Back
[00:34:26] <a-l-p-h-a_> lerman, you kicking?
[00:34:34] <a-l-p-h-a_> err.
[00:34:37] <a-l-p-h-a_> was looking for hydra
[00:55:58] <skunkworks> is it sunday already?
[00:56:09] <cradek> amazing isn't it
[00:56:15] <skunkworks> yikes
[01:01:03] <jmkasunich> does that mean tomorrow is monday?
[01:01:16] <cradek> that's the pattern I've noticed so far
[01:01:20] <jmkasunich> darn
[01:38:54] <ink251> Does anyone here have access to a CNC machine?
[01:39:52] <Ziegler> yes
[01:41:44] <ink251> Can you make a part for me?
[01:44:08] <Ziegler> maybe... can you describe the project a bit more?
[01:45:09] <ink251> a small half inch thick plastic board
[01:45:19] <ink251> with 100-200 .25in holes in it
[01:45:23] <ink251> a few cm apart
[01:45:52] <ink251> can paypal you money or something
[01:47:13] <Ziegler> what is it for... what tolerances?
[01:47:29] <Ziegler> what sort of plastic?
[01:47:32] <ink251> its an led mount
[01:47:38] <Ziegler> ah... so not critical
[01:47:39] <ink251> doesnt have to be that precise
[01:47:41] <ink251> yeah
[01:47:47] <ink251> cheapest plastic you got
[01:47:48] <Ziegler> plexiglass?
[01:47:56] <ink251> that will work
[01:48:01] <Ziegler> dimensions?
[01:48:08] <ink251> im gona have to figure it out
[01:48:12] <ink251> but small
[01:48:15] <Ziegler> one sec let me pm you
[01:48:27] <ink251> k
[01:49:41] <Ziegler> did you get the pm?
[01:50:08] <ink251> nah
[01:50:23] <ink251> im not registered or something
[01:50:28] <Ziegler> ?
[01:50:45] <ink251> [freenode-info] if you need to send private messages, please register:
http://freenode.net/faq.shtml#privmsg
[01:50:54] <ink251> thats what it said on my status
[01:50:57] <Ziegler> what your email address then?
[01:51:11] <ink251> anliekxandrov@yahoo.com
[01:51:15] <ink251> do you have aim
[01:52:31] <Ziegler> email sent... nope... dont have aim
[02:08:54] <Ziegler> alright out for the night
[02:09:00] <Ziegler> ink251: keep in touch with email
[02:41:56] <lerman_> lerman_ is now known as lerman
[03:16:01] <Jymmm> yo ho ho
[03:17:26] <maddash> hoe
[03:17:42] <Jymmm> close, bottle of run ya bum!
[03:20:07] <maddash> 'run'?
[03:20:41] <Jymmm> I hate when they don't give detailed specs....
http://cgi.ebay.com/Mitsumi-FA404M-7in1-Card-Reader-with-Floppy-Drive-Black_W0QQitemZ160098397910QQihZ006QQcategoryZ44959QQrdZ1QQssPageNameZWD1VQQcmdZViewItem
[03:21:05] <Jymmm> one pic shows header for ribbon cable, but ya cant be sure of it
[03:22:18] <cradek> those are cool
[03:22:32] <Jymmm> cradek: You never saw those before?
[03:22:34] <cradek> they are a usb hub with card slots glued on top of a normal floppy drive
[03:22:42] <cradek> yes I've seen them
[03:22:43] <cradek> nice for small cases
[03:23:21] <Jymmm> I need the card reader and dont want to give up fdd, not sure if I have a spare internal usb header though
[03:23:48] <cradek> I'm not sure that's the standard internal usb connector
[03:23:58] <cradek> aren't they usually 3x2 not 4x1?
[03:24:31] <Jymmm> let me look at my mobo, 2 sec's
[03:25:32] <Jymmm> Hmmm,, houston we have a problem....
[03:25:50] <Jymmm> MY mobo has the front jackes on a special connector, damn damn damn
[03:26:05] <Jymmm> front panel connector is unique.
[03:28:26] <Jymmm> http://tekgems.com/images/large/SYS-VG61-unit.jpg
[03:30:50] <Jymmm> http://tekgems.com/Products/et-10972-sys-vg61.htm
[03:37:29] <Jymmm> I love the blower in this thing
[03:39:53] <Jymmm> cradek: I'm glad you said something, made me check if nothing more than the internal USB. I was planning on buying a mini usb hub and installing it internal. But I down't think I can.
[03:40:28] <Jymmm> you can't piggy back USB can you (passively)?
[03:41:16] <Jymmm> Like if I soldered and internal connector to the front panle connector just making sure sure I use one or the other
[09:03:03] <xemet> hi
[09:03:27] <xemet> how can I link a signal to a paramter in HAL? is it possible?
[10:22:22] <sebjames> hmm, big problems getting emc to shutdown... I'm runnign with a jdi.py script and a pyvcp panel, and I need to shut those down with the emc script's Cleanup() functino. Trouble is, they're both python scripts, so the only way I can get their pid is to do pidof python
[10:22:39] <sebjames> Even then, things are not being shutdown correctly
[10:29:28] <anonimasu_get> anonimasu_get is now known as anonimasu
[10:30:12] <sebjames> actually i think i may have fixed it
[11:31:05] <fenn> jepler or cradek: were you talking about working on a cairo-based eda program at one point in time?
[11:31:20] <fenn> wondering if anything ever came of that
[11:32:53] <anonimasu> eda?
[11:33:07] <fenn> circuit diagrams and pcb traces
[11:33:36] <anonimasu> ah
[11:38:45] <archivist> cairo? wasnt that win98s code name
[11:41:42] <alex_joni> hi fenn
[11:41:46] <alex_joni> thanks for the tune
[11:46:06] <fenn> cairo is a graphics library
[11:46:37] <fenn> alex_joni: coppe is my new addiction :D
[11:54:07] <alex_joni> really?
[11:55:42] <jepler> fenn: you must have me confused with someone else
[11:58:33] <jepler> fenn: nice to see you btw
[12:03:58] <Guest657> Guest657 is now known as skunkworks_
[12:08:32] <jepler> fenn: you may have been thinking of this effort?
http://arda.no-ip.org/crap
[12:08:58] <jepler> irc user valarq, though I haven't seen him around lately
[12:10:13] <fenn> maybe
[12:10:31] <skunkworks_> Fenn! how are you doing? missed you at the workshop.
[12:10:39] <fenn> thats gnome canvas tho, i remember him complaining about it sucking
[12:10:56] <jepler> bbl, have to go to work..
[12:10:59] <fenn> hello! goodbye!
[12:11:11] <fenn> what did i miss?
[12:11:41] <skunkworks_> umm.. rigid tapping and a lot of junk food
[12:11:48] <skunkworks_> :)
[12:14:47] <skunkworks_> fenn:
http://www.youtube.com/watch?v=JCEwlfJj__A
[12:16:54] <fenn> hey should you be showing off the working version? :)
[12:18:08] <fenn> looked like it made jelly out of the threads
[12:21:18] <skunkworks_> they had tapped aluminum also..
[12:21:43] <skunkworks_> http://www.youtube.com/watch?v=UF493BFh_-4\
[12:21:49] <skunkworks_> oops
[12:21:48] <skunkworks_> http://www.youtube.com/watch?v=UF493BFh_-4
[12:22:26] <fenn> heh love the comment on that video
[12:22:33] <skunkworks_> yah :)
[12:22:35] <fenn> "looks like the last place I worked at. A bunch of engineers talking shit and no machines making anything ROFL no wonder everything is moving to china"
[12:31:17] <skunkworks_> fenn: nice comments here also
http://www.youtube.com/watch?v=vNn-Yr7it5s
[12:50:20] <alex_joni> fenn: where did you see that comment?
[12:50:19] <lerneaen_hydra> why's the toolchange so slow?
[12:50:23] <alex_joni> * alex_joni feels blind
[12:50:39] <alex_joni> lerneaen_hydra: positioning the spindle takes a while
[12:56:52] <jepler> alex_joni: probably on the time-lapse video -- I'm just guessing
[12:56:58] <lerneaen_hydra> seems to take longer that it has to
[12:57:22] <jepler> lerneaen_hydra: come to the next CNC workshop and fix it for us then
[12:57:23] <skunkworks_> alex_joni:
http://www.youtube.com/watch?v=UF493BFh_-4
[12:57:43] <jepler> another thing that makes it take longer than it needs to is that the table moves in XY needlessly before the toolchange
[12:58:20] <alex_joni> skunkworks_: I don't see any comments there
[12:58:21] <alex_joni> :/
[12:58:51] <jepler> neither do I -- "Comments: 0"
[12:58:50] <alex_joni> Views: 106 | Comments: 0 | Favorited: 1 time
[12:59:09] <lerneaen_hydra> jepler: :p I meant the part when the spindle doesn't move (or moves imperceptably) and just sits there for a couple seconds
[12:59:50] <skunkworks_> oh -
http://www.youtube.com/watch?v=l5q1rVKYLTQ
[13:00:02] <skunkworks_> that was the 'not compleat' video
[13:00:37] <lerneaen_hydra> jepler: around 0:54-0:56
[13:00:58] <jepler> huh I hadn't seen this video:
http://www.youtube.com/watch?v=BPGsMDM_UPU&mode=related&search=
[13:01:14] <jepler> anyone know more about the machine?
[13:01:21] <SWPadnos> that fan sure does oscillate quickly ;)
[13:02:24] <lerneaen_hydra> is kinematics flexible enough to be able to program that as an XYZ machine?
[13:02:38] <cradek> sure
[13:03:31] <lerneaen_hydra> how will it behave if you command a feed through the middle, the spindle can't spin inf fast, will the feed be lowered gracefully?
[13:03:58] <SWPadnos> yes
[13:03:58] <cradek> depends on the kinematics - that's a case it would have to handle
[13:04:00] <SWPadnos> maybe :)
[13:04:26] <alex_joni> I bet you'll get Xpos=-nan Ypos=-inf
[13:04:34] <alex_joni> and the steppers will go tits up
[13:05:04] <alex_joni> or maybe +inf
[13:05:26] <skunkworks_> 'tits up'? ;)
[13:06:05] <alex_joni> or maybe down?
[13:06:16] <SWPadnos> depends on the funeral ceremony
[13:06:23] <SWPadnos> but mostly up, I think
[13:07:04] <alex_joni> yeah, I mostly seen it that way
[13:07:40] <SWPadnos> next year we need to leave the camera running and make sure the last frame is of a hand reaching to take it down :)
[13:07:46] <alex_joni> this is fun to watch
http://www.youtube.com/watch?v=Wk2VYwCIcZE
[13:10:15] <lerneaen_hydra> the live center seems a bit underdimensioned for the cutting forces, wouldn't there be lots of deflection?
[13:10:36] <anonimasu> alex_joni: I just saw that before..
[13:11:00] <anonimasu> alex_joni:
http://www.youtube.com/watch?v=A-Qc6RcbsRM&mode=related&search=
[13:11:06] <anonimasu> that's a better exampl
[13:11:06] <anonimasu> e
[13:12:54] <lerneaen_hydra> that doesn't sound that bad does it?
[13:14:02] <anonimasu> Ihttp://www.youtube.com/watch?v=QG2XPBlQ044&mode=related&search=
[13:14:02] <anonimasu> :D
[13:14:03] <fenn> heh nice jackhammer
[13:14:06] <anonimasu> 21m/min
[13:14:13] <anonimasu> yeah.. it sounds like shot
[13:14:14] <anonimasu> shit..
[13:33:42] <jepler> right now the stage of the planner that determines the maximum (cartesian) velocity and acceleration for a move has no knowledge of the kinematics at all
[13:33:50] <jepler> (emccanon.cc)
[13:36:37] <SWPadnos> there was some discussion about having derivative and limit functions in kinematics
[13:36:45] <SWPadnos> but I think it lasted about 5 minutes
[13:38:36] <jepler> it's easy to identify that some parts are missing that prevent emc being useful on nontrivial machines, but harder to decide how to fix it
[13:38:56] <SWPadnos> true
[13:40:56] <jepler> even if you could adaptively slow the feed on a move that passes near to or through the center of rotation on a turntable kins machine, that will have consequences for part finish ..
[13:41:31] <SWPadnos> that kinbd of slowing is already done for trivial machines
[13:41:46] <lerneaen_hydra> yes naturally, however that's up to the code generator to take into account
[13:41:53] <cradek> figure it out in cam, use inverse time mode
[13:42:14] <cradek> I think there's no general solution; we can't make emc run any shape of machine and get everything right
[13:43:06] <lerneaen_hydra> IMO the ideal behavior would be if you specify a feed A, and it would attempt to run the axes to acheive that speed, without exceeding any of the maxvels for an axis, slowing down feed to compensate
[13:43:41] <lerneaen_hydra> so in the case of the ornamental engraver and a line that goes through the middle it would have to pause and wait for it to spin half a turn
[13:43:45] <cradek> (don't know what to do about joint limits though)
[13:44:11] <lerneaen_hydra> s/maxvel for axis/maxvel for joint
[13:45:35] <jepler> SWPadnos: yes but for trivial machines either you'll hit the desired speed on a particular straight move (if it's long enough) or not -- so you can just look at the F-numbers in the program and see if your machine is that fast
[13:45:59] <jepler> and a particular move will have one cruise velocity
[13:46:12] <jepler> in the case of a kinematics machine, there might be an acceleration profile (in cartesian space) through the whole move
[13:46:19] <SWPadnos> sure, but a G2/G3 that uses axes with different limits will exhibit the "finish problem"
[13:46:24] <jepler> since dtheta/dt is not constant
[13:48:25] <jepler> well I can see a couple of janky solutions: an internal adaptive-feed-from-kinematics, or an external one that has to be hooked up for proper functioning
[13:49:21] <SWPadnos> kinematics::discontinuitycheck() :)
[14:04:24] <skunkworks__> isn't each 'axis' in the ini limited.. Wouldn't that limit the motion? or is there a need for limits on top of that?
[14:04:37] <SWPadnos> yeah - programmed feed rate ...
[14:05:19] <SWPadnos> the trouble comes in with nontrivial kinematics - what does "10 degrees/second" mean in cartesian coordinates?
[14:05:28] <SWPadnos> the answer: it depends on R
[14:08:36] <SWPadnos> even worse is the question "how fast do I need to rotate theta for a linear move in X"
[14:08:51] <SWPadnos> the answer: it depends on how close to the center of rotation you get
[14:14:24] <skunkworks__> right - but you have that problem with a normal xyza (4axis machine)
[14:15:07] <SWPadnos> no you don't, because combined linear/rotary moves calculate the time to complete the XYZ portion and use that for the time to complete the rotary portion
[14:15:23] <SWPadnos> ie, the roptary part is effectively done in inverse time mode
[14:15:59] <skunkworks__> as cradek said - inverse time seems like it the way to go.
[14:16:03] <skunkworks__> right
[14:21:50] <fenn> who cares about time, i'd want constant chip loading and have it do it as fast as it can (to a limit)
[14:23:56] <fenn> feed rate is just a speed limit anyway
[14:25:55] <lerneaen_hydra> http://www.snotr.com/video/83
[14:27:58] <skunkworks__> fenn: how are your projects coming?
[14:46:53] <fenn> slower than you can shake a stick at
[14:47:35] <fenn> today i am playing with opengl in python
[14:48:45] <fenn> http://fenn.dyndns.org/pub/irc/circle.py
[14:49:01] <fenn> wondering why the mouse wheel binding doesnt seem to do anything
[14:49:50] <skunkworks__> Cool.. Slow here also. although I have been playing some..
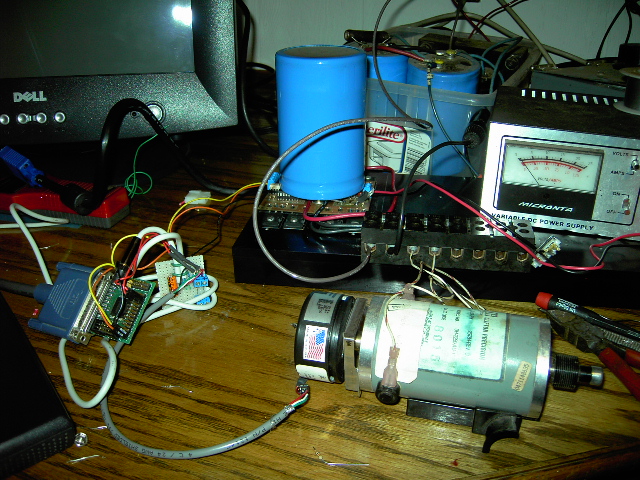
http://www.electronicsam.com/images/KandT/servostart/ampmess.JPG
[14:50:35] <skunkworks__> did you see that jepler found a $60 fpga and put 4 axis servo into it + i/o?
[14:51:14] <skunkworks__> he also has a step generator setup but untested.
[14:51:16] <fenn> yep
[14:51:37] <skunkworks__> (that is what is running that h-bridge)
[14:51:40] <jepler> skunkworks__: you sure like to sing my praises
[14:52:07] <skunkworks__> :) damn cool.
[14:52:12] <fenn> that's a big capacitor..
[14:52:49] <skunkworks__> it is 1900uf at 350v I think
[14:53:05] <fenn> what voltage do you run those servos at?
[14:53:09] <skunkworks__> I am needing about 150v for the monster servos
[14:53:30] <skunkworks__> the one in the picture is running about 50v 10a
[14:54:30] <fenn> i finally got a laser printer, so i should be making pcb's like mad (but i'm not)
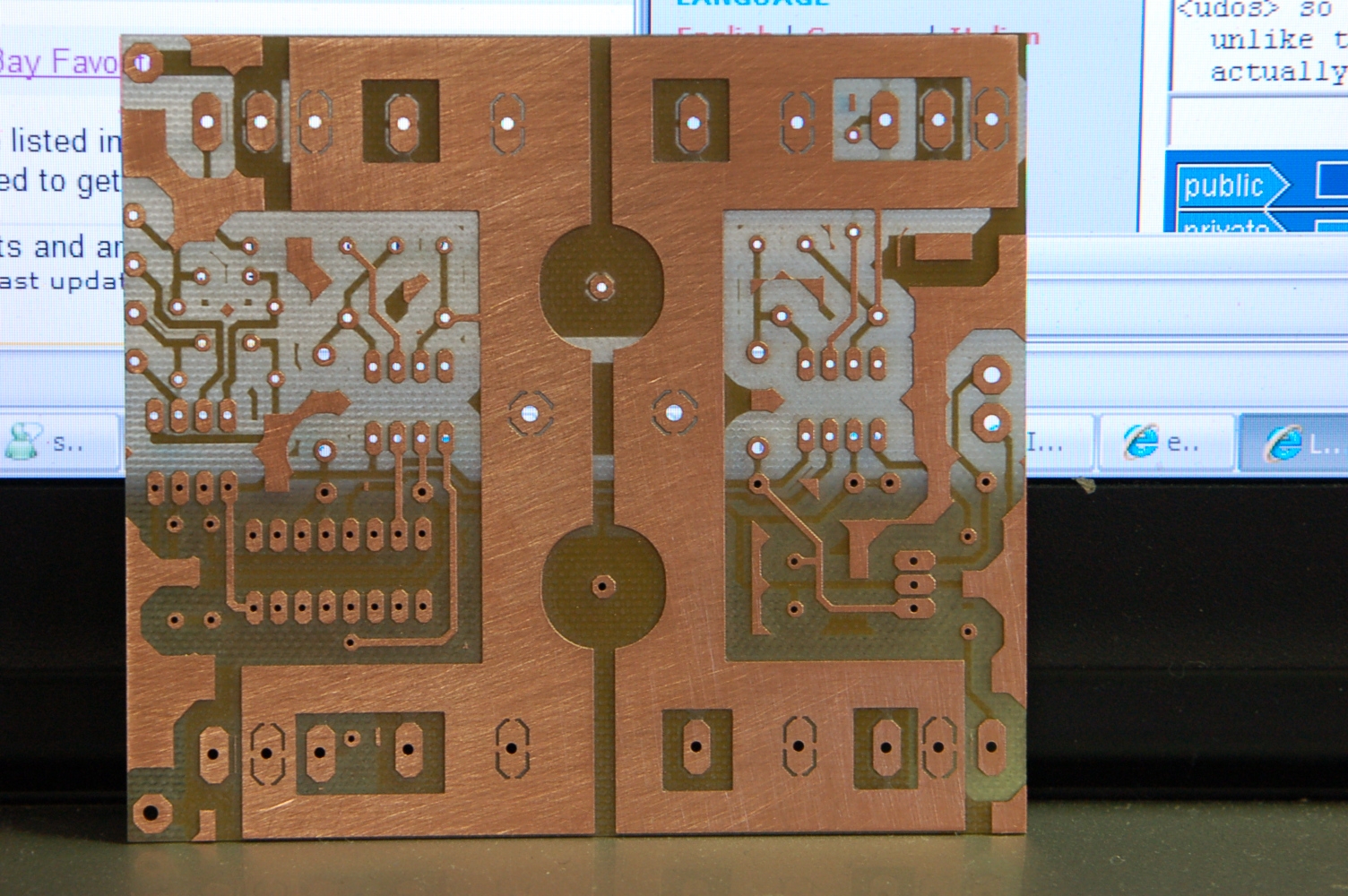
[14:54:58] <skunkworks__> :) I have been milling them
http://www.electronicsam.com/images/KandT/servostart/top.JPG
[14:55:24] <skunkworks__> never tried the laser transfer
[14:55:42] <fenn> that's very clean
[14:55:51] <fenn> wow
[14:56:06] <skunkworks__> fenn: did you see the big thread on cnczone where someone hacked a inkjet to print directly to copper clad?
[14:56:21] <fenn> yeah
[14:56:37] <fenn> the big deal was cooking the ink iirc
[14:56:54] <skunkworks__> yah.
[14:57:53] <fenn> how do you make the clear areas so smooth? usually there's machining marks left over
[14:58:01] <skunkworks__> That circuit board took a couple of hours to mill... The machine will only do about 7ipm before it starts to shake too bad.
[14:58:15] <skunkworks__> I used a 1/16 mill to clear
[14:58:40] <jepler> cradek: speaking of milled circuit boards, does the CVS version of gcode.ulp produce files that do your tool-length-computation thing?
[14:58:41] <skunkworks__> and then the pointed mechanical etching bit to do the fine work.
[14:58:51] <fenn> lets see a hi-res scan of that board :)
[14:58:56] <cradek> jepler: I think so
[15:00:38] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/usr_intf/axis/extensions/minigl.c: additional opengl functions and constants
[15:07:16] <cradek> skunkworks__: I don't think your rounds are round... around the cap pads it seems like the circular cutouts are very squarish
[15:10:40] <alex_joni> SWPadnos: can you open a .sat file?
[15:10:49] <SWPadnos> err - I dunno
[15:10:58] <alex_joni> IGES is the official name
[15:11:00] <cradek> I can - what do you want me to open it with?
[15:11:09] <SWPadnos> in that case, maybe ;)
[15:11:18] <alex_joni> cradek: anything, I was wondering if the geometry is right
[15:11:25] <SWPadnos> it's ACIS, not IGES
[15:12:28] <alex_joni> http://81.196.65.201/~juve/bariera%20optica%20-%20senzor.sat
[15:12:34] <alex_joni> SWPadnos: sorry.. yeah
[15:13:06] <SWPadnos> (I wouldn't have known if not for filext.com)
[15:13:54] <alex_joni> cradek: it should be something roughly a meter long
[15:14:15] <alex_joni> 950mm actually
[15:14:36] <fenn> speaking of directly printing on copper clad..
http://www.warrantyvoidifremoved.com/taxonomy_menu/18/17/21
[15:17:10] <lerneaen_hydra> how's the board fed through the rollers?
[15:20:48] <bill2or3> cool.
[15:22:19] <alex_joni> omg
http://www.flickr.com/photos/warrantyvoid/432847240
[15:24:02] <fenn> lerneaen_hydra: not sure exactly; i think he made some kind of custom drive roller
[15:24:21] <skunkworks__> cradek: I think the pads are 8 sided
[15:26:48] <fenn> shows the toner cartridge sitting on the desk still hooked up to the printer:
http://www.flickr.com/photos/warrantyvoid/430512524/in/set-72157600042844344/
[15:27:31] <skunkworks__> That is the fuser.
[15:27:45] <fenn> are they different things?
[15:28:06] <skunkworks__> I suppose he runs it thru the toner - then thru the fuser to 'fuse' the toner to the board
[15:28:22] <bill2or3> "meltamajig"
[15:28:57] <fenn> so the blue dust inside the printer has something to do with that
[15:31:26] <fenn> heh
http://www.flickr.com/photos/warrantyvoid/430490152/in/set-72157600043146633/
[15:31:48] <alex_joni> ouch
[15:32:00] <fenn> this method is clearly superior to press-n-peel
[15:32:38] <archivist> dont let the boss see the sink in that state
[15:32:50] <bill2or3> have you tried laser-printer-iron-on method?
[15:32:59] <bill2or3> I did it once, it worked suprisingly well.
[15:33:03] <skunkworks__> did a smurf explode?
[15:39:21] <cradek> did you use the special paper? I used transparencies and was pretty unhappy with how it worked (I also tried several other things)
[15:39:39] <cradek> glossy inkjet paper was second best I think
[15:39:54] <bill2or3> I used inkjet photo paper
[15:39:58] <bill2or3> worked great.
[15:40:11] <alex_joni> cradek: managed to open that?
[15:40:10] <cradek> maybe it's me :-)
[15:40:20] <cradek> alex_joni: sorry, I was joking, I don't have that kind of software
[15:40:30] <alex_joni> oh :P ok
[15:40:50] <cradek> I thought swp was helping you - I didn't realize you were waiting on me
[15:41:41] <alex_joni> it's not that important.. somehow it's off by a factor of 10
[15:41:59] <alex_joni> not sure if it's the program I'm exporting it with, or the next one I'm importing it into
[15:42:35] <alex_joni> I'll have the proby scale it all by 10 ;)
[15:48:56] <jepler> proby?
[15:53:51] <skunkworks__> it is a 'proby scale' uses an external probe to decide on the scale amount. ;)
[15:54:24] <alex_joni> probie?
[15:55:09] <jepler> oh -- "the new guy"?
[15:55:17] <SWPadnos> the new pro
[15:55:53] <alex_joni> it's actually a student working a couple weeks durign summer
[15:56:05] <alex_joni> college around here requires you to do that
[15:56:21] <alex_joni> both to gain some experience and to .. (something else I forget atm :P)
[15:56:42] <bill2or3> make money?
[15:57:44] <alex_joni> nope, they don't get paid
[15:58:00] <skunkworks__> networking
[15:58:57] <jepler> I'd probably say "intern" then
[16:07:46] <alex_joni> bbl
[16:29:12] <cradek> http://www.cornwellauction.com/flod17.jpg
[16:29:16] <cradek> what is this?
[16:29:33] <jepler> it's a yak shaving machine
[16:30:16] <SWPadnos> it's an offset-platform multibore dinglehoozit
[16:30:20] <archivist> a copy engraver/miller
[16:38:05] <Dallur> If any of you are using firefox and the save password feature please read this asap ->
http://www.heise-security.co.uk/services/browsercheck/demos/moz/pass1.shtml
[16:59:56] <archivist> cradek that looks a useful toy
[17:21:07] <skunkworks__> hmm.. internet at home must have gone down
[17:22:28] <skunkworks__> skunkworks__ is now known as skunkworks
[18:28:36] <JymmmEMC> wb alex_joni
[18:30:36] <alex_joni> JymmmEMC: hi
[18:30:54] <alex_joni> seems something foobared at my regular irc client's place
[18:31:06] <skunkworks> JymmmEMC: did you get your machine straitened out?
[18:33:36] <JymmmEMC> skunkworks: No, still have the leadscrew soaking in charcoal fluid to get rid of all the grease.
[18:34:37] <lerneaen_hydra> what axis acceleration values do people here have for small stepper based mills?
[18:35:29] <JymmmEMC> skunkworks: I'm suspecting that the lead end-mount of the leadscrew is a little off compared to the right, and the ballnut mount is putting too much upward pressure on the leadscrew.
[18:35:40] <JymmmEMC> s/lead//
[18:35:48] <jepler> lerneaen_hydra: I think chris's maxnc is 20 inch/s^2, max velocity .5667 inch/s
[18:35:50] <JymmmEMC> s/lead/left/
[18:36:17] <jepler> so about 500 mm/s^2 and 15 mm/s
[18:36:29] <jepler> (looking at configs/max/max.ini)
[18:36:31] <lerneaen_hydra> hmm accel that high?
[18:36:37] <lerneaen_hydra> oh, how small was it?
[18:36:49] <lerneaen_hydra> like 10-20kg X/Y assembly?
[18:37:09] <jepler> yeah certainly under 20kg
[18:37:14] <lerneaen_hydra> oh ok
[18:37:21] <jepler> you did say "small"
[18:37:43] <lerneaen_hydra> yeah, guess I'm used to mazak sized and anything that's not room sized is small to me ;)
[18:38:20] <JymmmEMC> lerneaen_hydra: Don't you mean "anything that you don't build a room around for it...."
[18:38:59] <lerneaen_hydra> JymmmEMC: exactly
[18:39:03] <jepler> you basically don't notice an acceleration phase -- if my math is right, it takes about 30ms to accelerate, during which time it travels about 1/4mm
[18:39:13] <jepler> er, .225mm
[18:39:20] <lerneaen_hydra> yeah, insignificant
[18:39:45] <lerneaen_hydra> machining usually has soft curves too so its usually irrelevant
[18:40:12] <jepler> this thing cuts a fair number of nominally square (45 degree and 90 degree) curves when milling circuit boards
[18:40:30] <jepler> I guess "square" isn't quite the word I want to refer to a 45 degree bend
[18:40:32] <jepler> but not rounded at all
[18:40:40] <lerneaen_hydra> oh, I see
[18:40:44] <lerneaen_hydra> yeah PCBs are another matter
[18:42:20] <lerneaen_hydra> the mill I'm running now seems to need an accel of about 200mm/s^s to not miss steps
[18:42:40] <lerneaen_hydra> how do you find good values for accel? start low, increase, see where it misses steps, back down a bit?
[18:42:46] <anonimasu> eh..
[18:42:53] <anonimasu> lerneaen_hydra: trial and error..
[18:43:09] <anonimasu> 25 secs to 5m/min :/
[18:43:50] <lerneaen_hydra> that's acceleration per second ;)
[18:44:02] <lerneaen_hydra> so .5 seconds to 5m/min
[18:44:08] <anonimasu> ah
[18:44:12] <lerneaen_hydra> real units here :p
[18:44:12] <anonimasu> that's more sane
[18:44:37] <lerneaen_hydra> Z is only 75mm/s^2 though, as it's so heavy
[18:44:42] <lerneaen_hydra> lots of mass
[18:46:56] <alex_joni> lerman: around?
[18:59:52] <CIA-8> 03alex_joni 07TRUNK * 10emc2/src/emc/rs274ngc/rs274ngc_pre.cc: fix bug #1734309, on abort the already opened % condition was not properly reset
[19:01:12] <LawrenceG> skunkworks: you still at the keyboard?
[19:01:17] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/usr_intf/axis/extensions/seticon.c:
[19:01:17] <CIA-8> new window manager functions (not used in AXIS):
[19:01:17] <CIA-8> * get X window ID of wrapper window
[19:01:17] <CIA-8> * set the NET_WM_STATE of a window
[19:01:17] <CIA-8> * set the WM_TRANSIENT_FOR of a window by window ID
[19:05:31] <skunkworks> LawrenceG: yes?
[19:07:12] <lerman> alex_joni: lerman is around, now.
[19:07:27] <alex_joni> lerman: thanks, but I nailed it
[19:07:41] <lerman> OK.
[19:07:42] <alex_joni> I was under the impression the error I was seeing was because of o-words
[19:07:48] <alex_joni> but it was a red herring
[19:16:52] <CIA-8> 03alex_joni 07v2_1_branch * 10emc2/src/emc/rs274ngc/rs274ngc_pre.cc: backport fix for #1734309, on abort the already opened %-condition was not properly reset
[19:19:11] <xemet> hi
[19:19:16] <jepler> hi xemet
[19:19:24] <xemet> is there a way to link a hal pin to a parameter?
[19:19:26] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/demo_sim_cl/demo_sim_cl.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:27] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/etch-servo/etch.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:27] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/demo_mazak/demo_mazak.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:27] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/dallur-thc/dallur-advanced.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:31] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/plasma-thc-sim/plasma_mm.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:36] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/demo_step_cl/demo_step_cl.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:38] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/puma/puma.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:39] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/halui_halvcp/halui.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:40] <jepler> xemet: no, parameters cannot be linked.
[19:19:42] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/plasma-thc/plasma_mm.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:45] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/hexapod-sim/minitetra.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:48] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/sim/ (10 files): get rid of mentions of bridgeporttask and minimilltask
[19:19:51] <jepler> xemet: that is the main difference between a pin and a parameter.
[19:19:54] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/max/max.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:56] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/nist-lathe/inch.ini: get rid of mentions of bridgeporttask and minimilltask
[19:19:58] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/scara/scara.ini: get rid of mentions of bridgeporttask and minimilltask
[19:20:01] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/stepper/ (pluto_inch.ini sim_inch.ini stepper_inch.ini stepper_mm.ini): get rid of mentions of bridgeporttask and minimilltask
[19:20:04] <xemet> so there is no way to write a parameter except from halmd
[19:20:05] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/ppmc/ppmc.ini: get rid of mentions of bridgeporttask and minimilltask
[19:20:06] <jepler> xemet: in a .comp it is very easy to turn a parameter into a pin; in a .c file it is a bit harder.
[19:20:08] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/stepper-gantry/stepper_mm.ini: get rid of mentions of bridgeporttask and minimilltask
[19:20:11] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/stg/stg.ini: get rid of mentions of bridgeporttask and minimilltask
[19:20:14] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/vti/vti.ini: get rid of mentions of bridgeporttask and minimilltask
[19:20:18] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/stepper-xyza/inch.ini: get rid of mentions of bridgeporttask and minimilltask
[19:20:22] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/univstep/univstep.ini: get rid of mentions of bridgeporttask and minimilltask
[19:20:25] <CIA-8> 03jepler 07TRUNK * 10emc2/configs/univpwm/univpwm.ini: get rid of mentions of bridgeporttask and minimilltask
[19:20:54] <xemet> I have a pid and I would like to change P-I-Dgain paramters using three pyvcp bars...but I think it is not possible
[19:21:33] <jepler> xemet: no, you would have to change the source code to make them pins, or change pyvcp so that it can invoke "halcmd setp"
[19:22:05] <xemet> uhm...I don't think I would be able to change it
[19:23:40] <xemet> it would be helpful to have a way to esaly change the pid P I and D values
[19:23:55] <xemet> easily
[19:24:01] <cradek> have you tried the calibration screen? it works nicely
[19:24:14] <cradek> I think some of those numbers are way too touchy to use sliders
[19:24:17] <anonimasu> auto calibration?
[19:24:23] <jepler> anonimasu: no, it is not automatic
[19:24:36] <jepler> but it lets you enter parameters, then test, then enter new parameters until you are satisfied
[19:24:43] <lerneaen_hydra> if you have a servo based system (or any closed loop system) can the commanded/actual position on one axis affect the position of another axis to keep toolpath as close to ideal?
[19:24:54] <jepler> anonimasu: there is an automatic tuning HAL module in development but I have not personally used it successfully
[19:24:59] <xemet> so...:) is there a calibration screen?
[19:25:04] <xemet> never seen it!
[19:25:07] <xemet> where?
[19:25:28] <xemet> I'm using the pid to control the spindle speed of my micro milling machine
[19:25:28] <lerneaen_hydra> ie if one axis is 0.1mm from ideal, could another axis move to compensate and try to keep the tool along the toolpath
[19:26:31] <jepler> xemet: in AXIS, choose from the menu: Machine > Calibration
[19:26:48] <jepler> but that will probably not show you anything about your spindle, because it looks at the [AXIS] sections of the inifile
[19:27:06] <xemet> uhm...infact...
[19:27:37] <xemet> nothing to do with that
[19:27:45] <jepler> xemet: if you wish to understand how to convert a param to a pin in a .c file, you may find this helpful:
http://emergent.unpy.net/files/sandbox/pid.c-make-pgain-a-pin.patch
[19:27:53] <jepler> it converts "Pgain" (only) into a pin
[19:28:25] <LawrenceG> skunkworks: have a look at TI's uc3638 datasheet.... It looks like it would be a great thing to marry to the h bridge (see page 6 of data sheet)
[19:29:26] <LawrenceG> skunkworks: I am working on a controller board at the moment to see how to use it effectively
[19:29:28] <xemet> thanks jepler...I could try that
[19:29:34] <jepler> there are 3 main parts to this conversion: First, change the HAL shared memory item into a pointer. second, change the creation step to use hal_pin_xxx and HAL_IN instead of hal_param_xxx and HAL_RW. third, use the "dereference" operator everywhere the value is used (e.g., '*(pid->pgain)' instead of 'pid->pgain')
[19:29:44] <jepler> you would have to do the same work, but for I, D, and the ff012 if you use them
[19:30:47] <xemet> well...I don't know if it is convenietn for me to do that work...maybe is better if I change the values from terminal
[19:31:17] <xemet> I've reached a good configuration I would like to fine tune it
[19:31:30] <xemet> Do you have a particular method to tune pid?
[19:31:47] <xemet> Today it was the first time in my life I've seen a PID
[19:31:59] <xemet> and I found it a little hard to tune :)
[19:33:51] <xemet> what are for example FF0 FF1 and FF2? I've them setted to 0. Have I to change them?
[19:34:00] <cradek> not for this application
[19:34:07] <xemet> ok
[19:34:14] <cradek> I bet you can use P only
[19:34:32] <cradek> increase it until it oscillates around the set point, then reduce it until it stops oscillating
[19:34:39] <cradek> at that point you might be done
[19:34:42] <xemet> I tried P only, but it was a little oscillating on load
[19:34:54] <cradek> maybe reduce P, or add a little D
[19:34:55] <xemet> it was ok when there was no load applied
[19:35:35] <xemet> the aim is to mantain constant (or about costant ) the speed when load is applied
[19:35:41] <cradek> I understand
[19:36:09] <xemet> using only P the speed was always above the commanded value
[19:36:16] <xemet> I've read this is normal using only P
[19:36:27] <xemet> and read I've to use I to reduce the offset
[19:36:34] <cradek> maybe you need some I then if the exact value is important to you
[19:36:42] <cradek> yes
[19:37:03] <cradek> I compensates for steady state error
[19:37:25] <xemet> now is not bad, only at low speed (in my micro milling low means about 5000 rpm) it tends to oscillate when load is applied
[19:37:44] <xemet> above 7000 it works fine
[19:37:48] <cradek> try a little less P or more D to fix the oscillation
[19:37:56] <cradek> D is very touchy - change it a little at a time
[19:38:05] <xemet> I've seen!
[19:38:14] <xemet> tuning is terrible"
[19:38:39] <cradek> it's fun!
[19:39:08] <xemet> yeah...it was fun...but a for me it was a process based on try
[19:39:20] <xemet> I don't know a method
[19:39:32] <cradek> is your feedback an encoder?
[19:39:44] <xemet> my feedback is an hall sensor
[19:40:04] <xemet> there are two magnets on a plate attached to the spindle
[19:40:05] <cradek> about how many pulses per pid run?
[19:40:12] <xemet> and the halla sensor read the passage
[19:40:20] <xemet> let me think
[19:40:49] <xemet> I've the pid function attached to a thread with 1/25 s period
[19:40:59] <xemet> I need a high period
[19:41:07] <cradek> yes
[19:41:08] <xemet> vecause I only have two magnet
[19:41:25] <xemet> so at low speed I've about 83 pulse per rotation
[19:41:34] <xemet> sorry
[19:41:40] <xemet> pulse per second
[19:41:49] <cradek> 3.3 / period
[19:41:51] <cradek> that's way too few
[19:41:58] <cradek> you will not be able to tune it
[19:42:04] <awallin> that only gives around 4 pulses /period at 7000rpm...
[19:42:17] <cradek> think what happens when it goes from 3 to 4 per period
[19:42:31] <cradek> try a .5 second period
[19:42:50] <xemet> so you say to increase the period of the pid
[19:43:01] <cradek> either that, or add more resolution
[19:43:03] <xemet> in order to have more pulses per period
[19:43:08] <cradek> (more magnets, or encoder)
[19:43:08] <cradek> yes
[19:43:15] <cradek> you need more somehow
[19:43:23] <xemet> no...to add more resolution I've to change everything
[19:43:41] <xemet> that was only an experiment...
[19:43:42] <awallin> or, if there's a low-pass filter component for HAL. but that's roughly the same as lengthening the period
[19:43:45] <cradek> then you have to increase period
[19:43:59] <xemet> tell me another thing
[19:44:20] <xemet> I've the counter update function attached to the same thread of the pid
[19:44:26] <xemet> is that right?
[19:44:28] <cradek> no
[19:44:35] <cradek> that should run fast enough to catch every pulse
[19:44:46] <xemet> no
[19:44:55] <xemet> sorry
[19:44:57] <awallin> if it's not a hardware counter?
[19:45:02] <xemet> there are two functions in the counter
[19:45:11] <cradek> xemet: oh I remember, sorry
[19:45:11] <xemet> no I'm using the hal counter component
[19:45:17] <cradek> capture-position should be in a fast thread
[19:45:20] <xemet> ok
[19:45:24] <cradek> update-counters can be in the slow thread I think
[19:45:25] <xemet> it is in the base-thread
[19:45:31] <cradek> right
[19:45:35] <xemet> update is in the same thread of the pid
[19:45:40] <cradek> just run update-counters before the pid that reads its output
[19:45:54] <cradek> yes I think that's fine
[19:46:02] <xemet> ok
[19:46:30] <xemet> well the best thing would be to have more resolution I think
[19:46:37] <cradek> yes
[19:46:50] <xemet> because a long period means a long response time
[19:46:52] <cradek> that would give you faster response because you can run pid faster
[19:46:53] <cradek> exactly
[19:46:57] <jepler> according to the manpage, update-counters is for fast thread and capture-position is for slow thread
[19:47:25] <xemet> yes, update is in the fast and capture is in the slow now I remember
[19:47:35] <xemet> ùthe first is the function that read pulses and increase counter
[19:47:45] <jepler> in TRUNK, the velocity estimate is better at low speeds because it is based on the period when the count was seen
[19:47:53] <xemet> the second read the counter and calc velocity position etc.
[19:47:54] <jepler> (in 'encoder' module only, not in 'counter')
[19:48:37] <xemet> however, add more resolution is hared because the space in my Proxxon MF70 is very small
[19:48:59] <cradek> try longer period, it might be fine
[19:49:04] <xemet> I think I'm the first in the world to have a sensor placed in a Proxxon MF70 and read the speed
[19:49:09] <bill2or3> How do you like the MF70?
[19:49:15] <bill2or3> I was considering one.
[19:49:21] <xemet> and increasing it by pwm signal
[19:49:34] <xemet> the MF70 is good for very small parts
[19:49:38] <bill2or3> did you DIY the cnc conversion, or use a kit?
[19:49:51] <xemet> I've built my conversion
[19:50:04] <xemet> I give you a link
[19:50:08] <bill2or3> ok.
[19:50:43] <xemet> http://www.emc2cnc.altervista.org/index.php?option=com_content&task=view&id=17&Itemid=31
[19:50:44] <xemet> it is my page
[19:50:44] <cradek> 14:42:15 < cradek> think what happens when it goes from 3 to 4 per period
[19:50:48] <xemet> but it is in italian
[19:50:49] <cradek> oops
[19:51:31] <xemet> at page 2 you can see some pictures
[19:51:43] <xemet> http://www.emc2cnc.altervista.org/index.php?option=com_content&task=view&id=17&Itemid=31&limit=1&limitstart=1
[19:52:42] <xemet> I will write a page about the spindle speed regulator using the PWM signal generated by EMC2 and the sensor added
[19:52:43] <bill2or3> * bill2or3 looks
[19:53:00] <lerneaen_hydra> that sure is a small mill
[19:53:19] <jepler> "Così ho realizzato un sistema senza Hard Disk e senza lettori CD, Ubuntu con EMC2 gira in modalità Live Persistent da una Flash Card di 1 Gb montata in un adattatore IDE."
[19:53:31] <CIA-8> 03alex_joni 07v2_1_branch * 10emc2/debian/changelog: note bugfix for #1734309
[19:53:33] <lerneaen_hydra> isn't running the mini-itx board naked behind tempting fate to throw some metal chips in it?
[19:53:31] <jepler> xemet: so you are using a 1GB flash disk to boot and to store the OS?
[19:53:47] <xemet> yes...
[19:53:48] <alex_joni> jepler: that's what I'm reading too
[19:54:03] <xemet> it is a live system
[19:54:08] <cradek> I wish I was as smart as you guys who have been able to get that working
[19:54:22] <bill2or3> xemet, it looks nice.
[19:54:22] <xemet> the ITX board now is covered :)
[19:54:32] <lerneaen_hydra> ah nice :)
[19:54:43] <jepler> xemet: USB, or the kind that plug into an IDE port?
[19:54:59] <xemet> ide
[19:55:20] <cradek> very neat - I like the pictures of the bearings on fingertip
[19:55:24] <xemet> I've ran also the system from a USB pen, but it was slower
[19:56:21] <jepler> xemet: will you write a page in English on wiki.linuxcnc.org about installing emc this way?
[19:56:25] <jepler> xemet: please?
[19:56:36] <skunkworks> jepler: petev fixed it - now the pid autotune seems to work for em.
[19:56:37] <skunkworks> me
[19:56:50] <xemet> I could do that
[19:57:14] <xemet> but I've to remember all the things I've done
[19:57:17] <skunkworks> I has having the same issues you where at the workshop
[19:57:27] <xemet> I've read some links on the web
[19:57:29] <jepler> skunkworks: oh -- I guess I missed that
[19:57:32] <jepler> skunkworks: that's good to hear
[19:57:36] <xemet> because I was not able to do that
[19:58:10] <jepler> xemet: if I understand what I read, it is installed on this flash so that it still runs like the "live CD", with another area storing your files?
[19:58:46] <xemet> yes
[19:58:56] <jepler> * jepler <-- trying to read italian using his mostly-forgotten french from university
[19:59:09] <xemet> I turn on the other PC and send you some link
[19:59:15] <jepler> xemet: OK I'll read them
[19:59:29] <jepler> xemet: if you need to install a newer version of emc, how do you do it?
[20:00:27] <alex_joni> remount rw? then update/upgrade ?
[20:01:15] <cradek> no I think the root fs is already rw, it's a copy of what's on the disk
[20:01:16] <xemet2> ok I'm here
[20:01:24] <cradek> it's compressed on the disk
[20:01:29] <xemet2> the base is that:
[20:01:36] <xemet2> https://wiki.ubuntu.com/LiveUsbPendrivePersistent
[20:01:39] <cradek> you could update it in ram (would have to do it every time)
[20:01:41] <xemet2> it is for the USB pen
[20:01:49] <skunkworks> ^ that is what I used also
[20:01:59] <xemet2> I had to change some things
[20:01:59] <skunkworks> except using the emc live cd
[20:02:29] <jepler> xemet2: thanks -- it's good to know that this procedure works with the emc live cd as well
[20:02:32] <xemet2> had to format the first partition to FAT16 instead of FAT32
[20:03:19] <xemet2> and had to create the partitions with gparted and to format them using mkfs to give them the right name
[20:03:35] <skunkworks> I had to use lilo iirc for mine to boot
[20:03:41] <xemet2> however, to use the Compact flash on ide
[20:03:51] <xemet2> the difference was that:
[20:04:00] <xemet2> http://ubuntuforums.org/showthread.php?t=71567&page=18&highlight=initrd
[20:04:12] <xemet2> change the script casper in the initrd
[20:04:52] <xemet2> because if not it will hang at start on the "mounting live CD" if I remember well...
[20:05:29] <xemet2> if you need to upgrade the system, it will be stored in the persistent part of the Compact Flash
[20:06:01] <cradek> oh is the persistent part some kind of overlay?
[20:06:03] <xemet2> I've updated EMC2 two times...I don't know how much space I've now in my persistent partition
[20:06:13] <xemet2> what's an overlay?
[20:06:26] <cradek> umm
[20:06:38] <xemet2> I think I can't update it forever...
[20:06:39] <alex_joni> something like a transparent filesystem
[20:06:47] <cradek> yes
[20:06:47] <alex_joni> which can get mounted over another one
[20:06:58] <alex_joni> replacing things which are already there
[20:06:59] <xemet2> because the casper-rw had a limited space
[20:07:10] <xemet2> ues...I think so
[20:07:09] <cradek> the files on the original show through if nothing on the persistent is newer
[20:07:22] <xemet2> yes
[20:08:08] <xemet2> maybe it is not a very good system...because the best method is to remake the live partition with the changes
[20:08:21] <cradek> it is compressed so that is very hard
[20:08:27] <xemet2> there is the procedure
[20:08:41] <xemet2> I've used it to make a lot of live cds
[20:08:48] <cradek> if it is IDE you could just install to the device normally right?
[20:08:56] <cradek> then there would be no problem like this (assuming it is large enough)
[20:09:01] <xemet2> yes, if it is big enough
[20:09:07] <xemet2> BUT
[20:09:20] <xemet2> I've read that Compact flash suffer if it is written a lot of time
[20:09:26] <cradek> true
[20:09:29] <JymmmEMC> cradek: The only issue using a Cf as a HDD is the constant write cycles to the CF will degrade it big time
[20:09:31] <xemet2> so I thought it was better if it is read only
[20:09:41] <xemet2> like the live CD
[20:09:48] <xemet2> at least the live partition
[20:10:00] <xemet2> https://help.ubuntu.com/community/LiveCDCustomization?action=show&redirect=LiveCDCustomization%2F6.06
[20:10:11] <xemet2> just use that to upgrade the live content
[20:10:18] <xemet2> and recopy it in the card...
[20:11:36] <alex_joni> "Keep in mind that not everybody we want to convert to Ubuntu is a power user. I can pretty much guarantee that anything that looks like typing Scary Strings is going to turn people off, not on, no matter how "powerful" it is behind the scenes."
[20:11:52] <alex_joni> * alex_joni heads to bed
[20:11:55] <alex_joni> good night all
[20:11:56] <JymmmEMC> xemet2: Can you image the CF so it can be emailed and burned to another CF ?
[20:11:59] <skunkworks> night alex
[20:12:20] <skunkworks> LawrenceG: I will look
[20:12:20] <JymmmEMC> xemet2: including partitions?
[20:12:25] <lerneaen_hydra> JymmmEMC: there's a good app/OS called G4U that does it
[20:12:38] <JymmmEMC> lerneaen_hydra: partitions too?
[20:12:39] <xemet2> I don't know...I'm not so expert :(
[20:12:42] <lerneaen_hydra> BSD based, copies the entire disk or partition
[20:12:51] <JymmmEMC> lerneaen_hydra: like ghost?
[20:12:51] <xemet2> if you tell me how to do I can try
[20:12:54] <lerneaen_hydra> http://www.feyrer.de/g4u/
[20:13:06] <lerneaen_hydra> uploads the disk to an ftp server
[20:13:24] <JymmmEMC> lerneaen_hydra: excellent, getting tired of ghost
[20:13:33] <lerneaen_hydra> it's really nice actually
[20:13:49] <xemet2> uhm I've to read
[20:13:57] <JymmmEMC> lerneaen_hydra: can if work from a live OS?
[20:14:08] <lerneaen_hydra> it boots from a CD/other device
[20:14:14] <lerneaen_hydra> so it's its own OS
[20:14:28] <JymmmEMC> lerneaen_hydra: ie... cp a live hdd to another hdd?
[20:14:32] <lerneaen_hydra> and therefore completely independant on whatever is installed on the computer
[20:14:50] <JymmmEMC> lerneaen_hydra: No, I mean live disk-to-disk backup
[20:15:02] <lerneaen_hydra> oh this isn't for live backup
[20:15:08] <JymmmEMC> k
[20:15:32] <JymmmEMC> but I'll still check it out, thanks.
[20:15:43] <lerneaen_hydra> "5.1 Supported filesystems
[20:15:43] <lerneaen_hydra> One of the questions arising a lot is "what filesystems does g4u support". The answer is: "all of them". g4u reads the disk bit by bit, starting from byte #0 to the end. It includes any MBR, boot record, partition table and the partitions themselves without further investigating the structure of the data stored in these partitions. "
[20:16:37] <xemet2> returning to the MF70, if some one is interested, here is a picture of the spindle sensor:
http://imagebin.org/9470
[20:16:57] <lerneaen_hydra> xemet2: homebrew?
[20:17:04] <xemet2> one of the 4.7 nF capacitor was replaced with a 100nF
[20:17:56] <xemet2> what's "homebrew"?
[20:18:14] <jepler> xemet2: made by an individual
[20:18:24] <jepler> as opposed to a product made by a company
[20:18:30] <jepler> usually a "homebrew" item is also unique
[20:18:44] <xemet2> and here the sensor mounted:
http://imagebin.org/9471
[20:18:51] <xemet2> yes homebrew :)
[20:19:00] <lerneaen_hydra> how much did the mill cost?
[20:19:30] <xemet2> the mill cost about 250 EUR
[20:19:34] <skunkworks> xemet2: what is the sensor for?
[20:19:40] <xemet2> (manual)
[20:19:51] <xemet2> to read the spindle speed
[20:20:06] <skunkworks> ah - no tapping.. (index)
[20:20:23] <lerneaen_hydra> xemet2: 250€? that's almost free
[20:20:36] <xemet2> it is very small...
[20:20:38] <lerneaen_hydra> not 2500€?
[20:20:43] <xemet2> damn small
[20:20:45] <xemet2> 250
[20:20:46] <jepler> the proxxon mills are very small
[20:21:00] <lerneaen_hydra> that's... that's.. very cheap
[20:21:06] <lerneaen_hydra> is the quality any good?
[20:21:16] <jepler> it probably weighs about 5 to 8 kg and has a travel of 50mm on Y
[20:21:38] <xemet2> http://www.emc2cnc.altervista.org/index.php?option=com_content&task=view&id=17&Itemid=31&limit=1&limitstart=1
[20:21:43] <lerneaen_hydra> is it made out of aluminum?
[20:21:46] <jepler> we had another user with one of those -- <crepincdotcom> or something like that
[20:21:53] <jepler> he managed to mill some circuit boards with it, I think
[20:21:58] <xemet2> less than 50 mm on Y :)
[20:22:04] <lerneaen_hydra> looks like cast iron though
[20:22:53] <xemet2> www.m24.pro.com
[20:23:09] <xemet2> used the MF70 to make most of the parts
[20:23:22] <xemet2> sorry www.m24-pro.com
[20:23:54] <xemet2> http://video.google.it/videoplay?docid=-6418470384160839689
[20:24:08] <lerneaen_hydra> with a mill that costs 250€ you could probably make a complete cnc solution for €500
[20:24:13] <lerneaen_hydra> fabulous
[20:24:17] <xemet2> http://video.google.it/videoplay?docid=-8248420887418059619
[20:24:49] <xemet2> yes...I think I'vespent maybe less than 500
[20:25:00] <xemet2> I use it more to experiment
[20:25:35] <lerneaen_hydra> you're milling very very slowly in the video, why?
[20:26:14] <xemet2> because I cannot go too fast because I would break the mill...
[20:26:46] <skunkworks> I so want a micro mill to play with.
[20:27:02] <lerneaen_hydra> still, isn't that mill at least 2mm in diameter?
[20:27:22] <xemet2> the best thing is that you can place it on your desk
[20:27:32] <xemet2> the mill is one flute 2 mm
[20:27:41] <lerneaen_hydra> ideally I'd want to find one a bit bigger, maybe twice that size
[20:27:53] <lerneaen_hydra> 20-30kg in weight
[20:28:02] <skunkworks> * skunkworks would use servos and the pluto.
[20:28:05] <xemet2> I can mount max 3.125 mm diameter
[20:28:12] <xemet2> I've the pluto
[20:28:18] <xemet2> I will try a day
[20:28:32] <xemet2> still have to find theservos
[20:28:43] <lerneaen_hydra> it looked like you were machining at something like 20-40mm/min
[20:28:51] <lerneaen_hydra> maybe a bit more, say 60
[20:28:59] <xemet2> 60
[20:29:02] <xemet2> right
[20:29:09] <lerneaen_hydra> shouldn't it be going at at least 300-400?
[20:29:25] <xemet2> Z -1 mm
[20:29:25] <lerneaen_hydra> that's what I've always done and it's worked for me
[20:29:32] <lerneaen_hydra> yeah sounds about right
[20:29:37] <xemet2> I've tried 100
[20:29:40] <xemet2> the mill broken
[20:29:46] <lerneaen_hydra> wtf?
[20:29:55] <xemet2> maybe those mills are bad...
[20:30:02] <lerneaen_hydra> anyone else here have any input on that?
[20:30:03] <anonimasu> hm..
[20:30:08] <anonimasu> on what?
[20:30:30] <anonimasu> chiploads?
[20:30:32] <lerneaen_hydra> a 2mm endmill
[20:30:37] <lerneaen_hydra> 1mm cutting depth
[20:30:41] <lerneaen_hydra> aluminum
[20:30:44] <anonimasu> sounds about right..
[20:30:46] <lerneaen_hydra> reasonable feedrate
[20:30:46] <xemet2> one flute
[20:30:56] <skunkworks> you will need lube..
[20:30:57] <lerneaen_hydra> oh, one flute
[20:31:07] <lerneaen_hydra> yeah ethanol would be quite good IMO
[20:31:07] <xemet2> eheh...yes lube...
[20:31:19] <xemet2> I have no lube
[20:31:22] <xemet2> only air
[20:31:30] <lerneaen_hydra> that could be why
[20:31:37] <lerneaen_hydra> maybe it clogs up
[20:31:36] <skunkworks> wd-40 works good :)
[20:31:39] <xemet2> yes
[20:31:45] <xemet2> I'veto try
[20:31:46] <lerneaen_hydra> try with ethanol maybe?
[20:31:49] <lerneaen_hydra> no mess afterwards
[20:32:01] <anonimasu> wd40 works very very well..
[20:32:16] <skunkworks> I don't know if ethanol would work - kerosene will
[20:32:18] <lerneaen_hydra> anonimasu: 5-56 is the same/similar to wd40, right?
[20:32:26] <xemet2> yes the mess is the problem
[20:32:28] <anonimasu> lerneaen_hydra: not very..
[20:32:41] <lerneaen_hydra> skunkworks: all the literature I've looked at has reomended ethanol as a cutting lube, though *only* for alu
[20:32:42] <anonimasu> lerneaen_hydra: I use wd40 for milling alu.
[20:33:24] <anonimasu> I think I tried 5-56 but it werent as nice
[20:33:29] <lerneaen_hydra> ok
[20:33:47] <skunkworks> http://www.cnczone.com/forums/showpost.php?p=321680&postcount=167
[20:34:19] <skunkworks> lerneaen_hydra: never run across that... doesn't mean anything though.
[20:34:30] <lerneaen_hydra> hmm, funny
[20:34:42] <lerneaen_hydra> IMO it works really well, and there's no mess to clean up
[20:34:51] <lerneaen_hydra> you need to ventilate the fumes somewhat though
[20:35:04] <anonimasu> lerneaen_hydra: did you try wd40?
[20:35:17] <lerneaen_hydra> not in alu, only in steel
[20:35:19] <lerneaen_hydra> works nicely
[20:35:22] <anonimasu> oh..
[20:35:27] <anonimasu> ok..
[20:35:28] <skunkworks> http://s12.photobucket.com/albums/a220/ArieKabaalstra/Beagle-1/?action=view¤t=acee4cfc.flv
[20:35:36] <lerneaen_hydra> also tried thick thread cutting oil, didn't work as well
[20:35:39] <anonimasu> wd40 is cheap on jula..
[20:35:47] <lerneaen_hydra> they have it at jula?
[20:35:50] <lerneaen_hydra> nice :)
[20:35:51] <anonimasu> yeah
[20:35:53] <anonimasu> 2 cans for 99
[20:35:54] <anonimasu> sek
[20:35:58] <lerneaen_hydra> sweet
[20:36:33] <lerneaen_hydra> skunkworks: the alu has lots of burrs :/
[20:36:41] <anonimasu> lerneaen_hydra: yours?
[20:36:49] <anonimasu> lerneaen_hydra: use better tooling..
[20:36:54] <lerneaen_hydra> in my experience if you have ethanol there aren't any burrs at all
[20:36:59] <anonimasu> and use lube..
[20:37:00] <lerneaen_hydra> anonimasu: huh?
[20:37:18] <lerneaen_hydra> oh, that's not my mill
[20:37:28] <anonimasu> most of my alu machining woes has been due to crap tooling.. and no lube..
[20:37:33] <lerneaen_hydra> that spindle sounds a bit underpowered
[20:37:51] <lerneaen_hydra> taking a 1mm cut in alu with a 3mm endmill and sagging a lot in speed
[20:38:00] <anonimasu> http://en.wikipedia.org/wiki/WD-40#Formulation
[20:39:57] <lerneaen_hydra> ah, the napthna (heptane?) is probably a good cutting compound
[20:40:08] <lerneaen_hydra> though not at all similar molecularly to ethanol
[21:54:27] <JymmmEMC> lol "WD-40 dissolves cocaine."
[21:57:00] <JymmmEMC> WD-40 dissolves cocaine - it has been used by a pub landlord to prevent drug-taking in his pub's toilets.
[21:57:53] <JymmmEMC> I like #11
http://news.bbc.co.uk/1/hi/magazine/4566526.stm
[21:59:27] <lerneaen_hydra> O_o
[21:59:43] <JymmmEMC> #23 ?!?!?!? wth
[22:00:34] <JymmmEMC> ROTFLMAO
[22:05:35] <toast> toast is now known as toastydeath
[22:36:09] <robin_sz> evening
[22:37:33] <skunkworks> Hi robin
[22:51:09] <robin_sz> are we well?
[22:51:32] <robin_sz> tomorrow is going to be a fun day!
[22:54:41] <skunkworks> why is that?
[22:55:04] <robin_sz> got a potential new client coming round
[22:55:28] <robin_sz> they asked us to quote for a bunch of work ...
[22:55:36] <robin_sz> never got anywhere with it
[22:55:41] <skunkworks> cool - no pressure ;)
[22:56:05] <robin_sz> now, they want us to "just be a back stop, a fallback position should our machine break, we can use you till its fixed"
[22:56:18] <robin_sz> basically, they simply can;t afford to be 'down' for a week
[22:56:51] <robin_sz> and there are very VERY few people who can do this particular job
[22:57:02] <robin_sz> ever gone into a game of cards holding all the aces?
[22:57:52] <skunkworks> more than once.. I know what you mean.
[22:58:02] <lerneaen_hydra> could someone test minfest.com and see what's there?
[22:58:13] <lerneaen_hydra> is it the same as lerneaenhydra,net?
[22:58:51] <ds2> is this something where you charge them the same amount as if you did it all? ;)
[22:59:16] <robin_sz> well, that sort of thing ... frankly I'd rather have the regular income
[22:59:31] <skunkworks> lern
[22:59:33] <skunkworks> oops
[22:59:34] <ds2> sounds like they are asking for an insurance policy
[22:59:42] <robin_sz> well yes
[22:59:51] <skunkworks> lerneaen_hydra: works here
[23:00:00] <robin_sz> they should go see an insurance salesman then, we are engineers ;)
[23:00:15] <lerneaen_hydra> skunkworks: hmm, wtf, that's not my domain O_o
[23:00:20] <robin_sz> I'm tempted to play the "regular work, or no deal" card,
[23:00:25] <ds2> so ask them to pay for the policy up front...premiums are the same as if they did the entire run with you guys ;)
[23:00:27] <lerneaen_hydra> why the fsck is it pointed to my site
[23:00:37] <ds2> no need to do the work, just pay the same ;)
[23:00:42] <skunkworks> odd
[23:00:43] <robin_sz> after all, they may never need it .. so I'm not *actually* losing anyting if I dont get it
[23:01:44] <ds2> robin_sz: oh btw, the Orac manual officially claims it is a 300lb lathe and it sure feels like 300lb
[23:02:04] <robin_sz> lerneaen_hydra, do you mean minfest.com, or www. minfest.com?
[23:02:25] <robin_sz> ;; ANSWER SECTION:
[23:02:25] <robin_sz> lerneaenhydra.net. 600 IN A 83.227.51.12
[23:02:30] <lerneaen_hydra> probably irrelevant
[23:02:36] <lerneaen_hydra> wtf is up with that
[23:02:39] <robin_sz> minfest.com. 3600 IN A 194.9.94.245
[23:02:44] <robin_sz> different IPs
[23:02:46] <lerneaen_hydra> oh
[23:02:49] <lerneaen_hydra> funny
[23:03:06] <lerneaen_hydra> why do I and skunkworks get directed to my page
[23:03:27] <robin_sz> wait
[23:03:39] <robin_sz> minfest.com is a framed redirect to www.minfest,com
[23:03:59] <robin_sz> ;; ANSWER SECTION:
[23:03:59] <robin_sz> www.minfest.com. 557 IN CNAME ppnu.mine.nu.
[23:03:59] <robin_sz> ppnu.mine.nu. 14357 IN A 83.227.51.12
[23:04:10] <robin_sz> which is a dynamic DNS thing
[23:04:13] <robin_sz> so ...
[23:04:25] <lerneaen_hydra> it's a swedish registrar, and both my domain and minfest share the same DNS servers
[23:04:31] <robin_sz> no
[23:04:34] <lerneaen_hydra> I haven't changed IP in a long time though
[23:04:36] <robin_sz> no
[23:04:41] <robin_sz> ppnu.mine.nu. 14357 IN A 83.227.51.12
[23:04:52] <robin_sz> is the entry for www.minfest.com
[23:04:54] <lerneaen_hydra> whois minfest.com gives me the same registrar that I have
[23:04:56] <robin_sz> its a dyndns thing
[23:05:05] <robin_sz> NOTHING TO DO WITH REGISTRAR
[23:05:37] <robin_sz> whoever owns minfest.com uses dynamic dns
[23:06:01] <robin_sz> so they probably last ha dyour IP, and havent logged in for a few while, even months
[23:06:11] <lerneaen_hydra> http://www.whois.net/whois_new.cgi?d=minfest&tld=com <-- I don't get that then
[23:06:22] <robin_sz> NOTHING TO DO WITH WHOIS
[23:06:29] <lerneaen_hydra> unless it's minfest -> ppny.mine.nu -> my IP
[23:06:31] <robin_sz> whois does NOT affect eouting
[23:07:06] <robin_sz> and look at the NS entries for ppny.mine.nu
[23:07:30] <lerneaen_hydra> hmm, dyndns kills your routing if you don't touch it after a month
[23:07:58] <robin_sz> shrug
[23:08:17] <lerneaen_hydra> oh well
[23:08:39] <robin_sz> whois is purely a databse of registrant info, it contains references to your nameservers, but, it is not involved inrouting in any way
[23:09:05] <robin_sz> I suspect they must have been allocated your IP at some point?
[23:09:12] <lerneaen_hydra> probably
[23:09:17] <robin_sz> or they mistyped their IP?
[23:09:26] <lerneaen_hydra> could be that too
[23:09:41] <robin_sz> I assume you are just getting loads of crap traffic on your connection now?
[23:10:19] <lerneaen_hydra> no, funnily enough I haven't
[23:10:30] <robin_sz> maybe their site was never popular :)
[23:10:41] <lerneaen_hydra> 6 hits so far over a week
[23:10:56] <robin_sz> you run vhosts by name?
[23:10:56] <lerneaen_hydra> including the hits now from #emc
[23:11:27] <lerneaen_hydra> hm?
[23:11:33] <robin_sz> apache?
[23:11:44] <lerneaen_hydra> oh, yes
[23:11:59] <robin_sz> right, well apache can split an IP address to hundreds of sites
[23:12:15] <lerneaen_hydra> oh, right, yeah
[23:12:18] <robin_sz> it looks at the actual name that was used, and serves up a differnet site etc
[23:12:38] <robin_sz> so, time to put goatse pictures up for www.minfest.com
[23:12:47] <lerneaen_hydra> he he he :)
[23:12:58] <robin_sz> or worse ... ;)
[23:13:03] <lerneaen_hydra> easy to set up?
[23:13:14] <robin_sz> yeah, very
[23:13:21] <robin_sz> its debian based?
[23:13:41] <robin_sz> ubuntu or whatever?
[23:13:42] <lerneaen_hydra> yes ubuntu
[23:14:37] <robin_sz> /etc/apache/conf.d/
[23:15:23] <robin_sz> put a file for the domain, I think there is a sample somewhere
[23:15:39] <lerneaen_hydra> oh, nice
[23:18:14] <lerneaen_hydra> I'll leave that for another day, later here now
[23:18:15] <lerneaen_hydra> laters
[23:18:38] <robin_sz> see /msg
[23:33:30] <toastydeath> if i was very rich
[23:33:32] <toastydeath> i would collect old rolling mills
[23:33:34] <toastydeath> from steel mills
[23:33:44] <toastydeath> i think that would be an amazing thing to collect
[23:34:47] <JymmmEMC> robin_sz: AH HA! You posed for goatse!
[23:35:34] <JymmmEMC> robin_sz: I mean, I've called you an asshole, but I never meant it literally!
[23:39:23] <robin_sz> JymmmEMC, whatever turns you on
[23:40:10] <JymmmEMC> robin_sz: Nah, none of your goatse pictorials... now tubgirl, oh baby!
[23:40:46] <robin_sz> JymmmEMC, I thought lemonparty was more your sort of thing?
[23:41:09] <JymmmEMC> is that like golden showers?
[23:42:09] <toastydeath> wow
[23:42:11] <toastydeath> it is hostile in here
[23:42:21] <JymmmEMC> toastydeath: where?
[23:42:35] <JymmmEMC> toastydeath: It's all good CLEAN fun =)
[23:46:06] <robin_sz> * robin_sz grosses JymmmEMC out
[23:46:57] <JymmmEMC> robin_sz: Eh, not easy thing to do.
[23:47:36] <robin_sz> true, but .. possible
[23:47:38] <JymmmEMC> robin_sz: I work at a datacenter, I see all kinds of crap all the time.
[23:47:56] <JymmmEMC> we have a lot of "colorful" client content
[23:48:38] <robin_sz> I think I can come up with worse :)
[23:48:57] <JymmmEMC> robin_sz: After your goatse pics, I bet you could =)
[23:49:36] <JymmmEMC> alrighty folks, I gots to get outta here and pickup a 20X dvd burner before heading to work... laters!
{kind=link}
{kind=link}
{kind=link}
{kind=link}