Back
[08:26:14] <alex_joni> JymmmEMC: thx
[08:26:41] <jlmjvm> ex:10000 step pulses per inch,10000 encoder pulses per inch
[08:28:18] <jlmjvm> 2000 steps per rev,500 cpr quadrature with index
[08:42:54] <alex_joni> nice
[08:46:29] <jlmjvm> would that be correct
[09:06:33] <alex__> alex__ is now known as The_Ball
[09:10:18] <JymmmEMC> alex_joni: so what's happening?
[09:50:08] <alex_joni> JymmmEMC: not much
[10:11:27] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[10:20:13] <Dallur> I'm thinking about mounting a wood router in my gantry to do a bit of plywood routing, can anyone here recommend a particular router/spindle brand for the task ?
[10:30:44] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[10:56:03] <slundell> Dallur: I really like the Kress spindles. I just bought a FME800 so I have not tried it that much yet.
[10:59:51] <alex_joni> http://www.kress-elektrik.de/en/products/browse_products.php?categorie=767
[11:03:46] <Dallur> slundell/alex: is that input or output power ?
[11:04:01] <Dallur> slundell: 1000w is a bit low for input but fine for output :)
[11:06:16] <Dallur> slundell: had any issues with lack of power ?
[11:25:11] <slundell> Dallur, im not sure, but i would guess its input power. I have not tried it much yet but you can definitely mill plywood with it.
[11:25:28] <SWPadnos> the kress site says input power
[11:25:37] <slundell> .. if you're not planning on having a 96mm bit or so
[11:28:19] <Dallur> slundell: tried any alu cutting ?
[11:29:42] <slundell> I tried a little with a 2mm bit
[11:32:15] <Dallur> slundell: and fair results ?
[11:43:07] <fenn> feeds and speeds baby
[11:43:28] <fenn> and.. frame rigidity
[11:44:14] <fenn> you're planning on submersing everything in water so i guess coolant won't be a problem
[11:44:31] <fenn> mornin laddies
[11:45:18] <SWPadnos> who you calling a - oh - hi fenn
[11:45:40] <fenn> the plural of laddie, diminutive form of lad
[11:46:05] <fenn> take it how you will
[11:46:09] <SWPadnos> of course, everyone knows that
[11:47:32] <lerneaen_hydra> morning fenn
[11:47:52] <fenn> so i'm getting excited about open source hardware and distributed manufacturing
[11:48:08] <SWPadnos> heh
[11:48:18] <fenn> i wonder if this emc-users thing is going to go anywhere
[11:48:21] <SWPadnos> there's one problem with the concept (though I like the idea)
[11:48:38] <SWPadnos> moving an object does nothing to increase its value
[11:48:49] <fenn> sure it does
[11:49:01] <fenn> those platinum asteroids arent worth much to anyone right now
[11:49:29] <SWPadnos> so unless you have a single location that can perform all needed operations to a thing, you need to spend time and resources moving it around
[11:49:41] <SWPadnos> no, they have a value, but the economics of extracting that value are poor
[11:49:47] <fenn> same diff
[11:49:53] <SWPadnos> no it isn't :)
[11:50:17] <fenn> ok, i'll concede your definition for the sake of harmony
[11:50:28] <SWPadnos> economics 101: there are 3 things that do nothing to increase the value of your inventory: 1: counting it 2) moving it, 3) inspecting it (I think)
[11:50:37] <fenn> bull crap
[11:50:39] <SWPadnos> I'm not sure #3 is correct
[11:51:32] <SWPadnos> they increase your confidence in the quality of the product, or they give you information about how much product to make, or they let you organize your space better, but those things do nothing to increase the actual value of the widgets themselves
[11:51:36] <fenn> an interesting side effect of "a fabber in every home" is that manufactured products suddenly must be made to a much higher level of quality
[11:52:59] <fenn> unless it costs more to fab stuff
[11:53:16] <SWPadnos> heh
[11:53:33] <fenn> i find that hard to imagine though
[11:53:35] <SWPadnos> economies of scale still apply, which I'm not sure to call a benefit or a curse
[11:53:51] <fenn> its hard to beat zero percent profit
[11:53:59] <fenn> even if your competition is using inefficient methods
[11:54:09] <fenn> "inefficient"
[11:54:18] <fenn> by some metric or other
[11:54:22] <SWPadnos> ah, the community aspect
[11:54:54] <SWPadnos> well, that would be nice, but I can say from experience that people change when money is involced, and the change is roughly proportional to the amount of money
[11:54:58] <fenn> well, if you make something for yourself to use, you arent making profit on it are you?
[11:54:57] <SWPadnos> involved
[11:55:01] <SWPadnos> nope
[11:55:45] <fenn> sure but there will still be open source
[11:55:49] <SWPadnos> but if you're making something that someone else didn't have the equipment to make, and shipping it to them, and charging a small amount over cost (even if you donate the money), then I think that's a setup for friction
[11:56:00] <fenn> why?
[11:56:04] <SWPadnos> as I said, I like the idea, but I'm not sure the reality will match the theory here
[11:56:48] <fenn> you deserve to be compensated for 1) your time 2) your capital investment
[11:56:51] <SWPadnos> sure
[11:57:11] <SWPadnos> how much money is your (my) time worth?
[11:57:18] <fenn> whatever you say its worth
[11:57:26] <SWPadnos> how fast should the capital investment be paid off
[11:57:47] <fenn> i dont see where you're going with this
[11:58:20] <fenn> (and i think we were talking about different things)
[11:58:45] <SWPadnos> well, nowhere I guess. like I said, I like the idea, but I don't know if it's practical in the long run given what I've seen of human nature
[11:58:49] <SWPadnos> we could be :)
[11:58:53] <SWPadnos> I hope so, actually
[11:59:16] <fenn> i dont think the "hey everyone lets contribute to emc by making stuff" is a terrible idea
[11:59:27] <fenn> but i'm not betting my retirement on it (not that i have any retirement fund)
[11:59:53] <lerneaen_hydra> * lerneaen_hydra hasn't read much except for the last lines
[12:00:44] <lerneaen_hydra> but IMO if the people that order stuff know each other since before, the community bit, then there's not much of a risk of friction, it's first when you get people that you've never met before that make orders that you can get nasyness
[12:01:05] <fenn> yes great point
[12:01:32] <fenn> unfortunately its those outsiders who have most of the money
[12:02:11] <SWPadnos> heh - having us all throw money around is kind of like the way it is now :)
[12:03:36] <lerneaen_hydra> fenn: yes, very true
[12:03:46] <lerneaen_hydra> they're the peeople most likely to act as asses
[12:04:05] <fenn> a lot of it is just volume
[12:04:17] <SWPadnos> well, that should be true, but in my experience, very good friends can turn into raving assholes when money is involved
[12:04:18] <fenn> 100 customers and one of them is bound to be an asshole
[12:04:35] <archivist> only 1 in 100?
[12:04:40] <fenn> archivist: lower bound
[12:05:26] <fenn> well, you could have a "whuffie" system :)
[12:05:36] <fenn> assholes are excluded from community participation
[12:06:41] <SWPadnos> whut is a whuffie?
[12:06:52] <fenn> http://en.wikipedia.org/wiki/Whuffie
[12:07:35] <SWPadnos> that sounds good
[12:08:33] <fenn> but look at what happened to ebay
[12:08:47] <fenn> 99.999999% positive feedback
[12:08:55] <SWPadnos> yeah - the main problem with almost any system is preventing people from "gaming" it
[12:08:59] <fenn> they should rank people by percentile
[12:10:00] <archivist> yes the bad boyz get some bad feedback and just get a new name
[12:10:14] <SWPadnos> there should also be some automatic rating thrown in - like 100% if you pay within 3 hours, 10% if the seller contacted you more than once between auction end and payment ...
[12:10:43] <archivist> I like paying cash and collecting
[12:10:50] <SWPadnos> I hate it when sellers wait to leave feedback until I've left it for them, and only leave positive if I do the same (even though I usually pay within 5 minutes of auction close)
[12:10:53] <skunkworks> I still have 100% suprisningly... but I only have 42 feedbacks
[12:11:00] <archivist> got some nice extra bargains
[12:11:10] <fenn> the new feedback system is anonymous which solves a lot of problems
[12:11:34] <fenn> but its not really done well
[12:11:37] <fenn> bleh
[12:12:13] <archivist> yes cash and collect is missing from the new feedback
[12:12:34] <fenn> well if i were a seller i'd like the option to leave bad feedback for an unreasonably bitchy customer who nevertheless paid on time
[12:13:20] <CIA-24> 03jepler 07TRUNK * 10emc2/tests/oword/sub.0/ (README expected test.ngc test.sh test.tbl test.var): test based on sf#1772411
[12:13:36] <SWPadnos> sure, but if I leave feedback saying that the item was shipped without protection and is not what was described, well, that should be independent of whether I perform my part of the bargain correctly
[12:14:19] <fenn> hence the whuffie system
[12:14:35] <fenn> if a seller gives everyone bad feedback, their score is weighted less
[12:14:59] <fenn> seller/buyer
[12:15:35] <SWPadnos> it has the same problem as a lot of systems (like our justice system) - you can't tell if the rating is true or fair
[12:16:04] <SWPadnos> (justice: you can't really know if testimony is true or not unless you're the one saying it)
[12:16:16] <fenn> the whole marketplace will acquire a reputation, which it cant really tell you
[12:16:35] <fenn> its like, a closed set or something
[12:17:01] <fenn> you cant really know if you're a bitchy customer or if you've just had bad luck
[12:17:17] <fenn> but statistically the bad luck will average out
[12:19:10] <JymmmEMC> boo
[12:19:35] <fenn> jymmm do you disagree?
[12:20:28] <CIA-24> 03jepler 07TRUNK * 10emc2/src/emc/rs274ngc/interp_o_word.cc: commit lerman's bugfix for SF#1772411 -- backport candidate
[12:20:29] <JymmmEMC> I just woke up
[12:22:48] <fenn> now this is just way too pretty for its own good:
http://www.fabathome.org/wiki/index.php?title=Image:IMG_0110.jpg
[12:22:51] <JymmmEMC> I had a idea on the feedback.... Both seller and Buyer feedback is hidden until BOTH have submitted.
[12:23:16] <JymmmEMC> If either doesn't leave feedback, neither gets any ratings
[12:23:38] <fenn> why would a seller leave you feedback after screwing you over then?
[12:24:00] <fenn> should be an automatic negative against you if you dont leave feedback
[12:24:01] <JymmmEMC> They wouldn't know what they got until they left feedback
[12:24:31] <fenn> if they're trying to screw you over they probably know what they're doing
[12:25:07] <JymmmEMC> both feedbacks are blind until both are submitted
[12:25:27] <fenn> ok. jymm would you like to buy my 1957 corvair montenegro?
[12:25:31] <fenn> its in mint condition
[12:25:42] <SWPadnos> $20
[12:26:01] <fenn> $20k reserve
[12:26:02] <JymmmEMC> Here's my $20, ship it
[12:26:35] <fenn> oh, just for you, since you're such a special customer, i'll give you a deal, how's $10k sound
[12:26:34] <archivist> * archivist offers 20.000000001
[12:27:07] <JymmmEMC> fenn: FUCK YOU I'm not paying $20,001 in shipping for a $3000 freight cost! you damn rip off artist!
[12:27:20] <fenn> heh
[12:27:25] <JymmmEMC> * JymmmEMC leaves (blind feedback)
[12:27:33] <fenn> well i'm definitely not leaving any feedback now
[12:27:36] <SWPadnos> I can guess what it says
[12:27:54] <JymmmEMC> Ebay score for fenn (none)
[12:27:57] <fenn> so i guess we'll never know what jymmm's feedback says
[12:28:15] <JymmmEMC> fenn: and you won't get a score either.
[12:28:14] <jlmjvm> swpadnos: gonna order my encoders today,what do i need to read them back into emc,besides a second paraport?
[12:28:30] <SWPadnos> that depends on the encoders
[12:28:46] <skunkworks> jlmjvm: if they are ttl - you can just run them into the port as is.
[12:28:46] <jlmjvm> us digital,single ended
[12:28:58] <jlmjvm> they are ttl
[12:29:05] <SWPadnos> probably just some wire then
[12:29:11] <JymmmEMC> for servos?
[12:29:12] <jlmjvm> excellent
[12:29:20] <jlmjvm> no,steppers
[12:29:42] <JymmmEMC> jmkasunich_said you need at least 2000 ips
[12:29:57] <JymmmEMC> spr
[12:30:05] <JymmmEMC> whatever encoders are rated for
[12:30:07] <fenn> pules/rev?
[12:30:10] <fenn> ack
[12:30:11] <JymmmEMC> yeah
[12:30:27] <jlmjvm> gonna get a 500 cpr with index
[12:30:30] <JymmmEMC> you can use 500, but you might miss some
[12:30:37] <jlmjvm> ?
[12:30:48] <fenn> jlmjvm: dont use "cpr" because it's ambiguous
[12:30:54] <fenn> could mean counts or cycles
[12:31:11] <jlmjvm> what the us digital web site says
[12:31:21] <fenn> then they're a bunch of fucktards
[12:31:53] <archivist> and a 500 count encoder wont go well with a 200 step stepper
[12:32:41] <jlmjvm> 500 counts in quadrature=2000 counts per rev,motor uses 2000 steps per rev
[12:32:54] <JymmmEMC> alex_joni: what happened to the newlines?
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-06-19.rdf
[12:32:55] <jlmjvm> isnt that right
[12:33:38] <alex_joni> JymmmEMC: the rdf is always like that
[12:33:44] <alex_joni> read the .txt
[12:34:04] <jlmjvm> dont the motor steps per rev need to match the encoder counts per rev
[12:34:17] <JymmmEMC> google seems to be pulling up the rdf over the text for some reason
[12:34:52] <SWPadnos> jlmjvm, it shouldn't be necessary, but it might be good. then again, it might be better to have the encoder resolution be double that of the steppers
[12:34:56] <fenn> ok, according to us digital CPR means cycles, so yes
[12:35:20] <fenn> 500 CPR should gives you 2000 pulses per rev
[12:35:24] <fenn> ack
[12:35:34] <fenn> 2000 transitions
[12:35:36] <SWPadnos> since you're only using it for following error detection, you probably need a few times the minimum following error you'd like to detect
[12:35:46] <fenn> * fenn shakes his fist at the encoder gods
[12:35:53] <skunkworks> 500 lines should give you 2000 transitions... ;)
[12:36:25] <archivist> * archivist would never expect a micro step to get anywhere near accurate
[12:36:24] <SWPadnos> (so if you want ferror th be <0.001, you need an encoder that gives you resolution ~5 times finer, or <0.0002)
[12:36:42] <SWPadnos> no, microsteps aren't meant to be accurate positionally, they're meant to smooth motor motion
[12:36:52] <archivist> I knoe that
[12:36:54] <jlmjvm> agreed
[12:37:00] <archivist> know even
[12:37:05] <SWPadnos> even full steps are dependent on load
[12:37:06] <skunkworks> although maris says microsteps are very accurite
[12:37:16] <archivist> does he
[12:37:17] <fenn> mariss also sells stepper drivers
[12:37:20] <SWPadnos> they are when he's testing on the bench, but not under load
[12:37:23] <skunkworks> yes ;)
[12:37:54] <fenn> and "i'm retired" doesnt count when the damn things sell for $150
[12:38:13] <skunkworks> fenn: they are on sale this month ;)
[12:38:18] <fenn> yeah i heard
[12:38:31] <SWPadnos> he doesn't give a shit if you buy one - he sells something like 2000 a week into industry :)
[12:38:38] <jlmjvm> the 500 cpr should work good then,positionally would be .0001
[12:38:57] <skunkworks> I need to get the engraver on ebay with a link to them saying - 'it would be a good time to convert this to cnc' ;)
[12:39:04] <SWPadnos> that's a reasonable resolution to use on a servo as well
[12:39:36] <JymmmEMC> skunkworks: your selling it?
[12:39:57] <jlmjvm> cant wait to start homing to an index,will have the most accurate on the block
[12:40:13] <skunkworks> yes - I really need a 'paid for' garage more than a engraver at the moment.
[12:40:14] <fenn> jlmjvm: why are you so concerned with homing accuracy?
[12:40:34] <jlmjvm> i want it bulletproof
[12:40:39] <archivist> the two phases of an encoder may not be that accurate
[12:40:43] <JymmmEMC> skunkworks: is it accurate?
[12:41:15] <skunkworks> JymmmEMC: it is 4 threads per inch (2 start)
[12:41:46] <archivist> jlmjvm, dont confuse resolution with accuracy
[12:41:58] <jlmjvm> dont want a chip on switch changing my home position,also want ferror so software will stop if a motor stalls
[12:42:28] <JymmmEMC> skunkworks: For the $200 you spent, you'll never be able to regain that again down the road. Plus you could start selling dog/cat/ tags or PCB's if nothing else.
[12:42:52] <skunkworks> JymmmEMC: so full steps would be .00125 and z is .0025
[12:43:04] <skunkworks> heh
[12:43:17] <fenn> you could buy 3 geckos and still undercut the competition
[12:43:28] <JymmmEMC> skunkworks: Shit, it can make you money abiet slowly, but still
[12:44:02] <skunkworks> JymmmEMC: I would rather have a small machining center.
[12:44:07] <JymmmEMC> skunkworks: fuck, you could take it to the flea market and setup a booth if you wanted
[12:44:13] <fenn> heh
[12:44:38] <skunkworks> what is that - teach am man to fish....
[12:44:50] <fenn> gather round folks, its a machine from the future! look on in awe as the intelligent automaton does its technological magic
[12:44:55] <JymmmEMC> custom graphics engraving, not just this run of the mill text only crap
[12:45:01] <archivist> Give a man a fish and you'll feed him for a day. Tell him to go get his own damn fish and he'll either learn to fish or die of starvation. Either way he won't bother you again.
[12:45:21] <JymmmEMC> skunkworks: what you want for it then?
[12:45:44] <fenn> the truth comes out
[12:45:59] <skunkworks> I am putting it on ebay - let the market price it. looks like it will probably go for over 2K if I am lucky
[12:46:14] <JymmmEMC> fenn: Hey, if he's gonna gonna shoot himself in the foot, I'll still want the gun
[12:46:32] <fenn> bite the hand that doesn't feed you
[12:47:28] <JymmmEMC> skunkworks: well is it up there yet?
[12:48:03] <skunkworks> No - I still have to fix a few things.
[12:48:41] <skunkworks> I did get the stepper drive working last night. open diode in the voltage reference for the current limit.
[12:49:06] <skunkworks> that is why it smoked the enable mosfet. running full current to the stepping motor
[12:49:21] <fenn> weird
[12:50:22] <skunkworks> (it looks like it had been fixed.. Crappy solder joints on the stepper l297,298 ic's
[12:50:39] <skunkworks> on just that axis
[12:54:16] <skunkworks> http://cgi.ebay.com/New-Hermes-V7000-Vanguard-Engraving-Machine-Engraver-NR_W0QQitemZ150147584522QQihZ005QQcategoryZ46744QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[12:54:19] <skunkworks> I have the 7200
[12:55:18] <skunkworks> JymmmEMC: this is just like mine..
http://cgi.ebay.com/New-Hermes-V7200-rotary-engraver-W-EP-Module_W0QQitemZ320147485133QQihZ011QQcategoryZ46744QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[12:55:30] <skunkworks> you could get it for 1500 right now..
[12:56:15] <skunkworks> well - if no one bids I guess.
[12:56:26] <JymmmEMC> 300lbs, never realized it was that heavy
[12:56:41] <lerneaen_hydra> $2500 for an engraver?
[12:56:42] <JymmmEMC> maybe not so flea market portable
[12:56:45] <lerneaen_hydra> isn't that a bit excessive?
[12:56:58] <fenn> seems excessive to me, but so does everything
[12:57:00] <skunkworks> it is a nice machine - all cast aluminum
[12:57:02] <JymmmEMC> lerneaen_hydra: manual machiens go for $500
[12:57:18] <skunkworks> spring loaded lead screws
[12:57:22] <JymmmEMC> excluding the stencils
[12:57:53] <lerneaen_hydra> the $2000 seems excessive for steppers, drives, and crappy old software
[12:58:00] <lerneaen_hydra> then again, cnc is still relatively exotic
[12:58:17] <lerneaen_hydra> at least in the eyes of the common man
[12:59:45] <skunkworks> right
[12:59:53] <skunkworks> * skunkworks wouldn't pay that much :)
[13:00:03] <JymmmEMC> 150
[13:00:34] <skunkworks> * skunkworks is wondering if he would get more buying 3 of the cheap gecko drives and setting it up with mach..
[13:01:08] <fenn> "optional deluxe package" add $500
[13:03:49] <skunkworks> It is all modular - I could make it so you could run it with the original control - or plug in the geckos.
[13:28:11] <tomp> fenn: you know about this DIY machine tool? ( sorry its a yoohoo group )
http://groups.yahoo.com/group/multimachine/ they bolt together engine heads to get perp bores for spindle and over arm. and get bport sized machines pretty cheap.
[13:32:22] <fenn> yes i've seen it
[13:32:55] <fenn> i think the gingery machines would work better and be easier to build
[13:33:29] <tomp> as stiff as the head casting?
[13:33:44] <tomp> i thiught that was its good point
[13:35:06] <fenn> best way to do it would be to make a horizontal mill out of concrete with metal inserts, then bore out the headstock to fit tapered roller bearings
[13:35:51] <fenn> then the spindle is guaranteed to be parallel to your ways
[13:36:29] <tomp> yesterday someone linked to a concrete machine, bridge style. with bolt on rails.. no details on spindle bore tho. could bore the headstock using the nailed on rails maybe
[13:36:35] <fenn> yeah looked pretty neat
[13:37:05] <fenn> it's a gantry though, so it didnt really have a headstock like a horizontal mill or a lathe would
[13:37:10] <fenn> er, bridge i mean
[13:37:39] <fenn> i mean it's the same topology more or less, but the proportions are wrong
[13:38:34] <tomp> found it
http://www.elektronikforumet.com/forum/viewtopic.php?t=18483&postdays=0&postorder=asc&start=0
[13:39:14] <fenn> hey its that kress router
[13:40:03] <fenn> http://www.kress-elektrik.de/en/products/browse_products.php?categorie=767
[13:40:07] <fenn> well, maybe
[13:43:10] <JymmmEMC> Eeeesh, so much running around (shoulda expected it from DOD though)
[13:43:51] <SWPadnos> in triplicate!
[13:44:20] <fenn> hehe "Snacka om kick ass fräs!"
[13:44:55] <tomp> the kress pdf is listed under recessing and shaping machine ( fras is mill )
[13:45:58] <fenn> it looked like he had a kress router in the cad drawing on the first page
[13:46:42] <fenn> http://i177.photobucket.com/albums/w231/Spruft/29liten.jpg <- front and center
[13:47:14] <fenn> i just thought it was funny because they were talking about kress routers earlier
[13:48:06] <tomp> cant read the logo
[13:49:30] <skunkworks> I thought that was pretty cool.
[13:50:21] <tomp> yeah, rebar and sackrete
[13:50:33] <tomp> mdf forms
[13:52:36] <skunkworks> I think the only few things I would have changed was - j-hooks for the threaded rods and chicken wire frame added to the rebar.
[13:52:43] <CIA-24> 03jepler 07v2_1_branch * 10emc2/src/emc/rs274ngc/interp_o_word.cc: merge rev 1.7: properly restore parameters at subroutine end
[13:53:41] <fenn> i think the bolts look kinda nasty.. i'd probably embed some kind of tee-nut like for furnite
[13:53:42] <fenn> furniture
[13:54:44] <CIA-24> 03jepler 07v2_1_branch * 10emc2/debian/changelog: bump version number and note bug fixed
[13:54:50] <fenn> the aluminum "platforms" just dont look so rigid
[13:55:00] <skunkworks> yeh
[13:55:02] <fenn> better to shim something directly against the concrete
[13:55:10] <fenn> or bed it in epoxy or something
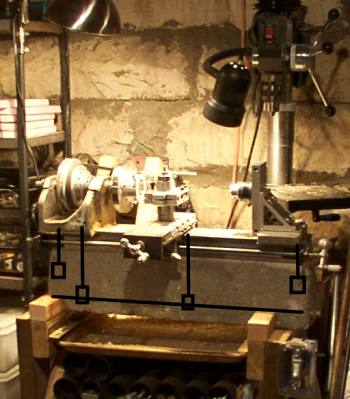
[13:55:35] <fenn> its what i did with my lathe.. 1 sec
[13:56:07] <fenn> http://fenn.freeshell.org/lathe_pedestal.jpg
[13:56:28] <fenn> the squares are "tee nuts" and the lines are threaded rod
[13:56:43] <skunkworks> I still think it will be 1000 times more rigid than a mdf/steel frame router people make.
[13:56:49] <fenn> for sure
[13:57:20] <fenn> i built a 4x8 mdf/steel router
[13:57:29] <fenn> then when i put it all together i just threw it away...
[13:57:36] <fenn> no joke
[13:57:41] <skunkworks> nice lathe.. so the base is the only thing concrete - and you mounted steel on top of that?
[13:58:13] <fenn> well, the lathe bed is aluminum with a steel plate on top as the way surface
[13:59:35] <fenn> i took the aluminum casting to a machine shop because i didnt have a reference straightedge
[13:59:49] <fenn> so that became my reference surface
[14:00:40] <skunkworks> nice - My granfather had made a shaper and horizontal mill from plans - I will see if I can get some pitures of them. he used them a lot
[14:00:50] <skunkworks> (cast aluminim)
[14:00:56] <fenn> this shows the general construction theme:
http://fenn.freeshell.org/cross_slide_compound.jpg
[14:01:28] <skunkworks> unreal. cool
[14:01:49] <fenn> i milled those surfaces flat on a drill press :)
[14:02:02] <fenn> then scraped them in
[14:02:23] <skunkworks> nice. father had done a lot of stuff like that before he had big iron.
[14:02:45] <fenn> oh, milled with a fly cutter made from a piece of carbide stuck in an aluminum sprue, which i turned down on the drill press :D
[14:02:59] <tomp> fenn: nice, is the 1st pic steel 'way' , aluminum plate, then concrete ( top to bottom ) ?
[14:03:02] <skunkworks> wow
[14:03:29] <fenn> tomp: yes
[14:03:51] <fenn> but the "aluminum plate" is more of a 2"x2" ribbed box
[14:04:10] <tomp> ah. you casting guys.... ;)
[14:04:52] <fenn> if i did the lathe over i would use rectangular steel tubing
[14:05:10] <fenn> casting something like that is just silly
[14:09:29] <fenn> i still use this trick all the time:
http://fenn.freeshell.org/toolpost_carbide.jpg
[14:10:27] <CIA-24> 03jepler 07TRUNK * 10emc2/src/hal/utils/ (scope_disp.c scope_trig.c): Implement SF#1728681: grey out level slider and always place trigger line on baseline of 'bit' channels
[14:16:00] <skunkworks> fenn: do you break many carbides?
[14:16:33] <fenn> skunkworks: i used to, before i put the lathe on the concrete pedestal
[14:16:43] <JymmmEMC> SWPadnos: I WISH it was in triplicet
[14:17:50] <fenn> i wonder why nobody's used emc to squirt neat patterns of goo out of a syringe
[14:18:08] <JymmmEMC> fenn: SHOW ME THE GOO BUTTON!
[14:18:25] <tomp> the self-repli-pooping machine ?
[14:18:58] <fenn> ya
[14:19:19] <tomp> look at the barrels they replicate and imagine the fit of the plunger
[14:19:25] <fenn> i like the idea of casting/squirting slabs of wax, then machining the wax to a nice surface finish, then casting stuff in it
[14:19:56] <fenn> you could cast plaster and ceramic too, not just polymers
[14:20:19] <tomp> machine tool casting material
http://www.zanite.com/industry.html
[14:20:23] <fenn> or investment casting, but, not sure i'd trust a robot with molten metal in my basement
[14:20:41] <fenn> yeah that stuff's kinda expensive
[14:20:57] <tomp> gotta go, bbl
[14:23:27] <skunkworks> we have epoxy dispencing machings to put a domed surface on decals.
[14:23:30] <fenn> hm $0.75/lb isnt as bad as i remember
[14:24:07] <skunkworks> would not work for3d modeling.. :P the epoxy doesn't dry that fast.
[14:24:19] <fenn> neither does the goo
[14:32:00] <fenn> oh i guess fab @ home isnt supposed to self-replicate
[14:32:13] <fenn> was getting it confused with reprap
[15:01:28] <lewin1> lewin1 is now known as lewing
[16:00:28] <cradek> Kindly fax your order along with credit card details to ...
[16:00:33] <cradek> um, what planet are these people from?
[16:00:49] <SWPadnos> you are so unkind(ly)
[16:01:09] <SWPadnos> please fax your credit card details to 62.114.57.204 :)
[16:13:26] <cradek> is this how you had to deal with mesanet?
[16:18:00] <SWPadnos> no, I told them over the phone
[16:18:14] <SWPadnos> I have faxed CC info before, but I like to be damned sure of the number first
[16:23:28] <JymmmEMC> SWPadnos: 621-145-7204
[16:43:39] <cradek> I emailed it
[16:44:57] <SWPadnos> pgp-encrypted, I hope
[16:45:03] <SWPadnos> (or something better)
[16:46:23] <cradek> yeah wouldn't that have been nice?
[16:46:33] <SWPadnos> yes, I think it would have been :)
[16:47:16] <cradek> too bad so few people can figure out how to use gpg
[16:47:22] <cradek> (I'm actually one of them)
[16:47:46] <cradek> even just signing (not encrypting) messages makes many people unable to read them
[16:47:46] <SWPadnos> heh - me too. I'm jus tparanoid about plaintext going through lots of machines
[16:48:22] <cradek> for a while I signed everything - not anymore.
[16:53:50] <cradek> gpg: searching for "Stephen Wille Padnos" from hkp server pgp.mit.edu
[16:53:49] <cradek> gpg: key "Stephen Wille Padnos" not found on keyserver
[16:53:54] <cradek> hmmmm
[16:54:03] <SWPadnos> well, I never said *I* use gpg :)
[16:54:24] <SWPadnos> but I think I would if I needed to email CC info around :)
[16:55:57] <cradek> can't expect accounting/sales people to use encryption if even techie folks like you don't bother
[16:56:05] <SWPadnos> heh
[16:58:12] <JymmmEMC> you emailed your CC info?
[17:07:44] <skunkworks> My work credit card just got re-issued because one of the venders I use had thier backup tapes stolen..
[17:07:53] <skunkworks> visa would not tell me the company though
[17:13:47] <JymmmEMC> bastards
[17:21:00] <skunkworks> yes
[17:28:20] <alex_joni> evening folks
[17:29:48] <skunkworks> Hi alex. ready for the weekend?
[17:30:38] <alex_joni> almost :)
[17:32:57] <skunkworks> alex_joni: how do you search thru the logger archives?
[17:33:11] <skunkworks> or what is a good way to search
[17:38:19] <alex_joni> I use grep
[17:38:33] <alex_joni> but you need a ssh account for that :)
[17:38:55] <skunkworks> heh
[17:38:57] <SWPadnos> heh - for users that don't have shell accounts, the google site search on linuxcnc.org also searches through the IRC archives
[17:39:11] <alex_joni> I set up some cgi-script on my own server, while the logger was there
[17:39:25] <alex_joni> but I'm feeling a bit funny about putting it on DH
[17:39:31] <alex_joni> I'm worried about exploits & such
[17:39:46] <alex_joni> and putting something like this on a shared server .. is a big no-no
[17:40:15] <skunkworks> I have tried using the site search on google and never seem to find what I am looking for
[17:41:02] <SWPadnos> crap - I can't get to linuxcnc at the moment
[17:41:33] <skunkworks> yah - it just went down
[17:41:59] <alex_joni> dreamhoststatus is down too
[17:42:08] <skunkworks> insert snide hosting remark here.
[17:42:47] <SWPadnos> it's better than sourceforge
[17:42:50] <SWPadnos> oh wait- maybe not :)
[17:42:54] <alex_joni> it seems that some dns is down
[17:43:26] <alex_joni> but dhstatus finally gave me a wordpress error
[17:45:02] <archivist> hehe big hosting failures seems to be carching at the moment
[17:45:09] <archivist> catching
[17:45:23] <alex_joni> archivist: any other?
[17:45:37] <SWPadnos> I had problems yesterday with some domains I have with GoDaddy (DNS only)
[17:46:16] <archivist> mysql hosting center yesterday and one in SF a couple of weeks ago (knocked out sun)
[17:57:12] <alex_joni> skunkworks: you can google and add site:wiki.linuxcnc.org
[18:06:03] <skunkworks> now it is backup :)
[19:01:38] <alex_joni> Skullworks-PGAB: not for me
[19:31:42] <alex_joni> I meant skunkworks
[19:41:02] <alex_joni> finally back up :)
[19:47:39] <LawrenceG> JymmmEMC: hey are you awake?
[20:08:30] <skunkworks> fenn:
http://www.sokolik.com/images/shaper/shaperside.JPG
[20:09:10] <skunkworks> fenn:
http://www.sokolik.com/images/shaper/shapermillfront.JPG
[20:21:38] <skunkworks> http://www.sokolik.com/images/mill/mill.JPG
[20:22:03] <skunkworks> ^crappy picture - don't know what my dad was thinking... Hi dad
[20:22:08] <skunkworks> :)
[20:24:14] <alex_joni> hi skunkworks's dad
[20:24:58] <skunkworks> grandpa had made all the patterns and castings for those.. As you can see - he used them a lot.
[20:25:29] <skunkworks> alex_joni: next year at the emc fest - you can meet him :)
[20:25:45] <skunkworks> (my dad - not my grandpa)
[20:26:33] <alex_joni> is he still around? your grandpa?
[20:27:26] <skunkworks> No - he just died last month. (hence all the pictures - they need to take care of the estate)
[20:27:58] <alex_joni> sorry to hear that
[20:28:20] <skunkworks> He lived a good life. His body just finally gave out. he was 91
[20:28:30] <skunkworks> thank you
[20:28:33] <alex_joni> that's a nice age
[20:29:08] <alex_joni> heh.. seems the poll is actually beeing used
[20:30:19] <skunkworks> poll?
[20:30:35] <cradek> What type of machine do you run with EMC? Vote once for each machine
[20:30:43] <cradek> ... You already voted for this poll today!
[20:32:00] <alex_joni> skunkworks: www.linuxcnc.org
[20:32:08] <alex_joni> cradek: trying to cheat .. eh?
[20:32:20] <cradek> no, trying to vote once for each machine like it says
[20:32:28] <alex_joni> haha
[20:32:36] <skunkworks> ah
[20:32:50] <cradek> * cradek grumbles about web polls
[20:33:07] <alex_joni> * alex_joni thinks cradek grumbles too much :P
[20:33:52] <cradek> sorry, I'm faced with doing something with windows at work, it makes me all grumbly
[20:34:01] <alex_joni> tell me about it
[20:34:19] <alex_joni> I got two new workstations at work, which means moving around 2 more
[20:34:29] <alex_joni> so about 4 fresh installs + programs
[20:34:30] <jepler> cradek: you should grumble about how the "Submit" and "view results" buttons use javascript for some reason
[20:40:06] <CIA-24> 03alex_joni 07TRUNK * 10emc2/src/emc/nml_intf/canon.hh: fix some comments about number of axes, move IO related CANON calls to the proper place
[20:53:34] <cradek> wow, every time you run something from the start menu on winders xp, it shuffles the entries around for you to make it harder to find that program again
[20:53:43] <cradek> I wonder what genius thought of that
[20:53:56] <alex_joni> cradek: actually it sorts the by usage count
[20:54:03] <alex_joni> after a couple of days it stabilizes
[20:54:15] <alex_joni> s/the/them/
[20:54:33] <alex_joni> but sometimes it tries to be smart.. which is just plain wrong ;)
[20:55:19] <alex_joni> like exchanging similar programs (if you have 2 programs simialarly named in the same dir, or one that gets executed with a different param)
[20:59:06] <jlmjvm> i use a boss bridgeport
[21:01:41] <cradek> jlmjvm: sorry to hear that, I do too :-)
[21:01:49] <alex_joni> haha
[21:02:22] <cradek> ERROR 0C00!
[21:02:44] <alex_joni> yeah, saw your complaints.. yuck
[21:03:29] <jlmjvm> cradek:you dont like your bridgeport?
[21:04:10] <toast_> i'd prefer a 500 dollar jig borer and an old K&T or Cinci vertial mill
[21:04:11] <cradek> it's a great machine but the control is very flaky
[21:04:12] <toast_> over a bridgeport
[21:04:37] <toast_> oh, a cnc bridgeport, ignore me
[21:04:37] <jlmjvm> you still got the boss control
[21:04:52] <cradek> yes for now...
[21:04:53] <cradek> emc2 soon
[21:05:17] <jlmjvm> me too,running mach for the moment
[21:05:38] <skunkworks> NOoooo not mach... ;)
[21:05:54] <jlmjvm> already have emc2 working,just havent totally switched over yet
[21:06:09] <jlmjvm> its scary sometimes
[21:06:24] <alex_joni> jlmjvm: we would all like to hear your impressions
[21:06:27] <alex_joni> jlmjvm: what is?
[21:06:33] <skunkworks> are you saying it may not be an industrial strength control?
[21:07:11] <jlmjvm> basically dont like windows in the picture
[21:07:25] <alex_joni> oh, mach is scary..
[21:07:44] <jlmjvm> yes mach,not emc
[21:07:55] <jlmjvm> emc is industrial strength
[21:08:21] <alex_joni> jlmjvm: glad you feel that way
[21:08:36] <jlmjvm> luv emc2
[21:08:51] <alex_joni> I still think there are some bits & pieces to bend into place before it's a real industrial control
[21:08:54] <jlmjvm> just took me a couple years to get here
[21:08:55] <skunkworks> join the club.. I am naming my first born emc
[21:09:02] <alex_joni> but it's way better than when I started
[21:09:08] <alex_joni> skunkworks: hope you're kidding
[21:09:33] <jlmjvm> im totally impressed so far
[21:10:14] <skunkworks> alex_joni: :)
[21:10:17] <jlmjvm> i just want dependabilityfor day to day use
[21:11:35] <jlmjvm> i did learn enough about basic motion control from mach to move to this level
[21:12:37] <jlmjvm> a nubie gotta start somewhere
[21:12:48] <skunkworks> usually that is with turbocnc..
[21:13:05] <skunkworks> or with me - writing your own.. (that sucked)
[21:13:13] <alex_joni> skunkworks: I can relate
[21:13:30] <alex_joni> although I have some motion control code that still works in industry :P
[21:13:37] <alex_joni> but it's 1-axis
[21:13:40] <skunkworks> nice
[21:13:48] <alex_joni> easy to write..
[21:13:50] <alex_joni> even TP
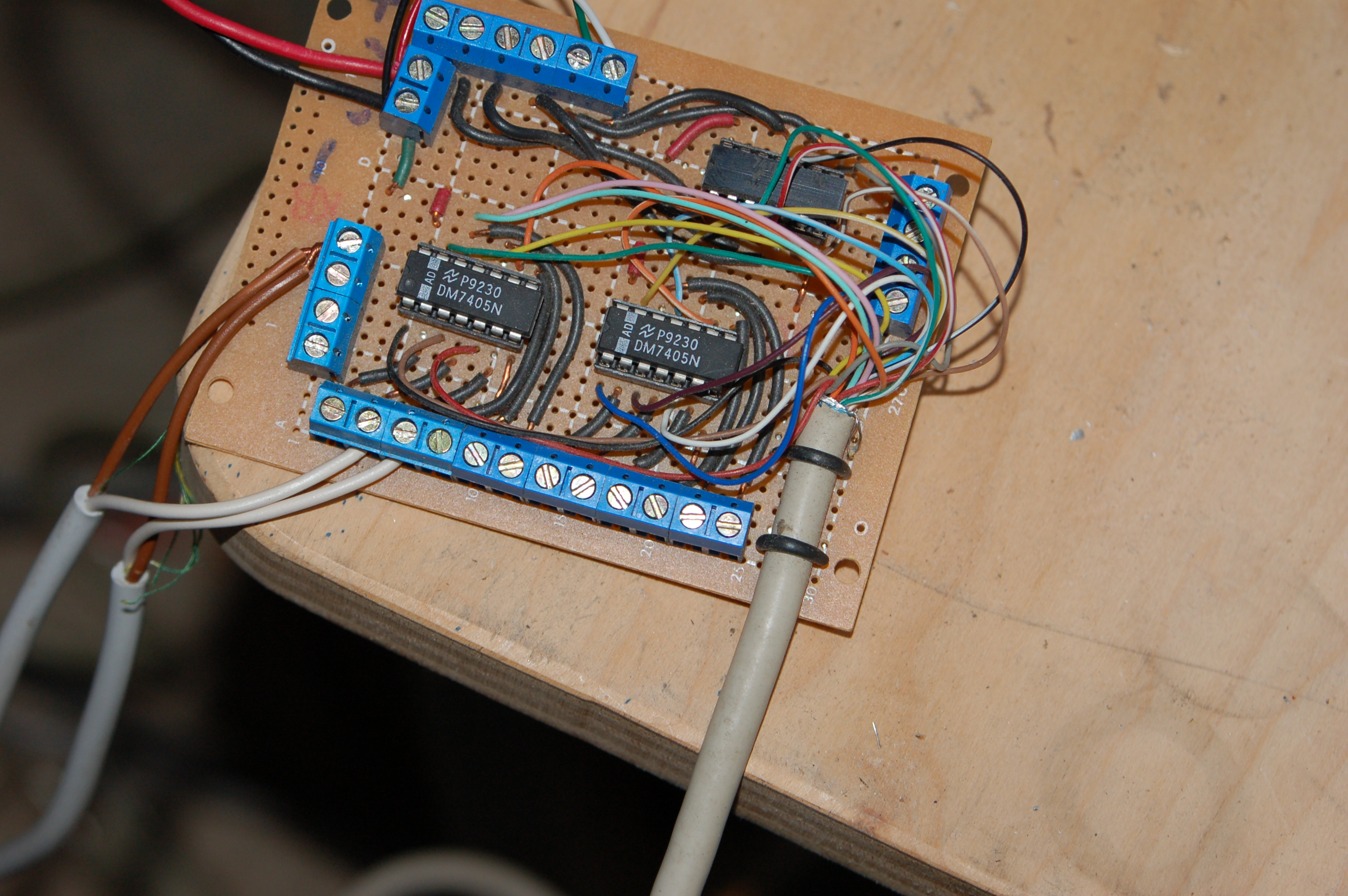
[21:13:53] <jlmjvm> skunkworks: didnt you show me a breakout board pic yesterday
[21:14:01] <skunkworks> Yes
[21:14:11] <jlmjvm> that was cool
[21:14:23] <jlmjvm> gotta build me a board
[21:14:28] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/breakout.JPG
[21:15:00] <skunkworks> there should be filter capasitors on it - but other than that - it works grea.
[21:15:02] <skunkworks> teat
[21:15:08] <skunkworks> jeez great
[21:15:28] <jlmjvm> my new g203v gecko will only work running straight from the paraport
[21:15:53] <skunkworks> odd. (I have some parker drives hooked directly to the printer port - they work great)
[21:16:34] <jlmjvm> if i run it thru my breakout board i get signal noise
[21:16:43] <alex_joni> jlmjvm: a scope would be good
[21:17:12] <jlmjvm> and somebody that could read it
[21:17:21] <alex_joni> jlmjvm: and a digital camera
[21:17:31] <alex_joni> and a place to put pictures online :)
[21:17:34] <jlmjvm> it works great hooked direct to paraport
[21:17:54] <alex_joni> this isn't a laptop by any chance?
[21:18:48] <jlmjvm> wanna make a board that passes straight thru for the geckos
[21:19:00] <jlmjvm> no,desktop,5v
[21:19:21] <alex_joni> I really like the breakout board from pmdx
[21:19:26] <alex_joni> for an industrial grade machine ;)
[21:19:27] <jlmjvm> and then pullups or whatever for my limit switches
[21:19:34] <alex_joni> it's not quite cheap
[21:19:45] <anonimasu> I love cnc machines..
[21:19:45] <alex_joni> but it has a chargepump, and relays, etc
[21:19:45] <anonimasu> :p
[21:19:52] <anonimasu> I really do :)
[21:20:07] <jlmjvm> i looked at them yesterday
[21:20:14] <alex_joni> http://www.pmdx.com/PMDX-131/index.html
[21:20:30] <anonimasu> I machined a shaft to thread today at the mill :)
[21:20:47] <jlmjvm> i think the 203v needs to be hooked direct
[21:21:01] <jlmjvm> only way i can make it work
[21:21:12] <alex_joni> jlmjvm: might want to ask mariss about it
[21:21:12] <jlmjvm> very sensitive
[21:21:21] <alex_joni> he's very helpfull/friendly
[21:21:22] <skunkworks> there is no reason why - but as others have said - it has more sensitive optos - so more issues with noise
[21:21:23] <jlmjvm> already have
[21:21:44] <anonimasu> does a pulldown help?
[21:21:46] <jlmjvm> hes how i knew to wire it direct
[21:21:53] <skunkworks> jlmjvm: what does it do again?
[21:22:05] <skunkworks> thru the breakout boards
[21:22:08] <skunkworks> board
[21:22:15] <alex_joni> skunkworks: wanders off
[21:22:24] <skunkworks> runs by itself?
[21:22:29] <alex_joni> when he switches spindle on/off
[21:22:35] <skunkworks> yeck
[21:22:38] <alex_joni> (manual switch) -> extra pulses
[21:22:54] <jlmjvm> will pulse the motor when you turn on spindle or coolant pump,and they dont come thru board
[21:23:06] <jlmjvm> yes,manual switch
[21:23:08] <anonimasu> maybe the board sucks..
[21:23:25] <jlmjvm> i think it does,or is damaged
[21:23:33] <anonimasu> or you need a pulldown on the optos..
[21:23:37] <jlmjvm> but works perfect wit g201
[21:23:39] <anonimasu> to kill stray noise..
[21:23:47] <anonimasu> <- is not a EE
[21:23:59] <anonimasu> but, that might help
[21:24:15] <anonimasu> I ran my plasma with G201, and never had a problem with runaway axes on arc start..
[21:24:17] <jlmjvm> this board has no optos
[21:24:26] <anonimasu> no, but the geckos..
[21:24:34] <jlmjvm> k
[21:24:34] <anonimasu> err the geckos do have optos on the input
[21:24:49] <jlmjvm> yes,can they be filtered
[21:25:29] <jlmjvm> http://www.cnc4pc.com/Store/osc/product_info.php?cPath=33&products_id=45&osCsid=6d1d4b0260b8c77faab5284014875208
[21:25:38] <jlmjvm> thats the board i have
[21:26:29] <anonimasu> . All inputs are outputs are tied to pull-down resistors. Pins are never in the air open to noise. If you leave a pin in the air you will get a LOW or 0. If you input a ground you will get a LOW and a +3.3 or+ 5 vdc signal will deliver a HI.
[21:26:56] <anonimasu> you should probably put a pull down on the input pin..
[21:27:15] <anonimasu> to the board..
[21:27:17] <jlmjvm> what value
[21:27:37] <jlmjvm> i have a few resistors here
[21:28:21] <anonimasu> I dont know :/
[21:28:42] <jlmjvm> how bout a nice 470k
[21:29:19] <jlmjvm> http://www.winfordeng.com/products/brk25_parallel.php
[21:29:20] <anonimasu> sorry, I have no idea :/
[21:29:32] <jlmjvm> thinking bout 1 of these
[21:29:51] <anonimasu> you dont need buffered outputs for the gecko.. :)
[21:30:13] <jlmjvm> should be able to run gecko strait thru
[21:30:15] <anonimasu> but what you need is isolated ones for the power stuff opto > ULNXXXXX to a relay or something
[21:30:27] <jlmjvm> agreed
[21:30:34] <anonimasu> I think more like 10k..
[21:30:45] <jlmjvm> cant i do that with the winford
[21:32:38] <jlmjvm> wire drives direct,and add pull ups,or downs and optos for the inputs
[21:33:05] <anonimasu> yeah
[21:33:09] <jlmjvm> and outputs that would run relays
[21:33:11] <anonimasu> but you end up wiring it yourself..
[21:33:49] <anonimasu> ofcourse :)
[21:34:03] <jlmjvm> wanna learn,want a burly breakout board
[21:34:40] <anonimasu> a what?
[21:35:13] <jlmjvm> burly,rough,rugged,primitive
[21:35:21] <anonimasu> yeah
[21:35:29] <jlmjvm> industrial strength
[21:36:14] <jlmjvm> want something that will work for me and my machine
[21:36:16] <toast_> lol
[21:36:31] <jlmjvm> did you look at that winford
[21:38:19] <anonimasu> HEHE
[21:38:24] <anonimasu> yes
[21:38:24] <jlmjvm> who has what kinda board in here
[21:38:35] <anonimasu> I have no idea
[21:38:39] <jlmjvm> bad choice?
[21:38:46] <SWPadnos> Ihave several that are similar, but not for a parallel port
[21:39:18] <SWPadnos> that board is no better tahn a wire, except that it's probably going to be a bit more reliable and easy to disconnect/reconnect due to the screw terminals
[21:39:50] <SWPadnos> you can do something equivalent by cutting a 25-pin cable and connecting the wires to a barrier strip
[21:40:11] <jlmjvm> right now i have a cable i cut,pulled 3 wires out for g203,reconnected the rest
[21:40:24] <SWPadnos> that's ugly
[21:40:30] <jlmjvm> never heard of a barrier strip
[21:40:46] <SWPadnos> I'm sure you've seen them though :)
[21:40:58] <SWPadnos> http://www.skycraftsurplus.com/index.asp?PageAction=VIEWCATS&Category=229
[21:41:05] <jlmjvm> plugs into my breakout board and my 203v,ugly but works
[21:41:15] <SWPadnos> well, that's a definite plus :)
[21:41:57] <SWPadnos> the winford boards are pretty inexpensive, so you may as well get them, if you don't want any protection for your parallel port
[21:42:53] <jlmjvm> they have a pass thru board also that you can insert components,couldnt you put optos in that
[21:43:32] <jlmjvm> http://www.winfordeng.com/products/tta3510.php
[21:44:32] <jlmjvm> i ran my mill all nite for the last 2 nites
[21:44:53] <jlmjvm> worked perfect with the ugly cable
[21:45:52] <SWPadnos> at some point, you may as well just buy an isolated parport card, like the ones from PMDX or others
[21:46:00] <SWPadnos> and/or fix the cnc4pc card :)
[21:46:48] <jlmjvm> im gonna fix it with a hammer soon,lol
[21:47:27] <jlmjvm> i like the looks of the pmdx
[21:49:00] <jlmjvm> the 1 with 1 relay would be good for me
[21:50:26] <jlmjvm> what kinda board you got swpadnos
[21:50:46] <SWPadnos> O don't have anything that's meant for the parallel port :)
[21:50:49] <SWPadnos> s/O/I/
[21:54:01] <jlmjvm> could you build a super breakout board
[21:57:50] <SWPadnos> I could, but at the moment I have a lot of paying work to do :)
[21:58:46] <jlmjvm> understandable
[21:59:05] <toast_> has anyone here built one of those rapid prototyping bots
[21:59:16] <toast_> those look kind of neat, especially for wax deposition
[21:59:27] <anonimasu> rapid prototyping bots?
[21:59:32] <anonimasu> you mean like reprap?
[21:59:34] <toast_> yeah, like that
[21:59:41] <toast_> any of them
[22:00:12] <anonimasu> * anonimasu has only seen them
[22:00:45] <toast_> those could have some serious implications for anyone who wants to really, really build a machine tool from scratch, as in lost wax casting the machine base and components
[22:00:59] <toast_> i never really gave it much consideration until a couple days ago
[22:01:21] <jlmjvm> hows this scenario,gonna have to have 2 ports for extra inputs for my encoders,use a winford on port 2 for gecko outputs and ttl encoder inputs,then something like a pmdx on port 1 for every thing else
[22:03:51] <jlmjvm> isolation for things that need it,and direct connection for things that need it
[22:30:51] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[23:08:14] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[23:08:15] <jlmjvm> steves_logging: i have a question for you
[23:10:46] <alex_joni> he's logging .. not really here
[23:13:58] <jlmjvm> is he the pmdx guy
[23:15:10] <cradek> yes
[23:15:27] <alex_joni> yeah, but his nick needs to change to steve_stallings for him to be here
[23:15:41] <cradek> often he'll see later what you type to him
[23:16:49] <jlmjvm> cool
[23:19:05] <alex_joni> jlmjvm: best to ask away, and check for an answer later
[23:21:47] <jlmjvm> just wanted to know if he had a board compatible with the g203v
[23:22:19] <jlmjvm> website says not supported yet
[23:26:38] <jlmjvm> who has info on the pluto_step
[23:28:07] <alex_joni> jepler does
[23:28:21] <alex_joni> and skunkworks has one afaik
[23:28:55] <alex_joni> good night all
[23:29:03] <jlmjvm> cant find a website for it
[23:29:17] <jlmjvm> good night alex
[23:33:14] <JymmmEMC> SWPadnos: Strike 1 =(
[23:33:37] <SWPadnos> bummer
[23:33:56] <JymmmEMC> SWPadnos: Tell me about it.
[23:34:15] <SWPadnos> I can't - you haven't told me about it :)
[23:34:35] <JymmmEMC> lol
[23:46:49] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[23:57:02] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}