Back
[00:13:31] <gezar> is a heathkit catalogue from 1977 worth anything?
[00:13:59] <archivist_livecd> probably a small amount
[00:15:43] <archivist_livecd> there are collectors for just about anything, my nick may give you a clue as to my bad habit
[00:18:07] <gezar> for 3.5k you too could have owned a 8k computer
[00:18:24] <gezar> operating at oh i think a blazing 4mhz
[00:18:59] <gezar> max 32k memory
[00:19:25] <gezar> 4k upgrade is only 140 bucks
[00:20:17] <archivist> stuff was a bit cramped in the old days, but then we coded in assembler and didnt waste space on eye candy
[00:20:17] <gezar> oh my, my bad 2mhz
[00:21:02] <gezar> omg, commin soon, startrek, that was so much fun to play
[00:21:44] <archivist> my first was an MK14 by Science of Cambridge 256 bytes of ram iirc
[00:23:14] <Gamma-X> how should I ship my parcel from mesa?
[00:23:20] <Gamma-X> ground is only 7 bucks! lol
[00:23:46] <Gamma-X> will i be able to make progress once there here or do i need the comptuer up and running before I get them
[00:24:23] <Gamma-X> 1 EA. 5I20 $ 199.00
[00:24:23] <Gamma-X> 1 EA. 7I37T $ 79.00
[00:24:23] <Gamma-X> 1 EA. 7I33T $ 79.00
[00:27:55] <Gamma-X> any thoughts on how soon i can do this stuff?
[00:29:10] <eric_U> It will take you approximately 6 years
[00:29:15] <eric_U> if you are anything like me
[00:29:37] <eric_U> so go for the ground shipping
[00:30:10] <Gamma-X> lol
[00:30:37] <Gamma-X> i need this thing up and running lol do i need a computer first or do i just put wires in the card and then insert into motherboard?
[00:30:42] <Gamma-X> not sure how this i/o stuff works
[00:31:16] <eric_U> there are gonna be wires everywhere
[00:31:30] <Jymmm> The computer has to send a program to the card to work.
[00:31:38] <eric_U> I need to track down some hookup wire
[00:33:25] <Gamma-X> ok
[00:33:51] <eric_U> have you ever put together a computer from parts?
[00:46:03] <dogfishguzzler> Hope you all had a good New Year. I happened to think you guys and figured I'd hollar.
[00:46:16] <dogfishguzzler> think about* you guys
[00:47:07] <skunkworks> I think - there for I am..
[00:47:26] <eric_U> good thing we didn't pop out of existence first
[00:47:28] <alex_joni> you'd think
[00:47:45] <alex_joni> skunkworks: but that's not true
[00:51:24] <alex_joni> well.. I'm thinking I should go to bed :)
[00:52:30] <archivist> hmm only 1 am here
[00:52:50] <alex_joni> close to 3am here
[00:53:14] <Gamma-X> eric_U yeah its not a problem i know a lot of electronics, i was an it in the navy not that it did a lot lol
[00:53:43] <eric_U> well, push the mill down to the local pond and you'll have it together in no time
[00:56:33] <Gamma-X> lol
[00:56:40] <eric_U> the mesa part should be fairly easy.
[00:57:00] <Gamma-X> what tells the mesa card what all the wires are?
[00:57:05] <eric_U> you do have to figure out what to wire on your machine to the mesa, that's complicated, but not that hard
[00:57:22] <skunkworks> alex_joni
[00:57:28] <skunkworks> sweet dreams.
[00:57:28] <eric_U> I'm a mechanical engineer, how do I know that?
[00:58:23] <eric_U> ignore the 5i20 for now, just look at the pinout of the 7i33/7
[00:58:53] <eric_U> but the 5i20 is programmed every time you load emc
[00:59:03] <eric_U> so that it follows that pinout
[00:59:29] <Gamma-X> ok
[00:59:42] <Gamma-X> what program does that?
[00:59:55] <eric_U> it's in the configuration files
[01:00:09] <Gamma-X> ok
[01:00:34] <Gamma-X> this sucks now i need to build a whole new computer lol
[01:11:52] <eric_U> the motor I got for $30 on ebay is new, they probably list for over $2k
[01:12:13] <jmkasunich> nice
[01:12:26] <eric_U> only downside is the seller smokes like a chimney, it smells like cigarettes
[01:12:39] <jmkasunich> that will wash off or fade
[01:13:22] <Gamma-X> what kinda motor?>
[01:14:31] <eric_U> it's a nema 42 ac brushless electrocraft
[01:15:02] <Gamma-X> wow
[01:15:25] <eric_U> usually feel like I've stolen them when I buy them for $50 + shipping
[01:15:25] <Gamma-X> im scared about doing this lol
[01:15:50] <jmkasunich> Gamma-X: then don't
[01:15:53] <jmkasunich> read, learn, then do
[01:15:54] <Gamma-X> 2 late
[01:15:58] <Gamma-X> already bought cards lol
[01:16:11] <Gamma-X> im jsut scared about cutting wires.
[01:16:13] <eric_U> yeah, but did you take your dikes to the old control?
[01:16:22] <Gamma-X> then not ebin able to go back to the control wich didnt work anyway lol
[01:16:33] <eric_U> I thought it worked
[01:16:47] <Gamma-X> it did but keyboard broke yesterday
[01:16:53] <Gamma-X> 650 for a new keyboard
[01:18:31] <Gamma-X> how did u guys figure out what all the cabling was? lol
[01:18:32] <jmkasunich> thats why emc is good - no proprietary part$
[01:18:49] <jmkasunich> carefully
[01:19:01] <Gamma-X> how long did it take ya? lol
[01:19:12] <jmkasunich> what project are you talking about?
[01:21:52] <Gamma-X> uve done more than 1?
[01:22:11] <jmkasunich> I don't know what "you" you are talking to - there is a whole channel here
[01:22:34] <jmkasunich> I've worked on the mazak at the CNC workshop, and my own shoptask 3-in-1
[01:22:56] <jmkasunich> the mazak is a complex servo machine with a toolchanger, the shoptask is a chinese piece-o-crap with steppers
[01:25:39] <Gamma-X> mazak musta tok a while
[01:26:24] <jmkasunich> four weeks spread out over three years
[01:26:30] <skunkworks> heh
[01:26:52] <Gamma-X> lol
[01:27:02] <Gamma-X> well myne has to be done asap
[01:27:08] <Gamma-X> i think im gunna go for the record.
[01:27:12] <Gamma-X> 3 days...
[01:27:19] <Gamma-X> and going to work at the same time
[01:27:25] <jmkasunich> not bloody likely
[01:27:31] <archivist> hehe
[01:27:57] <archivist> never even think of rushing a job like that
[01:28:06] <skunkworks> not with your base... :) you need to read all the emc2 manuals forward and back..
[01:28:15] <Gamma-X> fudge
[01:28:41] <archivist> we know from your comments you have not read enough yet
[01:28:57] <Gamma-X> lol
[01:28:58] <Gamma-X> no
[01:29:00] <Gamma-X> i havnt
[01:30:06] <archivist> * archivist is a happy bunny with his noo steppers
[01:30:37] <jmkasunich> archivist: decide what machine you are gonna stick them on?
[01:30:49] <Gamma-X> i have a feeling hal is going to take a long time to configure lol
[01:30:56] <archivist> heh, thats the hard part
[01:31:16] <jmkasunich> when I read back I saw something about hobbing
[01:31:37] <archivist> jmkasunich, we have a few old hulks here that could be attacked
[01:32:14] <jmkasunich> depending on what it is and its condition, sometimes it seems a shame to attack a nice old machine
[01:32:25] <Gamma-X> the manuals are realy well writtin so far
[01:33:30] <jmkasunich> especially a mechanical gear hobber - they were designed to make all the neccessary motions with geartrains and such, and that stuff would be wasted if you CNC'd it
[01:33:40] <archivist> jmkasunich, the one Im thinking of has been dropped, was a bur miller
[01:33:50] <jmkasunich> oops
[01:34:02] <jmkasunich> what's a bur miller?
[01:34:09] <archivist> still has some nice slides
[01:34:29] <jmkasunich> something horological, or just a british term for something I'd recognize with another name?
[01:34:32] <archivist> small burs as used in a dremel
[01:34:59] <archivist> ball or conical shape etc
[01:35:01] <jmkasunich> ah
[01:35:05] <jmkasunich> for engraving and such?
[01:35:13] <archivist> yes
[01:35:41] <archivist> I think that would make a gear mill
[01:36:16] <archivist> or cnc my hobymat lathe (its a steaming heap of....)
[01:36:19] <jmkasunich> if the work spindle and the axes were all motorized, you could probably do some decent hobbing
[01:37:38] <archivist> I have too many choices at the moment
[01:38:09] <gezar> make a gear hobb for the win make a gear hobb for the win
[01:38:10] <skunkworks> could you do hobbing with syncronized motion?
[01:38:22] <gezar> yep
[01:38:24] <skunkworks> encoder on the spindle?
[01:38:31] <archivist> but threading and gear making need speeding up here
[01:38:47] <jmkasunich> skunkworks: probably
[01:38:56] <gezar> its not so much the speed, its the timming
[01:39:07] <archivist> needs to be well synchronised
[01:39:25] <gezar> and the ability for one axis to react to the other, ie cutting slows something down
[01:39:41] <skunkworks> I think emc does pretty good - seeing the rigid tapping on the mazak..
[01:39:51] <Gamma-X> well atleast ill get full usage of my vfd now
[01:40:04] <jmkasunich> there is a hal component called encoder-ratio that is designed to slave an axis to an encoder
[01:40:08] <archivist> and be able to go back to the begining and recut slightly deeper till dia is correct
[01:40:47] <jmkasunich> if you had an encoder on the spindle turning the hob, and a motor on a rotary holding the work, you could slave the rotary to the hob and then use g-code for infeed, etc
[01:40:48] <gezar> jmkasunich: then gear cutting = no problem
[01:42:15] <jmkasunich> archivist: are you thinking of the kind of cutting where the hob is a worm with flutes, but set at an angle to the work so you can make a straight toothed gear?
[01:42:22] <archivist> yes
[01:42:58] <archivist> so need to set the head over at worm angle as well
[01:43:09] <jmkasunich> yeah, lots of axes
[01:43:23] <jmkasunich> only need two under CNC control as a minimum though
[01:43:37] <jmkasunich> feed across the face of the gear, and infeed toward the center
[01:43:38] <archivist> or for more fun include stuff for helicals
[01:44:01] <gezar> you can do that set up on a lathe, with X being normal, and then you use the compound to set your helix, with your gear holder bing a Y and slave to C
[01:44:23] <gezar> shoot, no that wont work
[01:44:56] <gezar> i was thinking of passing the gear under the hobb
[01:45:27] <jmkasunich> that could work
[01:45:43] <jmkasunich> you'd have to feed upwards between passes, lathe can't do that unless you add a slide
[01:46:17] <gezar> yeah, thats where the extra stuff on top of the compund comes into play but it makes for limited presentation to the cutter
[01:46:20] <archivist> lathes arn't really rigid enough
[01:46:35] <jmkasunich> depends on how big a gear you are cutting
[01:46:51] <jmkasunich> you go clock stuff, right?
[01:47:10] <archivist> I want to go larger than now (2")
[01:47:30] <jmkasunich> oh
[01:47:47] <archivist> I het the limits of this old machine here easily
[01:47:51] <archivist> hit
[01:49:05] <gezar> well for a lathe to do it, you want the hobb in the lathe spindle, where the power is, since the gear isnt going to be rotating too fast anyway
[01:49:39] <jmkasunich> right
[01:50:01] <jmkasunich> hob in spindle, gear on rotary table, table synced to spindle
[01:50:31] <gezar> archivist: all straight toothed gears?
[01:50:31] <jmkasunich> I think you can always just run the table at 1/N times the spindle speed, where N = number of teeth
[01:50:54] <jacques> hey
[01:51:06] <archivist> gezar, have done a few helicals
[01:51:28] <gezar> yeah, it gets weak on a lathe quickly doesnt it
[01:51:56] <jacques> I'm playing with EMC2 but can't get anything out of the parallel port
[01:52:05] <archivist> yup not designed for forces in that plane
[01:52:26] <gezar> hobb sits ----- gear sits ------- and you can feed the gear on a Y axis ^ through the worm to get a straight toothed gear, but its going to want to push back away from the cutter in \ plane
[01:52:52] <jacques> I've got a machine that works well under Mach but I want to run EMC
[01:53:03] <jmkasunich> jacques: ok
[01:53:11] <jmkasunich> what doesn't work, and what have you tried?
[01:53:16] <gezar> archivist: it may not be that weak after all
[01:53:35] <jacques> Well, I don't know what the port numbers are for the parallel port
[01:53:47] <jmkasunich> the address, like 0x0378?
[01:53:51] <archivist> gezar hmm possibly
[01:53:52] <jacques> I'm using a dual parallel port card (PCI) that is Plug and Play
[01:54:25] <jacques> yes, I've tried 0x378 (LTP1) and 0x278 (LPT2)
[01:54:28] <gezar> archivist: mind letting jacques and jmk talk while we use messages?
[01:54:47] <archivist> gezar, Im about to escape as its 2 am
[01:54:47] <jmkasunich> gezar: I mind
[01:55:04] <jmkasunich> gears are interesting
[01:55:30] <jmkasunich> jacques: I'm trying to remember the ways you find out PCI addresses on linux
[01:55:33] <jmkasunich> lspci maybe?
[01:55:34] <gezar> archivist: ah, oh wow, okay, I think that a vertical moving Y axis can be very strong
[01:55:40] <gezar> jmkasunich: try lspci
[01:55:50] <jacques> oh. great
[01:55:54] <jacques> I'll try that
[01:56:52] <jacques> I was digging around in /proc/ioports
[01:57:39] <gezar> i think proc/pnp cause pnp is handled differently by a kernel moduel
[01:57:55] <jacques> 0000:00:0b.0 Communication controller: NetMos Technology PCI 9815 Multi-I/O Controller (rev 01)
[01:58:11] <gezar> there is your controler,
[01:58:11] <archivist> another interesting point about gear milling is the setup time for very small gears, can take best part of a day for <3mm
[01:58:37] <gezar> yeah its retarded on non dedicated hobb machines
[01:58:46] <jacques> hmmm,
[01:58:53] <jacques> I don't have /proc/pnp
[01:59:01] <jacques> Maybe I should check my bios settings
[01:59:09] <gezar> hmm
[01:59:10] <jmkasunich> jacques: try lspci -v
[01:59:16] <jmkasunich> that will get you more info
[01:59:45] <archivist> so the machine really needs to be able to find out where the center line is of the cutter and the spindle
[01:59:47] <jacques> yeah
[02:00:09] <jacques> I get more information, which looks like the Device Manager GUI in Ubuntu Gnome
[02:00:45] <gezar> hmm, there is a a ha, pnptools
[02:01:05] <gezar> command not found
[02:01:06] <jacques> 0000:00:0b.0 Communication controller: NetMos Technology PCI 9815 Multi-I/O Controller (rev 01)
[02:01:07] <jacques> Subsystem: LSI Logic / Symbios Logic 2P0S (2 port parallel adaptor)
[02:01:07] <jacques> Flags: medium devsel, IRQ 12
[02:01:07] <jacques> I/O ports at a400 [size=8]
[02:01:07] <jacques> I/O ports at a800 [size=8]
[02:01:07] <jacques> I/O ports at ac00 [size=8]
[02:01:09] <jacques> I/O ports at b000 [size=8]
[02:01:11] <jacques> I/O ports at b400 [size=8]
[02:01:13] <jacques> I/O ports at b800 [size=16]
[02:01:29] <gezar> there you go
[02:01:33] <jacques> so,
[02:01:42] <jacques> which one do I use.....
[02:02:08] <jmkasunich> may have to try one at a time
[02:18:22] <gezar> I cant find a good answer for you jacques
[02:18:36] <jacques> Hey, jmk
[02:18:39] <jacques> Thanks,
[02:18:45] <jacques> I've got them jogging now,
[02:18:49] <gezar> whoot
[02:18:55] <jacques> One is not working, but I'll figure that out
[02:19:24] <jacques> I had no idea what tools to use to figure out the IO ports for the parallel card........
[02:19:29] <jacques> Thanks again,
[02:23:26] <jmkasunich> glad we could help
[02:28:05] <gezar> jmkasunich: and I love gear cutting
[02:28:26] <gezar> well, im facinated by it, I dont do much of it
[02:29:03] <jmkasunich> I've only cut one gear (made several of them though), and it was a worm gear - simpler than a spur
[02:32:18] <tomp2> hgr has some barker mills, may be of interest
http://www.barkermill.com/pm.htm http://www.hgrindustrialsurplus.com/search-products/product-detail.aspx?id=42-198-005&searchtable=2&sortExpression=&SortASC=&pageSize=50¤tPageIndex=0
[02:34:01] <jmkasunich> some of those production mills don't have table leadscrews
[02:34:11] <jmkasunich> they have either levers or hydraulic feed
[02:34:55] <tomp2> right, but a good piece of iron for those looking at HF or ... ( it would need work and is a good pc of iron )
[02:35:13] <jmkasunich> oh, definitely
[02:35:28] <jmkasunich> hf stuff isn't worthy to be in the same room ;-)
[02:35:43] <Gamma-X> i wonder if anilam has a pin diagram of the control...
[02:36:17] <jmkasunich> tomp2: thats actually quite a deal - two for $200
[02:36:58] <jmkasunich> looks like the robbed the table off of one of them
[02:37:41] <tomp2> the other looks like 2 machines ( and has cranks so may have screws )
[02:37:45] <gezar> i have a small atlas mini mill
[02:37:58] <jmkasunich> archivist won't want those though - shipping to the UK would be a bear
[02:38:00] <tomp2> i have a small hardinge ( navy trainer)
[02:38:11] <jmkasunich> tomp2: a UM?
[02:38:20] <tomp2> uk is full of small mills, they dont get over here :-(
[02:38:48] <tomp2> UM? dunno, horizontal, table is maybe 3"x12", knee type
[02:39:04] <jmkasunich> that sounds right
[02:41:25] <tomp2> oh, yeah, if you live near a big armed forces base thats shutting down... look for those ( and big ass HP scopes etc )
[02:42:24] <jmkasunich> http://www.lathes.co.uk/cataract%20miller/page4.html
[02:42:36] <jmkasunich> yours sounds more like a BB4 than a UM
[02:44:27] <Gamma-X> theres soooo many wires! lol
[02:44:40] <Gamma-X> i jsut checked it out..... wow. this is notttt good lol
[02:44:57] <jmkasunich> didn't you work on stuff a lot more complex in the navy?
[02:45:11] <Gamma-X> hahaha we had publications
[02:45:19] <Gamma-X> tells u wich wire is what
[02:45:32] <Gamma-X> if I knew wich wire did what id be fine
[03:13:51] <tomp2> yep, bb4 pix looks right
[03:14:02] <tomp2> thats a great site for those machines
[03:16:04] <jmkasunich> thats a great site period
[03:26:34] <tomp2> fenn: you around? what svg editor creates the least verbose files? I'd be making simple templates like hal symbols
[03:30:05] <eric_U> that's nice, the IRS sent me an email saying if I give them my credit card number, they'll refund my taxes
[03:31:02] <SWPadnos> Internet Racketeering Service?
[03:31:18] <eric_U> gmail deconstructs these things nicely
[03:31:25] <eric_U> you can't click on the links
[03:31:34] <SWPadnos> oh, that's nice of them
[03:31:58] <eric_U> and they show you where irs.gov is really directed off to
[03:32:51] <eric_U> I've heard of outsourcing, but hosting the irs.gov website in hong kong is stretching things a little, isn't it?
[03:33:30] <SWPadnos> nah - it's cheaper
[03:33:42] <eric_U> cheapah
[03:33:48] <SWPadnos> privatization, of course - gotta increase efficiency
[03:34:02] <SWPadnos> astually, in Hong Kong, people probably speak better english than in most of the US
[03:34:14] <SWPadnos> itwas a British colony until a few years ago, if you recall :)
[03:34:40] <SWPadnos> of course, I've never been there, so I can't be certain that's true
[03:35:09] <eric_U> I don't meet too many HK residents any more, but back in the day they had heavy accents
[03:35:20] <ds2> no, they do not speak better english.
[03:35:25] <SWPadnos> heh
[03:35:32] <SWPadnos> than most Americans?
[03:35:37] <ds2> yes.
[03:35:42] <SWPadnos> how many people from New Jersey or Alabama have you met? ;)
[03:35:52] <eric_U> I knew a guy that had a Chinese/southern/british accent
[03:36:06] <ds2> does NYC people and FL people count?
[03:36:06] <SWPadnos> ouch
[03:36:15] <SWPadnos> New Yawk - nah
[03:36:28] <eric_U> he was from HK, went to grad school in Alabama
[03:36:50] <tomp2> and they have to learn mandarin &the new character set(guo biao GB) ( now ( Learnout & Haspie are making a bit out of that)
[03:37:07] <ds2> that new char set thing is a crock @#$!@#!#@!
[03:37:27] <tomp2> oh yeah, like you can write bird in old as fast as i can in new?
[03:37:43] <SWPadnos> heh
[03:37:57] <tomp2> old = too many strokes
[03:41:16] <ds2> no reason to change it. it ain't broke
[03:45:22] <jtr> ds2: make any progress on your ballscrew?
[03:48:54] <ds2> jtr: no, bunch of emergencies popped up... like a storm and wipers stopped working on the car :(
[03:51:16] <jtr> ugh. wipers can be important in storms. on my old opel, I had to disconnect the one on the passenger side on the way in to work one night.
[03:51:39] <ds2> heh, that sounds like what I did this morning
[03:52:03] <ds2> what I am trying to figure out is if it should have splines from the motor the arms or not or is it just a taper drive
[03:52:29] <ds2> it was not fun... doing 65 on the freeway and then having it not work and at least a few miles away from the next exit
[03:52:48] <jtr> tapered spline, I think.
[03:53:17] <ds2> the dealer insist it is a smooth taper and it is splineless... so we settled on him asking the factory
[03:55:38] <ds2> I should say, smooth on the arm side and splined on the motor side
[03:57:09] <jtr> at least one car I had was tapered spline. Dealer says smooth at the wiper arm? what kind of car?
[03:58:26] <ds2> subaru baja
[03:58:44] <ds2> I don't see the reason to have splines on just one side
[03:59:06] <ds2> if it was smooth both sides, I can understand that... (like a drill press chuck taper)
[03:59:17] <SWPadnos> it's a friction fit - that makes it possible to put i ton and maybe take it off later
[03:59:22] <SWPadnos> put it on
[03:59:38] <ds2> SWPadnos: that's the reason for making only one side splined?
[03:59:41] <SWPadnos> and you don't have to manufacture it to bearing tolerances
[04:00:00] <SWPadnos> sure - the spline is probably a harder material than the taper side
[04:00:05] <SWPadnos> err - smooth side
[04:00:23] <SWPadnos> so you bash it on, the weaker wiper material deforms a little, and it's cheap to make
[04:00:44] <ds2> Hmmm sounds reasonable
[04:00:56] <SWPadnos> that's my theory, and I'm sticking to it ;)
[04:00:59] <ds2> too much looking at only precise stuff
[04:01:17] <ds2> if the factory says that's the case, I guess I'll believe them
[04:01:24] <SWPadnos> heh
[04:01:45] <SWPadnos> cars are strange - everything has to be really friggin cheap
[04:01:59] <ds2> they insisted the manuals don't spec it and they didn't have one in the parts dept
[04:02:02] <SWPadnos> so they can charge you $hundreds for it as a spare part and profit!
[04:02:48] <ds2> I took 1 quarter of automotive machining at the JC and I am totally disgusted at how they go about things
[04:02:57] <SWPadnos> heh - yeah
[04:03:26] <ds2> the machining dept didn't teach much abrasive machining anymore so I figure automotive folks should do more
[04:03:30] <SWPadnos> we were designing a device to be put in car seats (and airplane seats) - at the time, the rule of thumb was that if it cost more than $25 to make, they wouldn't go for it
[04:03:38] <SWPadnos> and this was for Mercedes and Volvo (among others)
[04:03:42] <ds2> they did more, but it was so specialized and idiot centric... :(
[04:03:56] <ds2> $25!?! that is a low BOM cost
[04:04:02] <SWPadnos> I agree
[04:04:08] <SWPadnos> for the entire module
[04:04:14] <SWPadnos> but in 100k-1M quantity
[04:04:35] <ds2> but even the toys from mattel has higher bomb costs
[04:05:24] <ds2> s/bomb/bom/
[04:05:32] <SWPadnos> close enough
[04:05:48] <ds2> :)
[04:07:17] <SWPadnos> cool - it looks like it may still be sold:
http://backcyclerllc.com/index.html
[04:07:57] <SWPadnos> I know the company went out of business a few years ago
[04:11:32] <SWPadnos> (well, the original company anyway - I guess Rowlie started up again)
[04:12:48] <eric_U> the instructions for my new tablesaw says I need to clean the shipping gunk off with kerosene, no acetone
[04:13:03] <eric_U> apparently because they are afraid I will catch myself on fire
[04:13:10] <SWPadnos> heh
[04:13:22] <SWPadnos> acetone is much more volatile than kerosene
[04:13:36] <tomp2> acetone leaves the metal really dry, kerosine is a very very thin oil
[04:13:54] <tomp2> top of the cracker stack
[04:15:42] <tomp2> and a portable/car back massager ( quite a few from homedics)
http://www.walmart.com/catalog/product.do?product_id=5913219
[04:15:52] <SWPadnos> homedics is crap
[04:16:13] <SWPadnos> (they even copied the name of the original BackCycler company - Ergomedics)
[04:16:19] <eric_U> I was planning on putting past wax on the saw
[04:16:25] <eric_U> paste
[04:17:23] <tomp2> look at woodworking sites/suppliers, there are applied coatings sold
[04:18:41] <tomp2> if you cut lotsa pine, or other 'aromatic' woods, you might get get some pitch on the blade
[04:19:49] <tomp2> or are you waxing the cast iron surface (the deck)
[04:19:57] <eric_U> cast iron
[04:20:19] <eric_U> saw was too expensive to come with a blade
[04:20:26] <tomp2> dunno, i've thought about doing that
[04:20:45] <tomp2> i got a Kitty ( french 5 in one )
[04:20:54] <eric_U> sounds nice
[04:21:38] <tomp2> Kity ( -10 sp)
http://www.kityuk.com/
[04:23:08] <eric_U> which machine?
[04:23:19] <SWPadnos> 2600 baby! woo!
[04:23:29] <eric_U> looks nice
[04:23:32] <SWPadnos> (not me - I have a used Craftsman table-top)
[04:23:44] <eric_U> I used to have a bt3000
[04:24:03] <tomp2> i dont see it listed, (10 yrs ) most like the combi 2000
[04:24:14] <eric_U> originally was a $1000 saw, I bought one for $600, when they discontinued them, HD had them for $150
[04:25:02] <tomp2> table saw, jointer, planer ( 4 1/2") , mortiser, horz drill
[04:25:06] <tomp2> wow 150
[04:25:26] <eric_U> that was a great saw for what they sold for in the later years
[04:25:56] <eric_U> I think it normally went for about $300
[04:26:24] <eric_U> those combo machines look nice
[04:26:33] <eric_U> how hard is it to switch?
[04:26:55] <tomp2> too small for most work, i made a few craftsman end tables, some boxes.. too darn small
[04:27:28] <tomp2> switching is easy, a central flat belt drive is just loosened & moved
[04:27:52] <eric_U> I decided to go high end for this saw, no messing around
[04:28:05] <tomp2> the mortiser has an x/t table driven by levers ( like jmk said of some small mills )
[04:28:26] <tomp2> x/y
[04:29:07] <eric_U> that could be useful
[04:29:47] <tomp2> good blue handled english chisels work better (& cheaper)
[04:30:11] <eric_U> I was just thinking about some of the stuff Krenov did with his mortiser
[04:31:58] <tomp2> krenov, beautiful stuff
[04:32:48] <eric_U> I just saw someone talking about buying a Maloof rocking chair, $25k
[04:33:03] <eric_U> man can barely walk, he's 85, and has a 5 year backlog
[04:35:17] <tomp2> i'm such a hack. i never did enuf with those tools. just gave away my incra jig to a nephew whose doing some nice work.
[04:35:25] <tomp2> i thougth i'd make gerstners
[04:35:35] <eric_U> I made a nice toolbox
[04:35:53] <eric_U> but I never really liked the gerstner design
[04:36:10] <eric_U> I need to make more toolboxes
[04:37:28] <tomp2> the simplist difference of gerstner to knockoff is the presence of the bible drawer ( the tool makers handbook drawer )
[04:37:57] <eric_U> I left that out, makes me a knockoff :)
[04:39:06] <tomp2> i saw an issue of woodworkers quarterly, with a tool box on cover, was an arched top, opens like old timey lunch box, gourgeous. all the drawer inside fold open on little brass levers
[04:40:12] <tomp2> well, back to widget building ( no chips, no grease, nothing to sweep up :-)
[04:42:50] <eric_U> cool, I just managed to crash firefox
[04:44:44] <gezar> ds2: you still around?
[04:48:27] <ds2> yeah?
[04:49:04] <gezar> how did that bearing issue turn out?
[04:49:32] <ds2> didn't get a chance to look at it... little emergencies :(
[04:49:47] <gezar> oh
[04:49:52] <ds2> at the rate things are going, it'll probally be feb til I get to it :(
[04:50:19] <ds2> wipers on car broke in the middle of a heavy rain storm
[04:50:53] <gezar> did you excede the limits of the road machine?
[04:51:18] <ds2> if you call doing 65 in a 65 zone on a free way and having the wipers suddenly stop...
[13:12:20] <maddash> what happened to STEPGEN_MAXVEL?
[13:19:21] <maddash> jepler: why did you get rid of "MAXVEL" in the configs/stepper/stepper*.ini, and how is the stepgen maxvel set now?
[13:29:45] <lerneaen_hydra> I seem to recall some value being hardcoded to something slightly above the set value in the ini, though it may well be backlash
[13:29:50] <maddash> wtf?
[13:29:55] <lerneaen_hydra> uh, yeah, I think it was the backlash speed
[13:30:07] <maddash> AXES = 2 ==> motion-controller.time = 88000+
[13:30:30] <maddash> AXES = 3 ==> motion-controller.time = 33000 to 50000
[13:30:39] <maddash> more axes = faster?!
[13:30:45] <lerneaen_hydra> O_o
[13:31:13] <lerneaen_hydra> it can't be that that's 1/time or something?
[13:31:15] <maddash> hell, when axes = 3 , both servo-thread and base-thread are faster
[13:32:09] <lerneaen_hydra> that sounds fishy
[13:32:35] <maddash> brb, I'll triple chk
[13:34:07] <fenn> he was talking about putting math into halcmd the other day.. (no math expressions was why we needed a separate ini value)
[13:36:06] <fenn> um, but not 2 months ago
[13:36:59] <fenn> maybe it's only a problem for accel
[13:42:11] <acemi> demek o kisim otomatik mount olmuyor ki bu normal
[13:42:16] <acemi> sorry
[13:50:08] <maddash> no, it isn't count(axes) that gives the lower thread run time -- it's the *_PERIOD
[13:50:57] <maddash> lowering *_PERIOD too much somehow causes the 'time' of both *-threads and motion-controller.time to increase
[13:51:10] <maddash> though I haven't narrowed down to which PERIOD value
[13:51:35] <maddash> any ideas, people?
[13:52:34] <lerneaen_hydra> maddash, it couldn't be that the threads have to fit into N base periods and the quantization gives a rounding that jumps from N to N+1 base periods?
[13:53:11] <maddash> BASE_PERIOD is the culprit
[13:53:26] <maddash> lerneaen_hydra: no, it's probably simpler than that
[13:53:47] <maddash> my base per is so low that the cpu spends lots of time executing base-thread
[13:54:01] <maddash> which jacks up the servo-thread time
[13:54:26] <lerneaen_hydra> hmm how'd you arrive to that conclusion
[13:55:06] <maddash> a BASE_PERIOD = 40000 ->[servo-thread time, motion-controller.time]=[89068,64956]
[13:55:11] <lerneaen_hydra> oh, wait, is it the total time from start of execution to end including time that other threads take during the execution of a long thread?
[13:55:21] <lerneaen_hydra> uh, that wasn't very readable
[13:55:53] <maddash> BP=50000 -> [58836,48000]
[13:55:57] <lerneaen_hydra> do you mean that as the base thread is called often it interrupts the servo thread multiple times, and as such makes the servo thread take a longer time to execute
[13:56:09] <maddash> yes
[13:56:12] <lerneaen_hydra> oh ok
[13:56:32] <maddash> [sigh] should've gone with the SMP board
[13:56:34] <lerneaen_hydra> the total time spent doing just the servo thread should be nearly the same though
[13:56:54] <lerneaen_hydra> oh would SMP allow a base thread on one core and a servo thread on another?
[13:57:01] <lerneaen_hydra> or just one for RT and one for userspace?
[13:57:03] <maddash> no, it isn't, and that's the point
[13:57:15] <alex_joni> lerneaen_hydra: RT on one core, userspace on both
[13:57:27] <maddash> yes to the second, using isolcpus param
[13:57:31] <lerneaen_hydra> alex_joni, uh, right, that sounds good
[13:58:41] <alex_joni> finally some decent internet bandwidth :)
[13:59:04] <lerneaen_hydra> alex_joni, upgraded?
[13:59:23] <alex_joni> no, back home :D
[13:59:35] <maddash> hm, so BP=50K means one full step cycle takes 100us, which means that I can do 10^6/10^2 = 10^4 steps/sec
[13:59:39] <lerneaen_hydra> ah, right :)
[13:59:49] <alex_joni> maddash: unless you use doublestep
[13:59:58] <maddash> alex_joni: doublestep?
[14:00:12] <alex_joni> lerneaen_hydra: I was at our weekend house, only had some cell-like accessible there
[14:00:23] <lerneaen_hydra> alex_joni; oh noes..
[14:00:28] <alex_joni> it didn't work very great, but it worked
[14:00:39] <alex_joni> got about 5-20kB/sec
[14:00:59] <alex_joni> now I'm back at my 10Mbit :P
[14:01:26] <lerneaen_hydra> hmm, I just thought of something, at high stepping rates, or rather, at the next highest stepping rate, won't jitter be very noticable, and won't the acceleration between different speeds be pretty much nonexistant?
[14:01:28] <alex_joni> maddash: yes, doublestep
[14:01:32] <lerneaen_hydra> ah nice :)
[14:01:57] <alex_joni> lerneaen_hydra: right
[14:02:18] <alex_joni> ideally you want a base period which is at least twice as fast as the step-rate you want to use
[14:02:20] <maddash> alex_joni: I can read, but I haven't a clue what that is, hence the '?'
[14:02:38] <maddash> in other words, half the 1/steprate
[14:02:39] <alex_joni> maddash: what does it sound like?
[14:02:51] <lerneaen_hydra> oh so a change in speed at the maximum speed will "only" result in 1/4 speed changes?
[14:03:03] <alex_joni> http://axis.unpythonic.net/01188134101
[14:03:09] <alex_joni> lerneaen_hydra: right
[14:03:25] <maddash> alex_joni: so what's your point?
[14:03:29] <lerneaen_hydra> and is that acceptable in practice?
[14:03:38] <lerneaen_hydra> as in there's no major risk of stalls and so on?
[14:03:45] <maddash> alex_joni: I already took into account the 2x BP for each step
[14:03:47] <lerneaen_hydra> of course that will depend on the machine
[14:04:10] <alex_joni> maddash: using double step you can get max stepping of 1/base_period
[14:04:27] <alex_joni> lerneaen_hydra: right..
[14:04:51] <alex_joni> if you do need finer granularity (less jitter) then I guess you need a HW pulsegen
[14:05:00] <lerneaen_hydra> right
[14:05:44] <lerneaen_hydra> that brings you out of the range of easy to do with standard hardware for the lay person though
[14:06:07] <alex_joni> well.. take your pick :D
[14:06:19] <alex_joni> cheap & standard hardware.. limited results
[14:06:35] <alex_joni> somehow expensive & custom hardware .. better results
[14:06:44] <maddash> brb.
[14:07:20] <lerneaen_hydra> yeah well it's kind of obvious actually :)
[14:07:38] <BigJohnT> alex_joni: the "reset" function to the parport driver is that in place now? or do you have to add it manually
[14:10:45] <alex_joni> BigJohnT: you have to add it if you want to use doublestep
[14:11:15] <BigJohnT> ok, just wondering after lookning at the link
[14:11:33] <alex_joni> BigJohnT: if you use stepconf, then the configuration generated by stepconf uses doublestep
[14:11:57] <BigJohnT> didn't use that but I'll give it a look see.
[14:12:44] <BigJohnT> just glad I did the math on all that before I started to build the machine :)
[14:15:05] <alex_joni> BigJohnT: that's always safer then afterwards :)
[14:16:10] <BigJohnT> alex_joni: yes :)
[14:16:57] <fenn> lerneaen_hydra: i'm supposedly working on something like what you describe with the external micro reading encoders and doing pwm
[14:17:07] <alex_joni> hi fenn
[14:17:36] <fenn> but in reality i'm reading the amber spyglass and about the effects of wheat gluten
[14:17:42] <lerneaen_hydra> fenn; you mean the one I described yesterday?
[14:17:49] <fenn> yeah
[14:18:02] <alex_joni> fenn: looked at linear actuators for the hexapod?
[14:18:16] <fenn> lerneaen_hydra:
http://fennetic.net/machines/?motherchip
[14:18:16] <alex_joni> I mean.. satellite dish positioners?
[14:18:24] <fenn> alex_joni: meh
[14:18:36] <fenn> seems expensive and non-ideal
[14:19:01] <fenn> poorly documented too, so i cant really point to anything
[14:19:06] <alex_joni> fenn: seen some cheap ones..
[14:19:22] <alex_joni> probably crappy though
[14:19:22] <fenn> well, cheap is relative, and i'm on the low end of the scale
[14:19:56] <fenn> they probably have gears with high ratio, acme screws, slow position feedback, etc etc
[14:20:01] <fenn> 20% duty cycle
[14:20:20] <lerneaen_hydra> fenn; oh that was your page+
[14:20:22] <lerneaen_hydra> *?
[14:20:35] <fenn> * fenn blinks
[14:20:44] <fenn> fennetic.net is my domain, yes
[14:20:50] <lerneaen_hydra> uh, duh
[14:20:56] <lerneaen_hydra> didn't see that yesterday
[14:21:37] <lerneaen_hydra> how much smarts does it have?
[14:21:46] <fenn> currently vaporware
[14:21:54] <fenn> but it should be extendable as much as you like
[14:21:59] <lerneaen_hydra> ok, let me rephrase, how much smarts will it have
[14:22:06] <lerneaen_hydra> will PID still be done via emc?
[14:22:22] <lerneaen_hydra> oh you wrote that down there -.-
[14:22:36] <fenn> i'd like to support a step/dir mode eventually, but will start with closing the loop in emc
[14:22:48] <fenn> i've done pid in micro's and it's not that hard
[14:22:50] <lerneaen_hydra> hmm, why would you want to go to step/dir?
[14:23:00] <fenn> so idiots will buy it
[14:23:06] <lerneaen_hydra> oh you're going to sell it
[14:23:16] <lerneaen_hydra> right, then I see the point
[14:23:35] <lerneaen_hydra> so this is more of a general purpose servo controller more than anything else
[14:24:13] <fenn> it's an inexpensive modular system for low-end servos
[14:24:18] <fenn> but..
[14:24:23] <fenn> it's all relative
[14:24:28] <fenn> * fenn shrugs
[14:28:58] <fenn> i need to clean up that wiki
[14:47:35] <BigJohnT> alex_joni: stepconf is much better than the first time I tried it. It also gave me 672IPM with my current gearing!
[14:49:48] <fenn> and it boosted your horsepowers by 50%?
[14:50:10] <BigJohnT> nope, how could it do that?
[14:51:08] <fenn> many things are possible with the magic of specmanship
[14:51:46] <fenn> did you know you can plug a 5HP shopvac into a standard 15A 110VAC outlet?
[14:52:04] <jmkasunich> craftsman horsepower
[14:52:19] <fenn> its ironic that james watt invented the horsepower
[14:52:27] <archivist> heh add microstepping get magic extra accuracy
[14:52:28] <fenn> and now the unit of power is the watt
[14:52:31] <BigJohnT> yea and we got a 5hp aircompresser too
[14:53:16] <fenn> i wonder if they have similar spec-inflation in metric countries
[14:54:03] <archivist> hell yes
[14:55:37] <alex_joni> spec-inflation?
[14:55:43] <archivist> salesmans standard speeek
[14:55:53] <fenn> what's the unit of volume for an air compressor? l/s ?
[14:56:10] <jmkasunich> putting a 5HP label on a 1HP motor <---- spec inflation
[14:56:19] <SWPadnos> cubic cubits per fortnight
[14:56:27] <alex_joni> ah, sure we have that :)
[14:56:28] <jmkasunich> fenn: where? in the US its SCFM
[14:56:39] <fenn> in england
[14:56:50] <fenn> or romania
[14:56:54] <alex_joni> we have l/min or l/h
[14:57:11] <archivist> cfm over here in uk
[14:57:27] <SWPadnos> heh - "metric in many places"
[14:57:34] <alex_joni> lol, yeah
[14:57:39] <fenn> metric enough to lord it over us :)
[14:57:43] <SWPadnos> still miles/hour for speed limits though :) (in the UK)
[14:57:43] <alex_joni> well.. I wish we had your units right now..
[14:57:52] <SWPadnos> dollars per second?
[14:57:56] <alex_joni> it's a bit discouraging to look at the inside thermomether and read 11.5C
[14:58:15] <SWPadnos> hmmm - it's about 15 in my office
[14:58:24] <alex_joni> SWPadnos: this is my bedroom
[14:58:31] <jmkasunich> thats 52 F = pretty darned cold
[14:58:33] <fenn> i think 11.5F would eb worse
[14:58:37] <archivist> 65f here
[14:58:38] <SWPadnos> oh - that sounds comfortable, as long as you're under thecovers
[14:58:40] <jmkasunich> furnace broken?
[14:58:53] <alex_joni> jmkasunich: no, we were away for 2 weeks
[14:58:59] <alex_joni> heating was set kinda low
[14:59:00] <jmkasunich> ah
[14:59:14] <alex_joni> it'll take a while to heat up
[15:14:21] <skunkworks> * skunkworks keeps the house at 58deg
[15:16:28] <BigJohnT> alex_joni: I didn't even see the addition to the menu for stepconf on 2.2.2... The config it generated works better Thanks
[15:25:48] <SWPadnos> you do realize that jepler wrote stepconf, don't you? :)
[15:27:08] <BigJohnT> no, but alex_joni pointed it out to me. Thanks for writing it jepler
[15:27:14] <SWPadnos> heh :)
[15:27:23] <BigJohnT> bbl
[15:27:27] <SWPadnos> seeya
[17:58:44] <archivist> * archivist gives up and carries on wiring
[19:04:42] <Skullworks-PGAB> * Skullworks-PGAB is cheaper, I set it for 55
[19:11:16] <gezar> * gezar has way too many linux books
[19:11:51] <archivist> * archivist archives gezar's spare books
[19:12:49] <gezar> i mean I have a ton of books
[19:13:03] <archivist> only a ton
[19:13:23] <gezar> i know i have 100lbs of books in phoenix, my brother wont ship them to me
[19:13:58] <archivist> books are a bad habit for me
[19:14:46] <archivist> one day I might get them all catalogued
[19:14:48] <gezar> i have books on perl and C and cpp and all the visual studio shit I think
[19:15:11] <gezar> oh well
[19:15:22] <gezar> 5 more days till I start school
[19:16:02] <gezar> this world of warcraft stuff, which I do like, is eating way too much of my time im affraid
[19:16:15] <gezar> im going to have to make a decision soon on it
[19:19:52] <archivist> my first machine design jumped closer today when I obtained some cheap slides
[19:20:32] <gezar> ball slides?
[19:21:02] <archivist> yup
[19:21:08] <Skullworks-PGAB> * Skullworks-PGAB has the genuine M$ MCSE study course sets for W98, NT4, and MCP guides for Excel, Office and other crap. - oh yeah and a half ton of badly outdated 'nix books too.
[19:21:52] <gezar> i could power a city of 2000 people for 10 days if I had a tubine furnace and burned my linux/ms books
[19:21:52] <Skullworks-PGAB> * Skullworks-PGAB needs to go camping with a group of geeks and have a bonfire
[19:21:57] <archivist> * archivist is sad enough to have whats catalogued so far on the net
[19:22:36] <archivist> 5 ballslides for 40 quid
[19:22:59] <gezar> the 6th is going cost you 400 heh
[19:23:02] <Skullworks-PGAB> score!
[19:23:09] <archivist> hehe
[19:23:18] <gezar> ball slides are awsome by the way
[19:23:36] <gezar> you can get >1200ipm with some
[19:23:39] <archivist> only small ones
[19:23:53] <gezar> cant do that with box ways even with trucite
[19:24:41] <gezar> and I dont know the loss of ridigity when comparing slides to cast
[19:25:03] <gezar> especially over time....
[19:25:10] <Skullworks-PGAB> Its all in the design
[19:25:14] <gezar> holy shit archivist
[19:25:16] <archivist> for a gear miller I think they will be ok
[19:25:25] <gezar> a slant bed gear miller man
[19:26:06] <gezar> spindle and C normal like on a slant bed
[19:26:33] <Skullworks-PGAB> Mori Seiki finally went over to liner guides once they found methods they trusted.
[19:27:25] <archivist> heh came with a piece of bent 3/4" ally could easily have it slanted as its bent at about 60 deg
[19:27:36] <gezar> then x and instead of a truret use an anglke plate, with Y up and dow on it, then on that face, mount a rotatary table for well, it was easier to see it in my head
[19:28:47] <archivist> I could arrange a pic of available shrapnel perhaps
[19:29:15] <gezar> but the gear presentation is like a U shape with the gear spinning shaft up near the top of the U and the drive off to teh side
[19:29:20] <archivist> hmm lathe/gearmiller /.......
[19:29:53] <gezar> am I making any sense?
[19:30:22] <gezar> I shall try and draw it up
[19:30:29] <archivist> I am trying to picture with what shrapnel I have
[19:32:10] <archivist> I may/will install crap screws to experiment till I find some nice cheap ballscrews
[19:35:52] <Jymmm> Mariss ESTOP circuit diagram
http://www.zshare.net/image/621923993fabc9/
[19:38:02] <Jymmm> If I moved the N/O button from where it is now, to bewteen the NC contact and the coil, would it work?
[19:39:47] <Jymmm> (basically, just move the top part of the N/O button from the common contact to the NC contact)
[19:40:28] <archivist> no,
[19:40:34] <Jymmm> why?
[19:41:06] <Jymmm> (no sarcasim intended)
[19:41:15] <archivist> it shorts the contact which powers the coil whic then maintains the short
[19:41:46] <Jymmm> Um, maybe I'm not explainign it right...
[19:41:58] <archivist> which maintains power to the system until the stop it hit
[19:42:43] <archivist> if its working dont mess with it
[19:43:02] <Jymmm> See, the problem with the circuit as it stands now, is that if you held the POWER ON button in, hitting ESTOP button is useless and keeps the circuit energized.
[19:43:33] <Jymmm> All the electricity is going thru the POWER ON button instead of the relay.
[19:43:58] <archivist> thats why its a NON latching button so you dont do that
[19:44:24] <Jymmm> But if the button ever got stuck, it circumvents the purpose of ESTOP completely.
[19:44:27] <gezar> uploading in a sec
[19:44:33] <Jymmm> I've tested this in RL.
[19:44:47] <archivist> no the power does not go through the button it only powers the relay coil
[19:45:08] <Jymmm> You cna hit ESTOP all day long, and will still have power if the PWR ON button is held in.
[19:45:29] <Jymmm> archivist: Yes, it does. I've actually tested this.
[19:45:42] <gezar> archivist: do you by chance have the link to my photo thing on picasa?
[19:46:11] <gezar> well, its still uploading
[19:46:15] <archivist> Jymmm, yes your right
[19:46:49] <Jymmm> archivist: Np, it's confusing, but I had to look closely at this to find that.
[19:46:54] <gezar> okay, try this
http://picasaweb.google.com/dagezar/RaidJunk/ its the last photo
[19:47:05] <archivist> Jymmm, you need another contact on the relay
[19:47:28] <gezar> shoot, I left x out, my bad
[19:47:53] <Jymmm> archivist: So I've heard. But, what if I move the PWR ON button from the Common leg of the relay to the NC contact?
[19:48:37] <archivist> Jymmm, no it wont start
[19:48:39] <Jymmm> archivist: That way, when the relay is energized, the button iddisconnected .
[19:48:42] <eric_U> that's why you buy an expensive button
[19:49:01] <Jymmm> archivist: why, not fast enough?
[19:49:04] <eric_U> but what if that relay is stuck on?
[19:49:41] <archivist> Jymmm, try thinking the button shorts the contact to pull in the relay
[19:49:52] <eric_U> I'll have to look at my estop circuit, but I think I have the same thing
[19:50:00] <eric_U> very common industry practice
[19:50:18] <eric_U> you'll find the same circuit in the Mach3 manual
[19:50:43] <Jymmm> archivist: Right, but if it's moved to the NC contact, it is still the same path as it stands now. The only difference is that once the coil does energize, the PWR ON button is disocnnected from the circuit
[19:51:24] <archivist> when open the button will do nothing at all
[19:51:37] <Jymmm> archivist: exactly
[19:51:46] <Jymmm> wait, reverse that
[19:51:47] <archivist> it wont be able to start it
[19:52:06] <Jymmm> archivist: It's still the same circuit (while off)
[19:52:54] <Jymmm> I guess what I'm saying here is that it's a split second from the time the coildenergizes and would that be enough time for it to latch.
[19:53:08] <eric_U> mine has a power switch and a start button. The start button takes the place of Mariss' power on button
[19:53:41] <archivist> Jymmm, may just produce a spark transmitter
[19:54:16] <Jymmm> archivist: Ok, now you're getting it. But that cuirit latches the relay if you didn't realize it.
[19:54:18] <archivist> gezar, I see the pic
[19:54:54] <eric_U> still, your relay is going to fail stuck on more often than your switch will fail
[19:55:07] <archivist> Jymmm, depends on relay speed and inertia
[19:55:39] <archivist> and if designed for safety its likely to not work
[19:55:47] <archivist> try it and see
[19:56:25] <Jymmm> archivist: I have on 12VDC relay and it works, but not so sure for 120VAC
[19:56:37] <archivist> expect to have to press more than once, or just here a buzzing noise
[19:56:45] <eric_U> it's not a bad idea, but you are setting yourself up for a relay failure long-term
[19:56:45] <archivist> hear
[19:56:59] <Jymmm> archivist: Yeah, that's what I was thinking.
[19:59:16] <Jymmm> archivist: Now, why/how would a 3rd contact help in this?
[19:59:25] <Skullworks-PGAB> "Jymmm: But if the button ever got stuck, it circumvents the purpose of ESTOP completely." - you would face the same issue if the ESTOP button internals failed also.
[20:00:14] <eric_U> that's why I have three layers of being able to turn the thing off
[20:00:29] <eric_U> plus I'm putting an estop button on the ground
[20:00:44] <eric_U> so when I 'm hiding from the shrapnel, I can still stop the machine
[20:00:48] <Jymmm> Skullworks-PGAB: But with this being latching, it should disconnect power enough not to reset in a power on state.
[20:01:04] <Jymmm> Skullworks-PGAB: and I could always use two relays in tandem.
[20:01:05] <archivist> Ive spent too much time with nude machine tools to worry about estop
[20:02:02] <Skullworks-PGAB> or use 2 power on buttons in serial - the way many new CNC's are from the factory
[20:02:15] <Jymmm> Well, since I'm the only one who as ever caught this mistake in MArriss's design, I suspect others are the same way as you archivist.
[20:02:43] <Jymmm> Maybe Marriss knows, and that's why you no longer see this on his website.
[20:02:49] <eric_U> is this a mistake?
[20:03:08] <Jymmm> eric_U: Well, an oversite really.
[20:03:23] <eric_U> also, I do think that Mariss' designs go into machines where estop isn't all that essential
[20:03:33] <Skullworks-PGAB> "Free advise is often worth what you paid for it."
[20:04:02] <eric_U> I dismissed this design, but I don't really remember why
[20:04:14] <eric_U> thinking it is because it doesn't work in my system anyway
[20:04:43] <Jymmm> eric_U: it would work in any system.
[20:04:50] <Jymmm> even a lightbulb.
[20:05:04] <eric_U> my system doesn't have a transformer/dc supply like that
[20:05:17] <Jymmm> does it have a power switch?
[20:05:31] <Jymmm> if so, then it would work.
[20:05:33] <eric_U> yes, but that's a stretch
[20:05:58] <Jymmm> No, just look at MAINS and the point where it meets the transformer,
[20:06:07] <Jymmm> all 120VAC
[20:06:13] <eric_U> plus I'm putting my limit switches in there
[20:06:22] <eric_U> and there is no input from the computer
[20:06:38] <Jymmm> your running 120VAC thru your limit switches?
[20:07:07] <eric_U> that's what I'm saying, it doesn't work in my system
[20:07:08] <jtr> Jymmm: right now one relay contact feeds the main transformer and latches the relay. you can separate those functions if you add another relay contact.
[20:07:28] <Jymmm> jtr: Ah, gotcha.
[20:08:31] <Jymmm> jtr: TPDP would do it?
[20:09:04] <jtr> yep
[20:09:47] <jtr> gotta run sand drywall...
[20:09:59] <daveengvall__> ugh ...
[20:10:14] <Jymmm> jtr: I'm still thinking that there might be a way to rewire this somehow and get the proper functionality to it.
[20:12:02] <jtr> Jymmm: Normally, you would have a contactor which has power and pilot contacts. The pilot contacts perform the latching function.
[20:12:35] <Jymmm> http://cgi.ebay.com/NEW-NIB-PLUG-IN-RELAY-11PIN-3POLE-120V-COIL_W0QQitemZ150199430876QQihZ005QQcategoryZ78205QQcmdZViewItem
[20:13:00] <Jymmm> 11 pin == NO/NO/C * 3 + 2 for coil
[20:13:08] <Jymmm> 11 pin == NO/NC/C * 3 + 2 for coil
[20:13:10] <daveengvall__> anyone out there care to comment on tuning issues?
[20:13:35] <eric_U> I should be sanding drywall too
[20:13:57] <eric_U> the main issue with tuning is don't try to hold onto the timing belt
[20:14:06] <daveengvall__> indeed
[20:14:11] <eric_U> what are you tuning
[20:14:32] <daveengvall__> trying to tune a test axis on a motenc card
[20:14:52] <eric_U> what equipment is in this "test axis"
[20:14:54] <daveengvall__> the STG tunes so easily and this one is giving me fits
[20:14:55] <skunkworks> daveengvall__: the last time I used it which was trunk around june.. f-error looked correct.
[20:15:18] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/ferror.png
[20:15:37] <skunkworks> that would have been 2.2 pre-release. iirc
[20:15:44] <daveengvall__> skunkworks .. I think someone forgot the subtraction
[20:16:10] <alex_joni> daveengvall__: got a screenshot?
[20:16:22] <skunkworks> could be.. but I have nothing to test here at the moment.
[20:16:39] <daveengvall__> test setup is an SEM HT-30-44 with servodynamics amp ... motenc-100 card
[20:17:15] <daveengvall__> alex ... for a one inch move the plot starts at plus one and ramps down to zero
[20:18:05] <alex_joni> what did you plot? (pin name..)
[20:18:19] <daveengvall__> axis.0.f-error
[20:19:11] <alex_joni> hmm
[20:19:19] <cradek> daveengvall__: a screen shot would be very helpful
[20:19:53] <daveengvall__> I've used this same test setup with ppmc at 400+ accel
[20:20:08] <daveengvall__> I'll see what I can do about a screen shot
[20:20:15] <eric_U> but since dave is in the boonies, a screenshot might take hours to upload
[20:20:17] <cradek> 400 inch/sec2?
[20:20:24] <daveengvall__> yep
[20:20:42] <cradek> oh just a bare motor?
[20:21:17] <daveengvall__> with a 2.5 dia x 2" piece of shafting as a flywheel
[20:21:31] <cradek> a screenshot of halscope should only take a minute to upload
[20:21:43] <eric_U> not at 300 baud
[20:22:03] <daveengvall__> I'll see what I can do about the screen shot ... have cable so speed is not an issue
[20:22:41] <daveengvall__> Ray is one of the few that still have slow connections
[20:22:54] <alex_joni> daveengvall__: hint: print screen on the keyboard :D
[20:23:01] <dmess> 300 baud??? wtf.... you carrying bits next door and dumping them in in a TTY
[20:23:26] <eric_U> he has to enter them in using switches
[20:23:50] <daveengvall__> I'm in the middle of fighting problems but ... I think I can get a screenshot.
[20:23:51] <dmess> ohh like the old Moogs...
[20:24:13] <dmess> cover your head...
[20:24:21] <daveengvall__> I just changed the ini .. trying to get negative moves to work.
[20:24:54] <daveengvall__> g0 won't work at all .. g1x1f0.1 immediately halts
[20:25:11] <daveengvall__> but 1" moves are OK.
[20:25:24] <daveengvall__> long moves don't even get started ..
[20:25:59] <daveengvall__> I just clamped down my ferror .. was operating at 10 and 2 and moved it to 5 and .5
[20:26:20] <daveengvall__> P is set just below osc and everything else is 0 ...
[20:26:31] <daveengvall__> that should produce moves just not good ones
[20:27:09] <daveengvall__> I'm going to go try the screen shot.
[20:27:25] <daveengvall__> see ya later
[20:27:39] <alex_joni> ok
[20:28:30] <eric_U> that man can throw some switches fast
[20:31:24] <alex_joni> eric_U: he has switches arrays
[20:34:07] <eric_U> I remember when I was in high school, the guy at the local art/architect supply had just programmed his computer to play some game with switches
[20:34:28] <eric_U> the game was on a terminal, asteroids or something
[20:36:45] <Jymmm> What's a " DEFINITE PURPOSE CONTACTOR" ?
http://cgi.ebay.com/NEW-DEFINITE-PURPOSE-CONTACTOR-CN-PBC302-240V-30-40a-2p_W0QQitemZ150150444033QQihZ005QQcategoryZ42895QQcmdZViewItem
[20:40:41] <eric_U> I think it's still a contactor
[20:41:12] <eric_U> a lot of contactors are meant to be part of a motor starter, just add heaters
[20:42:17] <Jymmm> and what's "FLA 40AMP" -vs- "REA 50AMP" ? specifically the FLA
[20:42:24] <Jymmm> and what's "FLA 40AMP" -vs- "RES 50AMP" ? specifically the FLA
[20:42:33] <Jymmm> REs I assume is resistive load
[20:42:50] <eric_U> Full load amps?
[20:43:01] <eric_U> I just saw that yesterday, and forget
[20:43:18] <Jymmm> Yeah, just saw that, what does it mean though?
[20:44:03] <Jymmm> Couldn't they have just said inductive instead? Or doe sit mean something different?
[20:44:50] <Jymmm> This one looks promising
http://cgi.ebay.com/NEW-AC-HEATING-CONTACTOR-CN-PBC402-120V-40-50a-2p_W0QQitemZ150177948234QQihZ005QQcategoryZ41987QQcmdZViewItem
[20:44:50] <eric_U> I think resistive loads are worse for relays and switches
[20:45:09] <Jymmm> eric_U: when I see resistive, it's always a higher amperage rating
[20:45:09] <alex_joni> http://tristate.apogee.net/mnd/mfnrfla.asp
[20:45:22] <Jymmm> alex_joni: what is it?
[20:45:34] <archivist> inductive loads are worse, the back emf causes arcing
[20:46:00] <eric_U> good point
[20:46:07] <Jymmm> archivist: ah, ok.
[20:47:23] <Jymmm> $7 for a contactor, I hope that's not being too cheap
[20:47:37] <eric_U> what are you switching?
[20:47:49] <Jymmm> spindle and ductvac
[20:48:09] <Jymmm> just seems really cheap for a contactor in general
[20:48:11] <eric_U> what spindle motor
[20:48:36] <Jymmm> 12A peak at startup
[20:49:25] <eric_U> I prefer NOS industrial surplus
[20:49:55] <eric_U> that usually requires more work
[20:50:05] <Jymmm> eric_U: and I'd prefer to use your cc too, but it aint gonna happen =)
[20:50:29] <eric_U> I've seen contactors on ebay that weren't much more than that
[20:50:32] <Jymmm> $0.99 nice price -
http://cgi.ebay.com/NEW-NIB-PLUG-IN-RELAY-SOCKET-11PIN_W0QQitemZ150182165600QQihZ005QQcategoryZ42897QQcmdZViewItem
[20:50:59] <Jymmm> I'm going to be order lamps and switches from this seller, might as well get the realy/contactors from them too
[20:51:54] <Jymmm> Well shit... they have the 11p socket and the 11p relay 3PDT - works for me!
[21:03:06] <archivist> gezar still around? the shrapnel available
http://www.archivist.info/cnc/shrapnel.html
[21:04:38] <daveengvall__> OK I'm back image at
http://imagebin.ca/view/7lN5Wrbx.html
[21:04:52] <daveengvall__> white trace is the f-error
[21:05:32] <alex_joni> what emc2 ver is that?
[21:05:44] <daveengvall__> 2.2.2
[21:05:55] <daveengvall__> latest live
[21:06:03] <daveengvall__> 2.2.2-1
[21:06:13] <alex_joni> I thought halscope looks a bit different on 2.2.2
[21:06:18] <cradek> me too
[21:07:18] <cradek> which one is white? I see blue, cyan, green, red/pink
[21:07:39] <daveengvall__> well the disk image says emc2.2.2-1-ubuntu6 ... i386 it is the only one on my desktop
[21:07:59] <cradek> in AXIS try help/about
[21:08:35] <cradek> err, tkemc has it too I think
[21:08:58] <daveengvall__> try red/pink it looks white to me ... neg slope from 1 to 0
[21:09:09] <cradek> what is the cyan?
[21:09:30] <daveengvall__> cyan is not too useful
[21:09:41] <daveengvall__> let me to to the machine and write them down
[21:09:47] <daveengvall__> along with version
[21:10:14] <cradek> ok
[21:10:14] <cradek> I think the zoom level isn't showing us what happens
[21:11:27] <cradek> 2.2.2 halscope has "log to file" button and also labels on the traces
[21:11:55] <cradek> so you don't have the version you think you do
[21:13:40] <alex_joni> I was also wondering about the labels
[21:13:55] <cradek> yeah I just checked my 2.2.2
[21:14:05] <cradek> I don't remember if 2.1 had those labels
[21:15:59] <daveengvall__> cyan is Xaccel
[21:16:28] <alex_joni> cradek: you added the labels after 2.1
[21:16:29] <daveengvall__> Indeed I do not have the version I thought I had ... time for much more coffee and a new download
[21:16:52] <cradek> daveengvall__: can you just run the update? you'd have to get it a net connection
[21:17:14] <alex_joni> http://cvs.linuxcnc.org/cvs/emc2/src/hal/utils/scope_disp.c?graph=1
[21:17:30] <daveengvall__> browser connection should not be a problem
[21:18:09] <alex_joni> daveengvall__: apt too?
[21:18:10] <cradek> what version do you have?
[21:18:29] <cradek> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UpdatingTo2.2
[21:18:39] <cradek> ^ very easy update instructions
[21:19:22] <daveengvall__> hey ... nice tree
[21:19:47] <daveengvall__> EMC/AXIS 2.1.7
[21:20:02] <cradek> this is why we bother people for version numbers all the time - we can see exactly what code they have - very useful for troubleshooting
[21:20:30] <daveengvall__> indeed especially if I get it right ;-)
[21:20:36] <cradek> :-)
[21:20:55] <daveengvall__> have apt
[21:21:13] <daveengvall__> guess I'd better go upgrade ...
[21:21:26] <cradek> I'm off to another project too, good luck
[21:21:43] <daveengvall__> will that walk on my ~/emc2/configs ??
[21:21:47] <cradek> no
[21:21:55] <daveengvall__> goooooood
[21:22:00] <cradek> but you may have to tweak them; see the link at the bottom of that page for instructions/details
[21:22:06] <alex_joni> daveengvall__: but you'll still be safer if you back them up
[21:22:13] <daveengvall__> I'm off to see the wizard
[21:22:25] <daveengvall__> I'll back them up onto usb stick
[21:23:10] <daveengvall__> thanks for the help I'll be back after I get things going again
[21:23:49] <alex_joni> * alex_joni will be off to bed by then :)
[21:24:11] <daveengvall__> going, going ... gone
[21:24:16] <gezar> im somewhat happy right now, all the mystery chicken in the freezer has been eaten
[21:24:47] <gezar> i just have a small package of frozen mystery fish to cook and consume and were good to go
[21:29:37] <eric_U> new invention called "trash can" for things you don't want to eat
[21:30:39] <archivist> and circular seat for book reading after processing
[21:32:58] <skunkworks> umm - mine is more oval than round..
[21:38:05] <Gamma-X> emc parts are ordered....
[21:38:19] <Gamma-X> brb
[21:38:57] <alex_joni> emc parts?
[21:39:05] <alex_joni> does that mean we get money?
[21:39:06] <alex_joni> :P
[21:39:20] <archivist> its saturday, time for joining bits together, oops /me has missed shopping for food
[21:45:32] <eric_U> alex_joni: I think it means you get to see a lot of questions from Gamma-x
[21:46:23] <alex_joni> eric_U: I think so too :)
[21:47:48] <eric_U> guess you can't run synaptic over a network connection
[21:48:16] <eric_U> The program 'synaptic' received an X Window System error.
[21:48:48] <dmess> world lunior canadian hockey champions - junior's Grab another GOLD..... 9 of 11 so far i believe...
[21:49:30] <alex_joni> eric_U: not sure why that would be
[21:49:48] <alex_joni> but you can surely run apt-get in a ssh shell
[21:49:55] <eric_U> dunno, I better make the long trip to the basement to see what's going on
[21:50:14] <eric_U> apt-get update emc2
[21:50:30] <eric_U> zat gonna work?
[21:50:37] <alex_joni> why not :)
[21:50:52] <eric_U> yum user here, that's why
[21:51:09] <alex_joni> apt-get update
[21:51:12] <alex_joni> apt-get install emc2
[21:51:19] <alex_joni> emc2 is already at the latest version :)
[21:53:26] <eric_U> isn't there a help button in axis?
[21:54:49] <eric_U> sorry, i see it
[21:55:07] <eric_U> says my version is 2.2.2, I thought there was a 2.2.2-1
[21:56:52] <alex_joni> eric_U: nope
[21:56:59] <alex_joni> 2.2.2 is the latest
[21:57:09] <alex_joni> the package name is 1-2.2.2 or something like that..
[21:57:22] <eric_U> is pc speaker a known latency problem?
[21:57:29] <alex_joni> hmm.. nope
[21:57:31] <alex_joni> not to me
[21:57:58] <Jymmm> LawrenceG: PING
[21:58:21] <LawrenceG> hey
[21:58:45] <Jymmm> LawrenceG: What did you use to draw up those diagrams you showed me?
[21:58:56] <alex_joni> gimp
[21:59:02] <LawrenceG> autocad 14 under vmware
[21:59:07] <Jymmm> bah!
[21:59:09] <eric_U> this latency thing is driving me nuts, this mobo shouldn't have any problems
[21:59:51] <cradek> I remember someone talking about a problem with pc speaker
[22:00:52] <Gamma-X> adam1 is online but not answering.... anyone got hs email?
[22:05:01] <alex_joni> who is adam1?
[22:05:10] <Gamma-X> i search through 2 months of irc logs last night and i got to a point where he found out what to do on my control and enver shared lol.
[22:05:27] <Gamma-X> alex_joni he did a crusader m retro fit with emc.
[22:06:53] <alex_joni> u sure it's the same adam?
[22:07:22] <alex_joni> I saw Adam1_ in the logs not adam1
[22:07:24] <eric_U> that's the problem, anyone making parts with emc just goes and makes parts
[22:07:41] <Gamma-X> alex_joni i think it was adam1
[22:08:00] <Gamma-X> 3 months ago
[22:08:32] <alex_joni> Gamma-X: maybe SWPadnos has his email..
[22:09:09] <Gamma-X> ok
[22:10:45] <skunkworks> the kernel that jepler made for gutsy didn't disable the pc speaker.. any time there was a beeb - there would be overruns..
[22:10:54] <skunkworks> is that what your talking about?
[22:11:22] <eric_U> my comp doesn't have a speaker hooked up so I dunno
[22:12:22] <eric_U> I unloaded the module, but I haven't tested latency yet
[22:12:29] <alex_joni> Gamma-X: if it helps: these are some pictures put online by Adam1 I think
http://review-space.dgbremner.com/gallery/index.php
[22:14:53] <eric_U> looks like he replaced the tachs with encoders
[22:15:04] <Gamma-X> hmmm
[22:15:13] <Gamma-X> maybe new amps aswell
[22:15:29] <alex_joni> Gamma-X: I think this is his site:
http://dgbremner.com/
[22:15:34] <alex_joni> there's a location info there
[22:15:43] <alex_joni> and ways to send email
[22:15:49] <Gamma-X> thanks
[22:16:04] <eric_U> when I searched for latency, I got a link to the board election
[22:16:24] <Gamma-X> i hope he didnt have to use encoders....
[22:16:49] <eric_U> that's a link to a clothing store
[22:17:16] <alex_joni> eric_U: I am aware of that
[22:17:18] <Gamma-X> yeah y is that? lol
[22:19:04] <Gamma-X> eric_U anything else u came up with? how did u find those pics?
[22:19:22] <eric_U> I'm thinking it's not the same guy
[22:19:32] <alex_joni> eric_U: I bet it is
[22:19:37] <alex_joni> he said he's from BC
[22:19:52] <alex_joni> http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-09-28.txt
[22:20:32] <eric_U> Gamma-x: does that look like your amps?
[22:21:45] <skunkworks> I thought he kept the scales thought..
[22:21:56] <skunkworks> though
[22:22:48] <Gamma-X> amps are differant
[22:23:06] <Gamma-X> in that post it said that guy sold the servos and amps...
[22:23:11] <eric_U> those pictures look like all new hardware
[22:23:20] <Gamma-X> got new amps and servos with encoders...
[22:24:37] <Gamma-X> looks like he sold the new equipment possibly what the hell lol
[22:24:38] <eric_U> what's a good alternative to glxgears as a x program?
[22:24:50] <alex_joni> X? xterm :P
[22:24:59] <eric_U> to test latency
[22:25:05] <alex_joni> but you probably want accelerated..
[22:25:08] <alex_joni> gltext?
[22:25:25] <Gamma-X> bingo!
[22:25:35] <alex_joni> Gamma-X: ?
[22:25:36] <Gamma-X> YAHTZEE!!!
[22:25:39] <Gamma-X> you can email me at spadnos at sover net
[22:25:45] <Gamma-X> damnit
[22:25:47] <Gamma-X> not his hahaha
[22:26:10] <alex_joni> nope, that's SWPadnos's email :)
[22:26:29] <alex_joni> that's why I said maybe SWPadnos has it
[22:27:10] <Gamma-X> ahh
[22:27:15] <Gamma-X> SWPadnos u alive?
[22:27:19] <eric_U> alex_joni: I got no gltext or glxtext
[22:28:44] <alex_joni> eric_U: apt-cache search glx ?
[22:28:49] <Skullworks-PGAB> Damn - too far away
http://cgi.ebay.com/Hurco-KM-3P_W0QQitemZ280188552833QQihZ018QQcategoryZ12584QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[22:31:41] <Gamma-X> Adam1_> Adam1_ is now known as MASCanada
[22:32:05] <Gamma-X> lol wat is up with this guy lol
[22:32:23] <eric_U> apparently he's hiding from you
[22:32:30] <alex_joni> good night all
[22:32:34] <BigJohnT> LOL
[22:32:35] <eric_U> g'night
[22:32:43] <BigJohnT> good night alex
[22:35:20] <Gamma-X> anyone have any donator pc parts? lol
[22:35:44] <BigJohnT> I got a 286 moboard somewhere
[22:35:56] <BigJohnT> paid $2500 for it
[22:36:24] <Gamma-X> ? what? lol
[22:36:25] <eric_U> I have a whole stack of 8088 mobos
[22:36:43] <Gamma-X> whats an 8088 board? lol
[22:37:02] <Gamma-X> wow thats old
[22:37:03] <eric_U> don't disrespect my mobo, mofo
[22:37:06] <Gamma-X> 1975
[22:37:09] <Gamma-X> lol
[22:37:14] <BigJohnT> yea, when they were the newest thing you paid a lot
[22:37:17] <eric_U> not that old
[22:37:26] <archivist> some of us are old enough to have used 8088 pcs
[22:37:34] <Skullworks-PGAB> 8088 is weak, demand real 8086 CPU power!
[22:37:43] <BigJohnT> ain't that the truth
[22:37:50] <eric_U> no 8086 was ever mainstream
[22:38:15] <eric_U> I bought my 8088 when 286 wasn't available
[22:38:50] <BigJohnT> I waited for the 286
[22:38:57] <jmkasunich> turbo switch baby!
[22:38:58] <Gamma-X> i had 386
[22:39:00] <Gamma-X> what a joke
[22:39:00] <jmkasunich> 8MHz
[22:39:14] <Skullworks-PGAB> true - because it was too high tech just like Intel disabled the Math co when they sold 486SX chips
[22:39:17] <jmkasunich> my first PC was an XT clone, blazing 8MHz
[22:39:23] <BigJohnT> I have a 10mb hard drive for it
[22:40:21] <BigJohnT> I still see the amber glow from the monitor when I try to sleep...
[22:40:34] <BigJohnT> and the burnt in lettering on the monitor
[22:40:45] <jmkasunich> hercules graphics
[22:40:51] <eric_U> those were the days when you could still keep track of all the available chips
[22:40:51] <jmkasunich> 720 pixels!
[22:40:53] <BigJohnT> C:>
[22:41:34] <BigJohnT> I still have all the DOS Os up to 6.22
[22:41:54] <Skullworks-PGAB> * Skullworks-PGAB used a Z80 add in card on his Apple ][.
[22:41:56] <eric_U> "I would prefer that people remember the good things about me rather than mourning my loss. (If it turns out a specific number of tears will, in fact, bring me back to life, then by all means, break out the onions.)"
[22:43:00] <Skullworks-PGAB> Hail the power of home user CPM
[22:43:18] <jmkasunich> that was the computer _before_ my first PC
[22:43:24] <jmkasunich> Kaypro 2
[22:43:39] <Skullworks-PGAB> I remember those
[22:43:41] <eric_U> compiling your own bios put the damper on home pc's for quite a while
[22:43:54] <jmkasunich> I still have it, sitting in the closet
[22:44:32] <eric_U> some good sheet metal back in those days
[22:44:37] <Skullworks-PGAB> they are where the term Desktop came from because you needed the entire top of a sturdy desk to use one -
[22:44:38] <archivist> heh more old iron collectors
[22:44:41] <eric_U> I'm plotting to make drawers out of some
[22:44:50] <Skullworks-PGAB> portable was an "Osbourn"
[22:45:18] <eric_U> I have some sun workstation cases ready to go
[22:45:27] <eric_U> just have to cover some holes and get some slides
[22:46:40] <Skullworks-PGAB> hmm I wish I could find a dumpster price deal on some 19" SCSI RAID cabnets...
[22:47:01] <Skullworks-PGAB> 19" rack mount...
[22:47:06] <jmkasunich> you missed your chance
[22:47:15] <eric_U> they have a nice 19" rack at penn state surplus
[22:47:19] <jmkasunich> I passed up some in the dumpster about a year ago
[22:47:41] <archivist> get on the classiccmp mail list
[22:48:14] <jmkasunich> I snagged one of the cooling blowers and am using it on my CNC cabinet
[22:48:28] <jmkasunich> the disk arrays were just too big and too small
[22:48:32] <Skullworks-PGAB> slick!
[22:49:07] <jmkasunich> 6 foot high 19" cabinet, something like 384G
[22:49:14] <jmkasunich> http://jmkasunich.com/cgi-bin/blosxom/shoptask/cooling-02-13-07.html
[22:49:19] <jmkasunich> the blower
[22:50:35] <Skullworks-PGAB> I was buying CDrom towers (7x units) and swapping out the SCSI 1 cables for U320 LVD - but they take up so much space - I need to move up ( as in vertical)
[22:51:02] <eric_U> bridgeport cnc, $24k, reserve not met
http://cgi.ebay.com/BRIDGEPORT-CNC-MILL_W0QQitemZ160195133113QQihZ006QQcategoryZ12584QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[22:51:24] <eric_U> I'm thinking you can buy that new for $24k with spare change
[22:51:26] <jmkasunich> 24K? it better be 24K gold
[22:52:34] <Skullworks-PGAB> look at that Hurco KM 3p link I posted earlier
[22:52:40] <jmkasunich> if I spend 24K for something I want to be able to either drive it or live in it
[22:52:52] <Skullworks-PGAB> Buy it now price of $2k
[22:53:27] <Skullworks-PGAB> those units have beefy ballscrews and a great servo amp
[22:53:35] <jmkasunich> my problem is space
[22:53:41] <eric_U> mine too
[22:53:50] <Skullworks-PGAB> ditto
[22:53:51] <eric_U> I done filled my basement up with stuff
[22:53:53] <jmkasunich> I live within easy distance of HGR surplus - there are more machines than I can shake a stick at
[22:53:58] <jmkasunich> just no room fo rthem
[22:54:27] <eric_U> any new machines, and I have to throw something away
[22:54:36] <Jymmm> eric_U: the wife?
[22:54:51] <eric_U> she gave up
[22:54:54] <eric_U> long ago
[22:55:10] <Jymmm> Cool, then you can toss out the bed, and just sleep on the couch
[22:55:24] <eric_U> that would probably upset her
[22:55:25] <Skullworks-PGAB> * Skullworks-PGAB is waiting for the next wave of the mortgage crisis - then will start shopping for a bigger place.
[22:55:26] <Jymmm> theres another 120swft for ya
[22:55:35] <Jymmm> sqft
[22:56:08] <Jymmm> Isn't there an gpl version of Visio ?
[22:56:37] <archivist> or emply vertical storage, I have books directly above my bed
[22:56:52] <eric_U> vertical storage is good
[22:57:01] <jmkasunich> hope you never get earthquakes - books are heavy
[22:57:11] <Skullworks-PGAB> My banker expects it to start come MAY - April 15 is going to kill some people (financially) this year.
[22:57:12] <eric_U> we already rent a storage unit
[22:57:19] <BigJohnT> or tornados...
[22:58:31] <eric_U> Skullworks types into the wrong window
[22:59:37] <eric_U> jmkasunich, what kind of bandsaw do you have?
[23:02:03] <jmkasunich> harbor fright 4x8 horiz-vert
[23:02:30] <BigJohnT> jmkasunich: you spelled it right!
[23:02:37] <jmkasunich> heh
[23:02:46] <BigJohnT> fright
[23:02:47] <Skullworks-PGAB> not really - I need more space to buy machines to play with - I was just stating when I expect "space" to become more affordable and why.
[23:02:52] <jmkasunich> oops, 4x6, not 4x8
[23:03:52] <archivist> Skullworks-PGAB, win the lottery and get a warehouse
[23:04:17] <BigJohnT> or move out in the woods and build one
[23:04:32] <eric_U> I saw an old factory on ebay for $200k buy it now
[23:05:01] <jmkasunich> yeah, and then you get the EPA superfund site as a bonus
[23:05:21] <eric_U> could be a downside
[23:05:51] <eric_U> otoh, the local cleaner was dumping chemicals into the water table for years
[23:05:52] <jmkasunich> I wonder how narrow I can get a timing belt
[23:06:07] <BigJohnT> 1/4"
[23:06:09] <jmkasunich> I have 0.190 between the step pulley on my lathe spinde and the body of the machine
[23:06:09] <Skullworks-PGAB> the warehouse option has been considered - except that our local property taxes would hit pretty hard on commercial/Industrial zoned property if it wasn't generating revenue for me.
[23:06:19] <jmkasunich> and I want to drive a spindle encoder
[23:06:19] <eric_U> Penn State should be a superfund site, but they don't know how to clean it up
[23:07:12] <Skullworks-PGAB> any room to space the pully out some?
[23:07:38] <eric_U> you could use a round belt
[23:07:41] <eric_U> I've seen that done
[23:07:50] <eric_U> 1/8"
[23:07:52] <BigJohnT> round=slip
[23:07:56] <jmkasunich> no round belt - gotta be a timing belt
[23:08:03] <jmkasunich> gonna use the encoder for threading
[23:08:03] <eric_U> people do it with encoders
[23:08:07] <eric_U> not saying I would
[23:08:13] <jmkasunich> I won't
[23:08:37] <eric_U> there isn't any load
[23:08:44] <jmkasunich> ohh, mcmaster has MXL series 1/8" wide
[23:08:58] <Skullworks-PGAB> sweet
[23:09:27] <BigJohnT> the MXL are power transmission
[23:09:31] <jmkasunich> now I need a pulley I can bore to 1.730, face down to about .180 thick, and press onto this sleeve
[23:09:47] <eric_U> might have to use a pulley without the flanges
[23:10:11] <jmkasunich> definitely
[23:10:11] <BigJohnT> one needs flanges unless you have a serpentine belt
[23:10:14] <Skullworks-PGAB> JMK - can you mount it directly to the rear of the step pully?
[23:10:22] <jmkasunich> I'll use a flanged pulley on the encoder
[23:10:22] <eric_U> I wish I remembered where all my pulleys are
[23:10:35] <jmkasunich> Skullworks-PGAB: probably, but this is easier
[23:10:51] <jmkasunich> there is a sleeve that goes between the step pulley and the bearing inner race
[23:11:00] <jmkasunich> goes thru their felt "seal"
[23:11:00] <BigJohnT> sing the final jeperdy song while I look this up...
[23:11:08] <jmkasunich> I can press a pulley onto the sleeve
[23:11:29] <jmkasunich> the sleeve is a slip fit on the shaft, but when everything is tightened up it can't really slip
[23:11:55] <jmkasunich> the bearing adjustment nuts bear on the pulley, which pushes on the sleeve, which pushes on the race
[23:12:01] <jmkasunich> (tapered roller bearings)
[23:13:03] <jmkasunich> crapskies - the largest MXL pulley they have is 1.528 pitch diameter
[23:13:11] <Skullworks-PGAB> I'm going to need to do the same thing on my mini mill spindle - I'm going to mount a 3 step timing pulley, and have a additional pulley to drive the encoder.
[23:13:31] <BigJohnT> jmkasunich: are you limited by lenght and have to mount the encoder on the side
[23:13:37] <jmkasunich> yes
[23:13:50] <jmkasunich> this is a lathe spindle, don't want to block the thru hole
[23:13:58] <BigJohnT> ok
[23:14:09] <BigJohnT> know what you mean now
[23:14:47] <BigJohnT> you want a powergrip or poly chain style
[23:15:04] <jmkasunich> for driving an encoder just about anything that doesn't slip will work
[23:15:30] <jmkasunich> even a tiny 1/8" wide MXL series timing belt, 0.08 pitch
[23:15:53] <BigJohnT> I use the xl on my plasma and they are not exact to pitch diameter
[23:16:05] <jmkasunich> huh?
[23:16:18] <jmkasunich> for figuring the ratio, only the tooth count matters
[23:16:38] <jmkasunich> pitch diameter is a theoretical thing, no part of the pulley actually measures at that diameter
[23:16:40] <BigJohnT> the math said so many pulses per inch but it was not so
[23:16:56] <jmkasunich> how far off was it?
[23:17:02] <BigJohnT> I had to put a dial indicator on and tweek my ini
[23:17:09] <BigJohnT> brb I'll check
[23:17:16] <jmkasunich> I did too, but I don't think it was the belts
[23:17:29] <jmkasunich> (I have 2:1 XL series belts between steppers and screws)
[23:17:58] <jmkasunich> and I am very sure that if the motor turns 200 times, the screw turns 100 times, not 100.1 or anything
[23:18:07] <BigJohnT> the math said the SCALE should be 3000 but it really was 2970
[23:18:11] <archivist> screw pitch error? (specially if cheap rolled)
[23:18:18] <jmkasunich> probably
[23:18:25] <BigJohnT> no screws xl belts only
[23:18:26] <jmkasunich> in this case its cheap acme
[23:18:36] <BigJohnT> no screws!
[23:18:40] <jmkasunich> my errors were running something like 0.00003 per inch
[23:19:01] <BigJohnT> in my case it's just a xl belt drive
[23:19:05] <jmkasunich> oh
[23:19:14] <jmkasunich> thats a whole differnet story
[23:19:22] <jmkasunich> belt stretch for example, will throw it off
[23:20:04] <BigJohnT> ok, do you think that you would see the same in your case?
[23:20:29] <jmkasunich> no
[23:20:40] <BigJohnT> ok
[23:20:57] <jmkasunich> if I have a 70 tooth pulley on the encoder, and a 70 tooth pulley on the spindle, I will get exactly 1:1
[23:21:59] <archivist> BigJohnT, your error will vary with belt tightness as well,
[23:22:28] <BigJohnT> ok i'll watch that
[23:22:36] <archivist> and as it wears
[23:23:03] <jmkasunich> hmm, I'm gonna need a 75+ tooth pulley
[23:24:02] <BigJohnT> the 72 tooth one from McMaster is solid and heavy for the xl I know
[23:24:29] <jmkasunich> XL won't work, I can't get narrow enough belts
[23:24:37] <jmkasunich> in MXL they only go up to 60 teeth
[23:24:39] <archivist> BigJohnT, actually you could self calibrate on a regular basis with some steps per distance between switches test
[23:24:55] <BigJohnT> that's a good idea
[23:25:09] <jmkasunich> cool - econobelt has pulleys up to 120 teeth
[23:25:33] <BigJohnT> Sweet!
[23:25:46] <archivist> throw an error if the rate of change of stretch changes
[23:26:14] <BigJohnT> http://i47.photobucket.com/albums/f163/johnplctech/Plasma%20Cutter/Plasma003.jpg
[23:26:32] <BigJohnT> that's my X axis drive
[23:26:34] <jmkasunich> neat
[23:26:42] <BigJohnT> without the bridge attached
[23:27:16] <jmkasunich> that big pulley is pretty nice looking - most that I've seen are just solid
[23:27:17] <BigJohnT> the belt attachment
http://i47.photobucket.com/albums/f163/johnplctech/Plasma%20Cutter/Plasma002.jpg
[23:27:37] <BigJohnT> it "was" solid!
[23:27:43] <jmkasunich> heh
[23:28:06] <BigJohnT> till it took a trip through my CNC BP
[23:28:07] <jmkasunich> cutting down on that inertia, eh
[23:28:25] <BigJohnT> yes, I cut the weight by a lot
[23:28:32] <eric_U> doesn't mcmaster sell parts for a setup like that?
[23:28:41] <eric_U> as in the end clamps
[23:28:48] <BigJohnT> I made all the parts
[23:28:49] <BigJohnT> http://i47.photobucket.com/albums/f163/johnplctech/Plasma%20Cutter/LimitSwitch.jpg
[23:29:12] <BigJohnT> the corner connectors I made
[23:30:30] <BigJohnT> while I'm showing off
http://i47.photobucket.com/albums/f163/johnplctech/Plasma%20Cutter/HPIM0476.jpg
[23:30:42] <BigJohnT> the gecko drives with cooling
[23:30:55] <jmkasunich> serious cooling
[23:31:00] <BigJohnT> eric_U no
[23:31:17] <BigJohnT> jmkasunich: cost = $2
[23:31:45] <jmkasunich> http://jmkasunich.com/shoptask/geckos-heatsink.jpg
[23:31:48] <BigJohnT> Socket A heatsinks after a ride through my CNC mill
[23:31:56] <jmkasunich> cost $0
[23:32:08] <BigJohnT> darn you beat me LOL
[23:32:16] <jmkasunich> sink from a dumpster
[23:32:18] <eric_U> that looks like a drive heat sink
[23:32:22] <jmkasunich> it is
[23:32:41] <eric_U> you should see the heat sinks from my robot
[23:32:45] <BigJohnT> you have the best dumpsters
[23:32:50] <eric_U> as far as I could tell, they did nothing
[23:33:08] <BigJohnT> the dumpsters?
[23:33:17] <eric_U> the heat sinks in my robot
[23:33:29] <BigJohnT> LOL
[23:33:38] <BigJohnT> jmkasunich: what no fans???
[23:33:49] <jmkasunich> not on the sink
[23:33:56] <eric_U> 10" wide by 30" but not attached to any heat source
[23:34:07] <jmkasunich> its positioned in the cabinet to it catches some breeze from the main blower
[23:34:16] <BigJohnT> sweet
[23:34:35] <jmkasunich> http://jmkasunich.com/shoptask/box-02-13-07.jpg
[23:34:36] <eric_U> probably don't need a fan
[23:34:50] <jmkasunich> air enters thru the filter, and goes left and right under that steel plate
[23:35:03] <jmkasunich> the left half goes up the left sidewall, between cabinet wall and heatsink fins
[23:35:26] <jmkasunich> eric_U: you are right, natural convection would be plenty with that sink
[23:35:28] <BigJohnT> heat sinks are my friend. we installed a servo drive and in fine print on page 347 there was a note that if you run more than 20% duty cycle you need the optional heat sinks...
[23:35:41] <Skullworks-PGAB> JMK - do you have the encoder yet?
[23:36:00] <jmkasunich> I have a box of assorted surplus and dumpster encoders and resolvers
[23:36:24] <jmkasunich> haven't determined if I have one that A) has a suitable PPR, B) I can figure out the pinout, and C) works
[23:36:54] <eric_U> I went on a ebay encoder buying spree a few years ago
[23:39:47] <Skullworks-PGAB> any chance you could drive the encoder from one of the original gears that drive the acme.
[23:40:44] <Skullworks-PGAB> use the gear ratio to figure the drive pully ratio
[23:40:54] <jmkasunich> you mean the original change gear drivetrain?
[23:41:27] <Skullworks-PGAB> yeah - if you didn't remove it all
[23:41:49] <jmkasunich> the part thats inside the headstock is still there, the part that was outside is gone
[23:42:04] <jmkasunich> the part thats inside has a two speed + neutral arrangement
[23:42:30] <jmkasunich> gear(s) on spindle, a countershaft with a sliding gear or gears, and the shaft that comes out
[23:42:56] <Skullworks-PGAB> hmm
[23:43:02] <jmkasunich> I suppose that is a possibility, but it would mean having to leave that stuff in mesh (which makes noise)
[23:43:20] <Skullworks-PGAB> very true (noisy)
[23:43:28] <jmkasunich> also don't know if its a 1:1 ratio, which I would need for index
[23:43:31] <BigJohnT> best to drive it directly from the spindle yes?
[23:43:46] <Skullworks-PGAB> easy in theroy
[23:43:53] <jmkasunich> BigJohnT: probably, but Skullworks-PGAB's idea is kind of interesting
[23:44:13] <dmess> WORLD hockey championchips Canadian junior's Grab another GOLD..... 9 of 11 so far i believe...
[23:44:26] <eric_U> use an inductive sensor to count gear teeth
[23:44:54] <dmess> or a tcho above it..
[23:45:07] <dmess> tacho gen
[23:45:33] <jmkasunich> counting gear teeth doesn't give me quadrature, and is relatively low resolution
[23:45:49] <eric_U> use two
[23:46:00] <jmkasunich> looks like the stud gear turns either once per 2 spindle revs, or once per 4, depending on the gearshifter
[23:46:18] <jmkasunich> so it could work
[23:47:42] <jmkasunich> I have what I think is a 1250 PPR encoder with a 1/4" shaft, A, B, and index
[23:48:13] <jmkasunich> probably 5000 counts per rev, or 20K counts at 240 RPM
[23:48:14] <Skullworks-PGAB> just get a ecoder disc with 2 or 4 index lines
[23:48:39] <jmkasunich> Skullworks-PGAB: or wait an extra rev or 3 for the index to come around
[23:48:55] <jmkasunich> waiting is easier
[23:49:20] <Skullworks-PGAB> that works
[23:49:24] <jmkasunich> as long as I'm counting in software, the 2:1 or 4:1 reduction is probably a good thing
[23:49:57] <jmkasunich> I might drive it off the stud gear for now, and switch to 1:1 belt drive once I start using the 5i20 and counting in hardware
[23:50:29] <jmkasunich> lash in the geartrain bothers me, but in reality it doesn't matter - you don't reverse while threading
[23:50:32] <Skullworks-PGAB> what tooling are you using?
[23:50:50] <jmkasunich> HSS lathe bits so far
[23:51:00] <jmkasunich> might get some carbide eventually
[23:51:40] <archivist> carbide screw cutting tips are luvly
[23:52:26] <BigJohnT> yea I love them
[23:53:17] <jmkasunich> beats grinding them by hand
[23:53:33] <jmkasunich> I've done almost no threadcutting, because the shoptask makes it such a pain
[23:53:36] <jmkasunich> no half-nuts
[23:53:53] <BigJohnT> I use the partial thread inserts
[23:53:59] <BigJohnT> more cost effective
[23:54:32] <jmkasunich> don't you need a different one for each pitch you want to thread?
[23:54:47] <BigJohnT> not with the partial thread ones
[23:54:52] <BigJohnT> they cover a range
[23:55:01] <BigJohnT> 2 inserts covers most
[23:55:11] <jmkasunich> nice
[23:55:12] <BigJohnT> they thread nice
[23:55:23] <BigJohnT> got them from MSC
[23:56:17] <jmkasunich> dang, where'd I put my calipers
[23:56:31] <BigJohnT> in the drawer...
[23:57:07] <Skullworks-PGAB> I want to order this set for my 7x10 mini lathe
[23:57:11] <Skullworks-PGAB> http://www.littlemachineshop.com/products/product_view.php?ProductID=2461&category=-419988835
[23:57:45] <Skullworks-PGAB> they also have a size for your combo machine
[23:58:16] <jmkasunich> ok, I have a 12mm shaft, 9.2mm long, with about 14mm of M10 thread sticking out beyond the 12mm section
[23:58:46] <jmkasunich> I have a phase 2 QC toolpost already
[23:59:28] <BigJohnT> Skullworks-PGAB: I don't care much for the piston QC tool posts not too repeatable
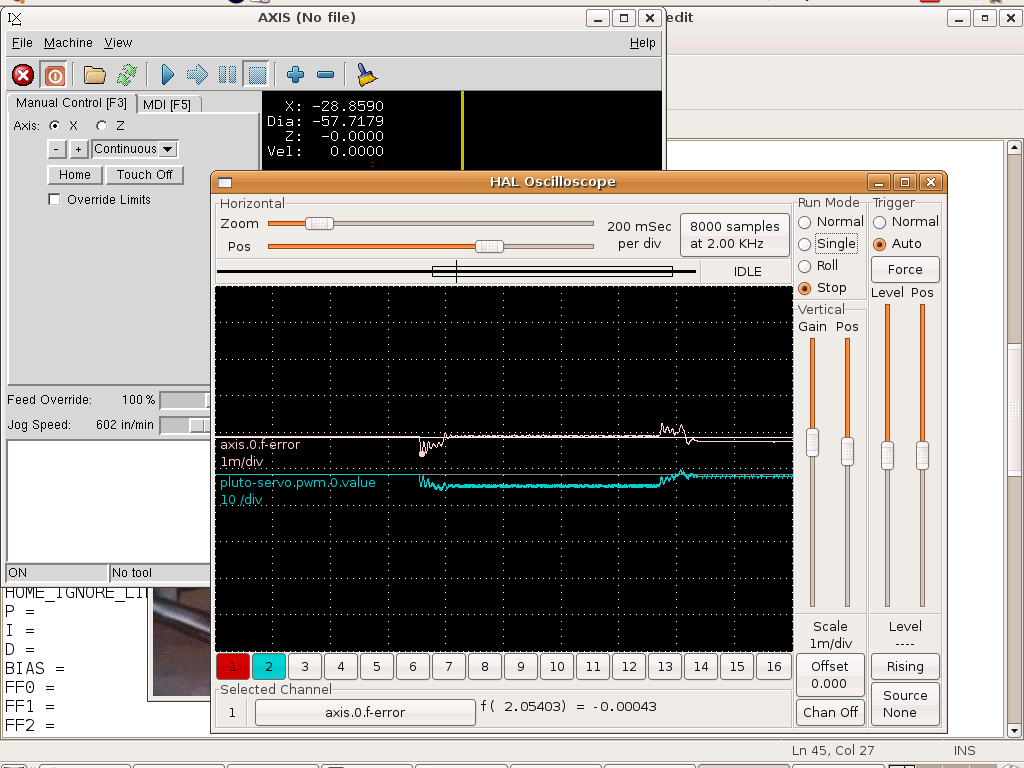{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}