Back
[00:39:51] <tomp> JymmmEMC: 1st: did you resolve the binding you suspected? 2: can you run your motors unloaded at 150ipm?
[00:40:19] <tomp> unloaded = no belt , no motion, just spin
[00:46:47] <Ziegler> I dont think he has
[00:47:56] <Ziegler> where in a machinist handbook do the list "force" of cutting/milling?
[01:22:27] <toast> toast is now known as toastydeath
[01:34:34] <Ziegler> F = AS[ tan( C-Sa ) + cot( Sa ) ]
[01:34:34] <Ziegler> where:
[01:34:34] <Ziegler> F = Cutting Force
[01:34:34] <Ziegler> A = Cross sectional area of chip (before removal) in square inches
[01:34:34] <Ziegler> S = Mean shear strength of metal in PSI
[01:34:35] <Ziegler> C = Machining Constant of metal (no idea where to get these)
[01:34:38] <Ziegler> Sa = Shear angle in degrees
[01:51:08] <toast> what was that equation you were posting
[01:51:22] <toast> before i so rudely disconnected
[01:53:15] <Ziegler> cutting force
[01:53:22] <Ziegler> dont think it is accurate
[01:53:30] <Ziegler> http://home.centurytel.net/cty90143/shopcost/shopcost.htm
[01:53:36] <Ziegler> that little calc isnt bad...
[01:53:51] <Ziegler> jymmmEMC was on earlier
[01:54:12] <Ziegler> was looking to calculate oz-in to get him cutting speeds of 150 ipm
[01:54:20] <Ziegler> (to choose a stepper)
[01:54:44] <Ziegler> got me thinking about what is needed for force to cut a material at a speed
[01:54:56] <Ziegler> seems some tool manufacs have data
[01:56:02] <Ziegler> basic question ... how many lbs of force / Newtons does it take to push X bit through N material give a crap load of other parameters
[01:56:18] <Ziegler> given*
[01:57:39] <Ziegler> Although... climb milling...
[01:58:00] <Ziegler> doesnt that technically pull itself along?
[01:59:11] <toast> kind of
[01:59:24] <toast> not as fast as you need to push it
[01:59:28] <toast> it still requires a lot of force.
[01:59:44] <toast> but even on huge 50 hp mills
[01:59:50] <toast> the power feed motor is only 2-5 hp
[02:01:55] <Ziegler> yeah but its geared isnt it?
[02:01:54] <toast> and a lot of that is spent lifting the Z axis
[02:02:03] <toast> no, not really
[02:02:26] <toast> it kind of is? but in the opposite way for mechanical advantage
[02:02:37] <Ziegler> oh really?
[02:02:40] <Ziegler> hmm
[02:02:48] <toast> the highest feed has the worst mechanical advantage
[02:03:30] <toast> arr, sorry
[02:03:42] <toast> but anyway, the faster you push it the worse off you are in terms of power
[02:03:47] <toast> on a geared table feed
[02:04:13] <Ziegler> that makes sense
[02:04:15] <toast> bigger mills tend to use hydraulic feed, which as i recall, uses a non-geared mechanism for regulating feed
[02:04:54] <Ziegler> I think you are right
[02:06:43] <toast> the biggest bridgeport-size motors
[02:06:47] <toast> are 450 in/lbs
[02:06:50] <toast> i believe?
[02:06:59] <toast> feed motors, that is
[02:07:38] <Ziegler> I have seen larger... one sec
[02:07:48] <Ziegler> oh wait lb-in
[02:07:50] <Ziegler> maybe not
[02:08:22] <SWPadnos> 450 in-lb would be pretty huge for a BP
[02:08:34] <SWPadnos> I have servos that are 28 in-lb continuous, and ~115 peak
[02:08:34] <Ziegler> http://www.flashcutcnc.com/html/ret_bridgeport.html
[02:08:37] <toast> that's the z-axis feed
[02:08:51] <toast> i think the X-Y "common" feeds are 150 in/lbs
[02:08:54] <Ziegler> yeah 450 is big.. I read oz-in first go around
[02:09:02] <toast> maybe it is oz-lb?
[02:09:17] <toast> it's not like i'm reading a product brochure here
[02:09:21] <toast> i'm going off my crappy memory
[02:09:27] <SWPadnos> no, I think the power feeds are higher torque than the average CNC servo
[02:09:30] <Ziegler> Id say oz-in of lb-in
[02:09:49] <SWPadnos> 125-200 in-lb is common, I think
[02:10:06] <Ziegler> 2560 oz-in
[02:10:24] <SWPadnos> peak
[02:10:33] <Ziegler> 160 lb-in
[02:10:37] <Ziegler> yeah
[02:10:37] <SWPadnos> yes, peak
[02:10:44] <Ziegler> yes
[02:10:46] <Ziegler> I am aware
[02:10:55] <Ziegler> can be a bit hard to talk in curve ;-P
[02:11:16] <SWPadnos> ~36 continuous - a little bigger than my 28's
[02:11:41] <SWPadnos> though their current specs don't support their torque specs
[02:11:58] <SWPadnos> 12A cont, 20A peak doesn't give you a ~5x peak:cont ratio
[02:12:28] <Ziegler> Im not sure they are all that great... I just remembered the website had a bridgeport converstion with stepper / servos
[02:12:41] <SWPadnos> I do wish people would list prices for their X+Y servo mounts
[02:12:55] <SWPadnos> well, more specifically, prices well below $1000 for the pair
[02:13:07] <Ziegler> LOL
[02:13:18] <Ziegler> I need to start casting some mounts
[02:13:26] <Ziegler> make some cash for a new machine
[02:13:59] <SWPadnos> casting would be great - do you have the dimensions for a BP end?
[02:14:10] <SWPadnos> ballscrew vs. mounting bolts ...
[02:14:27] <Ziegler> I have access to a few BPs...
[02:14:42] <SWPadnos> it's a real PITA to measure
[02:14:53] <Ziegler> have absolutely no thought into mounting fixtures?
[02:14:56] <toast> the crap is available online, i've seen it before
[02:14:55] <SWPadnos> especially if you expect the ballscrew bearing to be held in the mount
[02:15:07] <Ziegler> ahh.. I hear ya
[02:15:18] <SWPadnos> crap=cheapo mounts, or crap=dimensioned BP end
[02:15:21] <Ziegler> (dont know why I put a ? at the end of my last sentance)
[02:15:21] <SWPadnos> ?
[02:15:28] <SWPadnos> heh
[02:15:34] <SWPadnos> dunno why I forgot one
[02:15:45] <Ziegler> I must have caught yours
[02:16:10] <SWPadnos> could be
[02:16:23] <Ziegler> think I could get by with aluminum mounts? or do the new to be cast iron?
[02:16:33] <Ziegler> need*
[02:16:38] <toast> you can use alum
[02:16:59] <SWPadnos> I sure hope Alu will work - that's what I've got
[02:17:04] <Ziegler> LOL
[02:17:13] <SWPadnos> if I ever finish designing the mounts and machining them, it should work :)
[02:17:23] <toast> insofar as cast iron, it's really only used for major machine components and bearing surfaces
[02:17:45] <tomp> toast: any idea where to find the dimensioned bp mount? i googled and came up empty
[02:17:47] <Ziegler> and stuff that I get tired of designing aluminum around
[02:17:54] <toast> check on practicalmachinist.com
[02:18:00] <tomp> thanks
[02:18:02] <toast> do a search on the general forum
[02:18:04] <Ziegler> thanks
[02:18:04] <toast> and if not, ask
[02:18:06] <toast> someone WILL have it there
[02:18:16] <toast> not general new - the original general forum
[02:18:33] <Ziegler> LOL
[02:18:45] <Ziegler> thats when you know you need to start archiving
[02:20:05] <toast> well that kind of is the archive, except they'd prefer you start up the old convo again
[02:20:24] <toast> rather than start a seperate, new thread in general new
[02:29:47] <Ziegler> he is back
[02:30:38] <toast> OR IS HE?
[02:30:38] <Ziegler> Jymmm: who do you need 120 IPM cutting speeds?
[02:31:02] <toast> hard milling
[02:31:03] <Ziegler> I dunno... I guess not... (is Jymmm nd JymmmEMC the same person?)
[02:31:22] <Ziegler> he is planning to cut wood and plastic
[02:31:31] <toast> wood and plastic also need high speeds
[02:31:36] <toast> plastic especially
[02:31:42] <Jymmm> what toast said
[02:31:54] <Ziegler> cant you slow down the spindle?
[02:31:55] <toast> no
[02:31:59] <Ziegler> ah
[02:32:02] <toast> that would cause melting
[02:32:07] <Jymmm> Ziegler: I dont mean to be rude, but you keep asking questions I've answered previosuly.
[02:32:09] <toast> you have to get the crap out of the cut
[02:32:22] <toast> or the heat generated will start to melt the uncut plastic
[02:32:38] <Ziegler> Jymmm: well, not to be rude back at ya, but you want 120 IPM on a machine that may not be capable
[02:32:40] <toast> and also you'll clog the mill
[02:32:49] <toast> what machine?
[02:33:00] <toast> 120 ipm isn't an absurd thing to ask
[02:33:04] <Ziegler> http://k2cnc.com/
[02:33:07] <Jymmm> Ziegler: but I dont keep repeating myself (except the obscenities)
[02:33:12] <Ziegler> LOL
[02:33:28] <Ziegler> Thats fine Jymmm on a chat ya have to do that sometimes to get answers
[02:34:06] <Ziegler> You are limited to nema 23 right?
[02:34:39] <Ziegler> 450 oz-in at light cuts might do it
[02:35:07] <Jymmm> Ziegler: prove it
[02:35:17] <Ziegler> okkkk
[02:35:31] <toast> you
[02:35:36] <toast> 'd have to set up a test
[02:35:47] <toast> because it's going to be very difficult to do that
[02:35:52] <Jymmm> logger_emc: bookmark
[02:35:52] <Jymmm> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-07-25.txt
[02:36:04] <Ziegler> My estimate earlier was that it would probably only do about 80-100 ipm in rapids
[02:37:02] <Ziegler> xylotex driver?
[02:37:40] <Ziegler> isnt that max 36 volts? or does it go higher?
[02:38:08] <Jymmm> Parker OEM750
[02:40:09] <toast> mmm pizza
[02:40:15] <toast> i recommend all of you get pizza!
[02:40:23] <Ziegler> I had pizza for dinner
[02:40:35] <toast> a+
[02:40:42] <Ziegler> :D
[02:43:42] <Ziegler> dunno anything about those drivers Jymmm.... are you able to get the steppers to spin at full speed completely unloaded?
[02:48:37] <Jymmm> define full speed?
[02:49:39] <Ziegler> the speed you desire
[02:49:52] <toast> they've gone plaid!
[02:50:06] <Ziegler> the pizza?
[02:50:28] <toast> i was making a spaceballs refernce
[02:50:29] <toast> to "full speed"
[02:50:50] <Ziegler> ah... been a looong time since I saw that movie :D
[02:53:53] <Ziegler> Is that a "NO" Jymmm or are you refraining from repeating something that I probably missed.
[02:55:08] <toast> i think i would like to get a tattoo of an interferometer
[02:55:13] <Ziegler> Also... out of curiosity what input scale are you using in the config?
[03:11:02] <Jymmm> 17000
[03:11:39] <Ziegler> oh?
[03:12:01] <SWPadnos> it should be 10000
[03:12:04] <Ziegler> yeah
[03:12:07] <SWPadnos> unless the numbers have changed since we discussed it
[03:12:25] <Jymmm> 17000 is bas period, 10k input
[03:12:28] <SWPadnos> 1000 steps/rev (set in the drive) * 10 revs/inch = 10k steps/inch
[03:12:44] <Ziegler> ok
[03:12:51] <SWPadnos> ah
[03:13:40] <Ziegler> Jymmm: I know you said these motors arnt going to do it for you... but It might help to know how much faster they go... unloaded
[03:13:56] <SWPadnos> so EMC should be able to drive the motors at ~180 IPM
[03:13:56] <Jymmm> 85IPM w/o stalling
[03:14:25] <Ziegler> only 5 extra IPM?
[03:14:46] <SWPadnos> unconnected?
[03:15:18] <Jymmm> ?
[03:15:44] <Ziegler> Also... have you tried different "steps" you are using 1/5 now... I know it sounds wierd, but my steppers were able to go faster 1/4 stepping compared to 1/8 stepping. (They did not fair so well at 1/2 stepping)
[03:18:23] <Jymmm> I dont want to even try.
[03:19:44] <Jymmm> I've spent far too much time (24+ months), and I am very tired of GUESSING at a solution.
[03:19:45] <Ziegler> that bummed ya?
[03:20:01] <jmkasunich_> http://www.schlockmercenary.com/comics/schlock20070725.png
[03:20:29] <Ziegler> Jymmm: its not about guess... its about experimenting a bit and making educated decisions based on experience
[03:20:47] <Jymmm> Ziegler: not even educated guess
[03:21:27] <Ziegler> ahh... cant be that bad... there is always ebay
[03:21:30] <Jymmm> Ziegler: what you are talking about is hit or miss, educated guess, I'm tired of it all. enough is enough. NO MORE,
[03:21:41] <Jymmm> I cna't waste any more time.
[03:21:47] <Ziegler> alright.. want to sell any of your stuff?
[03:23:18] <Jymmm> Ziegler: Sure, $10,000 USD
[03:23:29] <Jymmm> + freight
[03:23:40] <Ziegler> Jymmm: Im not talking about hit and miss... there is a plethora of information out there to get it right
[03:24:32] <Ziegler> I designed a machine in a weekend, and built it in a couple months... with little tiny jobs, I have about paid for my costs (not my time). I am on to my second machine build now which will be set up for carving aluminum match plates
[03:33:17] <SWPadnos> I suspect he misread 180 as 80 ...
[03:33:17] <SWPadnos> again, the question is - do you get 85 IPM with the motors unconnected, or with them connected to the machine?
[03:33:18] <SWPadnos> ie, did you pull the belt before running that test?
[03:33:20] <Ziegler> Jymmm: guess what I am getting at, is I will be sure the machine I build is capable of doing aluminum before I start building. I will be more than happy to share what info I have on sizing a stepper if you are interested.
[03:37:18] <Ziegler> From what I have gathered, Jymmm has not be able to spin his steppers much faster than 80-85 ipm... jogging, and unconnected.
[03:37:29] <SWPadnos> no, connected to the machine
[03:37:53] <SWPadnos> so roughly double the torque from the steppers will give roughly double the top speed, with no cutting force
[03:38:08] <SWPadnos> (neglecting things like friction, I think)
[03:40:35] <Ziegler> I am still looking for a nema 23 that is +500 oz-in
[03:41:09] <Ziegler> I know they probably make them, but I cant seem to narrow one down
[03:41:35] <Jymmm> (servo) Strength - 305 oz/in torque
[03:41:39] <Jymmm> http://www.k2cnc.com/shop/proddetail.asp?prod=KG%2D2525%2DG&cat=26
[03:42:14] <SWPadnos> servos aren't steppers. you need 2x to 4x the torque rating from a stepper to be roughly equivalent to a servo (especially at higher speeds)
[03:42:38] <SWPadnos> so if that rating is "good" for the machine, then you needa 600-1200 os-in stepper to be close to it
[03:42:42] <Ziegler> ok cool Jymmm I didnt know you were looking at servos
[03:42:43] <Jymmm> SWPadnos: I wish you said that BEFORe I bought the new stpper stuff.
[03:43:04] <SWPadnos> I tried to tell you this kind of stuff, but you kept on complaining about the cost of encoders ;)
[03:43:16] <SWPadnos> or good stepper drives
[03:43:19] <SWPadnos> or ... :)
[03:43:23] <Ziegler> I thought you were tied down to nema 23 steppers only.
[03:43:29] <Jymmm> SWPadnos: But everyone keppt syaing it was the staling from the cylotex
[03:43:37] <Jymmm> xylotex
[03:43:46] <Ziegler> xylotex isnt "great"
[03:43:50] <SWPadnos> are you using the same power supply now?
[03:43:54] <Ziegler> what you have alrady is probably better
[03:44:08] <Jymmm> SWPadnos: no... 48VDC now
[03:44:08] <SWPadnos> or do the parkers take in AC and generate their own DCrail?
[03:44:17] <SWPadnos> ok - 1/3 higher
[03:44:22] <Jymmm> from 24VDC previously
[03:44:42] <SWPadnos> oh - my mistake - I thought it was 36 (probably because 36 was mentioned earlier)
[03:44:49] <Ziegler> hey guys.... how much "speed" increase can you rule of thumb from voltage increase?
[03:45:01] <cradek> linear
[03:45:05] <SWPadnos> it should be 1:1
[03:45:12] <Ziegler> cool
[03:45:20] <cradek> that's my experience
[03:45:21] <Ziegler> well...
[03:45:22] <Jymmm> SWPadnos: This is what I bought 24months ago
http://www.xylotex.com/3AxSysKit.htm
[03:45:28] <SWPadnos> right
[03:45:28] <Ziegler> is that speed at same torque?
[03:45:54] <SWPadnos> yes, I think
[03:46:03] <Ziegler> the xylotex is very simmilar to the hobbyCNC board... although I think it performs a bit better
[03:46:06] <SWPadnos> top speed is the speed at which the motor's output is equal to the detent torque
[03:46:16] <SWPadnos> or something like that
[03:46:27] <Ziegler> SWPadnos: hear ya.
[03:46:44] <SWPadnos> the low end torque is the same, it's the corner speed and top speed that get pushed out
[03:47:00] <Ziegler> Jymmm: I used hobby cnc for this machine 1
[03:47:11] <SWPadnos> Jymmm, do you have to use NEMA23, or will 34 fit?
[03:47:53] <Jymmm> SWPadnos: I'd have to buy NEMA34 mounts
[03:47:55] <Ziegler> I will be using Gecko next round
[03:48:12] <SWPadnos> hmmm. ok
[03:48:21] <Ziegler> I built the machine myself.. .so I can put whatever I want on it (I made it so 34's will fit)
[03:48:45] <Ziegler> but the machine only has 23's on it now.
[03:48:57] <Jymmm> SWPadnos: Well, ok.... I MIGHT have one NEMA34 mount for Y axis. I'd still have to fab a nema34 mount for X, but it may not be that difficult
[03:48:57] <SWPadnos> it's too bad it's about $1000 per axis for AC servos - they're pretty impressive for their size
[03:49:10] <Ziegler> the machine I built is not worth up-grading... hence the new machine build
[03:49:23] <SWPadnos> a NEMA 23->34 adapter plate shouldn't be too bad - it should be able to be flat
[03:49:34] <SWPadnos> just 9 holes in the right pattern
[03:49:41] <Jymmm> SWPadnos: 9?
[03:49:57] <SWPadnos> 4 screw holes per motor face, plus the motor shaft hole ;)
[03:50:04] <Ziegler> hehe
[03:50:20] <Ziegler> you have room for them?
[03:50:20] <Jymmm> SWPadnos: um, that's 5
[03:50:28] <Ziegler> 4+4+1 = 9
[03:50:36] <SWPadnos> 4 holes for the NEMA 34 pattern, 4 holes for the NEMA 23 pattern, and 1 hole for the shaft
[03:50:58] <Jymmm> SWPadnos: oh, not needed.... 3/8" al plate would do it
[03:51:10] <SWPadnos> but you still need screw and shaft holes
[03:51:29] <SWPadnos> as I said, it's simple because it's flat :)
[03:53:24] <Ziegler> Jymmm: are sure you have clearance for the larger nema 34?
[03:53:39] <Jymmm> Ziegler: go look at k2cnc.com
[03:53:48] <Ziegler> Ill take your word for it
[03:54:20] <Jymmm> SWPadnos: Y axis, but you get the idea..
http://farm1.static.flickr.com/125/389857545_d4e09a4c12_b.jpg
[03:54:24] <Ziegler> hey Jymmm I was looking at some 600+ oz-in on ebay
[03:54:32] <Jymmm> url?
[03:54:34] <Ziegler> <$US300
[03:54:41] <Ziegler> one sec
[03:55:00] <Ziegler> someone here turned me to them
[03:55:21] <SWPadnos> ah - so you may be able to just drill new bolt holes for a NEMA 34 - the plate looks almost big enough
[03:55:37] <Ziegler> http://cgi.ebay.com/3-NEW-Steppers-Motor-NEMA-34-85BYGH450B-665oz-in-CNC_W0QQitemZ320134284348QQihZ011QQcategoryZ78196QQrdZ1QQssPageNameZWD1VQQcmdZViewItem
[03:55:57] <Ziegler> http://search.ebay.com/nema-34
[03:56:22] <Ziegler> there are some 874 oz-in also ;-P
[03:56:38] <Ziegler> can watch your machine tear itself in half
[03:56:57] <Jymmm> of course, no torque curves
[03:57:03] <jmkasunich_> http://www.kelinginc.net/SMotorstock.html
[03:57:28] <Ziegler> call the 800 number
[03:57:42] <Jymmm> oh hell, NEMA34 needs to be 1/4" shaft *sigh*
[03:58:22] <SWPadnos> right - new pulleys
[03:58:40] <SWPadnos> but this is all a crap shoot until there's more data from the motors you have now
[03:58:51] <SWPadnos> first, are you sure you have the current setting correct?
[03:58:55] <Ziegler> oh direct to pully?
[03:59:02] <SWPadnos> second, can you get a torque curve?
[03:59:18] <Jymmm> SWPadnos:fuck no,
[03:59:32] <SWPadnos> third, if you can't get a torque curve from the manufacturer, I think it can be approximated if we get (a) the no-load speed) and (b) something else :)
[03:59:39] <Jymmm> SWPadnos: see xylotex groups for my comment there
[03:59:42] <SWPadnos> ok
[04:00:00] <SWPadnos> I think the no-load speed is needed for calculate a curve
[04:00:11] <SWPadnos> then, you need to measure the holding torque
[04:00:37] <SWPadnos> at standstill, stick a weight on a pulley, and see how much weight you need before it moves
[04:00:50] <SWPadnos> multiply by pulley radius, and you have torque
[04:00:55] <Jymmm> SWPadnos:
http://groups.yahoo.com/group/Xylotex/message/5674
[04:01:31] <SWPadnos> the next thing we need is the cutting force you expect (I don't know how to calculate or find it - google should be your friend), and at what feed rate you want that force
[04:02:22] <SWPadnos> the max motor speed while connected to the machine can be used to approximate the losses in the machine
[04:02:49] <SWPadnos> with all that information, it may be possible to calculate some ballpark torque requirement
[04:03:04] <SWPadnos> without it, all you're doing is throwing money at the problem without understanding it
[04:03:13] <SWPadnos> and I know how much you like to do that ;)
[04:04:07] <Ziegler> you know what SWPadnos....
[04:04:13] <SWPadnos> no, what?
[04:04:44] <Ziegler> cutting force specs are common on tool manufac websites
[04:04:46] <Ziegler> its a start
[04:04:55] <SWPadnos> I've only seen them for metals, not wood or plastic
[04:05:02] <Jymmm> SWPadnos: If we know now that the torque of the motors I have now are pushing the limits with no load, no bohter even testing them. Just find motors with torque curves after I've calculated what torque I really need.
[04:05:05] <Ziegler> design the machine for aluminum
[04:05:05] <toast> measure the load on a known motor
[04:05:19] <toast> during a cut
[04:05:40] <SWPadnos> Jymmm, my point is that with the information about the motors you have, we can find out things like transmission losses in the machine
[04:05:57] <Ziegler> yeah.. thats what I was aiming at earlier also
[04:06:11] <SWPadnos> otherwise, you just have to add a fudge factor and hope it's enough
[04:06:11] <Jymmm> SWPadnos: I have applied motin motors I got witht eh new drives, and they do have torque vurves
[04:06:24] <SWPadnos> whut? :)
[04:06:30] <Jymmm> applied motion
[04:06:35] <SWPadnos> ah
[04:07:06] <SWPadnos> have you checked the top speed you get with one of those motors (unloaded and connected to the machine)?
[04:07:34] <Ziegler> (uh oh... repeated question)
[04:07:39] <Jymmm> I'm at workj guys, I'm trying to keep up with ya all, but cna't look up the info faster than ya'll are asking for it.
[04:07:57] <SWPadnos> no problem. I think I'll be going to bed sometime - that should give you time to catch up
[04:08:10] <Ziegler> im out too
[04:08:10] <SWPadnos> oh, like noe or so :)
[04:08:10] <Ziegler> night
[04:08:14] <SWPadnos> good night
[04:08:14] <toast> i still don't see why this wouldn't be faster as a test
[04:08:26] <SWPadnos> because he's at work ...
[04:08:40] <toast> when he gets home
[04:08:41] <SWPadnos> and measuring load on a stepper isn't all that easy
[04:08:46] <SWPadnos> AFAIK
[04:09:13] <toast> i'm pretty sure it is
[04:09:18] <toast> total current draw
[04:09:22] <toast> at different feed rates
[04:09:34] <SWPadnos> hmmm. maybe
[04:09:42] <toast> that's how large, commercial cncs do it
[04:09:53] <Jymmm> toast: at 1500 RPM w/o a torque curve?
[04:10:22] <toast> 1500 rpm on the motor?
[04:10:24] <toast> or the spindle?
[04:10:28] <Jymmm> stpper motor
[04:10:38] <Jymmm> stepper motor
[04:10:51] <toast> i'm kind of suggesting that you don't really need a torque curve
[04:10:58] <toast> as you are looking to near the max current draw
[04:10:59] <toast> of the motor
[04:11:08] <Jymmm> ?!
[04:11:50] <toast> you want to see how much force it takes to move 120 ipm, right?
[04:11:51] <Jymmm> toast: I'm loosing torque at 85IPM enough to stall it
[04:11:58] <Jymmm> yes
[04:12:13] <toast> and what torque rating does your motor have?
[04:12:20] <Unit41> lol im the only negative feedback for kelingc
[04:12:29] <toast> another thing you could do is hang weights off a bar
[04:12:30] <Unit41> << proud of it too
[04:12:34] <Jymmm> toast:
http://www.xylotex.com/StepperMotor.htm
[04:12:36] <toast> and try to test the motor that way
[04:12:49] <toast> or off a rope, really
[04:12:54] <toast> since you want to test torque @ speed
[04:13:01] <Jymmm> toast: it's not static torque I need to know about
[04:13:08] <toast> that's why i said rope
[04:13:10] <toast> lifting a force
[04:13:11] <jmkasunich_> prony brake
[04:13:20] <toast> set up pullies
[04:13:38] <toast> try lifting different loads at different rates
[04:13:52] <toast> measure current draw
[04:14:06] <toast> you could get a very full picture of the motor
[04:14:11] <toast> doing that
[04:14:25] <toast> generate your own torque curve, if you wanted
[04:14:30] <toast> for your specific motor
[04:15:12] <toast> that maybe more testing than a person wants to do, i suppose.
[04:15:20] <toast> but it would give you the answer you are looking for.
[04:15:32] <toast> in combination with the cutting tests.
[04:28:33] <Jymmm> toast: where do the pulleys come into play?
[04:28:45] <toast> increasing load
[04:28:57] <toast> if you need
[04:29:06] <toast> or, increasing throw
[04:29:22] <Jymmm> hmmm, ins't 269 oz in not all that much? Shit, I got a 40 bucket of water =)
[04:29:30] <toast> well i was thinking
[04:29:32] <Jymmm> 40 lb
[04:29:31] <toast> you might need some space
[04:30:04] <toast> hang a pulley off a door or something
[04:30:12] <toast> to give you some vertical room
[04:30:22] <Jymmm> well, at 1500 RPM, it's gonna be hard to measure torque before I run out of line,plus most line stretches
[04:30:30] <toast> the stretch doesn't matter
[04:30:44] <Jymmm> but the recoil will
[04:30:53] <toast> that's why you have space
[04:30:56] <toast> and pulleys
[04:31:04] <toast> so it has time to settle in and give you a solid reading
[04:31:55] <toast> also you are commanding it to move at different feed rates
[04:31:59] <toast> so it won't always be turning 1500 rpm
[04:32:57] <Jymmm> That's just testing the motor, that I'm probly gonna replace. What I REALLY need to know is what torque I need for my machine
[04:33:11] <toast> right
[04:33:14] <toast> that's the SECOND part of the test
[04:33:18] <toast> after you know what your motor does
[04:33:33] <toast> i.e. current draw @ feed/load
[04:33:42] <toast> you can put real plastic on the machine, and run test cuts at the same set of feeds
[04:33:47] <toast> watch current draw
[04:33:56] <Jymmm> draw of what, the driver?
[04:34:02] <toast> the motor
[04:34:10] <toast> the whole system, if you want
[04:34:10] <Jymmm> 4 wires on the motor
[04:34:32] <toast> measure the power draw of the whole system
[04:34:34] <toast> if you wnt
[04:34:37] <toast> *Want
[04:34:54] <Jymmm> and amperage aint torque, especially if it'll be with a different motor, with a differnet voltage and different amperage ratings
[04:35:20] <toast> no, amperage tells you the torque
[04:35:26] <toast> which you tested earlier
[04:35:32] <toast> and calculated from the lift tests
[04:35:43] <toast> the amperage provides a point to do a lookup
[04:35:49] <toast> on the table you generate in the lift test
[04:37:24] <toast> that way, you know at amperage draw X and RPM y
[04:37:31] <toast> the motor is exerting so and so force
[04:37:36] <Jymmm> toast: it be far easier to find motors with big balls
[04:37:58] <toast> that would be how I would do it, but i was under the impression you wanted to spend as little money as possible
[04:39:06] <toast> and, the question you asked is how much force does the cut take
[04:39:15] <toast> and the best way to answer it is to test it.
[04:40:30] <Jymmm> sure, but I'd rahter have the RIGTH measuring tools for the job
[04:41:08] <toast> and uh
[04:41:10] <toast> what would the right measuring tools be
[04:41:19] <Jymmm> fiik
[04:41:26] <toast> right
[04:41:33] <Jymmm> but I doubt some nasa lab uses pulleys and a string
[04:41:41] <toast> uh
[04:41:44] <Jymmm> they could, but I doubt they do
[04:41:56] <toast> they don't use a pulley and a string, but they use the same principles
[04:42:13] <toast> i guess what i don't understand is why you'd reject a method that provides you with the right answer
[04:42:22] <toast> just because it doesn't use fancy equipment
[04:43:01] <Jymmm> at the 150IPM rate, it's just not going to get good readings
[04:43:20] <toast> yes, it sure will
[04:44:13] <toast> the variance in cutting force
[04:44:16] <Jymmm> I can't test torque of a machine cutting. Amps will only give me a value for the operating equipment. If I plan on change the motor out, the values are no good anymore
[04:44:27] <toast> what you are doing is using the motor
[04:44:29] <toast> as a measuring device
[04:44:35] <toast> you don't care what motor you use
[04:44:55] <toast> all you want to know is how much force a cut takes
[04:45:00] <Jymmm> my existing motor stalls at 85IPM, I cna't use it to test for what torque I NEED at 150 IPM
[04:45:16] <toast> you can easily extrapolate that if you have a good table
[04:45:28] <toast> which is why i am saying do a lift test
[04:45:29] <toast> and then a cut test
[04:45:44] <toast> to generate a curve of best fit.
[04:48:15] <Jymmm> I might send off an email to Mariss asking how much to run one of my motors on his dyno
[04:48:33] <toast> excellent
[04:48:39] <toast> even better test
[05:18:26] <ds2> hmmmm
[05:18:53] <toast> pew pew pew
[05:19:16] <fenn> ratatata
[05:19:29] <toast> guys at work have started accusing me of making up words
[05:19:40] <toast> like "unmitigated"
[05:43:03] <ds2> anyone tried moving a heavy machine?
[05:43:46] <toast> no
[05:43:56] <toast> but i've got some general guidelines that have been conveyed to me
[05:43:59] <toast> how heavy
[05:44:46] <ds2> ~300lb
[05:45:09] <ds2> not heavy in the big scheme of things but heavy compared to what I am used to
[05:45:37] <toast> oh
[05:45:41] <toast> i've moved 300 lb objects before
[05:45:48] <toast> what do you need to do
[05:45:53] <toast> i was thinking you had an 8000 lb lathe
[05:45:54] <toast> to shuffle about
[05:46:06] <ds2> 2 things - unload it from a pickup and a week later move it up onto a stand
[05:46:18] <ds2> what I am thinking of is -
[05:46:37] <ds2> setup a small pallet on a pile of cinder blocks as a temp. stand
[05:46:55] <ds2> then use 2 2x4's (fat side up) as rails/ramp between the pallet and the pickup
[05:47:07] <toast> sure
[05:47:10] <ds2> wrap the tie down strapping stuff around the lathe
[05:47:15] <ds2> then use a comealong to pull it across
[05:47:53] <toast> you could probably just use a rope
[05:47:56] <ds2> what I donno is - is the 2x4's strong enuff and am I move likely to do something bad (like it flipping around or flying off)
[05:48:05] <ds2> why rope?
[05:48:15] <toast> because 300 lbs is a two man lift
[05:48:27] <toast> really i recommend getting a buddy and just picking the thing up, man
[05:48:36] <toast> that's what i did, twice
[05:48:48] <ds2> I don't think the people I know could do it
[05:48:58] <toast> but in your favor, there's a website
[05:49:00] <ds2> we are a bunch of weaklings
[05:49:02] <toast> a gentleman with a very similar machine
[05:49:05] <toast> to what you seem to have purchased
[05:49:11] <toast> who used 2x4's
[05:49:20] <toast> as a ramp, and he didn't die
[05:50:04] <ds2> Me and this ohter big burly guy (the seller) was moving it by hand this past weekend and we could barely do it.. most people i know are not as big or strong
[05:50:32] <toast> people move bigger lathes by sticking big wood blocks under the machine bed
[05:50:39] <toast> and lifting like that
[05:50:54] <toast> or metal beams, whatever they need that will bear the weight
[05:51:01] <toast> but 2x4
[05:51:03] <toast> will work
[05:51:05] <ds2> I donno how strong is a span of 2x4
[05:51:19] <toast> depends on how long it is
[05:51:31] <toast> you could always put another 2x4 there
[05:51:32] <ds2> figure as a worse case, 8ft long
[05:51:34] <toast> at the 4 foot mark
[05:51:37] <toast> as a leg.
[05:51:41] <toast> for your ramp!
[05:51:47] <ds2> hmmm
[05:52:04] <ds2> just for reference, how heavy is a fridge or a stove?
[05:52:18] <toast> depends on the uh, fridge
[05:52:29] <toast> around 300 lbs
[05:52:30] <ds2> typical household fridge I guess
[05:52:32] <toast> 250-300
[05:52:41] <ds2> Oh... so it is in the same ball park
[05:52:43] <toast> yes.
[05:53:19] <ds2> hmmm maybe 2 of us can do it... I helped him shift his stove and fridge around a few years back
[05:53:52] <toast> put some crap under the bed
[05:54:02] <toast> 2x4's
[05:54:09] <toast> make SURE it is not resting on anything except bed
[05:54:11] <toast> i.e. leadscrew
[05:54:23] <toast> and then you can two man it with plenty of personal maneuvering space
[05:54:32] <ds2> not sure if that would help cuz, there is the electronics compartment underneath
[05:54:39] <toast> owned, i guess
[05:54:54] <ds2> see the pictures of the Orac earlier today?
[05:55:57] <toast> no sir
[05:56:09] <ds2> let me find the picture
[05:56:17] <toast> ty
[05:59:23] <ds2> here's a picture
[05:59:27] <ds2> http://www.metal2models.btinternet.co.uk/webcat/ws1.jpg
[06:00:18] <toast> neat
[06:00:24] <toast> nice little lathe
[06:00:54] <ds2> no good place for an anchor to pull/move it
[06:01:58] <toast> well
[06:02:03] <toast> look at the bed
[06:02:05] <toast> between the two feet.
[06:02:12] <toast> that arch under the bed
[06:02:15] <toast> is where you'd move a larger lathe
[06:02:31] <toast> unless there is something there i do not see in that picture, it should work.
[06:02:44] <ds2> no, it is empty
[06:03:02] <ds2> but the bottom part is pretty heavy.... guessing around 100lb of it is on the bottom
[06:03:17] <ds2> torrid transformer + CRT + random electronics
[06:03:38] <toast> dunno man.
[06:03:46] <toast> the bed is going to be the strongest part.
[06:04:09] <ds2> probally will try that
[06:04:51] <ds2> esp. since you haven't used the words - crazy, and insane lunatic to describe what I have said so far ;)
[06:05:01] <toast> lol
[06:05:07] <toast> it's only 300 lbs, man
[06:05:26] <toast> in terms of rigging, nothing you do with 300 lbs is going to be crazy
[06:05:31] <ds2> I can barely move a 100lb sack of grain....
[06:05:33] <toast> oh
[06:05:44] <toast> yeah i can throw 100lb sacks of grain
[06:05:57] <toast> get three friends?
[06:06:08] <toast> i dunno man, go buy some beer, order pizza
[06:06:18] <ds2> heh...
[06:06:20] <toast> move the lathe, and by the time pizza shows up, you'll be done.
[06:06:28] <toast> lathe moving party!
[06:06:45] <ds2> it is small enough that 3 people would probally get in the way
[06:06:54] <toast> build a cradle
[06:06:55] <toast> H kind of deal
[06:07:01] <toast> with two middle parts to the H
[06:07:01] <toast> going under the bed
[06:07:15] <ds2> I like that idea
[06:07:29] <toast> four guys on it, that will be no problem
[06:09:03] <ds2> guess i will save my worrying for when I get talked into buying a bridge port or a minimill ;)
[06:10:20] <toast> hahaha
[06:10:26] <toast> bridgeports are kind of easy
[06:10:46] <ds2> really? reading they are top heavy
[06:10:49] <toast> yep
[06:10:53] <toast> don't pick them up.
[06:11:01] <ds2> wouldn't that make the minilathe easier?
[06:11:04] <toast> nope
[06:11:08] <toast> the minilathe has to go on top of something
[06:11:12] <toast> the bridgeport stays on the floor
[06:11:19] <ds2> on top?!
[06:11:25] <toast> isn't that a bench lathe?
[06:11:30] <ds2> thought it comes with leveling legs
[06:11:36] <toast> ?
[06:11:38] <ds2> no, not the seig...
[06:11:43] <ds2> the Haas Minimill!
[06:11:43] <toast> oh
[06:11:50] <toast> well people use tubes
[06:11:52] <toast> under the bridgeport
[06:12:19] <ds2> seems like it would be a good way to flip it and crash the top?
[06:12:18] <toast> and just roll it along
[06:12:22] <toast> no?
[06:12:37] <toast> you tilt it up just enough to get a 1" bar under it
[06:12:58] <toast> pull it more, stick another bar under it
[06:13:01] <toast> and go
[06:13:16] <ds2> hmm
[06:13:20] <toast> also there are like, pallet jack type things
[06:13:29] <toast> that make moving bridgeports super easy
[06:13:52] <fenn> crazy, insane lunatic
[06:14:00] <toast> personally, i'm just going to by rigging skids
[06:14:03] <toast> and a rigging jack
[06:14:10] <ds2> what's a rigging skid?
[06:14:22] <toast> they're little blocks with solid rollers
[06:14:35] <toast> put them under the machine and link them together with bars
[06:14:38] <ds2> oh
[06:14:39] <toast> and you can just pull the machine along
[06:15:03] <fenn> sounds like it would be easy to make
[06:15:20] <toast> not sure it's that easy
[06:15:25] <toast> they're moderately expensive
[06:15:31] <fenn> of course they're expensive
[06:15:42] <lerman_> lerman_ is now known as lerman
[06:15:43] <fenn> everything's expensive
[06:15:55] <ds2> why not just a pnematic skid/pallet thing?
[06:16:00] <fenn> jymmm i have the solution to all your problems
[06:16:05] <toast> the rigging stuff holds a lot of weight
[06:16:10] <toast> a lot
[06:16:18] <ds2> hmmm
[06:16:25] <fenn> you could make a mini hovercraft
[06:16:27] <toast> like, you can hold 10k lbs per wheel
[06:16:36] <toast> on the larger rigging things
[06:16:36] <fenn> or a hydraulic "snail" version
[06:16:44] <ds2> fenn: they sell pallets that are effectively that
[06:16:52] <fenn> 90 psi is a lot of force over a couple square feet
[06:17:19] <fenn> 12 tons to be precise
[06:18:08] <toast> the problem with air skids
[06:18:13] <toast> is that they're non-ideal
[06:18:25] <toast> as pressure increases, rigidity decreases
[06:18:36] <toast> so they work awesome up to a point
[06:18:44] <ds2> Hmmm
[06:18:46] <fenn> well, i just came up with the idea
[06:18:49] <fenn> so i'm going to patent it
[06:19:01] <toast> lol i think the patent has long since expired
[06:19:01] <fenn> and sue everyone on the planet for infringement
[06:19:09] <toast> hahah.
[06:19:12] <toast> a+
[06:20:46] <fenn> water based could be very rigid
[06:21:03] <ds2> the minimill is nice that it has the leveling feet to give enough clearance to come in with a pallet jack
[06:21:14] <toast> it is an issue of gap
[06:21:17] <toast> between the two plates
[06:21:29] <toast> and, of course, pressure distribution in that gap
[06:22:23] <toast> the only reason i know any of this is because i work for a fluid bearing company
[06:22:33] <toast> but for a bridgeport, you can easly move it with an air skid
[06:22:49] <fenn> i'm thinking you could have a flexible skirt seal that flaps down to seal over irregularities in the floor
[06:23:13] <ds2> wonder how hard it is to seperate thehead from the base and reassemble it afterwards
[06:23:20] <fenn> a piece of waterproof nylon fabric or such
[06:23:23] <toast> on a bridgeport?
[06:23:27] <ds2> yeah
[06:23:29] <toast> a bridgeport is very easy to move!
[06:23:32] <toast> why would you disassemble it
[06:23:51] <fenn> if you disassemble it you have to move it anyway
[06:23:52] <toast> you'd need an overhead crane
[06:23:59] <toast> to disassemble it
[06:24:00] <ds2> 2 reasons I can see...
[06:24:01] <toast> or put it back together
[06:24:08] <ds2> 1. trailering would be easier
[06:24:07] <toast> because there are gears in the ram
[06:24:23] <ds2> 2. it would let you move it in a pickup bed in 2 trips
[06:24:33] <ds2> Hmmmm
[06:24:50] <toast> most folks use a wrecker
[06:24:50] <fenn> the head's only like 20% of the weight at most
[06:25:13] <toast> like, the flatbed tow trucks
[06:25:15] <ds2> maybe head + base/column + knee?
[06:25:29] <toast> taking the knee off a milling machine is one of those things
[06:25:34] <toast> where if you know how to do it without completely breaking the machine
[06:25:42] <toast> you already know how to move a bridgeport without taking it apart
[06:25:46] <ds2> Oh haahahah
[06:26:03] <toast> a lot of dudes completely shatter the knee or column
[06:26:06] <toast> trying to do that
[06:26:14] <toast> because the gibs get stuck
[06:26:18] <ds2> ack
[06:26:19] <toast> and they try and force it
[06:26:26] <toast> pop, cracked machine
[06:26:51] <ds2> heh... sounds like more reasons for not to get talked into buying a bridgeport ;)
[06:26:55] <toast> nab, like i said
[06:27:04] <toast> a bridgeport is one of the easiest machines to move
[06:27:09] <ds2> (and this is besides not having clearance in the garage or power for it)
[06:27:23] <toast> hahah
[06:27:29] <toast> it depends on what you do!
[06:27:51] <fenn> i like the idea of a homemade concrete mill
[06:27:59] <ds2> bridge ports are nice and all, but I find a haas minimill nicer
[06:28:10] <ds2> fenn: for grinding your own concrete?
[06:28:17] <fenn> no, for machining parts silly
[06:28:19] <toast> there are a few guys on practicalmachinist who bought a haas minimill
[06:28:23] <toast> seem to be pleased
[06:28:31] <toast> but the minimill and a bridgeport are kind of for different tasks
[06:28:34] <toast> or, are better suited for different tasks
[06:28:44] <ds2> toast: I used one at the JC and I liked it... a lot
[06:28:46] <fenn> the base would be amde of thick sheet steel and filled with polymer concrete, then you glue linear rails on top
[06:29:09] <ds2> just a few things prevent me from getting one - the $$$$$$ involved, the 220V, and the need to get an air setup
[06:29:17] <toast> fenn: the only problem with concrete is that it is dimensional instability
[06:29:30] <toast> *it has
[06:29:33] <fenn> well, epoxy-based stuff is a lot better in that regard
[06:29:34] <toast> otherwise it would be amazing
[06:29:43] <ds2> fenn: oh... terminology issues there.... mill also refers to a grinding/crusing machine and when you starting talking about concrete....
[06:29:54] <toast> i am discussing epoxy based concrete
[06:30:04] <toast> very small shifts in the ways can cause big problems and machine damage
[06:30:25] <toast> in the worst case, anyway
[06:30:46] <fenn> epucret.de makes milling machine bases out of... something
[06:31:49] <toast> lol
[06:32:21] <toast> minerals!
[06:32:42] <fenn> i think it's crushed granite+epoxy but not sure
[06:32:53] <toast> i'm not a huge fan of granite machine bases for general purpose machines
[06:32:58] <fenn> but i'm too cheap for that, i'd just call up the concrete truck
[06:33:01] <toast> or anything other than cast iron
[06:33:03] <toast> for that matter
[06:34:56] <toast> but if you put cast iron channels
[06:34:59] <toast> in the concrete
[06:35:04] <toast> so you can re-scrap and re-lap the ways as the machine settles
[06:35:10] <toast> you will have a pretty damn good machine
[06:35:16] <toast> *re-scrape
[06:35:47] <fenn> how would that be better than bedding ways in with moglice type stuff?
[06:36:52] <toast> a good cast iron way is very vibration dampening, more dimensionally stable, and holds a better bearing surface
[06:36:56] <fenn> ya i know
[06:37:10] <fenn> but why not just glue the way on later (with bolts)
[06:37:20] <toast> ohh i see what you mean
[06:37:31] <toast> you're not talking about the way bed, as in the bearing surface
[06:37:36] <toast> yeah, that would work fine
[06:37:58] <fenn> i'm talking about grinding a piece of cast iron flat on a grinding machine, then bedding it in epoxy on a large piece of concrete
[06:38:11] <toast> that's what i'm talking about as well
[06:39:30] <toast> but yes, that works
[06:39:35] <toast> i'm not a fan of ground ways
[06:39:40] <toast> but it would work.
[06:40:04] <fenn> well, you can hand-scrape it later if you are into that sort of thing
[06:40:21] <Jymmm> fenn: I already have two hovercrafts right now
[06:40:39] <fenn> Jymmm: solution: get a better speed control for your router, one that can go down to 0 rpm
[06:40:41] <toast> fenn: are you grinding them, and then setting them
[06:41:01] <toast> or setting them, and sending the whole bed out to get ground
[06:41:22] <fenn> i'd grind it first, then shim the heck out of it on the bed, then inject epoxy under it
[06:41:32] <fenn> no sense in moving large blocks of concrete around
[06:42:14] <toast> except how are you going to align the way
[06:42:30] <toast> and then, after alignment, hold it in place as the epoxy dries and moves while it cures
[06:42:31] <fenn> with your interferometer :P
[06:42:41] <fenn> i havent thought that part through yet
[06:42:58] <fenn> but really how much does epoxy move when it cures
[06:43:00] <toast> yar, you either have to scrape and lap the ways
[06:43:04] <toast> it moves a lot
[06:43:08] <fenn> define "a lot"
[06:43:12] <toast> several tenths
[06:43:27] <fenn> doesnt it depend on the thickness mostly?
[06:43:40] <toast> to an extent
[06:43:48] <toast> but you're still introducing random warping across the entire way
[06:44:02] <toast> so you can either lap and scrape in place afterward, or send the whole bed out
[06:44:15] <fenn> you could pop the way off and scrape/lap the epoxy i guess
[06:44:19] <toast> why?
[06:44:29] <toast> just scrape and lap the way itself at that point
[06:44:32] <fenn> its easier than scraping cast iron
[06:44:38] <fenn> or if you wanted to use linear ways
[06:44:50] <toast> cast iron isn't exactly difficult to scrape
[06:45:31] <toast> it would be pearls before swine at that point
[06:45:35] <toast> you'd have a really nice epoxy surface
[06:45:41] <toast> and put this crappy ground way on top of it
[06:45:50] <fenn> heh
[06:46:01] <toast> a way grinder will hold your bed
[06:46:16] <toast> if you have a machine remanufactuer in your area, just have it tow-trucked over to them
[06:46:25] <toast> they won't care if it's 300 lbs or 30,000 lbs
[06:46:25] <fenn> i'm thinking a couple orders of magnitude cheaper/sloppier than you are i guess
[06:46:33] <toast> i guess =(
[06:46:58] <toast> i'm just sort of going by the order of magnetude rule
[06:47:06] <toast> if you want to be able to machine to .001, you need something accurate to .0001
[06:47:35] <fenn> i thin there's a lot of room for improvment in software to enable precision machining on crap hardware
[06:47:45] <fenn> but for now you are correct
[06:47:47] <toast> nar
[06:47:57] <toast> because proper hardware ensures accuracy throughout the machine envelope
[06:48:15] <toast> abbe error and other hardware problems can't be compensated or predicted throughout the entire machine envelope
[06:48:32] <fenn> abbe error?
[06:48:33] <toast> there's a lot of literature on the subject
[06:49:13] <toast> the abbe principle/abbe error describes the problem of measuring or cutting something that is not axially linear with your measuring device
[06:50:04] <toast> like, if you verify a machine's linear accuracy at the machine table
[06:50:11] <toast> and then do the same tests 5" up off the table
[06:50:16] <toast> the error will be different
[06:50:28] <fenn> right
[06:50:41] <toast> and that's the fundimental problem with software correction
[06:50:51] <toast> it's a good way to correct certain kinds of error
[06:50:53] <fenn> no, you're just not measuring enough
[06:50:54] <toast> very good way
[06:51:12] <toast> well, no, because abbe error is related to load
[06:51:21] <toast> temperature
[06:51:22] <toast> etc
[06:51:34] <fenn> ok temperature sure, but load is going to make it flex no matter what
[06:51:40] <toast> right
[06:52:00] <toast> but by designing and finishing a machine properly
[06:52:05] <toast> load deflection is minimized
[06:52:16] <toast> and in some specific cases, compensated for geometrically
[06:52:58] <toast> the load error will be uniform and predictable on a good metrological frame
[06:53:49] <toast> and THAT is where you software correction shines
[06:53:53] <toast> and is the savior of high precision work
[06:54:00] <toast> *you use, and it shines
[06:54:51] <toast> but, being fair, i am probably way overstating the importance of good hardware for a homebuilt machine
[06:55:09] <toast> and chasing my own set of dragons while claiming software correction is chasing a different sort of dragon
[06:55:39] <fenn> i just think bridgeports are all wrong for a cnc mill
[06:56:18] <fenn> something like this maybe
http://www.epucret.de/typo3temp/pics/27805de47f.jpg
[06:56:33] <toast> oh, bridgeports are the worst machine for accuracy
[06:56:47] <toast> what kind of machine is that for
[06:56:56] <toast> looks kind of like a 5 axis mill
[06:57:04] <fenn> This machine bed for a high speed milling machine is manufactured completely without cutting in final accuracy using casting and bonding technology. The guides are assembled. The weight is 3,800 kg.
[06:57:27] <toast> impressive!
[06:57:30] <fenn> they have a 5 axis base right below that, so i guess its not
[06:58:33] <toast> i suppose there must be a way to moglice a way in then
[06:58:48] <toast> without allowing it to shift
[06:58:53] <fenn> that's what moglice is for, man
[06:59:38] <toast> my experience with seeing moglice used
[06:59:43] <toast> is that it shifts around
[06:59:47] <fenn> DWH is used to mold static machine components in-place and to eliminate expensive machining and scraping.
[07:00:18] <toast> impressive
[07:01:08] <fenn> Replicants typically shrink about 0.2-0.3%
[07:01:43] <toast> i kind of want to see the process
[07:01:58] <fenn> look at the moglice website, they have some good articles
[07:02:36] <toast> i've looked before
[07:03:11] <toast> my opinion of that
[07:03:15] <toast> is similar to a bridgeport
[07:03:28] <toast> you can get away with a whole lot, but it still sacrifices accuracy
[07:03:59] <toast> and i guess they've managed to get it done without being unacceptable
[07:04:08] <fenn> also since you generally have a roughly even layer of moglice, the error is even less than the amount of shrinkage
[07:04:45] <toast> yeah
[07:05:02] <toast> but you are still introducing error into what you are doing
[07:05:15] <toast> but it's apparently little enough error where you won't be able to notice it in a milling machine
[07:05:17] <fenn> they are using a 30 thou layer * 0.2% = 0.6 tenths shrinkage
[07:06:02] <ds2> have you priced out moglice?!
[07:06:36] <toast> ds2: one of the owners of my company is a major reseller of moglice, so yes =)
[07:06:46] <fenn> there's generic copycat stuff available too, i dont think its a big secret how it works
[07:06:46] <toast> kind of pricey
[07:07:25] <toast> but for a machinery builder
[07:07:34] <toast> and what they're using it for
[07:07:41] <toast> the labor costs for the alternative are very large
[07:07:51] <toast> i just don't like it personally.
[07:08:39] <fenn> toast: have you looked at pergatory.mit.edu?
[07:08:50] <toast> maybe, i'm about to find out!
[07:08:58] <fenn> its packed full of good stuff
[07:09:09] <toast> oh, neat
[07:09:11] <toast> i am bookmarking this
[07:09:14] <toast> you are full of interesting links
[07:09:38] <toast> i am still trying to choke down Mr. Moore's book
[07:09:50] <toast> halfway though and i'm definately going to have to re-read it
[07:12:52] <fenn> http://pergatory.mit.edu/perg/research/Cortesi/index.html
[07:13:39] <toast> nice
[07:13:58] <fenn> it rides directly on the granite
[07:14:29] <toast> yar
[07:15:02] <toast> how much are linear motors?
[07:15:33] <fenn> uh, depends
[07:15:39] <toast> the guys in the diamond turning room built a machine similar to that
[07:15:41] <toast> 10' long
[07:15:59] <toast> huge granite surface plate, turned it into a diamond flycutting machine
[07:16:21] <toast> except it doesn't have a fancy linear motor
[07:16:47] <toast> they use a loop of string to move it back and forth
[07:16:56] <toast> fancy!
[07:17:16] <fenn> there's one on ebay for $1k doesnt give any specs really
[07:17:33] <toast> i've heard mixed stuff about them
[07:17:38] <toast> but don't have any personal experience
[07:17:46] <toast> a lot of shops complain that they break down all the time
[07:17:50] <fenn> eh? no the idea behind the axtrusion is that the linear motor holds it together
[07:17:56] <fenn> so why would they be moving it with a piece of string
[07:18:01] <toast> no, i'm saying OUR machine
[07:18:05] <fenn> oh
[07:18:06] <toast> is propelled via string
[07:18:25] <fenn> duh
[07:18:36] <toast> LINEAR MOTOR + STRING TECHNOLOGY
[07:18:42] <toast> i will one up everyone and use BOTH
[07:19:02] <toast> i bet he has fancy-schmancy axial locating with that motor
[07:19:16] <toast> =)
[07:19:29] <toast> i wonder if those shops are just using cheapass machines
[07:19:43] <toast> the article didn't go into what brands
[07:20:50] <toast> i can't really believe that everyone would be touting linear motors if they broke 24/7
[07:25:17] <Unit41> never have I seen so much toast
[07:28:31] <toast> =(
[08:06:10] <anonimasu> 'morning
[08:06:23] <anonimasu> toast: lots of shops use haas
[08:06:34] <anonimasu> toast: becaseuse they are cheap
[08:07:12] <alex_joni> hi
[08:08:08] <toast> ?
[08:08:19] <anonimasu> fenn: yeah I agree about the software allowing crap machines to behabe better then they should
[08:08:23] <toast> anonimasu: where did that come from
[08:08:35] <anonimasu> 09:16 < toast> i wonder if those shops are just using cheapass machines
[08:08:39] <anonimasu> lots do
[08:08:46] <anonimasu> haas are cheap machines..
[08:08:47] <toast> that was in regards to linear motors
[08:08:55] <toast> not general machinery selection
[08:09:02] <toast> i was saying there's been a bunch of stuff in trade magazines lately
[08:09:08] <toast> about linear motors and shops complaining about them
[08:09:13] <anonimasu> ok
[08:09:35] <toast> so i don't know if there's some sort of problem with linear motor longevity in general
[08:09:42] <toast> or if it is being overstated
[08:09:55] <anonimasu> fenn: the heidenhains does error corrections in all directions based on other axes / like is Z is crooked you can compensate it in software
[08:10:03] <anonimasu> by moving the x and y axis
[08:10:30] <anonimasu> toast: me neither, but I know lots of shops buy cheap machines instead of high end ones
[08:10:45] <anonimasu> because they can replace them faster even though they dont last as long
[08:10:57] <toast> yeah
[08:11:56] <toast> well, also, there's a time advantage to having more spindles with slower feeds/speeds and no extra axes
[08:12:07] <toast> for many things
[08:12:43] <anonimasu> * anonimasu nods
[08:12:54] <anonimasu> but if the machine costs 6 times as much
[08:12:53] <anonimasu> :)
[08:12:57] <toast> yar
[08:13:04] <anonimasu> you can buy 3 other machines for the same price
[08:13:27] <anonimasu> and then replace them in half the time and still make money..
[08:13:34] <anonimasu> :)
[08:13:40] <toast> haha, indeed
[08:14:09] <anonimasu> I need to machine something at work today apparently
[08:14:16] <toast> ..?
[08:14:31] <anonimasu> some ~80 kg part
[08:14:40] <toast> are you a machinist?
[08:14:48] <toast> or is that like, out of the ordinary, or what
[08:14:51] <toast> i am confused =(
[08:15:09] <anonimasu> it's fun :)
[08:15:12] <toast> hahah
[08:15:23] <anonimasu> * anonimasu likes when he gets a reason to go out in ths shop and do stuff
[08:15:26] <anonimasu> I program usually
[08:15:36] <anonimasu> not mills though
[08:15:39] <alex_joni> codemonkey :P
[08:15:42] <anonimasu> or anything like that
[08:15:52] <toast> ahhhh
[08:16:38] <toast> what is this for?
[08:16:52] <anonimasu> im on vacation, so it's a a machine
[08:16:54] <toast> how'd you get to go into the shop, are they short on dudes?
[08:16:56] <toast> hahahah
[08:17:00] <toast> going to work on vacation.
[08:17:03] <toast> classic.
[08:17:09] <anonimasu> toast: because we hae nobody to run the nc mill at work..
[08:17:29] <anonimasu> (we arent doing production work) except for very limited :
[08:17:32] <anonimasu> :)
[08:17:34] <toast> ah
[08:17:36] <toast> nice
[08:18:21] <toast> i find programming for production runs boring anyway
[08:18:27] <toast> one off is a lot more interesting and challenging
[08:18:52] <toast> that always bothered me at school, they'd program it in the most ridiculous way
[08:18:53] <anonimasu> * anonimasu nods
[08:19:18] <anonimasu> maybe I should start doing electricals for my own mill today
[08:19:38] <toast> what's left to do?
[08:19:45] <anonimasu> everything
[08:19:52] <toast> lo
[08:19:52] <toast> l
[08:20:04] <anonimasu> :)
[08:20:10] <anonimasu> I bought stuff last week
[08:20:22] <toast> what size/style mill
[08:20:52] <anonimasu> a abene vhf-3 one
[08:20:57] <toast> ?
[08:20:57] <anonimasu> or my own?
[08:21:00] <toast> your own
[08:21:02] <anonimasu> a schaublin sv13
[08:21:13] <anonimasu> toolroom..
[08:21:15] <anonimasu> I guess
[08:21:28] <toast> google images is lacking =(
[08:21:51] <toast> although the third google result is the #emc log
[08:21:56] <toast> with you talking about it
[08:22:03] <toast> hah
[08:25:16] <anonimasu> http://www.fsamasch.com/images/Occasion/occ/Schaublin.JPG
[08:26:03] <anonimasu> there :)
[08:26:46] <toast> heeey
[08:26:50] <toast> that's a nice mill, sir
[08:27:12] <anonimasu> :)
[08:27:35] <toast> is that YOUR mill, or a picture of A mill
[08:27:48] <toast> i ask because i want to know why the vise is mounted sideways
[08:27:49] <anonimasu> I got 2 of them for 2850$
[08:27:54] <anonimasu> it's a picture of a mill not mine
[08:28:04] <toast> good condition?
[08:28:21] <anonimasu> excelenht
[08:28:22] <anonimasu> excelent..
[08:29:58] <toast> a+
[08:30:03] <toast> i am jealous of your machinery.
[08:30:24] <anonimasu> I were lucky
[08:30:40] <anonimasu> though it took like 4 years until I found htem
[08:30:43] <anonimasu> them
[08:30:53] <fenn> btw anonimasu it's "I was lucky"
[08:31:32] <toast> OR WERE IT
[08:31:43] <fenn> glunk
[08:32:02] <toast> pew pew pew grammar lasers
[08:32:11] <fenn> abene vhf-3 is cute
[08:32:28] <fenn> toast: not a grammar nazi, just trying to help
[08:33:04] <anonimasu> :)
[08:33:12] <toast> haha i wasn't actually trying to be a bastard
[08:33:22] <toast> i just like saying "pew pew pew"
[08:33:30] <Jymmm> toast: "but you're so good at it" =)
[08:33:34] <toast> i am =((
[08:33:46] <fenn> i'm good at everything
[08:34:09] <Jymmm> toast: nah, but WTH is this crap you keep saying "pew" pew pew" wtf is that shit???????
[08:34:19] <toast> you know, the laser noise
[08:34:18] <toast> on tv
[08:34:21] <toast> pew pew
[08:34:23] <Jymmm> fenn: especially being a PITA
[08:34:30] <Jymmm> toast: nfc
[08:34:33] <anonimasu> try saying it fast ;) and watch a movie with lasera
[08:34:32] <fenn> Jymmm: its something of a hobby, you know
[08:34:32] <anonimasu> s
[08:34:33] <toast> nfc?
[08:34:40] <anonimasu> pew pew!
[08:34:40] <toast> pew!
[08:34:44] <toast> what is nfc
[08:34:45] <Jymmm> nfc == no fucking clue
[08:34:52] <toast> you live a sheltered life!
[08:34:59] <toast> not "pew" as in "pew, that stinks!"
[08:35:12] <toast> make the noise!
[08:35:14] <toast> PEW PEW
[08:35:15] <anonimasu> nfs = no fine clue
[08:35:33] <toast> nfs?
[08:35:44] <toast> network file system?
[08:35:52] <anonimasu> err nfc..
[08:35:53] <anonimasu> :p
[08:36:04] <anonimasu> like rtfm = read the fine manual
[08:36:17] <Jymmm> it's fucking, not fine.
[08:36:39] <toast> i'm going to verb your noun.
[08:36:42] <fenn> fine, fucking it is.
[08:36:49] <anonimasu> ah well fuck it.
[08:36:49] <toast> chivalry is dead!
[08:37:10] <Jymmm> just like KISS, it's Keep it sijple Stupid, not silly or anything else.
[08:37:19] <toast> i agree with KISS
[08:37:57] <toast> i also agree with t-rex:
[08:38:05] <toast> "feelings are boring, kissing is awesome!"
[08:38:44] <fenn> is abene a swedish company?
[08:38:56] <Jymmm> toast: chivalry isn't dead, it's just you mofo's are way to ugly!
[08:39:12] <toast> what
[08:39:12] <alex_joni> anonimasu: still around?
[08:39:16] <anonimasu> yes
[08:39:19] <toast> i am not a lady
[08:40:24] <Jymmm> toast: <------ tramp ;)
[08:40:26] <toast> i suppose i could be, with enough money and surgery
[08:40:41] <toast> wait, are you a lady?
[08:40:45] <toast> i am so confused
[08:40:53] <Jymmm> toast: I am woman, hear me roar!
[08:40:59] <toast> oh
[08:41:09] <toast> i guess this conversation makes more sense to me now
[08:41:22] <Jymmm> toast: ") toast: i am so confused" <-- that's what all the TV/TS say =)
[08:41:23] <anonimasu> alex_joni: what?
[08:41:29] <fenn> uh, jymmm is a woman now?
[08:41:45] <toast> i think?
[08:41:55] <toast> i don't really know what is going on
[08:42:00] <toast> i think i'm being insulted at the same time
[08:42:14] <Jymmm> toast: s/think/know/
[08:42:36] <toast> i hate you, milkwoman Jymmm
[08:42:44] <Jymmm> milk?
[08:42:51] <toast> it's from a popular webcomic
[08:42:57] <toast> "i hate you, milkman dan"
[08:42:59] <toast> redmeat
[08:43:01] <Jymmm> toast: yeah, yeah, you know you love me...
[08:43:21] <toast> well i'm still trying to figure out if you are a man or a woman
[08:43:40] <toast> my confusion is perpetual and complete
[08:43:46] <toast> i should go to bed
[08:43:52] <Jymmm> toast: does it really matter?
[08:44:03] <toast> yes
[08:44:13] <toast> well, no
[08:44:20] <toast> i like knowing who i talk to
[08:44:22] <fenn> "it depends"
[08:44:23] <Jymmm> toast: How so? What, you want my body or sumething?
[08:44:39] <toast> no, i like matching screen names to faces/traits
[08:44:44] <toast> because i am bad at remembering who is who and who said what
[08:44:48] <fenn> toast is a people-watcher
[08:45:00] <toast> toast can't remember names, even screen names =(
[08:45:04] <Jymmm> fenn: peeping tom?
[08:45:16] <fenn> no, not like that
[08:45:19] <Jymmm> fenn: err peeping toast
[08:45:56] <toast> how did this turn into accusing me of lewd behavior
[08:46:10] <Jymmm> toast: it was just enevitable
[08:46:14] <toast> i do not even know.
[08:46:43] <fenn> it must be a corrolary to godwin's law
[08:46:57] <Jymmm> who's godwin?
[08:47:05] <fenn> http://en.wikipedia.org/wiki/Godwin's_Law
[08:47:17] <toast> as the length of an online discussion increases, the probability of someone being compared to the nazies approaches one
[08:47:21] <toast> *nazis
[08:47:28] <toast> but the nazies too.
[08:47:29] <Jymmm> fenn: ROTFL!!!!!
[08:48:12] <toast> rofflewaffle
[08:48:40] <Jymmm> toast: let me guess, you dont know what ROTFL means?
[08:49:06] <fenn> is it the company that makes rofflecopters?
[08:49:14] <Jymmm> lol
[08:49:25] <toast> it means i had frequent and rough intercourse with your mother, and other assorted female members of your family
[08:49:27] <Jymmm> there ya go, fenn is catching on
[08:49:46] <Jymmm> toast: you sick necrophiliac you!
[08:50:20] <toast> I like em' cool.
[08:50:27] <Jymmm> and falling apart
[08:50:51] <toast> you know, that has ironic truth to it
[08:51:59] <Jymmm> ok, I'll bite.... how so?
[08:52:43] <toast> oh, most of my friends have had emotionally dehabilitating life experiences
[08:52:58] <toast> that continue to haunt them to the present day
[08:53:11] <toast> so when you said that, i laughed, and my girlfriend looked at me funny
[08:57:13] <Jymmm> toast: everyone has baggage, plain simple truth. Just nobody whats to hear it.
[08:57:20] <Jymmm> wants
[08:59:33] <toast> well, some people have baggage
[08:59:37] <toast> and then some people have more serious problems
[08:59:51] <Jymmm> all have baggage, period.
[08:59:59] <toast> i'm not saying people don't have baggage
[09:00:05] <Jymmm> some just have a lot to carry is all =)
[09:00:15] <toast> what i am saying, is there's a point where you need a small shipping company
[09:00:21] <toast> and a bid contract
[09:00:26] <toast> to carry yours around
[09:00:30] <Jymmm> I'd say a HazMat disposal team
[09:04:23] <toast> night all
[09:05:37] <toast> toast is now known as toastydeath
[09:07:14] <Jymmm> G'Night toastydeath
[11:54:39] <maddash> morning, folks.
[12:11:44] <jmkasunich_> jmkasunich_ is now known as jmkasunich
[12:11:44] <maddash> you know what erks me about the tool table?
[12:11:51] <maddash> nothing.
[12:24:55] <alex_joni> http://www.youtube.com/watch?v=uqVkS1DVEfk
[12:36:44] <maddash> my dad claims that the top of the material is always Z0
[12:36:46] <maddash> :(
[12:37:02] <maddash> if that were true, then why does emc have a touch off feature AND a tool table?
[12:39:16] <maddash> i'm so lost.
[12:39:38] <maddash> isn't 'touch off' used to denote the material height? and tool table used for the tool length?
[12:41:33] <archivist> so z0+toollength = the height to put the head
[12:42:24] <maddash> not really
[12:42:45] <maddash> because that position is the 'true' z0
[12:43:37] <maddash> hm, so my pops needs negative lengths to be stored into the tool lengths table
[12:43:40] <maddash> bbr
[12:43:41] <maddash> brb
[12:54:00] <jepler> maddash: imagine you use several tools to finish a given piece. These tools are in holders that ensure the length of the tool is the same every time it's inserted, but the different tools have different lengths (a lot of hobbyist mills don't have tool holders like this -- you get a different tool length at each insertion). "touch off" with a tool loaded and its tool offset in effect. Now when you change to a different tool and activate tool length off
[12:55:44] <alex_joni> he's not here
[12:56:07] <jepler> I know
[12:56:13] <jepler> but having typed all that .. I wasn't going to let it go to waste
[12:56:24] <jepler> I'll say it again if he comes back
[13:12:35] <jepler> maddash: imagine you use several tools to finish a given piece. These tools are in holders that ensure the length of the tool is the same every time it's inserted, but the different tools have different lengths (a lot of hobbyist mills don't have tool holders like this -- you get a different tool length at each insertion). "touch off" with a tool loaded and its tool offset in effect. Now when you change to a different tool and activate tool length off
[13:15:22] <cradek_> jepler: tool length off...
[13:15:29] <maddash> ...
[13:15:49] <jepler> Now when you change to a different tool and activate tool length offset again, its point is also at the same Z depth relative to the work.
[13:22:08] <maddash> 'activate ...' == G43 Hx, right?
[13:23:20] <maddash> whoa, the AXIS source treats 'Touch off' as 'G10 ...'
[13:26:51] <maddash> brb -- AXIS is more fascinating than I first thought...
[13:26:53] <maddash> thanks again, jepler
[14:25:24] <maddash> whoa, laser physics
[14:34:08] <maddash> bye bye
[14:43:48] <skunkworks> we lost a machinist this weekend.. My grandfather died at the age of 91. From casting, machining, weaving, woodworking, astronomy - he did everything. He will be missed.
[14:43:59] <jepler> skunkworks: my sympathies
[14:44:27] <SWPadnos> yes - condolences for you and your father (and others I've never met :) )
[14:44:39] <skunkworks> Yes - it is my dads dad
[14:44:42] <skunkworks> thank you
[14:49:50] <skunkworks> heh -
http://www.possumnet.com/Graphics/k9vqz.jpg <-funny what google will get you :)
[14:49:56] <skunkworks> grandfather
[14:50:07] <SWPadnos> nice suspenders :)
[14:50:39] <cradek_> looks like the kind of grandpa everyone should have growing up
[14:50:52] <cradek_> cradek_ is now known as cradek
[14:51:06] <skunkworks> He is taking the suspenders with him :)
[14:51:12] <cradek> haha
[14:52:45] <alex_joni> later everyone
[14:52:45] <maddash> wtf? TxM6 doesn't pause a g-code program! i was about to load a new tool, when the tray start moving again!
[14:53:35] <cradek> you probably have a tool change loopback in your hal file
[14:53:47] <maddash> :O
[14:53:49] <cradek> use the hal_manualtoolchange program instead
[14:53:55] <cradek> or whatever it's called
[14:54:03] <cradek> (see the sample configs)
[14:54:04] <maddash> hal_simtoolchange is loaded, you mean?
[14:56:26] <jmkasunich> EMC outputs a signal on a HAL pin when a tool change is requested, and it waits for a signal back to tell it that the toolchange is done
[14:56:48] <maddash> aha, 'iocontrol.0.tool-prepared"
[14:56:48] <jmkasunich> if you have the command looped back to the "done" (some of the samples probably do), then it will assume the change is complete right away
[14:57:02] <maddash> damn, so I need another pin?
[14:57:32] <maddash> it would be easier if the rs274 interp would just pause the program and wait for my resume command
[14:57:35] <jmkasunich> tool-prepare and tool-prepared are the command and done pins for prepping the next tool (since that can often be done while the preceding one is cutting
[14:57:40] <cradek> check out sim/axis
[14:57:44] <SWPadnos> it does - but it's done in HAL, using the pins jmk mentioned
[14:57:46] <jmkasunich> tool-change and tool-changed are the pins for actually doing the change
[14:57:49] <cradek> there's a gui "tool changer"
[14:58:15] <jmkasunich> maddash: "your resume command"? what if you have a machine with an automatic toolchanger?
[14:58:16] <maddash> is 'sim/axis' the usual AXIS gui?
[14:58:38] <SWPadnos> yes, but without loading hardware drivers
[14:59:36] <maddash> jmkasunich: then you'd use 'iocontrol.0.tool-prepared' and/or 'iocontrol.0.tool-change', but leave out the -ed counterparts and simply wait for a resume command from the machinist
[14:59:47] <jmkasunich> no
[14:59:48] <maddash> jmkasunich: unless you want to fully automate the tool changing
[14:59:57] <SWPadnos> the input to the "-ed" pins is the resume commmand
[15:00:09] <jmkasunich> the "resume" command MUST appear on "tool-prepared" and "tool-changed"
[15:00:27] <maddash> SWPadnos: i realize that, but my lazy ass is trying to avoid hooking up another switch/pin
[15:00:27] <jmkasunich> if you are doing manual toolchanges, you can loop "prepare" to "prepared"
[15:00:30] <cradek> * cradek rolls his eyes
[15:00:43] <jmkasunich> and use "axis-manual-toolchange" (or something like that) for "change" and :"changed"
[15:00:58] <cradek> this is a solved problem
[15:01:03] <SWPadnos> maddash, this is not a physical swithc - hal_manualtoolchange provides a GUI with two hal pins ...
[15:01:03] <maddash> hm, let me read the doc for this axis sex change thing
[15:01:03] <jmkasunich> when axis-manual-toolchange sees "change" go true, it pops up a dialog box telling you to insert the new tool
[15:01:18] <jmkasunich> when you click OK on that dialog, it sets "changed" and the program resumes
[15:03:09] <skunkworks> * skunkworks uses that a lot.
[15:03:56] <maddash> jmkasunich: what is the 'change' pin supposed to represent?
[15:04:22] <cradek> a tool change should begin
[15:05:10] <maddash> * maddash sees the light
[15:05:19] <maddash> this toolchanger thing is pretty cool
[15:19:53] <fenn> http://www.flickr.com/photo_zoom.gne?id=668144150&context=set-72157600401424694&size=l
[15:20:01] <fenn> now that's what i call origami
[15:22:40] <SWPadnos> http://www.fuhnie.com/2007/03/08/god-of-origami-kamiya-satoshi/
[15:22:51] <jepler> MIT technology review recently had an article about a scientist/origami artist, but I can't seem to find it online
[15:32:04] <sebjames> jepler: I know the editor of the British Origami Association! He's left Sheffield now, though. He's a scientist too, though has now left science (physics) for a software engineering job.
[15:52:33] <fenn> not as cool as the origami but probably more useful:
http://www.laminadesign.com/projmain.html
[15:55:19] <fenn> i wish i knew the words to explain what that software does
[15:56:36] <archivist> Ive got some evil origami to do, repair some early camera bellows
[15:56:53] <fenn> arent those just glued together?
[15:57:12] <archivist> no one joint the rest are folds
[16:02:09] <archivist> www.archivist.info/camera the joint has failed and some warping
[16:02:44] <archivist> P7190017.JPG
[16:03:22] <fenn> here is an origami editor:
http://translate.google.com/translate?u=http%3A%2F%2Fmitani.cs.tsukuba.ac.jp%2Fpukiwiki%2Findex.php%3F%25A5%25EA%25A5%25F3%25A5%25AF%25BD%25B8&langpair=ja%7Cen&hl=en&ie=UTF-8&oe=UTF-8&prev=%2Flanguage_tools
[16:15:21] <fenn> sorry wrong url, its here
http://mitani.cs.tsukuba.ac.jp/pukiwiki-oripa/index.php?ORIPA%3B%20Origami%20Pattern%20Editor
[16:18:11] <archivist> that looks nice to play with thnks
[16:35:57] <maddash> where's the handler for the "Touch off" button? Is "Touch off" AXIS' version of EMC_SET_TOOL_OFFSET?
[16:36:08] <jepler> no
[16:36:25] <jepler> as you discovered earlier, "touch off" ends up sending a "G10 L2 P1 ..." MDI command
[16:36:59] <jepler> look for 'def touch_off' in emc/usr_intf/axis/scripts/axis.py for the implementation
[16:37:35] <jepler> the "G10" coordinate system offsets are distinct from the tool length offset
[16:38:27] <maddash> so this ends up triply complex
[16:38:56] <maddash> we've got g92, EMC_TOOL_SET_OFFSET, and now g10
[16:39:14] <SWPadnos> it's simple - just don't think about it, and it works
[16:44:32] <lerneaen_hydra> does anyone have the example program with tool automeasurement?
[16:45:02] <cradek> the scheme I used is in cvs
[16:45:25] <lerneaen_hydra> in the sample gcode dir?
[16:45:29] <cradek> http://cvs.linuxcnc.org/cvs/emc2/nc_files/tool-length-probe.ngc?rev=1.4
[16:45:56] <lerneaen_hydra> I take it the sensor is connected to a probe pin?
[16:46:02] <cradek> yes
[16:46:02] <lerneaen_hydra> oh, right
[16:46:09] <lerneaen_hydra> read first, ask later
[16:46:14] <cradek> haha
[16:46:39] <lerneaen_hydra> g30, is that tool change position?
[16:46:56] <cradek> g28 and g30 are "home" positions that can be set anywhere you want
[16:47:11] <cradek> I leave g28 as the machine 0,0,0 and set g30 to be above the tool measuring switch
[16:47:26] <lerneaen_hydra> hmm so for a good system you'd want some type of homing so the positions are persistant
[16:47:49] <cradek> sure, you need to home the machine if you want to know where the switch is
[16:47:50] <lerneaen_hydra> otherwise you'd have to redefine them every time
[16:47:58] <lerneaen_hydra> yeah that too :p
[16:48:07] <lerneaen_hydra> it helps
[16:48:08] <cradek> I home my machine by lining up some marks by eyeball
[16:48:13] <cradek> it works fine for me
[16:48:26] <lerneaen_hydra> oh, so no electromechanical magic?
[16:48:29] <cradek> nope
[16:48:41] <cradek> just jog X to where it lines up, hit home - repeat
[16:49:00] <cradek> often before I shut it down, I remember to issue G28, so it's in the right place to home next time
[16:49:02] <lerneaen_hydra> hmm it's easy to set up, I'll certainly give you that
[16:49:09] <cradek> yes
[16:49:24] <cradek> if you have indexes it's even better, you can get a true home that way with no switches
[16:49:34] <lerneaen_hydra> the machine's 0,0,0, is that all axes homed to pencil marks?
[16:49:37] <cradek> yes
[16:49:40] <lerneaen_hydra> ooh, nice
[16:49:45] <lerneaen_hydra> true
[16:49:57] <lerneaen_hydra> I'm thinking some type of microswitch at the moment
[16:50:17] <cradek> I home it just to get soft limit protection - so it doesn't matter if it's off a bit
[16:50:33] <lerneaen_hydra> I take it the limit switches can be connected in series to use less I/O?
[16:50:37] <cradek> yeah switches are nice, but can be complicated
[16:50:53] <cradek> yes you can hook them together in many ways
[16:51:44] <lerneaen_hydra> right, can you set soft-boundaries inside of the hard limits (so the limit switch is outside of the soft-limits) and perform an autohome without spitting out warning messages that it's outside of the working area?
[16:51:56] <lerneaen_hydra> ie that the home cycle would suppress soft-limits
[16:52:01] <cradek> yes of course
[16:52:10] <lerneaen_hydra> sweet
[16:52:13] <cradek> soft limits make little sense before you're homed
[16:52:19] <lerneaen_hydra> exactly
[16:53:12] <cradek> bbl
[16:53:47] <lerneaen_hydra> the G49 you've used in your sample file, can that be added to the list of gcode to run on startup and still get the needed effect?
[16:56:03] <maddash> what is #1000?
[16:56:19] <lerneaen_hydra> I think it's a variable
[16:56:19] <lerneaen_hydra> not sure
[16:56:32] <maddash> yeah, but how do you know which variable corresponds to what?
[16:56:44] <SWPadnos> the standard variable numbers are in the manual
[16:56:50] <lerneaen_hydra> hmm probably some variable that the probing outputs to
[16:57:03] <SWPadnos> all others are user-definable
[16:57:06] <lerneaen_hydra> no, 5063 must be the output
[16:57:10] <lerneaen_hydra> and 1000 is user defined
[16:57:55] <SWPadnos> http://www.isd.mel.nist.gov/personnel/kramer/pubs/RS274NGC_3.web/RS274NGC_33a.html#1008243
[16:58:23] <maddash> "g43.1 k[#5063-#1000]" -- cute
[17:00:54] <maddash> so axis doesn't touch emc-tool-set-offset at all -- smart.
[17:02:50] <maddash> what do these probes look like, anyway?
[17:04:28] <lerneaen_hydra> these ones can be anything in particlar
[17:04:35] <lerneaen_hydra> it's only a probe for Z
[17:08:46] <maddash> so, a cherry switch?
[17:10:22] <fenn> a probe usually looks like a ball bearing on a stick, or a micro-lollipop
[17:10:37] <lerneaen_hydra> fenn: this is tool measurement :)
[17:10:51] <lerneaen_hydra> maddash: cherry switch?
[17:11:15] <skunkworks> I call them micro switches..
[17:11:23] <lerneaen_hydra> oh, right, you'd want one with good repeatability
[17:11:35] <lerneaen_hydra> otherwise you could check for electrical conductivity
[17:11:53] <lerneaen_hydra> contact between the mill and an isolated metal plate
[17:12:15] <fenn> i think that's a way better method
[17:12:24] <fenn> you can just use a piece of blank circuit board
[17:12:46] <lerneaen_hydra> prefferably something out of a tough material
[17:13:13] <lerneaen_hydra> phosphor bronze for example
[17:13:46] <maddash> i could get zapped
[17:14:24] <lerneaen_hydra> ?
[17:14:27] <fenn> the earth could get hit by an asteroid too
[17:14:40] <lerneaen_hydra> zapped, from the electrical charge?
[17:14:41] <maddash> what if the tool bit weren't a conductor
[17:14:42] <maddash> ?
[17:14:48] <lerneaen_hydra> we're talking 5V or so
[17:14:58] <lerneaen_hydra> I've never found one that isn't
[17:15:01] <skunkworks> that scares me for some reason.. I could see it working great for bigger tooling.. but circuit board tooling like .029" drills and stuff I would be afraid to touch off of a solid plate.
[17:15:03] <maddash> lerneaen_hydra: so that's a safe, unzappable level?
[17:15:09] <lerneaen_hydra> all the carbide cutters
[17:15:19] <lerneaen_hydra> you can barely feel 24Vdc
[17:15:26] <lerneaen_hydra> on your skin
[17:15:44] <lerneaen_hydra> afaik the limit for completely safe is around 40-50
[17:15:46] <fenn> skunkworks: usually there's some kind of spring holding the plate up so as not to damage the tool
[17:16:00] <fenn> you back off and measure when you break electrical contact
[17:16:07] <lerneaen_hydra> yeah, the plate can travel down maybe 10mm
[17:16:06] <maddash> 24VDC threw off fireworks when I accidentally touched it to my parport ground
[17:16:20] <lerneaen_hydra> I can imagine that
[17:16:24] <skunkworks> ah - the ones I have seen didn't look like they move.
[17:16:27] <lerneaen_hydra> oh, nasty
[17:16:46] <lerneaen_hydra> maddash: test touching a 9V battery
[17:16:52] <lerneaen_hydra> you wont notice anything
[17:16:54] <fenn> now put it on your tongue
[17:16:56] <maddash> lerneaen_hydra: :(
[17:17:03] <lerneaen_hydra> yeah, still not dangerous
[17:17:14] <lerneaen_hydra> a good way to test charge without a voltmeter
[17:17:26] <maddash> oooh, spicy!
[17:17:30] <maddash> j/k.
[17:17:34] <lerneaen_hydra> you can easily tell the difference between a good and dead battery with the tounge test
[17:17:42] <fenn> you're measuring current actually
[17:17:44] <archivist> tastes luvly
[17:17:53] <fenn> current density
[17:17:55] <anonimasu> just dont do it on big batteries
[17:17:55] <lerneaen_hydra> fenn: ssh :p
[17:18:11] <lerneaen_hydra> I'll assume that the tounge follows ohms model
[17:19:19] <fenn> it does
[17:19:53] <maddash> this is weird -- i recall almost the same exact conversation back at school as this one, except s/batteries/girls
[17:20:22] <lerneaen_hydra> well, pump enough current and you'll loose water, increasing the resistance ;)
[17:20:27] <anonimasu> heh
[17:20:31] <lerneaen_hydra> go ahead and try ;)
[17:20:53] <fenn> * fenn evaluated that in the wrong context, maybe
[17:21:02] <anonimasu> I did too.
[17:21:11] <anonimasu> * anonimasu goes back to licking he's icecream
[17:21:22] <lerneaen_hydra> *cough*
[17:28:56] <maddash> hm, runtime modification of individual tool table entries without reloading the entire tool table -- is that possible?
[17:32:29] <maddash> mehhh silly me -- emc-tool-set-offset
[17:34:31] <maddash> brb.
[18:03:01] <maddash> what kind of idiot confuses touh off with tool length? sheesh.
[18:04:38] <ds2> the kind that hasn't crashed a tool into a part/vise/table? =)
[18:06:20] <maddash> * maddash awards ds2 10 points
[19:08:10] <maddash> g0{x+y or x+y+z} causes my machine to emit a loud grinding noise
[19:08:25] <maddash> but not g0{x,y,z,x+z, or y+z}
[19:08:31] <maddash> :(
[19:08:49] <lerneaen_hydra> so movement in both X and Y at the same time?
[19:08:53] <JymmmEMC> maddash: I know your lil sister is a PITA, but take her off the milling table.
[19:09:31] <maddash> :o
[19:10:06] <maddash> lerneaen_hydra: yes
[19:10:46] <lerneaen_hydra> are the screws greased? dozetail slides greased?
[19:10:54] <lerneaen_hydra> not too tight nuts?
[19:10:58] <JymmmEMC> maddash: You know your torchered your lil sister as a kid... Treatening to burn her favorite doll, etc.
[19:10:58] <lerneaen_hydra> * lerneaen_hydra cue JymmmEMC
[19:11:29] <JymmmEMC> lerneaen_hydra: Isn't that a lil too personal a question for maddash?
[19:12:22] <JymmmEMC> My lerneaen_hydra, what a lovely shade of red your face is =)
[19:13:36] <lerneaen_hydra> I never cease to be surprised :p
[19:13:49] <maddash> lerneaen_hydra: was that a serious question, or an intention entendre?
[19:13:54] <JymmmEMC> I stop being sirprised a VERY VERY LONG TIME AGO.
[19:14:37] <JymmmEMC> maddash: he was being serious
[19:14:59] <JymmmEMC> maddash: I was being a smartass
[19:15:07] <lerneaen_hydra> so to begin with you surprised yourself?
[19:15:17] <maddash> lerneaen_hydra: i'm sure of the first two, but what 'nut' are you referring to in the third?
[19:15:36] <JymmmEMC> maddash: leadscrew mount fasteners
[19:15:38] <lerneaen_hydra> cue JymmmEMC again
[19:15:51] <JymmmEMC> lerneaen_hydra: pool cue.
[19:15:51] <lerneaen_hydra> omg, he didn't interpret it as innuendo
[19:16:12] <JymmmEMC> lerneaen_hydra: I did, scroll up.
[19:16:19] <lerneaen_hydra> I was thinking about the two nuts on hte acme screw that are tightened against each other to limit backlash
[19:16:29] <maddash> anyone else think that
http://cgi.ebay.com/Intel-SE7520BB2D2-Motherboard-2x-Xeon-1-66GHz-Dual-Core_W0QQitemZ270146507020QQihZ017QQcategoryZ51055QQrdZ1QQcmdZViewItem is a good deal on a realtime system?
[19:16:36] <lerneaen_hydra> no as in "what 'nut' are you referring to"
[19:17:05] <SWPadnos> maddash, only if it works well for realtime
[19:17:06] <maddash> I said 'what' nut, not 'which' nut
[19:17:25] <maddash> * maddash has just realized that the bid is over.
[19:17:31] <lerneaen_hydra> you think that would stop JymmmEMC?
[19:17:49] <JymmmEMC> * JymmmEMC isn't fond of Intel mobo's... too many headaches with them in the past.
[19:18:45] <maddash> lerneaen_hydra: not too sure about the leadscrew fasteners, but i never had this problem when I was still using the bridgeport BOSS I
[19:18:51] <JymmmEMC> maddash: bte, it dodn't have a paraport
[19:18:54] <JymmmEMC> btw
[19:18:59] <lerneaen_hydra> hmm what kind of growling?
[19:19:13] <lerneaen_hydra> a 20-30hz ish vibration?
[19:19:28] <maddash> LET ME SEE IF I CAN TAKE AN AUDIO RECORDING
[19:19:37] <JymmmEMC> SWPadnos: btw... I have nema34 mounting bracket for Y axis only.
[19:19:45] <lerneaen_hydra> you can't use a dual core (or smp at all) cpu with RT today
[19:19:44] <maddash> * maddash stares at his fingers when he types.
[19:19:45] <SWPadnos> cool
[19:19:47] <JymmmEMC> maddash: OKEY, YOU DO THAT =)
[19:19:53] <lerneaen_hydra> or rather, you'll only use one core
[19:20:00] <maddash> lerneaen_hydra: ask cradek
[19:20:08] <maddash> lerneaen_hydra: about SMP, that is.
[19:20:09] <lerneaen_hydra> new feature?
[19:20:25] <maddash> lerneaen_hydra: or, google 'isolcpus kernel parameter'
[19:20:27] <maddash> brb.
[19:20:35] <JymmmEMC> lerneaen_hydra: you have to compile for SMP
[19:20:48] <lerneaen_hydra> what's the result, one core for RT and one for userspace?
[19:20:57] <JymmmEMC> fiik
[19:21:10] <JymmmEMC> ask cradek, I dont do CVS
[19:21:59] <SWPadnos> the SMP RT kernel allows you to isolate one or more CPUs for RT only
[19:22:31] <SWPadnos> by default, the EMC2/HAL RT layer sticks everything on CPU 0
[19:22:53] <cradek> that's not true, in the case of SMP it sticks everything on the highest CPU
[19:23:07] <SWPadnos> oh, I thought it used 0 all the time
[19:23:21] <SWPadnos> but that's the UP version, where it doesn't matter I guess :)
[19:23:23] <cradek> pretty sure w changed it
[19:23:24] <cradek> we
[19:23:26] <SWPadnos> ok
[19:23:28] <cradek> john
[19:23:30] <SWPadnos> you'd know
[19:23:32] <cradek> heh
[19:23:33] <SWPadnos> he'd know
[19:23:43] <cradek> you can't isolate 0, so we moved it
[19:23:47] <SWPadnos> ah
[19:24:20] <lerneaen_hydra> cradek: highest cpu?
[19:24:34] <cradek> highest number
[19:24:56] <maddash> cradek: isolcpu isolates the specified cpu from the general scheduler. so in effect, emc runs only on the other cpu(s).
[19:24:57] <alex_joni> fastest cpu :P
[19:24:57] <lerneaen_hydra> number as in cpu1, cpu2 etc?
[19:25:07] <alex_joni> lerneaen_hydra: yeah
[19:25:07] <cradek> yes
[19:25:15] <lerneaen_hydra> ok
[19:25:15] <alex_joni> cpu0, cpu1, cpu2 .. cpu255
[19:25:19] <lerneaen_hydra> so the last cpu?
[19:25:32] <alex_joni> the one you haven't bought yet
[19:25:38] <JymmmEMC> cradek: So X on one cpu, and RT stuff on the other?
[19:25:36] <maddash> rofl.
[19:25:41] <lerneaen_hydra> heh exactly
[19:25:48] <maddash> JymmmEMC: actually, it could be RT on both...
[19:26:04] <SWPadnos> actually, all of Linux on CPUs 0 to N-2, and EMC on CPU N-1
[19:26:18] <SWPadnos> where N is the number of cores available
[19:26:28] <maddash> SWPadnos: you mean RT on CPU N-1?
[19:26:41] <SWPadnos> yes - EMC / RT on CPU N-1
[19:26:52] <cradek> only the RT part of EMC
[19:27:10] <maddash> SWPadnos: I like to think that most of HAL is RT, and EMC is userspace (except for motmod)
[19:27:14] <SWPadnos> right - that's what I thought, regradless of what I typed (repeatedly) :)
[19:27:17] <maddash> meh brb
[19:27:37] <JymmmEMC> SWPadnos: exactly =)
[19:27:44] <SWPadnos> RWIM
[19:27:49] <SWPadnos> or IWIM
[19:27:59] <SWPadnos> "Interpret What I Mean"
[19:28:04] <lerneaen_hydra> how often is probing run? once per base_period? (when it looks for a change on the probe input)
[19:28:15] <JymmmEMC> SWPadnos: Just read your mind, not what you type
[19:28:19] <SWPadnos> traj period, I'll bet
[19:28:23] <lerneaen_hydra> IWIW (interpret what I write)
[19:28:26] <cradek> lerneaen_hydra: it's read in the motion controller, servo period
[19:28:47] <cradek> three answers, but mine is right :-)
[19:29:12] <SWPadnos> is it actually servo period, or traj period (which are equal in many configs)?
[19:29:17] <lerneaen_hydra> hmm, wait, I mean when it looks for a change in input, ie if there's contact with the probe
[19:29:18] <cradek> servo
[19:29:21] <SWPadnos> I guess it would be sefvo, since that's RT
[19:29:22] <SWPadnos> servio
[19:29:23] <SWPadnos> -i
[19:29:25] <SWPadnos> argh
[19:29:39] <cradek> lerneaen_hydra: servo period
[19:29:40] <lerneaen_hydra> hmm
[19:29:50] <lerneaen_hydra> default to 1µS?
[19:29:56] <JymmmEMC> * JymmmEMC hands SWPadnos a cup err pot of coffee
[19:29:56] <cradek> 1ms
[19:30:01] <lerneaen_hydra> oh
[19:30:08] <lerneaen_hydra> uh, right
[19:30:09] <alex_joni> 1000 times /second
[19:30:34] <lerneaen_hydra> why not run it as base_period?
[19:30:44] <cradek> because the motion controller is what has to abort the motion when it hits
[19:30:50] <JymmmEMC> Does this just seem wrong to anyone else (gantry stability from swaying)
http://www.k2cnc.com/DuportalPro343Access/images/EddiePaul_CARS_web4.jpg
[19:30:51] <lerneaen_hydra> you loose a lot of temporal resolution if you want to probe quickly
[19:31:02] <cradek> well, you have to move slower
[19:31:41] <lerneaen_hydra> why can't it record the time contact is made seperatly from actually decellerating?
[19:31:48] <cradek> when I probe for tool length, I make sure it goes about one step per servo cycle, which is f15 for me
[19:32:05] <lerneaen_hydra> f15 over 100mm takes quite a while...
[19:32:06] <cradek> lerneaen_hydra: the position doesn't "change" between servo cycles; there's nothing to record
[19:32:18] <alex_joni> f15 in inches?
[19:32:18] <lerneaen_hydra> cradek: ooh
[19:32:23] <cradek> alex_joni: yes
[19:32:24] <lerneaen_hydra> I see
[19:32:30] <lerneaen_hydra> ah, that's better
[19:32:43] <cradek> it seems pretty fast to me, when the tiny tool is heading for the switch
[19:32:56] <lerneaen_hydra> so da/dt is discontinous at each servo period
[19:33:06] <lerneaen_hydra> that's where the velocity change is?
[19:33:08] <skunkworks> it is a bit un-nerving..
[19:33:08] <cradek> you also have to go slow enough that you can stop before you bottom out the switch
[19:33:18] <JymmmEMC> Ok, what's wrong in this picture, ROTF
http://www.k2cnc.com/DuportalPro343Access/images/cnc%20machine.jpg
[19:33:19] <cradek> if you do your math I bet you'll see it's an acceptable speed
[19:33:24] <lerneaen_hydra> yeah, I'm planning to have 10mm of travel or so
[19:33:40] <lerneaen_hydra> 400mm/min isn't that bad for probing
[19:33:44] <lerneaen_hydra> what's your input_scale?
[19:33:53] <cradek> 6400 I think
[19:33:57] <lerneaen_hydra> O_O
[19:34:06] <cradek> 6400/inch
[19:34:06] <lerneaen_hydra> ok, I'm golden
[19:34:12] <lerneaen_hydra> oh, inches
[19:34:33] <lerneaen_hydra> NASA can't have had it easy...
[19:34:36] <alex_joni> haha
[19:34:41] <alex_joni> units again
[19:34:45] <lerneaen_hydra> yeah :/
[19:34:54] <lerneaen_hydra> flamefest :D
[19:35:40] <cradek> wait for Z it's 8000
[19:35:59] <lerneaen_hydra> with my machine I get f23, for an accuracy of about 0.01mm
[19:36:15] <lerneaen_hydra> or f 600 in real units :p
[19:36:31] <cradek> % units inch/8000msec inches/min
[19:36:34] <cradek> * 7.5
[19:36:49] <cradek> so at f15 I'm polling the probe at every full step
[19:37:08] <lerneaen_hydra> I take if you probe faster then you'll loose some spatial resolution?
[19:37:13] <cradek> lose, yes
[19:37:17] <lerneaen_hydra> but nothing catastrophic
[19:37:27] <cradek> no you'll just not read the probe at every step
[19:37:35] <lerneaen_hydra> right
[19:37:35] <cradek> a msec really goes by pretty fast
[19:37:50] <cradek> actually I bet my servo cycle is .5 msec
[19:38:15] <cradek> which would explain the f15
[19:38:22] <lerneaen_hydra> ah, ok
[19:38:26] <lerneaen_hydra> that sounds more reasonable
[19:39:26] <cradek> at first I had written "probe fast, back off a bit, probe slowly" and then used that number - but when I did the math it was being polled plenty fast to not need that
[19:40:10] <lerneaen_hydra> oh, btw, I got some strange behavior when running EMC today, first I got nasty latency when jogging with the KB, about 500msec, then an "unexpected RT error", and after that some nasty latency again
[19:40:11] <cradek> I could probe at f30 which is near my full speed and still get a poll at every full step (1/4000 inch)
[19:40:17] <lerneaen_hydra> oh, nice!
[19:40:31] <cradek> and 1/4000 inch is clearly better than the switch anyway
[19:40:44] <lerneaen_hydra> my base period was 30k, and the max latency I had seen on the latency test was 17k
[19:40:50] <cradek> lerneaen_hydra: ouch...
[19:40:58] <cradek> must be some rare event that nukes it
[19:41:09] <lerneaen_hydra> I'm thinking it might have been the screensaver that started, which happened to be an opengl one?
[19:41:11] <skunkworks> lerneaen_hydra: did you have a keychain drive plugged into the usb port?
[19:41:16] <lerneaen_hydra> skunkworks: nope
[19:41:25] <cradek> could be. I have my screensaver set to blank only
[19:41:39] <lerneaen_hydra> after a restart of EMC the KB latency dissapeared
[19:41:46] <cradek> and only after some hours
[19:42:00] <lerneaen_hydra> right, should probably do that myself
[19:42:01] <skunkworks> My portable will do that.. The only thing that seems to cough up the rt.
[19:45:18] <skunkworks> I can move screens around all day long.. but the second a screen saver fades in - I can watch the overruns start counting up.. Hence why I don't have a screen saver set.
[19:45:37] <cradek> too bad about modern hardware
[19:45:35] <alex_joni> I've seen that before too
[19:45:45] <alex_joni> too bad about euristics
[19:45:57] <alex_joni> and empiric design techniques
[19:46:34] <cradek> argh how can it only be wednesday
[19:46:39] <cradek> good grief
[19:46:45] <skunkworks> long week?
[19:46:52] <cradek> yeah big time
[19:47:41] <JymmmEMC> SWPadnos: This is the best pic I've found so far... I have the nema34 plate for Y-axis, still trying to find a better shot of the rear for the X axis.
http://www.k2cnc.com/DuportalPro343Access/images/CNC-Routers-Aluminum%20Tabletop-KG-3925%202.jpg
[19:47:49] <alex_joni> cradek: tell me about it..
[19:48:08] <alex_joni> * alex_joni needs to prepare some financial report this week :/
[19:49:11] <JymmmEMC> alex_joni: Balance sheet: debit $100,000,000, credit: -$100,000,000,000,000 then a goatse pic
[19:49:32] <alex_joni> JymmmEMC: somehow I suspect officials won't think that's funny
[19:49:49] <JymmmEMC> alex_joni: Tell em to get a thinker skin.
[19:50:51] <alex_joni> JymmmEMC: EU officials in brussels
[19:50:51] <JymmmEMC> Did you guys look at the previous pic? Can you see anything wrong with it? (grin)
[19:51:14] <JymmmEMC> alex_joni: Oh, the feds... I thought you meant for the board
[19:51:23] <alex_joni> what board?
[19:51:40] <JymmmEMC> alex_joni: corporate board of directors, ceo, cfo, etc
[19:51:47] <maddash> hm, where do I upload a 11M tgz ?
[19:51:55] <alex_joni> JymmmEMC: our company is 15 people :P
[19:52:17] <JymmmEMC> alex_joni: Ok, so the janitor is also the VP of marketing.
[19:52:27] <JymmmEMC> maddash: zshare.net
[19:52:47] <JymmmEMC> Ok, what's wrong in this picture, ROTF
http://www.k2cnc.com/DuportalPro343Access/images/cnc%20machine.jpg
[19:53:22] <maddash> it's running Mach
[19:53:33] <JymmmEMC> maddash: keep looking =)
[19:54:02] <archivist> cant get at it
[19:54:29] <JymmmEMC> Notice the plexiglass door on the right.
[19:54:54] <lerneaen_hydra> the screen is inside and not protected?
[19:55:07] <lerneaen_hydra> err, some type of on/off button too
[19:55:08] <JymmmEMC> That's #1, keep looking
[19:55:14] <JymmmEMC> that's 2
[19:55:21] <JymmmEMC> lower and to the right
[19:55:29] <lerneaen_hydra> tools on the inside too
[19:55:34] <JymmmEMC> that's 3
[19:55:39] <JymmmEMC> right side
[19:55:41] <cradek> nice place for the outlet
[19:55:51] <cradek> and start/stop buttons on the left
[19:55:52] <JymmmEMC> AND WE HAVE A WINNER!!!!
[19:56:04] <cradek> I assume it's a wood router though
[19:56:10] <JymmmEMC> the outlet facing up where all the chips will fall in
[19:56:26] <maddash> oh, that's an outlet?
[19:56:38] <JymmmEMC> the white thing is
[19:56:45] <maddash> I thought it was a baby canadian goose or something
[19:56:50] <JymmmEMC> lol
[19:57:08] <maddash> http://www.zshare.net/download/2847414a9f74e2/ <--- the inexplicable cnc noise. [sigh].
[19:57:18] <JymmmEMC> maddash: you're a baby canadian goose!
[19:57:25] <archivist> you have to climb over the kb to get the work in/out
[19:58:04] <JymmmEMC> archivist: that too.... but I love the outlet facing up, and all the sawdust you have to clean out from the LCD vents
[19:58:23] <maddash> JymmmEMC: looks like the guy needs to update his XP
[19:59:07] <lerneaen_hydra> start stop to the left?
[19:59:13] <archivist> I assume the guy has a wife no swarf in the house rule to abide by
[19:59:16] <lerneaen_hydra> what's that matter?
[19:59:22] <JymmmEMC> maddash: No, that's just some root kit asking to be updated, so some 13yo in mexico can kax0r his machine
[19:59:39] <JymmmEMC> archivist: theres a plexiglass door on the right
[19:59:59] <archivist> thats a front door
[20:00:07] <lerneaen_hydra> two doors apparently
[20:00:10] <lerneaen_hydra> one to the left too
[20:00:16] <archivist> sides are fixed
[20:00:19] <JymmmEMC> ah, didn't see the one on the left
[20:00:29] <lerneaen_hydra> what's so important about the buttons to the left?
[20:01:14] <JymmmEMC> ???
[20:01:33] <lerneaen_hydra> "and start/stop buttons on the left"
[20:01:37] <lerneaen_hydra> why's that the worst thing?
[20:01:39] <cradek> whatever they are, they're behind the door, which seems dumb
[20:01:46] <lerneaen_hydra> oh, those ones
[20:01:49] <lerneaen_hydra> yeah, not good
[20:02:20] <maddash> hm, maybe i should've compressed my recordings into mp3s instead of leaving them as wavs
[20:02:22] <JymmmEMC> and why in the hell would you place the door on the narrow side of the machine
[20:02:37] <cradek> yeah it looks really hard to get to
[20:02:37] <lerneaen_hydra> stupid people
[20:02:41] <maddash> JymmmEMC: it's cozier
[20:02:43] <archivist> coz he is dumb
[20:02:50] <cradek> looks like a lot of work, but not a great setup.
[20:02:54] <lerneaen_hydra> the best thing would be if the walls+roof are lifted off, upwards
[20:03:09] <lerneaen_hydra> totally unobstructed
[20:03:16] <JymmmEMC> lot of work and money, but lousy design.
[20:03:38] <JymmmEMC> hell while my enclosure looks funky, at least it's layed out well.
[20:03:53] <skunkworks> boy - tough crowd ;)
[20:04:51] <cradek> that's some seriously low acceleration
[20:04:56] <cradek> in the audio I mean
[20:05:06] <JymmmEMC> skunkworks: I'm (overly) safety first... an outlet at the bottom facing upward where lil chips can fall in is a HUGE fire hazard.
[20:05:32] <maddash> cradek: you can hear the movements above the whirring of the 40-year-old power supply, right?
[20:05:45] <cradek> sort of
[20:05:52] <maddash> cradek: the accel's at 1.2 inch/sec^2
[20:06:03] <lerneaen_hydra> O_O
[20:06:03] <cradek> why so low?
[20:06:06] <lerneaen_hydra> that's insane slow
[20:06:16] <lerneaen_hydra> how heavy are your axes?
[20:06:43] <cradek> wow, g0x0y0z0 sounds bad. is it stalling?
[20:06:51] <JymmmEMC> http://farm1.static.flickr.com/149/424362153_e80fc2eb16.jpg
[20:07:03] <cradek> I bet your power supply is WAY undersized
[20:07:04] <maddash> dernos. standard bridgeport series 1. just followed the boss maintenance manual guidelines.
[20:07:05] <lerneaen_hydra> JymmmEMC: is that... mesh?
[20:07:13] <JymmmEMC> lerneaen_hydra: on mine?
[20:07:14] <maddash> cradek: it's stalling, right? not something else?
[20:07:26] <cradek> uh I'm asking
[20:07:27] <lerneaen_hydra> JymmmEMC: on the last link you posted
[20:07:34] <cradek> does it move shorter than the right distance?
[20:08:03] <cradek> got a scope? monitor your power supply rail - I bet it goes to hell when all the axes are moving
[20:08:43] <cradek> try setting the accel to 10 or 15 and see if it works better
[20:08:59] <lerneaen_hydra> * lerneaen_hydra shudders
[20:08:58] <maddash> hm, if it is stalling, I should be able to see the stepper shaft stop moving, right?
[20:09:00] <JymmmEMC> lerneaen_hydra: that's my enclosure. I used clear viynal because it was cheap, but because vynal has a tendancy for static build up, I use skinned it first with aluminum screen that is earth grounded ti disapate any ESD.
[20:09:09] <lerneaen_hydra> ah, ok
[20:09:17] <lerneaen_hydra> so not just mesh as protection
[20:09:20] <cradek> maddash: yeah it'll stop turning
[20:09:23] <lerneaen_hydra> wood or metals too?
[20:09:45] <JymmmEMC> lerneaen_hydra: No, not for protecting againest fly debre.
[20:09:56] <cradek> and the axis won't move - it should be very obvious
[20:09:59] <lerneaen_hydra> anyone had any experience where the steppers can loose just a couple steps, and not stop completely?
[20:10:00] <JymmmEMC> lerneaen_hydra: woods and plastics only
[20:10:05] <lerneaen_hydra> oh ok
[20:10:08] <cradek> lerneaen_hydra: no
[20:10:14] <JymmmEMC> lerneaen_hydra: yes
[20:10:14] <cradek> lerneaen_hydra: ***lose***
[20:10:26] <alex_joni> lol @ cradek
[20:10:32] <cradek> * cradek shivers
[20:10:33] <JymmmEMC> lerneaen_hydra: tiny stall, maybe 1/8 to 1/4" then keep going
[20:10:43] <lerneaen_hydra> * lerneaen_hydra rereads text
[20:10:46] <lerneaen_hydra> * lerneaen_hydra shudder
[20:10:48] <lerneaen_hydra> *s
[20:10:49] <skunkworks> :) I like it when it isn't me..
[20:10:52] <lerneaen_hydra> that was.. nasty
[20:11:00] <maddash> :( my dad's going to kill me when he gets back...
[20:11:22] <JymmmEMC> maddash: Just plan your funeral now
[20:11:22] <lerneaen_hydra> JymmmEMC: was there decel there or fullspeed all the way?
[20:11:26] <archivist> you milled the table?
[20:11:28] <lerneaen_hydra> maddash: not your mill?
[20:11:50] <JymmmEMC> lerneaen_hydra: full speed cut...
[20:12:00] <lerneaen_hydra> hmm, scary
[20:12:06] <maddash> brb -- trying cradek's suggestions...
[20:12:32] <cradek> JymmmEMC: that was on a 1/8 to 1/4" move I bet
[20:12:42] <cradek> 1/4 is not "a couple" steps
[20:12:52] <JymmmEMC> SWPadnos: Here we go.... X axis nema34
http://www.k2cnc.com/DuportalPro343Access/images/CNC-Routers-KG-3925%205-Backview.jpg
[20:12:59] <cradek> once steppers stall, they don't start again until you accelerate them nicely
[20:13:01] <lerneaen_hydra> it must have decelerated and started from vel=0, right?
[20:13:06] <cradek> yes surely so
[20:13:14] <lerneaen_hydra> phew
[20:13:27] <JymmmEMC> cradek: it was on a whole 14" cut
[20:13:37] <JymmmEMC> but stalled near the end
[20:13:45] <archivist> cradek have seen steps lost during resonance
[20:13:56] <cradek> ok, I can only speak about my experience :-)
[20:13:58] <cradek> ymmv
[20:15:00] <JymmmEMC> cradek: when I've had issues like that, I don't bother to diagnose it... I walk away, pull the plug, and grba the bottle of brandy.
[20:15:22] <cradek> I prefer to systematically troubleshoot and solve the problem...
[20:15:56] <JymmmEMC> Well, when you've had as many issues as I have, you might think otherwise.
[20:17:41] <skunkworks> * skunkworks looks around for robin ;)
[20:17:50] <JymmmEMC> cradek: Note the HD fsck-up
http://farm2.static.flickr.com/1213/863197056_71deace0d0_b.jpg iirc that was attempt #5
[20:18:34] <skunkworks> that ball screw looks nasty
[20:18:51] <JymmmEMC> skunkworks: it's full of greas
[20:18:52] <JymmmEMC> e
[20:19:11] <cradek> what keeps this machine flat? it's not attached to anything
[20:19:36] <JymmmEMC> It's heavy
[20:19:55] <lerneaen_hydra> :D
[20:20:10] <JymmmEMC> or am I missing somethign in the question
[20:20:25] <skunkworks> what kind of owrk area? 2'X3'?
[20:20:27] <cradek> no, I don't think you are
[20:20:57] <JymmmEMC> skunkworks: 24" x 24" x 5.5", but I can extended the clearnce of Z to 9"
[20:20:58] <lerneaen_hydra> cradek: how many rpms was the spindle on the mazak doing when threading?
[20:21:09] <lerneaen_hydra> slow, scary fast, or blindingly fast?
[20:21:28] <skunkworks> fast enough..
[20:22:22] <cradek> lerneaen_hydra: 300 I think?
[20:22:30] <skunkworks> see to rembeber the a 300rpm number..
[20:22:41] <skunkworks> remember
[20:22:52] <cradek> must be right if we both remember it
[20:22:59] <cradek> it was pretty conservative
[20:23:03] <cradek> the faster you go, the longer it takes to reverse
[20:23:16] <skunkworks> bbl
[20:23:37] <JymmmEMC> cradek: FYI... the feet can be bolted into the table if ever needed as well.
[20:24:11] <cradek> JymmmEMC: couldn't hurt to make sure it is flat (very flat) and bolt it down
[20:24:57] <JymmmEMC> cradek: Not being a smartass, but how would you define "flat"? Yo mean the table top level? or something else?
[20:25:22] <cradek> yes the machine should end up very flat and parallel
[20:25:36] <cradek> and you should measure the diagonals carefully to make sure it's a square
[20:25:53] <JymmmEMC> cradek: it woudn't do any good, there is no adjustment
[20:26:03] <cradek> sure there is, you push on it :-)
[20:26:11] <cradek> it doesn't look very ... stout
[20:26:15] <maddash> cradek: my original accel was 1.0 for all axes. I couldn't see the shaft stop turning, so this might not be a stalling issue. setting the acceleration to 10.0 reduced the noise a bit and spread the noise evenly across the entire span of each g0x0y0z0 move.
[20:26:29] <JymmmEMC> cradek: it's aluminum
[20:26:41] <maddash> a scope's probably my best chance at fixing this.
[20:26:41] <cradek> maddash: I bet you have a serious power supply sag
[20:26:43] <JymmmEMC> cradek: (but I hear what you're saying)
[20:26:43] <cradek> right
[20:27:05] <maddash> cradek: i hope to God that it's my power supply and not the leadscrews (or worse) getting ground to death
[20:27:05] <lerneaen_hydra> maddash: what psu do you have now?
[20:27:08] <JymmmEMC> cradek: sag? as in brown out?
[20:27:08] <lerneaen_hydra> whci driver?
[20:27:12] <lerneaen_hydra> *what
[20:27:23] <lerneaen_hydra> can you lower the current to the steppers?
[20:27:34] <cradek> maddash: leadscrews don't get worse if another axis is moving -- power supply does
[20:27:47] <JymmmEMC> maddash: got pic of PS ?
[20:28:41] <maddash> JymmmEMC: yes to photographic memory. no to camera.
[20:29:10] <JymmmEMC> maddash: you dont have a digital camera (hides head in shame)
[20:30:21] <maddash> "Bridgeport Textron -- 208V, 3 Phase, 60 kHz, Full load current: 13 Amps, Rating of the largest motor: 6.4 Amps"
[20:30:51] <cradek> have all 3 phases? caps good?
[20:30:57] <cradek> all 6 diodes good?
[20:31:13] <lerneaen_hydra> maddash: O_o weren't you running steppers?
[20:31:22] <JymmmEMC> cradek: There are a LOT of things on my machine/their designs that me NOT being a designer would change. Ability to make adjustments or more rigidity being one (just so you dont have to question those items).
[20:31:25] <cradek> lerneaen_hydra: they're big steppers
[20:31:25] <maddash> lerneaen_hydra: i still am, why?
[20:31:33] <lerneaen_hydra> that voltage seems a bit high
[20:31:38] <lerneaen_hydra> oh, really big?
[20:31:55] <cradek> that's the input!
[20:32:11] <cradek> I wonder what the output is, I bet less than 100
[20:32:16] <lerneaen_hydra> wtf, 208V? how do you get that?
[20:32:23] <lerneaen_hydra> oh, 3 phase in the US
[20:32:23] <cradek> uhh
[20:32:28] <cradek> * cradek looks around for an electrician
[20:32:31] <lerneaen_hydra> its 380V here :p
[20:32:54] <cradek> we live in low-volt land over here
[20:33:14] <lerneaen_hydra> really thick power cables
[20:33:26] <JymmmEMC> Might be a lot less idiots in the world if we went from 110, to 220 =)
[20:33:43] <anonimasu> I doubt it :)
[20:33:54] <JymmmEMC> at least it's worth a try =)
[20:34:03] <cradek> Results 1 - 10 of about 90,500 for 208V 3-phase
[20:34:10] <cradek> must be at least somewhat common
[20:34:19] <lerneaen_hydra> cradek: who are you talking to?
[20:34:34] <cradek> dogbert
[20:34:45] <alex_joni> lerneaen_hydra: it's 400V actually
[20:34:49] <JymmmEMC> cradek: you're talking to dogbert?
[20:34:59] <lerneaen_hydra> alex_joni: well, it depends on 220/225/230V
[20:35:04] <cradek> yes
[20:35:08] <anonimasu> 227 000 for 380v
[20:35:16] <cradek> "For example, if the voltage between the power conductors of any two phases of a three wire system is 208v, then the voltage from any phase conductor to ground will be 120v."
[20:35:29] <lerneaen_hydra> yeah, I've done 3 phase electrics
[20:35:31] <cradek> so that's how you get it (I guess) - it's what you get with 3 phases of 120 instead of 2
[20:35:41] <maddash> the odd thing here is that g0z0x0 and g0z0y0 both work sorta fine
[20:35:42] <lerneaen_hydra> just not used to 120vac systems
[20:36:00] <anonimasu> maddash: what's odd about it?
[20:35:58] <lerneaen_hydra> maddash: are your X and Y motors larger than z?
[20:36:03] <alex_joni> maddash: then it's surely the PSU
[20:36:04] <cradek> maddash: you have no scope?
[20:36:18] <anonimasu> oh ok
[20:36:30] <alex_joni> anonimasu: not enough power
[20:36:32] <cradek> maddash: try putting a low wattage light bulb on the PS and watch it
[20:37:03] <cradek> or an analog voltmeter (digital suck for this kind of thing)
[20:37:10] <alex_joni> that's a good idea
[20:37:23] <anonimasu> alex_joni: yep
[20:37:22] <alex_joni> maybe a digital with min/max
[20:37:27] <lerneaen_hydra> cradek: graph a cos(x) and a cos(x+120), see how the difference between the two is larger than from one of them to x=0? (*yes in reality you do an average over time)
[20:37:32] <alex_joni> or a true RMS one
[20:37:40] <cradek> you need something that averages a bit, light bulbs do that :-)
[20:38:16] <ds2> lightbulbs are wonder things but use them now before they get banned!
[20:38:46] <cradek> just bought a new 300W bulb for the barn/garage - wonder how long they'll be available
[20:38:58] <alex_joni> I have a 500W one
[20:39:02] <cradek> if you have only one bulb, you get a big one!
[20:39:21] <alex_joni> and a 1000W for street lightning ;)
[20:39:23] <JymmmEMC> cradek: tried any of the fl spots yet?
[20:39:28] <cradek> alex_joni: I have seen 10,000 (or was it 100,000?)
[20:39:29] <ds2> actually, what does a 440V 3PH circuit really mean... that is, from where to where do you get 440V?
[20:39:36] <alex_joni> cradek: bet that was halogen
[20:39:41] <cradek> nope
[20:39:46] <cradek> it was old
[20:39:46] <alex_joni> a regular?
[20:39:50] <anonimasu> ds2: that means that you have 3 phases, and in total 440v
[20:39:53] <cradek> yes it was as big as me
[20:39:55] <alex_joni> 100.000W is insane
[20:40:07] <cradek> "filament" as big around as my finger
[20:40:09] <alex_joni> * alex_joni thinks about 98% heat
[20:40:19] <anonimasu> :)
[20:40:20] <lerneaen_hydra> where do you have 250VAC phase-neutral?
[20:40:24] <ds2> anonimasu: the 3PH part is pretty clear... it is the meaning of the 440V
[20:40:34] <maddash> cradek: good call on the light bulb
[20:40:40] <anonimasu> ds2: that's that you have 440v in total..
[20:40:47] <cradek> maddash: you did it already?
[20:40:52] <JymmmEMC> I use to work with 96" long Uv bulbs that were 600W/in
[20:40:57] <lerneaen_hydra> anonimasu: what do you mean in total?
[20:41:13] <ds2> or does it mean if I were to find some suitable power resistors and connect each phase to one side and the other end to ground then measure the temperature it would be the same as if I took the same 3 resistors and connected them to a 440V DC source?
[20:41:13] <anonimasu> http://cgi.ebay.com/DTY-10-000W-120V-GE-HALOGEN-LIGHT-BULBS-NIB_W0QQitemZ3849523607QQihZ013QQcategoryZ3860QQcmdZViewItem
[20:41:17] <alex_joni> cradek: was it on?
[20:41:21] <maddash> cradek: no, waiting for someone else to. I'm too scared of getting zapped.
[20:41:25] <cradek> alex_joni: no!
[20:41:30] <alex_joni> cradek: good :D
[20:41:43] <alex_joni> guess you need welder glasses to look at that
[20:41:46] <maddash> this is looking more and more like a PSU problem, since I just discovered that the Z-axis is indeed smaller than the X-and Y-axes
[20:41:48] <JymmmEMC> When the blower that was cooling the bulbs fubar'ed, you'ld see the molten aluminum reflector =)
[20:41:48] <cradek> ok judging from the ebay sale, it was definitely 100,000
[20:41:54] <ds2> anomimasu: 440V relative to what? since the 3PH can be presented in 2 different way (Y vs delta)
[20:42:29] <anonimasu> ds2: I have no clue, ask your local electrician..
[20:42:31] <anonimasu> I guess
[20:42:44] <alex_joni> cradek: wow
[20:42:51] <alex_joni> what was it for? lighthouse?
[20:42:52] <ds2> Hmmmm
[20:42:59] <JymmmEMC> alex_joni: frig
[20:43:02] <cradek> alex_joni: I wish I could remember, I saw it in a museum
[20:43:10] <anonimasu> http://en.wikipedia.org/wiki/Three-phase
[20:43:10] <alex_joni> JymmmEMC: fridge?
[20:43:18] <cradek> alex_joni: it was 6' tall/long
[20:43:31] <JymmmEMC> alex_joni: Yeah, open the door the light turns on
[20:43:51] <alex_joni> big fridge
[20:44:03] <maddash> cradek: is a scope crucial? a multimeter ought to do it, right?
[20:44:06] <JymmmEMC> alex_joni: instant defrost =)
[20:44:27] <alex_joni> tidal wave?
[20:44:35] <JymmmEMC> tsuami
[20:44:35] <cradek> maddash: meter will give you some idea, but digitals work badly for changing/noisy voltages
[20:44:45] <alex_joni> maddash: if it bounces around a meter will miss that
[20:44:53] <cradek> an analog meter would be the best basic tool to try first
[20:45:13] <maddash> * maddash runs off to try
[20:45:18] <cradek> be careful
[20:45:38] <JymmmEMC> maddash: one hand in pocket at all times
[20:46:00] <cradek> JymmmEMC: knowing how to use chopsticks is nice for testing voltages with one hand
[20:46:26] <maddash> * maddash is thankful for his Asian upbringing
[20:46:30] <JymmmEMC> cradek: Heh, yep. I hate working near flyback xmfr's
[20:46:37] <alex_joni> * alex_joni learned a very basic thing
[20:46:50] <alex_joni> never ever use a antistatic wristwrap when working on industrial stuff
[20:47:02] <anonimasu> I learned from the toaster to be careful.
[20:47:13] <JymmmEMC> alex_joni: it SHOULD have been thru a 1M ohm resistor
[20:47:44] <alex_joni> I think it was
[20:48:38] <JymmmEMC> alex_joni: Hmmm, I still hate being attached to earth (even thru a 1M) when I'm near open power. chips can be replaced =)
[20:49:02] <anonimasu> JymmmEMC: some chips cant :)
[20:49:12] <anonimasu> think sattelite ;)
[20:49:24] <anonimasu> err satelite or however you spell it..
[20:49:36] <maddash> satellite
[20:49:38] <JymmmEMC> anonimasu: I wouldn't care... they built it once, they can do it again. Life's can't eb replaced.
[20:49:48] <maddash> and it's a psu problem (whoopee)
[20:50:09] <JymmmEMC> * JymmmEMC cnacels the ablunace to maddash house
[20:50:47] <lerneaen_hydra> JymmmEMC: sure lives can, and it's fun too! ;)
[21:01:42] <alex_joni> * alex_joni heads to bed
[21:01:46] <alex_joni> good night all
[21:01:51] <lerneaen_hydra> 'night
[21:02:11] <maddash> * maddash tracks down alex_joni's timezone
[21:02:33] <archivist> eu
[21:03:18] <alex_joni> maddash: GMT + 2 + EEST
[21:03:29] <alex_joni> = GMT + 3
[21:03:42] <alex_joni> 00:01 * maddash tracks down alex_joni's timezone
[21:11:21] <ds2> a 1KVA 110:220 transformer is not that expensive
[21:14:58] <robin_sz> meep?
[21:17:38] <bill2or3> Zoom
[21:30:50] <Ziegler> JymmmEMC: you get my email?
[21:39:22] <Ziegler> JymmmEMC: I put a small spreadsheet together to help you keep the calcs straight.
[21:40:10] <archivist> make that into a web page
[21:41:37] <Ziegler> ok
[21:41:56] <Ziegler> give me about an hour...
[21:42:05] <archivist> just an idea
[21:42:20] <archivist> Im off home now
[21:44:31] <Ziegler> bah... its all imperial units... people will complain
[21:44:55] <Ziegler> not sure if I am in the mood to make it "universal"
[21:46:40] <SWPadnos> post the spreadsheet on the wiki (if it's small enough), and someone will modify it if necessary
[21:46:59] <Ziegler> Yeah... might be nice to get it modified before I PHP it
[21:47:06] <Ziegler> ods format?
[21:47:24] <SWPadnos> just stick it on the wiki - no worries about PHP
[21:47:26] <SWPadnos> ods should be fine
[21:48:08] <Ziegler> got a link to shoot me to the appropriate place? php it... I meant for making a web tool... enter value instant results
[21:48:17] <SWPadnos> ah
[21:48:48] <SWPadnos> well, the easiest way would be to add a scale factor (or a selector between 1.0 and 25.4), and multiply that in wherever needed
[21:49:15] <SWPadnos> the wiki modifications instructions are her:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?BasicSteps
[21:49:19] <SWPadnos> here
[21:50:57] <Ziegler> OO is killing my machine... one second
[21:51:03] <SWPadnos> heh
[21:54:24] <Ziegler> alright... im a bit of a wiki dullard...
[21:54:32] <Ziegler> where can I post this file
[21:55:22] <maddash> damn, I just disconnected EMC and reconnected the old BOSS to my Bridgeport and issued a g0x0y0 -- it ran fine, without stalls.
[21:55:30] <maddash> wtf???
[21:57:00] <SWPadnos> same drives?
[21:58:01] <maddash> same everything, except for connector K6 (just a small connector I used to inject signals from the parport
[21:58:35] <Ziegler> The wiki link to your file is:
[21:58:35] <Ziegler> upload:stepper_calc.ods
[21:59:25] <lerneaen_hydra> maddash: O_o you must have displeased the gods or something
[22:00:00] <lerneaen_hydra> BOSS, is that some preexisting controller system?
[22:00:16] <JymmmEMC> Ziegler: Yes, and replied too =)
[22:00:18] <SWPadnos> some later Bridgeport controllers were called BOSS
[22:00:57] <SWPadnos> Ziegler, what is the spreadsheet for?
[22:01:29] <Ziegler> I just uploaded it to the wiki... now to figure out how to get you a link to it
[22:01:52] <SWPadnos> create a new wiki page, and enter in the URL you just got
[22:01:53] <lerneaen_hydra> maddash: have you tested a few different speeds?
[22:02:01] <Ziegler> cant figgure out the new page
[22:02:23] <maddash> lerneaen_hydra: Birdport Operating Sys S/w
[22:02:36] <maddash> lerneaen_hydra: different max vel from EMC, you mean?
[22:02:41] <lerneaen_hydra> yeah
[22:02:41] <SWPadnos> Ziegler, do you want to describe the spreadsheet?
[22:02:47] <lerneaen_hydra> so it's not a resonance thing
[22:02:58] <lerneaen_hydra> you got microstepping on your drivers?
[22:03:00] <Ziegler> I can...
[22:03:17] <SWPadnos> Ziegler, you could add to the main page, in the "Configuring EMC2" section
[22:03:22] <maddash> lerneaen_hydra: the drivers are from the 60's -- i don't think they even heard of microstepping
[22:03:30] <lerneaen_hydra> oh, right
[22:03:44] <lerneaen_hydra> does EMC drive the steppers faster than the BOSS system?
[22:03:44] <SWPadnos> jus add another bullet point "MechanicalSpreadsheet" or similar
[22:04:09] <SWPadnos> it will become a link (or it'll have a question mark next to it which is a link)
[22:04:22] <SWPadnos> clicking on that link will bring you to a new page that you can edit
[22:08:54] <Ziegler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Mechanical_Spreadsheet
[22:10:09] <Ziegler> never got an email from you JymmmEMC... but you can download the file from the link above.
[22:11:31] <maddash> lerneaen_hydra: I hope.
[22:11:47] <maddash> * maddash runs off to try a lower speed setting
[22:11:51] <lerneaen_hydra> maddash: could be that theres a resonance just above the BOSS speed
[22:12:27] <SWPadnos> or it could be that the BOSS has lower jitter in interrupt response time
[22:12:40] <SWPadnos> and therefore step generation
[22:12:45] <lerneaen_hydra> yeah
[22:12:58] <Ziegler> oops... how do I replace the file?
[22:13:03] <lerneaen_hydra> or that the stepper drives don't like being driven faster than the BOSS could
[22:13:10] <lerneaen_hydra> so they throw a hissy fit
[22:13:43] <Ziegler> brb... dinner
[22:19:57] <SWPadnos> hmmm. I wonder if it should be considered a bug that you can overwrite uploads without any confirmation or history?
[22:20:06] <SWPadnos> at least, I think there's no history
[22:21:31] <SWPadnos> Ziegler, there was an error in the steps/minute calculation, which propagated to the steps/second calc as well
[22:21:59] <SWPadnos> you didn't multiply the number of steps by the microstepping number. I fixed it already, and changed the step division comment to indicate "Micro-steps
[22:21:59] <SWPadnos> ""
[22:24:14] <toast> the worst part about really researching and studying machining and metrology
[22:24:20] <toast> is knowing exactly how bad you are sucking
[22:24:22] <toast> at your job
[22:24:43] <bill2or3> you're fine, as long as nobody else finds out.
[22:27:47] <ds2> metrology is a good example of the statement - ignorance is bliss
[22:33:35] <Ziegler> SWPadnos: does that mean you fixed it ?
[22:33:41] <SWPadnos> yes
[22:33:45] <Ziegler> thanks
[22:33:58] <SWPadnos> sure. thanks for doing it in the first place
[22:34:18] <SWPadnos> of course, I didn't check the actual torque calculation :)
[22:34:24] <Ziegler> real basic... but all the stuff we have been talking to JymmmEMC about
[22:34:29] <SWPadnos> yep
[22:34:51] <Ziegler> I got out my mechanical books this morning, and simplified an equation
[22:34:57] <SWPadnos> great
[22:35:02] <Ziegler> might double check me
[22:35:07] <SWPadnos> oh
[22:35:12] <Ziegler> (been awhile since I dusted them off)
[22:35:35] <Ziegler> Torque = Force x 2 pi x pitch
[22:36:05] <Ziegler> Torque = (Force x 2 pi x pitch) / efficiency
[22:36:11] <SWPadnos> looks OK to me
[22:36:28] <Ziegler> thanks
[22:36:41] <SWPadnos> force (converted to ounces) / 2*pi*net turns ratio/ efficiency
[22:37:12] <Ziegler> ya
[22:37:46] <Ziegler> what did I screw up on the steps / min ?
[22:37:56] <Ziegler> still trying to clear my cache to re-downlaod it
[22:38:04] <SWPadnos> forgot to multiply by microstepping factor
[22:38:31] <SWPadnos> I noticed that the spte frequency was 4000 for 120 IPM at 10000 steps/inch, and knew that was wrong
[22:38:38] <SWPadnos> s/spte/step/
[22:38:45] <Ziegler> "Full Step"
[22:38:53] <SWPadnos> heh
[22:39:16] <SWPadnos> ok, you're right, I was looking at it as the output frequency EMC needed to generate
[22:39:17] <Ziegler> Most sheets I have seen list "Full Step" per minute charts
[22:39:39] <SWPadnos> ok. both should be useful - I'll change that back and add more results
[22:39:40] <Ziegler> torque charts
[22:39:47] <Ziegler> sounds good to me
[22:40:30] <Ziegler> also
[22:40:36] <Ziegler> I has "pulse per second"
[22:40:50] <SWPadnos> yep
[22:40:50] <Ziegler> so that was already in the shee
[22:41:38] <SWPadnos> I could add a "rapid speed" input as well
[22:42:10] <toast> can has torqueburger?
[22:43:58] <Ziegler> pulse per second should be =E5*E7*E12*(360/E11)
[22:44:09] <Ziegler> oops
[22:44:13] <Ziegler> divide by 60
[22:44:31] <Ziegler> wait is that right?
[22:44:40] <SWPadnos> and multiply/divide by E10/F10
[22:45:25] <Ziegler> right
[22:46:16] <Ziegler> =E5*E7*E12*(E10/F10)*(360/E11)/60
[22:47:19] <Ziegler> Is Full Step per minute even usefull?
[22:47:27] <Ziegler> I know per second is
[22:47:35] <Ziegler> when looking at torque curves
[22:47:40] <SWPadnos> I don't think so, but what the heck
[22:47:47] <SWPadnos> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Mechanical_Spreadsheet
[22:47:53] <Ziegler> good point
[22:48:05] <SWPadnos> should have a screenshot now
[22:48:23] <Ziegler> looking...
[22:49:12] <Ziegler> cool!
[22:49:42] <Ziegler> Now... to figure out cutting force / pressure!
[22:49:49] <Ziegler> was attempting to read into it a bit today
[22:49:52] <SWPadnos> heh - that's left as an exercise for the reader ;)
[22:49:58] <Ziegler> reading about holding fixtures and the sort
[22:50:43] <Ziegler> it seems to me that 1000lbs should be more than enough for cutting wood and plastic and probable even aluminum.... but I still have no way to verify it
[22:50:43] <SWPadnos> I suspect you can back-calculate from the horsepower needed to remove material
[22:50:59] <toast> too inaccurate
[22:51:12] <Ziegler> hmm?
[22:51:18] <Ziegler> oh
[22:51:18] <Ziegler> right I see
[22:51:27] <toast> hp per cu in/min
[22:51:31] <Ziegler> we just need a ball park number
[22:51:40] <Ziegler> something reasonable
[22:51:41] <toast> right, and i'm saying you won't get a ballpark number
[22:52:01] <toast> you'll get something on this hemisphere
[22:52:05] <Ziegler> hehe
[22:52:06] <SWPadnos> close enough
[22:52:51] <SWPadnos> there are too many variables though - cutter material, coatings, coolant, lubricant, chip load ...
[22:53:30] <Ziegler> yup I was going to try to pick a reasonable combination, and stack on a factor of saftey
[22:53:50] <Ziegler> you can always take lighter cuts
[22:54:10] <SWPadnos> yeah - I didn't bother mentioning cut depth :)
[22:54:55] <Ziegler> another thing to look at is spindle power
[22:55:16] <robin_sz> Ziegler, 1000lbs? force?
[22:55:25] <Ziegler> you may get the machine to handle the forces... but if the spindle is a small dremel tool
[22:55:35] <Ziegler> whats the question?
[22:55:48] <robin_sz> you said:
[22:55:50] <Ziegler> (or accusation) ;-)
[22:55:55] <robin_sz> it seems to me that 1000lbs should be more than enough for cutting wood and plastic and probable even aluminum.... but I still have no way to verify it
[22:56:07] <Ziegler> yeah?
[22:56:15] <robin_sz> well, imagine a 6mm dia 50mm long cutter
[22:56:33] <Ziegler> force required to push a tool at 150ipm through 1" thick piece of plast
[22:56:41] <Ziegler> It was a guess for sure
[22:56:48] <robin_sz> you think it would take 1000lbs and not snap?
[22:57:01] <Ziegler> I am pretty sure it would snap
[22:57:02] <toast> depends on how fast one spins it
[22:57:08] <toast> it may melt before it snaps
[22:57:14] <SWPadnos> the question was whether 1000 pounds-force is enough for "normal" milling opewrations in those soft materials
[22:57:15] <robin_sz> ever pushed a router through plastic?
[22:57:38] <robin_sz> there is little force
[22:57:53] <Ziegler> aluminum?
[22:57:54] <SWPadnos> I can push a router through wood pretty easily - probably less than 50 pounds
[22:58:03] <robin_sz> 100lbs would be more than enough ...
[22:58:05] <SWPadnos> and that's with a 3/4" cutter
[22:58:09] <toast> you can't push a 6mm endmill through aluminum at 120 ipm
[22:58:09] <robin_sz> exactly
[22:58:12] <Ziegler> Well thats good to know then!
[22:58:14] <toast> too small
[22:58:22] <Ziegler> look what it does to the torque required on the stepper
[22:58:59] <robin_sz> a typical small mill with a couple of hundred lbs is well up to aluminium
[22:59:15] <toast> robin_sz: the idea is 120 ipm, as i recall?
[22:59:21] <robin_sz> yeah
[22:59:25] <Ziegler> Cool. Those are the "rules of thumb" I was trying to find
[22:59:38] <Ziegler> What about steel now?
[22:59:46] <Ziegler> 1/4" end mill
[22:59:48] <toast> not at 120 ipm
[22:59:51] <Ziegler> at 80 ipm
[22:59:54] <toast> uh
[22:59:53] <toast> you are high
[23:00:07] <robin_sz> need a very rigid mill for that
[23:00:11] <toast> very high
[23:00:26] <Ziegler> 30
[23:00:29] <toast> no
[23:00:36] <toast> on a router?
[23:00:41] <Ziegler> nooooo
[23:00:49] <Ziegler> only talking about moving a mill through the metal
[23:00:56] <toast> an infinitely rigid mill?
[23:01:01] <Ziegler> LOL
[23:01:01] <robin_sz> * robin_sz has seen a mill taking a 15mm pass out of steel at very high speed, lik 10m min
[23:01:02] <ds2> cutting steel at 120IPM?! WOW
[23:01:14] <toast> i've seen steel cut at 450 ipm
[23:01:16] <Ziegler> alright hold up
[23:01:27] <toast> but that's a specialized machine meant to do that
[23:01:27] <ds2> did the cutter survive?
[23:01:33] <robin_sz> exactly
[23:01:34] <toast> for a very long time, yes
[23:01:36] <Ziegler> 120 is JymmmEMC's magic number for whatever he is trying to do
[23:01:41] <toast> longer than carbide does at normal speeds
[23:02:00] <toast> 120 ipm in plasic, i thought
[23:02:02] <ds2> Hmmm
[23:02:03] <toast> was his requirement
[23:02:05] <robin_sz> Ziegler, oh you didn't say it was JymmmEMC 's thing .. that different
[23:02:30] <Ziegler> Im just trying to come up with a reasonable amount of cutting force at typical feed speeds for various materials
[23:02:38] <robin_sz> its not relevant
[23:02:49] <Ziegler> Plastic 120 ipm - 100 lbs of force
[23:02:53] <toast> 120 ipm in aluminum is "overcoming the limits of budget-priced machine building"
[23:03:16] <Ziegler> that number is not of concern
[23:03:22] <robin_sz> JymmmEMC 's machien wont ever do that, its nowhere near rigid enough
[23:03:38] <toast> i've not seen a feed motor bigger than 5 hp
[23:03:39] <Ziegler> now I am talking outside of JymmmEMC's machine
[23:03:47] <toast> in any machine except a planer
[23:04:08] <robin_sz> toast, seen this beavermill?
[23:04:16] <toast> linky?
[23:04:21] <Ziegler> if I have a 600 oz-in stepper... it reasonable for me to assume I can supply 500+ pounds of pusing force
[23:04:49] <toast> robin_sz: link to the beavermill?
[23:05:04] <robin_sz> whats 600 0z in in Nm?
[23:05:29] <toast> 67.79
[23:05:32] <toast> oops
[23:05:34] <toast> no
[23:05:43] <Ziegler> ergo... if trying to find some ball park numbers, or experience in what sort of forces are required to mill through XXX material at a reasonable speed
[23:05:59] <toast> google calc doesn't do in-oz
[23:06:16] <toast> a "reasonble" speed in aluminum is like, 20 ipm
[23:06:26] <robin_sz> thtas lo
[23:06:32] <toast> and i can do that by hand
[23:06:35] <Ziegler> http://www.google.com/search?q=convert+600%2F16+pound*inches+to+newton+meters&btnG=Search
[23:06:49] <Ziegler> 4.25 newton meter
[23:06:55] <toast> robin_sz: for a 1" endmill?
[23:07:10] <toast> on like, a home-sized machine?
[23:07:10] <robin_sz> toast, yeah, slow
[23:07:16] <Ziegler> 1/4"
[23:07:19] <robin_sz> 0.003" per tooth
[23:07:44] <toast> okay, then we can go to the other end of the spectrum and say 2000 ipm feeds
[23:07:47] <toast> are not sufficient
[23:07:51] <toast> because we're using 4" PCD tooling
[23:07:57] <toast> and an 80,000 rpm spindle
[23:08:09] <Ziegler> that sound like fun
[23:08:20] <robin_sz> most people use some sort of router head on a home router/miull
[23:08:22] <robin_sz> mill
[23:08:30] <robin_sz> most routers have a variable speed
[23:08:38] <toast> and .003 per tooth is not bad
[23:08:41] <robin_sz> most have a max of about 25,000
[23:08:43] <Ziegler> yeah.. Im looking for actual machine spindle for my next build
[23:08:52] <robin_sz> and a min of about 8,000 rpm
[23:09:07] <robin_sz> assuming you buy a single flute aluminium cutter
[23:09:19] <robin_sz> 8000 x .003 =?
[23:09:35] <Ziegler> 24
[23:09:46] <robin_sz> so, theres your answer
[23:09:57] <Ziegler> lbs?
[23:10:00] <robin_sz> a minimum speed of 24 ipm with a single flute cutter
[23:10:02] <toast> inches per minute
[23:10:07] <toast> dude, that's not minimum
[23:10:14] <Ziegler> oh... I can figure out ipm's
[23:10:14] <toast> you can run .0005 per tooth
[23:10:15] <toast> on aluminum
[23:10:33] <robin_sz> if you like making dust, yeah
[23:10:39] <toast> .003 is a hard tooth load for a lot of machine spindles people have access to
[23:10:42] <Ziegler> machinist handbook right next to me makes that pretty clear.
[23:10:55] <toast> and no, you don't get dust at .0005
[23:11:02] <SWPadnos> I think Jymmm said his spindle is 2 HP, max 25kRPM
[23:11:09] <SWPadnos> I don't know the minimum spindle speed
[23:11:18] <toast> robin_sz is probably right with the 8k min
[23:11:20] <Ziegler> let me look at the log
[23:11:37] <robin_sz> its irrelevant for JymmmEMC though, his gantry is too weak to handle a 2hp load
[23:11:43] <SWPadnos> he plans to mill various woods and plastics, and maybe some much slower/lighter cuts in Aluminum
[23:11:46] <Ziegler> says 8K
[23:11:57] <Ziegler> robin_z: mine wont be though
[23:12:06] <Ziegler> JymmmEMC: only cares about wood and plastic
[23:12:20] <Ziegler> I am aiming for a aluminum match plate carving machine
[23:12:32] <toast> you don't want an 8k spindle for aluminum
[23:12:42] <robin_sz> probably a bit slow I guess
[23:12:44] <Ziegler> I dont have an 8K spindle
[23:12:56] <Ziegler> JymmmEMC's spindle has a min of 8k
[23:13:28] <robin_sz> you need about 12K on a 6mm cutter in aluminium to get the right sfm
[23:13:32] <Ziegler> I dont plan to stick a wood router on this machine
[23:13:33] <toast> oh, for engraving
[23:13:58] <Ziegler> sfm?
[23:14:01] <toast> if you are just engraving, you need a fast spindle as robin_sz says
[23:14:06] <toast> surface feet per minute
[23:14:08] <toast> = sfm
[23:14:08] <robin_sz> nah, for machjining
[23:14:08] <Ziegler> (06:12:18 PM) Ziegler: I am aiming for a aluminum match plate carving machine
[23:14:10] <JymmmEMC> sfm == surface feet per minute
[23:14:24] <toast> robin_sz: how much machining do you do
[23:14:32] <robin_sz> enough
[23:14:45] <toast> because small endmills really like to clog and snap
[23:14:53] <toast> when you start milling
[23:15:02] <robin_sz> thats why I use single flute cutters on ally
[23:15:09] <toast> at high rpm and match the feed to what machinery's handbook says
[23:16:13] <robin_sz> looking forward to taking some big fast cuts on the new mill too :)
[23:16:31] <Ziegler> yeah?
[23:16:34] <robin_sz> thats going to be top fun
[23:16:40] <robin_sz> 24hp spindle
[23:17:02] <Ziegler> woah... I was looking in the 5hp range
[23:17:17] <toast> to be fair most people never even get to 5 hp
[23:17:20] <toast> when they take hard cuts
[23:17:29] <robin_sz> http://www.quacky.co.uk/~robin/beaver.jpg
[23:17:31] <Ziegler> (not a router but high freq spindle)
[23:17:52] <Ziegler> ah cool
[23:17:54] <robin_sz> actually got it moving under control of code from the PC last week
[23:18:09] <Ziegler> good?
[23:18:18] <robin_sz> yeah
[23:18:26] <robin_sz> just cleaning it all up now
[23:18:33] <robin_sz> getting the crud off it
[23:18:57] <robin_sz> stripped all the covers off, lubed the wyas, cleand the ballscrews etc etc
[23:18:57] <JymmmEMC> 1-1-1 ultraonic heated dip tank =)
[23:19:22] <robin_sz> we do have one problem with the Z axis though
[23:19:30] <JymmmEMC> Gawd, I miss that thing <sniff sniff>
[23:19:35] <Ziegler> So JymmmEMC did the spread sheet help you any?
[23:19:47] <robin_sz> its higher than the room when on max Z height
[23:19:55] <toast> hahahah
[23:19:58] <Ziegler> hehe
[23:19:58] <robin_sz> however, its sorta rectified itself
[23:20:00] <JymmmEMC> Ziegler: nothing in my inbox
[23:20:13] <Ziegler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Mechanical_Spreadsheet
[23:20:24] <toast> robin_sz: you have a locally modified ceiling height now, eh
[23:20:24] <Ziegler> I never got an email from you
[23:20:31] <robin_sz> toast, indeed :)
[23:20:41] <toast> a+ =))
[23:21:27] <robin_sz> Ziegler, you say that almost as if its a bad thing
[23:21:41] <JymmmEMC> Ziegler: check your spam folder
[23:22:00] <robin_sz> I said that to a girl once
[23:22:03] <robin_sz> she hit me ..
[23:22:15] <JymmmEMC> just once?
[23:22:35] <Ziegler> JymmmEMC: did you reply back to the email I included in the body of the text? my yahoo account auto trashes everything that comes in
[23:22:50] <Ziegler> but you can get the spread sheet here:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Mechanical_Spreadsheet
[23:23:30] <ds2> 5HP is easy to get to
[23:23:41] <Ziegler> for machine spindle?
[23:23:58] <ds2> bury a hogging EM in 2-3inches of solid aluminum
[23:24:12] <ds2> stalled a 2HP spindle in just 1 inch of solid alumium
[23:25:07] <toast> it stars to get expodentially more difficult to stall a spindle as hp increases
[23:25:11] <toast> because other stuff starts to break
[23:25:25] <toast> 5 hp is substantially more difficult to get to than 2 hp
[23:25:52] <ds2> the 1" hogging EM didn't see to bend at all... it just dragged the block out of the vise
[23:26:07] <Ziegler> JymmmEMC: when you download the sheet... change the LBS of force to about 150 lbs... according to some of the comments tonight... that should be more than plenty for a half inch bit through wood and palstic at 120 ipm
[23:26:19] <toast> endmills don't really bend that much before they go
[23:26:21] <toast> they just go
[23:26:29] <Ziegler> *ping*
[23:26:44] <ds2> hmmm
[23:27:17] <toast> in steel and hard materials the endmill heats up beyond what is reasonable, and develops microcracks
[23:27:18] <ds2> if I get a chance to pocket something, I'll do it on a VF-0 and get back to you on the stalling part...VF0 is 20HP, IIRC
[23:27:20] <toast> which suddenly decide to propigate
[23:27:55] <toast> in aluminum the edge welds up and appears, to the workpiece, as a blunt object
[23:27:58] <toast> and just pops
[23:28:44] <ds2> we didn't wait...as soon as the needle got to the red zone and the spindle stopped, we slammed the feed hold
[23:28:55] <toast> yar
[23:29:35] <toast> i am an expert in breaking all kinds of endmills
[23:29:52] <ds2> wonder if all the load needle is doing is show the current draw on the spindle motor
[23:29:57] <JymmmEMC> Ziegler: "force to mill" ?
[23:30:05] <toast> ds2: that's exactly what it does
[23:30:06] <Ziegler> JymmmEMC: when you download the sheet... change the LBS of force to about 150 lbs... according to some of the comments tonight... that should be more than plenty for a half inch bit through wood and palstic at 120 ipm
[23:30:13] <JymmmEMC> Ziegler: "force to mill" ?
[23:30:21] <ds2> toast: oh? so I can do it on a smaller mill by adding a clamp on ammeter?
[23:30:25] <Ziegler> yes
[23:30:40] <toast> ds2: absolutely
[23:30:50] <ds2> nice
[23:31:08] <Ziegler> JymmmEMC: think you told us last night that your gantry took 10 lbs to move
[23:31:14] <JymmmEMC> Ziegler: No, I'll leave it as is. Saying right now 435 oz in motor @ 150 IPM , right?
[23:31:55] <Ziegler> you need to find some curves that give you 435 at 150 ipm
[23:32:19] <Ziegler> I found some steppers that oriental motor had that will do that
[23:32:22] <JymmmEMC> Ziegler: Ok, and that chart from those ebay ones?
[23:32:36] <JymmmEMC> 0.9Nm at 2000 PPS
[23:32:38] <Ziegler> Thats up to you JymmmEMC
[23:33:00] <JymmmEMC> lag ???
[23:33:02] <Ziegler> Motor Full step per second
[23:33:10] <Ziegler> required is 4000
[23:34:12] <JymmmEMC> that graph showed half stepping
[23:34:26] <SWPadnos> which is even worse
[23:34:28] <Ziegler> but JymmmEMC that 435 oz-in is over kill for your purposes
[23:34:35] <SWPadnos> the 2000 pps half step = 1000 pps full-step
[23:34:58] <SWPadnos> entering 150 for the force, you get 74.3 oz-in at 1200 RPM
[23:35:01] <JymmmEMC> Ziegler is saying it's over, SWPadnosis says it's under. so which is it
[23:35:26] <SWPadnos> JymmmEMC, Ziegler told you to enter 150 for the force in the spreadsheet
[23:35:31] <Ziegler> I garuntee you that SWPadnos and I are not disagreeing
[23:35:39] <SWPadnos> which would give you the numbers I just posted
[23:35:43] <JymmmEMC> I dont have the spread sheet , just looking at the jpg
[23:35:54] <SWPadnos> download the spreadsheet - it's ony 10k
[23:35:58] <Ziegler> ok
[23:36:00] <SWPadnos> should take a nanosecond on your pipe :)
[23:36:07] <JymmmEMC> I'm at home
[23:36:14] <SWPadnos> oh, in that case 1/8 second
[23:36:20] <JymmmEMC> SWPadnos: and that owuld be pico second
[23:36:25] <JymmmEMC> at work
[23:36:30] <SWPadnos> no, it's 10 K :)
[23:36:44] <JymmmEMC> multiple 10GigE
[23:36:51] <SWPadnos> the funny thing is, it would be only around a microsecond at work
[23:36:54] <SWPadnos> that's sad (for me)
[23:37:08] <Ziegler> http://wiki.linuxcnc.org/uploads/stepper_calc.ods
[23:37:13] <JymmmEMC> SWPadnos: I thought I told you we now have atlantic and pacific 10GigE pipes?
[23:37:21] <SWPadnos> yeah yeah
[23:37:32] <JymmmEMC> jealous
[23:37:36] <SWPadnos> can I get hired as a consultant? will work for fat pipe
[23:37:37] <toast> er
[23:37:41] <toast> oops wrong window
[23:37:53] <Ziegler> hehe
[23:38:00] <JymmmEMC> SWPadnos: Send in your resume
[23:38:12] <JymmmEMC> SWPadnos: I'll hand deliver it
[23:38:16] <SWPadnos> dcc: bullshit_resume.pdf
[23:38:20] <SWPadnos> err
[23:38:31] <Ziegler> hehe
[23:38:59] <JymmmEMC> That works
[23:39:09] <JymmmEMC> ok, so what do I change in the ss ?
[23:39:21] <Ziegler> type your name at the top
[23:39:25] <Ziegler> that will do
[23:39:26] <JymmmEMC> http://www.kelinginc.net/KL23H286-20-8BT.pdf
[23:39:41] <Ziegler> ;-)
[23:39:55] <Ziegler> change cutting force to 150 lbd
[23:39:57] <Ziegler> lbs
[23:40:17] <Ziegler> Force to move gantry to 10 lbs
[23:40:20] <JymmmEMC> the PPS didn't change
[23:40:26] <Ziegler> it shouldnt
[23:40:40] <JymmmEMC> still says 20,000 pps
[23:40:52] <Ziegler> look at the required torque
[23:40:58] <Ziegler> what does it say
[23:41:03] <JymmmEMC> 74
[23:41:26] <JymmmEMC> look at that pdf
[23:41:31] <Ziegler> so at 4000 full steps per second.. you need a torque of 74 oz-inches
[23:41:38] <JymmmEMC> it's in pps at half stepping
[23:41:52] <Ziegler> so at 8000
[23:41:53] <JymmmEMC> I need to compare to it.
[23:42:00] <JymmmEMC> which is in Nm
[23:42:28] <SWPadnos> looks like 1/4 Nm
[23:42:30] <Ziegler> http://www.google.com/search?hl=en&q=convert+74%2F16+pound*inches+to+newton+meters
[23:42:46] <SWPadnos> or a little less than half of what you need
[23:43:06] <Ziegler> hey JymmmEMC
[23:43:13] <Ziegler> you have ball screws right?
[23:43:18] <JymmmEMC> yes
[23:43:27] <Ziegler> change efficency to like 75%
[23:43:32] <toast> or more
[23:43:35] <SWPadnos> hmmm. there must be a lot of friction loss on that machine
[23:44:02] <Ziegler> you want to give yourself a bit of overhead
[23:44:11] <SWPadnos> 85 IPM is the max you can get without stalling, which is 2833 full steps/second
[23:44:11] <toast> on the ballscrew manual machines at work, i sometimes forget to put tension on the gibs
[23:44:16] <toast> and the screws take off under the force of the cut
[23:44:23] <SWPadnos> ah - which would be 5666 on this chart - phew
[23:44:51] <SWPadnos> you need roughly 0.35N torque to move the machine at 85 IPM
[23:45:17] <SWPadnos> I'm not sure if that's significantly different from what you'll need at other non-zero speeds (there may be a speed-related factor in there)
[23:45:48] <JymmmEMC> SWPadnos: So, that motor good/bad/ugly?
[23:45:57] <Ziegler> not good enough for 120 ipm
[23:45:59] <SWPadnos> the one you have is bad and ugly
[23:46:19] <JymmmEMC> forget the one I have, just that pdf above
[23:46:26] <SWPadnos> it looks like you need roughly 2.5x the torque, assuming the inertia and detent torque are around the same
[23:46:33] <SWPadnos> I'm talking about that PDF
[23:46:36] <SWPadnos> you need double that
[23:46:47] <Ziegler> yeah
[23:47:01] <SWPadnos> closer to 2.5x, maybe
[23:47:06] <JymmmEMC> that huge dip makes me think that motor is designed for torque, not speed
[23:47:17] <SWPadnos> all steppers are designed for low speed torque, not speed
[23:47:38] <Ziegler> JymmmEMC: get on oriental motors website
[23:47:44] <Ziegler> and look at what they have
[23:48:07] <Ziegler> be prepared for the $$
[23:49:27] <JymmmEMC> Ziegler: which one did you find?
[23:49:39] <Ziegler> http://www.orientalmotor.com/products/ac-dc-step-motors/index.htm
[23:49:47] <Ziegler> I found a number of them that would probably work for you
[23:50:10] <JymmmEMC> name one
[23:50:23] <JymmmEMC> there are like 10 different series of motors on that url
[23:50:42] <Ziegler> please dont take this the wrong way... but I really dont want to take on that level of responsibility
[23:51:01] <Ziegler> I dont mind helping, and giving a second eye
[23:51:26] <Ziegler> but I wont pick one out for you... there is a search button... which can help you narrow them down
[23:51:32] <SWPadnos> the closed loop stepper motors are pretty cool little packages
[23:51:40] <JymmmEMC> all I see are motor+driver, no just motors with anythign above 134 oz in
[23:51:42] <SWPadnos> and the 5-phase
[23:51:52] <Ziegler> look at the 2 phase
[23:52:06] <Ziegler> sure that isnt 134 lb-in?
[23:52:26] <Ziegler> wait... I only see a max of 106 lb-ini
[23:52:31] <JymmmEMC> read it wrong is all
[23:52:55] <Ziegler> one second
[23:53:48] <JymmmEMC> motor frame size is what for nema 23?
[23:54:07] <SWPadnos> I was just thinking of that question
[23:54:39] <Ziegler> 2.23?
[23:54:46] <Ziegler> something like that?
[23:55:04] <SWPadnos> they say square inches, not dimension
[23:55:12] <JymmmEMC> they have 2.22 amd 2.36
[23:55:33] <Ziegler> look at the PK268 serries
[23:55:42] <Ziegler> there is a pdf with "more specifications"
[23:55:56] <Ziegler> that give torqe charts for lots of different models
[23:56:23] <Ziegler> http://www.orientalmotor.com/products/pdfs/C_VEXTA/StPk26.pdf
[23:56:36] <SWPadnos> this page has NEMA 23 dimensions:
http://www.linengineering.com/site/products/silverpak23D.htm#Dimensions
[23:57:03] <JymmmEMC> usck if all the places AHVE to use so many different UOM
[23:57:53] <Ziegler> hmmm
[23:58:00] <Ziegler> maybe that wasnt the pdf I was looking at earlier
[23:58:31] <JymmmEMC> SWPadnos: sorry, where did you see the diam for nema23?
[23:58:36] <JymmmEMC> dims
[23:58:50] <SWPadnos> I clicked on "dimensions" on that page
[23:59:09] <SWPadnos> just above the torque curves
[23:59:38] <JymmmEMC> so 2.25
[23:59:54] <SWPadnos> looks that way
{kind=link}
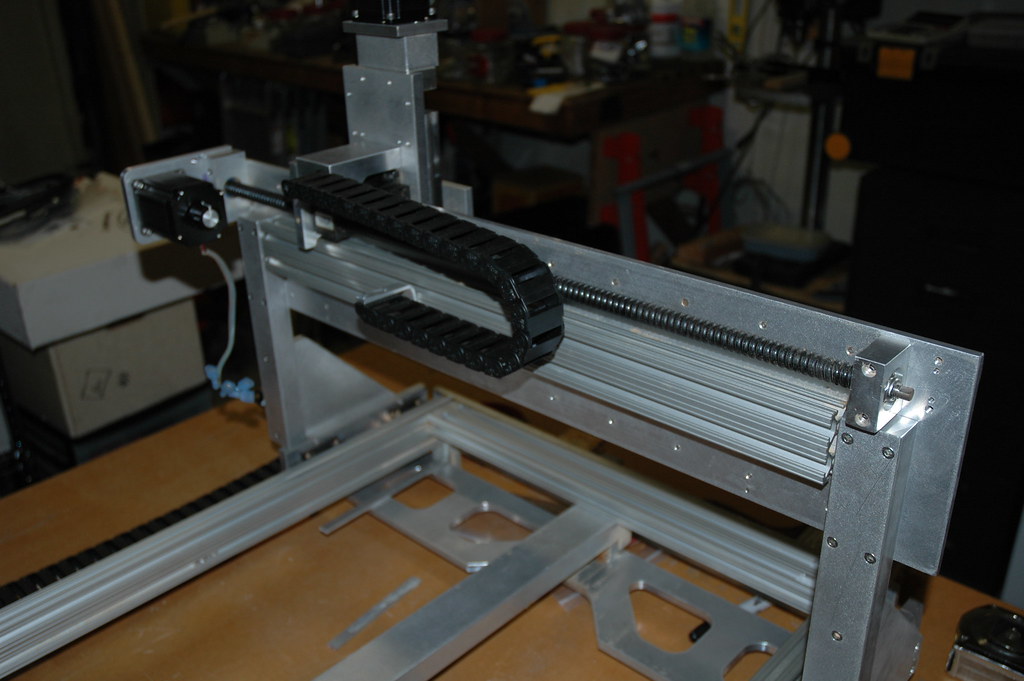{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}