Back
[00:17:25] <BigJohnT> Gamma-X: you get the program?
[00:57:36] <eric_U> maddash does this a lot:
http://www.lolhome.com/img_big/funny-picture-9748871802.jpg
[01:31:18] <cradek> haha, daisy sounds terrible on max5 because the axes aren't independent
[01:31:25] <jepler> interesting
[01:34:04] <cradek> yeah if I cancel the pivot length with G43.1K0.063/G0W0 it sounds right
[01:34:13] <cradek> that stumped me for a minute.
[02:08:58] <skunkworks> seeya tomorrow sam?
[02:09:12] <skunkworks> I am touched ;)
[02:21:10] <Gamma-X> anyone know wich pin on a db25 has +5v ground
[02:21:21] <Gamma-X> i mean + 5v? i need at 800 mah max
[02:21:42] <skunkworks> not continuous
[02:22:15] <skunkworks> and it will not sink 800ma
[02:22:41] <Gamma-X> hmmm
[02:22:51] <skunkworks> * assuming you mean printer port..
[02:23:09] <Gamma-X> my wioreless serial can use a +5v to power it without a external power supply
[02:23:12] <Gamma-X> rs232
[02:23:43] <cradek> a parport pin has 15mA if you're lucky
[02:25:28] <Gamma-X> so im screwed and need an external power supply?
[02:25:50] <Gamma-X> i wonder if I can get 5v 750 or so ma from my controller...
[02:27:10] <skunkworks> how much can you get out of a usb port?
[02:27:18] <skunkworks> you might want to google it..
[02:27:24] <Gamma-X> +5b 500 ma i think
[02:27:30] <SWPadnos> 100mA for low power devices, 500mA for high power devices
[02:27:59] <Gamma-X> ill just use a cell phone charger
[02:28:03] <skunkworks> well - sounds like you need an external power supply ;) unless you take it directly from the power supply
[02:28:41] <skunkworks> computer power supply.
[02:36:13] <Gamma-X> sounds like anilam switched pins 2 and 3 for some reason on the cable...
[02:36:22] <Gamma-X> to make it easier to make apparently lol
[02:36:31] <skunkworks> that is called a null modem cable.. probably..
[02:36:53] <Gamma-X> true
[02:37:07] <Gamma-X> a lot of people are having trouble makin this cable...
[02:46:25] <dave> anyone have a recommendation for a gcc that plays well with emc 2.2 ?
[02:47:00] <cradek> I'm using gcc version 4.0.3 (Ubuntu 4.0.3-1ubuntu5)
[02:47:10] <cradek> what's yours?
[02:47:51] <dave> I tried gcc with 2.2 and didn't get anything ... Live install 2.2.2-1
[02:48:09] <cradek> what do you mean you didn't get anything
[02:48:19] <dave> gcc not found
[02:48:35] <dave> apparently not in the disto
[02:48:35] <cradek> if you need to compile emc there are lots of build dependencies to install
[02:48:47] <cradek> let me get you a link to the docs ... one sec
[02:49:16] <dave> I just need to compile the vital test program
[02:49:35] <cradek> oh ok, maybe installing build-essential is all you need then
[02:49:52] <cradek> build-essential is an ubuntu package that pulls in the compiler and other commonly used things for building software
[02:50:47] <dave> I'll try and work my way thru it.
[02:51:16] <dave> I need to start with basics as the motenc-100 card is giving me fits as usual
[02:51:26] <cradek> if the vital test program has a suitably free license, maybe it should be in the emc distribution
[02:51:35] <cradek> can you get me a pointer to it so I can look?
[02:51:54] <dave> it should be vsitest
[02:52:13] <dave> downloadable as .c from the vital systems website
[02:52:42] <dave> it may be on the live disk. guess I didn't check
[02:52:43] <cradek> ok, I found it with google - there is no license statement so we can't bundle it
[02:52:51] <dave> hmmmm
[02:53:15] <dave> I should think Abdul would be glad to give you permission.
[02:53:27] <cradek> beware if you are using
http://www.vitalsystem.com/web/motion/vsitest.c their webserver screws up the file
[02:53:39] <cradek> it puts some extra crap at the top and bottom
[02:53:51] <dave> hmmm
[02:54:12] <dave> that could be a problem
[02:54:21] <cradek> looks easy to fix - everything before the first /*, and the last line, should be removed
[02:54:33] <dave> nx
[02:54:35] <dave> tnx
[02:54:46] <cradek> welcome, hope you get it working
[02:55:33] <dave> yeah ... I had things working then I played with HAL a bit and now it is doing crazy things.
[02:55:49] <cradek> is this your mazak or a new machine?
[02:56:03] <dave> pid's with HAL were 10X different than emc
[02:56:54] <dave> this is only on my experimental axis ... slow motherboard , vital board and servo dynamics amp into a MT30/44 SEM
[02:57:42] <cradek> ah, I see
[02:58:18] <dave> target is an older cincinatti tracer mill
[02:58:50] <cradek> an old hydraulic one?
[02:59:02] <dave> Yep!
[02:59:05] <cradek> neat
[02:59:09] <cradek> sounds like a huge job though!
[02:59:54] <dave> When I got it a community college had paid to have it converted to a 2 axis servo by a very hungry russian engineer
[03:01:05] <dave> I had it running before the Mazak came along. ....
[03:01:14] <dave> STG card went to the Mazak
[03:01:37] <cradek> man I wonder how many of those STG are still going
[03:01:45] <dave> I have a 5i20 and a ppmc here so I'm not short on cards.
[03:02:04] <dave> the ppmc is targeted for the lathe
[03:02:28] <dave> If I can get a tight C axis I will try to do a rho-theta on the cincinatti
[03:03:17] <dave> that won't be as neat a a 5 axis but still interesting
[03:03:25] <dave> as a
[03:04:02] <cradek> I've been working on a nontrivial program for my 5 axis tonight - challenging to program by hand.
[03:04:11] <dave> the STG's are still repairable so they just keep going
[03:04:25] <cradek> I guess that's good considering what they cost.
[03:04:31] <dave> indeed
[03:04:43] <dave> but then the motenc is not much less expensive
[03:04:58] <dave> .... the motenc-100
[03:05:08] <cradek> yeah
[03:05:19] <cradek> that's one big reason I have mesa stuff
[03:05:33] <cradek> also I think their support/willingness to work with us is excellent
[03:05:36] <Gamma-X> uh oh problem with controller
[03:06:05] <dave> I tested the first one (motenc) and had lots of troubles. I bought one later and am still having troubles. Makes me feel like a klutz
[03:06:15] <Gamma-X> turned it on and it wont let me put it into auto and it basicly wont allow me to do anything but move the axis' with the control arrows...
[03:06:25] <cradek> Gamma-X: you probably have to home it
[03:06:47] <cradek> dave: was it you who told us the motenc seems more susceptible to noise problems than the others?
[03:06:57] <dave> probably
[03:07:20] <cradek> sorry I meet so many people at these events I get confused about who said what
[03:07:24] <Gamma-X> cradek what do u mean. 0" the axis
[03:07:25] <dave> but my card has some prefilters on the back of the board
[03:07:43] <cradek> Gamma-X: I don't know how you home it, but you need to, check your manual
[03:07:48] <Gamma-X> ok
[03:08:03] <dave> gamma-x ... which card
[03:08:13] <cradek> in fact it wouldn't hurt you to read all of it :-)
[03:08:25] <Gamma-X> dave what do u mean
[03:08:26] <cradek> dave: he got an anilam, not emc
[03:08:46] <dave> I had to fake home on mine ... to home on index ...
[03:09:03] <dave> not sure it actually homed on index but the numbers went green
[03:09:32] <dave> nothing is worse than being out there with no support community
[03:10:26] <cradek> I'm off for a bit
[03:10:31] <cradek> good luck to both of you
[03:11:05] <dave> opps ... he got away..
[03:12:10] <dave> gotta go work on things ... see ya later.
[04:03:34] <eric_U> anyone have a good source of new AC servo motors?
[04:04:45] <eric_U> anyone going to cabin fever?
[04:06:03] <eric_U> it's in York, better lock your catalytic converter to your car
[04:15:57] <SWPadnos> new AC servos can be had from Automation Direct
[04:16:05] <eric_U> thanks
[04:16:13] <SWPadnos> I'm not sure how good they are, but they are less expensive than Yaskawa gear
[04:16:19] <SWPadnos> (which is amazingly good)
[04:16:33] <eric_U> who do you buy yaskawa from new?
[04:16:52] <SWPadnos> I'm in Vermont, so the nearest distributor is Axis New England
[04:17:29] <SWPadnos> it's ~$1700 for a 200W motor and drive, with encoder
[04:17:39] <SWPadnos> just so you don't go wasting your time on the phone ;)
[04:17:49] <eric_U> don't really need the drive, but thanks for the price
[04:17:58] <SWPadnos> sure
[04:18:03] <SWPadnos> motor alone is ~$750
[04:18:22] <SWPadnos> but the Yaskawa stuff is fairly proprietary (as are most AC servo systems)
[04:18:25] <eric_U> automation direct has some good prices
[04:18:35] <SWPadnos> yep
[04:18:36] <eric_U> looks yaskawa-ish
[04:18:41] <SWPadnos> nope
[04:19:13] <eric_U> panasonic-ish?
[04:19:26] <SWPadnos> maybe :)
[04:20:13] <eric_U> I'm impressed that most yaskawa motors don't have halls
[04:20:23] <eric_U> even if they have incremental encoders
[04:20:42] <SWPadnos> yep - there's the reason for the proprietary drivers - special encoding of the C channel on the encoder
[05:28:40] <eric_U> I should be getting my $30 servo motor tomorrow
[05:29:05] <eric_U> the one I have on z is too big and has a brake, which makes it a pita
[10:14:30] <micges> micges has changed the topic to:
[10:14:30] <ChanServ> ChanServ has changed the topic to: Welcome! EMC (Enhanced Machine Controller) is a linux-based opensource CNC control. | Latest release: EMC 2.2.2 |
http://www.linuxcnc.org |
http://wiki.linuxcnc.org
[10:14:49] <micges> ups
[12:11:10] <xemet> hi
[12:11:32] <xemet> someone knows if the high state in the pluto is 3.3V or 5V?
[12:17:16] <archivist> probably ttl which would be 5v>ttl>3.3ish (see spec of device)
[12:18:49] <xemet> I've searched in the manual, but don't find it
[12:18:54] <xemet> do you have one?
[12:28:42] <archivist> no but the chip spec should be on the net
[12:29:21] <archivist> whats the part number
[12:48:58] <xemet> Altera EP1K10TC100
[12:57:21] <archivist> oo nice , its designed to be compatible with 3.3v and 5v system (dunno yet if thats settable or automatic)
[12:59:11] <xemet> well, I think it is automatic because I've no way of setting it
[12:59:13] <skunkworks_> sounds like the pluto chip.
[12:59:24] <xemet> yes skunk
[12:59:31] <xemet> I'm getting crazy
[12:59:31] <skunkworks_> oh - duh
[12:59:38] <xemet> did you use it?
[12:59:59] <skunkworks_> I have played with the pluto a month or so ago..
[13:00:25] <xemet> I've the system with the small servo connected to the parallel port, and it works fine
[13:00:36] <xemet> now I want to use the pluto
[13:00:37] <skunkworks_> I have done taht also..
[13:00:50] <xemet> but I connect it to the pluto and it doesn't work
[13:01:01] <xemet> it doesn't read the encoder correctly
[13:01:10] <xemet> it reads sometimes...sometimes not
[13:01:17] <xemet> I think the connections are ok
[13:01:23] <xemet> leads are ok
[13:02:08] <xemet> did you solder the leads directly in the board or did you use connectors?
[13:03:31] <skunkworks_> I soldered headers to the pluto
[13:04:00] <xemet> ok
[13:04:19] <xemet> I don't know what think.
[13:05:00] <xemet> The board seems to work, at least the led works correctly with the pwm signal
[13:05:42] <archivist> is the sensor really giving out an analog signal eg not ttl
[13:06:00] <xemet> it should be ttl
[13:06:10] <archivist> a scope should show that
[13:07:11] <xemet> specs say ttl
[13:07:36] <xemet> and I know it works very well connected to the parallel port
[13:10:03] <skunkworks_> xemet: so - do the encoder counts go from some count to 0 - or what?
[13:10:49] <xemet> sometimes t counts correctly, some times it returns suddenly to zero, sometimes it doesn't count anything
[13:11:17] <xemet> :)
[13:11:27] <skunkworks_> hmm - have you tried setting epp_wide = 0? for shits and grins?
[13:11:36] <skunkworks_> http://www.linuxcnc.org/docs/2.2/html/man/man9/pluto_servo.9.html
[13:11:52] <skunkworks_> what cable are you using? or is it plugged directly into the printer port?
[13:11:58] <skunkworks_> and how long
[13:12:21] <xemet> I've tried it plugged directly and not
[13:12:25] <skunkworks_> where are you getting power to run it?
[13:12:36] <xemet> but didn't try to disable wide EPP
[13:12:53] <xemet> I get power from an external supply
[13:12:55] <xemet> 6V
[13:13:03] <xemet> now I try to disable wide EPP
[13:14:47] <archivist> max voltage for the altera device is 5.75 volts, does the board have a regulator
[13:15:43] <xemet> yes
[13:16:08] <archivist> if the board has a regulator 6v sounds low it would have to be a low drop out one
[13:16:41] <skunkworks_> I have run mine on the 5v from the usb port - no issues.
[13:17:22] <skunkworks_> the pluto board is spec'ed to run from 5-9 volts
[13:17:29] <xemet> yes
[13:18:27] <xemet> oh look
[13:18:32] <xemet> the encoder works
[13:18:35] <xemet> §!!
[13:18:52] <skunkworks_> so - it was the epp_wide?
[13:19:32] <xemet> maybe
[13:20:00] <xemet> I've a problem with Y axis, Yaxis is not connected - it doesn't exist -
[13:20:15] <xemet> but position values vary like crazy
[13:20:29] <xemet> from 0 to 100 to 0 again....
[13:20:41] <xemet> is it possible because nothing is connected?
[13:21:41] <skunkworks_> odd. can you put the encoder on teh y axis and test?
[13:21:54] <skunkworks_> It could be noise I guess..
[13:24:29] <xemet> uhm I've still errors with the X encoder, if I turn the shaft manually position sometimes shows 0
[13:24:38] <xemet> and after returns to the current position
[13:27:02] <skunkworks_> what version of emc are you running?
[13:27:19] <xemet> 2.2.2
[13:28:35] <xemet> ok, now the X encoder doesn't read again so I'm in the original condition
[13:29:21] <xemet> the only thing I can thing is that the header I soldered on the board doen's work
[13:30:03] <xemet> maybe it is dirty with deoxydant and it mess up all the pins
[13:31:20] <skunkworks_> seems odd that y does it also..
[13:31:32] <skunkworks_> (jumps from 0 to 100 to 0)
[13:31:46] <skunkworks_> sounds like it isn't reading correctly..
[13:31:59] <skunkworks_> between the pluto and the computer..
[13:32:17] <skunkworks_> do you have another computer you could test? even with the livecd?
[13:32:33] <xemet> uhm...
[13:32:35] <xemet> yes
[13:32:38] <xemet> I can try
[13:33:54] <xemet> it sounds odd to me that when sometimes it reads the X encoder the position values jumps to zero while I'm turning the shaft
[13:34:04] <xemet> and after returns to the previous value
[13:34:46] <xemet> if there is noise it should not jump to zero I think
[13:34:53] <skunkworks_> while the pluto firmware was in 'beta' there was an issue with the comunication timing between the computer and the pluto. For me it would jump between the actual position and some random number..
[13:35:07] <skunkworks_> iirc
[13:35:20] <skunkworks_> every second or so..
[13:35:45] <xemet> uhm, so I could try if another PC does the job
[13:35:56] <xemet> I hope it has the EPP mode
[13:36:04] <skunkworks_> it would be an easy test.. (I am at a loss)
[13:36:54] <xemet> it is easy, I've the computer ready, I've only to connect monitor keyboard mouse and copy the configuration
[13:38:10] <xemet> the only problem is that the other computer has xubuntu
[13:38:18] <xemet> but EMC2 runs very well
[13:38:27] <xemet> I think it should work
[13:38:59] <skunkworks_> I would think it should be fine.
[13:39:38] <xemet> ok
[13:39:41] <xemet> so I leave
[13:39:47] <xemet> I connect the other pc
[13:39:51] <skunkworks_> good luck.
[13:39:53] <xemet> will be back later
[13:39:55] <xemet> thnks
[13:39:57] <xemet> bye
[14:11:06] <xemet> nothing to do, pluto continues to not work also on the other PC
[14:11:15] <skunkworks_> yeck
[14:11:54] <skunkworks_> I think your going to have to have a discussion with jepler and see if he has any other ideas..
[14:12:26] <alex_joni> hi guys
[14:12:43] <skunkworks_> the power supply your using isn't sagging?
[14:12:52] <skunkworks_> Hi alex
[14:12:56] <micges> ei alex
[14:13:32] <xemet> skunk, the power wupply is old, but I think it's working fine, I will try another
[14:13:56] <alex_joni> * alex_joni switches clients
[14:14:16] <alex_joni> alex_joni is now known as alex_jon2
[14:14:17] <alex_jon1> alex_jon1 is now known as alex_joni
[14:14:20] <alex_jon2> alex_jon2 is now known as alex_jon1
[14:15:09] <skunkworks_> or your getting some odd ground loop with the computer and power supply being different...
[14:15:50] <skunkworks_> * skunkworks_ is just throwing stuff out there...
[14:15:52] <xemet> and if I try to power the pluto with a USB from the PC?
[14:16:06] <xemet> is it a good idea or bad?
[14:16:07] <skunkworks_> that is the only way I have done it...
[14:16:14] <skunkworks_> no issues..
[14:16:44] <xemet> well, I will try
[14:16:46] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/pluto1.jpg
[14:17:10] <skunkworks_> (I also used the 5 volts to run the encoder..)
[14:17:24] <xemet> are there standard color for the USB leads?
[14:17:39] <xemet> so I can understand what are for the 0 -+5V
[14:17:40] <xemet> ?
[14:17:42] <skunkworks_> I would look it up.. (google) I don't know off the top of my head..
[14:17:58] <skunkworks_> and double and triple check ;)
[14:19:08] <xemet> could be white and blue?
[14:19:56] <xemet> what are those red leads going in the pluto in your picture?
[14:20:08] <skunkworks_> http://pinouts.ws/usb-pinout.html
[14:20:49] <skunkworks_> that is the encoder lines.. I needed pull-up resisters for the encoder.
[14:20:57] <xemet> ok
[14:21:03] <skunkworks_> so they run over to the usb 5v breakout board.
[14:21:08] <xemet> so the color should be read and black
[14:21:35] <xemet> red
[14:21:49] <skunkworks_> I would not trust that the colors you have are the same.. I would actually do a continuity check to the plug. then measure the voltage when you think you have it.
[14:22:31] <skunkworks_> it is the 2 outside contacts on the plug.
[14:22:50] <xemet> ok
[14:22:54] <xemet> I will do so
[14:34:57] <archivist> hmm has anybody contemplated cnc hobbing
[14:36:43] <xemet> nothing, also with the USB power I had the same problem
[14:37:18] <xemet> In the next days I should receive a new pluto, I will try with the new one and will see if I have the same problem
[14:39:32] <skunkworks_> darn
[16:23:23] <skunkworks_> he is alive.. ;)
[16:23:35] <archivist_livecd> he am!
[16:24:00] <archivist> just downloaded the latest livecd
[16:24:46] <archivist> Im expecting a psu tonight so might start connecting bits together
[16:30:37] <cradek> what are you building?
[16:32:01] <archivist> cant make my mind up
[16:32:32] <archivist> retrofit a mill, or lathe or a gear cutter
[16:32:39] <archivist> or all in one
[16:33:51] <archivist> currently have two jobs I would love to cnc, screw cutting and gear making
[16:42:10] <archivist> cradek, is emc up to hobbing?
[16:42:43] <cradek> it's not clear to me what cnc hobbing is, but if I knew that, I'd surely say yes
[16:43:28] <Gamma-X> i think my controller is broke lol
[16:43:33] <Gamma-X> never even made a part for it hahahha
[16:43:37] <jepler> gear cutting ?
[16:43:48] <archivist> yes
[16:44:00] <jepler> 'A hobbing machine is a special form of milling machine that cuts gears. It is the major industrial process for cutting (as opposed to grinding) spur gears of involute form.'
[16:44:08] <cradek> hobbing to me means the cutter drags the work along in automatic synchronization
[16:44:12] <cradek> is that not what you mean?
[16:44:17] <archivist> yes
[16:44:17] <Gamma-X> apparently the keyboad is air pressurized pockets that when u push one button the others inflate and when u let go they deflate but i have a leak in my keybaord hahahah
[16:44:30] <Gamma-X> has air*
[16:45:16] <archivist> currently using a 1950's Mikron hobbing machine
[16:45:51] <Gamma-X> any ideas on how to fix it?
[16:51:00] <Gamma-X> guess not lol. i think im gunna do emc if it is as stable as a regualr control.
[17:36:08] <SWPadnos> hmmm - I just got a couple of interesting comments about the linuxcnc.org website from a friend of mine
[17:36:29] <SWPadnos> also the wiki, and how EMC looks to "an outsider"
[17:37:41] <SWPadnos> one interesting comment was that the (electrical) engineer who wanted the CNC software wouldn't even consider anything that didn't have screenshots
[17:38:20] <SWPadnos> and the screenshots on the wiki are interesting, but not really "useful" - there isn't one of AXIS with a 3D preview, for example
[17:42:53] <micges> hello
[17:43:10] <SWPadnos> hi
[17:43:37] <SWPadnos> what part of Poland are you from?
[17:43:50] <micges> form Torun
[17:43:59] <micges> central Poland
[17:44:22] <SWPadnos> hmmm. ok - I've been to Kielce, but that's probably the closest
[17:44:36] <micges> and you are from ?
[17:44:42] <SWPadnos> (and Krakow, of course)
[17:44:51] <SWPadnos> I'm in Vermont (northeast US)
[17:45:03] <micges> kielce not so far from me
[17:45:18] <SWPadnos> a friend got married in Kielce, so I went to Poland - nice country
[17:45:32] <micges> thanks
[17:46:02] <micges> can you tell me what are you doing ?
[17:46:18] <micges> job :)
[17:46:27] <SWPadnos> I'm an electrical engineer and programmer, I have my own consulting business
[17:47:30] <micges> you also develop emc ?
[17:47:45] <SWPadnos> I've contributed some, but not much lately
[17:48:06] <micges> I cant realize who is who in project :|
[17:48:30] <SWPadnos> there have been a lot of developers over the years
[17:48:37] <micges> I just only know alex and cradek
[17:48:45] <micges> I am a programmer
[17:48:53] <SWPadnos> right now, there are maybe 6 or 7 active developers (depending on what you consider "active" :) )
[17:49:05] <micges> ok
[17:49:36] <SWPadnos> alex, cradek, jepler, jmkasunich, and myself are the present board of directors
[17:49:48] <micges> I wrote AXIS from begin and add a lot of features
[17:49:54] <SWPadnos> and also "active" in varying amounts
[17:50:17] <micges> whats is board direction?
[17:50:26] <SWPadnos> you should talk to jepler about incorporating those - he and chris wrote AXIS
[17:51:35] <micges> yes I know but my problem is that emc is bahave strange not AXIS
[17:51:51] <SWPadnos> yes - the following error at restart problem
[17:52:20] <SWPadnos> here's some info about the board of directors and what it does:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?BoardOfDirectors
[17:53:19] <micges> this problem was many time in past on many configurations and machines
[17:53:37] <lerneaen_hydra> SWPadnos, are parts of emc not gpl?
[17:53:49] <SWPadnos> as far as I know, EMC2 is now all GPL
[17:53:55] <SWPadnos> that was an old mission statement ;)
[17:53:57] <micges> We are building machines based on EMC
[17:54:01] <lerneaen_hydra> right, thought so
[17:54:33] <micges> we discovered EMC about 15 months ago
[17:55:00] <micges> from this time we builded 5 machines
[17:55:30] <SWPadnos> that's great
[17:55:31] <micges> and on any of them was joint following error
[17:57:05] <micges> I fixed that using G64 P0.01 mode of operating where is possible but this is not what fixing problem
[17:57:25] <SWPadnos> have you looked at command position and feedback position with halscope?
[17:57:48] <micges> yes
[17:57:56] <SWPadnos> if you can capture a trace of those two signals (on an axis that get a following error), it will tell us where the problem may be
[17:58:03] <SWPadnos> can you upload a screenshot?
[17:58:44] <micges> I will do this soon
[17:58:54] <SWPadnos> ok
[17:59:46] <micges> those two signals I was looking
[17:59:57] <micges> and I also enabled debugging
[18:00:12] <micges> and there was lot of debrish
[18:00:21] <micges> numbers like 454534534534634734.23523412352523525253
[18:00:44] <micges> after restart of PC everything was ok
[18:00:44] <SWPadnos> I'm assuming that one of the two signals jumped when you restarted the program - which one was it?
[18:00:55] <SWPadnos> that's a lot of digits :)
[18:01:30] <micges> there was about 50 lines of numbers like this
[18:01:48] <micges> about 10 commands
[18:02:00] <SWPadnos> the debugging output may be useful at some point, but I'd like to see the halscope traces first
[18:02:13] <micges> understand
[18:04:16] <micges> Im sure that one of signal you asked for jumped from about 130 mm to 65 mm in few miliseconds
[18:04:50] <micges> screenshot I will post as soon I will see this error
[18:04:52] <SWPadnos> ok
[18:05:15] <SWPadnos> do you know abiut imagebin? (
http://imagebin.org/ )
[18:05:17] <SWPadnos> about
[18:05:36] <micges> yes i know thanks
[18:05:45] <SWPadnos> ok
[18:08:08] <micges> could yoy tell me whats speeds your machine have
[18:08:50] <micges> my machines have 9600mm/sek
[18:09:04] <micges> on period 18000 nsec
[18:10:16] <micges> Is this ever makes problems on EMC ?
[18:11:26] <SWPadnos> 9600mm/sec acceleration, I assume
[18:11:36] <SWPadnos> that would be way too fast for a movement speed
[18:11:55] <micges> sorry
[18:12:00] <SWPadnos> you have external hardware to do step generation, don't you?
[18:12:02] <micges> 9600mm/min
[18:12:03] <micges> :)
[18:12:05] <SWPadnos> (the AVR board)
[18:12:07] <SWPadnos> heh
[18:12:33] <SWPadnos> what's the SCALE?
[18:12:53] <micges> external hardware we builded a month ago
[18:14:21] <micges> wait for a moment
[18:17:17] <micges> card is AVR atmega 128
[18:17:41] <micges> also 16 inputs and 8 outputs pins
[18:17:57] <SWPadnos> if it's generating steps for you, you shouldn't need that fast a BASE_PERIOD
[18:18:08] <micges> no no
[18:18:20] <SWPadnos> ok - so it's I/O then :)
[18:18:39] <micges> my fastest machine is on software steps from EMC
[18:18:43] <SWPadnos> ah, ok
[18:19:29] <micges> our latest machine that we are selling now there is an external card
[18:20:05] <SWPadnos> do you have the same problem on both types of machine? (I think you had said it happens on all your machines)
[18:20:37] <micges> yes
[18:21:03] <micges> on fastest machine there was EMC 2.0.5
[18:21:43] <micges> on actual machine I want 2.2.2
[18:21:57] <micges> and becouse those joints there is 2.1.7
[18:22:17] <SWPadnos> ?
[18:23:27] <micges> sorry
[18:23:50] <micges> I have those errors of any of my machines
[18:24:58] <micges> on software step generators and on AVR card
[18:25:51] <SWPadnos> is the AVR card closed source, or is the software (and maybe hardware) available to look at?
[18:27:48] <micges> up to 2.1.7 I was able to bypass the joint problem but on 2.2 series I cant
[18:29:12] <micges> I cant show you
[18:29:30] <micges> sorry
[18:29:35] <SWPadnos> ok
[18:30:17] <micges> whats time is it in Vermont ?
[18:30:30] <SWPadnos> 13:30
[18:30:51] <micges> I will search more information usable to find the problem
[18:31:04] <SWPadnos> ok
[18:31:25] <micges> in Torun it is 19.30
[18:31:35] <SWPadnos> oh - not bad :)
[18:32:03] <micges> yes but I'm tired ;)
[18:32:13] <SWPadnos> good night then :)
[18:32:28] <micges> I will try to write info today :)
[18:32:55] <micges> but not all confiuration I have in home
[18:33:15] <micges> eventually the rest I will send on Monday
[18:33:42] <SWPadnos> if you post some images on imagebin, plus an ini file on pastebin, then you can email the links to the user list
[18:34:10] <micges> thanks a lot
[18:34:23] <SWPadnos> sure - good luck :)
[18:54:48] <Gamma-X> my keyboard crapped out on me
[18:54:52] <Gamma-X> 650 for a brand new one...
[18:56:31] <Gamma-X> any ideas on what to do?
[18:56:39] <SWPadnos> EMC2 comes to mind
[18:57:05] <Gamma-X> i here that a big head ache and reliability iasnt as good as a solid state control....
[18:57:12] <Gamma-X> thats*
[18:57:22] <SWPadnos> I hear that's bullshit
[18:57:25] <SWPadnos> or something like it
[18:58:11] <Gamma-X> lol
[18:58:14] <Gamma-X> SWPadnos u usin emc?
[18:58:38] <Gamma-X> ive never realy here peoples opinions on emc on this chat room
[18:58:41] <SWPadnos> not at the moment, but I will as soon as I attach the motors to my mill
[18:59:02] <SWPadnos> that's mostly because people are here to (a) ask questions about it or (b) answer questions about it
[18:59:26] <Gamma-X> anyone usin it for proffesional purposes that u know of on here?
[18:59:27] <SWPadnos> for the most part, there isn't a lot of discussion about whether it's usable or not, because most of the people here already know it is, and are using it/about to use it
[19:00:01] <SWPadnos> not much on this channel - the people using it professionally are out in the shop making money, and they aren't having problems with their machines
[19:00:13] <SWPadnos> (and therefore don't need to ask a lot of questions)
[19:00:29] <Gamma-X> lol
[19:00:52] <Gamma-X> i have servos not steppers what should I do about that then?
[19:02:11] <SWPadnos> use a servo interface
[19:02:18] <Gamma-X> can I pm ya?
[19:02:27] <SWPadnos> for what?
[19:02:50] <Gamma-X> well i wanted to know if u can give me some advice.
[19:03:02] <Gamma-X> if u can help me and i feel it will work. i will buy the parts today
[19:03:24] <SWPadnos> oh - unfortunately I don't have time for that at the moment
[19:03:31] <Gamma-X> ok thanks though.
[19:03:42] <Gamma-X> anyone else alive that can assist me?
[19:03:43] <SWPadnos> also, I'm not comfortable choosing parts for someone else's machine
[19:03:48] <Gamma-X> true.
[19:03:55] <Gamma-X> but i jsut wanted advice lol
[19:04:09] <ALS> Gamma_X to fix the crusader is a lot of money thats because oem parts cost alot
[19:04:23] <SWPadnos> you should take a look at the hardware page on the wiki, and read the descriptions of what each device does. email the vendors if you have questions/concerns about the products
[19:04:42] <SWPadnos> that will also tell you something about the support you can expect after you buy something
[19:04:43] <Gamma-X> ALS i know that. but i want sumtin that is reliable as the crusader.
[19:04:49] <Gamma-X> SWPadnos good idea
[19:04:59] <SWPadnos> the crusader doesn't work, so almost anything will be more reliable ;)
[19:05:15] <Gamma-X> but reliable for 25 years? lol
[19:05:34] <ALS> well the crusader has out lived it reliablity hasn't it
[19:06:20] <ALS> thats why they sold it
[19:07:01] <Gamma-X> l9ol
[19:07:05] <Gamma-X> yeahhh
[19:07:08] <Gamma-X> i guess ur right hahah
[19:08:03] <ALS> I still say get the schamatics from supermax and you can use most of the I/O stuff thats there
[19:08:39] <Gamma-X> ALS the schematics I have were all of them
[19:09:34] <ALS> the ones posted aren't all of them I don't believe
[19:13:02] <ALS> Gamma-X: where does the keyboard leak?
[19:13:07] <Gamma-X> als
[19:13:10] <Gamma-X> not sure
[19:13:20] <Gamma-X> cant realy tell some buttons are warn out
[19:13:26] <ALS> can u here it
[19:13:31] <Gamma-X> no its not like that
[19:13:45] <Gamma-X> its jsut a static air fill from the manufacturer.
[19:13:55] <ALS> ok
[19:13:59] <Gamma-X> the keyboard cracks from age and collant, then keys get stuck.
[19:14:17] <Gamma-X> if i do this ill get the mesa net card.
[19:14:35] <Gamma-X> als servo connectors? and can I hook glass scales up to ti?
[19:14:39] <Gamma-X> it*
[19:16:03] <ALS> the scales on the machine you mean
[19:16:47] <Gamma-X> correct
[19:19:07] <Gamma-X> ?
[19:19:11] <ALS> there is a guy that knows a lot about anliam I think is steves_logging
[19:19:48] <cradek> sounds like the real problem retrofitting that machine will be that there are no encoders on the motors/screws
[19:20:16] <ALS> those scales cant keep up?
[19:20:41] <Gamma-X> cradek did u here my keybaord is broke 650 for a new one lol
[19:22:33] <cradek> sounds strange - I had not heard of this air filled trick before
[19:23:21] <jepler> the typical emc configuration has position feedback from encoders on the servo motor shafts. This means that at a reversal, the feedback position begins changing right away, before any backlash is taken up. With glass scales, this isn't the case -- your feedback position doesn't change until the table actually reverses.
[19:24:05] <jepler> This will present a difficulty for tuning: emc is typicall used with a single PID loop on position. but the "I" term will accumulate error the whole time you're reversing over the backlash
[19:24:19] <Gamma-X> mmmmm
[19:24:27] <Gamma-X> what do i do?
[19:24:37] <jepler> I dunno, I personally don't have any experience with glass scales
[19:24:38] <cradek> put encoders on the motors, ideally
[19:24:39] <Gamma-X> the servos might have encoders...
[19:24:49] <anonimasu> resolvers usually
[19:25:03] <anonimasu> if they are the stock ones
[19:25:05] <cradek> no, probably tachs only
[19:25:09] <jepler> I don't know how those systems typically work..
[19:25:44] <SWPadnos> the servo drive is velocity-controlled, and the drive uses analog tach feedback for velocity control
[19:26:01] <SWPadnos> the "controller" uses the position feedback from the scales and issues velocity commands to the drive
[19:26:32] <SWPadnos> so the motor is velcity-controlled with a tightly-coupled feedback device, and the overall position is controlled with an accurate (and backlash-free) sensor
[19:26:56] <SWPadnos> that's the theory anyway - I don't know how they manage to get it to work ;)
[19:26:59] <SWPadnos> bbl
[19:27:03] <jepler> hah
[19:27:03] <jepler> coward
[19:27:07] <SWPadnos> heh
[19:27:18] <Gamma-X> i have brushed dc servos
[19:27:21] <Gamma-X> and a tach
[19:28:12] <lerneaen_hydra> anyone here familiar with wallin's jogwheel/pendant hal file?
[19:29:19] <ALS> gotta coach wrestling to some kids c ya
[19:37:58] <BigJohnT> Gamma-X: did you get the program I sent you last night?
[19:39:55] <Gamma-X> ? no
[19:40:02] <Gamma-X> BigJohnT my keybaord broke! lol
[19:40:55] <BigJohnT> Hmmm, I e mailed it to someone LOL
[19:41:28] <Gamma-X> lol
[19:41:40] <BigJohnT> what happened to your keyboard?
[19:42:14] <Gamma-X> air leaked out of it? lol
[19:42:26] <BigJohnT> did the smoke come out too?
[19:42:29] <Gamma-X> no
[19:42:30] <Gamma-X> just air
[19:42:36] <anonimasu> wtf?
[19:42:39] <Gamma-X> now the keys are stuck lol
[19:42:40] <BigJohnT> ??? splain
[19:42:56] <Gamma-X> its a stupid deisng of havin an air pocket hit a switch...
[19:43:07] <lerneaen_hydra> wtf? air leaked out of your keyboard and then it died?
[19:43:10] <lerneaen_hydra> oh, nasty
[19:43:20] <lerneaen_hydra> to cheap to have springs or a membrane
[19:43:20] <BigJohnT> like air bags under the keys
[19:43:24] <lerneaen_hydra> bleh
[19:43:40] <Gamma-X> i know
[19:43:47] <Gamma-X> i jsut dont know what to do
[19:43:51] <Gamma-X> new board is 650
[19:43:57] <BigJohnT> can you replace it with an old style keyboard
[19:44:08] <Gamma-X> its gotta be an anilam replacement
[19:44:22] <Gamma-X> i called a guy and he said 650 for a brand new one
[19:44:41] <BigJohnT> hmmm, how much do you need the keyboard? I seldom use mine on the 1100
[19:44:42] <Gamma-X> i wanna say f this and buy a anilam 3000m
[19:44:55] <BigJohnT> SWEET!
[19:44:56] <Gamma-X> i think a lot
[19:45:02] <BigJohnT> how much?
[19:45:09] <Gamma-X> 30 percent
[19:45:10] <Gamma-X> id say
[19:45:16] <Gamma-X> gotta hit buttons to get dnc workin
[19:45:24] <Gamma-X> and input commands
[19:45:27] <anonimasu> 30 percent?
[19:45:38] <Gamma-X> oh
[19:45:40] <Gamma-X> the 30000
[19:45:45] <Gamma-X> 7500 lol
[19:45:48] <Gamma-X> brand new from anilam
[19:45:59] <anonimasu> wtf.
[19:46:05] <BigJohnT> with servos?
[19:47:03] <Gamma-X> dont think so
[19:47:07] <anonimasu> Gamma-X: better idea is to add encoders to your servos, and run the machine with emc and buy a vmc once you have production.
[19:47:19] <BigJohnT> yep
[19:47:37] <anonimasu> and use your scales to build a very good leadscrew map
[19:47:39] <BigJohnT> a nice new HAAS with all the bells is only 40k
[19:47:50] <anonimasu> you can use them to map out leadscrew errors/backslash.
[19:48:13] <Gamma-X> anonimasu i just want out of the box working...
[19:48:42] <anonimasu> Gamma-X: keep in mind that you've got old iron too.
[19:48:48] <Gamma-X> i know
[19:48:53] <Gamma-X> fudge
[19:49:02] <anonimasu> it's better to buy a faster machine.. once you have stuff going
[19:49:08] <anonimasu> emc will make parts very well.
[19:49:19] <Gamma-X> but the setup is substantial ion my instance
[19:49:34] <anonimasu> not that extreme reall
[19:49:35] <anonimasu> y
[19:49:57] <anonimasu> it could be worse..
[19:49:58] <anonimasu> :)
[19:50:32] <anonimasu> Gamma-X: just saying that about $ because once you have producton going you can purchase a machine to keep it going..
[19:50:34] <BigJohnT> anonimasu: for a servo setup what do you need in addition to a gecko drive and encoders?
[19:50:42] <anonimasu> BigJohnT: a servo card..
[19:50:58] <anonimasu> BigJohnT: why would you ever want to run geckos if you already have servo drives?
[19:50:59] <BigJohnT> like the mesa 5i20
[19:51:00] <jepler> you won't find many people who think gecko servo drives are a good match to emc
[19:51:11] <anonimasu> geckodrives are good..
[19:51:17] <anonimasu> but I regret buying htem
[19:51:18] <anonimasu> them.
[19:51:25] <BigJohnT> dunno never looked into servos
[19:51:34] <anonimasu> gecko + servos are limited.
[19:51:37] <jepler> you lose emc's closed-loop benefit on servo+encoder systems when you let the driver close the loop instead
[19:51:44] <anonimasu> yep
[19:51:52] <jepler> e.g., power down the amp, turn the screw by hand, turn it back on -- when emc closes the loop, you haven't lost position
[19:52:01] <jepler> when a gecko closes the loop, you have
[19:52:07] <anonimasu> yep
[19:52:18] <anonimasu> I'm going to build thoose pwm drives..
[19:52:21] <jepler> I also doubt that you can use home-to-index with gecko servo amps, though I could be mistaken
[19:52:25] <anonimasu> and use a pluto or something..
[19:52:28] <anonimasu> you can..
[19:52:41] <anonimasu> jepler: that's done in emc not in the gecko
[19:52:44] <jepler> jon elson has a board which helps overcome these limitations of the gecko servo amps, but I don't know the details
[19:52:51] <anonimasu> I have one of thoose..
[19:52:56] <anonimasu> jepler: you stick the index pulse back into emc..
[19:53:05] <Gamma-X> well what do i do? lol
[19:53:20] <anonimasu> Gamma-X: first find out what kind of drives you have.
[19:53:24] <anonimasu> what kind of signals they accept..
[19:53:41] <anonimasu> jepler: I know them..
[19:53:45] <anonimasu> jepler: I havent tried it yet though
[19:53:47] <anonimasu> ask me in a month :)
[19:53:48] <lerneaen_hydra> jepler, emc can output a simple PWM to control "stupid" servo amps, right?
[19:53:53] <anonimasu> yeah
[19:53:56] <lerneaen_hydra> one pin per direction say
[19:54:06] <jepler> lerneaen_hydra: yes emc's pwmgen provides several different variations
[19:54:09] <anonimasu> lerneaen_hydra: I think skunkworks has some amps like that..
[19:54:21] <Gamma-X> my drives take 10+v
[19:54:23] <anonimasu> Gamma-X: that's the first step..
[19:54:26] <jepler> single-ended, up/down, pwm/direction,
[19:54:29] <anonimasu> Gamma-X: +/-10v?
[19:54:36] <Gamma-X> anonimasu almost positive
[19:54:48] <anonimasu> Gamma-X: dont be almost.
[19:54:54] <anonimasu> you need to know that
[19:54:59] <jepler> however, since you quickly hit the limit of software encoder counting, you might as well put high-speed pwm generation in the speical purpose hardware you'll be buying
[19:55:03] <Gamma-X> well theres almost no info on this subject
[19:55:10] <lerneaen_hydra> essentially the amps would just be optocouplers and an H bridge, maybe some smarts that disables it from enabling both mosfets on each side at the same time
[19:55:25] <anonimasu> Gamma-X: Well, you can measure them or look in the anilam manual..
[19:55:29] <lerneaen_hydra> jepler, was that for me or someone else?
[19:55:40] <anonimasu> Gamma-X: or the anilam spec if there is one
[19:55:45] <jepler> lerneaen_hydra: it was for anyone who gets too excited about software pwm generation :-P
[19:55:48] <anonimasu> Gamma-X: it saves you buying new ones togther emc..
[19:55:55] <anonimasu> err for using
[19:56:23] <anonimasu> Gamma-X: _if_ you know what you need you can stick a servo card onto your machine and be done with it.. there are several supported ones with emc..
[19:56:32] <anonimasu> Gamma-X: does the tacho feedback to the drives?
[19:56:39] <xemet> hi
[19:56:39] <anonimasu> err feed..
[19:56:45] <xemet> jepler are you there?
[19:57:27] <BigJohnT> anonimasu: by a servo card do you mean like a mesa 5i20?
[19:57:31] <anonimasu> yeah
[19:57:36] <lerneaen_hydra> jepler, oh ok. In my hypothetical mental servo-based machine I was thinking about a stupid-simple PWM based amp, with a microcontroller that outputs the current position (with say, 8 bits of accuracy) to the parport in a parellel way, muxing all the axes
[19:57:37] <anonimasu> BigJohnT: or motenc lite...
[19:57:45] <lerneaen_hydra> jepler, does that sound workable?
[19:57:50] <BigJohnT> ok have not seen that one
[19:57:56] <lerneaen_hydra> or rather, is there anything that comes to mind?
[19:58:02] <anonimasu> BigJohnT: or the other servo card there was(cant remember)
[19:58:14] <anonimasu> BigJohnT: but I think a mesa 520i or something like that..
[19:59:58] <BigJohnT> I was just wondering about servos, I'm currently working on a stepper system but have used many servos controlled with plcs
[20:00:14] <xemet> lerneaen_hydra, something like this?
http://www.youtube.com/watch?v=olIr747zBGg
[20:00:17] <anonimasu> mheath: yep :)
[20:00:19] <anonimasu> BigJohnT: :)
[20:00:32] <anonimasu> BigJohnT: all my plc stuff is huge huydralics :p
[20:00:39] <jepler> lerneaen_hydra: all you have to work out are all the details
[20:00:47] <anonimasu> and they dont lend themselves to positioning very much ;)
[20:00:50] <jepler> xemet: you should address your questions to the channel. I am not your personal support technician
[20:00:55] <xemet> jepler, I need some suggestions with the pluto
[20:01:02] <lerneaen_hydra> jepler, but the reasoning, the general system, seems sound?
[20:01:08] <xemet> I know you have used it
[20:01:08] <BigJohnT> anonimasu: all mine is for assembly machines
[20:01:18] <lerneaen_hydra> xemet, uh, maybe, all I see is a servo motor that spins
[20:01:20] <anonimasu> :)
[20:01:31] <lerneaen_hydra> not so much how it's interfaces
[20:01:34] <lerneaen_hydra> *interfaced
[20:01:46] <xemet> that servo motor is controlled by EMC2 by parallel port
[20:01:47] <anonimasu> BigJohnT: mine's for ones dissasembling forests :p
[20:01:57] <Gamma-X> well what encoders would I buy then?
[20:02:01] <lerneaen_hydra> PWM output? how are you reading the position?
[20:02:06] <BigJohnT> cool, we have hardwood here too
[20:02:10] <anonimasu> Gamma-X: wait a second..
[20:02:10] <xemet> pid is internal to EMC2 and the little board you see is a small PWM amplifer
[20:02:15] <anonimasu> where does the tach feedback go?
[20:02:25] <Gamma-X> let me see
[20:02:27] <BigJohnT> back to work for me
[20:02:33] <Gamma-X> http://www.sem.co.uk/files/brochure/MT30M4.pdf
[20:02:37] <xemet> the position is readed by EMC2, channel A and B of the encoder are sent to the parallel port
[20:02:57] <lerneaen_hydra> oh ok, so you're limited by the parports read speed, 20-50khz
[20:03:17] <xemet> yes
[20:03:27] <xemet> for my needs that's ok
[20:03:44] <xemet> if you need more you can use a board like mesa I think
[20:03:51] <skunkworks327> :)
http://www.electronicsam.com/images/KandT/servostart/Fastermouse.png
[20:03:52] <xemet> or maybe the pluto
[20:04:02] <lerneaen_hydra> I was thinking of using a microcontroller to read the position and output via a (for example) 8 bit wide bus that is muxed for all axes and then connected to the parport
[20:04:02] <anonimasu> skunkworks327: can you post your servodrive board?
[20:04:32] <skunkworks327> http://www.electronicsam.com/images/KandT/servostart/schem/
[20:04:44] <anonimasu> thanks
[20:04:58] <xemet> skunk, unfortunately still not luck with my pluto
[20:05:02] <skunkworks327> http://www.electronicsam.com/images/KandT/servostart/mess.JPG
[20:05:07] <anonimasu> skunkworks327: im very curious about trying them out
[20:05:15] <skunkworks327> xemet: did you get the new one yet?
[20:05:17] <xemet> I tried to talk with jepler as you suggested, but no luck
[20:05:23] <xemet> no, still not
[20:05:39] <xemet> I will receive it in the next days
[20:06:09] <anonimasu> jepler: Would it be possible to drive the tach signal to a drive via emc?
[20:06:32] <skunkworks327> this is how I actually will be mounting it..
http://www.electronicsam.com/images/KandT/servostart/mounting.JPG
[20:06:35] <anonimasu> jepler: if you are replacing the tach with a encoder
[20:06:58] <skunkworks327> you can see it in the background
http://www.electronicsam.com/images/KandT/servostart/ampmess.JPG
[20:07:18] <skunkworks327> I have run 10+ amps thru it so far... doesn't even get warm ;)
[20:07:35] <anonimasu> im pondering building that amp..
[20:07:50] <anonimasu> and then running with a mesa..
[20:07:52] <anonimasu> or something
[20:09:26] <lerneaen_hydra> skunkworks, you put the components on the wrong side! :D
[20:10:27] <skunkworks327> lerneaen_hydra: only some of them...
[20:10:59] <lerneaen_hydra> I've always put hole-mounted components with their main body on the fiberglass side
[20:11:07] <lerneaen_hydra> never done them on the copper side
[20:12:11] <skunkworks327> it is copper on both sides ;)
[20:12:11] <xemet> and what if you have a double face board?
[20:12:13] <xemet> :)
[20:12:20] <lerneaen_hydra> oh, double sided
[20:12:31] <lerneaen_hydra> then I tend to etch away more on the top side :)
[20:12:34] <skunkworks327> http://www.electronicsam.com/images/KandT/servostart/top.JPG
[20:12:52] <lerneaen_hydra> oh I see, nice :)
[20:12:59] <lerneaen_hydra> hmm, have you milled it?
[20:13:03] <skunkworks327> yes
[20:13:06] <dmess> found a good deal on some hitachi-seiki cnc horizontals.. fanuc 15m's if any one is interested...
[20:13:11] <lerneaen_hydra> ah, that would explain some stuff
[20:13:41] <xemet> this is my small servo amp:
http://imagebin.org/12763
[20:13:43] <dmess> 20k canadian
[20:13:47] <lerneaen_hydra> skunkworks, is that a up/down pwm board?
[20:13:49] <xemet> http://imagebin.org/12764
[20:13:52] <skunkworks327> The pluto seems to have no problem directly driving the optos.
[20:14:11] <xemet> everyone has got his pluto working very well :)
[20:14:16] <lerneaen_hydra> or something more advanced?
[20:14:42] <skunkworks327> just up/down.. no current limit
[20:14:46] <skunkworks327> ....yet
[20:15:25] <lerneaen_hydra> oh it just connects the motor directly over the input voltage?
[20:16:29] <lerneaen_hydra> hmm what do all the test diodes do?
[20:17:12] <skunkworks327> oh - those are free-wheeling diode.
[20:17:14] <skunkworks327> diodes
[20:17:23] <skunkworks327> sorry about the circuit - I never really cleaned it up..
[20:17:26] <lerneaen_hydra> oh, right. duh
[20:17:30] <lerneaen_hydra> the name threw me off
[20:17:58] <skunkworks327> I have a parts list - let me find it..
[20:18:01] <lerneaen_hydra> the two pads in the middle are the motor feeds, right?
[20:18:39] <skunkworks327> yes
[20:19:11] <lerneaen_hydra> ok, I see. Did you say you could draw 10 amps through it easily?
[20:20:12] <skunkworks327> yes - easy. The mosfets are 44a iirc
[20:20:24] <lerneaen_hydra> oh, nice :) low internal resistance?
[20:20:27] <skunkworks327> but they will only probably do 20a continuous.
[20:20:46] <lerneaen_hydra> that would explain the wide traces you had
[20:20:49] <skunkworks327> that is the issue. not that low - so they start to disapate too much heat above 20a
[20:21:00] <lerneaen_hydra> oh, I see
[20:21:02] <skunkworks327> but they where cheap ;)
[20:21:15] <lerneaen_hydra> yeah, I can imagine :)
[20:23:09] <skunkworks327> so I am hoping for 20a cont 44a peak 150v
[20:23:24] <lerneaen_hydra> hmm, quite meaty
[20:23:36] <skunkworks327> if you listen closely - you can almost hear the bang ;)
[20:23:41] <lerneaen_hydra> 3kW servos O_o
[20:23:48] <lerneaen_hydra> what type of spindle do you have with that?
[20:24:05] <skunkworks327> servo
[20:24:06] <lerneaen_hydra> yeah, I don't want to see that table hit mechanical limits
[20:24:07] <skunkworks327> servos
[20:24:08] <skunkworks327> http://www.electronicsam.com/images/KandT/DSC_0242.JPG
[20:24:20] <lerneaen_hydra> oh my, nice :)
[20:24:25] <lerneaen_hydra> same drive for that?
[20:24:28] <skunkworks327> yes
[20:24:34] <lerneaen_hydra> nice
[20:24:41] <skunkworks327> spindle already has a vfd
[20:24:50] <lerneaen_hydra> oh, why replace it?
[20:25:01] <lerneaen_hydra> and if it's a vfd, wait wtf?
[20:25:12] <lerneaen_hydra> so that's a threephase async motor?
[20:25:35] <skunkworks327> this is only for dc brushed servos... I never said anything about a spindle..
[20:26:02] <lerneaen_hydra> uh, you didn't?
[20:26:05] <xemet> 3 kW ahah, mine are 6W...
[20:26:10] <lerneaen_hydra> hmm, I must have misread
[20:26:46] <lerneaen_hydra> in any case, you've got 3kW servos, lots of power in your spindle, what table are you going to fit that onto?
[20:26:59] <Gamma-X> I only have a tacho no encoder. but i can add an encoder on to it
[20:28:42] <skunkworks327> http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[20:29:54] <lerneaen_hydra> whoa, ok, big
[20:30:11] <lerneaen_hydra> horizontal mill?
[20:31:32] <skunkworks327> yes
[20:32:21] <skunkworks327> http://www.electronicsam.com/images/KandT/oldkandt.JPG
[20:32:36] <skunkworks327> right from 1969 or there abouts..
[20:35:31] <BigJohnT> skunkworks327: you gotta wear a tie and a lab coat to run it LOL
[20:36:12] <skunkworks327> http://www.cnczone.com/forums/showpost.php?p=310625&postcount=41
[20:36:34] <skunkworks327> heh :)
[20:39:41] <Gamma-X> anyone ever see a gy on here called rogern?
[20:40:49] <Gamma-X> hahahaha this was on a google link lol
[20:40:52] <Gamma-X> 00:07:20 <Gamma-X> i need a 3 phase converter fuck 00:07:24 <Gamma ...
[20:48:53] <tomp2> any ubuntu tools to monitor laptop temp? ( ktemperature failed to find most of it's own resources )
[21:18:30] <alex_joni> tomp2: using emc's kernel?
[21:20:58] <skunkworks327> http://www.tigerdirect.com/applications/searchtools/item-details.asp?EdpNo=3356676&body=MAIN#detailspecs
[21:21:13] <alex_joni> the default RT kernels usually have ACPI disabled, and most advanced laptop features (fan, temp sensors, etc) are usually handled through ACPI
[21:22:25] <alex_joni> skunkworks327: no parport though :)
[21:22:59] <alex_joni> oh, it does...
[21:23:11] <alex_joni> (sorry, bits are slowly dribbling in, just saw a pic now)
[21:24:17] <skunkworks327> http://imagebin.org/12769
[21:25:18] <skunkworks327> that is using the onboard video... so far.
[21:25:23] <skunkworks327> vesa setup
[21:25:38] <alex_joni> it should also run accelerated
[21:25:41] <skunkworks327> seems like a nice little board.
[21:25:46] <alex_joni> it's an intel GPU .. right?
[21:25:50] <skunkworks327> yes
[21:25:59] <skunkworks327> it didn;t recognise it.
[21:26:36] <lerneaen_hydra> skunkworks, using onboard you say? nice!
[21:26:49] <skunkworks327> it still has 1 serial and 1 printer port. Plus 1 ide and 4 sata.
[21:27:15] <skunkworks327> I bought 4 here for work - thought I would test one.
[21:27:29] <alex_joni> what cpu?
[21:27:32] <skunkworks327> gb network also.
[21:28:57] <skunkworks327> this is what I bought - (thought it was the link)
http://www.tigerdirect.com/applications/searchtools/item-details.asp?EdpNo=3521309&CMP=EMC-TIGEREMAIL&SRCCODE=WEBLET03ORDER
[21:29:20] <alex_joni> 10 min. to load that :)
[21:29:41] <skunkworks327> it says 1.6 at the top - but if you read down - it is actually a Intel Pentium Dual Core E2180 2.0GHz OEM Processor
[21:29:53] <alex_joni> hmm.. E2180 that's a dual core
[21:29:58] <skunkworks327> yes
[21:30:08] <alex_joni> did you try chris' SMP kernel?
[21:30:16] <skunkworks327> no - not yet.
[21:30:41] <alex_joni> maybe it works better
[21:30:47] <SWPadnos> just remember to start a do-nothing task on the second core if you do use the SMP kernel
[21:30:58] <SWPadnos> it works much better, from what I've seen
[21:31:01] <alex_joni> and beeing a bit newer it might also support the GPU
[21:31:24] <alex_joni> yeah, you could assign the second core to SWPadnos
[21:31:32] <SWPadnos> skunkworks327, did you get a SATA or IDE hard drive?
[21:31:36] <Gamma-X> how hard is it to get a touch screen workin with emc?
[21:31:39] <skunkworks327> it is ide right now.
[21:31:48] <SWPadnos> Gamma-X, trivial - it's an X thing, not EMC
[21:31:51] <alex_joni> Gamma-X: most touch-screens are serial or USB..
[21:32:01] <SWPadnos> ok, good - chris' SMP kernel has no SATA support
[21:32:02] <alex_joni> it's just like configuring for a new mouse
[21:32:18] <skunkworks327> it also didn't choke when I plugged in the usb drive
[21:32:23] <SWPadnos> the only hard part is that there's no right-click with a touch-screen (or middle-click, lf course)
[21:32:27] <cradek> alex's experience does not match mine with touchscreens
[21:32:45] <alex_joni> cradek: I'm talking about fairly recent HW
[21:32:58] <cradek> I've done two of them and they were "hard" and "very hard", respectively, to get working
[21:33:12] <skunkworks327> this thing boots so fast.. :)
[21:33:14] <Gamma-X> lol
[21:33:21] <cradek> yeah there could be newer/better touchscreens
[21:33:29] <cradek> but I've sworn off them :-)
[21:33:42] <alex_joni> the one's I've seen are serial
[21:33:44] <SWPadnos> I had no problem with my little kiosk PC (a celeron, so not too new)
[21:33:44] <cradek> they always suck even if they work
[21:33:50] <alex_joni> and attach like a regular mouse
[21:33:56] <SWPadnos> the only problem was that the calibration program runs in DOS only
[21:34:04] <cradek> * cradek <- has opinions about stuff
[21:34:08] <SWPadnos> I didnt' try FreeDOS
[21:34:16] <cradek> yes that's one of the kinds of suck
[21:34:49] <SWPadnos> but once I had the offset numbers, it was easy (over several BDI installations)
[21:35:07] <lerneaen_hydra> ugh, that's suck
[21:35:19] <alex_joni> Personalized Results 1 - 10 of about 1,160,000 for linux touch screen. (0.30 seconds)
[21:35:29] <SWPadnos> I don't recall if I've installed Ubntu/EMC on that PC yet
[21:35:38] <Gamma-X> looks like a guy used rutex drives for his mach 3 installation
[21:35:40] <cradek> Results 1 - 10 of about 63,000 for linux touch screen suck. (0.20 seconds)
[21:35:56] <SWPadnos> it's a PITA because there's no USB, floppy, or CD-ROM - I have to disassemble the case to attach a CD-ROM to it
[21:36:01] <Gamma-X> for an anilam conversion
[21:36:05] <alex_joni> Personalized Results 1 - 10 of about 81,900 for linux touch screen broken.
[21:36:19] <alex_joni> :P
[21:36:27] <cradek> Results 1 - 10 of about 25,400 for linux touch screen abomination. (0.31 seconds)
[21:36:45] <cradek> Results 1 - 10 of about 6,510 for linux touch screen futile. (0.24 seconds)
[21:36:47] <alex_joni> SWPadnos: remember that button from a touchpad that didn't work?
[21:36:56] <alex_joni> it started working again.. for no apparent reason
[21:37:07] <SWPadnos> Gamma-X, I'd suggest that you ignore what people have done for their Mach conversions. Mach has only open loop control, not closed loop. That forces users to choose from a small subset of devices
[21:37:14] <SWPadnos> interesting
[21:37:25] <alex_joni> SWPadnos: I'm really puzzled
[21:37:44] <SWPadnos> had the problem persisted across hard reboots?
[21:37:49] <alex_joni> yes
[21:37:59] <SWPadnos> then I'm puzzled too ;)
[21:38:07] <alex_joni> although a hard reboot on a laptop.. is a bit ..
[21:38:16] <alex_joni> I'm not sure it ever does a hard reboot :D
[21:38:23] <SWPadnos> well, power-down vs. suspend of any sort
[21:38:37] <alex_joni> I turned it off with suspend to disk
[21:38:54] <alex_joni> tried a couple of fully power down's no difference
[21:38:55] <SWPadnos> weirder still
[21:39:02] <alex_joni> the last couple were suspend to disk
[21:39:25] <alex_joni> the odd thing is that the BIOS reports "Resume from Hibernation" after that shutdown
[21:39:40] <alex_joni> they get *smarter* every day..
[21:39:43] <SWPadnos> heh
[21:40:11] <Gamma-X> my servos are 140vdc and operate 0-10+-vdc
[21:40:12] <alex_joni> hahaha "Personalized Results 1 - 10 of about 13,100,000 for linux touch screen problem."
[21:42:29] <SWPadnos> that's twice as many pages as "windows touch screen problem"
[21:42:31] <lerneaen_hydra> haha, so you average 11.2 problems/touchscreen and every tenth one breaks :D
[21:44:21] <Gamma-X> can i use the cards in my cnc to operate the servos?
[21:44:30] <Gamma-X> or is that 2 complex
[21:44:39] <SWPadnos> Gamma-X, you probably want to use an interface that has analog output then - like the Mesa, PPMC, Motenc, or Vital cards (I think)
[21:44:50] <SWPadnos> it's easier to leave as much alone as possible
[21:45:00] <Gamma-X> SWPadnos but what can i use to power the servos?
[21:45:06] <Gamma-X> and hook up the encoders 2
[21:45:36] <SWPadnos> do you know the components a CNC is composed of? (ie, getting from the G-code to actual machine motion)
[21:45:48] <Gamma-X> pretty much
[21:46:10] <Gamma-X> i will say no just to give leniancy lol
[21:46:24] <SWPadnos> well, the questions you're asking made me wonder ;)
[21:47:17] <SWPadnos> I'll use the MESA as an example (it's only 4 characters :) )
[21:47:23] <Gamma-X> hahah ok
[21:47:55] <SWPadnos> using the Mesa card, you'd use everything that's currently in the machine, starting from the analog input to the servo drive
[21:48:16] <Gamma-X> ok
[21:48:22] <SWPadnos> the Mesa outputs an analog velocity (or torque - it doesn't matter) to the drive, the same power supply is used, the same motors, etc.
[21:48:42] <Gamma-X> where would I hook up the encoders 2 though?
[21:48:55] <Gamma-X> my servos do not currently have encoders. I will need to add them on.
[21:49:00] <SWPadnos> you may need to add encoders to the motors, since the Mesa card doesn't have analog input, and things tend to work better when the feedback is tightly coupled to the motor
[21:49:11] <SWPadnos> the Mesa motor interface card has encoder inputs
[21:49:57] <SWPadnos> if the motor housings aren't git enough to add encoders and keep the tachs, you'll have a somewhat harder time
[21:50:13] <Gamma-X> SWPadnos i can get encoders
[21:50:28] <SWPadnos> oops - that was supposed to say "big", not "git" :)
[21:51:05] <SWPadnos> so, as long as you can add the encoders (as opposed to replacing the tachs with them), that should be the simplest retrofit
[21:51:09] <alex_joni> SWPadnos: ideally you want to keep the tachs connected to the servos
[21:51:19] <alex_joni> something like this:
[21:51:21] <Gamma-X> swp can i control auto lube and everything else from that card suh as coolant, spindle speed. and the others available usages of my machine?
[21:51:23] <SWPadnos> yes, that's necessary to continue using the drivers in the machine
[21:51:27] <SWPadnos> yes
[21:51:36] <alex_joni> emc + mesa: outputs voltage to drive velocity, encoder input for position
[21:51:48] <SWPadnos> you will need several interface cards from Mesa, but the total cost will be in the $450 range, I think
[21:52:03] <Gamma-X> wich cards should I get if im going to be doing this?
[21:52:07] <alex_joni> existing servo drives: input +/- 10V velocity command, tach input, motor power output
[21:52:09] <Gamma-X> all i need is those cards and encoders?
[21:52:23] <alex_joni> Gamma-X: the current setup should have some encoders...
[21:52:32] <alex_joni> or scales, or resolvers
[21:52:36] <anonimasu> alex_joni: glass scales
[21:52:53] <Gamma-X> glass scales.
[21:52:55] <Gamma-X> yeah
[21:53:03] <SWPadnos> the 5i20 is the FPGA card, one or two 7i37 I/O cards, and a 7i33 motor interface card
[21:53:30] <alex_joni> well.. the first thing you could try is using the glass scales as a position feedback device..
[21:53:40] <alex_joni> but I'm not sure how easy you'll tune the system :)
[21:53:45] <skunkworks327> someone here did a analam conversion using the existing scales. He said it was a pain to tune but got it working satifactory.
[21:53:50] <alex_joni> how do you tune it nowadays?
[21:53:52] <skunkworks327> he used mesa
[21:54:07] <skunkworks327> (it had backlash)
[21:54:27] <anonimasu> hm
[21:54:32] <anonimasu> might it be on the mailinglist?
[21:54:36] <acemi> is it necessary to disable all ACPI support when compiling realtime kernel? in xenomai wiki, it says that only ACPI processor support (which handle idle period) is bad for realtime. And I test realtime kernel with ACPI enabled (except ACPI processor support) and the result is fine
[21:55:08] <SWPadnos> I think it's unknown which pieces of ACPIU screw things up
[21:55:13] <SWPadnos> if you find out, please let us know
[21:55:20] <SWPadnos> -U
[21:55:20] <anonimasu> I wouldnt count on it not messing up.
[21:55:21] <anonimasu> :)
[21:55:35] <anonimasu> it's bad when acpi decides to save power on a 16 hour contouring job ;)
[21:55:55] <skunkworks327> I remember it being on here...
[21:55:56] <SWPadnos> "hey - there was no user interaction, so I shut down" ;)
[21:56:02] <anonimasu> yep
[21:56:11] <anonimasu> Gamma-X: maybe you should search the logs
[21:56:22] <Gamma-X> ive tried everything!
[21:56:38] <anonimasu> search #emc + anilam..
[21:56:52] <anonimasu> http://www.mail-archive.com/emc-users@lists.sourceforge.net/msg04683.html
[21:58:35] <BigJohnT> Gamma-X: when you have tried everything the machine will be running :)
[21:59:28] <Gamma-X> lol
[21:59:29] <alex_joni> ha
[21:59:53] <BigJohnT> you may feel like the frog in the bird's mouth but you still have the bird by the neck...
[22:00:28] <gezar> howdy yall
[22:01:01] <alex_joni> SWPadnos:
http://userweb.kernel.org/~warthog9/damaged_server/
[22:01:10] <gezar> Gamma-X: so your servos dont have encoders?
[22:01:15] <Gamma-X> nop
[22:01:40] <gezar> what makes you say that?
[22:01:45] <Gamma-X> i opened them
[22:01:48] <Gamma-X> and read online
[22:01:53] <anonimasu> read that thread...
[22:01:58] <Gamma-X> they make covers so u can ut an optional encoder onto them
[22:02:16] <Gamma-X> but if i can somehow get away with the scales i would do it.
[22:02:17] <skunkworks327> his name was adam
[22:02:21] <Gamma-X> i doubt it though
[22:02:49] <BigJohnT> Gamma-X: can you run the mill by hand to make the parts you need to add the encoders?
[22:03:44] <Gamma-X> yes
[22:04:11] <BigJohnT> cool
[22:06:14] <skunkworks327> Gamma-X:
http://www.cnczone.com/forums/showthread.php?t=43213&highlight=adam
[22:09:10] <skunkworks327> Gamma-X:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-09-21.txt around that time..
[22:12:12] <Gamma-X> I am happy with the glass scales, I am getting a consistant 0.0004 repeatability.
[22:12:13] <Gamma-X> nice
[22:12:27] <gezar> so your machine has glass scales?
[22:13:14] <gezar> buah never mind
[22:13:40] <skunkworks327> The hardest part of my entire build was the PID, I found that if you use mostly P with some FF0, FF1 and FF2 in there you can get some awsome results. PID tuning is made easier by HALSCOPE, an oscilliscope included with the EMC release, you simply plot your PID error and make adjustments accordingly.
[22:13:56] <Gamma-X> yes
[22:13:57] <SWPadnos> alex_joni, I've had that problem with UPS-delivered servers
[22:14:30] <Gamma-X> gezar yes i have glass scales lol i said it before
[22:18:53] <gezar> wont glass scales work in place of an encoder?
[22:19:22] <SWPadnos> yes, but backlash between the motor and the scales can be a tuning nightmare
[22:19:57] <Gamma-X> adamk did it lol
[22:20:05] <gezar> ah, thats right, what about together is that possiable for greater precision?
[22:20:16] <Gamma-X> adamm actually
[22:21:07] <SWPadnos> I think the way dual-feedback systems work is more or less to use the fast/tightly-coupled feedback for motion, but to correct for long-term errors with the more precise (and not necessarily tightly-coupled) feedback
[22:21:38] <SWPadnos> it's kind of like using the I term with the table feedback, but P and D from the motor-connected one
[22:26:59] <Gamma-X> how do u tune emc to work with ur system?
[22:28:57] <Gamma-X> on the bottom of this thread it shows pin ins and outs
[22:29:05] <Gamma-X> can someone tell me what they reffer to?
[22:29:07] <Gamma-X> http://www.cnczone.com/forums/showthread.php?t=43213&highlight=adam
[22:31:12] <eric__u> SWPadnos: Automation direct servos don't have hall sensors
[22:31:25] <SWPadnos> ok, that makes me happy
[22:31:27] <SWPadnos> or not ;)
[22:31:42] <SWPadnos> some motors use encoder traces instead of halls
[22:31:42] <eric__u> looking more yaskawa-ish all the time
[22:32:07] <eric__u> they don't have hall tracks on their encoders either
[22:32:27] <alex_joni> http://www.crn.com/software/204802209
[22:32:28] <Gamma-X> i think i may just do this whole setup.
[22:32:28] <SWPadnos> the reason the Yaskawas are good is that they perform exceedingly well, not necessarily the particular sensors they use
[22:32:54] <eric__u> not in dispute
[22:32:59] <SWPadnos> Gamma-X, have you read the HAL tutorial section of the EMC2 manual? (if not, I'd really suggest doing it)
[22:33:13] <Gamma-X> SWPadnos ok thanks, got link?
[22:33:33] <SWPadnos> I was surprised that I couldn't even come close to stopping a 50W motor by hand (with a large gear on it, for better grip)
[22:33:53] <SWPadnos> this was through a 50:1 harmonic drive, so there was an advantage there, but it was still pretty surprising
[22:34:10] <SWPadnos> Gamma-X, linuxcnc.org - documentation - then one of the manual links, I think
[22:34:27] <Gamma-X> ok, how do u order from mesanet?
[22:34:34] <eric__u> call them
[22:34:40] <SWPadnos> yep, call or email
[22:34:48] <SWPadnos> you'll probably want to call with CC info
[22:35:12] <Gamma-X> ok
[22:35:13] <eric__u> you ought to try to stop a 2kw electrocraft
[22:35:20] <SWPadnos> heh
[22:35:39] <eric__u> I'm starting a betting pool on when my fingernail will fall off
[22:35:52] <SWPadnos> Tuesday, 4:35PM EST
[22:36:07] <eric__u> noted
[22:37:09] <Gamma-X> ok
[22:37:30] <eric__u> finger is approximately 20% larger by volume before it had the run-in with the servo
[22:38:37] <gezar> what were you trying to do?
[22:38:58] <eric__u> motor didn't turn, I was trying to figure out if it was under servo control or not
[22:39:05] <eric__u> if not, it would turn freely
[22:39:13] <Gamma-X> total price of mesa stuff is 337 plus shipping
[22:39:19] <gezar> and it was and it ate your finger?
[22:39:29] <SWPadnos> Gamma-X, I think you're missing something
[22:39:35] <Gamma-X> for 5i20, 7133, and 7i37
[22:39:45] <SWPadnos> you may want two 7i37
[22:39:48] <eric__u> the control hadn't figured out where is was on the rotor, and when I turned it, it started moving
[22:39:57] <eric__u> fast
[22:39:57] <SWPadnos> also, consider the -T versions of both the 7i33 and 7i37
[22:40:08] <eric__u> does mesa sell cables?
[22:40:23] <Gamma-X> SWPadnos whats teh differance
[22:40:32] <eric__u> terminal strips
[22:40:33] <SWPadnos> they're more expensive, but the terminal strips (which are extra, but now carried by Mesa) will save much wiring headache
[22:40:37] <gezar> oh insteresting off note question, any of you ever try to use one of those drimell t slot cutters on aluminum?
[22:40:50] <eric__u> gezar: not gonna work
[22:41:20] <gezar> eric_u: could you please explain?
[22:41:52] <eric__u> maybe i don't know what you're talking about
[22:42:10] <gezar> im not saying i dont believe you, im just wondering if you know something i cant see, before I spend 8 bucks or so
[22:42:39] <Gamma-X> the 7i37 just connects to the 5i20 to just give it screw downs correct?
[22:42:56] <archivist> gezar, I imagine problems, good lubrication would be a must
[22:43:15] <BigJohnT> The 7i33 is a 4 axis quad analog card why would you need 2?
[22:43:28] <gezar> I dont even know if I have a solid method to hold or turn the thing fast enough, im just wondering
[22:43:35] <archivist> and pecking to clear the swarf
[22:43:46] <gezar> it will be a manual operation
[22:43:59] <BigJohnT> Gamma it converts the pwm to +-10v analog
[22:44:05] <gezar> i thinik the thing is like .375dia with a .050 width
[22:44:13] <Gamma-X> BigJohnT ohhh
[22:44:30] <archivist> gezar, yes seen them
[22:44:49] <Gamma-X> im assuming that wiring these thing will be horrible correct?
[22:44:50] <eric__u> I have one 7i37 and one 7i33
[22:44:55] <BigJohnT> Gamma I'm learning about servos along with you... Hope you don't mind if I tag along
[22:44:58] <gezar> archivist : im just wondering if they have too sharp of a tooth form to cut metal with, I think they ae simple a wood cutting bit
[22:45:02] <Gamma-X> eric__u for sale?
[22:45:04] <eric__u> the 50 pin ribbon cables are a pain
[22:45:12] <eric__u> no, on my mill
[22:45:19] <Gamma-X> eric__u im just sayin trying to figure out wich wire goes where lol
[22:45:27] <eric__u> not that hard to do that
[22:45:34] <Gamma-X> how do u know? lol
[22:45:35] <eric__u> given the pinout of your mill
[22:45:55] <eric__u> for one thing, it's repeated 3 times for x,y,z axis
[22:46:28] <Gamma-X> ok
[22:46:47] <BigJohnT> http://i47.photobucket.com/albums/f163/johnplctech/hunting/P1010063.jpg
[22:46:49] <archivist> gezar, possibly, cant remember, I didnt buy one , but the packaging should state what it can cut
[22:46:49] <SWPadnos> Gamma-X, I think I suggested two 7i37 cards - the digital I/O cards
[22:47:11] <BigJohnT> yep I missed that SWPadnos
[22:47:29] <Gamma-X> SWPadnos why 2?
[22:47:33] <Gamma-X> adamm didnt use 2
[22:47:36] <eric__u> don't think he really needs the second
[22:48:14] <BigJohnT> too the house James!
[22:48:39] <SWPadnos> it depends on the amount of I/O you want
[22:48:45] <SWPadnos> each card has 8 inputs and 16 outputs
[22:49:08] <SWPadnos> or is it the other way around?
[22:49:11] <eric__u> isn't it the othe way round?
[22:49:27] <Gamma-X> 16 in 8 out isolated driver terminal I/O
[22:49:28] <SWPadnos> well, you can always get a second one later if you need it
[22:49:31] <eric__u> there are mosfets on the outputs
[22:50:03] <SWPadnos> ok - so that should work better
[22:50:11] <SWPadnos> 3 axes of limits + home = 9 inputs
[22:50:42] <eric__u> don't really need that many limits
[22:50:47] <SWPadnos> you should have a stop input, you may want to use a jog wheel, you may have sensors ...
[22:50:52] <SWPadnos> +/- and home
[22:51:05] <eric__u> I'm using one input for limits
[22:51:07] <SWPadnos> not all are necessary in all cases, but the Anilam may already have all that there
[22:51:14] <eric__u> and a home for every axis
[22:51:32] <SWPadnos> one input for all azes, or one for +/- limits for each axis?
[22:51:35] <SWPadnos> axes
[22:51:40] <eric__u> one for all
[22:51:55] <SWPadnos> well, that can work, but may not be ideal
[22:51:55] <eric__u> doesn't matter which hit the limit
[22:52:28] <SWPadnos> as an example, it'll be a pain to get away from the limit once it's hit - you'll have to override limits for all axes you want to move
[22:52:35] <SWPadnos> (though there should only be one - the one that hit the switch)
[22:52:53] <eric__u> yaskawa doesn't have links to distributors, just their names
[22:53:08] <SWPadnos> it's the standard industrial thing - you have to call
[22:53:29] <eric__u> i haven't figured out what will happen when I hit a limit, i think parts may break
[22:54:36] <SWPadnos> I suppose that depends on what hardware you have connected to the limit switch
[22:55:01] <SWPadnos> it should be part of the e-stop chain (at some level), probably removing power from the motors
[22:55:08] <SWPadnos> but that makes it hard to jog back off the switch
[22:55:15] <eric__u> depends on how fast I can stop
[22:55:28] <SWPadnos> you don't want to have that controlled by the PC
[22:55:32] <eric__u> the ballscrews actually have mechanical limits on them
[22:55:51] <eric__u> no, it will be controlled by relays
[22:57:52] <eric__u> Yaskawa lists Applied Industrial Technologies as a distributor, but AIT doesn't say anything about yaskawa on their web site
[22:58:25] <SWPadnos> I think AXIS NE was basically the same
[22:58:34] <eric__u> goofy
[22:58:36] <Gamma-X> im gunna get a 5i20, a 7i33 and a 7i37t think
[22:58:37] <SWPadnos> AXIS has other branches - in Boston and somewhere else I think
[22:58:48] <SWPadnos> go for the 7i33T also
[22:58:51] <eric__u> yaskawa does't list them
[22:58:52] <SWPadnos> instead of the 7i33
[22:59:39] <daveengvall__> I'm back ;-)
[22:59:52] <eric__u> dave, can you fix my bike rack?
[23:00:00] <daveengvall__> probably not ..
[23:00:07] <daveengvall__> where are you
[23:00:14] <eric__u> isn't what you guys do in Yakima?
[23:00:25] <daveengvall__> no ... we make them
[23:00:37] <daveengvall__> just makee no fixee
[23:01:03] <eric__u> i have a Thule anyway
[23:01:15] <daveengvall__> that is the way it goes
[23:01:36] <eric__u> Dave, did you get the 7i33T?
[23:01:40] <eric__u> or no T?
[23:01:51] <daveengvall__> I think no T
[23:01:55] <SWPadnos> heh - there was no T at the time, I think
[23:02:02] <daveengvall__> took care of that one
[23:02:09] <eric__u> what did you do?
[23:02:10] <SWPadnos> that just became available last September or so
[23:02:22] <daveengvall__> my motenc card is treating me better.
[23:02:26] <daveengvall__> but ...
[23:03:19] <daveengvall__> I'm plotting axis.0.f-error ... and for a one inch move it starts at 1.0 and ramps to zero at the end of the move ... so is essentially dist to target
[23:04:11] <daveengvall__> shouldn't it be Xpos - Xcmd ?
[23:04:41] <SWPadnos> eh?
[23:04:48] <SWPadnos> and EMC doesn't stop with a following error?
[23:04:58] <Gamma-X> should I get all t additions?
[23:05:07] <eric__u> Gamma: yes
[23:05:25] <SWPadnos> Gamma-X, if you don't, you'll need a second 50-pin ribbon cable and a breakout for each card
[23:05:30] <eric__u> do they have ribbon cable?
[23:05:35] <Gamma-X> idk
[23:05:37] <SWPadnos> the cost of those will be $50 or so each (for the pair)
[23:05:38] <daveengvall__> sure it does ...
[23:05:43] <SWPadnos> no, I don't think they sell ribbon cables
[23:05:47] <eric__u> pita
[23:05:49] <SWPadnos> though they may have started recently
[23:06:03] <Gamma-X> i just have this crazy feeling the wiring is gunna be a disaster.
[23:06:08] <daveengvall__> I do have it moving now ... problem was scaling
[23:06:11] <eric__u> 50 pin ribbon is not that easy to get on the new market
[23:06:14] <SWPadnos> that's why you get the -T models
[23:06:25] <SWPadnos> digikey has it, and they make custom-length jumpers too
[23:06:27] <Gamma-X> what will I do once everything is wired?
[23:06:37] <eric__u> mill things?
[23:06:49] <Gamma-X> im sayin how do u set the connections up.
[23:06:54] <Gamma-X> in the card
[23:06:58] <Gamma-X> or software
[23:07:03] <eric__u> that part is easy
[23:07:03] <daveengvall__> gamma-x ... if you are going far try to get the specta-strip twisted flat cable
[23:07:20] <SWPadnos> the motor driver card has a specific pinout for the various functions (analog out and encoder in)
[23:07:39] <SWPadnos> the I/O card has specific pins dedicated to input and others that are outputs. how you use them is configured in software
[23:08:38] <Gamma-X> daveengvall__ im just gunna get teh t version i think
[23:09:08] <Gamma-X> SWPadnos where do i hook up the scales?
[23:09:09] <eric__u> you still need to connect the 7i37/3 to the 5i20
[23:09:25] <daveengvall__> anything you to with flat cable needs a breakout board at one end .. or it is a real mess
[23:09:40] <eric__u> the t version has terminals on it
[23:09:54] <eric__u> screw terminals
[23:10:22] <daveengvall__> scales ... encoder pins
[23:10:37] <Gamma-X> is it wired like that?
[23:10:39] <eric__u> do the anilam motors have encoders on them?
[23:11:00] <tomp2> alex_joni: thx, i'm using emc2.2.x . i think acpi is not avaiable
[23:11:07] <Gamma-X> eric__u no scales
[23:11:32] <eric__u> the motors have some feedback, tachs, resolvers?
[23:13:03] <Gamma-X> eric__u tachs
[23:13:13] <eric__u> should be interesting
[23:13:18] <Gamma-X> what do i do? lol
[23:13:26] <daveengvall__> gamma-x so how do you get position??
[23:13:36] <eric__u> there is an encoder input for each axis on the 7i33
[23:13:51] <eric__u> there are linear scales on each axis
[23:14:03] <daveengvall__> resolution ??
[23:14:26] <eric__u> dunno
[23:14:49] <eric__u> that's what anilam used, so he should be ok
[23:15:04] <daveengvall__> the 5i20 encoder inputs are single ended aren't they?
[23:15:10] <eric__u> no
[23:15:19] <SWPadnos> single or differential
[23:18:01] <daveengvall__> I don't see any notA, notB, notZ input pins
[23:18:16] <daveengvall__> so apparently single
[23:18:27] <eric__u> they are single ended on the 5i20
[23:18:40] <eric__u> the 7i37 has double ended
[23:18:54] <SWPadnos> 7i33
[23:18:56] <eric__u> 7i33
[23:19:18] <SWPadnos> http://www.mesanet.com/pdf/motion/7i33man.pdf
[23:19:19] <eric__u> no good at numbers
[23:19:22] <SWPadnos> gotta run - bbl
[23:19:28] <SWPadnos> I get them confused all the time
[23:22:38] <Gamma-X> SWPadnos u were talkin to this guy adam when he did it with scales lol
[23:23:20] <eric__u> so you hook the scales up to the 7i33
[23:23:51] <Gamma-X> ok
[23:24:02] <Gamma-X> and the rest of the machine to the 7i30
[23:24:16] <Gamma-X> what about the tachs where do they go? lol
[23:24:49] <eric__u> tachs go to your amps
[23:24:55] <eric__u> i hope :)
[23:25:01] <Gamma-X> i hope 2 lol
[23:30:16] <Gamma-X> all of u were here and helped lol i have the same control and no one knows nutin about it lol
[23:30:22] <Gamma-X> im gunna order those parts now i think
[23:30:36] <Gamma-X> but i need a computer.... damn
[23:31:22] <Gamma-X> im going to look at my car its still broke. have a nice night i might be back lata.
[23:33:56] <Jymmm> SWPadnos: do you have access to any yahoo groups?
[23:34:11] <BigJohnT> Gamma, I just sent you the software ...]
[23:38:07] <Gamma-X> thanks
[23:38:11] <Gamma-X> ok im on the phone with mesa
[23:38:15] <Gamma-X> this bitch is stupid! lol
[23:39:10] <cradek> I remember her being pretty nice
[23:40:16] <daveengvall__> hey cradek .. I got the motenc axis to move without faulting
[23:40:28] <cradek> good
[23:40:30] <BigJohnT> what is it 10 minutes to 5 on friday there
[23:40:46] <skunkworks> initial testing..
[23:40:49] <skunkworks> anyways... that motherboard seems to work great. (should have brought it home to play with it..) but I don't have the time right now.
[23:41:18] <daveengvall__> but now I need to get following error on the scope
[23:41:27] <Gamma-X> that bitch was dumB!
[23:41:34] <Gamma-X> dee you em bee! DUMB!
[23:43:11] <Gamma-X> wow BigJohnT nice software kidna messy but good info. thanks!
[23:43:27] <BigJohnT> cool
[23:43:37] <BigJohnT> it's correct for the most part
[23:43:54] <daveengvall__> see ya later
[23:43:56] <BigJohnT> I'll write some in the near future that is correct and easier to use
[23:47:16] <BigJohnT> cradek: is it possible to add python scripts to the Axis menu?
{kind=link}
{kind=link}
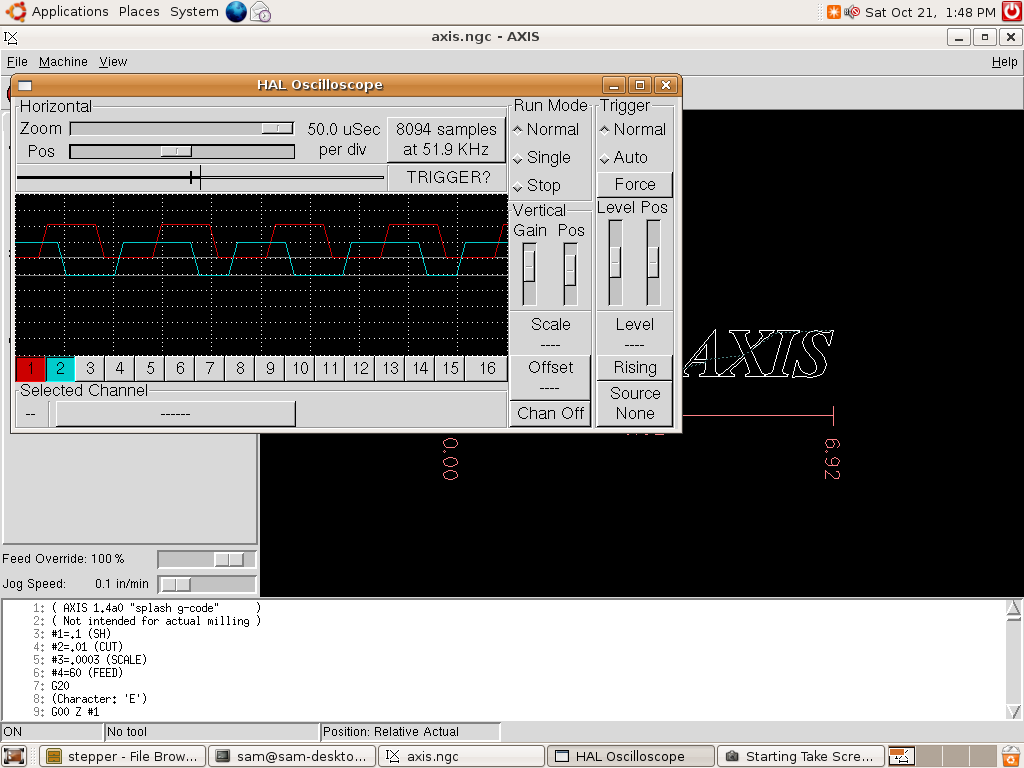{kind=link}
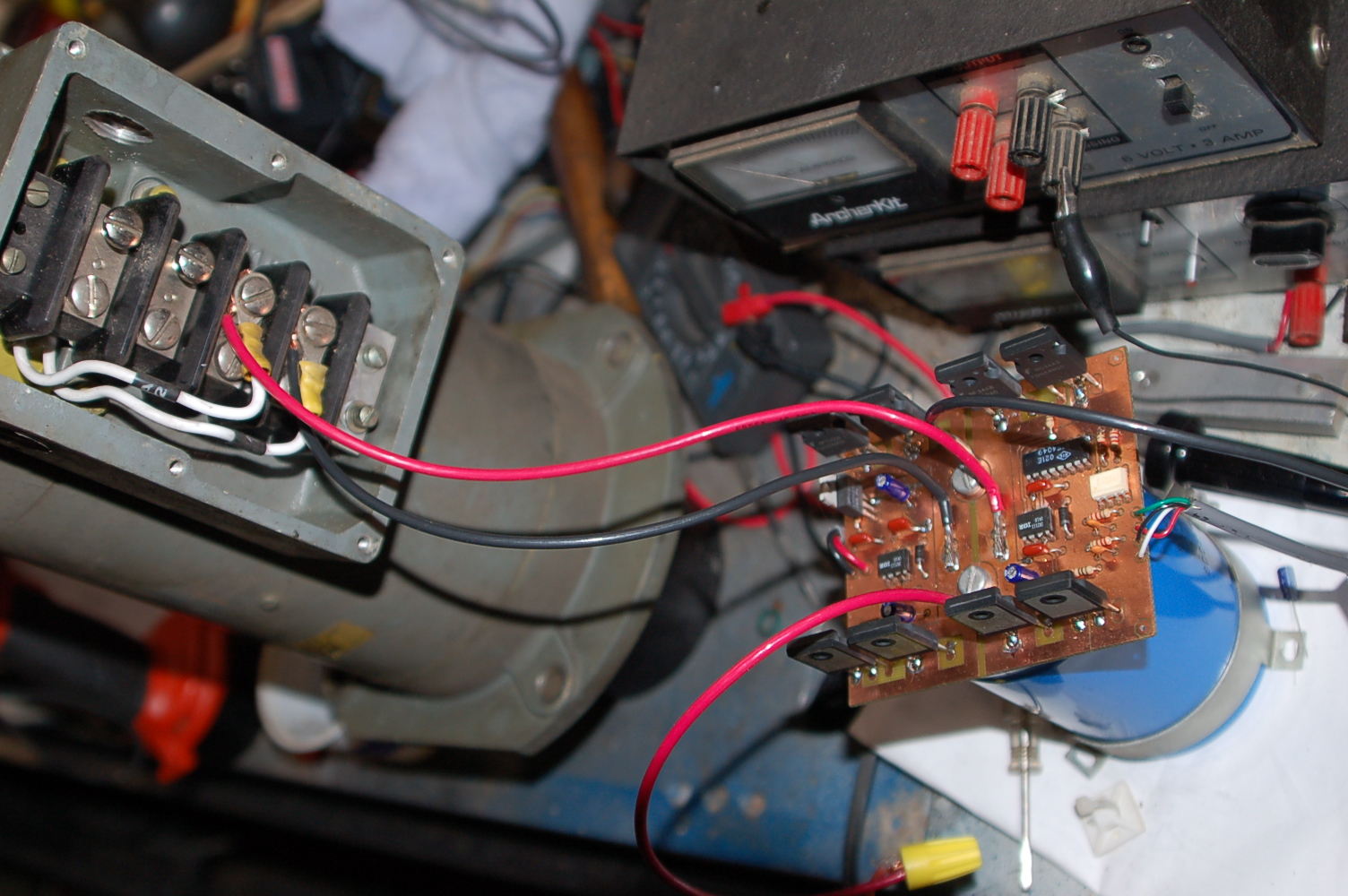{kind=link}
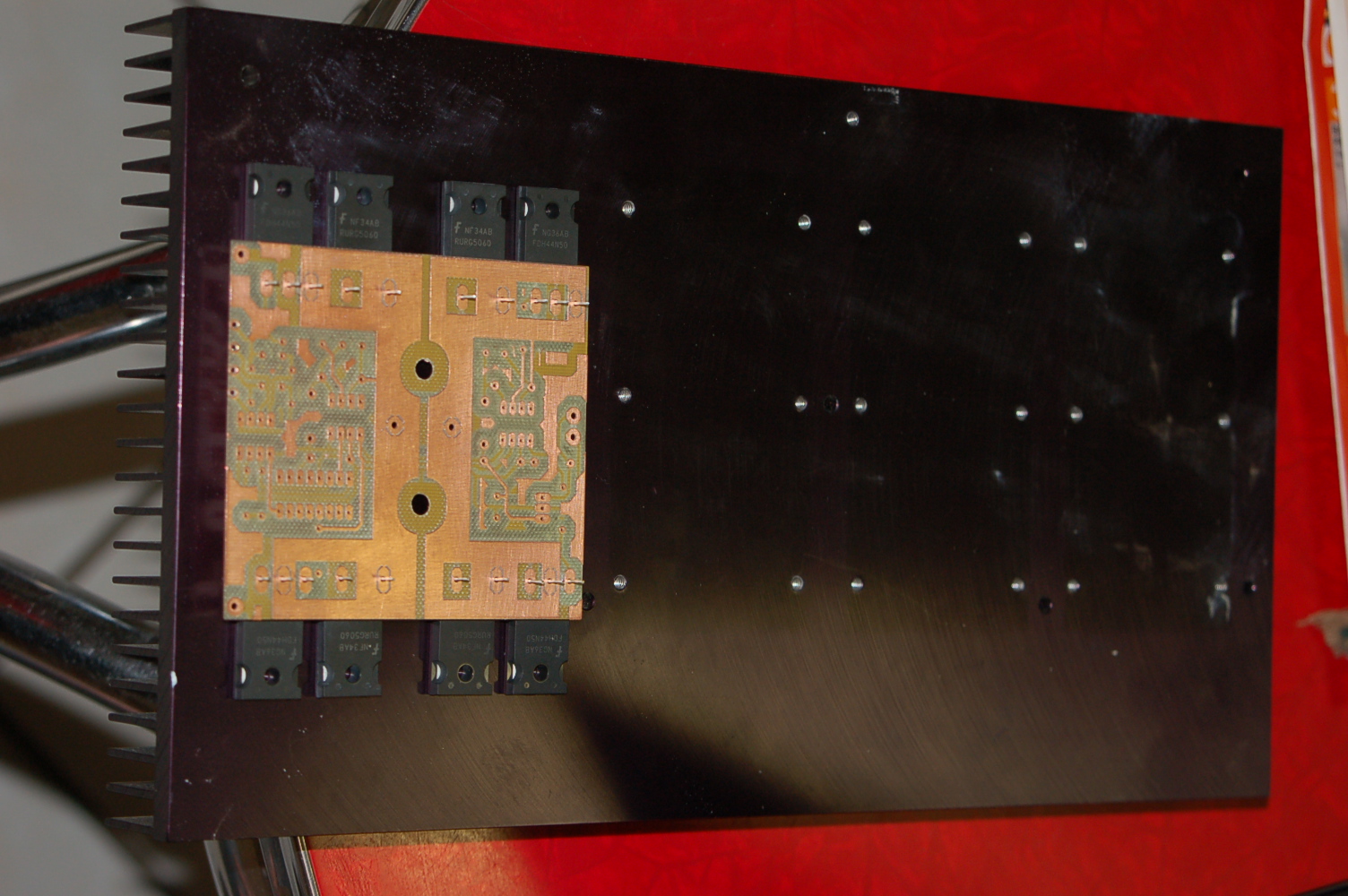{kind=link}
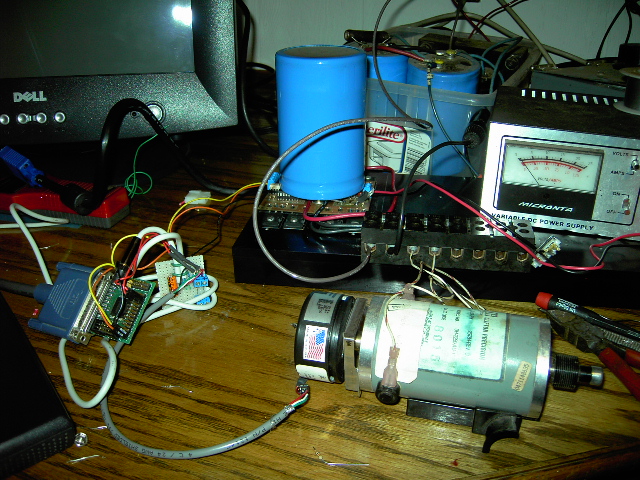{kind=link}
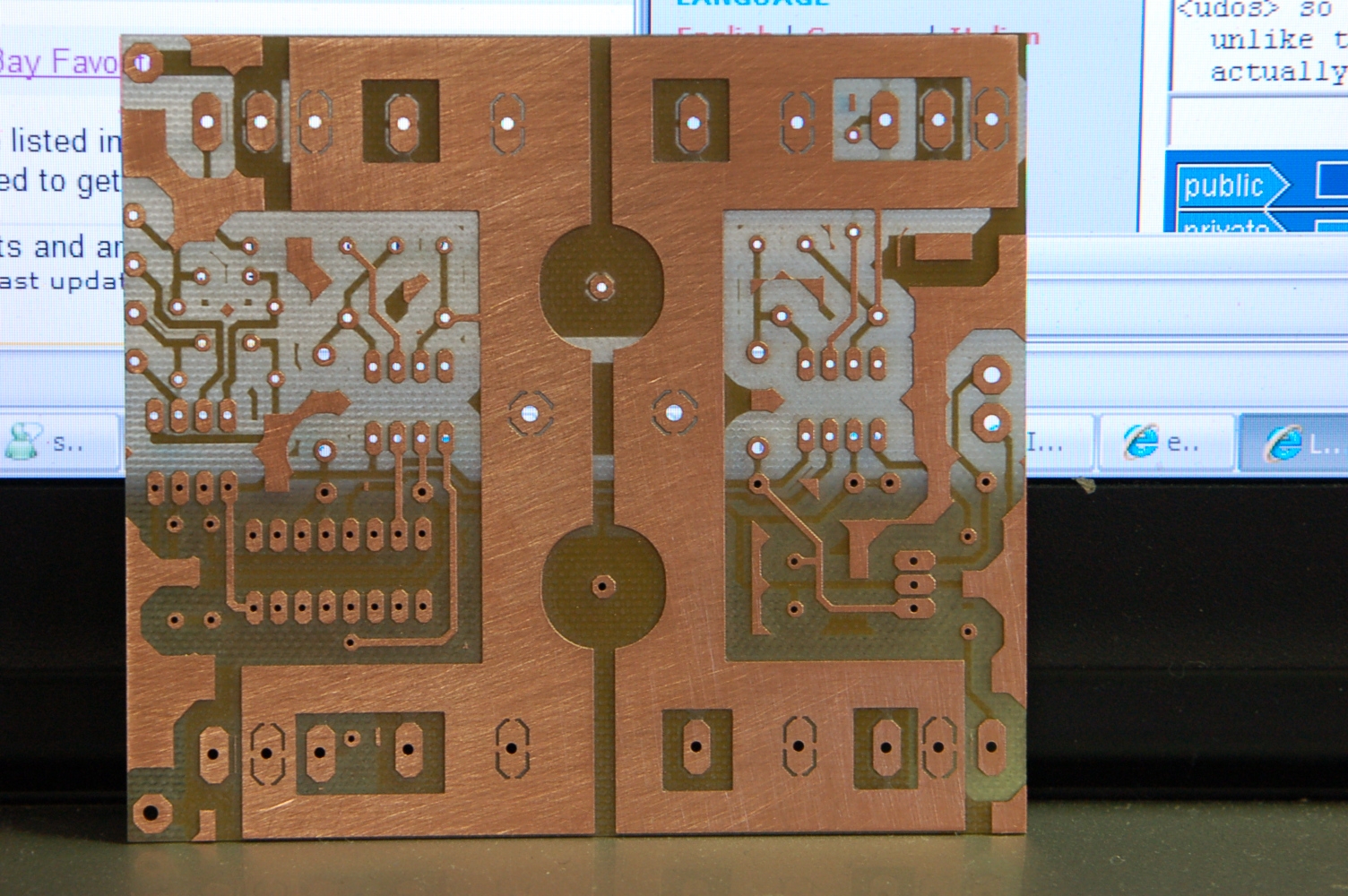{kind=link}
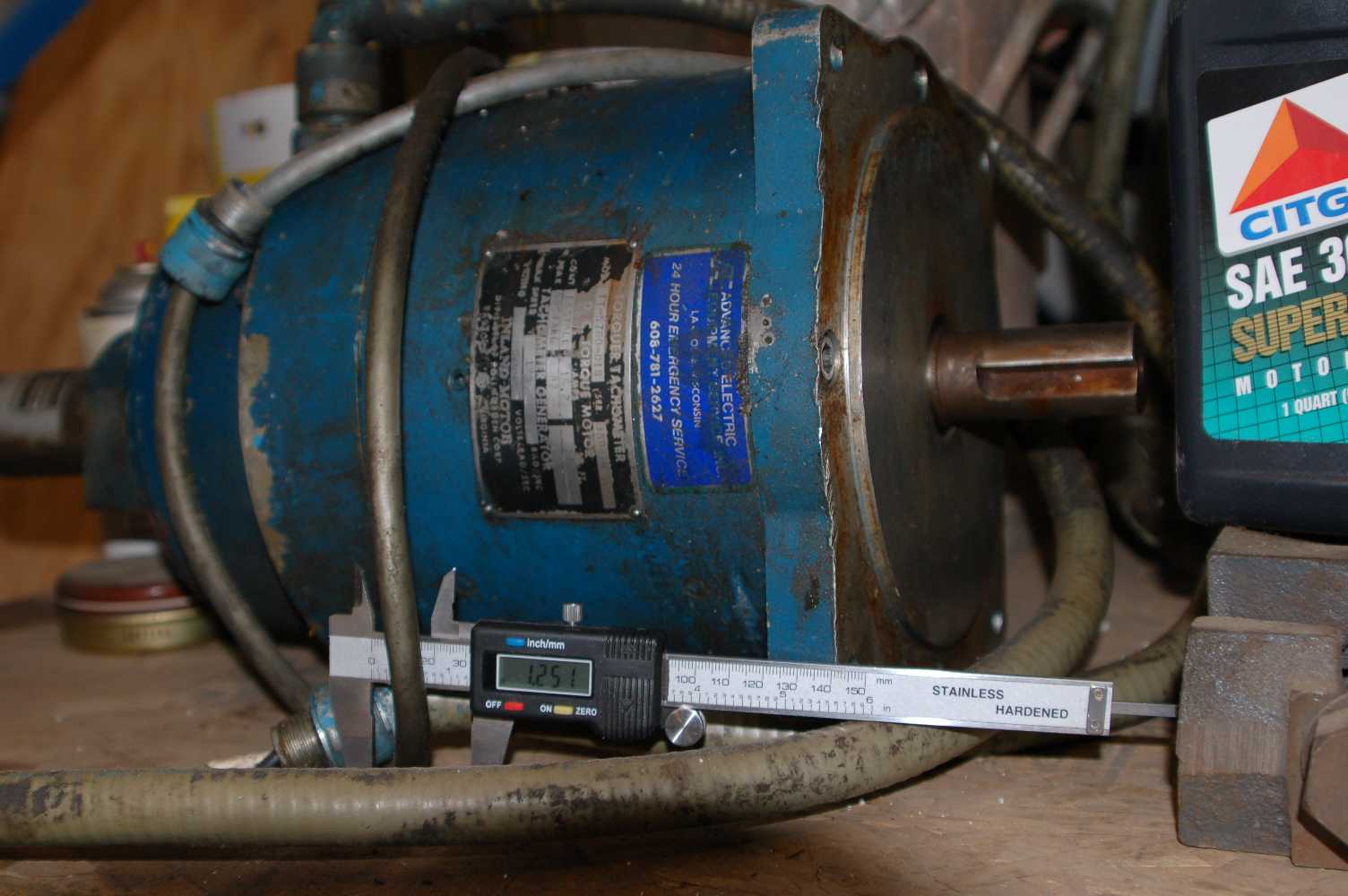{kind=link}
{kind=link}
{kind=link}
{kind=link}