic outside of my lan, wan baised could reach this boxx
[04:18:13] <eric_U> ha, ford is recalling tauruses because they might catch fire
[04:18:45] <gezar> heh
[04:18:56] <gezar> yeah, its still not working from the linux box, sigh
[04:23:21] <gezar> sweet, its working now
[04:23:30] <gezar> I belive as anon at the moment too :)
[04:24:53] <gezar> sweet, now its working in full user mode
[04:24:57] <gezar> very nice
[04:25:07] <gezar> I had to load a kernel module
[04:25:32] <gezar> oh this makes me happy
[04:25:54] <gezar> cradek: you still around?
[04:26:37] <cradek> yes
[04:26:53] <cradek> not for long
[04:27:04] <gezar> does axis have the ability to graph specific functions?
[04:27:19] <cradek> I don't understand the question
[04:27:24] <gezar> neither did I
[04:27:29] <gezar> im trying here
[04:28:04] <gezar> in John's counter bore app, could he have an axis portion, that as the user inputs data, about the counter bore
[04:28:23] <gezar> could axis be made to essentially, draw that tool path in his app's window?
[04:28:56] <cradek> no, but he could make an active preview separate from AXIS, like holecircle does
[04:29:06] <gezar> interesting
[04:29:32] <cradek> holecircle updates a preview of the holes as you change the various fields, and when you're happy you hit OK, and the gcode is generated and fed to AXIS
[04:29:56] <gezar> very interesting
[04:30:01] <gezar> thank you
[04:30:29] <gezar> im learning c this year, so Im hopping I can start helping with emc for once
[04:31:35] <cradek> the more the merrier
[04:32:03] <cradek> john's stuff is all in python - maybe a better first language to learn
[04:32:11] <cradek> depends what exactly you want to do in emc
[04:32:30] <cradek> hardware drivers: C. user interface stuff: often python
[04:33:43] <gezar> yeah I know
[04:34:08] <cradek> goodnight all
[04:35:01] <gezar> night
[12:39:57] <archivist> noo cnc cuts metal :))
[12:48:17] <gezar> interesting
[12:51:44] <archivist> cutting a ratchet to test it then a production one in a few minutes
[12:53:30] <archivist> I havnt finished building it yet !
[13:08:19] <BigJohnT> pics?
[13:09:37] <archivist> not till Im back on windaz later
[13:10:04] <BigJohnT> ok
[13:10:40] <archivist> then will have pics and short gear cutting .mov
[13:10:46] <BigJohnT> btw, anyone I've posted my counterbore g code generator software up on the wiki
[13:10:50] <BigJohnT> sweet
[14:01:09] <skunkworks_> http://www.cnczone.com/forums/showthread.php?t=51802
[14:01:32] <skunkworks_> installed as sim and now wants to output signals to the printer port?
[14:02:44] <eric_U> are you going to answer that question?
[14:03:10] <SWPadnos> uninstall sim then install -RT ??
[14:03:22] <eric_U> why would you install without the rt anyway?
[14:03:35] <eric_U> makes no sense
[14:03:42] <SWPadnos> because it runs on anything, without kernel changes
[14:04:03] <eric_U> confused
[14:08:37] <eric_U> he read enough to know how to install without the realtime, but not enough to understand what he was doing
[14:09:31] <eric_U> I need to take the belts off my machine so I don't crush any more fingers
[14:14:24] <alex_joni> I wonder how he wants to send sine and cosine through a parport
[14:14:49] <eric_U> maybe he knows about pwm, but probably not
[14:15:05] <eric_U> you could do it with a logic analyzer
[14:15:15] <eric_U> 12 bit dac
[14:15:38] <eric_U> ladder dac that is
[14:21:32] <alex_joni> that is slighlty more advanced than that thread
[14:21:56] <archivist> just a bit!
[14:41:26] <eric_U> you people have no imagination
[14:43:05] <eric_U> every time jlmjvm figures out I'm here, he quits
[14:43:20] <skunkworks_> eric_U: thanks for answering that
[14:44:07] <eric_U> least I can do, I'm good at being the bad guy :)
[14:48:35] <eric_U> off to see the endodontist, can I get anyone a root canal while I'm there?
[14:48:55] <SWPadnos> sure - grab me a couple if they're on sale
[15:25:35] <ALS> maybe someone wants to give this guy a jab
http://www.cnczone.com/forums/showthread.php?t=51493
[15:32:46] <alex_joni> jab?
[15:34:04] <micges> hi all
[15:34:58] <alex_joni> hi
[15:35:09] <jepler> If only that guy could give a good bug report, I might be able to help him. As it is, all I see is 'I entered something unspecified, and got something I didn't want'.
[15:35:47] <jepler> anyone want to be a second pair of eyes and see whether the Axis Configuration's Pulley ratio fields behave like you expect?
[15:35:49] <alex_joni> and I somehow got it magically working in the end
[15:36:06] <alex_joni> jepler: did you read jmk's and cradek's discussion about it?
[15:36:14] <jepler> alex_joni: no, when was this?
[15:36:25] <alex_joni> it seems it either works right or backward if you think about pulley teeth or pulley turns
[15:36:30] <jepler> I miss too much on IRC lately
[15:36:38] <alex_joni> jepler: recently, not sure what channel though
[15:36:46] <alex_joni> (yesterday night?)
[15:37:07] <alex_joni> jepler: in devel /lastlog teeth
[15:37:25] <fretless85> hey
[15:37:31] <alex_joni> 'lo
[15:37:45] <jepler> alex_joni: thanks
[15:37:51] <jepler> I agree, it should be clarified
[15:38:04] <alex_joni> jepler: cool :)
[15:38:15] <skunkworks_> it was on devel
[15:38:16] <jepler> 'Pulley teeth (motor:leadscrew)' would seem like a good way to clarify
[15:38:28] <jepler> too bad it'll break any translations
[15:38:37] <alex_joni> we'll fix those
[15:39:05] <alex_joni> this will only be for 2.2.4, so translations could be ready by then
[15:40:12] <micges> logger_emc: bookmark
[15:40:12] <micges> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-02-04.txt
[15:53:11] <jensor> Hello
[15:53:33] <fretless85> hello
[15:54:29] <jensor> In RS274/NGC how can I reference an axis assigned as a variable? For example I am trying to create a routine that will make the necessary number of passes like this
[15:54:58] <jensor> #1=X (Cutting axis. Enter X, Y, or Z)
[15:54:58] <jensor> #1 0 (Move the selected axis to 0)
[15:55:27] <cradek> you can't, variables can only hold numbers
[15:55:51] <jensor> ok -guess I'll have to think more on this
[15:56:27] <fretless85> just the question is the gcode interpreter in emc "open" ?
[15:57:01] <cradek> I don't understand the question
[15:57:26] <cradek> what do you mean "open"
[15:57:35] <fretless85> free to changes
[15:57:59] <cradek> the source for all of emc2 is available under a free/open license, the GPL2
[15:58:15] <fretless85> i love to change stuff in heidenhain control and play around with it...
[15:58:29] <alex_joni> jepler: you can have a variable for each axis
[15:58:38] <alex_joni> jensor: you can have a variable for each axis
[15:58:49] <alex_joni> and for the ones you don't want to move, you just don't change the value
[15:59:26] <jensor> when I tried to run
[15:59:28] <jensor> #1=X (Cutting axis. Enter X, Y, or Z)
[15:59:28] <jensor> #1 0 (Move the selected axis to 0)
[15:59:37] <jensor> I got an error
[16:00:19] <cradek> uh, weren't you here a minute ago when I answered your question?
[16:00:35] <alex_joni> jensor: not like that
[16:00:46] <alex_joni> jensor: g1 x#1 y#2 z#3
[16:00:51] <alex_joni> and #2 and #3 are 0
[16:00:55] <alex_joni> so only x will move
[16:01:03] <cradek> no, y and z will move to 0
[16:01:10] <alex_joni> yeah, that
[16:01:12] <cradek> I think he wants to not specify y or z move
[16:01:25] <alex_joni> then switch to relative G91?
[16:01:27] <cradek> maybe you want to use g91 mode
[16:02:02] <jensor> I want to the program to select the axis from the inpuit data
[16:02:36] <alex_joni> jensor: if you have the input data, you simply update one of the 3 variables above
[16:02:56] <jepler> you can use an "O- if" construct to only execute a line with the appropriate words
[16:03:40] <jensor> thats probably the wasy I'd have ot go
[16:04:37] <jensor> how would one use the o word to output a line?
[16:06:06] <jepler> this untested code (joined onto a single line with "/" marks) would move X if the flag is nonzero, or move Y if the flag is zero: O100 ([flag] [value]) / O101 if [#1] / X#2 / O101 else / Y#2 / O101 endif / O100 endsub
[16:06:46] <jepler> if you have to support more combinations, then you will have more if/else/endif blocks
[16:07:05] <jensor> I see - but i was hoping for 3 axis selection
[16:07:11] <jensor> ok
[16:09:09] <jensor> I wanted to create a routine that would make the required number of passes to remove a given amt of material on a given axis
[16:11:37] <jensor> for example
[16:11:47] <jensor> (Fly cut Routine for single axis cutting x)
[16:11:47] <jensor> #1=-.025 (Z down cut increment)
[16:11:47] <jensor> #2=14 (no. of increments to get to total depth)
[16:11:47] <jensor> #3=2.5 (movement along X axis)
[16:11:47] <jensor> #4=0 (Loop counter)
[16:11:47] <jensor> F5 G0 G90 Z0 X0
[16:11:49] <jensor> G91 (Incremental mode)
[16:11:51] <jensor> Z [0-#1]
[16:11:53] <jensor> O1 while [#4 lt #2]
[16:11:55] <jensor> G1 Z [2*#1]
[16:11:57] <jensor> X [#3]
[16:11:59] <jensor> G0 Z[0-#1]
[16:12:01] <jensor> X [0-#3]
[16:12:03] <jensor> #4=[#4+1]
[16:12:05] <jensor> O1 endwhile
[16:12:07] <jensor> M2
[18:09:27] <ALS> jepler: can u use the # of teeth as a ratio? like 10:20
[18:09:54] <lerneaen_hydra> random question; is emc-sim distro-dependant? or could it easily be installed on any version of ubuntu/fedora/<insert distro here>?
[18:10:04] <Unit41> my pants are on fire
[18:11:13] <skunkworks_> ALS:
http://www.cnczone.com/forums/showthread.php?p=404710#post404710
[18:11:48] <ALS> i'm looking at it that why the ?
[18:12:40] <skunkworks_> that is how I read it. it is asking for pully teeth
[18:12:51] <skunkworks_> you can still put in the ratio if you want.
[18:13:11] <SWPadnos> yep - 16:32 is the same as 1:2
[18:13:17] <SWPadnos> or whatever
[18:13:21] <ALS> k but no mention of ratio
[18:14:01] <SWPadnos> if someone doesn't understand that the ratio is based on the number of teeth, then they are probably not qualified to set up a CNC
[18:15:03] <ALS> cool but I guess I didn't understand the problem people had before
[18:15:40] <SWPadnos> I think it was that there's soem ambiguity when you ask for a ratio - is it motor:screw or screw:motor
[18:15:55] <SWPadnos> and even then, is it teeth or turns (reciprocals of each other)
[18:16:24] <SWPadnos> asking for the number of teeth on each pulley should be unambiguous, even if it isn't the question peoiple are expecting
[18:16:43] <ALS> hope it clears things up
[18:16:53] <SWPadnos> yeah, one would hope :)
[18:27:05] <fretless85> simple mechanic ;)
[18:31:53] <lerneaen_hydra> Hmm I myself would find motor/driveshaft-ratio to be the least ambiguous, but oh well
[18:32:31] <lerneaen_hydra> so 2:1 would be a 2x reduction (two turns of the motor -> 1 turn of shaft)
[18:32:46] <archivist> * archivist wants shooting if he cant understand a ration/gear a gear b
[18:33:13] <lerneaen_hydra> as not all systems actually have teeth/cogs
[18:33:26] <lerneaen_hydra> then again, I'm just a bit pendantic atm
[18:38:22] <fretless85> ?
[18:58:04] <fretless85> http://mitglied.lycos.de/fretless85/00013.jpg<---disarranged workplace (yea im bored ;) )
[19:10:26] <maddash> lerneaen_hydra: emc is distro-independant. I've run it on slackware
[19:18:18] <lerneaen_hydra> though I don't think you can say it was plug-and-play automagic like the ubuntu one is, right?
[19:35:01] <maddash> lerneaen_hydra: it was
[19:35:13] <lerneaen_hydra> oh, sweet
[19:35:19] <lerneaen_hydra> what about RT stuff?
[19:35:55] <maddash> getting RT was just a matter of compiling the right kernel patches
[19:36:14] <lerneaen_hydra> oh, sweet
[19:36:42] <lerneaen_hydra> I've heard that it was very difficult, maybe just people that don't know how to apply kernel options (myself included)
[19:39:43] <fretless85> same here
[19:40:06] <fretless85> ive tryed to patch a rt kernel for gutsy gibbon and failed ;)
[19:41:30] <lerneaen_hydra> though I can't say I've tried ;)
[19:41:35] <lerneaen_hydra> not yet at least
[19:41:50] <lerneaen_hydra> it would be nice to have a vanilla .deb with emc simulator
[19:41:57] <lerneaen_hydra> with no special dependancies
[19:42:10] <fretless85> ive tryed with an vanilla
[19:42:19] <fretless85> for 7,10 64bit
[19:42:49] <fretless85> somehow i get an hal error and no one can help
[19:43:30] <fretless85> when my cnc is rdy i going to set up an additional pc for cnc purpose only
[19:48:17] <jepler> 64-bit systems work (
http://axis.unpy.net/01180573281). I also experimented with 7.10 and found that it worked with one tweak, the modification to /etc/security/limits.conf shown here:
http://cvs.linuxcnc.org/cvs/emc2/debian/emc2.postinst.diff?r1=1.3;r2=1.4;f=h
[19:48:48] <jepler> I haven't yet tried 7.10 + 64-bit.
[19:49:34] <fretless85> nice i will take a look
[19:49:38] <fretless85> thanks jepler
[19:50:02] <lerneaen_hydra> jepler; is that with RT or just sim?
[19:50:02] <jepler> unfortunately I don't have either of those systems handy, so it's possible some incompatabilty has crept in in the meantime
[19:50:06] <jepler> lerneaen_hydra: with RT
[19:50:13] <lerneaen_hydra> oh, sweet :)
[19:50:40] <lerneaen_hydra> I presume you'll jump to 7.0X when it's released?
[19:51:29] <fretless85> me?
[19:52:06] <jepler> We hope to make official packages to go with Ubuntu 8.04, the next LTS release.
[19:52:15] <lerneaen_hydra> err, I meant "I presume you'll migrate to 7.0X (next LTS and all) when it's released", and to the EMC devs
[19:52:25] <lerneaen_hydra> err, right, 8.0X
[19:52:56] <fretless85> 8.04 is coming in april right?
[19:53:00] <jepler> yes
[19:53:38] <lerneaen_hydra> otherwise it wouldn't be called 8.04 ;)
[19:53:54] <fretless85> you got me ;)
[19:54:19] <jepler> Right, the release is named for the year and month, so 8.04 is the version released in April 2008.
[19:54:44] <fretless85> ah okay im relative new to linux so please excuse me ;)
[19:55:55] <lewin1> lewin1 is now known as lewing
[19:57:00] <acemi> jepler: will EMC2 work on 2.6.24 kernel with ubuntu 8.04
[19:57:25] <fretless85> got to finish my mill before i get to work with emc so will see...
[19:57:40] <jepler> acemi: I can't predict the future
[19:57:41] <acemi> I think there has some problems with RTAI and 2.6.24
[19:58:03] <jepler> acemi: that's one reason I used the word "hope" above
[20:04:31] <alex_joni> acemi: any pointers where you heard that?
[20:05:15] <acemi> alex_joni: in rtai mailing list paolo wrote something about this
[20:05:36] <alex_joni> acemi: hmm.. didn't spot it
[20:06:40] <fretless85> wb alex
[20:09:35] <alex_joni> fretless85: I'm always here :D
[20:09:42] <alex_joni> sometimes only with my thoughts though :P
[20:10:12] <fretless85> lol
[20:11:16] <fretless85> fanatic... :P
[20:12:12] <alex_joni> there's still room for way worse
[20:13:58] <fretless85> so?
[20:14:16] <fretless85> what will be way worse?
[20:15:35] <fretless85> getting emc source code tattooed?
[20:19:12] <fretless85> did you see "memento" ? lol
[20:25:18] <anonimasu> :D
[20:25:46] <fretless85> ;)
[20:27:21] <skunkworks_> heh - the 2.2.2 livecd I booted a few weeks ago - is still running.
[20:32:01] <fretless85> ;)
[20:32:53] <fretless85> cheers! (got lovely whisky here)
[20:41:39] <maddash> I keep getting following errors on joint 1, even after I've increased the ferror to .100 and decreased the max_vel/accel by 1 inch/sec
[20:42:08] <seb_kuzminsky> hey, another seb
[20:43:02] <BigJohnT> anyone look at the counterbore software today?
[20:43:42] <BigJohnT> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Simple_EMC_G-Code_Generators
[20:45:19] <maddash> argh now I have to keep my ferror/minferr to 100/10
[20:47:08] <alex_joni> maddash: you're running servo?
[21:01:40] <maddash> alex_joni: steppers
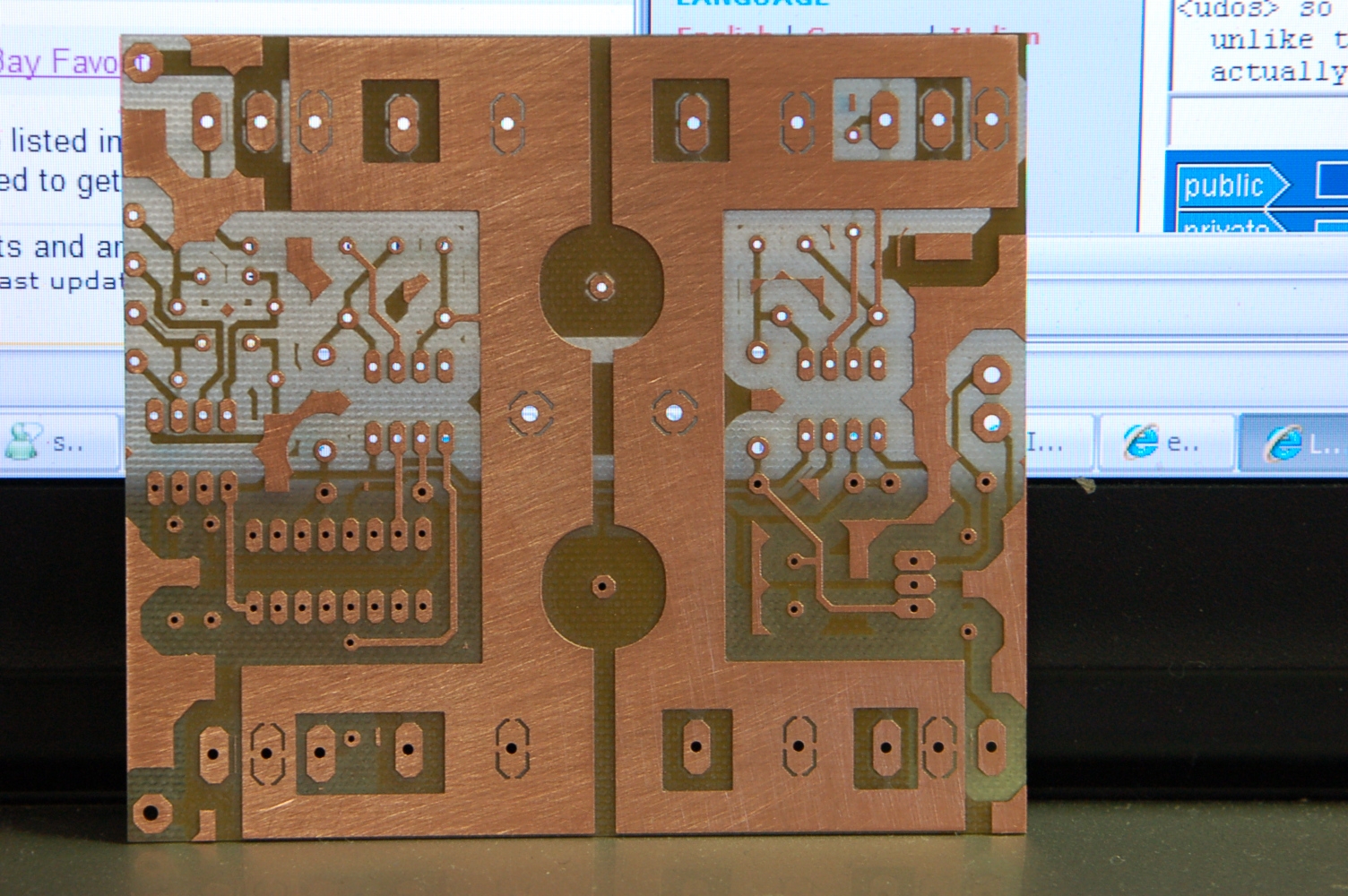
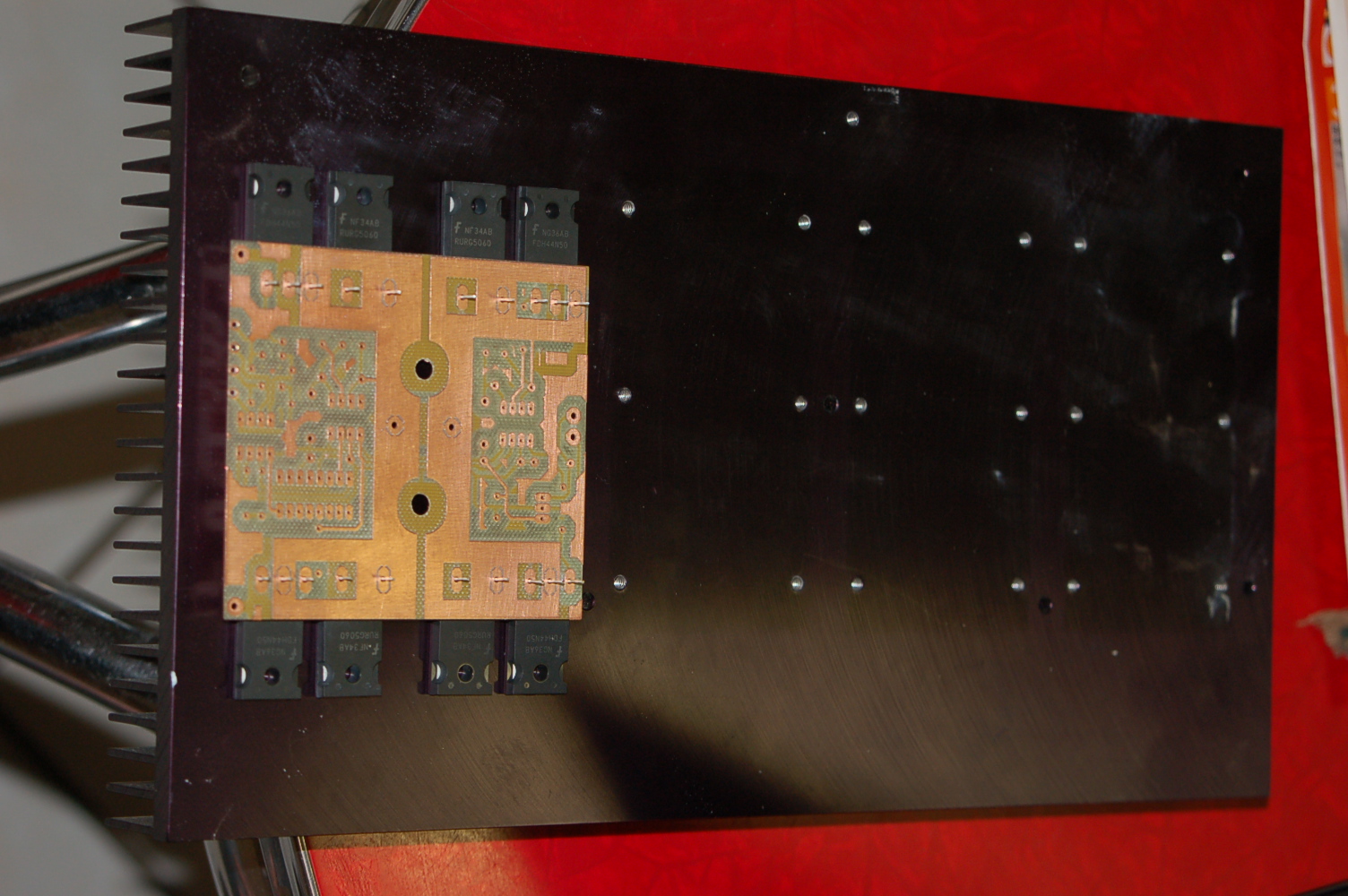
[21:04:04] <renesis> http://www.darkertechnologies.com/image/audiosam-08.jpg
[21:04:29] <renesis> omg next time drill first and clean fixture during flip
[21:05:32] <fretless85> looks like an broken drill to me :P
[21:05:57] <renesis> naw, not deep enough and not enough copper to hold the pads on =(
[21:06:43] <renesis> havent done a ton of double sided yet
[21:06:55] <renesis> sexy:
http://www.darkertechnologies.com/image/audiosam-10.jpg
[21:06:59] <jepler> looks interesting, what's it supposed to be?
[21:07:05] <renesis> sec
[21:07:25] <renesis> http://www.darkertechnologies.com/image/audiosam-06.png
[21:07:29] <renesis> http://www.darkertechnologies.com/image/audiosam-07.png
[21:08:02] <renesis> schema and layout, its audio io for an atmel arm7 header breakout devkit
[21:08:57] <renesis> so like, filter-input preamp, and 4pole active filters for the pwm channels
[21:09:29] <renesis> try and do some 44.1KHz at 10b resolution type stuff
[21:09:37] <jepler> dac or pwm for output?
[21:09:55] <renesis> pwm
[21:10:10] <maddash> isn't pwm used for controlling servos?
[21:10:23] <renesis> its got a clock divider/pll multipler on the main oscillator
[21:10:42] <jepler> pwm is used in lots of applications where "analog" control is desirable
[21:11:00] <jepler> e.g., stuff as simple as controlling the brightness of a LED
[21:11:03] <renesis> so i can prob set the fast timer to a few cycles, get the output freq pretty close, try to keep the prob speed bit above 50MHz
[21:11:15] <renesis> yeah
[21:11:15] <maddash> jepler: yeah, but how would you use it to produce sounds?
[21:11:23] <renesis> i done more dac stuff
[21:11:52] <renesis> i put AC and DC coupled outputs so it should be pretty versatile for control stuff, besides audio processing and synth
[21:11:57] <jepler> maddash: pwm -> RC filter produces an analog voltage. Give that as the input to an op-amp that can drive your speakers/headphones/whatever.
[21:12:06] <renesis> dunno how great those amps are close to the rails, tho
[21:12:35] <renesis> yeah, you get an voltage average as a function of the pwm duty
[21:13:43] <renesis> you just have to filter below the pwm switching frequency (im prob gonna do 10KHz or 20KHz filter rolloff freq)
[21:13:57] <renesis> because high end in audio is trash
[21:16:17] <jepler> page 1 gives a bare minimum intro to pwm in the context of audio, and page 2 shows a simple scheme (R+C+op-amp):
http://ww1.microchip.com/downloads/en/AppNotes/00538c.pdf -- renesis's circuit is much more sophisticated than that.
[21:16:30] <fretless85> i just dont get it why do you want to make audio out of an pwn signal? pardon me im german and i may just understand something not proper?
[21:16:47] <renesis> 45.1584MHz pwm timer, for 10b resolution
[21:17:05] <renesis> because it wont look like pwm after you filter it
[21:18:11] <renesis> people are used to 44.1KHz DAC audio as analog, usually but not always filtered
[21:18:37] <renesis> your ears will filter it if they dont in the cd/mp3 player output circuit
[21:19:40] <renesis> fretless85: class-D audio amplifiers are just pwm + feedback
[21:19:52] <fretless85> right
[21:20:08] <renesis> thats how they are so effecient, they fets are either full on, or full off, except for a short period during transision
[21:20:25] <renesis> both states burn 0 power in the output circuit
[21:20:25] <fretless85> right
[21:21:03] <jepler> I wonder why no micros seem to have pulse-density modulation modes.
[21:21:14] <renesis> phase correct?
[21:21:50] <fretless85> to me an audio amp should look like that (half way finished)
http://mitglied.lycos.de/fretless85/R0011305.jpg
[21:22:01] <renesis> like, triangle instead of saw based
[21:22:34] <renesis> jepler: so the pulse centers are evenly spaced despite duty cycle, yes?
[21:22:35] <jepler> fretless85: you're a a traditionalist
[21:22:50] <renesis> (because avr timers mostly have that mode)
[21:22:57] <jepler> renesis: no, that's not what I mean.
http://en.wikipedia.org/wiki/Pulse-density_modulation
[21:23:03] <renesis> ooh, kk
[21:23:11] <jepler> I think many micros have the mode you're talking about
[21:23:13] <renesis> fretless85: fragile
[21:23:30] <renesis> tubes also have horrible consistency
[21:23:40] <renesis> even new shit from russia and china
[21:24:02] <renesis> (heh i did QA for little audio tube warehouse for like 6 months)
[21:24:36] <fretless85> right renesis
[21:24:41] <renesis> like, you could do all that, analog, no switching, without the glass and without 40lbs of copper
[21:25:20] <renesis> i brought a bridged dual chipamp into work, like 100W on a 2x4" board, and they kinda handled it like it was going to bite them
[21:25:24] <renesis> heh
[21:25:32] <renesis> but yeah, tubes are neat
[21:26:14] <fretless85> ;)
[21:26:52] <fretless85> class A 20W per chan
[21:27:09] <renesis> prob burn 100W in the amp =)
[21:27:31] <renesis> i think ideal theyre like 25% efficient =\
[21:28:13] <fretless85> probably even worse :P
[21:28:18] <fretless85> but i dont care
[21:28:28] <renesis> yeah rarely things are ideal
[21:28:38] <fretless85> http://mitglied.lycos.de/fretless85/R0011241.jpg
[21:28:47] <renesis> AB max effiency is something like 85% ideally, most amps do like maybe 50%
[21:30:36] <fretless85> some got to stick with the traditions ;)
[21:32:28] <fretless85> hey and fuck the efficients we germans pay enough on "Öko" taxes :P
[21:33:01] <jepler> hah
[21:33:58] <fretless85> 85% on our fuel are taxes believe it or not
[21:35:28] <fretless85> the fuel costs here about 1.4€ thats about $2.1 a liter
[21:35:54] <gezar> sup
[21:35:56] <renesis> fretless85: you like nixie display tubes?
[21:36:00] <jepler> you have to convert it to gallons or we won't 'merkins won't understand it :-P
[21:36:13] <fretless85> 1l=0.26 gallons btw
[21:36:39] <fretless85> so about $8 a gallon
[21:37:08] <skunkworks_> we thought the gas prices on ireland where pretty good until we figured out they where in liters ;)
[21:37:10] <jepler> looks like in my state the total tax on automobile fuel is presently about 13%, but the taxes are written as an amount per volume (e.g., cents per gallon) not a percentage.
[21:38:09] <fretless85> we got 19% more added value tax (caution the translation of "Mehrwertsteuer" may suck)
[21:38:37] <jepler> I think the usual translation is "VAT" for "value-added tax".
[21:38:52] <fretless85> thanks for the correction
[21:39:06] <fretless85> my english is far away from been perfect...
[21:39:28] <jepler> you're doing fine
[21:39:37] <fretless85> for a german :P
[21:39:38] <fretless85> lol
[21:39:47] <fretless85> at least we got nice beer ;)
[21:40:13] <jepler> If I may ask, what part of germany are you from? I've got a friend in Frankfurt, and family in Berlin and Dresden.
[21:41:23] <fretless85> im native from (is native the right word?) a village near dresden, now i leave near the "ruhrpot" a city near duisburg
[21:41:43] <fretless85> live
[21:41:47] <fretless85> not leave pardon me
[21:42:18] <fretless85> so i got to drink "diebels" ;)
[21:42:28] <skunkworks_> fretless85: you're doing quite well. Better than me and english is my first language ;)
[21:43:23] <fretless85> its actually a nice place to live
[21:43:42] <fretless85> but the taxes in germany realy suck
[21:44:05] <jepler> fretless85: I've never been to that part of the country
[21:44:18] <jepler> * jepler has been itching to return to europe ever since he got back from his last trip
[21:45:25] <fretless85> where have u been?
[21:46:55] <seb_> seb_kuzminsky: Hello
[21:47:34] <seb_> alex_joni: Hi again. I'm the guy you helped last year with the drill/flame cutter in Sheffield.
[21:47:43] <jepler> oh let's see -- most of the time I'm in germany, I spend in the three cities I mentioned already. Munich, Koln, and Trier are the next three places that come to mind. I've also probably stopped at each station the ICE train goes to between berlin and frankfurt, I've made that trip so many times
[21:47:58] <seb_> Haven't heard from them in a while, so I guess it's still working...
[21:48:21] <fretless85> trier isnt germany? or may i mistaken something? ;)
[21:48:31] <fretless85> köln is about 100km from here
[21:49:23] <skunkworks_> heh - this gigabit network card has cable testing. gives lengths and if it is open or closed.
[21:49:26] <jepler> it's not? well, I'm an american, geography is not our strong point (it's a little bit worse than our knowledge of the metric system)
[21:50:24] <fretless85> 100km=60 miles
[21:50:40] <alex_joni> hi seb_
[21:50:48] <fretless85> ok sorry i googled trier is in germany hahaha
[21:50:53] <alex_joni> seb_: I did? how nice of me :D
[21:51:02] <seb_> It was - you were very helpful.
[21:51:03] <jepler> it is right on the border with luxembourg though
[21:51:09] <fretless85> right
[21:51:11] <seb_> jepler helped too.
[21:51:12] <fretless85> i see ;)
[21:51:18] <jepler> now I regret that I didn't cross that border, having been so close
[21:51:22] <alex_joni> fretless85: it is in germany
[21:51:36] <alex_joni> jepler: I used to know a very nice girl in trier :) .. too bad I lost contact
[21:51:39] <maddash> if I need to solder on a 0ohm 0603 pad, what kind of iron do I need?
[21:52:27] <fretless85> smd solder iron?
[21:52:39] <fretless85> 0603 is the "big" smd right?
[21:52:49] <maddash> no, it's really small
[21:53:32] <fretless85> there are even smaller? im not that familiar with smd stuff
[21:54:04] <fretless85> i normaly do stuff like that
http://mitglied.lycos.de/fretless85/R0011315.jpg
[21:54:07] <fretless85> ^^
[21:54:28] <maddash> hm, maybe I can ask the guy at radio shack
[21:54:40] <skunkworks_> that looks right out of the 50's ;)
[21:54:54] <skunkworks_> the guy at radio shack will probably not know.
[21:55:08] <skunkworks_> and make something up
[21:55:48] <fretless85> homemade turret boards
[21:56:18] <fretless85> ;)
[21:56:27] <maddash> damn
[21:57:41] <maddash> what about soldering grease? do I neeed some of those?
[21:57:52] <fretless85> with smd?
[21:57:58] <fretless85> i would doubt that
[21:58:40] <skunkworks_> I would say - get the smallest flux core solder and tip you can get locally - and hope for the best
[21:58:58] <fretless85> yea
[22:00:23] <fretless85> if that fails get something like that :P
http://mitglied.lycos.de/fretless85/R0011278.jpg
[22:01:25] <fretless85> to the 0603
[22:01:33] <fretless85> its the second smallest smd
[22:01:42] <fretless85> “0603” 1,6mm x 0,8mm
[22:02:11] <fretless85> 0.06inch x 0.03inch
[22:03:00] <fretless85> arnt you afraid to breath this stuff in?!
[22:03:08] <skunkworks_> fretless85: turret boards?
[22:03:51] <jepler> http://en.wikipedia.org/wiki/Turret_board
[22:03:57] <renesis> maddash: for what?
[22:04:12] <fretless85> http://mitglied.lycos.de/fretless85/R0011278.jpg<---
[22:04:13] <renesis> you can do soic and 0805 by hand with a good regulated soldering iron
[22:04:16] <renesis> good flux
[22:04:18] <skunkworks_> ah
[22:04:26] <renesis> soldering wire size doesnt matter
[22:04:30] <renesis> because you wont be using it
[22:04:36] <fretless85> not me renesis *g*
[22:04:37] <jepler> (I don't quite understand that description, though)
[22:04:38] <renesis> other than to tin your tip
[22:05:03] <skunkworks_> renesis: good point
[22:05:12] <renesis> QFP and SSOP are doable by hand, but you gotta be good
[22:05:26] <renesis> i havent tried yet, but i think i can do it
[22:05:28] <jepler> fretless85: if that's your photo you should add it to the wikipedia article, after reading it and then looking at the photo again I think I understand what "turret board" means
[22:05:52] <fretless85> thats my photo
[22:05:53] <skunkworks_> it is odd to me to call the stand-offs 'turrets'
[22:06:22] <fretless85> belongs to that amp
http://mitglied.lycos.de/fretless85/R0011305.jpg
[22:06:37] <renesis> skunkworks_: if you want to see some smt soldering methods, look up maybe 4 or 10 smt soldering vids on the youtube
[22:06:44] <fretless85> http://mitglied.lycos.de/fretless85/test/RIMG0378.JPG that amp got the same boards
[22:06:54] <renesis> theres a few diff methods, but theres a vertical soldering method that works awesome
[22:07:06] <renesis> you basically use gravity to keep the solder on the iron
[22:07:22] <renesis> and then the metal and flux will wick up the exact amount of solder they need
[22:07:32] <renesis> can use same method to fix bridged gaps
[22:07:50] <renesis> just kinda drag the iron across the row of pins
[22:08:09] <renesis> it looks easy but im sure timing and temps gotta be pretty dead on
[22:08:32] <fretless85> and its damn small...
[22:09:15] <renesis> but yeah, for soic and 0804 you dont need special tools, just an iron wont burn the parts, flux, and tweezers
[22:09:21] <renesis> er, 0805
[22:09:40] <renesis> 0603 is a bit harder (i dont use magnification), but its doable with a tiny bit of faith
[22:09:56] <skunkworks_> I shake too much.
[22:10:04] <fretless85> me to
[22:10:05] <renesis> if you can do qfp and ssop you are basically er337 solder tech
[22:10:14] <renesis> naw most methods it dont matter
[22:10:21] <renesis> its prob even help, actually
[22:10:40] <skunkworks_> I like bigger componants.
http://www.electronicsam.com/images/KandT/servostart/top.JPG
[22:10:47] <renesis> if you have trouble keeping parts steady, you can glue the parts before soldering
[22:10:56] <renesis> is how they do smt wave soldering
[22:10:56] <fretless85> i even cant weld properly
[22:11:01] <renesis> either glue or sticky paste
[22:11:24] <fretless85> because of shaking hands
[22:11:36] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/mounting.JPG
[22:11:48] <renesis> fretless85:
http://darkertechnologies.com/notes/2007/12/17/vfd-clock-tri-rail-smps-milled-assembled-working/
[22:11:54] <alex_joni> has any of you encountered TTL expired in transit. while pinging a host?
[22:12:05] <renesis> fretless85: 7 segment vfd display tubes
[22:12:07] <renesis> \o/
[22:12:20] <fretless85> nice ;)
[22:12:21] <renesis> (also pretty efficient smps supply setup)
[22:12:25] <renesis> im making a clock
[22:12:46] <renesis> hehe, got backlogged for a bit, but all i have to do before machining boar is the buzzer circuit
[22:12:55] <renesis> piezo thing, shouldnt be hard
[22:12:56] <fretless85> yea i thought about doing a nixi clock
[22:13:12] <renesis> mine will have wwvb time sync
[22:13:15] <renesis> hopefully
[22:13:18] <fretless85> maybe my next project after finishing the amp and my cnc mill
[22:13:38] <renesis> depends how ninja this little reciever with serial out is
[22:14:00] <fretless85> nice
[22:14:21] <renesis> it like a $2 antenna and an $8 chip
[22:14:40] <renesis> chip has 2bits for signal integrity indicator
[22:14:53] <fretless85> but if it gets to tiny i will fail... ;)
[22:15:20] <renesis> the ant?
[22:15:33] <renesis> its like 60mm ferrite coil
[22:15:34] <fretless85> alex_joni, i got you
[22:15:47] <renesis> i havent messed with radio stuff since school
[22:16:30] <fretless85> renesis, thats the right size for me
http://mitglied.lycos.de/fretless85/shw.jpg
[22:16:36] <renesis> hehe, i put my scope on the antenna (it has integrated cap) and got the cleanest 60KHz sine, omg gorgeous carrier wave
[22:16:49] <renesis> i didnt think it would for i dunno why
[22:17:21] <renesis> nice machine center
[22:17:40] <fretless85> if you can stand on it without braking it--->right size for me :P
[22:18:31] <renesis> okay i needs foods
[22:18:31] <fretless85> just kidding
[22:18:45] <renesis> nice talking, bbl
[22:18:51] <fretless85> but my hands shake to bad for that smd "shit"
[22:18:58] <fretless85> see ya renesis
[22:20:16] <fretless85> tomorrow i got some nice hooks to machine ;)
[22:21:13] <fretless85> 2 pieces 13000pounds each
[22:21:49] <fretless85> they can carry 660000pounds each ;)
[22:22:32] <fretless85> maybe i post some pictures within these days
[22:25:56] <fretless85> im gonne get some sleep...got to get up early (6:00AM)
[22:26:07] <fretless85> see you guys!
[23:20:54] <alex_joni> good night all
[23:24:53] <dmess> Hi all
[23:27:01] <maddash> can i use my cnc for multi-layer pcbs?
[23:28:25] <dmess> drilling or machining pads and traces??
[23:29:04] <maddash> sure, why not?
[23:30:02] <dmess> but the holes will pass thru all layers and you can only mill the top and bottom of the board
[23:30:55] <maddash> so...don't drill so deep?
[23:31:13] <maddash> hm, let me go check
[23:31:49] <dmess> properly designed multi-layer it shouldn't need to be that extreme
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}