Back
[00:00:05] <SWPadnos> 921.6kbaud serial could do something probably
[00:00:21] <SWPadnos> 115.2k is only 11.5 bytes per millisecond
[00:00:25] <JymmmEMC> ew, most dont have that high
[00:00:30] <SWPadnos> which isn't much for 3 or 4 axes plus I/O
[00:00:38] <JymmmEMC> yeah.
[00:00:50] <JymmmEMC> Ok, I'll let you make some money honey...
[00:01:04] <SWPadnos> thanks daddy-O
[00:01:10] <JymmmEMC> SWPadnos: work it baby, work it, work it! shake your money maker!
[00:01:25] <SWPadnos> of course - otherwise how can I get abroad?
[00:01:47] <JymmmEMC> exactly (or amsterdamn)
[00:01:58] <JymmmEMC> :o
[02:07:53] <cradek> I just got done rebuilding a device that delivers fuel/air to a car engine using a complex system of floats, levers, valves, springs and balls. Is that ridiculous or what?
[02:08:14] <jmkasunich_> heh
[02:08:14] <cradek> not a computer anywhere to be found
[02:08:14] <jmkasunich_> what car?
[02:08:23] <cradek> my old chevy
[02:08:39] <cradek> accelerator pump had stopped working which made it pretty difficult to drive
[02:09:00] <cradek> I found another problem while I was in there, so it runs better than ever now
[02:09:08] <jmkasunich_> cool
[02:09:46] <cradek> my parents want to borrow it (well to be precise: my mom does) to drive to a 50s-themed party saturday
[02:09:56] <jmkasunich_> ;-)
[02:10:01] <jmkasunich_> that should be fun
[02:10:06] <cradek> I hope he humors her...
[02:10:14] <cradek> I doubt he wants to do any of it :-)
[02:10:31] <jmkasunich_> dad is boring?
[02:11:04] <Jymmm> "Like Father, like Son"
[02:11:12] <cradek> well ... it's probably just not his kind of thing
[02:11:13] <Jymmm> cradek: Sorry, I couldn't resist =)
[02:11:28] <cradek> well to be sure, I wouldn't want to go to a 50s-themed party either
[02:11:58] <Jymmm> cradek: Come on, you know you want to be like the Fonz!
[02:11:57] <cradek> so your analysis is pretty fair
[02:12:27] <Jymmm> Though, I enjoy 50
[02:12:32] <Jymmm> Though, I enjoy 50's music
[02:12:43] <Jymmm> Hell, I like Glenn Miller for that matter.
[02:12:50] <cradek> when I was 17 ... it was a very good year
[02:13:14] <cradek> have you heard the They Might Be Giants remake of that song?
[02:13:14] <Jymmm> WooHoo db25 BB for $13 + shipping
[02:13:40] <Jymmm> cradek: While I enjoy the music, I have no clue on the artist/titles.
[02:13:53] <Jymmm> any generation
[02:14:22] <cradek> Jymmm: is it the big band type stuff you like?
[02:15:04] <Jymmm> cradek: Yeah, but I like all kinds of music... 50-today (except gangster rap and counnry singing thru their nose)
[02:15:20] <cradek> me too, exactly
[02:15:35] <cradek> why stop at the 50s though, a lot of good stuff before that
[02:15:57] <Jymmm> cradek: Not really stopping, just the only decade I'm sure that I know I like.
[02:16:21] <Jymmm> anything before then no clue if I like or not
[02:16:53] <cradek> lots of good country/folk in 30s and bluegrass in 40s
[02:17:18] <jmkasunich_> * jmkasunich_ likes bluegrass
[02:17:24] <cradek> me too
[02:17:31] <jmkasunich_> jmkasunich_ is now known as jmkasunich
[02:18:03] <Jymmm> not sure if I do or not... softjazz is cool, most blues not really, BB King is cool
[02:18:11] <cradek> just got an album (ha) from the library - a bunch of modern folks redid a bunch of the old bill monroe songs
[02:18:37] <cradek> Del McCoury sang most of it, and he even sounds like Bill
[02:19:10] <Jymmm> Damn, $13 for the bb, $9 for shipping (and this isn't ebay either)
[02:19:22] <Jymmm> http://www.candcnc.com/Mini-IOProductsChart.htm
[02:20:08] <cradek> cool: "Day two - more chips - parts good - conclusion - success"
[02:20:30] <jmkasunich> another happy customer
[02:20:53] <cradek> yep
[02:21:03] <cradek> that's a nice machine and setup
[02:21:11] <cradek> hope he gets us some pictures
[02:21:17] <Jymmm> which?
[02:21:23] <jmkasunich> what kind of machine?
[02:21:26] <cradek> stuart's dahlih
[02:22:01] <jmkasunich> VMC?
[02:22:15] <cradek> http://www.emachinetool.com/usedcnc/catalog/vertical.cfm?DestinationCategory=CNC%20Vertical%20Mill&ProductID=11635
[02:22:30] <cradek> looks a lot like this iirc
[02:23:05] <cradek> maybe half again as big as a bridgeport
[02:25:10] <cradek> his has power drawbar, motorized knee, jogwheel, hard start/hold/feed override controls, touchscreen for everything else
[02:27:33] <cradek> much better photos:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=150141676763
[02:30:57] <jmkasunich> a bit of a beast there
[02:33:22] <cradek> yeah it's pretty hefty
[02:34:06] <cradek> I had fun cutting some aluminum like butter
[02:34:18] <cradek> 1/2" deep, 3/4" tool
[02:34:49] <cradek> err I think it was 3/4
[02:34:54] <cradek> dunno, it was big
[02:35:27] <cradek> also engraved a bunch of teeny-tiny AXIS logos
[02:38:12] <Jymmm> PID
http://farm2.static.flickr.com/1105/980074887_01d726bfb6.jpg
[02:38:23] <jmkasunich> heh
[02:38:28] <cradek> your bird is named PID?
[02:38:36] <jmkasunich> Parrot is Destroying
[02:38:43] <jmkasunich> or Parrot is Defecating
[02:38:59] <Jymmm> When I left, 3 keys were missing.
[02:39:19] <jmkasunich> he's (she's?) too smart to eat them, right?
[02:39:43] <Jymmm> She just destorys... (tyical female) chew em up and spit em out!
[02:40:04] <Jymmm> note the card baord box remains in the rear
[02:40:55] <Jymmm> jmkasunich: I think your heatsink is overkill, try this instead
http://farm2.static.flickr.com/1064/980074783_b772ce34e7.jpg
[02:41:11] <jmkasunich> no flat spot to mount the geckos
[02:41:35] <Jymmm> there's 'ridges' =)
[02:45:09] <Jymmm> http://farm2.static.flickr.com/1079/980998834_9f44b57eb3.jpg
[02:45:32] <jmkasunich> you're nutz
[02:45:42] <Jymmm> heh
[02:45:51] <Jymmm> tell me somethng I dont know
[02:46:05] <fenn> what's the white gunk?
[02:46:12] <Jymmm> old grease
[02:59:12] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[03:02:37] <Jymmm> SWPadnos: PID
http://farm2.static.flickr.com/1105/980074887_01d726bfb6.jpg
[06:45:26] <alex_jon1> alex_jon1 is now known as alex_joni
[06:47:17] <Jymmm> Mornin alex
[06:47:50] <alex_joni> hi Jymmm
[06:53:00] <Jymmm> alex_joni:
http://farm2.static.flickr.com/1105/980074887_01d726bfb6.jpg
[06:53:08] <Jymmm> New CNC machine =)
[07:47:13] <floppy12> exists a open lowcost CNC mill project with homepage?
[08:53:41] <alex_joni> floppy12: what are you interested in?
[08:54:05] <alex_joni> wenn's einfacher geht, kannst du auch deutsch schreiben :P
[09:01:42] <Vq^> goddag herr Joni
[09:03:54] <alex_joni> goddag captain
[09:04:44] <Vq^> :)
[09:58:59] <floppy12> alex_joni okay... also ich will ne kleine cnc fräße bauen
[09:59:14] <floppy12> für platinen alu und plexiglas zu gravieren
[09:59:26] <floppy12> bzw fräßen
[10:03:01] <alex_joni> aha, klingt gut
[10:03:18] <alex_joni> soll das komplett von null aufgebaut werden?
[10:03:21] <floppy12> yo...
[10:03:26] <floppy12> und günstig
[10:03:31] <alex_joni> oder hast du führungen und so was?
[10:03:32] <floppy12> bin ein armer student :)
[10:03:36] <alex_joni> floppy12: :P
[10:03:46] <alex_joni> wie gross?
[10:03:49] <floppy12> ich hab nur 2 trapezspindeln für die Z achse
[10:03:51] <floppy12> 10 cm
[10:04:12] <floppy12> und der arbeitsbereich sollte 500 auf 500mm sein
[10:04:26] <floppy12> meinste das ist machbar?
[10:04:44] <floppy12> wolte den tisch in X achse fahren lassen und die brücke in Y achse
[10:05:02] <alex_joni> bruecke ist meistens schwerer zu konstruieren
[10:06:32] <alex_joni> http://www.poseidone.org/wikipesca/lib/exe/fetch.php?media=wiki:giacus:linux1.jpeg
[10:06:49] <floppy12> hmmm muss duschen
[10:06:49] <floppy12> moment
[10:08:17] <Vq^> alex_joni: cute machine
[10:11:02] <floppy12> reh
[10:12:44] <floppy12> wieder weg
[10:12:45] <floppy12> essen
[11:29:25] <toast__> ff
[11:29:27] <toast__> toast__ is now known as toastydeath
[12:44:17] <skunkworks> well - all my friends and relatives are ok.. (Bridge collapse)
[12:44:52] <archivist> are you near?
[12:45:02] <skunkworks> about 2 hours south
[12:46:42] <archivist> I noticed on one pic that a train got squashed
[12:47:02] <alex_joni> skunkworks: good to hear
[12:47:15] <alex_joni> would have been a shame to lose a candidate
[12:51:32] <archivist> hmm BBC has dropped the before pic, it seems to have had a "light" frame for the job
[12:53:44] <skunkworks> heh :)
[12:54:14] <skunkworks> it was 'under construction' what ever that means
[12:54:48] <archivist> apparently making holes in it
[12:56:14] <skunkworks> it is funny - Everyones first thought was terrorist - yet my first thought was of my ex-girlfiends brother. He worked for minnasota dot.. he said there was a bunch of briges he would not drive over.
[12:57:04] <archivist> ah known week spots
[12:57:08] <archivist> weak
[12:57:11] <skunkworks> this was around 1999 or so.
[12:57:38] <archivist> another 8 years of rust since then
[12:57:45] <skunkworks> rigth
[12:57:45] <skunkworks> right
[13:00:55] <archivist> "Road crews were working on the bridge's joints" hmm which ones, had they jacked it and increased strain etc
[14:15:30] <IceGuest_7> hello
[14:15:40] <IceGuest_7> alex_joni r u in?
[14:18:29] <IceGuest_7> hmmm
[14:19:09] <IceGuest_7> how can i tune my PID? i have no idea... at the moment i tryed some parameters and not somtimes works
[15:05:49] <maddash> I have a bit of a dilemma
[15:07:27] <maddash> between receiving the raw arguments for a tilted arc from G-code and sending the appropriate numbers to TILTED_ARC_FEED, I have to calculate the values for the center and normal vectors
[15:08:13] <maddash> for normal arcs, this is done in convert_arc*, interp_convert.cc
[15:08:46] <maddash> it seems logical for me to put my convert_tilted procedure inside interp_convert as well
[15:10:00] <maddash> but my conversion procedure requires vector ops, specifically cross/scalar prod and magnitude, but interp_convert has no such capabilities
[15:10:38] <maddash> how do i get around this?
[15:11:23] <jepler> use the ones in libposemath and make it an additional requirement for the gcode interpreter?
[15:12:37] <maddash> yes, that's the shortest path I could take, but that would also mean linking posemath into milltask
[15:13:28] <jepler> yes
[15:13:31] <maddash> which is a problem, because i've not the slightest clue how to play with the root Makefile
[15:14:22] <jepler> if you're asking how to do it, I can try to answer
[15:14:31] <jepler> off the top of my head, you would add the new library to the list of dependencies for that binary:
[15:14:34] <jepler> e.g.,
[15:14:37] <jepler> -../bin/rs274: $(call TOOBJS, $(SAISRCS)) ../lib/librs274.so.0 ../lib/libemcini.so.0
[15:14:40] <jepler> +../bin/rs274: $(call TOOBJS, $(SAISRCS)) ../lib/librs274.so.0 ../lib/libposemath.so.0 ../lib/libemcini.so.0
[15:14:45] <jepler> in src/emc/sai/Submakefile
[15:15:03] <jepler> fwiw milltask already has libposemath
[15:15:20] <jepler> src/emc/task/Submakefile:
[15:15:20] <jepler> ../bin/milltask: $(call TOOBJS, $(MILLTASKSRCS)) ../lib/librs274.so.0 ../lib/libemc.a ../lib/libnml.so.0 ../lib/libemcini.so.0 ../lib/libposemath.so.0
[15:16:20] <jepler> the lines to link gcode.so (python gcode module) are in src/emc/rs274, and the change would be the same (list libposemath with the other libraries)
[15:16:48] <maddash> silly me -- interp_convert belongs to librs274, so whether or not milltask has posemath is irrelevant
[15:18:28] <maddash> is it reasonable for librs274 to depend on libposemath? or have I gone too far?
[15:19:01] <jepler> I don't think it's a big deal
[15:19:18] <jepler> I think it's preferable to writing a new, different version of vector math operations
[15:19:45] <jepler> the impact on the emc system as a whole is small, since libposemath will already be used by several running programs, and it's a small library anyway
[15:20:40] <maddash> why not use a third party library for the vector calcs?
[15:25:25] <skunkworks> logger_emc: bookmark
[15:25:25] <skunkworks> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-08-02.txt
[15:37:39] <maddash> who's brilliant fucking idea was it for all the posemath functioins require a pointer to the result instead of just returning the result?
[15:38:15] <maddash> now I have to break everything down into intermediate expressions and store them into temporary variables
[15:41:59] <maddash> s/who's/whose
[15:42:09] <maddash> s/brilliant fucking/fucking brilliant/
[15:42:31] <SWPadnos> because you can't return a struct, only a reference or a pointer to one
[15:44:27] <SWPadnos> C++ may allow a struct return, but in any case you'd need to copy the struct off the stack to make it "permanent"
[15:44:52] <jepler> libposemath is foremost a C library with a thin C++ wrapper, though
[15:53:53] <skunkworks> for cutting up 2 large trees yesterday - I feel pretty good. Other than an itchy bee sting.
[16:00:21] <maddash> was one of them a General Sherman?
[16:02:34] <maddash> wtf? PI constant #define is scattered all over the place
[16:11:08] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/usr_intf/axis/scripts/scaragui.py: convert from radians to degrees in the best way
[16:12:17] <SWPadnos> hmmm. maddash, if you "fix" the #define PI thing, please do it with a static const variable (e.g. static const PI=3.141593653589...)
[16:12:51] <SWPadnos> that will create one copy of the constant in RAM, which is quicker to load into an FP register I believe
[16:13:11] <SWPadnos> unless that doesn't work for some other linking reason
[16:14:09] <maddash> i'll remember that
[16:14:27] <SWPadnos> thanks
[16:14:58] <SWPadnos> it's probably not an issue for floats, but for doubles I think there's a difference
[16:16:20] <maddash> OMFG
[16:16:35] <maddash> fucking C+A+BKSP
[16:16:56] <SWPadnos> err - I'd say "oops", but that's a hard combo to hit by accident :)
[16:17:35] <maddash> I lost the past two hour's worth of source changes
[16:17:40] <SWPadnos> ugh
[16:17:46] <jepler> I use a certain program which by default maps Alt+Backspace to "Undo"
[16:18:02] <jepler> maddash: using an editor without auto-save? ouch indeed
[16:18:10] <floppy12> alex_joni bist du da?
[16:18:24] <maddash> jepler: which editor autosaves?
[16:18:40] <maddash> jepler: OO.org?
[16:18:41] <jepler> maddash: I most often use vim, its autosave (which it calls "swap file") frequently saves my bacon
[16:18:49] <alex_joni> floppy12: ab und zu
[16:19:11] <maddash> aptitude purge fte ; aptitude install vim-common
[16:19:36] <floppy12> alex_joni hast du plan von PID reglung?
[16:19:48] <SWPadnos> +sudo
[16:19:51] <maddash> brb...gotta take a breath before I end up punching this laptop
[16:22:07] <jepler> example of vim recovery from a crash (in this case, kill -9):
http://pastebin.ca/643204
[16:26:22] <alex_joni> floppy12: ich muss leider los
[16:26:32] <alex_joni> jepler: can you point floppy12 to some PID docs?
[16:26:36] <alex_joni> bbl
[16:28:28] <jepler> I'm no PID expert .. but here are the links I know of:
http://linuxcnc.org/docs/devel/html/motion/pid_theory/index.html http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Tuning_EMC2/HAL_PID_Loops http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?PWM_Servo_Amplifiers
[16:30:58] <floppy12> thank you
[16:59:10] <skunkworks> bbl
[17:32:16] <toast> toast is now known as toastydeath
[17:45:46] <floppy12> re
[17:53:53] <floppy12> what type of motor is capable for milling a circuit board or a aluminium front panel?
[17:54:35] <skunkworks> spindle?
[17:54:41] <skunkworks> like a dremel or such?
[17:55:00] <toastydeath> anything that spins
[17:55:06] <toastydeath> oh, aluminum
[17:55:11] <toastydeath> still, dremel should work very slowly
[17:55:12] <skunkworks> dremel might be iffy - maybe a rotozip
[17:55:28] <skunkworks> it is somewhere between a dremel and a router
[17:56:38] <floppy12> well okay
[17:57:18] <floppy12> with a router do you mean something like ca 20 k RPM?
[17:58:36] <toastydeath> has anyone ever seen a used universal measuring machine for sale
[17:58:41] <toastydeath> 20k rpm is good for smaller bits
[17:58:54] <toastydeath> which most people are interested in for homebuilt thing
[17:59:04] <toastydeath> generally, with a homebuilt machine, more speed is never a bad thing
[17:59:49] <floppy12> http://www.bosch-pt.de/boptocs-de/Product.jsp?division=hw&prod_id=8517
[17:59:55] <floppy12> something like that?
[18:00:31] <toastydeath> i'm not sure what folks are using or find acceptable on homebuilt machines
[18:00:52] <floppy12> okay
[18:00:59] <toastydeath> skunkworks: wake up again sir
[18:01:02] <toastydeath> he's your man for this
[18:01:07] <toastydeath> i only have experience with big and slow machines
[18:01:59] <floppy12> okay
[18:02:42] <skunkworks> floppy12: how are you going to mount that?
[18:03:15] <floppy12> what mount?
[18:03:30] <floppy12> i wouldnt buy a bosch
[18:03:59] <skunkworks> people like to use this style because it is easy to mount
[18:04:00] <skunkworks> http://cgi.ebay.com/CNC-Router-Mount-for-Porter-Cable-892-690-CNC-Aps_W0QQitemZ120147122137QQihZ002QQcategoryZ67245QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[18:04:16] <skunkworks> Porter Cable 690 and 892
[18:04:19] <jepler> "The outlines around the traces are cut with a 60 degree carbide V tool rotating at 20,000 rotations/min and traveling at 20 inches/min. Since the tool has two "teeth", this means that each tooth cuts only .0005 (half of a thousandth) of an inch! This is the usage suggested by the tool manufacturer, and it gives great results and long tool life." --
http://timeguy.com/cradek/cnc/pcb
[18:06:08] <floppy12> how many watt should the drive have?
[18:07:49] <floppy12> are 1000 W enough?
[18:08:18] <jepler> floppy12: cradek's spindle motor is the standard sherline spindle motor with a different pulley ratio to yield high RPMs at low torque.
http://sherline.com/dimen.htm scroll to "Motor and Speed Control"
[18:08:40] <jepler> high torque is not required for this application, this motor is only 60W according to that page
[18:08:58] <skunkworks> I use one of these for cutting circuit boards - but I think a dremel would do that. I don't know if a dremel wouls be enough to cut aluminum face plates.. maybe a bit iffy.
http://cgi.ebay.com/SEARS-Craftsman-Roto-Zip-Router_W0QQitemZ130138559813QQihZ003QQcategoryZ20781QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[18:09:53] <jepler> I am talking only about PCB trace milling and drilling, not aluminum face plates. I don't have experience with that.
[18:10:09] <floppy12> http://cgi.ebay.de/Oberfraese-1050-W-12-Hartmetall-Fraeser-Koffer-Neu_W0QQitemZ320142950787QQihZ011QQcategoryZ30504QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[18:10:13] <floppy12> something like that?
[18:13:05] <jepler> cradek: sherline's website says the spindle motor is only 60W -- is that correct?
[18:13:30] <cradek> I thought they said 90 on them, but I'm not sure
[18:13:53] <cradek> it's hard to believe they would have their specs wrong...
[18:14:17] <jepler> http://sherline.com/dimen.htm "Output horsepower: .06 KW (60 W) at 10 oz. in. / 6100 rpm"
[18:15:23] <Dallur> I think the key word here is "output power", which is quite different from the usually rated input power
[18:15:33] <floppy12> okay
[18:15:47] <floppy12> first i finish the actually project
[18:16:23] <cradek> their spindle drive "seems pretty strong" to me
[18:16:28] <jepler> cradek: floppy12 was wondering about a spindle for circuit board milling and also for aluminum front panels
[18:16:41] <jepler> cradek: think the sherline would make it through thin Al OK?
[18:16:53] <cradek> for Al it's perfect, for engraving it's way too slow
[18:17:29] <jepler> until you modify the pulleys
[18:17:49] <cradek> with the right tool the sherline lathe can take .1" off steel
[18:18:04] <cradek> Al cuts like butter
[18:18:34] <cradek> for the mill, it's rigidity not power that's the problem I think
[18:19:22] <toast> any machine needs rigidity
[18:19:34] <jepler> I don't think floppy12's machine is a sherline, just trying to get an idea of spindle output power needed
[18:19:45] <jepler> I mentioned the sherline spindle because I know it's what is on your machine
[18:19:53] <cradek> ok
[18:20:04] <floppy12> ok
[18:29:03] <maddash> when was 2.1.7 released?
[18:29:19] <maddash> nvm.
[18:29:44] <cradek> http://article.gmane.org/gmane.linux.distributions.emc.user/2605
[18:37:55] <awallin> just got a 40Mb email with some dahlih photos from Stuart Stevenson... looks real nice.
[18:38:15] <cradek> nice - can you put them up somewhere?
[18:38:54] <awallin> hm, maybe I should ask Stuart first?
[18:39:03] <awallin> I could put them on my site if it's ok with him
[18:39:16] <cradek> he seems to not have a place to host stuff
[18:40:06] <awallin> I've emailed him. I'll be back in an hour or so. If I get an ok from him I'll put them online
[18:40:16] <awallin> bbl
[18:41:02] <robin_sz> mmm ... does the sherline really only deliver 60W of spindle power?
[18:41:48] <skunkworks> cradek:
http://www.electronicsam.com/images/engraver/drive.JPG
[18:42:20] <skunkworks> it did a number to the circuit board..
[18:43:03] <robin_sz> looks repairable
[18:43:06] <skunkworks> yah
[18:43:19] <robin_sz> wild guess ... thats a 5V reg on the output of the rectifier
[18:43:31] <cradek> three-legged fuse
[18:43:41] <skunkworks> Nope - mosfet - I don't know if it is the axis enable or what yet.
[18:43:43] <robin_sz> ah, its a fet
[18:43:45] <robin_sz> GDS
[18:44:26] <robin_sz> at least you have a few other axes to copy
[18:44:49] <cradek> wonder what caused it
[18:45:13] <cradek> but yeah identical (except working) copies of the circuit will be nice to have
[18:45:19] <robin_sz> looks like the smoke escaped
[18:45:37] <robin_sz> fets use smoke particles as part of their internals
[18:46:17] <robin_sz> theres two plates, and the charged smoke particles move from one to the other, the gate opens and shuts to allow (or not) them through
[18:46:31] <skunkworks> :)
[18:46:55] <robin_sz> if you pass too much current, the smoke pressure builds up, and finallym the case will split and let the smoke out
[18:46:55] <skunkworks> I don't know if the stepper or wiring is shorted or something else
[18:47:00] <robin_sz> they wont work after that
[18:47:25] <skunkworks> http://www.electronicsam.com/images/engraver/engraver.JPG
[18:48:13] <skunkworks> 486dx controller for it..
http://www.electronicsam.com/images/engraver/rip.JPG
[18:48:17] <robin_sz> is the control part OK?
[18:48:39] <skunkworks> so far.. it booted up - homed - jogged around a bit.. then it smoked ;)
[18:48:50] <robin_sz> ahh
[18:49:05] <skunkworks> the spindle on wasn't working either.
[18:49:11] <robin_sz> so it was actullay working then
[18:49:17] <skunkworks> couple issues
[18:49:43] <robin_sz> perhaps keep the control and add new step drives?
[18:49:59] <cradek> oh the smoke got out while you were using it? I figured that was old damage
[18:50:23] <skunkworks> nope - I smoked it.. I don't know when it was run last.
[18:50:39] <robin_sz> dried up C probably then
[18:50:42] <skunkworks> maybe.
[18:50:53] <robin_sz> over diggled the fet
[18:51:14] <skunkworks> the caps on the board are pretty bulged on one end
[18:51:19] <robin_sz> * robin_sz got offered 2 more lasers today
[18:51:55] <skunkworks> I think emc would turn circles around the controller that came with it..
[18:52:11] <skunkworks> with its own proprietary interface
[18:52:17] <robin_sz> maybe
[18:52:23] <bill2or3> Mmmmlasers
[18:52:46] <robin_sz> one laser on its own, the other complete with bed
[18:53:10] <robin_sz> 3 x 1.5 cutting area
[18:54:14] <skunkworks> cool
[18:54:35] <robin_sz> gotta go look at it next week
[18:56:48] <robin_sz> they ar both 2kw units too, soemthing of a coincidence
[18:58:19] <lerneaen_hydra> robin_sz: got sharks yet?
[18:58:25] <robin_sz> sharks?
[18:58:27] <lerneaen_hydra> how big a tank are you going to have them in?
[18:58:31] <lerneaen_hydra> for the lasers
[18:58:36] <robin_sz> heh
[18:58:41] <lerneaen_hydra> they're useless without sharks
[18:58:43] <robin_sz> i have a cat
[18:59:06] <lerneaen_hydra> mutated sea bass? if they're agressive
[18:59:21] <robin_sz> coelyacanth?
[18:59:27] <lerneaen_hydra> ?
[19:00:16] <robin_sz> http://news.bbc.co.uk/1/hi/sci/tech/6925784.stm
[19:05:09] <lerneaen_hydra> jepler: just out of curiosity, what's the change of implementation for rad -> deg?
[19:05:28] <cradek> just pedanticism I think
[19:06:24] <lerneaen_hydra> cradek: huh? so just a change in the 10^-23d decimal?
[19:06:42] <cradek> I think it's a stylistic change, not a functional change
[19:06:55] <lerneaen_hydra> I'm not following you...
[19:07:30] <toast> radians are not equal to degrees
[19:07:34] <SWPadnos> there's no point in manually converting to degrees when the library being used has a function to do that
[19:07:35] <cradek> I think it makes no difference except it looks nicer in th ecode
[19:07:39] <toast> 1 radian is like 53 and some change degrees
[19:07:49] <cradek> -tool_angle = math.atan2(d6,d5)*(180.0/3.1415927)
[19:07:52] <cradek> +tool_angle = math.degrees(math.atan2(d6,d5))
[19:07:55] <cradek> this change you mean?
[19:08:24] <lerneaen_hydra> oh, so you you use degrees exclusively now?
[19:08:27] <lerneaen_hydra> for the rendering
[19:08:29] <cradek> arrgh
[19:08:34] <lerneaen_hydra> -.-
[19:08:37] <lerneaen_hydra> sorry
[19:08:38] <cradek> the change doesn't make any difference
[19:08:40] <lerneaen_hydra> I'm slow today
[19:08:44] <SWPadnos> there is no numerical difference between the two formulas
[19:08:48] <cradek> tool_angle was always in degrees
[19:08:54] <SWPadnos> except possibly in the 10^-23 position :)
[19:09:02] <lerneaen_hydra> oh, wait
[19:09:02] <cradek> 10^-9
[19:09:03] <lerneaen_hydra> I misread the code
[19:09:34] <lerneaen_hydra> pi is correct to 10^-23 digits and not 10^-9 now
[19:09:41] <lerneaen_hydra> or something like that
[19:10:04] <SWPadnos> it gets rid of a magic number, which is generally a good thing (even though pi and 180 rarely change)
[19:10:22] <lerneaen_hydra> I'd be very afraid if they did
[19:15:32] <alex_joni> haha
[19:15:50] <alex_joni> * alex_joni is gone for a couple of hours and suddenly people are changing pi
[19:16:52] <SWPadnos> it's an attempt to look less round, without dieting
[19:16:58] <lerneaen_hydra> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?IRCquotes
[19:17:35] <alex_joni> heh
[19:17:42] <alex_joni> there's another one to put in there
[19:17:56] <alex_joni> when we were discussing about ni
[19:27:32] <lerneaen_hydra> where's that?
[19:28:19] <alex_joni> found it
[19:28:20] <alex_joni> http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2006-05-07.txt
[19:28:33] <alex_joni> is it scary that I remember conversations from 1y+ ago?
[19:29:14] <alex_joni> starting 20:20:21
[19:29:21] <lerneaen_hydra> haha
[19:29:25] <lerneaen_hydra> sweet
[19:31:22] <lerneaen_hydra> hmm I can't seem to find the wiki code for a new line?
[19:31:38] <alex_joni> let one line empty
[19:31:41] <alex_joni> or use <br>
[19:31:53] <lerneaen_hydra> ah,ok
[19:32:14] <alex_joni> I think you can use <pre>
[19:32:20] <alex_joni> for preformatted text
[19:32:39] <lerneaen_hydra> and it's done!
[19:32:41] <lerneaen_hydra> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?IRCquotes
[19:32:57] <alex_joni> nice
[19:34:57] <lerneaen_hydra> EMC's own bash.org
[19:46:36] <robin_sz> pi is 22/7
[19:50:18] <robin_sz> well, almost
[19:50:52] <skunkworks> yah - the first 3 digits.
[19:54:16] <lerneaen_hydra> I don't see the point in remembering 22/7, it's only good for three digits, and 22/7 takes up three digits of "space", and you need to perform a calculation
[19:54:55] <robin_sz> I use it in my basic cooking calculator for pi
[19:55:01] <robin_sz> balh + blay
[19:55:05] <robin_sz> *22 /7
[19:55:27] <robin_sz> close enough
[19:55:29] <lerneaen_hydra> why not use 3.14?
[19:55:32] <lerneaen_hydra> it's as close
[19:55:36] <lerneaen_hydra> takes up as many digits
[19:55:38] <robin_sz> is it?
[19:56:02] <lerneaen_hydra> 22/7 is 3.14285
[19:56:15] <lerneaen_hydra> error delta is 0.00126
[19:56:43] <robin_sz> and delta 3.14 to pi?
[19:56:51] <lerneaen_hydra> compared to 3.14 who's delta error is 0.00159
[19:56:53] <lerneaen_hydra> so marginally more
[19:57:15] <skunkworks> I just hit the PI key on the calculator..
[19:57:20] <lerneaen_hydra> IMO not worth the need of extra calculation
[19:57:26] <lerneaen_hydra> skunkworks, that's cheating :p
[19:57:54] <lerneaen_hydra> or you could memorise to 10-20 digits or so
[19:57:58] <awallin> Stuart Stevenson's Dah-Lih pics are now online:
http://www.anderswallin.net/2007/08/dah-lih-emc2-conversion/ he promised to write some text to go with the pics later.
[19:58:19] <lerneaen_hydra> if you've got a lecture^W^W too much free time
[19:58:29] <robin_sz> my cooking calculator doesnt have pi
[19:58:35] <skunkworks> or I have a big circle that I can measure its circumference and its diameter
[19:58:45] <lerneaen_hydra> haha
[19:58:47] <floppy1234> reh
[19:58:50] <floppy1234> haha?
[19:58:52] <lerneaen_hydra> the real manly way
[19:59:01] <lerneaen_hydra> <skunkworks> or I have a big circle that I can measure its circumference and its diameter
[19:59:05] <robin_sz> or just do the sums
[19:59:06] <lerneaen_hydra> re. pi
[19:59:11] <floppy1234> ;)
[19:59:19] <alex_joni> awallin: COOOL
[20:00:38] <awallin> alex_joni: yeah, looks nice. I wonder what PC he is using. seems integrated into the screen. also not sure what if any motion control hardware he is using (can it be only parallel port?)
[20:01:41] <lerneaen_hydra> sweet
[20:02:10] <SWPadnos> USC, I believe
[20:02:13] <SWPadnos> or PPMC
[20:02:32] <JymmmEMC> Gateway computer
[20:03:01] <floppy1234> uuuhh
[20:03:06] <floppy1234> new pics online
[20:03:16] <floppy1234> but they show my bad electric ;)
[20:03:16] <robin_sz> I do love mills that put the estop button on the front of the quill
[20:03:51] <lerneaen_hydra> robin_sz: yes, the easiest place to reach when things really fsck up
[20:03:59] <robin_sz> lerneaen_hydra, err
[20:04:16] <lerneaen_hydra> http://www.lerneaenhydra.net/images/rsgallery/original/IMG_1114.JPG <-- or the position of that estop
[20:04:22] <robin_sz> maybe on a toy mill
[20:04:27] <toast__> arrr
[20:04:34] <toast__> wtf internets
[20:04:35] <lerneaen_hydra> robin_sz: sarcasm
[20:04:44] <robin_sz> on a real mill, you would not wat to be anywaher near the spindle when things fsck up
[20:04:52] <lerneaen_hydra> exactly
[20:04:55] <robin_sz> lerneaen_hydra, ah, ok :)
[20:04:57] <lerneaen_hydra> hence the "oh so ideal" place
[20:05:16] <lerneaen_hydra> it should be somewhere the fsck away from anything that moves
[20:05:19] <JymmmEMC> lerneaen_hydra: is that yours?
[20:05:22] <robin_sz> * robin_sz nods
[20:05:23] <lerneaen_hydra> yeah
[20:05:30] <lerneaen_hydra> JymmmEMC: yeah
[20:05:35] <JymmmEMC> lerneaen_hydra: you like the on/off button?
[20:05:37] <robin_sz> admittedly, I suppose it could be handy when your tie is in the toolholder
[20:05:43] <floppy1234> http://www.rsp-design.de/plotter/html/default.html
[20:05:52] <floppy1234> dont scream ;)
[20:06:00] <lerneaen_hydra> JymmmEMC: for the small mill it's ok, as the endmills are quite small
[20:06:08] <lerneaen_hydra> for something bigger I wouldn't like it
[20:06:29] <JymmmEMC> lerneaen_hydra: does it light up well enough?
[20:06:37] <lerneaen_hydra> floppy1234: that's quite a working space
[20:06:47] <lerneaen_hydra> JymmmEMC: the integrated lamp?
[20:06:49] <lerneaen_hydra> or the LCD?
[20:07:04] <floppy1234> lerneaen_hydra what do you mean?
[20:07:09] <JymmmEMC> lerneaen_hydra: the light in the on/off switch (which I believe is LED)
[20:07:09] <lerneaen_hydra> well, both light up enough
[20:07:28] <lerneaen_hydra> JymmmEMC: it's a halogen that sits inside the head
[20:07:49] <lerneaen_hydra> floppy1234: the working area of the mill/router is very large, what's it going to be?
[20:07:53] <awallin> I think it's PPMC, see the top of this pic
http://www.anderswallin.net/wp-content/2007_08dahlih/electronics1.JPG
[20:08:08] <JymmmEMC> lerneaen_hydra: No, no, I found those on/off switches on ebay, I wanted to know if the intergrated light is bright enough to be seen in daylight
[20:08:12] <floppy1234> lerneaen_hydra a hotwire styrofoam cuter
[20:08:26] <lerneaen_hydra> JymmmEMC: oh, there aren't any lights in the buttons
[20:08:48] <lerneaen_hydra> floppy1234: oh, cool, real four axis?
[20:09:07] <JymmmEMC> lerneaen_hydra:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=150023452508&ssPageName=STRK:MEWA:IT&ih=005
[20:09:23] <lerneaen_hydra> JymmmEMC: oh, not the same button
[20:09:25] <floppy1234> lerneaen_hydra yes... i hope they'll run
[20:09:36] <lerneaen_hydra> floppy1234: cool
[20:09:51] <lerneaen_hydra> floppy1234: what type of cutting speed are you looking at?
[20:10:00] <floppy1234> i dont know
[20:10:12] <floppy1234> the axis can run 3m per second
[20:10:14] <lerneaen_hydra> and how do you tighten the wire hard enough so it doesn't give bad geometry?
[20:11:07] <floppy1234> with a gas pressure spring from a VW Golf 4 hatchback
[20:11:27] <JymmmEMC> lerneaen_hydra:
http://cgi.ebay.com/START-STOP-PUSH-BUTTON-30MM-MOMENTARY-120V-LED-PILOT_W0QQitemZ150123911295QQihZ005QQcategoryZ42898QQcmdZViewItem
[20:11:52] <lerneaen_hydra> floppy1234: how much force?
[20:12:01] <floppy1234> moment
[20:12:03] <lerneaen_hydra> JymmmEMC: hmm, that's not it either?
[20:12:03] <floppy1234> 18 kg
[20:12:08] <lerneaen_hydra> s/?/.
[20:12:16] <floppy1234> no... 40 kg
[20:12:20] <lerneaen_hydra> floppy1234: oh, quite a bit, how thick wire are you going to use?
[20:12:28] <floppy1234> 1mm
[20:12:49] <lerneaen_hydra> cool, which alloy?
[20:13:26] <floppy1234> moment please
[20:13:31] <JymmmEMC> floppy1234: is that your garage?
[20:13:47] <floppy1234> JymmmEMC no... the garage from a friends dad ;)
[20:14:04] <JymmmEMC> floppy1234: He's one sick puppy... way too clean and neat!
[20:16:33] <floppy1234> JymmmEMC what do you mean?
[20:16:33] <floppy1234> we take this wire: javascript:popup_artinfo('
http://shop.ezentrum.de/2166252/dvVxDfODeTAeAvABeUnktoiQADhE5x/4DCGI/ezshop?action=artmehr&artid=48583')
[20:16:33] <floppy1234> http://shop.ezentrum.de/2166252/dvVxDfODeTAeAvABeUnktoiQADhE5x/4DCGI/ezshop?action=artmehr&artid=48583
[20:16:33] <floppy1234> so thikness is 0.5mm not 1mm
[20:18:04] <JymmmEMC> Huh?
[20:18:34] <floppy1234> JymmmEMC what?
[20:18:36] <JymmmEMC> what did I miss here... using a mini strut for hotwire tension????
[20:19:22] <floppy1234> JymmmEMC how do you mean this?
[20:19:47] <JymmmEMC> floppy1234: 13:11:05) floppy1234: with a gas pressure spring from a VW Golf 4 hatchback
[20:21:23] <floppy1234> we take 2 gas springs, one at each side... on the front and at the top a deflexion roll so the wire is puled up and down... so calculate 4 x the path from one spring
[20:21:52] <JymmmEMC> floppy1234: have you actually done/try this already?
[20:22:02] <floppy1234> no
[20:22:03] <floppy1234> why?
[20:23:20] <JymmmEMC> Those gas loaded shocks are designed to put pressure to hold open a lid. hense excessive pressure in one direction only.
[20:23:26] <toast_> how come i always miss the insanity
[20:23:29] <toast_> that's so unfair.
[20:23:38] <JymmmEMC> toast_: butterfly effect
[20:23:53] <toast_> are you suggesting IRC is a catastrophic equation
[20:24:08] <JymmmEMC> chaos theory == IRC
[20:24:22] <toast_> a+
[20:24:32] <JymmmEMC> toast_: you need to using a spring
[20:24:35] <JymmmEMC> sorry
[20:24:42] <toast_> for what
[20:24:43] <JymmmEMC> floppy1234: you need to use a spring
[20:24:44] <toast_> oh
[20:24:53] <JymmmEMC> sprry toast_
[20:24:53] <toast_> i was like "This could get interesting!"
[20:25:00] <toast_> then, not so much
[20:25:02] <toast_> way to let me down.
[20:25:31] <JymmmEMC> toast_: make a foam cutter and I'll mock you with crazy ideas if that 'll make you feel better.
[20:25:32] <floppy1234> JymmmEMC i know someone who has the same construction
[20:25:47] <JymmmEMC> floppy1234: and ?
[20:25:53] <toast_> if i ever need foam cut i'm going to hand it to my girlfriend
[20:25:58] <toast_> and tell her to do it
[20:26:02] <floppy1234> JymmmEMC it works
[20:26:11] <JymmmEMC> floppy1234: pics?
[20:26:16] <floppy1234> JymmmEMC no
[20:26:24] <floppy1234> but i have a CAD Draw
[20:26:25] <floppy1234> moment please
[20:26:29] <floppy1234> i go to search
[20:26:33] <JymmmEMC> k
[20:27:16] <toast_> to me, that's almost more dangerous
[20:27:19] <toast_> than a sketch done in MS paint
[20:27:25] <JymmmEMC> floppy1234: does it cut clean? quick? does it smell when cut?
[20:27:37] <toast_> he who smelt it dealt it
[20:29:16] <fenn> yo robin, how thin of a kerf can you get in 1mm steel?
[20:29:36] <fenn> for a "normal" laser cutter
[20:30:12] <robin_sz> .25?
[20:30:24] <robin_sz> .3 maybe
[20:30:24] <toast_> what's a normal laser cutter
[20:30:41] <toast_> that wide?
[20:30:41] <robin_sz> mid power CO2
[20:30:53] <JymmmEMC> whats mid-power?
[20:30:56] <robin_sz> 1kw
[20:30:57] <floppy1234> o cant found
[20:31:01] <floppy1234> i
[20:31:03] <JymmmEMC> robin_sz: (bitch)
[20:31:05] <robin_sz> 1500w maybe
[20:31:16] <fenn> cant cut steel with less than about 500W right?
[20:31:22] <robin_sz> thin maybe
[20:31:25] <JymmmEMC> robin_sz: I'd be *SO* happy with a 200W CO2
[20:31:45] <robin_sz> 300w will just ... and I mean just, cut 3mm
[20:31:54] <robin_sz> not really practical though
[20:31:57] <JymmmEMC> robin_sz: metal?
[20:32:01] <robin_sz> yeah
[20:32:26] <JymmmEMC> robin_sz: Oh, I did't realize CO2 will cut metal,
[20:32:32] <robin_sz> ?
[20:32:37] <JymmmEMC> thought you needed YAG
[20:32:42] <JymmmEMC> wavelength issues
[20:32:44] <robin_sz> nah
[20:32:50] <robin_sz> 99% of cutting is co2
[20:32:52] <skunkworks> we have cut stainless with ours
[20:33:01] <robin_sz> 1500 to 6kw
[20:33:15] <toast_> what wavelength issue would develop
[20:33:35] <JymmmEMC> 50" x 36" @ 200W would be awesome, hell even 150W
[20:33:50] <toast_> i can't think of any wavelength issue that would develop in cutting
[20:34:12] <JymmmEMC> toast_: At the 60W CO2 can't even make metals
[20:34:18] <JymmmEMC> s/make/mark/
[20:34:26] <toast_> but that's not a wavelength issue
[20:34:31] <awallin> toast_: different materials absorb at different wavelengths?
[20:34:38] <JymmmEMC> a yag @ 60W can
[20:34:59] <toast_> oh, i see what you're talking about
[20:35:02] <toast_> cool
[20:35:10] <JymmmEMC> floppy1234:
http://www.hotwiredirect.com/products/8500-architectural-foam-cutter/
[20:35:11] <toast_> i was thinking, "phase?"
[20:35:28] <awallin> JymmmEMC: so what does the 60W YAG cost compared to a 1.5kW CO2 ?
[20:35:48] <robin_sz> you need circular polarization to reliably cut metal
[20:35:55] <JymmmEMC> awallin: prob the same
[20:35:58] <toast_> any particular reason why?
[20:36:00] <robin_sz> 60w yag wont cut metal
[20:36:11] <JymmmEMC> robin_sz: s/cut/mark/
[20:36:16] <fenn> toast_: according to robin in my faulty memory, steel is transparent at higher temperatures to YAG's wavelength
[20:36:20] <JymmmEMC> floppy1234:
http://www.hotwiredirect.com/products/cnc-foam-cutting-machines/8300-cnc-specifications/
[20:36:21] <robin_sz> * robin_sz nods
[20:36:39] <robin_sz> 1w yag =~ 2w CO2
[20:37:12] <awallin> fenn: yeah, that must be it. silicon is transparent from 1.3 microns or so up, so steel could be prettu transparent to 1064nm when heated
[20:37:27] <toast__> ARRRR
[20:37:31] <alex_joni> yarrr
[20:37:56] <fenn> hrm. i'm thinking about making a thing out of silicon steel, i hope that wouldnt be a problem
[20:38:05] <toast__> a thing?
[20:38:14] <fenn> a switched reluctance motor
[20:38:17] <alex_joni> silicon steel?
[20:38:24] <toast__> that was my next question
[20:38:31] <toast__> what do they add silicon to steel for
[20:38:39] <fenn> it has lower electrical conductivity for reduced eddy currents
[20:38:48] <toast__> and that would by why i hadn't heard of it
[20:38:49] <toast__> hahaha
[20:39:01] <ds2> silicon steel == stuff that make transformer core laminates out of?
[20:39:05] <toast__> needs more nitralloy!
[20:39:07] <fenn> ds2: yep
[20:39:16] <alex_joni> http://en.wikipedia.org/wiki/Silicon_steel
[20:39:21] <ds2> is that the same as "soft iron cores?
[20:39:27] <fenn> i dont think so
[20:40:01] <ds2> great... so now there are 4substances for cores... ferrite, powder iron, soft iron, and silicon steel
[20:40:11] <toast__> and air!
[20:40:21] <toast__> air is totally a substance.
[20:40:21] <fenn> and mu-metal!
[20:40:25] <alex_joni> fenn: probably can't weld it
[20:40:33] <ds2> find me a high Q, 1H or better coil w/an air core
[20:40:34] <fenn> alex_joni: wasn't planning to
[20:40:35] <ds2> =)
[20:40:41] <toast__> hey man
[20:40:44] <alex_joni> fenn: when it cracks after 10k hours
[20:40:45] <toast__> you just said substances
[20:40:48] <fenn> heh
[20:40:56] <alex_joni> fenn: :P
[20:40:59] <alex_joni> good night guys
[20:40:59] <fenn> jb-weld
[20:41:05] <toast__> looool
[20:41:08] <ds2> air cores are great stuff... if only the u factor was higher !@#!@$#@$!
[20:41:29] <fenn> it's 80% steel powder right?
[20:41:43] <ds2> isn't mu metal used only for shielding?
[20:42:52] <fenn> its used in some special relay cores
[20:42:57] <fenn> and ... stuff
[20:42:58] <toast__> and stuff
[20:43:08] <ds2> oh
[20:43:09] <fenn> the main reason it isnt used is price
[20:43:20] <fenn> apparently super pure iron is even better than mu-metal
[20:43:44] <ds2> how is it better? higher u value or higher tolerance for saturation?
[20:44:06] <toast__> FERRITE
[20:44:19] <fenn> um, permeability whatever that is
[20:44:27] <ds2> that's the u value
[20:44:36] <toast__> magnetic permiablity!
[20:44:38] <toast__> whoohoooo
[20:44:44] <ds2> Hmmm so more compact coils nice
[20:45:55] <ds2> oh while on this topic... is there any reason why people don't use back emf on a stepper as a feedback method?
[20:46:08] <toast__> nonlinearity
[20:46:11] <toast__> i believe
[20:46:33] <fenn> ds2: i think that's what the "unstallable stepper" thing is all about, not sure
[20:46:39] <ds2> eh? how's linearity important? thought you get a pulse for ever step?
[20:46:52] <ds2> fenn: interesting... I'll add that to my reading list
[20:46:57] <toast__> don't listen to me
[20:47:20] <fenn> interesting
[20:47:22] <fenn> "Hard Drives have mu-metal backings to the magnets found in the drive."
[20:47:37] <ds2> OH? Hmmmmmmmm
[20:47:48] <ds2> * ds2 looks at the pile of dead hard drives :D
[20:48:10] <toast__> what are you going to do with a pile of backing plates
[20:48:21] <ds2> sell it as mu metal!
[20:48:28] <toast__> lol
[20:49:35] <ds2> there is a lot of cool stuff inside a dead hard drive
[20:49:54] <ds2> like spacer rings that are more parallel then a cheap set of parallels
[20:50:19] <fenn> some wingnut was re-using the dsp's
[20:51:10] <ds2> didn't think of doing that
[20:51:17] <fenn> good source of scrap aluminum for casting too
[20:51:38] <ds2> was thinking of using the platters a fly wheel for a tiny engine
[20:52:08] <toast__> most people wouldn't know what to do with accurate parallels
[20:52:25] <fenn> me either
[20:52:38] <ds2> they are cheaper and would be good for a HSM
[20:52:53] <ds2> accidentally ding one up... no problem
[20:52:58] <ds2> won't hurt your tools either
[20:53:01] <fenn> why not just get a $10 surface plate from enco
[20:53:09] <fenn> and cut slices off it :)
[20:53:15] <fenn> eh nevermind
[20:53:27] <ds2> Mmmm machining granite
[20:54:12] <fenn> i never really got the idea of parallels.. why not just cut a notch into your vise jaws?
[20:54:26] <toast__> because you can use parallels not in a vise
[20:54:30] <toast__> for inspection, for clamping
[20:54:43] <toast__> also you can hang parallels off each side to give more support to wide workpieces
[20:54:54] <toast__> in a vise, that is
[20:55:10] <ds2> parallels also let you get away with a more ding'ed up vise
[20:55:25] <toast__> a good parallel is what you should true a vise with
[20:55:41] <fenn> eh.. why not just indicate along the fixed jaw?
[20:55:53] <toast__> usually not as good as a good parallel
[20:55:54] <fenn> or use a piece of ground rod
[20:56:17] <toast__> circularity is the hardest geometrical condition to establish
[20:56:20] <toast__> so you don't want to use a rod
[20:56:42] <ds2> just fully trust your CMM }:-)
[20:56:57] <toast__> the only measuring machine i'm going to trust is a universal measuring machine
[20:57:06] <toast__> cmms are ridiculous
[20:57:23] <fenn> what is a "universal measuring machine"?
[20:57:40] <toast__> it's a machine that is more accurate than a CMM, and is continually testing
[20:57:42] <bill2or3> a stick ?
[20:57:45] <toast__> rather than points
[20:58:16] <toast__> it has a spindle, and on the end the gauge is mounted on a bar
[20:58:28] <toast__> so you can test for all kinds of stuff you can't test for on a cmm
[20:58:35] <ds2> toast__: does that mean you don't trust CD audio either or DVD video?
[20:58:42] <toast__> ?
[20:58:50] <fenn> not analog enough
[20:59:01] <ds2> they are all done by sampling
[20:59:02] <toast__> uh, that doesn't have to do with universal measuring machines verifying the gauges
[20:59:12] <toast__> that are used to generate the error plots in CMMS
[20:59:42] <ds2> I'd think if you can establish the spactial equivalent of nyquist before using a CMM, you should be fine
[20:59:47] <toast__> you don't have to use analog equipment in a universal machine
[21:00:13] <toast__> the real good ones use digital interferometry for linear displacement and can use non-contact digital gauge heads
[21:00:45] <fenn> i still dont understand what the difference is
[21:00:53] <fenn> can you not use non-contact probes on a cmm?
[21:00:58] <toast__> cmms take point measurements from a probe tip
[21:01:21] <toast__> a universal machine can produce a continuous profile
[21:01:31] <fenn> how does it measure the profile?
[21:01:38] <toast__> by riding the stylus along the surface
[21:01:47] <fenn> and that's not a series of points?
[21:01:56] <toast__> if you're using a digital gauge head it is
[21:02:07] <fenn> is the difference just the way the machine does its thing?
[21:02:11] <ds2> yes but the theory states that the points are equivalent (i.e. contain all the information you need to create the continuous profile) if you sample it under certain conditions
[21:02:12] <toast__> but if your sampling rate on that digital head is 200khz
[21:02:16] <toast__> it doesn't matter
[21:02:40] <toast__> fenn: sort of
[21:02:53] <toast__> a cmm is a lot faster than a universal
[21:03:03] <fenn> if i were to make one, what would be the major parts?
[21:03:14] <toast__> an XY table, a spindle with a Z axis
[21:03:16] <ds2> fenn: for a CMM or?
[21:03:32] <toast__> and a dial test head of some sort
[21:03:33] <fenn> ds2: for a umm
[21:03:34] <toast__> on the Z axis
[21:03:43] <fenn> toast__: like a DTI?
[21:03:48] <toast__> yes
[21:03:53] <toast__> you could use a DTI if you wanted to make your own
[21:04:00] <fenn> with some kind of electronic sampling thing watching the needle?
[21:04:04] <toast__> yep
[21:04:32] <fenn> ok, and a CMM would run until the fixed ball on a stick hits the part, and then it stops?
[21:04:36] <toast__> yes
[21:04:58] <fenn> seems silly to call it a different machine
[21:05:01] <toast__> and the universal machine is considered a primary gauge
[21:05:24] <toast__> why?
[21:05:36] <fenn> because i could stick a dial indicator on a cmm and it'd be a umm
[21:05:39] <ds2> Hmmmm
[21:05:43] <toast__> no, it wouldn't
[21:05:47] <fenn> why not?
[21:05:57] <toast__> firstly, not accurate enough, but that's not a fundimental difference
[21:06:03] <ds2> I'd think the CMM motion is not repeatable enough
[21:06:09] <toast__> the purpose of a ucm, primarily, is to profile geometric features
[21:06:13] <toast__> NOT coordinates
[21:06:21] <toast__> it produces coordinates through accurate geometric profiling
[21:06:34] <ds2> since position is Zhead + Zuncertainity + DTI reading
[21:07:47] <toast__> with a UCM, you can determine what caused something to go out of tolerance
[21:07:53] <toast__> in the manufacturing proccedure
[21:08:03] <fenn> you cant do that with a cmm?
[21:08:04] <toast__> because of that geometric analysis
[21:08:10] <toast__> correct
[21:08:16] <toast__> you can determine that a certain feature is wrong
[21:08:20] <fenn> because it isnt fast enough?
[21:08:21] <toast__> but not why it is wrong
[21:08:39] <toast__> no, a UMM isn't faster
[21:08:40] <toast__> it's way slower
[21:08:47] <toast__> that's why shops love CMMs
[21:08:57] <toast__> they're way more accurate than the shop tolerance is
[21:08:58] <fenn> i mean, if you wanted to make a whole profile with a cmm
[21:09:05] <toast__> you couldn't do it
[21:09:08] <fenn> bullshit
[21:09:45] <ds2> theory says you can
[21:09:52] <toast__> you don't have a reliable rotary axis
[21:09:53] <toast__> on a cmm
[21:09:55] <fenn> there's always a radius on the probe, even if you call it a "stylus"
[21:10:08] <toast__> and that's an intergal part of the UMM
[21:10:34] <toast__> especially for comparative length measurement
[21:10:39] <toast__> and checking gages
[21:11:42] <toast__> with a CMM, shops can check everything they'd ever need
[21:12:05] <toast__> which is why shops don't use UMMs
[21:12:28] <toast__> but metrology labs still use UMMs because they can check geometric features to an innately higher degree of accuracy, as well as comparative length
[21:15:19] <toast__> speaking to the popularity and speed of CMMs over UMMs, you now have to special order a UMM from a company
[21:15:27] <toast__> as they no longer exist as production items
[21:15:46] <toast__> not that they ever really were
[21:25:34] <toast__> toast__ is now known as toastydeath
[22:08:38] <Guest499> hello all have a few questions first how or has anyone written anything to use emc2 Axis for digitizing? Question 2 I am wanting to run my cards at 8th step which is 16000 steps per inch and axis says it cant do this what do I need to change and how do I set the pulse frquency I hear that optimal is at or under 1khz at full step and 8khz at 8th step
[22:10:18] <SWPLinux> Guest499: you can use whatever step resolution you want, Axis shouldn't care (it doesn't know the resolution, so it can't care)
[22:10:56] <SWPLinux> depending on the PC, you should be able to get up to roughly 20-30 KHz step rates
[22:11:31] <SWPLinux> if you have 16000 steps/inch, this will be 1.25 to ~2 inches/sec, or 80-120 IPM
[22:12:18] <SWPLinux> as for measuring, there is a probe command which can be used with loops to do scans. it's probably not going to replace a CMM, but it can work for many things
[22:12:18] <toastydeath> digitizing at 120 ipm?
[22:12:35] <toastydeath> that would be very impressive to watch
[22:12:38] <SWPLinux> I didn't say that 120 IPM is optimal for scanning :)
[22:12:51] <toastydeath> hahahah
[22:12:51] <Guest499> it tells me that I am asking to do 16000 cycles a sec and that is above the limit I had the same problem when I tried to run at 1/4 step I got around it by lowering the base period from 50000 to 35000 but I am not sure if I can go any lower and if that is the proper way to fix this anyway
[22:13:22] <SWPLinux> it's one way. so you're saying that you got an error like this:
[22:13:37] <SWPLinux> STEPGEN: Requested max step rate of XXXXX is too high ....
[22:14:01] <dmessier> High all
[22:14:05] <toastydeath> hay
[22:14:12] <SWPLinux> only the temperature is high here
[22:14:20] <dmessier> here too
[22:14:28] <toastydeath> i am too scared to go to the liquor store
[22:14:33] <toastydeath> i am almost 22
[22:14:43] <Guest499> yes I believe it say the requested cycles of 16000 a sec ist above the limit
[22:14:46] <toastydeath> but the guy at the store thinks the "5" on my "1985" birth date is "1986"
[22:15:39] <dmessier> 22 and scared to buy liquor.... chicken??
[22:15:42] <toastydeath> yes
[22:15:49] <toastydeath> i have my girlfriend do it
[22:15:54] <toastydeath> but she's on vacation
[22:16:01] <toastydeath> so i'm just going to stay dry until she gets back
[22:16:24] <Ziegler> ??
[22:16:27] <Ziegler> what?
[22:16:37] <Guest499> what about the frequency I have read that stepper motors really loose torque over 1Khz at full 8Khz at 8th
[22:16:42] <Ziegler> your legal... and worried about what?
[22:16:58] <dmessier> i missed out on a nice Hardinge lathe last nite on e-bay
[22:17:01] <toastydeath> getting thrown out of the liquor store because the guy has crappy eyesight
[22:17:08] <SWPLinux> Guest499: it really depends on the motor, the driver, and the load
[22:17:14] <toastydeath> dmessier: a hardinge hlv?
[22:17:21] <SWPLinux> 1000 steps/second is pretty low speed - only 300 RPM
[22:17:31] <dmessier> yes.. super-precision chnc II
[22:17:35] <SWPLinux> that may be high for a very large stepper
[22:18:09] <toastydeath> that's not an hlv
[22:18:10] <toastydeath> but
[22:18:22] <toastydeath> i have heard some really crappy stories about the hardinge cnc gear
[22:18:33] <toastydeath> and also have bad experience with the cnc stuff in our shop
[22:18:39] <dmessier> programmable resolution and offset capability to 0.00001
[22:18:42] <Guest499> ne,a 23 DIY 3977 chip board and cutting wood
[22:18:46] <toastydeath> dmessier: ours has that too
[22:18:53] <toastydeath> it doesn't do that
[22:18:57] <dmessier> conquest??
[22:19:00] <toastydeath> and that's the general report
[22:19:01] <toastydeath> i don't know, actually
[22:19:02] <dmessier> or cobra
[22:19:05] <toastydeath> i think it is a conquest
[22:19:10] <toastydeath> cobra doesn't sound familiar
[22:19:18] <dmessier> this is a 1986 machine..
[22:19:25] <toastydeath> i remember hitting ".00001" thinking it was .0001
[22:19:35] <toastydeath> and wondering why the turret wasn't moving when i was cranking the jogwheel
[22:19:36] <dmessier> before the went offshore with production
[22:19:50] <toastydeath> this is old, as well
[22:19:56] <toastydeath> the new stuff has similar complaints
[22:20:06] <toastydeath> but people tend to report crap stories and not good ones
[22:20:08] <Guest499> current setup equals 2000 revs equals 1 inch at full step
[22:20:26] <dmessier> flat beb gang style tooling?? flat turret or a top turret
[22:20:33] <toastydeath> slant bed
[22:20:37] <toastydeath> 12 position turret
[22:20:53] <toastydeath> vertical turret
[22:20:58] <Guest499> what about digitizing with axis?
[22:21:04] <dmessier> sounds like a conquest
[22:21:14] <toastydeath> this machine does ridiculous stuff
[22:21:29] <dmessier> what have been your problems??
[22:21:35] <toastydeath> uh, ridiculous taper
[22:21:39] <toastydeath> random taper
[22:21:39] <dmessier> like what??
[22:21:44] <toastydeath> 4 thou in a couple inches
[22:21:56] <toastydeath> and it's not constant
[22:22:11] <toastydeath> but it IS consistant
[22:22:13] <dmessier> someone ahas crushed an x axis thrust bearing i'd say
[22:22:19] <toastydeath> nar
[22:22:28] <dmessier> for real...
[22:22:36] <toastydeath> it's consistant error
[22:22:41] <toastydeath> it's the same every time
[22:22:48] <toastydeath> which does not indicate a bearing problem
[22:22:48] <dmessier> but not always??
[22:22:55] <toastydeath> some of the errors are random
[22:23:01] <toastydeath> but not the biggest ones
[22:23:06] <toastydeath> the biggest ones appear to be warped ways
[22:23:18] <toastydeath> we run a couple parts, measure the errors that do not change
[22:23:26] <toastydeath> and change the program to add/remove taper
[22:23:26] <dmessier> does it have linear guide ways??
[22:23:41] <toastydeath> i believe so
[22:24:08] <dmessier> they can be striaghtend out quite easily with a bonkometer
[22:24:23] <toastydeath> you're suggesting we hammer on our ways?
[22:24:30] <dmessier> usually only held down with m6 or m8 screws
[22:24:55] <toastydeath> i don't think the folks are going to go for that
[22:25:00] <dmessier> im suggesting you realign them
[22:25:17] <toastydeath> my current employer would rather throw the lathe out and get a new one
[22:25:20] <toastydeath> in the event of that need
[22:25:27] <toastydeath> right now they're content to tell the lathe guy to program the error out
[22:25:42] <dmessier> i had a Chiron that was a stack-up of 2 sets of those and they went out to lunch every 3 months or s
[22:25:57] <toastydeath> the moral of my story was just to caution you that both my company and several other have had problems
[22:26:08] <toastydeath> *others
[22:26:27] <toastydeath> also i laugh riotously every time i see the ".00001"
[22:26:48] <dmessier> i've run many chncII and really loved the machines... my luck i guess
[22:26:56] <toastydeath> perhaps!
[22:27:11] <toastydeath> or that they really are good lathes and just real vocal people got the bad lot
[22:27:16] <dmessier> yes it is funny to see that and NOT be making watches
[22:27:17] <robin_sz> straightening ways is not so scary,
[22:27:37] <toastydeath> well, i don't think any lathe is going to be holding .00001
[22:27:39] <dmessier> see robin understands
[22:27:42] <toastydeath> as it comes from the factory
[22:27:50] <robin_sz> providing you have some way to measure it as you beat it
[22:27:51] <dmessier> these did new...
[22:27:54] <toastydeath> in any random environment
[22:28:18] <toastydeath> i don't know man, i'd want to see the metrology report
[22:28:25] <toastydeath> before i'd believe it
[22:28:34] <robin_sz> like I said ...
[22:28:39] <robin_sz> providing you have some way to measure it as you beat it
[22:28:48] <toastydeath> no, i meant for the .00001
[22:28:50] <toastydeath> not for the way thing
[22:29:08] <robin_sz> oh, dont believe that, thats wishful thinking
[22:29:10] <dmessier> we ran some AECL parts to +/-.0001 and we ran statistically with a cpk of 8 or 9
[22:29:26] <toastydeath> cpk?
[22:29:41] <toastydeath> aecl?
[22:29:42] <dmessier> process capability index
[22:29:56] <dmessier> atomic energy Canada ltd
[22:30:00] <toastydeath> ah
[22:30:03] <robin_sz> * robin_sz smells six sigma on the air
[22:30:07] <toastydeath> and what does this cpk measure
[22:30:30] <dmessier> target/spread/ std deviation all rolled into 1 #
[22:30:45] <robin_sz> it basically rates your chances of getting a good part
[22:31:01] <toastydeath> yeah, i hate the suggestion that machine tools are random
[22:31:27] <toastydeath> but regarding the .0001
[22:31:43] <robin_sz> thats pretty good for ANY toll
[22:31:45] <robin_sz> tool
[22:31:51] <toastydeath> indeed
[22:31:52] <dmessier> a 1.33 means your in control
[22:32:01] <toastydeath> but what about the .00001
[22:32:24] <robin_sz> toastydeath, thats just a number on a display, it means nothing
[22:32:30] <toastydeath> that's what i'm saying - why is it there
[22:32:42] <robin_sz> bullshit factor?
[22:32:48] <toastydeath> i fully understand the enviornmental factors required in order to machine to ten microinches
[22:33:11] <dmessier> in that range you surface finish can bite .00001 off your part.. or you turn them u/s by .00003 and hold your hand on it just prior to measuring
[22:34:15] <robin_sz> in other words, its beyond the normal capabilities
[22:34:16] <toastydeath> and hope the inspector doesn't know what they're doing
[22:34:21] <toastydeath> but what i'm asking is
[22:34:37] <toastydeath> is the machine free tool path capable of locating and contouring to .00001
[22:34:38] <dmessier> we only had 1 guage inhouse to measure to +/-.00001
[22:34:44] <robin_sz> first find something that can even measure that!
[22:34:57] <toastydeath> we have a whole room of stuff that can measure that
[22:35:04] <toastydeath> BUT I DIGRESS
[22:35:09] <dmessier> not a cmmm pls...
[22:35:24] <toastydeath> no, capacatence probes and LVDT's
[22:35:24] <dmessier> they are all CRAP even the Zeiss
[22:35:23] <robin_sz> cmm's are so out of date
[22:35:36] <toastydeath> actually we just had an arguement in here about CMMs versus UMMs
[22:35:44] <dmessier> umm???
[22:35:48] <toastydeath> universal measuring machine
[22:35:56] <dmessier> like what??
[22:36:11] <robin_sz> the big idea these days ... is on-machine measuring
[22:36:11] <toastydeath> the Moore #3 Universal Measuring Machine?
[22:36:23] <dmessier> gjig grinder??
[22:36:25] <robin_sz> rennishaw probe etc
[22:36:38] <dmessier> probe and cnc??
[22:36:39] <toastydeath> dmessier: it's very similar, it's meant to be more accurate than a jig grinder
[22:36:46] <toastydeath> to verify stuff that is jig ground and diamond turned
[22:36:53] <toastydeath> not "fake accurate" like a cmm
[22:36:59] <dmessier> i see... never run across 1
[22:37:00] <toastydeath> but "real accurate" like you need to do real work
[22:37:03] <robin_sz> basically, probe a reference ring, calibrate the machine, then machien a part, use the probe to check it
[22:37:09] <toastydeath> robin_sz: i'm familiar, and it's a good concept
[22:37:22] <toastydeath> it reduces scrap and the machine becomes self-correcting
[22:37:27] <robin_sz> its Rennishaws latest baby
[22:37:27] <dmessier> but inly ass good as machine capability
[22:37:31] <robin_sz> exactly
[22:37:42] <toastydeath> and that's why you still need an inspection department and verified machines
[22:37:52] <toastydeath> which are both other good ideas
[22:37:52] <robin_sz> but it is more accurate than taking it off the machine to a cmm
[22:37:56] <dmessier> ive seen the marposs and m&h stuff
[22:38:02] <toastydeath> i will argue two things in regard to that CMM statement
[22:38:14] <toastydeath> one, it depends on the CMM
[22:38:19] <toastydeath> in relation to the accuracy of the machine
[22:38:32] <toastydeath> and two, you still can't measure geometric relationships on-machine accurately
[22:38:58] <toastydeath> most cases accurately enough, i will grant
[22:38:58] <dmessier> m&h sware can do gd&t
[22:38:58] <robin_sz> depends on the probe and the off-board software
[22:39:12] <toastydeath> and the machine still has the part clamped
[22:39:21] <robin_sz> exactly
[22:39:35] <toastydeath> the dominant thermal source is the machine
[22:39:36] <robin_sz> thats where the errors come in, unclamping and re-clamping
[22:39:58] <toastydeath> and hysteresis
[22:40:08] <dmessier> so ship the part IN the machine if thats where its good
[22:40:15] <toastydeath> and thermal changes
[22:40:25] <toastydeath> three very large sources of error on most machines
[22:40:29] <robin_sz> you aerospace guys crack me up ;)
[22:40:35] <toastydeath> aerospace?
[22:40:42] <toastydeath> i'm studying ultraprecision machining and gagemaking
[22:40:52] <dmessier> landing gear components
[22:40:54] <toastydeath> THAT IS WHAT I WANT TO BE WHEN I GROW UP =(
[22:40:55] <dmessier> where??
[22:41:06] <toastydeath> ?
[22:41:09] <robin_sz> aerospace are the only people using that sort of stuff really
[22:41:10] <toastydeath> where is landing gear made?
[22:41:22] <dmessier> on the ground
[22:41:36] <toastydeath> robin_sz:
[22:41:38] <toastydeath> which part?
[22:41:45] <toastydeath> machine meterology?
[22:41:50] <dmessier> toronto canada... 2 of the world leaders in landing gear within 1 hour
[22:42:02] <robin_sz> the "worrying about .0001" " part
[22:42:11] <toastydeath> so do gagemakers!
[22:42:11] <dmessier> not on l/g
[22:42:22] <toastydeath> i also worry about .0001, and i make bearings
[22:42:32] <toastydeath> but yeah pretty much nobody cares about .0001
[22:42:48] <robin_sz> we are going to be laserign some aero stuff
[22:42:51] <toastydeath> usually .0001 on a print means the engineer hit 0 too many times and forgot to check it
[22:43:10] <robin_sz> engine stuff ...
[22:43:21] <toastydeath> lasering the cutting process
[22:43:25] <toastydeath> or lasering the measurement process
[22:43:28] <robin_sz> * robin_sz nods
[22:43:31] <robin_sz> cutting
[22:43:37] <robin_sz> bits for engines
[22:43:43] <toastydeath> what kind of tolerances are you getting
[22:43:46] <toastydeath> or hope to get
[22:43:56] <robin_sz> +- .1
[22:43:57] <toastydeath> oh
[22:44:09] <robin_sz> whatever that is in inches
[22:44:16] <robin_sz> .1mm
[22:44:22] <dmessier> i worked in 1 shop that was on EVERY dwg... all parts had been NO QUOTED in 4-6 countries
[22:44:24] <toastydeath> oh
[22:44:40] <toastydeath> i hope to open a shop that does nothing but .0001 and under
[22:44:42] <toastydeath> tolerances
[22:44:46] <toastydeath> subcontracting, maybe
[22:44:55] <toastydeath> there's a lot of dumb engineers out there
[22:44:57] <dmessier> me too... next month i hope
[22:45:03] <toastydeath> nice
[22:45:12] <toastydeath> i think .1 is like uh
[22:45:16] <dmessier> and hard turning
[22:45:17] <toastydeath> oh i have no idea
[22:45:20] <toastydeath> hold on on second
[22:45:24] <dmessier> .004" inches
[22:45:25] <robin_sz> .004"
[22:45:31] <toastydeath> ohh i was so right
[22:45:34] <toastydeath> so very right.
[22:45:45] <toastydeath> ty gentlemen
[22:45:51] <toastydeath> hard turning is neat
[22:45:55] <toastydeath> do you have machines picked out
[22:45:59] <robin_sz> hard turning?
[22:46:08] <toastydeath> RC 60 and up
[22:46:09] <dmessier> yes and no
[22:46:17] <dmessier> 52 and up
[22:46:22] <toastydeath> my bad =(
[22:46:31] <robin_sz> grinding no?
[22:46:37] <toastydeath> no
[22:46:39] <toastydeath> milling/turning
[22:46:45] <toastydeath> ceramics, diamond, and cbn insert tooling
[22:46:54] <robin_sz> cbn?
[22:46:58] <toastydeath> cubic boron nitride
[22:47:00] <dmessier> too slow and cant u/cut for chrome runouts
[22:47:10] <toastydeath> it's like diamond but doesn't dissolve in ferrous materials
[22:47:20] <dmessier> i like cbn personally
[22:47:20] <robin_sz> coo
[22:47:29] <robin_sz> expensive?
[22:47:34] <toastydeath> hard turning is like, ultrahigh surface speeds
[22:47:45] <toastydeath> and fast feeds to match
[22:47:47] <toastydeath> yes, expensive
[22:47:50] <toastydeath> pricier than PCD
[22:47:54] <robin_sz> ebay?
[22:48:04] <dmessier> doubt it
[22:48:05] <toastydeath> i dunno if i would trust an ebay insert
[22:48:11] <toastydeath> if i was hard milling
[22:48:16] <dmessier> not cbn or pcd
[22:48:54] <toastydeath> dmessier: what's your opinion on whisker ceramics vs. cbn
[22:49:04] <toastydeath> if you have one
[22:49:09] <dmessier> i worked with a family run outfit locally.. do ALL my diamond grinding...custom to order
[22:49:09] <toastydeath> (i've never used either)
[22:49:20] <robin_sz> seems they are about $2.50 an insert on ebay
[22:49:27] <dmessier> whisker works well in many mat'ls...
[22:49:33] <toastydeath> cbn is like 50 an insert
[22:49:45] <dmessier> mine are 125.00 per
[22:49:49] <toastydeath> holy crap
[22:49:55] <toastydeath> our PCD is 70
[22:50:12] <toastydeath> i don't know where i saw 50
[22:50:32] <dmessier> but carbide made 30 parts at 26.00 it pcd made 1500 paarts
[22:50:38] <toastydeath> yeah
[22:50:50] <toastydeath> we use the PCD for surface finish only
[22:50:55] <toastydeath> so we only get like, 20 parts
[22:50:59] <toastydeath> before the insert is dead for our purposes
[22:51:12] <robin_sz> sumitomo?
[22:51:22] <toastydeath> robin_sz: huh?
[22:51:36] <dmessier> we wre required to ship 1200 pcs per day... thats alot of downtime for insert changes
[22:51:46] <toastydeath> jeebas
[22:52:12] <dmessier> sumitomo are a good source if you can handle their lead times
[22:52:12] <toastydeath> yeah i like the jobs where i only produce like, five parts a day
[22:52:24] <toastydeath> high production is not my thing
[22:52:35] <dmessier> i like the jobs that run for 3 weeks on my machine
[22:52:44] <ds2> 1 P/D is my threshold ;)
[22:52:47] <toastydeath> hahaha. are you mostly unattended?
[22:53:10] <toastydeath> although i switched up how i run this job so now i don't get any parts done for a week
[22:53:14] <toastydeath> but then they all finish in the same day
[22:53:27] <dmessier> i hate high volume... mno we are only now getting into multimachine for 1 operator
[22:53:41] <dmessier> bbl
[22:53:44] <toastydeath> k
[22:53:51] <toastydeath> ds2: what are you making
[22:54:07] <robin_sz> http://cgi.ebay.co.uk/10-PCS-SUMITOMO-CBN-INSERTS-DNMA-431-BN600_W0QQitemZ180143434233QQihZ008QQcategoryZ58209QQrdZ1QQssPageNameZWD2VQQcmdZViewItem
[22:54:23] <toastydeath> impressive
[22:54:58] <ds2> toastydeath: hobby projects
[22:55:02] <toastydeath> haha oh
[22:55:05] <toastydeath> >=(
[22:55:18] <toastydeath> i am doing the finish turning on 18" bearings
[22:55:20] <ds2> but work wise, I prefer to be limited to 1 part of a type per day
[22:55:21] <toastydeath> thrust bearings
[22:55:25] <dmessier> looks likk the real deal
[22:55:38] <ds2> in otherwords, living under a bridge in a box is preferable to working production
[22:55:54] <toastydeath> takes me a whole week to take .010" from 22 bearings
[22:56:04] <toastydeath> two roughing cuts, one per side, at 4.5 inches
[22:56:10] <toastydeath> 30 minutes for that cut per side or so
[22:56:19] <toastydeath> then the part change takes forever
[22:56:46] <toastydeath> er .0045"
[22:56:59] <JymmmEMC> Are these good quality?
http://www.lerneaenhydra.net/images/rsgallery/original/IMG_1114.JPG
[22:57:13] <toastydeath> then the finishing cuts go .0005 deep, but they take 45 minutes
[22:57:22] <toastydeath> because they're only a tenth deep at a tenth per rev feed rate
[22:57:37] <toastydeath> at 300 rpm
[22:57:58] <toastydeath> i have a lot of time to read and inspect parts
[22:57:56] <robin_sz> JymmmEMC, define good
[22:58:09] <robin_sz> JymmmEMC, then define quality
[22:58:09] <ds2> what kind of tool do you use to do a 0.0005 cut and have it not skip/bounce around?
[22:58:14] <JymmmEMC> robin_sz: BP good?
[22:58:16] <toastydeath> diamond
[22:58:26] <toastydeath> that's why we only get a couple parts per diamond
[22:58:35] <toastydeath> because the sharp edge wears out
[22:58:38] <toastydeath> and it starts to skip
[22:58:50] <toastydeath> and the .0005 cuts are roughing cuts
[22:58:54] <robin_sz> JymmmEMC, unlikely to be bp good, or bp price
[22:58:54] <ds2> what's the material?
[22:58:56] <toastydeath> we take 9x .0005 cuts
[22:58:59] <toastydeath> aluminum
[22:59:06] <toastydeath> then we take 5x .0001 cuts
[22:59:41] <toastydeath> the workholding sucks so bad
[22:59:42] <JymmmEMC> robin_sz: Like is square, holds tolerances, accurate, etc
[22:59:55] <toastydeath> they come out flat to 20 millionths on the machine
[23:00:00] <toastydeath> or less
[23:00:18] <toastydeath> but when you unclamp it they spring back out to anywhere between 2-4 tenths
[23:00:45] <toastydeath> and nobody will let me rework the thing
[23:02:06] <toastydeath> JymmmEMC: what is your idea of accurate and square
[23:02:22] <JymmmEMC> 90 deg
[23:02:28] <toastydeath> to how many decimal places
[23:02:38] <JymmmEMC> 4
[23:02:54] <ds2> using normal scientific interperation, "90 deg" would mean +/-10 deg ;)
[23:03:13] <toastydeath> does anyone know offhand how many seconds of a degree of arc four decimal places is
[23:03:15] <JymmmEMC> ds2: over 2 miles =)
[23:03:25] <fenn> how do they sharpen diamond tool bits?
[23:03:34] <JymmmEMC> with diamonds
[23:03:37] <toastydeath> depends
[23:03:41] <toastydeath> if it's a PCD tool, it's hard to resharpen
[23:03:47] <toastydeath> and you just do the best you can with a diamond wheel
[23:04:11] <toastydeath> if it's an SPD tool, you gently hit it on a finishing wheel
[23:04:17] <toastydeath> then lap it with diamond paste on a ceramic lap
[23:04:29] <ds2> 1sec == 0.0002777777 deg
[23:04:47] <toastydeath> JymmmEMC: there's a index table on ebay, accurate to .5 seconds
[23:04:53] <toastydeath> for $30k
[23:04:58] <toastydeath> should get your accuracy requirement
[23:05:02] <toastydeath> for squareness
[23:05:37] <toastydeath> now, what linear tolerance do you want?
[23:05:48] <toastydeath> .005 will probably happen on just about any machine ever
[23:06:09] <toastydeath> .001 may not happen over the full envelope, but may happen for smaller movements
[23:06:15] <toastydeath> and if you have gauge blocks, you can make it happen
[23:06:25] <fenn> or a file
[23:06:29] <ds2> scrape it
[23:06:29] <toastydeath> ...a file?
[23:06:31] <fenn> a sharp one
[23:06:39] <toastydeath> scraping doesn't change a leadscrew
[23:06:48] <ds2> no, the part
[23:06:52] <toastydeath> oh
[23:06:52] <toastydeath> good point
[23:08:19] <toastydeath> squareness shouldn't be too bad on any machine
[23:08:22] <toastydeath> in terms of X/Y
[23:08:27] <fenn> hah
[23:08:31] <toastydeath> you'll probably run out a couple thou over the envelope
[23:08:34] <toastydeath> on a poor one
[23:08:39] <toastydeath> but that's still inside .005
[23:08:52] <ds2> get it within 0.005, then grind it
[23:09:10] <toastydeath> a good policy
[23:09:15] <fenn> i like the plexiglass belt covers on that mill
[23:09:26] <JymmmEMC> I see it like this... If *I* with no reall accurate tools can visiually see that something is fubared, it aint square/accurate etc
[23:09:26] <JymmmEMC> take that as you will.
[23:09:34] <JymmmEMC> toastydeath: think anti-HF
[23:09:46] <toastydeath> well HF buys the same castings as everyone else does
[23:09:59] <JymmmEMC> fenn: I like that too... visual inspection
[23:10:00] <fenn> they just sell them semi-finished
[23:10:07] <fenn> think of it as a kit
[23:10:18] <toastydeath> unless you spend a pretty decent penny
[23:10:18] <JymmmEMC> so is that machien the same type of casting?
[23:10:32] <toastydeath> you're going to get in the same range as HF
[23:10:33] <fenn> the white one?
[23:10:36] <toastydeath> maybe not quite as bad, but the same general area
[23:10:42] <JymmmEMC> fenn: yeah
[23:11:02] <JymmmEMC> Doesn't BP let their casting settle for a year?
[23:11:09] <toastydeath> no
[23:11:16] <toastydeath> BP casts them right in the first place
[23:11:22] <toastydeath> in which case you don't need to let them sit
[23:11:29] <toastydeath> they used to, before people knew better
[23:11:47] <SWPLinux> actually, they used to leave them sitting around for 1-3 years before truing and scraping them
[23:11:59] <toastydeath> now they just cool them down realllllly slow
[23:12:04] <SWPLinux> you still need to let them sit, to relieve stress
[23:12:14] <toastydeath> SWPLinux: not anymore
[23:12:16] <SWPLinux> hmmm
[23:12:18] <fenn> you can also stick it in an oven for a while after you cast it
[23:12:19] <toastydeath> there was an experement they ran
[23:12:23] <toastydeath> with proper casting in the first palce
[23:12:26] <toastydeath> *place
[23:12:47] <toastydeath> gray iron is nearly perfectly stable
[23:12:49] <SWPLinux> for very good accuracy, you need to stress relieve after grinding/milling a surface
[23:12:53] <JymmmEMC> What an unusual looking snail...
http://www.lerneaenhydra.net/images/rsgallery/original/DSCN0973.JPG
[23:12:51] <fenn> so you can do the same trick with a stupid foundry
[23:12:54] <toastydeath> moreso than ceramic, and moreso than granite
[23:13:05] <toastydeath> SWPLinux: THAT is correct
[23:13:11] <toastydeath> which is why machine manufactuers still use planers
[23:13:17] <toastydeath> and not milling machines
[23:13:22] <fenn> why is a planer better?
[23:13:29] <SWPLinux> it shouldn't matter (much)
[23:13:30] <toastydeath> a planer is not traumatic to the surface
[23:13:39] <fenn> distortion of the crystal structure?
[23:13:49] <toastydeath> sort of, it's more like brinneling
[23:13:49] <fenn> just take lighter cuts
[23:13:52] <toastydeath> doesn't matter
[23:13:53] <JymmmEMC> Well, is there a mill that size with the quality of a BP ?
[23:13:59] <SWPLinux> hahahahahahaha
[23:13:59] <toastydeath> the intermittant action of the tool
[23:14:02] <dmessier> same shit... post heat treatment
[23:14:09] <toastydeath> and they found even post heat treatment
[23:14:15] <toastydeath> that the material was still unstable
[23:14:30] <toastydeath> and that single point tooling was the only way to ensure the long term stability of the iron
[23:14:36] <SWPLinux> JymmmEMC: a BP is good, but a lot of people will laugh at them because they're not rigid enough
[23:14:57] <toastydeath> literally, you can machine perminant instability into a part
[23:14:57] <Ziegler> not rigid enough?? really?
[23:14:59] <toastydeath> that you cannot remove
[23:15:04] <SWPLinux> unless you make it out of titanium or inconel or something, there is no way to make a little tabletop machine rigid enough to do "real work"
[23:15:19] <SWPLinux> (for some definitions of real work)
[23:15:19] <toastydeath> brigeports are ridiculously un-rigid
[23:15:26] <fenn> hehe titanium would be the worst choice possible
[23:15:26] <Ziegler> did not know that
[23:15:36] <JymmmEMC> SWPLinux: I got some inconel here =)
[23:15:49] <dmessier> and that what makes them the most popular machines out there i guess
[23:15:50] <SWPLinux> for wood or plastic, a small machine may actually be better than a BP, since there's less thermal effect
[23:15:50] <fenn> swp ever visit the granite mines?
[23:16:00] <SWPLinux> the ones in Barre, yes
[23:16:05] <JymmmEMC> SWPLinux: I was thinking for metals
[23:16:16] <skunkworks> but people equate titanium as 'stronger than anything' even though it isn't
[23:16:44] <SWPLinux> titanium is very strong for its weight
[23:16:44] <toastydeath> the two ideal machine materials are cast iron and any number of nitralloys
[23:16:48] <SWPLinux> not necessarily for its volume
[23:16:50] <fenn> some vermontage for the others:
http://www.edwardburtynsky.com/WORKS/Quarries/Vermont/Vermont_15.html
[23:16:55] <skunkworks> there was a commercial of a titanium saw cutting thru a truck.. duh
[23:17:12] <fenn> SWPLinux: titanium has poor modulus and damping
[23:17:19] <dmessier> Ti is good strength to weight ratio... and keeps strength at temp
[23:17:23] <SWPLinux> heh - got a couple of core samples here :)
[23:17:24] <fenn> its like rubber
[23:17:22] <toastydeath> but titanium is SHINY!
[23:17:42] <JymmmEMC> so is gold
[23:17:51] <SWPLinux> rubbery or shiny?
[23:17:55] <SWPLinux> :)
[23:17:56] <toastydeath> both!
[23:17:59] <toastydeath> shiny rubber!
[23:18:01] <toastydeath> i approve.
[23:18:04] <fenn> silicone spatula
[23:18:14] <ds2> titanium is good for art as you can anodize it
[23:18:20] <JymmmEMC> ew
[23:18:33] <dmessier> if you cant make it right make it shiney.... was what 1 boss used to say
[23:18:34] <toastydeath> cast iron has one of the absolute best long-term dimensional stabilities of any material
[23:18:45] <toastydeath> it is also one of the best shock absorbers
[23:18:56] <toastydeath> nitralloys are also very stable, and incredibly wear resistant
[23:18:58] <skunkworks> it is good for anything that people will buy... Titanium shaver..
[23:19:13] <toastydeath> so you make your machine out of cast iron, and your machine screws and spindles from nitralloy
[23:19:13] <JymmmEMC> titanium house paint
[23:19:22] <fenn> well, titanium is harder and more wear resistant than stainless so it makes good knives
[23:19:23] <toastydeath> which is what Moore, SIP, P&W, etc all did
[23:19:33] <fenn> and razors and scissors etc
[23:19:36] <skunkworks> fenn: really?
[23:19:46] <fenn> so the titanium scissor manufacturers say
[23:19:50] <toastydeath> i dunno about harder
[23:20:01] <toastydeath> maybe
[23:20:03] <toastydeath> i'm not a titanium guy
[23:20:15] <skunkworks> I would not have thought that. shows you what I know.. I thought it was lighter and more dense than aluminum - and that was it.
[23:20:17] <ds2> but how well does Ti hold an edge?
[23:20:28] <toastydeath> fairly well, from what i understand
[23:20:36] <toastydeath> because it's so giving
[23:20:47] <toastydeath> deflects & returns
[23:21:27] <fenn> i'd like to see a blade made of memory metal
[23:21:30] <fenn> so you heat it up and it gets sharp again :)
[23:21:34] <toastydeath> hahah, would that happen?
[23:21:38] <fenn> sure
[23:21:50] <SWPLinux> http://www.supraalloys.com/Machining_titanium.htm
[23:21:52] <toastydeath> on that microscopic level?
[23:22:11] <toastydeath> that would be cool, if that is true
[23:22:22] <toastydeath> superalloys can get up to RC 90
[23:22:38] <toastydeath> and i'm pretty sure some titanium alloys exist past RC 32
[23:22:47] <ds2> Ginsu knives, Gen 2... just pop it in the oven and ....
[23:22:47] <toastydeath> i just don't know if it passes superalloy hardness
[23:22:52] <toastydeath> IT SLICES IT DICES
[23:23:00] <toastydeath> IT TAKES YOUR CHILDREN TO SCHOOL
[23:23:04] <SWPLinux> they say RC 38 on that supraalloys page
[23:23:18] <toastydeath> we have a brick of rc 90 superalloy steel
[23:23:20] <fenn> well the neat thing is you could make it with a really fine edge, because it wouldnt matter if it got bent/nicked
[23:23:20] <toastydeath> at school
[23:23:36] <toastydeath> we can't even grind it
[23:23:42] <toastydeath> it just eats the wheel
[23:23:50] <ds2> even the diamond wheels?
[23:23:57] <toastydeath> we don't have a diamond wheel
[23:24:01] <toastydeath> but being steel, it would eat it
[23:24:01] <fenn> especially the diamond wheel, silly
[23:24:09] <toastydeath> we'd need a cbn wheel
[23:24:14] <SWPLinux> if they had a diamond wheel, they wouldn't have a brick of RC 90 superalloy :)
[23:24:25] <toastydeath> if we had a diamond wheel and a brick of rc 90 steel
[23:24:29] <toastydeath> we wouldn't have a diamond wheel for very long
[23:24:31] <toastydeath> is what
[23:24:31] <ds2> it is not like diamond wheels are that expensive
[23:24:46] <toastydeath> they are if you continually destroy them on steels
[23:24:49] <fenn> yeah i've got 5 of em for my dremel :P
[23:25:29] <toastydeath> lol
[23:25:37] <toastydeath> SPEAKING of dremal
[23:25:38] <toastydeath> *dremel
[23:25:45] <toastydeath> does anyone have a pen/microgrinder
[23:25:53] <toastydeath> and if so, how do you like the brand you have
[23:26:03] <fenn> i've got 2 of the hf air pencil thingies; they really suck
[23:26:15] <toastydeath> well like i see some decent brand ones for 120
[23:26:21] <toastydeath> but then i see one for 300
[23:26:27] <toastydeath> and i was wondering how much better the 300 one is
[23:26:44] <fenn> i think it'd be best to make your own
[23:26:44] <SWPLinux> hmm. if you had lots and lots of money (and a minimg company, probably), I wonder how well a tungsten machine body would work
[23:26:55] <SWPLinux> of course, you'd also need a well reinforced floor
[23:27:00] <fenn> swp why not make it out of sintered silicon carbide?
[23:27:11] <SWPLinux> no, glass!
[23:27:13] <toastydeath> they do make machines out of SiC
[23:27:19] <toastydeath> and AlO
[23:27:31] <toastydeath> which are, i might add, both glasses
[23:27:44] <SWPLinux> heh
[23:27:54] <fenn> something like that
[23:28:01] <toastydeath> and they do pretty well, actually
[23:28:05] <toastydeath> for high precision stuff
[23:28:11] <toastydeath> very rigid, easy to put together
[23:28:21] <toastydeath> they suffer from a little long term stability problems
[23:28:29] <toastydeath> but other than that they're pretty good
[23:28:37] <toastydeath> good thermal properties, not very shock damping though
[23:28:38] <fenn> solid monocrystalline diamond
[23:29:03] <fenn> cut to shape with electron beams
[23:29:03] <toastydeath> that would be a very large HPHT press
[23:29:26] <toastydeath> pew pew pew lasers
[23:29:27] <fenn> i read some guy's making 2 inch dia 1/4 inch thick discs
[23:29:43] <toastydeath> is that the crazy new grown thing
[23:29:53] <fenn> i forget, it was a year ago
[23:29:56] <toastydeath> i think it is
[23:30:26] <toastydeath> PERHAPS
[23:30:34] <dmessier> cool.. and our DMG is one of the only machines that can cut it... ultrasonic machining center
[23:30:46] <toastydeath> that's another process i've never seen!
[23:30:46] <toastydeath> only read about!
[23:30:53] <toastydeath> is there no end to the cool stuff you guys do =(
[23:31:07] <dmessier> i trained on it for 3 weeks with the DMG rep from Germany
[23:31:17] <toastydeath> how do you like it
[23:31:25] <toastydeath> is it slow?
[23:31:48] <dmessier> being applications engineer for 3 of the major oems for 10 yrs doest hurt
[23:32:08] <toastydeath> lol
[23:32:23] <dmessier> as opposed to not cutting it... its ok.. as fast as plunge edm...LOL
[23:32:35] <toastydeath> haha
[23:32:49] <toastydeath> "we race molasses very competitvely"
[23:32:53] <dmessier> i have the ulscers and scrap pink slips to prove it
[23:33:00] <fenn> i thought ultrasonic machining was when you ran ultrasound through the cutting tool
[23:33:02] <SWPLinux> well, time to see if udev is working here. bbl
[23:33:40] <dmessier> yes.. a diamond impregnated - tuned tool
[23:34:09] <fenn> the one i saw was a small vmc, sorta like datron dynamics
[23:34:09] <dmessier> it smashes up&down at frequency
[23:34:48] <dmessier> this was a 5 axis bp sized machine 3 cnc axes 2 manual rotaries with scales
[23:35:23] <dmessier> its pretty cool to machine profiles in glass
[23:35:47] <dmessier> you have to glue the mat'l to subplates
[23:36:06] <toastydeath> lool
[23:36:19] <toastydeath> hitting up the craft store for more hot glue sticks
[23:36:59] <fenn> got some glue guns for $1 yesterday.. got have a nice supply of sticks too
[23:37:08] <dmessier> its pretty out there.... but at the time wafers were being cut for 2500.00 us a piece and this machine could do 1 in 1.5 hrs... so it was a wise decision
[23:37:15] <toastydeath> glue is a remarkable solution for stress free workholding
[23:38:03] <dmessier> magnets are were stress free work holding comes in
[23:38:08] <toastydeath> nar
[23:38:17] <toastydeath> only for aluminum
[23:38:18] <JymmmEMC> Eeeesh, grabbed a piece of glass to see if there was any flat spot on this mounting block.... 1 out of 6.
[23:38:22] <fenn> seems like magnets would distort the piece
[23:38:28] <toastydeath> magnets do distort the piece
[23:38:47] <dmessier> shim in free staete then mag on
[23:39:02] <fenn> glue it to the magnet then turn magnet on?
[23:39:15] <toastydeath> magnet compresses the whole part
[23:39:27] <toastydeath> which is only a problem if you're really going close
[23:39:35] <toastydeath> but it does compress the part
[23:39:50] <dmessier> what would you guys do with my straight shock for the DHC8... 8 ft long 7075-73 aluminum
[23:40:05] <toastydeath> tolerance?
[23:40:22] <toastydeath> also is "straight shock" a shock absorber
[23:40:24] <dmessier> hole up the center... +\-.01 most places
[23:40:28] <toastydeath> or that you were actually shocked
[23:40:29] <dmessier> yes
[23:40:33] <fenn> make a power hammer
[23:40:42] <dmessier> BUT...
[23:40:44] <toastydeath> dmessier: am i jerry-rigging the solution
[23:40:48] <toastydeath> or using real machines
[23:41:15] <dmessier> part grows when we drill it and gradiually shrinks over a week in WIP
[23:41:50] <toastydeath> like, i can give you a ridiculous solution that is completely cost ineffective but will produce good parts 100% of the time
[23:41:57] <dmessier> i have aerospace facility to work with and any subcontractor I choose
[23:42:04] <JymmmEMC> toastydeath: you have: a roll of duct tape, bent screwdriver, $0.99 pair of pliers, a broken backsaw blade, and 1.0000000000000 gram brass weight calibrated to NIST standards
[23:42:11] <fenn> you gun drill solid stock?
[23:42:14] <toastydeath> i would gun drill it with temp-controlled oil
[23:42:21] <dmessier> 100% id bet the farm YOU cant
[23:42:27] <toastydeath> let it sit
[23:42:41] <dmessier> forged
[23:42:52] <toastydeath> i'd then put it on a boring lathe
[23:43:09] <dmessier> hole up the center prior to h/t to get necessary section thickness
[23:43:36] <fenn> no way you could bore it out
[23:43:39] <toastydeath> uh
[23:43:43] <fenn> poo pooh
[23:43:51] <toastydeath> boring lathes come 300' long
[23:43:54] <toastydeath> you can too bore it
[23:44:00] <dmessier> it rolls over ... lathes.. deep hole drill m/c , boring mills , 4 spinle prifilers...hone
[23:44:06] <dmessier> yada yada yadad
[23:44:06] <fenn> dmessier: whats the inner diameter?
[23:44:39] <fenn> i'm guessing the wall isnt thick enough to support it during boring either
[23:44:47] <toastydeath> boring lathes support the part in many chucks
[23:44:50] <fenn> flex in the part, flex in the boring bar
[23:44:57] <dmessier> top end 2.5 dia with for... front end 5.25 or so.. c/bored about 8" down for seal pack
[23:44:58] <toastydeath> you've never seen a boring lathe, then
[23:45:02] <fenn> nope, correct
[23:45:07] <toastydeath> boring lathes have a master headstock
[23:45:11] <toastydeath> then a ton of roller rests
[23:45:16] <dmessier> our deep hole drill does too...
[23:45:16] <toastydeath> that are full enclosure rests
[23:45:24] <dmessier> we rotate part and tool
[23:45:26] <toastydeath> the boring bar rides on two carrages
[23:45:30] <toastydeath> one on either side
[23:45:36] <toastydeath> so that the sag in the line bar is constant
[23:45:41] <toastydeath> and the bore is true
[23:45:56] <toastydeath> that's how they did barrels for battleships
[23:46:02] <dmessier> ours runs on a bush in the front off a top hat
[23:46:29] <toastydeath> gun drills are awesome
[23:46:54] <dmessier> our toshiba bmills could do 7/16" dia x 6 feet
[23:47:01] <JymmmEMC> holly poitns with a twist =)
[23:47:08] <JymmmEMC> hollow points with a twist
[23:47:17] <dmessier> in aluminum anyway...LOL
[23:47:28] <toastydeath> aluminum isn't too bad as long as you keep it temp controlled
[23:47:36] <toastydeath> keep it at whatever temperature your machine is at
[23:47:41] <toastydeath> and it will work
[23:47:44] <dmessier> yes
[23:47:59] <toastydeath> a lot of sitting is involved in big pieces waiting for the roughing heat to dissipate
[23:47:59] <dmessier> else its siezure time... and look NO HOLE
[23:48:16] <toastydeath> ahahhah
[23:48:21] <toastydeath> sounds like YOU have experience =)
[23:48:54] <dmessier> good judgment comes from experience... experience comes from bad judgement
[23:49:04] <JymmmEMC> dmessier: ++
[23:49:17] <toastydeath> but the oil shower method of temperature control is a great option and it works really well
[23:49:24] <toastydeath> anytime temperature is an issue
[23:49:35] <dmessier> as long as you can cool you oil
[23:49:49] <toastydeath> well, that's a given
[23:49:56] <toastydeath> if you cant' cool the oil you can't really do it
[23:50:25] <dmessier> many ppl have thought a simple auto rad and a fan would work
[23:50:30] <toastydeath> hahahah
[23:50:32] <dmessier> and it doesnt
[23:50:47] <toastydeath> you know, lawerence livermore national labs
[23:50:49] <toastydeath> actually did make that work
[23:50:58] <toastydeath> using a house fan and a standard car radiator
[23:51:11] <dmessier> in a climate controlled lab... who cares...
[23:51:15] <toastydeath> except there was 10k of temperature control equipment pumping fluid into the radiator
[23:51:29] <toastydeath> the oil shower method works on a shop floor
[23:51:56] <dmessier> yup... and it keeps stuff from rusting too
[23:51:58] <toastydeath> hahaha
[23:52:53] <toastydeath> i've always wondered what would happen if someone decided to use a directional drillhead
[23:52:54] <dmessier> i dumped a gun drill tank in about 3 minutes 1 time.... drilled thru the backup block ... ; (
[23:53:01] <toastydeath> uh oh
[23:53:13] <toastydeath> that must have been very messy
[23:53:21] <dmessier> directional drill head??? Vector drill???
[23:53:27] <toastydeath> maybe?
[23:53:30] <toastydeath> the thing they use in oil
[23:53:34] <toastydeath> with the little fins
[23:53:35] <toastydeath> that pop out to steer the drill
[23:53:43] <dmessier> look it up .. i have the macros ready
[23:53:46] <toastydeath> ?
[23:53:53] <toastydeath> a drill head that steers itself?
[23:53:58] <toastydeath> like, AT the drill?
[23:54:08] <toastydeath> at the point of cutting?
[23:55:19] <dmessier> our vector drill application... 5 axis hole on 3 axis machine
[23:55:36] <dmessier> drill and tap
[23:56:22] <toastydeath> whack
[23:57:44] <dmessier> why??
[23:57:55] <toastydeath> i dunno
[23:58:09] <dmessier> tool holder has a u-jount in its body
[23:58:30] <dmessier> and it bends to angle up to 45 degrees
[23:58:49] <toastydeath> lol
[23:59:33] <toastydeath> the only drilling and tapping i do is "soft tapping"
[23:59:36] <toastydeath> in a bridgeport
[23:59:38] <dmessier> start with a ballnosed spot and pilot on that.. move in x-y-z about its knuckle and drill at 45 degrees
[23:59:53] <toastydeath> where you hold the tap hard enough that it will turn but you hope it doesn't snap when it hits the bottom
{kind=link}
{kind=link}
{kind=link}
{kind=link}
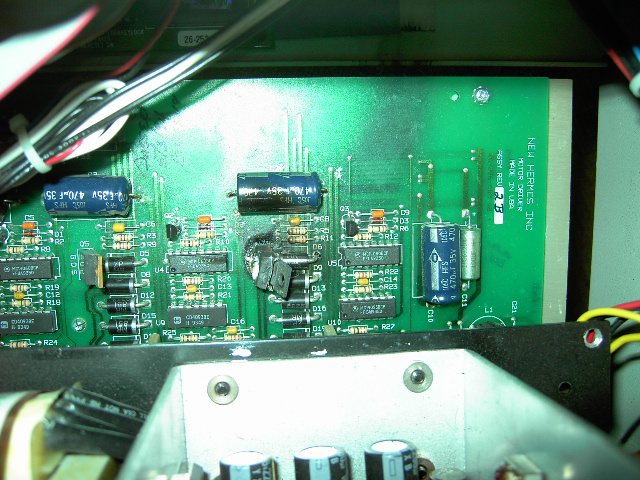{kind=link}
{kind=link}
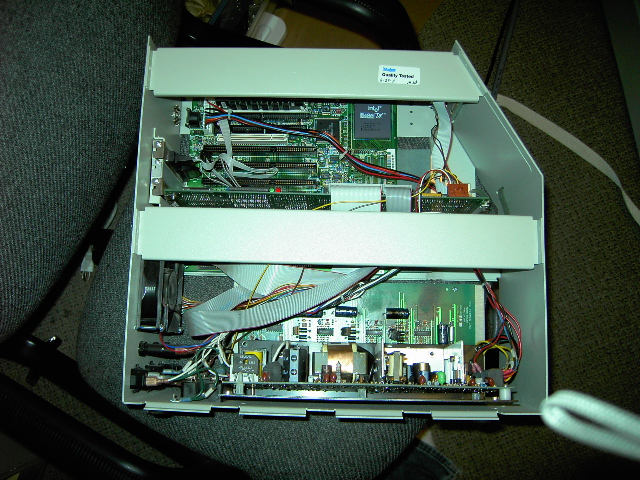{kind=link}
{kind=link}
{kind=link}
{kind=link}