Back
[00:28:02] <mbaulfinger> Hi All...
[00:28:49] <Skullworks-PGAB> ALL is not currently logged in :)
[00:29:18] <mbaulfinger> Anything going on tonight?
[00:29:42] <Skullworks-PGAB> not much
[00:37:10] <BigJohnT> playing with joint 0 following errors
[00:42:57] <BigJohnT> what precision will emc take in g code?
[00:44:12] <BigJohnT> playing with this baby
[00:44:13] <BigJohnT> http://i47.photobucket.com/albums/f163/johnplctech/Plasma%20Cutter/P1010049.jpg
[00:44:50] <BigJohnT> and learning the limits of software step generation LOL
[00:45:16] <Skullworks-PGAB> I think it can take whatever you give it - actual resolution will be determined by your config
[00:45:34] <BigJohnT> where at in the config?
[00:46:04] <Skullworks-PGAB> how you define your steps etc
[00:46:21] <Skullworks-PGAB> it would just round to match that
[00:47:12] <JymmmEMC> is that a plastic bushing I see?
[00:47:19] <BigJohnT> so if i had 2500 steps per inch then the min would be 1/2500 or 0.0004?
[00:47:30] <BigJohnT> where
[00:47:32] <Skullworks-PGAB> I give F values to 6 decimal places when defining threading or tapping - it uses it
[00:47:58] <JymmmEMC> in the pic againest the 80/20
[00:48:12] <BigJohnT> ok, I'm use to my anilam it only take s 4 places
[00:48:43] <BigJohnT> you talking about the delrin guide blocks on the slide jymmm
[00:48:50] <JymmmEMC> yeah
[00:49:05] <BigJohnT> yep they are delrin from 80/20
[00:49:18] <JymmmEMC> no comment
[00:49:19] <BigJohnT> very smooth and slop free
[00:50:14] <dogfishguzzler> Would someone repost the link? I wanna see :D
[00:50:21] <BigJohnT> http://i47.photobucket.com/albums/f163/johnplctech/Plasma%20Cutter/P1010049.jpg
[00:51:03] <dogfishguzzler> Thats a sweet looking design
[00:51:14] <dogfishguzzler> router table?
[00:51:18] <JymmmEMC> BigJohnT: I don't know the "whole picture" so maybe I'm being pre-judgemental, just seems plastic shouldn't be on something that moves
[00:51:20] <BigJohnT> plasma
[00:51:33] <BigJohnT> it's not plastic it's delrin
[00:51:44] <dogfishguzzler> Would that hold up under a routers load?
[00:51:47] <JymmmEMC> ok, wanna get technical... ploymers
[00:51:53] <JymmmEMC> polymers
[00:51:54] <BigJohnT> we use it in the automation machines we build for plants every day
[00:52:12] <BigJohnT> yea the HD one would hold up
[00:52:27] <dogfishguzzler> The delrin 'bearings' I mean.
[00:52:31] <JymmmEMC> BigJohnT: still seems icky
[00:52:43] <BigJohnT> no I use them all the time and they are sweet
[00:53:04] <BigJohnT> yes dog the HD ones will stand up to a router load.
[00:53:06] <dogfishguzzler> How about UHMW it seems like it would hold up even better, ever try that?
[00:53:26] <BigJohnT> delrin is a UHMW
[00:53:40] <dogfishguzzler> There must be different types then
[00:53:46] <BigJohnT> dinner bell just rang
[00:54:11] <dogfishguzzler> It seems like whenever I make something from what I call UHMW it's hard where delrin seems a bit softer.
[00:54:24] <dogfishguzzler> maybe it's my imagination.
[00:56:07] <dogfishguzzler> Archivist you'll be glad to know I bltantly disregarded your advice to not reverse polarity on my test circuit. This resulted in what can only be described as a smokey plume of disappointment.
[00:56:41] <JymmmEMC> dogfishguzzler: Got Marshmellows?
[00:56:56] <Skullworks-PGAB> UHMW is a class - Ultra high Molecular weight
[00:57:33] <dogfishguzzler> JymmmEMC: Nah I just lit a cigarette on it while it was still hot and said 'shit, now what..'
[00:57:42] <JymmmEMC> lol
[00:57:52] <JymmmEMC> * JymmmEMC prefers EPS
[00:58:11] <dogfishguzzler> okay skull, I dont feel quite as stupid.
[01:00:03] <anonimasu> afaik delerin dosent wear too much
[01:00:18] <Skullworks-PGAB> you really want to get lost just say nylon...
[01:00:38] <Skullworks-PGAB> more flavors than Baskin Robbins
[01:01:45] <JymmmEMC> screw it... PTFE
[01:01:54] <dogfishguzzler> How bout spit?
[01:02:11] <dogfishguzzler> spit is an excellent bearing
[01:02:40] <dogfishguzzler> okay maybe not
[01:02:45] <dogfishguzzler> jeez
[01:04:18] <Skullworks-PGAB> We spray Teflon coatings at work - birds flying over the curing oven exhaust vents fall dead out of the air... Florine is NASTY stuff to work with
[01:04:59] <Skullworks-PGAB> yeah - cnc paint guns
[01:05:03] <dogfishguzzler> bah, teflon is glorified spit
[01:05:18] <dogfishguzzler> sticks better thats all
[01:05:30] <Skullworks-PGAB> yeah but its great for appling toner
[01:05:41] <dogfishguzzler> well you may have a point
[01:07:10] <dogfishguzzler> I cant wait till after xmas when I can buy a damn driver board and a couple proper motors. I just hope you guys dont go ape shit before then and tar a feather me.
[01:07:34] <dogfishguzzler> cause that would suck
[01:08:21] <dogfishguzzler> tar & feather*
[01:08:47] <Skullworks-PGAB> I'd like a Pico sys package but thats going to run like $700
[01:09:28] <Skullworks-PGAB> err $875
[01:09:51] <dogfishguzzler> I'm just gonna start with the 3 axis package from hobbycnc. I hope to be getting a lathe as well. I need to sell my truck and then I can think about mills.
[01:10:16] <dogfishguzzler> Wanna buy a 69 chevy pickup? lol
[01:10:27] <dogfishguzzler> Its bad
[01:10:30] <Skullworks-PGAB> I have the HCNC 4AUPC - it went togather easy.
[01:11:08] <dogfishguzzler> Anything under $300 for good entry level besides what I'm seeing on hobbycnc?
[01:12:07] <Skullworks-PGAB> I also have G203V and nothing worth using them on - I want servos on my mill
[01:12:34] <dogfishguzzler> I hope to mes with servos too
[01:12:52] <Skullworks-PGAB> well - I point - HCNC is unipolar only
[01:13:17] <Skullworks-PGAB> so you can not use the full power potential of your steppers
[01:14:10] <Skullworks-PGAB> but there is nothing else out there that competes as a kit
[01:14:40] <Skullworks-PGAB> Xylotec is bipolar but only 2.5A max
[01:14:58] <Skullworks-PGAB> and lower peak voltage too IIRC
[01:15:17] <dogfishguzzler> Damn, gotta go yall the ol lady is ready to go out. We will continue this discussion skull cause I wanna hear
[01:15:25] <dogfishguzzler> I'll leave yall with this
[01:15:28] <dogfishguzzler> http://www.google.com/url?sa=t&ct=res&cd=3&url=http%3A%2F%2Fwww.youtube.com%2Fwatch%3Fv%3DbTChzv6UPEI&ei=n3NkR4qPE6iMet6GwUs&usg=AFQjCNFST091DIIGe6EuqjOT_UallJ9g0Q&sig2=IM-f1qN3jjZCXKl4YROFaw
[01:15:33] <dogfishguzzler> Peace yall
[01:17:35] <skunkworks> so 5 750GB drives would give me 1.397TB and a spare..
[01:18:10] <Skullworks-PGAB> going raid 5?
[01:18:37] <skunkworks> 10
[01:18:52] <Skullworks-PGAB> IBM card?
[01:19:26] <Skullworks-PGAB> or did you mean 1/0
[01:19:30] <skunkworks> no - some cheap norco card. silicon image
[01:19:35] <skunkworks> chipset
[01:19:40] <Skullworks-PGAB> yeah
[01:20:25] <skunkworks> raid 5 would give me twice that.. Just playing.
[01:20:34] <skunkworks> (twice that with no spare)
[01:21:07] <Skullworks-PGAB> I'd love to fire up my Dell raid card - dual 64 bit and 512MB cache on card
[01:21:54] <skunkworks> This is raid 5 (2 lower volumes)
http://www.electronicsam.com/images/fewTB.JPG
[01:22:04] <Skullworks-PGAB> but for now I'm using my 39160 setup as dual striped raid 0
[01:22:50] <Skullworks-PGAB> moves a cd iso file in 4.5 seconds
[01:23:12] <skunkworks> I was trying to find some big files.. ;)
[01:23:43] <Skullworks-PGAB> but I use the raid for video caputre - takes 3.58mb per second
[01:26:21] <skunkworks> coll
[01:26:23] <skunkworks> cool
[01:26:46] <Skullworks-PGAB> 1394 from sony cam
[01:27:24] <Skullworks-PGAB> then crunch it with divx
[01:30:33] <mbaulfinger> If you don't mind my asking...what are you using all this storage space and speed for?
[01:33:37] <skunkworks> large art files..
[01:33:41] <skunkworks> mainly
[01:35:05] <mbaulfinger> that's some serious disk space and speed of moving data around!
[01:35:38] <Skullworks-PGAB> like I said capturing raw video in realtime 3.58MB/sec
[01:35:52] <skunkworks> it wasn't that expensive.. 899 for 6 750gb drives + 450 for the raid box. cheap
[01:36:03] <skunkworks> Esata
[01:36:08] <Ziegler> wow
[01:36:58] <Skullworks-PGAB> I'm still old school - SCSI
[01:36:59] <Ziegler> I just ordered a new computer last night... quad core - 3 gb ram - 512 MB nvidia card
[01:37:08] <Ziegler> sata hard drives
[01:37:09] <skunkworks> raid box plus pci/pcix card
[01:37:20] <Skullworks-PGAB> sweet!
[01:37:23] <Ziegler> well only 1 750 right now... but I plan to add more
[01:37:35] <mbaulfinger> Skull, which raid box are you using?
[01:38:00] <BigJohnT> what does a raid box do?
[01:38:13] <Skullworks-PGAB> I'm populating my HP Pavilion laptop with needed utils & warez - had to De-Vista it first...
[01:38:29] <skunkworks> adds a bit of redundency..
[01:39:07] <Skullworks-PGAB> RAID = Redundant array (of) inexpensive drives
[01:39:20] <skunkworks> raid 5 = atleast 3 disks. you loose the capasity of one disk but if you loose any one drive - every is still hunky dory
[01:39:33] <BigJohnT> sweet
[01:39:33] <skunkworks> *everything
[01:39:57] <Skullworks-PGAB> and unlike Windoz - linux can boot from a software raid arry
[01:40:35] <BigJohnT> does it look like one drive when you browse it?
[01:41:00] <skunkworks> Right now I have it set raid 10 - you loose halfe the capasity of all drives.. but it is faster than raid 5 and still fault tollerant.
[01:41:15] <Skullworks-PGAB> correction - I think W2003 can - if you have the proper vocabulary of curse words required
[01:41:36] <skunkworks> yes - I am just making 1 or 2 big volumes.
[01:42:04] <Skullworks-PGAB> yes - 1 logical drive made up of several physical drives
[01:42:12] <skunkworks> I just pulled one of the drives.. it didn't even hickup - but seems like it will take 8 hours to rebuild :)
[01:42:12] <BigJohnT> cool
[01:42:50] <skunkworks> (I have played with raid for around 10 years and it is still fun to pull a drive out to test.
[01:42:52] <skunkworks> )
[01:44:26] <skunkworks> This card will take 4 of these 5 drive bays.. I might have to buy a bay and drives a for the next 3 months. then I would also have extra cards..
[01:44:44] <Skullworks-PGAB> my first raid was circa 2000 - and its allways fun
[01:45:32] <Skullworks-PGAB> * Skullworks-PGAB has 5 raids in use here at home
[01:46:35] <Skullworks-PGAB> all are raid 0 for now - speed and size over safety
[01:46:58] <skunkworks> raid 10 looks like you could possibly loose half the drives.. (as long as the right half fail) ;)
[01:47:07] <Skullworks-PGAB> if the video gets currupted I still have the souce to capture it again
[01:47:39] <skunkworks> 10 mirrored+striped
[01:47:57] <Skullworks-PGAB> yeah
[01:47:59] <skunkworks> 1=mirrored 0=striped
[01:48:07] <skunkworks> I think it just dawned on me.. ;)
[01:48:24] <Skullworks-PGAB> 0+1 rocks
[01:49:10] <JymmmEMC> how much speed do you need that RAID5 or ^ couldn't do?
[01:49:13] <JymmmEMC> 6
[01:49:33] <skunkworks> I am sure raid 5 would be just fine.. (I am just playing)
[01:49:36] <skunkworks> for us
[01:49:38] <Skullworks-PGAB> but I don't need the safety net for video
[01:50:03] <skunkworks> getting comfortable with this crappy software ;)
[01:50:54] <skunkworks> JymmmEMC: thinking this is hardware raid.. rebuilding is not effecting the computer at all (proccessor is at 0%)
[01:50:58] <Skullworks-PGAB> Raid 5 is as fast as 0 because it has enough drives to distribute the checksum data required to rebuild a physical drive that fails
[01:51:25] <skunkworks> raid 5 has slower write speeds as it has to calculate the parity
[01:51:50] <JymmmEMC> skunkworks: Ah, becasue I have my eye on this NAS box...
http://www.thecus.com/products_over.php?cid=12&pid=32&PHPSESSID=6dd10510471ecd0a5c615d8fbd8f21a5
[01:51:56] <Skullworks-PGAB> hmm
[01:52:09] <JymmmEMC> skunkworks: ~$800 no drives, but 5 bays so 4 + 1 hot spare
[01:52:10] <skunkworks> * from what I have read
[01:52:25] <Skullworks-PGAB> some cards have a dedicated CPU on the card to do just that on the fly
[01:52:58] <JymmmEMC> Skullworks-PGAB: the icky ones are those cards that offload to the mobo cpu
[01:53:13] <Skullworks-PGAB> yeah
[01:53:22] <JymmmEMC> Skullworks-PGAB: 3Ware are good
[01:53:38] <JymmmEMC> 3ware.com
[01:53:42] <Skullworks-PGAB> even my 39160 doesn't do that IIRC
[01:54:27] <Skullworks-PGAB> I don't use it - it takes up space...
[01:54:40] <JymmmEMC> http://cgi.ebay.com/Network-Attached-Storage-Server-NAS-SATA-Up-4TB-RAID-5_W0QQitemZ120197003815QQihZ002QQcategoryZ64072QQcmdZViewItem
[01:54:48] <JymmmEMC> only 4 bay though
[02:00:16] <Skullworks-PGAB> NAS is so over priced
[02:01:11] <JymmmEMC> Skullworks-PGAB: Maybe, but $550 seems reasonable
[02:01:36] <JymmmEMC> the other one is also a firewall/4port gigaport switch, etc
[02:01:55] <JymmmEMC> can add a usb hdd/cd, print server, etc
[02:02:22] <JymmmEMC> so it can just toss everything in the closet and out of sight
[02:02:33] <Skullworks-PGAB> Reasonable is a dirty word - because its meaning is constantly being redefined
[02:02:44] <JymmmEMC> but still have your media library at your fingertips
[02:03:40] <Skullworks-PGAB> have that with my 100Tx lan - its just not "mobile"
[02:04:05] <JymmmEMC> with 7 computers for 2 ppl, it's reasonable for my mental state of mind.
[02:04:23] <JymmmEMC> excluding the ones on the shelf unconnected.
[02:05:25] <JymmmEMC> one central data store, then netboot the rest would make me happy =)
[02:09:44] <Skullworks-PGAB> my place is littered with PC's also
[02:10:10] <Skullworks-PGAB> can't seem to find it in my heart to throw out a working machine
[02:11:57] <Skullworks-PGAB> I need a rack for all the 19' RACKMOUNT UNITS - THAT WOULD CLEAN THINGS UP ABIT
[02:12:12] <Skullworks-PGAB> OOPS caps lock
[02:13:33] <Skullworks-PGAB> bbl
[02:17:17] <BigJohnT> any one using a dxf to g code converter in linux?
[02:18:24] <Skullworks-PGAB> only converter I know of (freeware) is ace converter
[02:18:43] <Skullworks-PGAB> think its DOS based
[02:19:26] <BigJohnT> just got a lead on inkscape???
[02:19:33] <BigJohnT> it's open source
[02:19:45] <Ziegler> You can get q-cam to work
[02:19:45] <Skullworks-PGAB> true
[02:20:00] <Ziegler> qcad... cam package
[02:20:08] <BigJohnT> Q cam?
[02:20:17] <Skullworks-PGAB> last I had looked at it - it was still beta
[02:20:24] <Skullworks-PGAB> (inkscape)
[02:20:37] <fenn> inkscape is not beta quality
[02:20:38] <Skullworks-PGAB> but that was over a year ago
[02:20:52] <Ziegler> better or worse fenn?
[02:20:57] <fenn> much better
[02:21:07] <Gamma-X> any way i can find out what servos i have by model of cnc?
[02:21:20] <fenn> they only say version 0.45 because version would mean they support the complete svg specification
[02:21:27] <fenn> version 1
[02:21:54] <Skullworks-PGAB> what do you have Gamma
[02:21:56] <fenn> but a subset of svg is still very powerful
[02:22:21] <BigJohnT> fenn: do you know if it will generate g codes from dxf files
[02:22:36] <fenn> someone was working on g-code output from inkscape
[02:22:41] <fenn> i dont know if it imports dxf though
[02:23:10] <Gamma-X> Skullworks-PGAB a 1989 supermax ycm-18 there anilam i know that, they are hooked to a anilam crusader II
[02:23:38] <fenn> you could use dxf2svg i guess... but you probably lose a lot of information in the process
[02:24:11] <BigJohnT> what do you think is the easiest way to get from a dxf file to g code?
[02:24:15] <Skullworks-PGAB> have you tried to contact supermax/
[02:24:20] <Skullworks-PGAB> ?
[02:24:34] <Gamma-X> no.
[02:24:36] <BigJohnT> gamma anilam has the best service dept in the world
[02:24:50] <BigJohnT> those guys know their equipment inside and out
[02:24:53] <Gamma-X> nice
[02:25:02] <BigJohnT> I have an anilam 1100m at my shop
[02:25:19] <fenn> BigJohnT: well, there's some stuff out there but it all seemed kinda crappy to me
[02:25:27] <fenn> BigJohnT: try ACE converter
[02:25:35] <BigJohnT> I'll look it up
[02:26:02] <fenn> BigJohnT: have a look at this page
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?cam
[02:26:08] <Gamma-X> BigJohnT what year are the servos from?
[02:26:30] <BigJohnT> gamma on my mill?
[02:27:10] <Gamma-X> yes
[02:27:27] <fenn> if you are using qcad, they have a commercial add-on that does some CAM stuff, but i've never used it
[02:27:39] <BigJohnT> don't know off the top of my head...
[02:27:52] <BigJohnT> fenn i use autocad and solidworks
[02:28:33] <BigJohnT> and i have master cam available to me...
[02:28:51] <fenn> ... then why are you asking me what to do?
[02:29:21] <BigJohnT> i'm looking for something to go on my linux machine for my plasma cutter
[02:29:38] <BigJohnT> those others are at my machine shop across town
[02:30:09] <Skullworks-PGAB> thanks for reminding me - must install Solidworks on the laptop..
[02:33:25] <BigJohnT> none of those programs will make a g code file for plasma...
[02:41:06] <Ziegler> qcad
[02:41:14] <Ziegler> has a cam package
[02:41:22] <Ziegler> runs in linux
[02:41:41] <Ziegler> does 2D dxf to g-code just fine
[02:44:50] <BigJohnT> sweet
[02:49:14] <BigJohnT> the best thing is qcad is in my package manager! so I don't have to figure out how to compile!!!
[02:50:32] <mbaulfinger> was just checking out gcad3d. looks pretty nice. Also on windows there is a package called cambam...
[02:50:39] <Ziegler> qcad does not do the cam by itself
[02:50:52] <BigJohnT> gamma if you call the service dept at anilam they will tell you anything you need to know
[02:50:57] <Ziegler> you need to download the qcad cam binary
[02:51:27] <BigJohnT> i'll look for it after qcad is installed
[02:51:48] <Ziegler> you dont understand
[02:51:49] <BigJohnT> i picked everything in the package manager for qcad
[02:52:02] <Ziegler> installing qcad wont do anything for you
[02:52:11] <BigJohnT> no i don't
[02:52:19] <BigJohnT> hmmm
[02:52:46] <Ziegler> http://www.qcad.org/camexpert.html
[02:52:53] <BigJohnT> can you elaborate a bit
[02:53:37] <Ziegler> http://www.qcad.org/camexpert_downloads.html
[02:54:28] <BigJohnT> loading pages is slow while package manager is dl
[02:54:55] <BigJohnT> so do i need qcad for the camexpert?
[02:54:57] <Ziegler> qcad is free... CAM Expert which is an extension of Qcad is not free
[02:55:12] <SWPadnos> there's also Synergy, which is not free but runs on Linux
[02:55:13] <Ziegler> you do not need qcad for CAM Expert
[02:55:29] <SWPadnos> http://www.webersys.com/
[02:56:10] <Ziegler> Download the demo and play with it. I actually have only needed the demo for 2d dxf-gcode. I do however do most of the editing in Qcad first.
[02:56:25] <Ziegler> The demo only gives you 10 minutes to export the line work to g-code
[02:56:50] <BigJohnT> ok at least you can try it first
[02:57:24] <BigJohnT> will qcad open a dxf file?
[02:57:36] <Ziegler> yes
[02:57:43] <Ziegler> qcad is the cad package
[02:57:59] <Ziegler> CAM Expert is Qcad with a gcode export feature
[02:58:04] <BigJohnT> cool
[02:58:54] <BigJohnT> $220USD is not bad for a cam program if it works good
[02:59:55] <BigJohnT> Thanks Ziegler
[03:00:40] <Ziegler> meh... I am happy with the demo... I would not pay for the full version just to do 2D export
[03:01:03] <Ziegler> Ill boot back into windows and use BobCAD
[03:01:14] <BigJohnT> Hope you don't mind all the questions but I've never installed a program in linux except for the package manager but how is it done?
[03:01:34] <Ziegler> this is just a binary... nothing to install
[03:01:51] <BigJohnT> oh no you have bobcrap too
[03:02:04] <BigJohnT> do you get weekly calls about upgrading?
[03:02:10] <Ziegler> http://www.qcad.org/archives/camexpert/camexpert-2.0.4.8-1-demo.linux90.x86.tar.gz
[03:02:18] <Ziegler> lol yes I do
[03:02:30] <Ziegler> im not a big fan of Bob "crap"
[03:02:43] <Ziegler> but It gets the job done
[03:02:54] <BigJohnT> what version are you using
[03:03:04] <Ziegler> and they guy I work with was the one who shelled out the clams for it
[03:03:26] <Ziegler> just upgraded to 22
[03:03:56] <BigJohnT> you could be talking about me LOL I bought an upgrade once
[03:04:29] <BigJohnT> I spent hours and hours trying to understand the logic of that program...
[03:04:38] <Ziegler> me too
[03:04:44] <Ziegler> I just got v21 under my belt
[03:04:45] <BigJohnT> DOS in a GUI with mistakes
[03:05:05] <Ziegler> 22 is completely different.
[03:05:12] <BigJohnT> I think i'm running 21 or 22
[03:05:17] <BigJohnT> then I have 21
[03:05:24] <BigJohnT> 22 is the newest one?
[03:05:38] <Ziegler> I think 22 is the newest
[03:05:42] <BigJohnT> is it better?
[03:06:02] <Ziegler> if I could figure out how to make it work! LOL
[03:06:11] <BigJohnT> they keep wanting me to dl a trial copy
[03:06:20] <BigJohnT> well I see that they didn't change much
[03:06:41] <BigJohnT> have you ever used solidworks for 3d cad?
[03:06:51] <Ziegler> I do
[03:06:58] <Ziegler> 2006 is the latest I have
[03:07:15] <BigJohnT> it is sooo easy
[03:07:24] <BigJohnT> I have 2003
[03:07:30] <Ziegler> I am a big fan of solid works
[03:07:58] <BigJohnT> wish I had the newer version as all the vendor cad files are 2006
[03:07:58] <BigJohnT> me too
[03:08:57] <BigJohnT> I just can't see spending the money for the new version of 2006 unless it is light years ahead of 2003
[03:09:06] <Ziegler> its not
[03:09:15] <Ziegler> there are some advances and changes
[03:09:17] <BigJohnT> it's like 3k
[03:09:28] <BigJohnT> then I'll just save my money
[03:09:38] <Ziegler> get them to send you a demo version
[03:09:45] <Ziegler> its worth taking a look at
[03:09:56] <BigJohnT> we have a small shop only 2 workers and 2 owners and we still only have 2 people LOL
[03:10:08] <Ziegler> lol
[03:10:59] <Ziegler> you download this yet? :
http://www.qcad.org/archives/camexpert/camexpert-2.0.4.8-1-demo.linux90.x86.tar.gz
[03:11:22] <BigJohnT> i'm on dialup
[03:11:31] <BigJohnT> say no more...
[03:11:56] <BigJohnT> package manager is dl qcad and dl manager is dl camexpert
[03:12:08] <Ziegler> Well, when you download it save it to a folder... and run the command to unpackage it.
[03:12:09] <Ziegler> tar -zxvf camexpert-2.0.4.8-1-demo.linux90.x86.tar.gz
[03:12:24] <Ziegler> err.. tar -zxvf ./camexpert-2.0.4.8-1-demo.linux90.x86.tar.gz
[03:12:25] <BigJohnT> 2 hrs left on camexpert, 1 hr on qcad
[03:12:33] <Ziegler> hehe
[03:12:39] <Ziegler> I dont miss the days of dial up
[03:12:53] <BigJohnT> what does the -zxvf do?
[03:13:25] <fenn> you dont need ./
[03:13:44] <BigJohnT> i live out in the woods in a hollow so they have to string from tree to tree to get to me LOL
[03:14:14] <Ziegler> -z runs it through a gzip filer (.gz at the end of the file)
[03:14:23] <Ziegler> x extracts it
[03:14:41] <Ziegler> v shows you whats going on... lists all the files
[03:15:07] <Ziegler> f is file
[03:15:28] <BigJohnT> cool thanks for the help
[03:15:48] <BigJohnT> i'll let this dl while i sleep then play in the am
[03:16:54] <BigJohnT> so what kind of work to do you do Ziegler?
[03:17:11] <Ziegler> I am a civil engineer by day
[03:17:37] <Ziegler> and get my hand dirty in just about everything else by night
[03:17:43] <BigJohnT> cool
[03:18:03] <BigJohnT> I design and build automation equipment for factories by day
[03:18:11] <Ziegler> cool
[03:18:26] <BigJohnT> and build equipment make beer and wine and shoot guns by night and weekends
[03:18:46] <Ziegler> hehe yup those items are on my list too
[03:19:09] <Ziegler> haven't brewed in a couple year though
[03:19:45] <BigJohnT> www.semo.net/suburb/jthornton/beerhome.htm
[03:19:55] <Ziegler> most of the cnc work I have been doing lately has been for a local gun smith / friend
[03:20:18] <BigJohnT> i haven't brewed in since the spring just too busy
[03:20:27] <BigJohnT> cool
[03:20:46] <Ziegler> my latest fun has been growing / curing / rolling tobacco into cigars
[03:20:47] <BigJohnT> doing mods and stuff
[03:21:33] <Ziegler> my last batch was a cyser mead
[03:21:36] <jmkasunich> they're not guns, they're one-stroke internal conbustion engines!
[03:21:42] <BigJohnT> I remember the tobacco barns when i was a kid when I would visit my grandparents in North Carolina
[03:21:48] <jmkasunich> with easily replacable pistons
[03:22:18] <BigJohnT> some faster than others
[03:22:21] <Ziegler> lol jmkasunich
[03:22:30] <BigJohnT> just don't get in front of the exaust pipe
[03:22:38] <fenn> internal rocket engines
[03:22:53] <BigJohnT> my latest is a CVA electra black powder gun
[03:23:00] <BigJohnT> that baby shoots
[03:23:11] <jmkasunich> I just have a couple of the slower ones
[03:23:23] <jmkasunich> 1911A1 and a ruger Mk3 target
[03:23:49] <Ziegler> ah two of my favorites
[03:23:54] <BigJohnT> 1911's are fun
[03:24:05] <jmkasunich> mine is 1941 GI issue
[03:24:22] <BigJohnT> we shoot 10/22's and 223's for fun
[03:24:32] <BigJohnT> sweet
[03:24:43] <Ziegler> I fired a 4/10 hand gun the other day
[03:25:13] <Ziegler> would make a great snake gun
[03:25:33] <jmkasunich> oh, you mean .410 shotshell?
[03:25:42] <Ziegler> ya
[03:25:51] <BigJohnT> what is that
[03:26:13] <jmkasunich> the smallest shotgun shell - much smaller than 12GA
[03:26:27] <Ziegler> revolver that load shotgun shells
[03:26:52] <BigJohnT> I shot a 12 ga pistol a long time ago in a land far far away
[03:26:55] <Ziegler> I think 45 long colt are the same size arnt they?
[03:27:03] <BigJohnT> 3 shot bolt action
[03:27:08] <jmkasunich> is it specially chambered for that? ISTR reading about someone putting .410 shotshells in a "conventional" revolver
[03:27:15] <jmkasunich> maybe the long colt...
[03:27:45] <jmkasunich> 12 GA pistol seems like a masocist's gun
[03:28:05] <BigJohnT> wasn't bad at all
[03:28:06] <Ziegler> this gun is meant / designed to fire the shotshells... but I think its marketed to fire the long colt
[03:28:16] <BigJohnT> shot slugs from it
[03:28:45] <BigJohnT> it was my bear protection gun
[03:29:43] <BigJohnT> when I used to tromp through the woods of Alaska back in the 60's
[03:29:52] <BigJohnT> crap that makes me old
[03:31:19] <BigJohnT> well off to bed for me...
[03:32:42] <Ziegler> night BigJohnT
[03:33:04] <Ziegler> look up the aa12... that a real bear gun ;-)
[03:33:41] <jmkasunich> not really
[03:33:54] <jmkasunich> too big
[03:34:43] <BigJohnT> wife watching some chick flic so i came back down
[03:34:54] <fsdafsd> opff
[03:35:04] <fsdafsd> boohoo
[03:35:19] <BigJohnT> 17 min left on package manager
[03:35:29] <fsdafsd> touch me sally
[03:36:01] <fsdafsd> hahahah bonjourno
[03:36:29] <fsdafsd> http://www.opencascade.org/
[03:38:09] <fsdafsd> can you say fucking a
[03:38:25] <fsdafsd> or what ?
[03:38:41] <Ziegler> ?
[03:39:17] <fsdafsd> you better realize
[03:39:53] <fsdafsd> for I smack my pool table
[03:40:17] <fsdafsd> beach
[03:40:25] <BigJohnT> I guess he doesn't realise that one right click from the mouse and you never see him again LOL
[03:40:39] <fsdafsd> word
[03:41:05] <BigJohnT> Ziegler what is the AA12?
[03:41:14] <jmkasunich> auto shotgun
[03:41:15] <Ziegler> full auto shotgun
[03:41:22] <jmkasunich> slightly insane
[03:41:35] <Ziegler> nah.. very easy to manage
[03:41:58] <BigJohnT> ok I didn't know what the number was but I know the gun
[03:42:23] <BigJohnT> rotary magazine?
[03:42:48] <Ziegler> Everyone once in ahwile someone will send me a link of a tiny little woman shooting the thing
[03:43:11] <Ziegler> it always satisfying to write back and let em know that that tiny woman is my mother
[03:43:20] <jmkasunich> lol
[03:43:27] <BigJohnT> it's just 12 gauge right?
[03:43:30] <mbaulfinger> see you guys later...
[03:43:33] <Ziegler> ya
[03:43:54] <BigJohnT> sounds like my wife
[03:44:08] <BigJohnT> she has more cammo than me
[03:44:50] <BigJohnT> she dumped her purse out and had no less than three knifes in there and one was a skinning hook!
[03:44:52] <Ziegler> http://video.google.com/videosearch?q=aa12
[03:45:31] <BigJohnT> can't follow and links till the dl is done
[03:46:01] <BigJohnT> the string between here and the paved highway is vibrating for all it's worth
[03:46:53] <BigJohnT> when you live on a dead end dirt road off of a dirt road you know your out in the woods
[03:50:49] <Ziegler> who is getting snow?
[03:51:44] <BigJohnT> I am
[03:52:05] <SWPadnos> we're not yet, but it should start tonight
[03:52:09] <SWPadnos> and end Monday :)
[03:52:18] <Ziegler> we have quite a bit already
[03:52:19] <jmkasunich> we're getting it already
[03:52:22] <BigJohnT> started at 6pm
[03:52:25] <Jymmm> O_o
[03:52:31] <BigJohnT> south east missouri
[03:52:47] <SWPadnos> oh - yours will be gone in a week then :)
[03:52:58] <Ziegler> Western illinois here
[03:53:10] <Ziegler> NW
[03:53:26] <jmkasunich> north east ohio
[03:53:44] <BigJohnT> why were neighbors
[03:53:46] <SWPadnos> north west Vermont
[03:53:58] <SWPadnos> how cold do you guys have it?
[03:54:28] <BigJohnT> about 25 at the moment
[03:54:29] <Ziegler> lower 20s right now
[03:54:31] <Ziegler> F
[03:54:34] <SWPadnos> oh, balmy
[03:54:41] <SWPadnos> it's up to 9 here
[03:54:57] <Jymmm> Y'all are soem freaks!
[03:55:09] <Ziegler> supposed to be single digits tomarrow
[03:55:25] <SWPadnos> yeah - we had single digits last night - above and below
[03:55:33] <BigJohnT> it don't get cold till it's below 0 and the wind is blowing
[03:55:56] <BigJohnT> oh yea I was born on king salmon island in the aleutions
[03:56:03] <SWPadnos> the "funny" part is taht my wife and I went for a walk on a mountain today for something to do
[03:56:07] <SWPadnos> in 5 degree weather
[03:56:19] <SWPadnos> at least the wind hadn't started up
[03:56:42] <Ziegler> yeah... as long as the wind is down, I can tolerate cold temps
[03:56:43] <BigJohnT> if you dress right it's ok
[03:56:53] <Ziegler> but man it bites when the wind is blowing hard
[03:57:27] <SWPadnos> good thing we're headed for FLorida in a week :)
[03:58:19] <BigJohnT> wish I could go but I have 9 months of work to do in the next 3 months!
[03:59:05] <BigJohnT> WOW qcad looks like autocad
[03:59:48] <SWPadnos> oh - I just that 9 months in three thing, so I'm due for a vacation
[04:02:22] <BigJohnT> ok qcad is better than bob crap
[04:02:32] <BigJohnT> I've got it figured out all ready
[04:02:40] <fenn> it crashes a lot if you use blocks
[04:02:48] <fenn> fyi
[04:02:59] <BigJohnT> THANKS Ziegler
[04:03:22] <BigJohnT> ok fenn thanks for the tip
[04:03:41] <Ziegler> hope it works out for ya
[04:03:44] <BigJohnT> don't see using blocks for plasma dxf's...
[04:04:46] <Ziegler> The CAM Expert took me a bit longer to get confgured right
[04:04:51] <BigJohnT> seems to be the ticket so far
[04:05:02] <Ziegler> few options that need to be tweaked so that EMC likes the curves
[04:05:19] <Ziegler> (not enough numbers behind the decimal point if I remember right)
[04:05:21] <BigJohnT> I've created some drawing and opened some dxf files and I've only had it a few minutes
[04:05:43] <BigJohnT> ok
[04:05:51] <Ziegler> QCAD is free for linux ysers
[04:06:21] <BigJohnT> i'll have to play with that in the am
[04:06:52] <BigJohnT> heck it even saves in dxf
[04:08:13] <BigJohnT> anyone here ever did any plasma g coding
[04:10:02] <Ziegler> we have a plasma cutter at work
[04:10:19] <Ziegler> but we can feed the dxf files right into it
[04:10:26] <Ziegler> cant remeber the name of the controls
[04:10:28] <BigJohnT> that is cheating
[04:10:33] <Ziegler> it sure is
[04:10:52] <Ziegler> cuts through 3" plate steel like butter
[04:11:21] <BigJohnT> i was wondering about when i start the torch and then wait for the arc stable signal back what was used
[04:11:38] <BigJohnT> You cut 3" plate with a plasma???
[04:11:54] <Ziegler> Thats what our guys use it on from time to time
[04:12:10] <BigJohnT> that's some bad ass plasma
[04:12:25] <Ziegler> hehe... I was shocked too the first time I saw it
[04:12:32] <BigJohnT> normally you go ox/ac when you get that thick
[04:12:43] <SWPadnos> BigJohnT, you'd probably need to set up some HAL or ladder logic to prevent the machine from moving until the arc is stable
[04:12:47] <BigJohnT> does it cut submurged
[04:12:57] <Ziegler> This has an ox/ac attachment too.
[04:12:59] <SWPadnos> and probably to stop it if something happens to the arc during a program
[04:13:12] <BigJohnT> that is what I was kinda thinking
[04:13:40] <BigJohnT> haven't looked at it real hard been busy building the machine...
[04:14:03] <BigJohnT> now that the Y axis is running I'm looking ahead
[04:14:42] <BigJohnT> I have an input on the plasma to start the arc and an output that says the arc is stable
[04:18:08] <BigJohnT> goodnight guys
[04:18:13] <Ziegler> night
[04:27:32] <Jymmm> steves_logging: what does PMDX stand for? I can NEVER rember the spelling
[04:30:23] <SWPadnos> Practical Micro Design eXpress
[04:35:51] <Jymmm> ah
[05:34:15] <tomp2> any way to get PyGTK 2.10 for dapper? ( got dependency with gaphor
http://gaphor.devjavu.com )
[07:07:30] <toastydeath> fff
[07:08:12] <Jymmm> http://www.disappearing-car-door.com/
[07:11:50] <toastydeath> very cool
[08:16:45] <jmkasunich> IT'S ALIVE!!!!!!!
[08:18:31] <jmkasunich> 30uS base period, doublestep, 48 IPM on X and Z (lathe mode)
[08:20:51] <jmkasunich> bedtime (3:20 am here)
[08:35:42] <Jymmm> I wish it was 3:20 here
[13:07:50] <fsdafsd> should I pay for qcad ?
[14:00:42] <len> long time listener, first time caller...
[14:01:03] <len> is there an archive of these transcripts I could search through?
[14:25:32] <jepler> len: yes
[14:25:35] <jepler> logger_emc: bookmark
[14:25:35] <jepler> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-12-16.txt
[14:25:48] <jepler> len: if you remove the part after the last slash you get one file per day
[14:32:37] <len> thanks
[14:34:34] <len> I just picked up some SMD pick-n-place machines and am looking for info on using EMC2 to drive it
[14:37:43] <jepler> I see
[14:39:12] <len> could be difficult to search through those, is this a topic that has been discussed?
[14:40:01] <jepler> here's a search that turns up a few hits:
http://www.google.com/search?q=site:linuxcnc.org+%22pick+and+place%22+or+%22pick+place%22&hl=en&filter=0
[14:40:13] <jepler> I don't know of anyone with a working pick & place machine based on emc
[14:40:39] <jepler> (but that doesn't mean there aren't any, out there somewhere in the world)
[14:42:16] <BigJohnT> wouldn't a pick and place be more suited to plc control? that's what we use
[14:45:18] <jepler> gcode is probably not the most common way to sequence the actions of a pick & place machine
[14:46:17] <len> sure - but it may be the easiest path for me
[14:47:02] <len> i was reading the emc docs on the torch height control, and this seems very do-able
[14:48:14] <len> i may not even need to go that far, maybe m- and o-codes will do everything I need
[14:48:48] <BigJohnT> are you trying to do adaptive pick and place?
[14:48:57] <jepler> I have only the vaguest understanding of what a p&p machine has to do to place a part
[14:50:12] <BigJohnT> it can vary from fixed position on both ends to adaptive on pick up etc
[14:50:19] <jepler> jmkasunich: yay!
[14:50:22] <BigJohnT> just depends on the situation
[14:50:56] <len> i'll post a list of all the signals I'll need
[14:51:23] <BigJohnT> we do some with cameras that find a part in a tray then place the part on the line and some that just pick up and place from a fixed location
[14:52:11] <len> these machines are fairly old (mid 80s) and use mechanical part centering
[14:53:07] <BigJohnT> you retrofitting an old machine
[14:57:25] <jepler> bbl
[14:59:32] <owhite> hey people. Does anyone have any advice on connecting to i2c devices via EMC2?
[14:59:41] <len> http://www.probotix.com/pick_n_place/
[15:01:09] <len> retrofitting, sorta - the PC hardware that ran these originally no longer works, well maybe they would if I had the floppies that they booted from
[15:02:11] <BigJohnT> is it stepper or servo driven?
[15:02:58] <len> stepper with belts for x and y, pneumatics (on-off only) for everything else
[15:03:32] <BigJohnT> unless your just wanting to try and do it with EMC a PLC would be much faster and cost effective
[15:04:11] <BigJohnT> we use panosonic plcs that are the size of small box and cost <$300
[15:04:33] <BigJohnT> they have high speed step and direction outputs
[15:05:54] <len> i know nothing about PLCs, I'll read up on them
[15:07:12] <BigJohnT> they are better suited for the industrial tasks of pick and place and are not too bad to learn
[15:07:36] <len> but I buy mini-itx all-in-one motherboards for $100 that run EMC very well - the hard drives and other stuff are free from the junk pile
[15:08:19] <BigJohnT> is this a diy project for home use?
[15:09:44] <len> more or less - once we have a proven product, we have them assembled for us, but new designs we do in-house
[15:10:23] <BigJohnT> are you using this in a factory?
[15:11:10] <len> we have a small business - I wouldn't exactly call it a factory, but the net result is the same
[15:12:16] <len> with a plc, can you load in parts programs via a usb drive or something?
[15:12:54] <BigJohnT> by parts programs do you mean the the pick and place has to do many different tasks
[15:13:01] <len> yes
[15:13:26] <fenn> they usually have a CF or SD slot
[15:13:35] <BigJohnT> most plcs are programmed from a pc
[15:13:39] <fenn> and network connection if you're lucky
[15:14:04] <BigJohnT> yea on the network connections
[15:14:06] <fenn> always at least a serial cable though
[15:14:33] <fenn> i would recommend avoiding plc's unless you are a masochist
[15:14:47] <BigJohnT> why is that fenn
[15:15:09] <BigJohnT> i've installed hundereds and hundreds of them
[15:15:16] <BigJohnT> and i'm lazy
[15:15:47] <fenn> well, they use this crufty programming language...
[15:16:22] <BigJohnT> what kind of plc's do you use? all the ones I use have nifty programming language
[15:16:34] <fenn> i dont use plc's :)
[15:16:43] <BigJohnT> ok
[15:16:52] <BigJohnT> breakfast calls
[15:17:02] <len> me 2
[15:17:04] <tomp1> bwise might be good for plc or for hal
http://wiki.tcl.tk/8537 ( i hate ladder too, rather use diagrams or language )
[15:17:52] <owhite> would anyone have any suggestions for linking EMC2 to i2c devices?
[15:19:15] <owhite> basically to get halvcp displaying information from temperature and pressure ssnsors.
[15:19:19] <fenn> owhite: for realtime or slower than 1ms?
[15:19:25] <owhite> slow.
[15:19:25] <tomp1> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Emc_Puppy mentions i2c, thats all i found
[15:19:42] <fenn> just get a usb to i2c thingy (i'm sure they exist)
[15:20:33] <owhite> my possible I/O from the computer would be a mesa board, or USB. I havent seen anything that provisions for the mesa board to make the connection.
[15:21:21] <fenn> if it conforms to the USB HID specification it should work with hal_input
[15:21:24] <owhite> I am asssuming the advice will probably be finding some python based USB-->I2c dongle.
[15:22:22] <fenn> i2c is not very complicated, and could be bit-banged on one of the mesa's io pins, with some hacking
[15:22:48] <fenn> maybe the best is to write a new "comp" hal component that just bit-bangs i2c
[15:22:57] <fenn> then you can hook that up to whatever pin you like
[15:23:33] <owhite> right. so would I be putting new firmware on the mesa board? or doing that at the comp hal component level?
[15:23:41] <fenn> at the hal level
[15:23:49] <fenn> you only need firmware for very fast stuff
[15:24:38] <owhite> okay that sounds do-able. I will do RTFMing on writing hal components.
[15:25:25] <tomp1> are there unused pins on the mesa? can you be sure they will remain available? maybe use a parport pin that you are sure is yours to control
[15:25:44] <owhite> the parport is pretty maxed out at this point.
[15:25:54] <tomp1> another parport?
[15:26:22] <owhite> well I'm working on a new project, considering how to expand up to about 20 I/O points.
[15:26:33] <owhite> for running my laser. its got a lot of stuff to monitor.
[15:26:44] <owhite> ...and drive.
[15:27:05] <tomp1> yeh, i got those 8255's from futrelec, 72 io
[15:27:24] <owhite> did you write a hal component for it?
[15:27:29] <owhite> ..and could you point me to it?
[15:27:46] <tomp1> nope, but will find you some links
[15:28:44] <owhite> nice price though. :-)
[15:29:21] <tomp1> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Released says there's an 8255 pci driver ( price was nicer when i bought 2 in 2005 )
[15:29:54] <tomp1> so look in your hal/driver directory, and read the source luke.
[15:30:33] <owhite> so have you used it w/ EMC?
[15:31:02] <tomp1> no, just hal, with leds and buttons
[15:31:34] <owhite> oh that's the same thing, in my view. :-)
[15:32:31] <tomp1> maybe use this to opto isolate the mesa or futurelec
http://www.anderswallin.net/2006/08/optoisolator-cards-for-mesa-5i20-servocard/
[15:33:47] <tomp1> if you have the mesa and left over pins ( the driver is still being developed and may change some ) then the mesa is a good candidate
[15:35:00] <owhite> right. I wouldnt have guessed the mesa was not opto-isolated.
[15:35:03] <fenn> i think any changes to the mesa driver will make it more flexible, so you'd end up with more available pins
[15:35:40] <fenn> there are add-on optoisolator cards from mesa for the m5i20
[15:37:17] <fenn> well, some sort of isolation at least
[15:38:17] <BigJohnT> any classicladder guru's here today?
[15:39:29] <fenn> i dont think there are any classicladder gurus
[15:39:48] <BigJohnT> hmmm do you know anything about it?
[15:41:43] <fenn> yeah, it's a soft-plc that runs as a hal module, and there's a GUI to program it in ladder
[15:42:29] <BigJohnT> i'm running the gui from the terminal and have the section display up but it's blank
[15:42:38] <BigJohnT> do you know how to add a rung?
[15:44:11] <fenn> click on editor (lower left) and then add
[15:44:51] <BigJohnT> ok a properties box pops up
[15:44:55] <BigJohnT> what is that for
[15:45:33] <fenn> um, i dont know
[15:45:59] <fenn> the gui is kinda weird
[15:46:06] <BigJohnT> yep
[15:48:37] <BigJohnT> gee, the whole thing vanished
[15:49:04] <BigJohnT> better reboot
[15:49:12] <fenn> heh
[15:54:17] <owhite> so the component hal_m5i20 looks like it has code for loading new firmware on to the m5i20 board -- is that true?
[15:54:28] <fenn> yes, that's how it works
[15:54:39] <fenn> fpga's have no memory storage
[15:54:39] <owhite> wow that's really something.
[15:55:03] <fenn> you have to load binary file though, which you need a proprietary compiler to create
[15:55:17] <fenn> it's a sore spot in the open source electronics community
[15:55:28] <owhite> got it. so you -always- have to load on the firmware.
[15:55:33] <fenn> right
[15:55:36] <owhite> ah.
[15:55:46] <alex_joni> there are fpga's with persistent writings
[15:56:06] <owhite> but not the m5i20. ? :-)
[15:56:06] <alex_joni> on those you need special cycles to erase, then reprogram
[15:56:15] <alex_joni> owhite: don't think so :)
[15:57:25] <owhite> so it looks like if a person was to write code to do i2c communications with the m5i20 it would be at the level of hal_m5i20.c
[15:57:59] <owhite> ? that was a question to the collective.
[15:58:02] <cradek> i2c is just clocked serial isn't it?
[15:58:03] <owhite> :-)
[15:58:10] <owhite> yes.
[15:58:18] <alex_joni> you can bitbang it
[15:58:20] <cradek> sure you could do that in a mesa board
[15:58:20] <fenn> cradek: there's some addressing protocol involved too
[15:58:23] <alex_joni> even from the parport
[15:58:47] <alex_joni> fenn: sure.. but there are cores for i2c masters
[15:58:49] <owhite> alex_jonii: my preference is to try to get it working from the mesa.
[15:58:53] <fenn> you dont need to write a custom driver for the m5i20 though
[15:59:04] <owhite> fenn: please explain.
[15:59:05] <alex_joni> right, and custom fpga image on the mesa
[15:59:38] <owhite> no way I could make a custom fpga, I have the brain of a relatively slow goldfish.
[15:59:55] <fenn> owhite: instead, write a hal component that fiddles with hal signals, and then connect those hal signals to the m5i20 hal pins
[16:00:42] <fenn> (and then it's usable by people who dont have m5i20's too)
[16:00:58] <owhite> fenn: got it. I was doing a little wading around in the code base to find where I might do that -- could you suggest where?
[16:01:25] <owhite> my experience with customizing pins ends at around pyvcp.
[16:01:46] <fenn> read about how to use the "comp" preprocessor
[16:02:13] <fenn> http://www.linuxcnc.org/docs/html/hal_comp.html
[16:02:58] <owhite> thanks. I sorely hate to take a lot of time asking obvious questions.
[16:08:30] <BigJohnT> I need to turn on the spindle and wait for an input before continuing the execution of the g code. Any ideas on where to start?
[16:09:45] <fenn> m66
[16:10:42] <fenn> google has failed me
[16:11:07] <BigJohnT> i don't see a m66 in the gcode reference
[16:11:49] <alex_joni> http://www.linuxcnc.org/docview/2.2/html//gcode_main.html#sec:M66:
[16:11:57] <cradek> if you're waiting for "at speed" you could use the feedhold pin
[16:12:28] <BigJohnT> actually I want to start the arc and wait for the arc stable input
[16:12:33] <alex_joni> that also has the advantage that it works all the time
[16:12:46] <alex_joni> so it stops during a cut if the arc_stable doesn't come anymore
[16:13:10] <BigJohnT> yes
[16:13:38] <BigJohnT> on the m66 what is the P-word?
[16:14:42] <alex_joni> "The P-word specifies the digital input number."
[16:15:06] <fenn> maybe there should be an example of how to use it
[16:15:08] <BigJohnT> of the parport?
[16:15:23] <BigJohnT> that would be nice!
[16:15:38] <alex_joni> P1 means motion.digital-in-01
[16:15:52] <alex_joni> you can link motion.digital-in-01 to parport.0.pin-xx-in
[16:15:58] <alex_joni> if you want ..
[16:16:12] <BigJohnT> hmmm in the hal file yes?
[16:16:17] <alex_joni> BigJohnT: yes
[16:16:24] <BigJohnT> cool
[16:16:52] <fenn> would you want a plasma system to stop and start again if the arc goes out?
[16:17:36] <BigJohnT> no if I loose the arc just stop
[16:18:30] <BigJohnT> if i start the arc on the edge of a part it will make a crater
[16:18:56] <fenn> you should do what cradek suggested
[16:19:04] <BigJohnT> i start away from the edge and move to the edge then cut the part out then move away just a bit then stop the arc
[16:19:16] <fenn> hook arc-stable-(not) to feed-hold
[16:19:50] <owhite> hey what kind of frequency could I expect to get using the hal comp pwmgen.c? I need something around 25khz.
[16:19:51] <BigJohnT> would the feed-hold stay latched even if the arc came back on
[16:21:45] <jepler> no, but you can design any kind of logic you like either in ladder, with an existing component such as flipflop, or as a new component.
[16:22:15] <BigJohnT> ok
[16:24:13] <owhite> any comments on the PWM question?
[16:25:24] <SWPadnos> owhite, you can get a pulse rate of 25 KHz pretty easily, but you won't have 10-bit PWM that does full PWM cycles at 25 KHz
[16:25:30] <jepler> owhite: The maximum frequency square wave you can generate is 1/2*BASE_PERIOD Hz
[16:25:40] <jepler> (base period in seconds, that is)
[16:26:41] <owhite> I'd be quite happy with 5-bit PWM. it would set the power on my laser
[16:26:53] <alex_joni> BigJohnT: there's a component called estop something
[16:27:02] <alex_joni> which is basicly a resettable latch
[16:27:03] <SWPadnos> do you actually need full PWM cycles at 25 KHz though?
[16:27:27] <BigJohnT> alex, thanks I'll try to find that
[16:27:51] <SWPadnos> even at 5 bit resolution, you'd need 25 KHz * 32 = 800000 periods/sec
[16:28:03] <SWPadnos> and software definitely won't do that
[16:28:36] <owhite> okay.
[16:30:04] <owhite> I'll go with my previous plan of setting a chip that performs the PWM via i2c signals.
[16:30:28] <SWPadnos> you could easily use a $1 AVR micro, and communicate with it serially
[16:30:43] <SWPadnos> they have hardware PWM that runs at the base clock rate (1 MHz to 20 MHz)
[16:30:56] <owhite> right. that's pretty much what I'm doing.
[16:31:05] <SWPadnos> ah - ok
[16:31:11] <SWPadnos> i2c is just a little harder on a PC :)
[16:33:07] <owhite> how would you handle generating the serial signal? was thinking the mesa-->i2c would be pretty cute. I'm hearing I could create a hal_comp that would be able to connect to anything, including the mesa.
[16:33:35] <SWPadnos> if you have a mesa, then yo would be better off just making the PWM in the FPGA
[16:34:19] <owhite> nah. I'm thinkning I aint packing the intellectual wet ware to program FPGA.
[16:34:54] <SWPadnos> well, you'd need it for i2c as well, since the stock Mesa config doesn't have that
[16:35:32] <SWPadnos> I don't remember seeing an i2c implementation for it, but SPI and PWM are done already
[16:35:37] <jepler> basically you would write a component with whatever inputs you desire (e.g., floats, bits, s32, u32) and the logic to turn that into sda and scl output signals, which you would in turn connect in HAL to two bit-type output ports on the parport
[16:35:40] <owhite> right but I was hoping to bit bang using two mesa pins, but the level of code where I'd be controlling that was hal_comp.
[16:36:00] <owhite> what jepler said.
[16:36:46] <jepler> there may be extra problems due to sda being a bidirectional line -- with hal_parport you can't switch the direction of the pins after load time (and even if you could, you can't switch on a bit-by-bit basis)
[16:37:36] <jepler> (one website suggests a 1k series resistor on sda so at least a transmitting device won't damage itself or the parport)
[16:37:47] <owhite> oh sorry I assumed I could change direction of pins after load time. my mistake.
[16:38:21] <SWPadnos> multiple problems: sda is bidirectional, and you may need to implement clock stretching - the clock is also bidirectional
[16:38:26] <owhite> ...on the mesa that is.
[16:38:37] <SWPadnos> the mesa allows it but HAL doesn't
[16:39:53] <jepler> SWPadnos: huh, that I didn't know
[16:40:16] <SWPadnos> yeah - it's to allow slower components to slow down the master
[16:41:21] <owhite> so has anyone tried to make a link between the hal to do something like temperature measurement?
[16:41:43] <SWPadnos> I've made a 16-bit multichannel analog I/O board that plugs into the Mesa
[16:41:54] <SWPadnos> that could be used for temperature measurement :)
[16:42:07] <owhite> selling kits?
[16:42:24] <SWPadnos> no, it's all surface mount, some of it fine pitch
[16:42:25] <alex_joni> along with the temperature to measure
[16:42:35] <owhite> got it.
[16:42:57] <jepler> hm, "Both SCL and SDA lines are "open drain" drivers." -- so really not something you should be driving with regular parport pins...
[16:43:08] <SWPadnos> I'll sell boards, but they're a bit expensive - like $800
[16:43:09] <owhite> well I guess the way to go is to dedicate two lines into the par_port, oh...crap.
[16:43:22] <owhite> SWPadnos: no thanks :-)
[16:43:31] <SWPadnos> but they are 6-channels in and 8 out, simultaneous update, and can update at ~175 KHz
[16:43:34] <SWPadnos> heh :)
[16:44:08] <owhite> I guess I'lll have two-wire going to an AVR, and the AVR will basically send "temperature is okay" via a pin.
[16:44:57] <fenn> owhite: you really really should use the m5i20 for pwm
[16:45:17] <SWPadnos> well, if there aren't any isolation issues, you could use the same AVR that you use for controlling the laser, and communicate with it using the same serial potr
[16:45:19] <SWPadnos> port
[16:45:29] <owhite> fenn: but just to confirm, I'd have to learn to program m5i20 firmware, right?
[16:45:38] <SWPadnos> not really
[16:46:02] <SWPadnos> do you have a 5i20 ir a 5i22?
[16:46:14] <SWPadnos> or
[16:46:27] <owhite> neither. I'm speccing out the requirements and then going to make the purchase.
[16:46:42] <fenn> i thought the standard firmware had a couple pwm channels
[16:46:54] <SWPadnos> ok, can you budget for a 5i22 ($400-500), or do you need to go with the 5i20 ($200)?
[16:47:01] <SWPadnos> it has 4 - that's how the servo channels work
[16:47:42] <owhite> does the current hal_m5i20 (hope I'm getting that right) allow me to control them, or would I write a component to handle the PWM?
[16:47:53] <SWPadnos> so that's one option - if you don't need 4 servo channels, you can use one PWM "DAC" as laser control
[16:48:13] <SWPadnos> it looks like a DAC in HAL - you send it a floating point value, and it adjusts the PWM accordingly
[16:48:27] <SWPadnos> just like a motor velocity command ...
[16:48:38] <owhite> neat. that could be one problem solved.
[16:48:51] <SWPadnos> unless you need all 4 PWMs for servo control
[16:49:06] <SWPadnos> but you shouldn't with a laser - there shouldn't be a Z
[16:49:07] <owhite> nope. got a universal stepper controller for that.
[16:49:17] <SWPadnos> oh, ok
[16:49:18] <owhite> jon elson's product.
[16:49:22] <SWPadnos> yep, got one :)
[16:49:47] <owhite> and before you say -- I know its got i/o on that board. but I want to use the mesa because I have a lot of other i/o issues.
[16:49:58] <owhite> was gonna use both.
[16:50:09] <SWPadnos> sure
[16:50:47] <SWPadnos> there's an advantage to using either two 5i20 (not sure this has been tested yet) or one 5i22 - it's PCI
[16:51:10] <SWPadnos> the data transfer rate is much faster with PCI cards than with parallel ports
[16:51:12] <owhite> I still think EMC needs a "universal i2c read/writer" that connects to any pin.
[16:51:22] <SWPadnos> it's electrically impossible to do that
[16:51:27] <SWPadnos> it's not a software issue
[16:51:39] <owhite> * owhite is thinkiing about that.
[16:51:47] <fenn> can we compromise with a "universal spi read/writer" on any pin?
[16:52:06] <owhite> probably but then i"d have to learn about the spi protocol.
[16:52:08] <SWPadnos> sure, that should be about 15 lines in a .comp file
[16:52:16] <owhite> :-)
[16:52:17] <SWPadnos> SPI is simpler than i2c
[16:52:45] <owhite> for your average hardware engineer. :-) but I'll read up on it.
[16:52:49] <SWPadnos> set clock and output data high, wait 1/2 clock period, read input, wait 1/2 clock period, repeat for <N> bits
[16:53:23] <owhite> and SPI lets you address multiple devices?
[16:53:29] <SWPadnos> it uses 3 (or 4) pins - clock, data out, data in, and sometimes chip select (when you have multiple devices on a bus)
[16:53:37] <SWPadnos> yes, in hardware - not addresses like i2c
[16:54:04] <fenn> there's a select line for each device
[16:54:14] <SWPadnos> but you can also daisy chain a lot of devices - they're basically all made to act like serial shift registers, then you output one latch command to all chips
[16:54:32] <SWPadnos> after you've sent out all the bits for all the devices ...
[16:54:33] <owhite> starting to go oOOOoover my head.
[16:54:48] <SWPadnos> well, there is an SPI block for the Mesa 5i22
[16:55:03] <owhite> that's a start.
[16:55:18] <owhite> meaning: I can understand that. :-)
[16:55:24] <SWPadnos> the 5i22 firmware (which has no HAL driver yet) has 6 SPI blocks, 12 PWM, 12 stepgen, and other stuff
[16:55:26] <SWPadnos> heh
[16:55:56] <SWPadnos> it's got a much bigger FPGA (1.5M gates instead of 200k) and 96 I/Os on 4 connectors
[16:56:06] <SWPadnos> and it's twice the price :)
[16:56:16] <fenn> so, you're telling me to buy something twice as expensive so i get to use this vaporware with no timeline?
[16:56:20] <fenn> thanks, man
[16:56:36] <SWPadnos> yes - then you can condense the vapor yourself, and we'll all be happy
[16:56:41] <owhite> okay I dont want to step into the middle of a hardware war :-)
[16:56:50] <fenn> swpadnos just likes to spend money
[16:56:55] <fenn> and i dont
[16:56:57] <SWPadnos> OPM
[16:57:12] <owhite> I dont mind spending money, its that I feel a lot worse when I fry something expensive :-)
[16:57:13] <fenn> you down with OPM?
[16:57:28] <SWPadnos> but it is true - I seem to have less of an allergy to spending money than a lot of people :)
[16:57:44] <SWPadnos> I got to use OPM to get myself a 5i22
[16:57:57] <owhite> hey I'm the idiot paying $100 bucks to make custom PCBs. Adds up fast.
[16:58:15] <SWPadnos> heh - you don't want to know what I paid to get these analog boards done ...
[16:58:27] <owhite> yah so you can relate :-)
[16:58:27] <fenn> um.. $800 each?
[16:58:40] <SWPadnos> no way - I've got to have some profit in there!
[16:58:51] <SWPadnos> actually, if you count my time, it's probably closer to $1000
[16:59:13] <owhite> well I certainly hope you get it. just aint gonna be from me :-)
[16:59:24] <SWPadnos> heh
[16:59:42] <SWPadnos> this was a contract project, so I'm not too worried about it
[16:59:56] <owhite> OPM.
[17:00:00] <owhite> best way to go.
[17:00:23] <owhite> wait.
[17:00:36] <owhite> so at runtime, I could set one line on the mesa as read, another as write?
[17:01:01] <SWPadnos> the mesa supports it, but HAL/the HAL driver don't
[17:01:09] <owhite> oh oh.
[17:01:28] <SWPadnos> the I/O split is 16 in and 8 out I think (per connector)
[17:01:52] <owhite> but if hal doesnt support it, it wont work.
[17:02:21] <SWPadnos> err - I'm saying that HAL doesn't allow you to change the direction of the pins at runtime
[17:02:38] <owhite> okay. so I could go with...
[17:02:47] <SWPadnos> it would be possible, but isn't implemented, to allow you to decide on the individual pin directions at HAL driver load time
[17:02:53] <owhite> dedicate two lines to read-i2c and two lines to write-i2c.
[17:03:10] <owhite> a 2 by 2-wire protocol.
[17:03:15] <SWPadnos> no, because the writers will force the lines to whatever value they're at - you'll have bus contention
[17:03:30] <owhite> damn you for being so smart. :-)
[17:03:35] <owhite> okay....here goes.
[17:03:39] <SWPadnos> it's a curse
[17:04:27] <owhite> I'm going to make circuitry that safely allows me to do i2c on a parport, sell them for $4. and we'lll make millions becuase everyone is going to want EMC to perform i2c
[17:04:27] <jepler> SWPadnos: (is mesa fast enough to run in the fast thread?)
[17:04:59] <SWPadnos> depends on the PCI bus
[17:05:16] <SWPadnos> owhite, uh - go for it :)
[17:05:43] <owhite> hey and then I'm paying for a big EMC2 party where everyone gets flown into dubai -- so you may want to help.
[17:06:21] <fenn> you could make an SPI to I2C adapter
[17:06:23] <SWPadnos> oh, well that sounds fun
[17:06:48] <SWPadnos> do we get to stay at that new hotel that's a bunch of islands in the shape of a map of the earth?
[17:07:01] <owhite> yes. but you have to write the hal component for me.
[17:07:28] <SWPadnos> as long as they have internet access there, we can develop it there :)
[17:07:51] <owhite> good point. all I need is a bank loan for my million dollar idea.
[17:08:04] <BigJohnT> I'm trying to run an example from wiki instructions and the command is scripts/emc configs/demo_step_cl/demo_step_cl.ini
[17:08:39] <fenn> you can just start emc and pick demo_step_cl
[17:08:48] <BigJohnT> ok
[17:09:21] <BigJohnT> slap on forhead!
[17:14:42] <owhite> okay people. just to re-state things (cause I do have to come up with a plan and start building) I could make a board that hangs on the parallel, that reads i2c safely, and then I'd could code up a hal component to perform the appropriate read/writes. reasonable idea?
[17:15:07] <SWPadnos> that may be possible
[17:15:23] <SWPadnos> what kind of update rates do you need for the i2c data?
[17:15:57] <owhite> slow. just to read temperature, ADC to things that read pressure, and that sort of thing.
[17:16:22] <SWPadnos> ok, so a userspace component that uses the serial port would be fast enough, no?
[17:16:40] <SWPadnos> uh-oh, now we're in trouble :)
[17:17:07] <owhite> yah. not that I know what a userspace component is. and I havent done any chip to serial development.
[17:17:12] <owhite> :-)
[17:17:41] <SWPadnos> also, how many parallel ports are you planning on putting in this computer?
[17:17:54] <owhite> two.
[17:18:14] <SWPadnos> you're using one for the USC, then you have a programmable FPGA card for another 72 I/Os, it seems silly to use another parallel port with custom hardware
[17:18:22] <owhite> one goes to the Universal Stepper Controller.
[17:18:45] <PeterW> Just wanted to say that 5I20 also supports HostMot2 (with SPI etc) Ill do I2C interface eventually
[17:18:49] <owhite> well I KNOW but I havent gotten a good plan to read/write to multiple devices like temperature readers :-)
[17:18:58] <SWPadnos> ok - wasn't sure it all fit :)
[17:19:05] <owhite> heh.
[17:19:21] <SWPadnos> have you chosen the temperature sensors yet?
[17:19:36] <owhite> nope. this is all in the specification stage.
[17:19:41] <SWPadnos> ie, are tehy analog thermistors, or are they the Dallas 1-wire digital probes (or similar)?
[17:19:44] <PeterW> I have 12 axis servo controller and a 24 channle quad counter only that fit, an added i2c is nuttin
[17:19:55] <SWPadnos> ok, you need to know what you're talking to before you decide how to do the talking
[17:20:00] <fenn> you can run spi for quite some distance (i know someone who does home automation like doors and windows with it)
[17:20:10] <owhite> peterw: good to know.
[17:20:39] <SWPadnos> PeterW, do you have i2c in your FPGA library?
[17:20:49] <SWPadnos> I don't remember seeing it
[17:21:20] <owhite> lets see. was hoping to do a thermometer. three ADCs from pressure transducers. and connect to an LCD (for fun mostly)
[17:21:42] <PeterW> Not yet, its more trouble than SPI but not too bad. HostMot2s Open drain output option makes that part easy at least
[17:22:15] <jmkasunich> morning all
[17:22:19] <SWPadnos> hi jmk
[17:22:30] <owhite> well if peterw has I2c we still have a problem with hal not allowing switching from read/write at runtime for the m5i20.
[17:22:30] <SWPadnos> owhite, well, maybe you *do* want one of my analog boards :)
[17:22:38] <SWPadnos> no, that's not a problem
[17:22:50] <owhite> SWPadnos: I do, but you're too expensive. :-)
[17:23:02] <SWPadnos> it's only a problem if you're trying to use the I/Os as simple I/O and doing the I2C in sioftware
[17:23:06] <PeterW> Its not done that way, its a setup option for open drian in th I/O port
[17:23:11] <PeterW> drain
[17:23:31] <owhite> SWPadnos: ah, got it.
[17:25:14] <jepler> PeterW: thanks for releasing the 7i33 "dumb I/O" firmware under the GPL for us to incorporate in emc.
[17:25:46] <jepler> PeterW: will you be doing the same with hostmot2? I think <seb> is interested in writing the HAL driver for it too.
[17:26:04] <PeterW> No problem. I think I should have Hostmot2 for 7I43 sometime next week
[17:26:20] <PeterW> GPL? yes
[17:27:02] <jepler> hmmm
[17:27:05] <jepler> $ ise epp-iopr8.ise
[17:27:08] <jepler> ...
[17:27:09] <jepler> Segmentation fault (core dumped)
[17:27:52] <owhite> PeterW: whats the possible delivery time for i2c on the m5i20?
[17:28:48] <PeterW> I2C: probably a few weeks, I'm behind on a lot of things ATM
[17:29:02] <SWPadnos> anddon't forget holidays and such
[17:29:23] <PeterW> I'M trying to...
[17:29:25] <SWPadnos> hmmm. PeterW, do you have 7i43 in stock?
[17:29:27] <SWPadnos> heh
[17:29:41] <owhite> yah well I'm a long way off, so its fine. I am still in the design stage. Could be months for me.
[17:29:45] <SWPadnos> oh wait, I don't have a parport on my new laptop
[17:29:48] <SWPadnos> damn
[17:30:02] <owhite> plus I'd have to figure out how to write a hal component.
[17:30:33] <PeterW> Only 200K ones 400Ks all gone, but were building a new lot now
[17:30:56] <PeterW> Just use USB (Ducks)
[17:31:11] <SWPadnos> ok, thanks
[17:32:00] <eric_U> someone was working on the hal driver for the 7i43, correct?
[17:32:09] <SWPadnos> that's seb
[17:32:36] <jepler> eric_U: yes there's a driver in CVS which gives (I think) 48 dumb I/O bits
[17:32:55] <owhite> PeterW: but once EMC2 can talk to I2c its going to radically change the whole EMC economy. I was thinking it would make a $million or so. Was planning on starting a .org, making lots of money, and we'd all have a developers convention in Dubai.
[17:33:25] <eric_U> I guess I'll just get another 5i20
[17:33:39] <SWPadnos> except that i2c isn't appropriate for long distance communication in a noisy environment
[17:33:48] <owhite> crap.
[17:33:51] <SWPadnos> heh
[17:33:58] <PeterW> Brazillions!
[17:34:17] <owhite> okay we could do it in Rio.
[17:34:56] <SWPadnos> you have to go back to the beginning there. i2c is IIC, which stands for "Inter-Integrated Circuit" - it's a chip-to-chip bus originally meant for use on a single PCB
[17:35:21] <fenn> but it's so nice for robots
[17:35:24] <SWPadnos> using fewer pins to communicate with peripheral chips
[17:35:26] <SWPadnos> heh
[17:35:52] <owhite> oh. As usual your incisive intellect is getting in the way of eventual world domination.
[17:36:10] <SWPadnos> well - in the way of *your* world domination :)
[17:36:11] <PeterW> Actually for simple I prefer SPI (differential for long distance) But High speed asynchonous is better if you need isolation
[17:36:34] <owhite> (I'm -trying- to cut the EMC2 developer community in on the action though)
[17:36:53] <fenn> owhite: do you have a laser running with emc2 already?
[17:37:00] <owhite> oh yeah.
[17:37:17] <owhite> I'm working on generation 2 electronics though.
[17:37:17] <SWPadnos> oh - on the SPI front, we ended up with 44" cables for the analog board - it still worked at 24 MHz - thanks for the termination tips
[17:38:58] <fenn> owhite: if you aren't using stuff in hal, there's already an i2c bus in most computers that you can access with the lm_sensors kernel module
[17:39:21] <owhite> fenn: yeah I want all of this stuff to communicate with hal.
[17:39:33] <owhite> but I'm hearing that I2C is a bad design decision for chips that exist off the PCB.
[17:40:17] <PeterW> WPadnow: Welcome - Highly reccomend any of Howard Johnsons books if you do high speed design
[17:43:09] <SWPadnos> it's not ideal
[17:45:28] <owhite> got it. I could bring 0-5 voltage levels into the board and read them there. works for most of the nonPCB peripherals I'm planning.
[17:45:51] <owhite> the custom board I'm making, not the m5i20, that is.
[17:46:45] <BigJohnT> on a lighter note I'm trying to link a pypvc button to a parport input. I have the button showing up on axis but can't fiigure out the syntax to connect the button to the input in the hal file
[17:47:02] <owhite> alright people. thanks much for your help. gonna run.
[17:47:35] <jmkasunich> BigJohnT: you want to hook a button to an input?
[17:47:37] <SWPadnos> BigJohnT, net mysignal parport.00.pin-xx-in name_of_pyvcp_pin
[17:47:42] <BigJohnT> i've tried this
[17:47:48] <SWPadnos> oh - good point jmk
[17:47:49] <jmkasunich> usually buttons drive outputs and inputs drive lights
[17:47:54] <BigJohnT> yes
[17:47:59] <SWPadnos> buttons have outputs, and input pins have outputs to HAL
[17:48:03] <SWPadnos> you can't hook two outputs together
[17:48:19] <SWPadnos> so you want an LED in pyvcp
[17:48:34] <jmkasunich> well, I dunno what he actually wants
[17:48:39] <BigJohnT> no a push button that simulates an input
[17:48:53] <SWPadnos> then you need to connect that to a parport output pin
[17:48:58] <jmkasunich> oh, you want to fake the parport
[17:49:06] <jmkasunich> then you don't connect to the parport at all
[17:49:16] <BigJohnT> hmmm
[17:49:20] <SWPadnos> oh, in that case you want to connect to whatever the parport pin would have connected to ;)
[17:49:24] <jmkasunich> right
[17:49:30] <BigJohnT> ok
[17:49:39] <jmkasunich> if you are trying to fake a home switch for example...
[17:49:45] <BigJohnT> yes
[17:49:54] <BigJohnT> that would be a good example
[17:49:59] <jmkasunich> the normal net would be "net Xhome axis.0.home-switch <= parport.0.pin-whatever"
[17:50:25] <jmkasunich> instead, do "net Xhome axis.0.home-switch <= name-of-pyvcp-pin"
[17:50:32] <BigJohnT> would I sub the pyvcp my-button for the parport
[17:50:42] <BigJohnT> ok let me give that a whirl
[17:50:53] <eric_U> can you do something like a wired-or?
[17:51:02] <jmkasunich> eric_U no
[17:51:33] <jmkasunich> you can use an explicit or block, or a ladder rung, if you want to combine two sources to drive one net
[17:51:57] <jmkasunich> actually, I over-generalized
[17:52:12] <jmkasunich> you _can_ do wire-or type stuff, but onlywith "tri-state" pins
[17:52:21] <jmkasunich> of which there are very few in HAL
[17:52:48] <tomp1> where is the src for crapahalic available?
[17:52:56] <eric_U> wouldn't want to do it in general, best to have everything agree
[17:53:36] <fenn> tomp1: src/hal/utils/halgui/
[17:53:47] <SWPadnos> Vq^ may still have it on his website
[17:53:58] <SWPadnos> is it in the EMC source?
[17:54:24] <fenn> yep
[17:54:36] <tomp1> i got 5 run in place versions up to 2.2 and search misses it, will look by hand , thx
[17:55:04] <SWPadnos> isn't halgui jeplers start on the problem?
[17:55:29] <jepler> I deny it
[17:55:30] <BigJohnT> I put net Xhome axis.0.home-switch <= pyvcp my-button in my hal file but I get pin 'axis.0.home-switch' does not exist
[17:55:34] <SWPadnos> heh
[17:55:55] <SWPadnos> look up the actual name - it'll be in the HAL file somewhere
[17:56:06] <tomp1> fenn: btw, cory doctorow's book 'printcrime' is about small machines used to duplicate stuff
[17:56:38] <fenn> * fenn looks
[17:56:39] <tomp1> fenn: you mean halgui >is< crapahalic? the blocks connected by signal line thingy?
[17:56:46] <fenn> yes
[17:56:50] <tomp1> thx
[17:57:10] <fenn> you can't draw with it i think? only load the output of `halcmd show`
[17:57:31] <tomp1> k, been looking at bwise to do same
[17:57:43] <tomp1> lunch, thx
[17:59:32] <jepler> this is a screenshot of a similar program I worked on for a time, but it never did anything useful and the source is now lost:
http://emergent.unpy.net/files/sandbox/hallelujah5.png
[17:59:35] <BigJohnT> ok i found that and changed it to net Xhome axis.0.home-sw-in <= pyvcp my-button now it says pin pyvcp does not exist
[18:00:39] <SWPadnos> you have a space between pyvcp and my-button - you should look at the actual name of the pyvcp pin once pyvcp has loaded
[18:00:57] <SWPadnos> comment out the net line, and look at it with `halcmd show pin`
[18:01:27] <SWPadnos> err - comment out the net line, run emc (or however you're starting HAL), and then run `halcmd show pin`
[18:01:46] <BigJohnT> ok
[18:02:47] <SWPadnos> you'll be flooded by a barrage of pin names :)
[18:02:59] <BigJohnT> it shows pyvcp.my-button
[18:04:24] <BigJohnT> the doc example shows it like this linksp spindle-rpm-filtered pyvcp.spindle-speed
[18:04:44] <SWPadnos> you hada space between pyvcp and my-button in the net line you pasted
[18:04:48] <SWPadnos> it needs to be a period
[18:05:19] <BigJohnT> this is the last way i tried it net Xhome axis.0.home-sw-in <= pyvcp.my-button
[18:06:18] <jmkasunich> that should work (assuming those are indeed the names)
[18:06:25] <jmkasunich> you should do this interactively
[18:06:33] <jmkasunich> comment out the offending name
[18:06:35] <jmkasunich> start emc
[18:06:41] <BigJohnT> ok
[18:06:50] <jmkasunich> open another shell, and run halcmd interactively "halcmd -kf"
[18:07:06] <jmkasunich> then you can type in net commands and they will take effect immediately
[18:07:18] <jmkasunich> (or they will print an error message immediately)
[18:07:23] <BigJohnT> ok
[18:07:31] <jmkasunich> and you can type in "show" commands to see what you have
[18:08:02] <jmkasunich> once you've found the right command, and verified that it works the way you want, you can edit it into your hal file
[18:09:34] <BigJohnT> it does not show a axis.0.home or axis.0.home-sw-in
[18:10:05] <BigJohnT> never mind
[18:10:15] <BigJohnT> didn't page up enough
[18:10:27] <jmkasunich> you can filter "show" output... for example "show pin axis.0" will show only things that start with axis 0
[18:10:32] <jmkasunich> cuts the clutter down a lot
[18:10:40] <BigJohnT> ok cool
[18:10:57] <jmkasunich> also I believe "show pin *home*" would show only homing related pins (for all axes)
[18:11:18] <SWPadnos> it'll only show pins that have the letters "home" in them :)
[18:11:27] <SWPadnos> hopefully, they'd all be related to homing
[18:11:40] <jmkasunich> true
[18:11:44] <jmkasunich> (nitpicker)
[18:11:54] <SWPadnos> heh
[18:12:08] <SWPadnos> also, you can tab-complete both commands and names
[18:14:27] <BigJohnT> ok that seems to work so far thanks
[18:27:45] <BigJohnT> Ok it all works interactively but I get pin 'pyvcp.my-button' does not exist. I assume for some reason it's out of order being created?
[18:28:17] <SWPadnos> you may need to add a wait option when loading pyvcp
[18:28:42] <SWPadnos> halcmd will kep going if you don't tell it to wait until pyvcp has loaded (and created its pins)
[18:28:43] <BigJohnT> in my ini file?
[18:29:00] <SWPadnos> wherever pyvcp is loaded
[18:29:09] <BigJohnT> what is the syntax?
[18:29:18] <SWPadnos> I don't recall exactly
[18:29:32] <SWPadnos> it's in the examples though, I think
[18:29:44] <SWPadnos> gotta run. bbl
[18:29:59] <BigJohnT> ok
[18:30:08] <jepler> are you using pyvcp as a separate window, or integrated in the axis window?
[18:30:25] <BigJohnT> integrated into axis
[18:31:09] <jepler> OK, in that case you must put all the .hal lines for the vcp in 'postgui' hal file, described here:
http://linuxcnc.org/docs/2.2/html/hal_vcp.html#sec:pyvcp-with-axis
[18:33:15] <BigJohnT> thanks jepler missed that paragraph in the docs
[18:33:24] <BigJohnT> how do you remember all that?
[18:35:51] <jepler> * jepler shrugs
[18:36:12] <jepler> there are other things I forget readily
[18:36:17] <BigJohnT> and it all works and even makes sense to me
[18:36:23] <BigJohnT> thanks jepler
[18:36:44] <BigJohnT> off to my nap bbl
[19:28:54] <rcsu> hi *
[19:33:59] <Skullworks-PGAB> SWP and I are pushing for better EMC compatability in the new Gecko servo amp - slated to be the G380.
[19:34:19] <jmkasunich> quadrature input?
[19:34:27] <Skullworks-PGAB> pwm
[19:34:34] <Skullworks-PGAB> not step
[19:34:49] <jmkasunich> pwm? then its only a power stage?
[19:35:03] <Skullworks-PGAB> or let me see how SWP phrased it
[19:35:12] <SWPadnos> it's a CPLD-based servo drive, similar to the Vampire in construction
[19:35:21] <SWPadnos> so we've been asking for extra "features" to be added :)
[19:35:30] <jmkasunich> this CNC stuff is kinda cool (/me is making his first cuts with a CNC lathe)
[19:35:32] <SWPadnos> analog inputs for torque/velocity, on an internal header
[19:35:35] <SWPadnos> heh
[19:35:56] <jmkasunich> quadrature inputs for the position command seems like a no brainer to ask for
[19:35:59] <jmkasunich> stepdir sucks
[19:36:07] <SWPadnos> yep, I think that was on the table as well
[19:36:11] <SWPadnos> don't remember for sure
[19:36:39] <anonimasu> hm
[19:36:54] <Skullworks-PGAB> best bet is to get enough unique people requesting it
[19:36:58] <SWPadnos> soemone asked for pure H-bridge to be driven with PWM, I think I asked for analog
[19:37:14] <SWPadnos> also a "percantage of allowed current being used" output
[19:37:16] <Skullworks-PGAB> that would have been me
[19:37:21] <SWPadnos> heh
[19:37:23] <SWPadnos> ok then :)
[19:38:20] <Skullworks-PGAB> most people are begging for a higher voltage model - but that ain't going to happen in his favorite formfactor
[19:38:26] <SWPadnos> nope
[19:38:38] <SWPadnos> though he should be able to do higher current, which would also be useful
[19:39:07] <SWPadnos> at least higher peak current
[19:39:24] <SWPadnos> oh, I should have asked (or did I) for separate settings for peak/continuous current
[19:39:26] <Skullworks-PGAB> peak is 20A now on the 320
[19:39:26] <SWPadnos> I think I did
[19:39:57] <SWPadnos> right
[19:40:15] <Skullworks-PGAB> but yeah more A for accell would not hurt
[19:40:24] <SWPadnos> he had thought to add an overcurrent mode that would allow some percentage overcurrent for 5 seconds, then fault
[19:40:36] <SWPadnos> I suggested making the time and/or OC level settable
[19:41:41] <jmkasunich> what is going to be the "user interface" to all these features?
[19:41:55] <jmkasunich> one of the nice things about geckos it that they have simple interfaces - a few wires
[19:41:59] <SWPadnos> there will be extra pins on the terminal blocks for some of them
[19:42:01] <SWPadnos> yep
[19:42:01] <Skullworks-PGAB> My suggestion was basically to reduce part count and just allow direct access to the H-bridge - figured that mod might be really simple
[19:42:30] <jmkasunich> direct access to the power structure is attractive to us, but I can't imagine it being attractive to Mariss
[19:42:45] <jmkasunich> direct access to the power lets the users have many more ways of blowing it up
[19:42:51] <SWPadnos> I'm sure it would be a different CPLD input mode, and he'd use the same two inputs to do it
[19:43:04] <SWPadnos> unless the optoisolation precludes that option
[19:43:29] <jmkasunich> thru the fpga or not, the risk is still there
[19:43:38] <SWPadnos> sure
[19:43:46] <jmkasunich> unless the fpga can still override the incoming PWM and protect the power circuits
[19:43:59] <SWPadnos> yes, I'd assume it could do that
[19:44:12] <SWPadnos> but the isolation speed would probably be a problem
[19:44:16] <SWPadnos> opto speed, that is
[19:45:21] <Skullworks-PGAB> well if the units have a thermal cut out and current limiting I would think that would cover most the blow ups other than his normal failure for mis wiring
[19:46:13] <Skullworks-PGAB> but then I'm no expert
[19:47:40] <anonimasu> hm
[19:47:45] <anonimasu> did anyone see awallin?
[19:48:07] <Skullworks-PGAB> some of the logic I figured to be removed might be part of his methods of preventing shoot thru
[19:48:55] <Skullworks-PGAB> * Skullworks-PGAB has not dissected any of his Geckos
[20:05:50] <ds2> anyone done 0.250 thick acrylic on the mill before? want to know if it is as tempermental as 0.092 thick acrylic
[20:10:21] <Skullworks-PGAB> you will have breakout issues but it is better than the thin stuff - use dish soap & water mix as cutting fluid - works well
[20:11:39] <ds2> what are you calling a break out issue?
[20:11:50] <ds2> the 0.092 was shattering on me
[20:12:27] <Skullworks-PGAB> when the cutter is approaching an edge the last bit will usually break off ahead of the cutter
[20:12:51] <ds2> oh yuck
[20:13:12] <ds2> maybe the frustration cost trade off is worthwhile to go with polycarbonate then
[20:14:40] <Skullworks-PGAB> thinnier the side cut - the better the final result . I hate plexiglass - but it will tolerate some chemicals better than lexan, otherwise Lexan ( polycarbonate ) is allways my first choice.
[20:15:56] <ds2> *nod* this is for an art type project so chem. resistance doesn't matter. small quanity cost of polycarb is almost 2x acrylic
[20:16:21] <BigJohnT_> can you back cut from the edge first
[20:18:10] <ds2> I don't think there will be internal cuts, just a cut all around. so yes that is possible
[20:18:26] <Skullworks-PGAB> yeah but its many times more superior - you won't have to make the same part several times to get a good one - saves time and materials which ends up being cheaper.
[20:18:45] <ds2> but there are small holes (1-1.5D) holes that needs to be and break out there would be bad (that's visible)
[20:19:55] <Skullworks-PGAB> DS2 - put wood, cardboard or something under it and the drilled holes should be fine
[20:20:34] <Skullworks-PGAB> you need to support the material where the tool breaks thru to minimize chipping
[20:21:32] <ds2> Skullworks-PGAB: I putting this on a fixture and the top needs to remain flat so I am not sure how do I go about that w/o the top canting over due to the wood/cardboard
[20:21:49] <ds2> and after the first peice, the fixture will have the hole already
[20:21:50] <Skullworks-PGAB> also if you can lie to the machine - state an oversize cuter and make several cuts in to the finish size that will help too.
[20:22:31] <ds2> both acrylic and polycarb tolerate light cuts? (0.005 or less)
[20:22:58] <Skullworks-PGAB> cardboard like the stuff on the back of a pad of paper - solid cardboard
[20:23:20] <ds2> oh. was thinking of corrugated stuff
[20:23:49] <Skullworks-PGAB> its fairly flat stuff
[20:24:28] <ds2> if something like that works, couldn't I just make a disposable liner for my fixture out of poster board?
[20:24:35] <ds2> or that too thin?
[20:26:31] <Skullworks-PGAB> thats exact right
[20:26:53] <Skullworks-PGAB> use a fresh sheet on each part
[20:28:25] <Skullworks-PGAB> it don't need to be too thick, just enough to spport the material when the drill breaks thru - I'd use 1-1.5mm cardboard
[20:29:10] <ds2> ok
[20:29:17] <JymmmEMC> Sacraficial MDF top
[20:29:35] <Skullworks-PGAB> or a spare sheet of material - just be able to shift it enough for each part so that there is solid under the drilled holes
[20:29:45] <Skullworks-PGAB> bottom
[20:30:07] <Skullworks-PGAB> but top can work too
[20:30:46] <BigJohnT_> if your drilling thin material you need to hold it down next to the drill bit to prevent the material from climbing up the bit as you break though
[20:31:06] <ds2> JymmmEMC: going to use a slab of aluminum as the fixture + pins
[20:31:55] <Skullworks-PGAB> I once used a layer of 1mm lexan on top held on via double sided tape - used a regular rolling pin to press it all down
[20:32:03] <ds2> BigJohnT_: the question then becomes, is 0.250 thick sheet, with probally 0.092 dia holes, considered to be think material drilling?
[20:32:12] <JymmmEMC> Like I said...
http://farm1.static.flickr.com/150/389868988_c3f723a7f0_b.jpg
[20:32:40] <BigJohnT_> 1/4 should be ridgid enough with that small of a hole
[20:32:48] <ds2> JymmmEMC: home depot grade MDF?
[20:33:10] <Skullworks-PGAB> this was for a panel with all sorts of cutouts for switches and LED's, couterbores etc. - so chipping was an issue everywhere.
[20:33:36] <BigJohnT_> just make sure your material is firmly against the backing material
[20:34:02] <ds2> Skullworks: did the tape grab onto the chips in the holes and cause problems?
[20:34:36] <JymmmEMC> I came in the middle of the conversation, what is being done?
[20:35:14] <ds2> JymmmEMC: just asking for tips on machining some either acrylic or polycarb and it seems the polycarb is worth the extra cost given that it is easier to machine then acrylic
[20:35:52] <JymmmEMC> ds2: cutouts and holes?
[20:36:30] <ds2> JymmmEMC: just a few holes (small), no cut outs
[20:36:39] <JymmmEMC> how small?
[20:37:10] <ds2> maybe 0.092; worse case is 0.125
[20:37:32] <ds2> this is an "artistic" application so finish/clarity is more important then mechanical properties
[20:38:05] <JymmmEMC> you mean like the 1/8" hole in this?
http://farm1.static.flickr.com/84/206158222_cb5c34978c_m.jpg
[20:38:31] <ds2> close, the end product will be similar
[20:39:21] <JymmmEMC> 1/8" spiral UPCUT router bit
[20:39:23] <ds2> the main machining is to do the outside edge + either 3 or 4 holes
[20:39:52] <ds2> JymmmEMC: where does one find one of those? I was just thinking of a carbide endmill with 2 flutes
[20:40:17] <JymmmEMC> whats the orange brand router bits?
[20:40:51] <ds2> oh the wood working section
[20:41:51] <JymmmEMC> CMT
[20:42:31] <JymmmEMC> The place around the corned from the airport has them _______________ tool
[20:42:53] <Skullworks-PGAB> no - but after awhile there was a ring of goo just above the cutting area of the endmill
[20:43:41] <JymmmEMC> ds2: CMT 192.001.11
[20:44:03] <ds2> hmmmm manufacture recommends 20K-25K RPM w/0.250 or 0.500 bits
[20:44:32] <ds2> JymmmEMC: how fast you run the bits you are describing?
[20:44:42] <JymmmEMC> 20K
[20:44:51] <fenn> you need a high chip/tooth load for most plastics, so feeding at 25krpm is going to be difficult
[20:45:12] <fenn> if you dont cut the plastic, it melts onto the bit
[20:45:13] <ds2> hmm don't think I will be trying those bits; my puny mill can't get close and lack HP
[20:45:57] <JymmmEMC> ds2: can you get the rpms?
[20:45:59] <ds2> think I top out at about 10K RPM and doubt if I have the HP to sustain suitable feeds
[20:46:14] <JymmmEMC> ds2: it's plastic, HP aint the issue
[20:46:32] <JymmmEMC> unless it's a dremel =)
[20:46:42] <ds2> JymmmEMC: I've stalled the spindle enough times to conclude HP is ALWAYS an issue ;)
[20:47:59] <ds2> <--- stalled a 2HP Haas minimill before. has learn to not push DoC and Feed, esp. on a puny 1/4HP mill
[20:48:44] <JymmmEMC> The smallest letters are 1/4" tall
http://farm1.static.flickr.com/38/112694457_42d8bbc2a9.jpg
[20:49:38] <ds2> JymmmEMC: you get paid to make these?
[20:49:54] <Skullworks-PGAB> * Skullworks-PGAB has stalled a 400KVA Mori Seiki (30hp spindle, 9.2hp axis servos)
[20:50:14] <Skullworks-PGAB> but it wasn't lexan :)
[20:50:19] <ds2> heheh
[20:50:26] <JymmmEMC> Not the HD, as I don't have a license to SELL those.
[20:50:46] <ds2> JymmmEMC: It looks like you have a small sign making biz?
[20:51:37] <JymmmEMC> ds2: Moi?
http://farm2.static.flickr.com/1148/1107905160_16b53f4d56_o.jpg
[20:52:45] <JymmmEMC> Can't tell, but that one is carved and hand painted.
[20:53:21] <ds2> okay time to see if osh sells lexan cheaper then tap
[20:55:49] <anonimasu> cheaper then tap?
[20:56:00] <JymmmEMC> Tap Plastics, a retail store
[20:56:25] <anonimasu> ah ok
[20:57:01] <JymmmEMC> I love this, it's etched in the surface of brass sheet...
http://farm2.static.flickr.com/1393/1107057487_5e665687bb_o.jpg
[20:57:18] <Skullworks-PGAB> BTW if it don't have to be clear - sometimes they have smoked at a surplus dicount
[20:57:32] <anonimasu> yep
[20:57:36] <Skullworks-PGAB> fine for structural uses
[20:58:50] <Guest232> gents... greetings..
[20:59:08] <anonimasu> :)
[20:59:23] <Skullworks-PGAB> (:
[21:00:02] <Skullworks-PGAB> hmm guess I'm not wearing a hardhat
[21:01:32] <BigJohnT_> I'm trying to display stepgen.0.frequency on a pyVCP meter without luck, I've tried net stepgen.0.frequency => pyvcp.my-meter but that does not work
[21:01:49] <BigJohnT_> the meter is -5000 to +5000
[21:02:32] <BigJohnT_> I can watch stepgen.0.frequency go up and down in the hal config
[21:02:43] <BigJohnT_> as I run the axis
[21:03:19] <alex_joni> what values do you see?
[21:03:57] <LawrenceG> BigJohnT_: you are missing the net name.... you need net myname stepgen.0.frequency pyvcp.my-meter
[21:03:59] <BigJohnT_> -4000 to +4000
[21:04:04] <BigJohnT_> during a rapid
[21:04:26] <BigJohnT_> ok what does the net name do?
[21:04:33] <alex_joni> it's the signal name
[21:04:40] <alex_joni> it's just like doing:
[21:04:42] <LawrenceG> syntax is net... name of the signal,... a list of pins to connect
[21:04:47] <alex_joni> newsig mynabe float
[21:04:57] <alex_joni> linksp mynabe stepgen.0.frequency
[21:05:06] <alex_joni> linksp mynabe pyvcp.my-meter
[21:05:18] <alex_joni> obviously without the typo :D
[21:06:35] <BigJohnT_> typo make it more fun
[21:06:37] <LawrenceG> by giving the net a name, one can use that name in other commands to hook up additiponal pins or one can watch that signal
[21:07:16] <BigJohnT_> so for a float do i still do the net...
[21:09:00] <alex_joni> BigJohnT_: it's the same for any kind of signal
[21:09:14] <alex_joni> just remember to hook up pins of the same type together
[21:09:27] <BigJohnT_> ok
[21:09:44] <BigJohnT_> float to float and logic to logic
[21:10:05] <alex_joni> right
[21:10:52] <BigJohnT_> i'm getting pin 'stepgen.0.frequency' does not exist
[21:11:11] <alex_joni> then you got the name wrong .. probably
[21:20:02] <Skullworks-PGAB> Some dude in Hong Kong is selling a Servomate Amp set for a Hurco KM3p on eBay - and linked to the manual on my site...
[21:20:29] <Skullworks-PGAB> kinda funny when you go looking and find a link to your own domain...
[21:20:32] <BigJohnT_> I found the stepgen.0.frequency under Parameters/stepgen/frequency using HAL Conf widow from axis
[21:20:59] <BigJohnT_> with is not being a "Pin" does that change things
[21:21:09] <alex_joni> BigJohnT_: if it's a parameter, then you can't link it to another pin
[21:21:20] <BigJohnT_> ok thanks
[21:22:14] <alex_joni> http://www.linuxcnc.org/docview/2.2/html//hal_rtcomps.html#r1_1_3
[21:24:26] <Guest232> gents I'm wondering if anyone has implemented glass scales on emc ... any ideas..
[21:27:22] <cradek> there was a lot of talk about that on emc-users a week? ago
[21:27:30] <cradek> you should check the archives
[21:27:44] <cradek> http://news.gmane.org/gmane.linux.distributions.emc.user
[21:28:56] <cradek> http://thread.gmane.org/gmane.linux.distributions.emc.user/4646
[21:29:57] <Guest232> cheers..will take a look..
[21:41:13] <BigJohnT_> is there a way to link my-meter to the current position? Everything I try comes back with an error that the pin is already linked to xx and can't be linked to my-meter
[21:41:34] <BigJohnT_> this is still the pyVCP meter thing
[21:48:26] <JymmmEMC> what can you use to view DXF files on ubuntu?
[21:48:33] <DanielFalck> qcad
[21:48:57] <DanielFalck> 2d dxf
[21:49:05] <BigJohnT_> qcad
[21:52:32] <JymmmEMC> I thought glass scales were an issue due to the speed emc can do - or couldn't be used at high speeds.
[21:56:42] <toastydeath> i didn't know this but apparently you can buy tape with some sort of readout mechanism in it
[21:56:53] <JymmmEMC> oh man, the kybd shortcuts are really qeird in qcad
[21:57:01] <toastydeath> and no shit, it's real tape
[21:57:05] <toastydeath> cut it and everything
[21:57:13] <JymmmEMC> toastydeath: I've seen that, but he said glass scales
[21:57:16] <toastydeath> we bought some, it's got some ridiculous resolution like 50 nm
[21:57:19] <toastydeath> 300 per foot
[21:57:30] <toastydeath> i questioned the decision because what the fuck, no machine we own is THAT accurate
[21:57:47] <toastydeath> i know, it just reminded me
[21:58:10] <JymmmEMC> toastydeath: Well, is it any good though?
[21:58:15] <toastydeath> yeah, it's very good
[21:59:04] <toastydeath> i forgot the per foot error but it's pretty small
[21:59:18] <JymmmEMC> toastydeath: Hmmm, i thought about something like that for my machine as opposed to encoders to give feedback to.
[21:59:44] <JymmmEMC> absolute positioning.
[21:59:54] <toastydeath> i don't think it's absolute
[22:00:10] <JymmmEMC> toastydeath: No?
[22:00:11] <toastydeath> but i'm sure they make an absolute variant
[22:00:24] <JymmmEMC> I mena if I dont move the tape or anything
[22:00:47] <toastydeath> it just produces a sine wave as you move the read head down the tape
[22:00:53] <JymmmEMC> ah, ok.
[22:00:58] <toastydeath> there's no like, absolute reference except for this little thing you put on the machine
[22:01:02] <JymmmEMC> so JSUT like encoders, just linear
[22:01:05] <toastydeath> yeah
[22:01:16] <toastydeath> and a little more accurate than most screws
[22:01:29] <toastydeath> which is the real benifit
[22:01:48] <JymmmEMC> Might be nice for limit/home if there is a n absolute version
[22:02:22] <toastydeath> in lower resolutions you can probably get absolute
[22:02:36] <JymmmEMC> do you remember the cost per axis? I got 25" travel at most
[22:02:38] <toastydeath> i'd imagine it would be hard to put any sort of abosolute gradient on anything that has a spacing of 50 nm
[22:02:51] <toastydeath> the kit, as i recall, was 300 per linear foot on the tape
[22:03:02] <JymmmEMC> $300 ?
[22:03:03] <toastydeath> and i don't know what the read head/index thingy cost, but it wasn't much
[22:03:08] <toastydeath> yeah
[22:03:23] <JymmmEMC> *cough*choke*cough*
[22:03:33] <toastydeath> i said that earlier man!
[22:04:03] <JymmmEMC> Might be good for a tiny stage
[22:04:23] <toastydeath> there are other, less expensive resolutions but i don't know the brand name or the cost per foot of the other ones
[22:04:36] <toastydeath> you do not need 50 nm steps, so i am sure it won't be 300/ft
[22:05:37] <jmkasunich> JymmmEMC: do you know how big 50nm is?
[22:05:46] <jmkasunich> about 2 millionths of an inch
[22:05:52] <JymmmEMC> jmkasunich: Yeah 50 nanometers = 1.96850394 × 10-6 inches
[22:06:11] <jmkasunich> so why do you seem surprised that it is expensive
[22:06:14] <toastydeath> that would actually cause trouble on most machines, and i'm just waiting for the guy to notice it
[22:06:27] <toastydeath> because the thermal drift in an average room is way more than 2nm
[22:06:32] <toastydeath> so it's going to jitter allll over the place
[22:06:33] <JymmmEMC> jmkasunich: Becaseu I missed the part where he said nm
[22:07:36] <jmkasunich> heh, a 1" steel part expands by about 150 nm for one degree F of temperature change
[22:07:59] <toastydeath> yep
[22:08:10] <JymmmEMC> oh fsck me... .0001 in = 2540 nanometers
[22:08:38] <BigJohnT_> anyone know the syntax for the M66 L word?
[22:08:57] <JymmmEMC> I'd be WAY MORE THAN HAPPY with 250nm resolution
[22:09:20] <toastydeath> i'm pretty happy with 2540 nm resolution
[22:09:30] <JymmmEMC> toastydeath: that too =)
[22:09:46] <toastydeath> because i don't know many machines that will position to that with any degree of reliability
[22:09:50] <JymmmEMC> toastydeath: do they have 2500nm reolution?
[22:09:57] <toastydeath> they have a whole range
[22:10:06] <toastydeath> i don't have the catalouge or know who makes it
[22:10:18] <JymmmEMC> toastydeath: well shit, get the company to buy some, try it out, and let us know =)
[22:10:25] <toastydeath> hahah
[22:10:35] <toastydeath> he's got it set up, and it works
[22:10:45] <toastydeath> but he doesn't have the servo position linked to it
[22:11:11] <JymmmEMC> At 50nm res, you fart (literally) and the scale would be off.
[22:11:25] <toastydeath> jymmmemc: at 50 nm, it moves on it's own
[22:11:32] <toastydeath> it literally does not stop moving
[22:11:43] <JymmmEMC> toastydeath: I like my analogy better fscker =)
[22:11:46] <toastydeath> hahah
[22:11:48] <toastydeath> sry
[22:11:51] <toastydeath> =((
[22:11:53] <JymmmEMC> tis ok
[22:12:32] <JymmmEMC> See, then you can ask the sales engineer what is the fart-drift accuracy and see what he says
[22:12:34] <toastydeath> i really wish he'd have asked someone about CNC before starting the project
[22:12:45] <toastydeath> because he's using an industrial PLC thingy
[22:12:53] <toastydeath> and not a real control
[22:13:03] <toastydeath> i would have told him, sir, either buy a fanuc or go online and download emc
[22:13:20] <toastydeath> instead of spending like 3k on some shit that will not work for what we need to do
[22:13:27] <JymmmEMC> 1micron = 1000 nm
[22:13:40] <toastydeath> yep
[22:13:44] <JymmmEMC> so basically cleanroom chip making stages
[22:13:51] <toastydeath> exactly.
[22:14:11] <JymmmEMC> where it's env controlled
[22:14:19] <toastydeath> and vibration controlled.
[22:14:44] <JymmmEMC> I wonder how many DAYS you have to wait till it's thermally stable nce in a cleanroom.
[22:14:55] <toastydeath> the tape or the machine?
[22:14:58] <JymmmEMC> yes
[22:15:03] <toastydeath> couple weeks
[22:15:08] <toastydeath> depending on the weight
[22:15:13] <toastydeath> and average thickness
[22:15:21] <toastydeath> of any structural members
[22:15:28] <toastydeath> some crap is like 12-24 hours
[22:15:37] <toastydeath> other stuff takes 4, 5 weeks to become stable
[22:15:43] <JymmmEMC> heh
[22:16:50] <JymmmEMC> ok, he doesn't need the accuracy, so it's still usable at .0001" resolution isn't it?
[22:17:17] <toastydeath> yes, if you have a control that won't try to position to EXACTLY what the encoder is telling you
[22:17:37] <toastydeath> EMC wouldn't have a problem because you guys, you know, understand following error
[22:17:40] <BigJohnT_> anyone know how M66 workds
[22:17:44] <BigJohnT_> works
[22:17:45] <toastydeath> the thing he's using is going to jitter around
[22:17:50] <JymmmEMC> toastydeath: ah
[22:19:02] <toastydeath> it's like, an industrial control for conveyor systems and stuff
[22:19:08] <toastydeath> it's not meant to control a bloody machine tool
[22:19:43] <toastydeath> a 20 hp, 2000 rpm lathe, with a 18" spindle nose
[22:19:49] <toastydeath> things could get dangerous fast back there.
[22:42:30] <PeterW_> PeterW_ is now known as PeterW
[22:45:26] <PeterW__> PeterW__ is now known as PeterW
[22:48:04] <PeterW__> PeterW__ is now known as PeterW
[23:27:22] <jmkasunich> heh, at least this time I only wasted a couple minutes looking for something that was in my pocket the whole time
[23:42:45] <JymmmEMC> PeterW__: yo
[23:43:28] <JymmmEMC> jmkasunich: Got Ginkoba?
[23:45:11] <JymmmEMC> heh
http://www.dealextreme.com/details.dx/sku.7847
[23:47:26] <JymmmEMC> I love that they use digital calipers on a lot of theri photos =)
{kind=link}
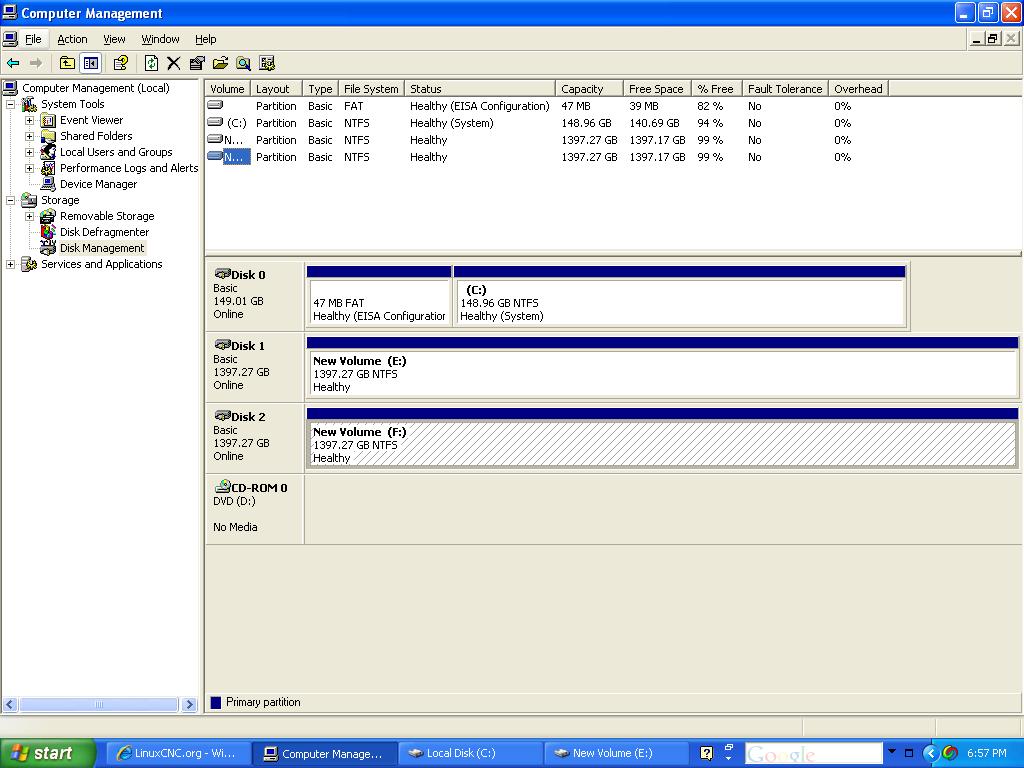{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}