Back
[00:00:50] <cradek> yes
[00:00:53] <cradek> I'm trying to find it...
[00:04:16] <JymmmEMC> I see: Hardware step generator for 5I20
[00:07:09] <cradek> I must have imagined it. I can't find it.
[00:07:41] <JymmmEMC> It's okey, thanks though. I was RTFM the userguide to try and firgure out why I keep stalling
[00:09:13] <JymmmEMC> I SHOULD be able to get 150IPM, but stalls at 85.3IPM
[00:10:56] <JymmmEMC> Here's my current in (I'm only working on X axis atm)
http://cpp.sourceforge.net/?show=38572
[00:12:33] <LawrenceG> +++++++++++++++++++++++++++++++++++++++++
[00:12:57] <JymmmEMC> LawrenceG: ???
[00:15:56] <JymmmEMC> I find it VERY frustrating that there's a longer detailed explanation of HOME_IGNORE_LIMITS than there is for STEPGEN_MAXVEL
[00:32:26] <JymmmEMC> If someone has some ideas to an explanation for this, I'm all ears... I can jog in one direction at 150IPM wittout my motor stalling. If I jog in the other direction, it will stall almost at the exact same position.
[00:32:35] <LawrenceG> oops... book on keyboard sri,
[00:33:14] <cradek> something's sticky or rough
[00:33:21] <archivist> JymmmEMC, running out of power/friction
[00:33:31] <JymmmEMC> In only one direction though?
[00:33:46] <archivist> yes
[00:34:02] <archivist> some twist os screw difference
[00:34:06] <archivist> or
[00:34:35] <archivist> remember its harder walking up hill
[00:34:54] <JymmmEMC> This is X axis, there is no "up hill"
[00:35:22] <JymmmEMC> 5TPI thompson ballscrew on 2:1 belt driven pulley
[00:35:27] <archivist> measure the torque then
[00:35:52] <JymmmEMC> how?
[00:36:57] <archivist> feel by hand, string and weight and bar or best a torque meter
[00:37:52] <archivist> or a dc motor and measure the current for a fixed speed
[00:38:53] <archivist> or nice nifty tool a torque watch
[00:39:42] <JymmmEMC> The ballscrew is under the middle channel
http://farm1.static.flickr.com/143/389868985_9590ce0735_b.jpg
[00:39:54] <JymmmEMC> In the pic, the pulley is removed there.
[00:40:13] <JymmmEMC> same end as where you see the disconnected X axis motor.
[00:41:44] <JymmmEMC> These were the same type of issues I was having under the Xylotex @ 24VDC, now on Parker at 48VDC (which is what mariss suggested for these motors, voltage wise)
[00:41:59] <archivist> add mass see if the working direction then fails
[00:42:19] <JymmmEMC> archivist: The whole gantry is attahced
[00:43:32] <JymmmEMC> http://farm1.static.flickr.com/166/424362252_1bd7946026.jpg
[00:44:07] <tomp> monitor the current across a shunt resistor ( to see difference in pos/neg direction ) or, some amps have a current monitor output ( eg: Copley ) this will uncover friction/extra load in 1 direction
[00:45:12] <JymmmEMC> The PS is 6A, my fluke does 10A. Gimme a few to rewire everything.
[00:45:16] <tomp> maybe it's crabbing
[00:45:22] <JymmmEMC> crabbing?
[00:45:34] <archivist> twisting
[00:45:47] <tomp> one edge of axis ahead of other ( when 2 guides/motive elements)
[00:46:20] <JymmmEMC> of the gantry itself?
[00:46:36] <archivist> the moving carriage
[00:46:47] <tomp> yes, is the picture showing longest axis as X ( l to r ) ?
[00:46:48] <archivist> whatever that is
[00:47:04] <JymmmEMC> tomp: correct
[00:47:27] <tomp> does a light finger assist eliminate the problem?
[00:47:48] <JymmmEMC> let me try... have to stretch to reach it...
[00:47:55] <tomp> be careful please
[00:48:16] <JymmmEMC> I meant strect the ktbd cable
[00:52:07] <tomp> if the assist makes a difference , go back and see if the motive point (nut) is truly in center of the slide ( and in center in both direction in case the slide itself shifts off center when reversed )
[00:53:06] <tomp> sometimes loosening the joint (nut to slide) will relieve the problem ( not a solution but a way to see where the problem is at )
[00:53:36] <JymmmEMC> Ok... Not actually a"light" touch, but added force (not enough to move the amchien or anything), DID help it from stalling, and actually stalled it wehn I accidentally pressed the other direction.
[00:54:27] <tomp> ok, you'll have to tighten up the servo after you get it even in both dir's. servo or stepper?
[00:54:34] <JymmmEMC> steppers
[00:54:55] <tomp> hmmm, lag would indicate the difference also, but no lag in stepper
[00:55:32] <archivist> dont run at 99% of max power either as random failure will result
[00:56:03] <JymmmEMC> archivist: PSU wise?
[00:56:11] <archivist> system
[00:56:26] <tomp> hard to loosen the nut to slide connection? ( adds backlash, reduces crab just a troubleshooting trick)
[00:56:49] <JymmmEMC> tomp: ballnut to gantry you mean?
[00:56:55] <tomp> yes
[00:57:18] <JymmmEMC> tomp: I can loosen it, but it's really fixed (no adjustments)
[00:58:05] <archivist> 1 screw with a wide gantry?
[00:58:43] <JymmmEMC> one leadscrew, yes. 24" x 24" 5.5" XYZ
[00:58:56] <JymmmEMC> travel that is
[00:59:02] <Ziegle1> sound like the size of the machine I have
[00:59:40] <tomp> the idea: float it (loosen it) , hope it removes the error seen ( you get balanced motion each dir) if the error reduces, then slowly snug it up and keep checking at each snug.
[01:00:19] <JymmmEMC> tomp: what, you thinking the X isn't exactly 90 deg?
[01:00:48] <JymmmEMC> err, parallel I mean
[01:00:51] <tomp> maybe the coupling face ( ballnut to gantry connection)
[01:00:57] <archivist> a dti to measure twist during travel
[01:01:12] <JymmmEMC> archivist: I only have one.
[01:01:27] <tomp> it's small compared to 24" fer sure, and so has to be very accurate ( or adjustable )
[01:02:50] <JymmmEMC> tomp: So, if the leadscrew isn't exactly parallel to the linear rails, you're thinking the when the ballnut gets to one end, it's getting skewed somewhat and binding?
[01:03:45] <tomp> no, thats snowplow or cosine error, i think the finger pressure suggests the gantry twists somehow
[01:04:09] <toast> measure twist in a machine bed with differential levels
[01:04:30] <toast> sorry for just jumping in, i will scroll up
[01:04:50] <tomp> motion twist not like bed twist, carriage on a lathe twist, not uneven concrete twist
[01:04:56] <JymmmEMC> FWIW... I can hear the balls turning... in the "good direction (L2R) they sounds smooth. In the bad direction (R2L), they sound rough.
[01:05:30] <toast> what is twisting
[01:05:36] <toast> i scrolled up but maybe i missed it in my skim
[01:05:51] <tomp> yes, let it tell you... thats the way to get at it, be sensitive to it and build a picture, test the picture, when the picture and the real agree, you know the error
[01:06:29] <tomp> can you hear the same on all bearings?
[01:06:52] <JymmmEMC> tomp: This is just the ballnut on the X, not on the Y (Z has acme)
[01:07:14] <tomp> so the ballnut sounds different in l2r r2l ?
[01:07:20] <toast> that's very bizarre
[01:07:28] <JymmmEMC> yes, over the whole length of travel
[01:08:08] <tomp> that seems to narrow down the problem components :(
[01:08:21] <toast> did you take the ballscrew out and run the nut over it
[01:08:21] <JymmmEMC> I had taken apart the ballnut a year ago or so, and made sure nothing was inside, cleaned up the return tube that had a jagged edge, and reloaded it all.
[01:08:33] <toast> to completely eliminate everything else
[01:10:20] <tomp> there should be no diff on the ballscrew by itself l2r vs r2l, sorry sounds like bad ballscrew is probable.
[01:10:38] <JymmmEMC> tomp: nut or screw?
[01:10:44] <tomp> the combo
[01:10:55] <archivist> or gantry twist causing noise
[01:12:52] <tomp> its more the nut from the description ( trouble with ball flowing in 1 direction brings mental picture of a lip they fall over one way but hang on in the other )
[01:12:53] <archivist> but easy check, take belt off feel the screw by hand each way
[01:12:55] <tomp> archivist: I thought the noise came from then nut itself.
[01:13:15] <archivist> tomp yes but why
[01:14:04] <tomp> return was damaged and hand repaired, maybe not perfect, makes for bind in 1 dir
[01:15:59] <tomp> i agree simples tests should be done and that the ball screw itself shouldnt exhibit this if it is 'ok'
[01:17:03] <tomp> remove ballscrew& nut see if it's same both dirs, full travel. while its out see if the gantry moves nice both dirs fill travel, see if it crabs...
[01:17:30] <JymmmEMC> the gantry moves smooth
[01:17:42] <JymmmEMC> w/ leadscrew disenganged
[01:17:45] <toast> ballscrews are preloaded, so it doesn't make much sense for it to be messed up in one direction
[01:17:59] <JymmmEMC> toast: No, this is not preloaded
[01:18:02] <toast> oh
[01:18:04] <toast> then, owned
[01:18:53] <JymmmEMC> So, if I slow down to 80IPM, no, but at 120IPM stalls in one direction???
[01:19:11] <JymmmEMC> s/no,/np,/
[01:19:18] <archivist> torque reduces with speed
[01:19:42] <archivist> so reduce speed to increase torque
[01:20:10] <JymmmEMC> My motors:
http://www.xylotex.com/StepperMotor.htm
[01:21:26] <archivist> * archivist notes a lack of proper spec there
[01:23:29] <tomp> sorry didnt know this was speed related. thought it was mechanical... is it a notch ( eg: ok at 80 , bad at 120, ok at 150 ?)
[01:23:55] <JymmmEMC> tomp: Anything above 85IPM
[01:24:13] <JymmmEMC> will cause it to slow in only one direction tomp
[01:24:19] <JymmmEMC> s/slow/stall/
[01:24:56] <JymmmEMC> tomp: Just stalls more/quicker at higher speeds
[01:25:06] <tomp> rpm rating of ballscrew is ok with rpm at 85+ ipm ?
[01:28:15] <JymmmEMC> tomp: I believe these are the right ones:
http://products.danahermotion.com/v41/ModelDetail.asp?PkgOrder=161&User=Screw&Rnd=308
[01:29:40] <tomp> JymmmEMC: i dont know, i just suspect the ballscrew/nut. if removes the nut should spin freefall from 1 end to other in both directions. wether that is a good test for >80ipm i dunno.
[01:31:14] <tomp> JymmmEMC: i saw the Danaher/Thompsom screws, a bit familiar with them, rolled threads... no spec on rpm ratings/suggestions/limits, but 80 ipm is a bit quick , its 2M/min... no need to think thats the problem for now.
[01:31:22] <JymmmEMC> tomp: prob is, neither do I. I've had problems for two years. Everyone said it was a Xylotex issue, so I went with PArker drives and doubled the voltage. I got better speeds, but the stalling has been the biggest issue
[01:32:17] <JymmmEMC> tomp: Hell, I'm not even sure how to calc the RPM at80IPm/120IPM
[01:32:20] <tomp> if 2 yeasr are into it, then pull the ballscrew and nut, hold it by 1 end hanign doen, make sure the nut free falls to the other end ( dont let it fall off ) then try other direction...
[01:32:30] <tomp> carp cant type
[01:32:36] <tomp> crap :)
[01:32:48] <JymmmEMC> tomp: I did when I took apart the ballnut, all was good.
[01:32:53] <archivist> steppers do stall when you go beyond the spec
[01:33:22] <JymmmEMC> archivist: in my case, what would that be?
[01:33:49] <archivist> not enough info available to say
[01:33:59] <JymmmEMC> archivist: then what else do you need?
[01:34:36] <tomp> i wont join a yahoo group, but the pdfs might have that info from PacSci ) the motors are 'Pacific Scientific')
[01:34:44] <tomp> the pdfs want you to join
[01:35:17] <JymmmEMC> tomp: I can get them for you, but they are showing octagon in the pic on the PDF's
[01:35:27] <JymmmEMC> not sq like mine are
[01:35:33] <tomp> the right documents will have a curve of velocity and torque
[01:36:00] <tomp> maybe the pdf has the model number & numbers describing the speed/torque relation ( not pix )
[01:36:34] <JymmmEMC> tomp: hang on, I'll get the ones on yahoo for you... gimme a few
[01:36:55] <archivist> 2:30 am /me ooorf to bed
[01:36:59] <alex_> alex_ is now known as The_Ball
[01:37:56] <orpheus> So i've finally gotten all three axies working on my micromill, but now i'm having trouble finding good cam software
[01:38:01] <orpheus> any suggestions?
[01:38:16] <cradek> you ain't the only one
[01:38:22] <tomp> if we back up... its slow in 1 dir at >80ipm, the ballscrew&nut are verified ok, there's some thought that the motors may not be capable of going this fast , or the driver may not be putting symmetric waveforms at that speed
[01:38:22] <orpheus> or is everyone else writing all thier gcode by hand too?
[01:38:30] <cradek> yeah many are
[01:38:42] <cradek> what parts are you wanting to make
[01:38:49] <tomp> for the latter , try swapping motor leads ( force other electronics to drive that direction )
[01:39:23] <JymmmEMC> tomp:
http://www.zshare.net/download/2781152b591e46/
[01:39:34] <orpheus> cradek: well, at the moment, a fancy wooden box, it's simple enough a 2.5 d program would work well
[01:39:51] <JymmmEMC> tomp: flip aa# with bb# ???
[01:40:20] <tomp> JymmmEMC: wait i got no pdf but do have 3 popups :(
[01:40:20] <cradek> orpheus: do you already have any cad or cam software, or are you starting from scratch
[01:40:30] <JymmmEMC> tomp: sigh,
[01:40:49] <JymmmEMC> tomp:
http://www.zshare.net/download/2781152b591e46/
[01:41:11] <JymmmEMC> tomp: disbale JS
[01:41:48] <tomp> no need i caught this one, looking now
[01:42:16] <orpheus> cradek: well, I've used a couple of different programs with other people's equipment, but it's all commercial, and not having a windows box, or a desire to spend tons of money, makes those look like bad options
[01:42:52] <tomp> JymmmEMC: your's like page 10? got numbers?
[01:43:06] <orpheus> cradek: so far, I've played with "cam.py", the wierdly-licenced script written by an mit prof
[01:43:18] <JymmmEMC> tomp: looking...
[01:43:52] <cradek> orpheus: we've got a page of links on the wiki - did you see it yet?
[01:43:57] <orpheus> cradek: I also got opencascade built so i could try cam-occ, but it's actually not very far along and useless for writing gcode without further work
[01:44:00] <JymmmEMC> tomp: the numbers I have are in the pic here:
http://www.xylotex.com/StepperMotor.htm
[01:44:45] <orpheus> cradek: I started there, but eventually made my way to www.editthis.info's page on cam software
[01:44:58] <cradek> orpheus: I do my 2.5D with homebrew export from autocad - no good without autocad of course
[01:45:07] <orpheus> ah
[01:45:10] <cradek> there's very new work using xfig
[01:45:19] <cradek> recently posted on emc-users list
[01:45:36] <orpheus> * orpheus looks
[01:45:44] <tomp> orpheus: vapt
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?AptProgrammingForEMC
[01:45:55] <tomp> JymmmEMC: looking...
[01:46:00] <cradek> what kind of fancy is the box? fancy engraving, or just roughing a box shape?
[01:46:37] <cradek> even I haven't been brave enough to learn apt... and I like LaTeX
[01:51:12] <orpheus> I like that there's a post on emc-users about 9-axis milling
[01:51:18] <orpheus> ya know, for when 8 isn't enough
[01:51:51] <cradek> you won't cut with 9 axes, but they sure might be needed to move things around
[01:51:54] <tomp> JymmmEMC: i cant find your motor in that pdf, some are similar but not nema 23. BUT reversing the leads would force other electronics to drive in the (now) problem direction. that may be valuable to know. I dont know how to reverse yours ( the pdf doesnt show me)
[01:52:32] <JymmmEMC> tomp: Yeah, I was looking too, tried searching for the nM rating in the pdf
[01:53:11] <JymmmEMC> tomp: to rev the motor, do I switch the a pair with the B pair, or just one legt of each pair
[01:53:13] <JymmmEMC> ?
[01:53:24] <orpheus> cradek: facy box being defined as a wooden box, top and bottom, made to fit together, fancy because the sides (hopefully) won't be straight.
[01:53:36] <orpheus> some cool arc's or something
[01:54:00] <tomp> JymmmEMC: dunno, i was hoping for a pic in the pdf to help
[01:54:18] <orpheus> but yeah, i was going to rough the whole thing out of a 2 by 10 chunk I have laying around
[01:54:21] <cradek> orpheus: ah ok, so you want some tangent lines and arcs, stuff like that
[01:54:32] <cradek> apt might actually be decent for that
[01:54:38] <cradek> it will have a learning curve
[01:54:42] <JymmmEMC> tomp: ah, ok. I need to take a break, my neck is REALLY tense now. You gonna be around in a while?
[01:55:00] <cradek> otherwise, just get out your slide rule and trig tables and have at it :-)
[01:55:07] <orpheus> i haven't actually looked at how apt code works, is it pretty powerful?
[01:55:29] <orpheus> i was actually bummed to learn that I can't do trig in emc-gcode-math
[01:55:32] <orpheus> i was about to
[01:55:37] <cradek> sure you can do trig in emc-gcode
[01:55:54] <orpheus> really? i must have just had it wrong
[01:55:54] <tomp> JymmmEMC: if page 50 is applicable, then the whole set A is swapped with the whole set B ( to make diff electronics drive the problem direction )
[01:56:08] <cradek> orpheus:
http://cvs.linuxcnc.org/cgi-bin/cvsweb.cgi/emc2/nc_files/useful-subroutines.ngc?rev=1.4
[01:57:15] <orpheus> cradek: cool!
[01:57:59] <orpheus> but point is, it'd be ten times easier to lay out a shape in 2d, and tell some software to run a radius n endmill around it
[01:58:10] <tomp> orpheus: the manual for apt version used in vapt
http://bytecolor.homelinux.org/~bytecolor/apt360-doc/HTML/index.html
[01:58:20] <cradek> that's what radius compensation is for! it's in emc.
[01:58:39] <orpheus> that too was on the list of things i needed to learn how to use
[01:59:09] <orpheus> does radius comp. take care of corners as well?
[01:59:13] <cradek> yes
[01:59:21] <tomp> JymmmEMC: i'll let this thing logg, wrap a bag of frozen peas around your neck & take a break ;)
[01:59:37] <orpheus> well, that shows you how little I know
[01:59:42] <cradek> well external corners. for internal (concave) corners you need to use an arc to represent the material left by the fillet
[01:59:59] <cradek> for an external corner it will generate a very nice arc to circle around it while staying in contact with the corner
[02:00:58] <orpheus> ok... so on an inside corner (like if you were pocketing), it fails to do the right thing?
[02:00:59] <tomp> http://www.linuxcnc.org/handbook/gcode/diacomp.html
[02:01:04] <cradek> orpheus: have a look at the comp311_2.ngc sample
[02:01:22] <a-l-p-h-a_> shit, this is an AWESOME idea.
http://www.youtube.com/watch?v=GRcGfni70CI
[02:01:52] <cradek> orpheus: it does the "right" thing - but you have to draw the real part outline
[02:02:08] <cradek> a sharp concave corner is impossible to cut with a round tool, so you get an error if you try
[02:02:55] <orpheus> ok
[02:02:59] <orpheus> now that makes sense
[02:03:38] <orpheus> basically, it works great if you hand it the outline of what it's capable of doing
[02:03:46] <cradek> yes it works very nice
[02:04:17] <orpheus> but if you were to hand it, say, and average vectorized letter of the alphabet to pocket into something, it would more or less die
[02:04:43] <cradek> yes it's not at all a pocketing algorithm.
[02:04:47] <orpheus> ok
[02:04:51] <orpheus> can apt handle that?
[02:05:11] <cradek> I don't know honestly
[02:05:14] <tomp> yes, apt does pockets
[02:05:41] <orpheus> 'cause that's about the level of not-having-to-do-the-math that i'd prefer, even if there's a learning curve
[02:06:31] <orpheus> of course, it's always nice to just throw an .stl or something similar at a cam program and let it figure it out, but oh well
[02:06:57] <cradek> I sure sympathize - but sadly that requires both windows and $$$
[02:08:38] <orpheus> yeah
[02:08:59] <orpheus> it looks like apt is really quite intelligent
[02:09:06] <cradek> yeah I think it is
[02:09:33] <cradek> after much effort I successfully made one program with it - haven't gone back since then
[02:09:37] <tomp> apt is like emacs/wordstar/vi most modern cad system use apt concepts or even apt code
[02:09:39] <cradek> maybe I should
[02:10:45] <orpheus> vapt looks like a nifty tool too
[02:10:58] <cradek> I understand apt does 5 axis too
[02:11:01] <tomp> a pocket primitive used to build fancy pocketing macros
http://bytecolor.homelinux.org/~bytecolor/apt360-doc/HTML/pocketing.html#figure103
[02:11:04] <orpheus> i can certianly see why many cam systems use apt to do the math too
[02:11:38] <tomp> http://bytecolor.homelinux.org/~bytecolor/apt360-doc/HTML/pocketing.html
[02:11:41] <orpheus> cool
[02:11:42] <orpheus> well
[02:11:55] <tomp> The APT processor can generate the cutter paths required to remove material from an area bounded by a polygon of up to 20 sides. This is done by using the POCKET statement, according to the following format: POCKET/ Re, c, f, f1, f2, f3, o, p, PT1, PT2, PT3, ..., PTN
[02:12:04] <orpheus> i just have to ask.... i'm a debian guy... is apt.. in apt?
[02:12:14] <cradek> nope
[02:12:18] <orpheus> dang
[02:12:24] <orpheus> not that i mind
[02:12:28] <orpheus> just that it would be funny
[02:12:36] <cradek> it's a fairly new port - not real easy to build yet either
[02:12:41] <orpheus> but I don't know what they would call the package
[02:13:06] <orpheus> after hand-editing opencascade files to get it to build, i think i can handle apt360
[02:13:37] <orpheus> tomp: since you seem to know a fair amout about apt, here's a question
[02:13:39] <tomp> no, please goto
http://bytecolor.homelinux.org/~bytecolor/ and see this help(?) page
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?AptProgrammingForEMC
[02:13:45] <tomp> yes?
[02:14:08] <orpheus> imaine you wanted to pocket out an hourglass shape
[02:14:12] <orpheus> using apt
[02:14:32] <orpheus> but the center of the hourglass was narrower than the width of the endmill
[02:14:38] <tomp> (my no is due to being a very slow typer , it was that there is NO apt repository for vapt aptos apt-360 )
[02:14:40] <orpheus> can apt handle that?
[02:14:50] <cradek> surely you just get two pockets
[02:15:06] <a-l-p-h-a_> I know we've seen this before... but damn.
http://www.youtube.com/watch?v=oGq-9NNmr3o&mode=related&search=
[02:15:08] <tomp> the posting would give you 2 pockets
[02:15:09] <orpheus> i'm just wondering if it knows how to do that on it's own
[02:15:25] <tomp> yes, it knows to not go in there ;)
[02:15:33] <orpheus> wow
[02:15:37] <orpheus> cool
[02:15:53] <orpheus> so it'll actually make a pair of pockets?
[02:16:15] <tomp> and visit #cam when you can
[02:16:42] <tomp> yes, with a big enough cutter it ought to make no pockets ;)
[02:16:53] <orpheus> what all goes on in #cam?
[02:17:12] <tomp> not much tonight, but it's for vapt/apt/apt-360
[02:17:15] <orpheus> ah
[02:17:17] <orpheus> cool
[02:17:40] <orpheus> to be honest, opencascade is a nice framework for doing 3-d stuff
[02:17:50] <orpheus> it just knows nothing about cam
[02:18:17] <orpheus> and it sounds like apt knows everything about cam, and nothing about actual rendering
[02:18:35] <tomp> did i mention it (vapt/apt-360) can make valid 5 axis code? ( i have no way to test this tho ) and it'll simulate the cut , with offsets?
[02:18:44] <cradek> "Error 153 on card 74"
[02:19:02] <cradek> sorry that should have been in uppercase :-)
[02:19:05] <tomp> what tickled that response?
[02:19:18] <orpheus> tomp: yeah, you said so. and i'm afraid my brain would explode if i looked at the code that implements the algorithms
[02:19:42] <orpheus> well, thanks
[02:19:54] <orpheus> i'm gonna go read un on about 12 different things
[02:20:01] <orpheus> *read up
[02:20:15] <tomp> of course it's open source, but as opposed to emc, it grew out of IBM System 360 fortran :) and punch cards like in cradek's message
[02:20:16] <cradek> hey vapt runs, cool
[02:20:30] <tomp> great! thanks!
[02:20:38] <cradek> where do I get the rest of apt360?
[02:21:08] <cradek> oh I see it on that wiki page
[02:21:12] <tomp> oughta be from bytecolor's page or here
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?AptProgrammingForEMC
[02:21:25] <cradek> I should get the cvs apt360 and postp?
[02:22:14] <tomp> yep both
[02:22:42] <tomp> with all the python work you've done I bet you have all those 'libs' already
[02:23:25] <tomp> libs/deps
[02:23:56] <toast> i found that the department of labor has a list
[02:24:03] <toast> of apprenticeships by state
[02:24:12] <toast> woot, there are plenty of tool and die places
[02:24:25] <toast> looks like i've got my full ten year plan
[02:27:29] <orpheus> so what's the relation between aptos and apt360?
[02:29:42] <a-l-p-h-a_> that Apt looks very 'interesting'
[02:31:16] <tomp> orpheus: i dont know, ones the chicken & ones the egg, but dunno which... i use apt360 and i think aptos is unfinished (more unfinished)
[02:31:31] <toast> in which ways
[02:32:08] <tomp> unfinished as in you cant get any output but can see soemthing happen ....
[02:32:48] <tomp> apt360/postp/vapt will create valid emc code
[02:33:04] <toast> only emc?
[02:33:18] <tomp> so aptos = unfinished, apt360/vapt/postp = working
[02:33:41] <tomp> use postp to create new posts ( EMC is one )
[02:33:55] <toast> hmm
[02:34:14] <tomp> put a 'machine =EMC' directive in the apt file for it to generate EMC code\
[02:34:24] <toast> what about say fanuc
[02:34:29] <toast> i don't use any emc machines
[02:34:31] <toast> fanuc and haas
[02:34:43] <toast> i can't find the webpages waaaah
[02:35:07] <tomp> 'machine=mill' where mill is mill1 thru3 or 4, one of those oughta be good for fanuckians
[02:35:27] <tomp> i dont have a fanuc ;)
[02:35:32] <toast> one of my co-workers used to write apt postprocessors
[02:35:38] <toast> maybe he'll remember it if i give it a shot
[02:35:42] <toast> where's the homepage
[02:36:01] <tomp> fanuc is the model that most other posts are hacked from
[02:36:03] <orpheus> i'm going by
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?AptProgrammingForEMC
[02:36:22] <orpheus> since it'll probably work for anything
[02:36:26] <orpheus> not just emc
[02:36:28] <tomp> toast: ditto, use same page to find the others
[02:36:47] <toast> ty sirs
[02:37:26] <orpheus> par of me wants to know how apt works, and another pair of me is afraid to look at it, since those are algorithms i couldn't figure out how to do
[02:37:31] <orpheus> *part
[02:37:59] <toast> hahah
[02:38:45] <toast> i also kind of wish emc had a conversational mode
[02:38:55] <tomp> btw: the wiki shows how i manually added % and M02, the newest postp does that for EMC automatically
[02:38:56] <toast> but that would be ridiculous to implement
[02:39:25] <orpheus> thanks
[02:40:11] <tomp> toast: emc has conversational programming ( from JElson & RayH iirc) and gwiz and python scripts too, they all ask q's and output code
[02:40:25] <toast> like, pockets and stuff?
[02:40:30] <tomp> yep
[02:40:49] <toast> like the cool thing about the conversational thing at work is that you can do custom contours and it will generate a roughing path
[02:40:54] <toast> but i'll check that nonsense out
[02:41:02] <cradek> tomp: I got it all running, but when I load test.apt (partno spirograph) I see nothing in the vapt graphics display
[02:41:05] <tomp> and apt can be written with macros & python front ends to do the same...
[02:41:13] <cradek> tomp: I do get gcode generated though
[02:41:36] <tomp> cradek... thinking ( urmph umph urrgg )
[02:42:05] <toast> tomp: that is hot
[02:42:17] <toast> but like what i was thinking is a g-code/conversational hybrid
[02:42:23] <orpheus> anyone remember the command to generate ./configure from a configure.in?
[02:42:25] <cradek> autoconf
[02:42:36] <toast> maybe one day when i am a millionare i will make my own control
[02:42:43] <toast> * toast leaves for fairyland
[02:42:44] <orpheus> i never remembber which of the auto<tab><tab> tools to use
[02:43:00] <orpheus> thank
[02:43:01] <orpheus> s
[02:43:01] <tomp> cradek: did the vapt screen open?
[02:43:16] <cradek> yes and it (apparently) ran apt for me, because there's gcode in the tab
[02:43:25] <cradek> and apt output below
[02:43:31] <tomp> type 's' ?
[02:43:33] <cradek> just nothing in the graphics
[02:43:45] <tomp> (simulate the cut )
[02:44:55] <orpheus> lamed: ./configure: line 4277: syntax error near unexpected token `fi'
[02:45:27] <LawrenceG> cradek: a quick python question.... to execute a system command.... sys.exec("mplayer xxx.flv") ???
[02:45:43] <cradek> LawrenceG: sorry, not sure
[02:45:57] <LawrenceG> np... I will find the docs somewher
[02:46:05] <cradek> tomp: that doesn't seem to do anything
[02:47:23] <tomp> cradek: ok, will set up and run it to see wahtsup
[02:47:55] <cradek> I don't see anything on the menus etc that would do the simulation
[02:49:18] <orpheus> ahhh!!!
[02:49:21] <orpheus> that souldn't have worked!
[02:50:06] <orpheus> on line.. let's see.... 4272 of my generated ./configure, there was was appeared to be a spurious ','
[02:50:16] <orpheus> i removed it, and all is well
[02:50:20] <orpheus> what are the chances?
[02:50:21] <cradek> tomp:
http://timeguy.com/cradek-files/emc/vapt.png
[02:50:47] <orpheus> i mean, should i send in a diff? with just one character changed?
[02:51:52] <tomp> cradek: do you have the emc post? i bet not and your example remonds me, you gotta get the post from bytecolor.... try machin/pmill for now please
[02:52:04] <cradek> yes I get gcode out
[02:55:06] <tomp> cradek: right you musthave it, thats not the problem with no picture... i'm running the same code and it plots for me...
[02:55:16] <cradek> how did you load it?
[02:57:22] <tomp> i ran vapt, then loaded from menu ~/aptsuite/apt360/examples/spirograph.apt it had machin/dxf and machin/pmill you might have chgd it to machin/emc or gotten a newer spiro than i have
[02:57:50] <tomp> i edited a version to be machin/emc and it runs fine too
[02:58:00] <cradek> oh hey! that works
[02:58:08] <cradek> maybe the others really had no output
[02:58:40] <cradek> cool
[02:58:54] <cradek> man they really ought to steal the mouse navigation from AXIS :-)
[02:58:55] <tomp> ? a differnt src file?
[02:59:03] <cradek> spirograph
[02:59:09] <cradek> I used test.apt before
[02:59:13] <tomp> cradek: the poor guy was always admiring axis
[02:59:20] <cradek> haha
[02:59:44] <tomp> tilt swivel & zoom work for you? and 's' now ?
[03:00:13] <orpheus> man, i just wish i could build apt
[03:00:27] <cradek> alt-R runs it again I think
[03:00:34] <cradek> can't figure out where to type "s"
[03:01:39] <tomp> me neither ( where'd i get that idea? )
[03:01:43] <cradek> haha
[03:05:04] <cradek> ok when I add a FEDRAT to spirograph, I get gcode that works
[03:05:19] <orpheus> under no condition should make fail on a first run, and succeed on a second run
[03:12:23] <tomp> cradek what fixed the 'no plot' in vapt?
[03:12:42] <cradek> I loaded a different file
[03:13:01] <cradek> test.apt and test2.apt maybe just don't work
[03:14:07] <tomp> yep, me too, test3 is ok ( fancy intersecting spheres ) pyopengl is nice
[03:14:59] <JymmmEMC> tomp: (I'm still taking a break - thanks for the frozen peas idea) Reversed the electronics, problem is still mechanical. ok L2R, stalls R2L.
[03:15:38] <tomp> and 's' simulate doesnt work, but i always do this, hammer on some fancy bit. i gotta get back to doing useful stuff in vapt & emc ;)
[03:15:48] <cradek> yes test3 is interesting...
[03:16:46] <tomp> JymmmEMC: so i got it straight,.. the symptom stayed the same after reversing the sets, so the err is mechanical. right?
[03:20:08] <tomp> right, L2R still bad after swapping leads... (had to scroll back to see the original symptom was good L2R , bad R2L )
[03:20:32] <tomp> argh, l2r still GOOD after swapping leads
[03:21:08] <orpheus> it looks like apt is running postp without a full pathname on the input files, any advice?
[03:21:28] <orpheus> "postp -pPMILL -n1 < cl.tap > test.PMILL1.tap"
[03:21:26] <orpheus> postp: couldn't open '/usr/local/lib/python2.4/site-packages/postp/PMILL1.pst' file
[03:21:37] <orpheus> i didn't mean to paste all that
[03:21:39] <orpheus> whoops
[03:22:28] <tomp> easier to use vapt and it's file selector than to use the command line versions
[03:23:07] <orpheus> vapt.py
[03:23:05] <orpheus> Segmentation fault
[03:23:10] <orpheus> dang
[03:24:22] <orpheus> how do you even get a segfault in an interperted language?
[03:24:34] <orpheus> i mean, i'm sure it's some c-bindings
[03:24:38] <orpheus> but still
[03:27:24] <tomp> JymmmEMC: so the rumble in 1 dir does not depend on one side of an hbridge , the rumble is not due to the ballnut/leadscrew (removed & inspected ok ), the rumble is speed dependant... does the gantry move as well in both directions at >80 ipm (by hand)?
[03:27:38] <tomp> orpheus: does the error repeat?
[03:28:33] <tomp> orpheus: I dont want to clutter your system with dumps, but... is it reproducable?
[03:30:32] <tomp> and does the post exist? thats the error "couldn't open '/usr/local/lib/python2.4/site-packages/postp/PMILL1.pst' file"
[03:32:29] <orpheus> tomp
[03:32:33] <tomp> JymmmEMC: that test would be w/o belt, w/o leadscrew/ballnut, just moving the slide by hand at approx > 80ipm ( 1.3" travel during "onemisissippi" )
[03:32:33] <orpheus> err tomp: yes
[03:32:41] <orpheus> very reproducible
[03:32:56] <tomp> orpheus: does the file exist?
[03:33:01] <orpheus> also, the python-gl GLUT demo segfaults
[03:33:21] <orpheus> "python vapt.py" segfaults
[03:33:36] <orpheus> do you know if it uses GLUT?
[03:34:03] <tomp> well gl is common in both of those, so maybe a video issue, sorry
[03:34:51] <tomp> vapt uses pyopengl
[03:35:34] <orpheus> i take that ack, actually, it's the "tom" set of demos for python-opengl
[03:35:36] <orpheus> *back
[03:35:54] <orpheus> it does sound like it's python-opengl, not vapt
[03:36:43] <a-l-p-h-a_> anyone playing with a lathe? I really want a know the best practice on how to TRUE up the cross slide on a lathe... my lathe is FULLY adjustable.
[03:38:08] <toast> what do you mean by true up the cross slide
[03:38:13] <toast> the cross slide or compound slide
[03:38:19] <a-l-p-h-a_> compound slide
[03:38:26] <a-l-p-h-a_> it's a schaublin 102.
[03:38:32] <toast> what do you want to true it to
[03:38:39] <a-l-p-h-a_> any part.
[03:38:59] <toast> hang an indicator off the toolpost
[03:39:05] <a-l-p-h-a_> it's parallel to the part I'll be turning.
[03:39:12] <JymmmEMC> tomp: The last time I dosconnected the gantry and let it "free move", it was extrmely easy, one finger to slide the whole 24" in under 10s
[03:39:13] <a-l-p-h-a_> that gets me one axis.
[03:39:15] <a-l-p-h-a_> not the other.
[03:39:22] <toast> uh
[03:39:30] <toast> you have a two axis compound
[03:39:40] <a-l-p-h-a_> yup.
[03:39:40] <toast> ?
[03:39:49] <a-l-p-h-a_> I can pull some photos... let me see if I have to take some or not
[03:39:51] <toast> face a small part using the cross slide
[03:40:04] <toast> then use that.
[03:40:55] <a-l-p-h-a_> http://lloydleung.com/gallery3/Lathe_Related/
[03:40:59] <a-l-p-h-a_> hmm.
[03:41:35] <tomp> JymmmEMC: if it felt nice in both dirs at that speed, then feels bad at (near) that speed with the transmission connected, it's in the transmission & i dont see where. you just said it was with the trans and no without it. ( trans = motor , pulley, leadscrew & nut ) I agree but dont know where :(
[03:41:35] <toast> i only see a one axis compound slide
[03:41:48] <a-l-p-h-a_> okay... let me get some photos...
[03:42:03] <toast> let me get this right though
[03:42:06] <toast> you are saying you have four axes
[03:42:11] <toast> that you can move in?
[03:42:14] <cradek> your photo album makes me cry
[03:42:20] <toast> carrage, cross, compound, and compound2?
[03:42:54] <orpheus> why the grying at the album?
[03:42:57] <orpheus> *crying
[03:42:59] <toast> flash
[03:43:02] <orpheus> ah
[03:43:17] <orpheus> (also, why can't i type tonight?)
[03:43:18] <tomp> pretty machine, pretty album ( not so pretty led tie wrapped to indexing head ;)
[03:43:25] <JymmmEMC> tomp: I lost you on your last statment
[03:43:46] <tomp> JymmmEMC: it must be int the transmission, and i dont know where
[03:44:15] <toast> a-l-p-h-a_: i think i see the other axis
[03:44:25] <a-l-p-h-a_> it's not flash (adobe).
[03:44:34] <toast> it might as well be =)
[03:44:49] <toast> also i found a pic with your second axis
[03:44:49] <a-l-p-h-a_> it's lightbox, which is just scriptaculous
[03:44:56] <a-l-p-h-a_> know how there's a Z and X?
[03:45:07] <toast> yeah
[03:45:11] <a-l-p-h-a_> the Z and X angles are adjustable
[03:45:25] <JymmmEMC> tomp: Random thoughts: bent leadscrew, one end of leadscrew not square with the other end, ballnut mounted too high near one end, combination of one or more of the abive.
[03:45:27] <a-l-p-h-a_> Z slightly... X, is fully (makes the tappers)
[03:45:27] <JymmmEMC> above
[03:45:28] <toast> unless you have an interferometer or other complicated device, the best way to true it
[03:45:32] <toast> is to do test cuts
[03:45:48] <toast> test facing
[03:46:05] <tomp> JymmmEMC: can you move the gantry with the ballscrew and not use the motor? some rope wrapped around the pulley like an lawnmover pull ? to see if you can further eliiminate bits?
[03:46:23] <a-l-p-h-a_> hmmm... okay... I've got something nice to face... after I get nice faces... I'll go for truing the X (so no tappers, unless I want to)
[03:46:29] <toast> also
[03:46:40] <toast> you are always, always, always goin to get a convex surface
[03:46:41] <toast> a cone
[03:46:46] <toast> if you get a concave surface, you have a bad X axis
[03:46:49] <a-l-p-h-a_> why's that?
[03:46:51] <toast> the ways are warped if that happens
[03:46:55] <toast> or there's sag
[03:47:05] <JymmmEMC> tomp: you suspecting the motor still?
[03:47:13] <a-l-p-h-a_> doubt that, with the schaublin design... it's just a HUGE chunk of metal...
[03:47:17] <toast> because with straight lines, you can't produce a concave surface
[03:47:26] <toast> you have to stop
[03:47:27] <toast> to do that
[03:47:52] <toast> it'll either cut from the inside out, or from the outside all the way across the diameter of the part
[03:48:03] <a-l-p-h-a_> I see what you mean.
[03:48:09] <tomp> JymmmEMC: no, suspecting we need to cut the problem in half and say the eroor is to the left or right of the cut. i suggest cutting at the belt and seeing if the error goes away or continues
[03:48:17] <toast> also, you don't have to take the part off
[03:48:39] <toast> just indicate with the off axis until both sides of the part indicate zero
[03:48:42] <JymmmEMC> tomp: hang on a sec...
[03:48:48] <a-l-p-h-a_> i'll need to find some drill rod, or something to true up the X.
[03:48:50] <toast> k
[03:49:05] <a-l-p-h-a_> and use my TDI
[03:49:10] <a-l-p-h-a_> not the car.
[03:49:16] <toast> also when you do the face
[03:49:26] <toast> it will ride a 0 for half the part, then take off at twice the rate of the taper
[03:49:37] <toast> so when you make your adjustment, make it just like anything else- half the distance
[03:50:40] <a-l-p-h-a_> toast, thanks...
[03:50:46] <toast> np
[03:50:49] <toast> hopefully it goes quick for you.
[03:51:28] <a-l-p-h-a_> hopefully.
[03:51:30] <a-l-p-h-a_> :/
[03:51:32] <a-l-p-h-a_> somehow I doubt it.
[03:51:34] <tomp> DTI dial test indicator TDI turbo diesel injected
[03:51:47] <a-l-p-h-a_> I thought it was test dial indicator
[03:52:00] <tomp> had me goin
[03:52:19] <tomp> indk8r
[03:52:27] <JymmmEMC> tomp: I also have other motors:
http://www.applied-motion.com/products/stepper/motors/size23.php 4023-828D
[03:52:44] <toast> it doesn't matter if you use a dti or a dial gauge
[03:52:47] <toast> er dial gage
[03:52:56] <JymmmEMC> tomp: bbiab, heading to store.
[03:52:57] <tomp> JymmmEMC: too complex, try a rope just for giggles
[03:52:57] <toast> as long as it's your most accurate doodad
[03:52:58] <a-l-p-h-a_> now I'm wrong.
[03:53:04] <a-l-p-h-a_> DTI it is
[03:53:14] <toast> gage? gauge? i forget
[03:53:29] <toast> gauge, i think i was right the first time
[03:53:43] <a-l-p-h-a_> DI is the pluger, DTI is the wiggle one.
[03:53:53] <toast> di == dial gauge
[03:53:56] <toast> same doodad, different name
[03:54:02] <a-l-p-h-a_> http://www.littlemachineshop.com/products/product_category.php?category=1310310429&First=D&Last=D
[03:54:12] <a-l-p-h-a_> I'm going by that.
[03:54:20] <a-l-p-h-a_> widget and doodad
[03:54:29] <a-l-p-h-a_> and whatchamacallit
[03:54:33] <toast> exactly
[03:54:52] <toast> i actually like using dial indicators for truing stuff a lot of times
[03:54:57] <toast> if they will fit
[03:55:04] <a-l-p-h-a_> yes... I ghettoed up the spindle speed indexer. :)
[03:55:04] <toast> bigger dial, more spring pressure
[03:55:52] <tomp> a-l-p-h-a: i do the same, make it work, then make it pretty
[03:56:56] <a-l-p-h-a_> I haven't turned on my lathe in months.
[03:57:21] <a-l-p-h-a_> wait, lathe in probably a 9-12 months, mill, in 7 months.
[03:57:28] <toast> has anyone ever used a birmingham lathe
[03:57:33] <toast> or one of their bed mills
[03:58:56] <toast> I GUESS NOT
[04:01:19] <a-l-p-h-a_> wooh... removed the ugly white border, that I didn't notice before. images aren't obscured anymore
[04:05:07] <maddash> anyone ever tried xilinx's ise webpack? what's the difference between a "lab install" and the regular one?
[04:06:52] <jmkasunich_> completely off topic:
http://jmkasunich.dyndns.org/cgi-bin/blosxom/photography/euclid-beach-07-20-07.html
[04:08:26] <a-l-p-h-a_> jmkasunich_,!!!!!!!!!!!!!!!!!!!!!! :)
[04:08:35] <a-l-p-h-a_> hope you're not annoyed at me.
[04:08:54] <maddash> heh, motion control in fixed point arithmetic
[04:08:58] <jmkasunich_> a-l-p-h-a_: no, not annoyed
[04:09:06] <jmkasunich_> just having a hard time focusing on coding right now
[04:10:58] <a-l-p-h-a_> okay. :) I'm just antsy to get some faster speeds.
[04:11:03] <a-l-p-h-a_> my lathe and mill are killing me.
[04:11:07] <a-l-p-h-a_> they're so slow
[04:11:51] <maddash> is it a bad idea to let a blackfin (or any other dsp) to do trajectory calculations (in realtime)?
[04:13:03] <tomp> dsp are how many cnc controls work, so
[04:13:07] <tomp> so 'no'
[04:13:12] <tomp> nat bad idea
[04:13:48] <tomp> pmac (delat tau) ,pmd, aerotech, all dsp
[04:14:45] <jmkasunich_> a-l-p-h-a_ can you /msg me? or is that an unregistered nick?
[04:14:55] <toast> a-l-p-h-a_: how slow?
[04:15:21] <a-l-p-h-a_> 30-40 ipm
[04:15:26] <maddash> jmkasunich_: are you avoiding me?
[04:15:25] <a-l-p-h-a_> for the mill.
[04:15:33] <jmkasunich_> maddash: no
[04:15:36] <jmkasunich_> I'm avoiding everybody
[04:15:39] <toast> lool
[04:15:43] <maddash> tool.
[04:15:46] <toast> a-l-p-h-a_: doc?
[04:15:51] <maddash> er, lool*
[04:16:06] <maddash> er, fool**
[04:16:19] <maddash> er, boo!***
[04:17:10] <maddash> * maddash goes back to programming his spartan 3
[04:17:14] <toast> why do you want more than 30 ipm
[04:17:15] <toast> on that lathe
[04:19:43] <a-l-p-h-a_> toast,? what doc?
[04:19:58] <toast> depth of cut, srt
[04:19:59] <toast> *sry
[04:19:58] <a-l-p-h-a_> jmkasunich_, I'm not registered...
[04:20:05] <a-l-p-h-a_> oh... that's the MAX speed I get now anyways.
[04:20:12] <toast> you can't turn at 30 ipm?
[04:20:12] <jmkasunich_> never mind then
[04:20:17] <a-l-p-h-a_> jepler, I'll reg sec.
[04:20:23] <a-l-p-h-a_> my other is... I'll ghost him off.
[04:20:54] <a-l-p-h-a_> a-l-p-h-a_ is now known as a-l-p-h-a
[04:23:18] <toast> wb
[04:26:46] <tomp> so tpAddLine and tpAddCircle use tcqPut to add those 'geometries' to the queue. so the queue holds these fairly hi level ideas (line arc ). what divies them up into servo cycle chunks? tpRunCycle? ( using tcRunCycle to figger the new velocity? )
[04:27:19] <maddash> tomp: search for "Primary_displacement" inside of tpruncycle
[04:28:47] <a-l-p-h-a> nah, I ghsoted the other account... it's my workstation at work.
[04:28:50] <a-l-p-h-a> <-- home
[04:29:23] <toast> a-l-p-h-a: how deep are you cutting on your lathe
[04:29:41] <a-l-p-h-a> probably 1/2mm.
[04:29:45] <maddash> is it just me, or are 3 axes not enough?
[04:29:46] <toast> try cutting deeper
[04:29:51] <toast> rather than faster
[04:29:58] <toast> or is that your limit
[04:30:00] <a-l-p-h-a> my motor's only 1/2hp
[04:30:01] <toast> that you previously discovered
[04:30:10] <toast> you should be able to go deeper, man
[04:30:15] <toast> on aluminum
[04:30:16] <toast> even on steel
[04:30:19] <a-l-p-h-a> that's my main stuff.
[04:30:29] <maddash> "you should be able to go deeper, man"
[04:30:41] <maddash> "that's my man stuff."
[04:30:46] <toast> huh?
[04:31:13] <maddash> when i'm tired, sexual euphemisms spring from nowhere
[04:31:55] <toast> a-l-p-h-a: .5 mm is way too shallow
[04:32:11] <toast> (i'm not used to metric yet, i have to convert)
[04:35:19] <a-l-p-h-a> I'll try heavier cut next time.
[04:35:55] <tomp> maddash: thanks, i see it (Primary_displacement) and dont understand the idea ... if it's supposed to mean the dx dy dz that is added to where the system was last time, then someone could've chosen better names or explained it.
[04:36:09] <tomp> crap
[04:39:11] <toast> pew pew pew
[05:00:54] <JymmmEMC> tomp: Ok, so this rope thing of yours... I pull the rope and if it starts mowing the lawn, then what?
[05:01:55] <JymmmEMC> tomp: ot do you mean smooth balls vs rough balls?
[05:02:00] <tomp> ;) to eliminate the motor, the rope allows yopu to approach the >80ipm, and wrapping it 'the othjer way' tests the 'other direction' meanwhile... you 'feel' if its better or as bad as with the motor
[05:02:14] <toast> actually we have a rope-driven machine
[05:02:20] <tomp> yes
[05:02:20] <toast> (i am not kidding at all)
[05:02:23] <tomp> yes yes
[05:02:55] <JymmmEMC> tomp: I'm a big guy, if it stalls when *I* pull the rope, we have bigger issues =)
[05:03:05] <tomp> we have a non motor non amplifier affected machine
[05:03:31] <tomp> JymmmEMC: me 'im 6'4" so, i can pull it at about 80 ips, so can you
[05:03:52] <JymmmEMC> ditto
[05:04:26] <tomp> 80 ipm sorry
[05:05:09] <JymmmEMC> With these drives, I didn't realize they've been sitting idle.... the motor temp is 110F
[05:05:19] <JymmmEMC> (very quit)
[05:05:51] <tomp> steppers get hot when idle ( some have current reduction when not used ,its a function in the amp )
[05:06:08] <JymmmEMC> tomp: Yeah, but I have it disba;ed right now
[05:06:48] <tomp> amp disabled? hmmm, another issue, not related directly to the roughness.
[05:07:22] <JymmmEMC> no idle at 50% disabled (intentional)
[05:08:00] <toast> what's going on?
[05:08:05] <toast> oh, the ballscrew thing
[05:08:13] <tomp> yeh
[05:08:14] <toast> noisey rough slide doodad
[05:08:32] <tomp> noisey bastid rough slide doodad
[05:08:33] <JymmmEMC> Ok, I disconnected the belt, if I turn the pulley 1/4 turn so the gantry moves L2R, smooth. If I turn the pulley so the gnatry moves R2L I can feel/hear the course/roughness in the ballnut
[05:09:31] <JymmmEMC> think removing the cap from a 2liter bottle,
[05:09:43] <tomp> JymmmEMC: good, the problem is in the components still connected, not in those that are disconnected
[05:10:06] <JymmmEMC> tomp: That's even a BIGGER issue... I have ZERO anything to fix it.
[05:10:12] <tomp> JymmmEMC: got a cap right here, gotcha
[05:10:43] <JymmmEMC> no spare parts, no mill, no lathe, nada
[05:10:48] <tomp> JymmmEMC: still you've narrowed it down.
[05:11:04] <JymmmEMC> no access to a mil/lathe either
[05:12:16] <JymmmEMC> I've never touched, seen, felt, a ballscrew, so I never knew if turning the opposite direction should be equally smooth or not.
[05:12:41] <JymmmEMC> these last 24 months
[05:13:43] <tomp> JymmmEMC: both directions should be identical, at least, your hands shouldnt feel any difference ( some fancy gauges might )
[05:13:59] <JymmmEMC> tomp: BIG difference just making 1/4 turns
[05:14:07] <JymmmEMC> cw/ccw
[05:14:52] <toast> is there a gib in the table?
[05:14:59] <toast> have you ruled out a loose gib
[05:15:04] <tomp> do you think that if you >could< reverse the ballscrew ( end for end ) that the symptom would be in the other direction?
[05:15:36] <JymmmEMC> tomp: the ballscrew has been machined to fit one direction only
[05:15:44] <tomp> yes, i want you to imagine
[05:16:18] <JymmmEMC> tomp: Yes
[05:17:06] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[05:18:15] <tomp> ok, i'm thinking the err is in the ballnut, but avoid that, and test this: try to do the 1/4 turn without the nut attached to the gantry... same feel? different feel?
[05:19:10] <JymmmEMC> tomp: Ok, that's a lil weird todo. there is a machined block the nut attachs to, when you turn the leadscrew this block flops around
[05:19:08] <tomp> gotta hold the nut while turning the ballscrew 1/4 turn cw,ccw
[05:19:48] <tomp> is this possible? hold the block in one hand? turn wit other?
[05:20:04] <JymmmEMC> gimme a few, gotta lift the machine up to disconnect the gantry from it.
[05:22:48] <tomp> maybe you dont need to disconnect the gantry from the machine, just the nut/nutholder from the gantry, and while the system is laid over, just hold the nut and turn the screw...
[05:23:55] <JymmmEMC> tomp: With the gantry disconnected.... There is no differnce in hear/feel turning cw or ccw no matt the speed I turn the screw
[05:24:21] <JymmmEMC> holding the nut in left hand, turning pulley with right.
[05:24:57] <JymmmEMC> tomp: I have a special jack I use to hold the machine up.... it's called a 10" 2x4
[05:25:53] <tomp> JymmmEMC: ok, the err is NOT the motor/pulley/amp, it's not the ballnut/screw, it IS the ballnut/holder/gantry. if gantyr move nice by itself and ballnut/screw move nice by themselves,...
[05:26:34] <tomp> then if the ballnut/gantry dont work well together... the answer is not obvious but is in that combo
[05:27:28] <tomp> what can it be, misalignement of nut centerline to travel vector? maybe .. any change of changing that alignment?
[05:29:00] <JymmmEMC> tomp: Ok, if the left half of the leadscrew is mounted slightly too low on the left side.... could that casue the ballnut when moving left cause the screw to bow/flex and explain the things we've seen this far?
[05:29:31] <JymmmEMC> tomp: To your other question, no. Ther eis ZERO adjustments at this point.
[05:29:46] <JymmmEMC> other than the tension of the ballscrew itself
[05:30:26] <JymmmEMC> ther's a nut on each end I could loosen/tighten againest the bearings it's in
[05:30:48] <JymmmEMC> but that is more or less leadscrew play than anything else
[05:31:15] <tomp> ok no adjustments... and if the ballscrew dives down to left ( -z at -x ) , yes that would cause problems, you might free the end and let it float for some more 'feel' tests
[05:31:40] <toast> ballscrew misalignment causes a whole ton of problems
[05:31:56] <tomp> (not sure it would cause exactly the symptom you described, but yes a problem )
[05:32:02] <JymmmEMC> nothing to free... all machined blocks
[05:32:49] <tomp> remove the left block?
[05:33:16] <tomp> only support 1 end of ball screw for a test
[05:33:19] <JymmmEMC> tomp: I have a suspicion that the left end mounting block might be too high, pressing the screw down
[05:34:00] <tomp> your suspicions get better as you get to know the machine more :)
[05:33:59] <JymmmEMC> it's awefully hard to toss any kind of guage in there being a ballscrew thread
[05:34:14] <tomp> no gauge, the 'feel'
[05:34:25] <tomp> (use the force luke)
[05:34:53] <JymmmEMC> tomp: the leadscrew will "pop out" the right side block
[05:35:26] <JymmmEMC> nut-bearing-block-leadscrew-block-bearing-nut
[05:37:17] <tomp> say that again? you got a nut on each end? i imagine pulley blockwithbearing screw nut screwcontinued blockwithbearing
[05:38:02] <JymmmEMC> tomp: I have to hit my other computer to see if I have photos... gimme a few and I'll find/take and post some if I can
[05:38:08] <tomp> k
[05:39:09] <tomp> or... (the "try this" approach ) shim the right block, or shave the left block ( shim is less permanent ;)
[05:40:25] <tomp> no, the error will be the height of nut center too gantry vs the ballscrew center to gantry, and shimming would just bow the screw
[05:42:14] <tomp> so dont do either... maybe shim the nut... in general make all 3 center the same height from top of rail and same distance from edge of one rail, and both rails equidistant.
[05:44:47] <fenn_> fenn_ is now known as fenn
[05:46:03] <tomp> fenn: hi, hope you are well, longtimenosee
[05:46:58] <Jymmm> tomp: This is the Y axis, but same thing on the X
http://farm2.static.flickr.com/1032/862245359_e867e2c759_b.jpg
[05:47:45] <tomp> got thi pic ok
[05:48:01] <fenn> hideyho.. just passing on a song for alex
[05:49:22] <tomp> Jymmm: i see the nuts you spoke of, i was thinking ballnut (doh!)
[05:49:21] <fenn> i got a sysadmin job :\
[05:49:39] <Jymmm> tomp I understand
[05:49:53] <tomp> fenn: great! hope it pays enuf for your cnc hobby
[05:49:53] <Jymmm> fenn poor bastard, at least it isn't a tech job
[05:51:34] <tomp> Jymmm: any guestimate on the drop from ballnut to end of ballscrew ( how much it dips )? and any way to shim the ballnut mount by say 1/2 that ? (up to all of it )
[05:55:26] <tomp> btw: the machine looks real nice
[05:57:19] <Jymmm> |
[05:57:19] <Jymmm> | the end mounting blockers with bearing and end nut
[05:57:24] <Jymmm> /// == leadscrew
[05:57:40] <Jymmm> ==========this is the fixed frame=====================
[05:57:40] <Jymmm> | |
[05:57:40] <Jymmm> |////////////////|/|/////////////////////////////////|////(pulley)
[05:57:40] <Jymmm> ____|_|_______
[05:57:40] <Jymmm> |Gantry/ballnut|
[05:58:13] <Jymmm> |/| == ballnut/block
[05:58:58] <tomp> ok, makes sense
[06:01:13] <tomp> Jymmm: and you suspect this...
[06:01:18] <tomp> ==========this is the fixed frame=====================
[06:01:26] <tomp> | |
[06:01:29] <tomp> |
[06:01:42] <tomp> |////////////////|/|/////////////////////////////////|////(pulley)
[06:02:01] <tomp> where left block is differnt than right block?
[06:03:23] <tomp> looks like you might shim the right block ( and not the nut )
[06:04:23] <Jymmm> close, more like....
[06:05:13] <Jymmm> ==========this is the fixed frame=====================
[06:05:13] <Jymmm> |///////// |
[06:05:13] <Jymmm> ____|_|_______
[06:05:13] <Jymmm> |Gantry/ballnut|
[06:05:22] <Jymmm> doh
[06:05:54] <Jymmm> dots replacing spaces...
[06:05:56] <Jymmm> ==========this is the fixed frame=====================
[06:05:55] <Jymmm> |///////// |
[06:05:55] <Jymmm> ..........///////|/|/////////////////////////////////|////(pulley)
[06:05:55] <Jymmm> ____|_|_______
[06:05:55] <Jymmm> |Gantry/ballnut|
[06:06:57] <tomp> ok, then shim the left block down , seem like it may work?
[06:07:28] <Jymmm> tomp can't, the gantry mounting block is fixed too
[06:09:35] <tomp> somethings gotta move to make their centers in line
[06:10:04] <Jymmm> hold on, uploaging photos
[06:10:22] <tomp> and that seems to be the bore in the left block.. ok will look
[06:11:00] <toast> tomp: many places just line bore that kind of thing
[06:11:04] <toast> no adjustment
[06:11:34] <tomp> yes, the prob here is the bore aint a line ;)
[06:11:44] <tomp> it's a lightning bolt ;)
[06:12:06] <Jymmm> unproven lighting bolt
[06:12:39] <toast> i'm just saying why it would be unadjustable
[06:12:55] <tomp> Jymmm: true, something led you to think the left end 'went down' tho
[06:13:33] <tomp> toast, yes unadjustable would be good
[06:13:41] <Jymmm> only because when I move R2L is when the stalling occures
[06:13:45] <tomp> would/could be
[06:13:57] <toast> nah, most big stuff is adjustbale
[06:14:00] <toast> nonadjustable is bad
[06:14:03] <toast> material ages and settles
[06:14:14] <toast> sometimes the machine gets bumped on the table and the bore is off
[06:14:14] <toast> etc
[06:14:36] <tomp> Jymmm: right ( i needed reminding ), and that could be checked by a block slide between 'fixed frame' and 'screw'
[06:15:31] <tomp> toast: i meant it'd be ok if the line bore was good, but yes, things change.
[06:15:44] <Jymmm> tomp
http://farm2.static.flickr.com/1213/863197056_71deace0d0_b.jpg
[06:15:49] <toast> pew pew pew
[06:16:34] <tomp> Jymmm: got it...
[06:16:54] <Jymmm> tomp
http://farm2.static.flickr.com/1123/863196986_c53b5eb7f7_b.jpg
[06:17:39] <toast> jymm
[06:17:45] <toast> er
[06:17:47] <toast> Jymmm:
[06:17:52] <toast> do you have drill rod that will fit in the holes
[06:18:06] <Jymmm> what holes?
[06:18:12] <toast> the ones that mount the ballscrew
[06:18:27] <toast> there's a millwright method to tell you the angular and linear error
[06:18:29] <toast> between the bores
[06:18:30] <Jymmm> in the middle? in the ends?
[06:18:32] <toast> but it only works somewhat close
[06:18:41] <toast> like, a tight fit
[06:18:49] <toast> like sort of a gage pin
[06:19:05] <tomp> a looong guage pin
[06:19:07] <Jymmm> I dont have any drill rod, some SS rods
[06:19:08] <toast> yes
[06:19:16] <toast> how much travel is there
[06:19:24] <Jymmm> overall 24"
[06:19:27] <toast> hmm
[06:19:28] <toast> might work
[06:19:38] <toast> if you get like, two 14" spans that fit dead nuts into the holes
[06:19:42] <toast> and go close to one another
[06:19:49] <toast> and that you can fit dial test indicators on
[06:19:55] <toast> you can measure all the errors
[06:20:35] <Jymmm> are you taking remove the leadscrew completely and tossing in a drillrod in it's place to measure?
[06:20:39] <toast> yep
[06:20:43] <toast> two drillrods, actually
[06:20:48] <Jymmm> two?
[06:20:47] <toast> but yes.
[06:20:51] <toast> two.
[06:20:53] <toast> one for each hole!
[06:21:00] <toast> that is how you check shaft alignment
[06:21:16] <tomp> i see the whole leadscrew assy mounts onto the extruded aluminum strut, and than can be shimmed (block to strut) to align the screw centerline with the rails
[06:21:31] <Jymmm> tomp s/extruded/machined/
[06:21:48] <Jymmm> oh, the C channel you mean?
[06:21:49] <toast> also looking at that the diameter/length ratio is probably too long
[06:22:18] <tomp> sorry, i mean c channel to extruded, shim betweenthose 2
[06:22:21] <Jymmm> toast yeah, nothing to align againest.
[06:22:32] <Jymmm> tomp inverse what you just said
[06:22:41] <toast> Jymmm: no no, i mean checking it
[06:22:42] <Jymmm> s/shime/shave/
[06:22:43] <toast> not aligning it
[06:22:45] <toast> just seeing if it's out
[06:24:09] <Jymmm> tomp I *TIHNK* when the ballnut mount is attached to the gantry plate, the gantry plate is puching UP on the leadscrew causing it to bow on the left side, which is lower than it should. - at least that's my theory. the thing is, even if that was the case, I have no way of fixing it.
[06:25:17] <Jymmm> tomp This POS I think is too tall
http://farm2.static.flickr.com/1040/863196994_17db5696e6_b.jpg
[06:26:37] <toast> is the machine level
[06:27:20] <tomp> if thats too tall, then in
http://farm2.static.flickr.com/1213/863197056_71deace0d0_b.jpg, shim between 'gantry plate ( thingy with nice webs) and the vertical side plates... thismakes gantry plate 'lower'
[06:27:55] <Jymmm> tomp s/shim/shave/
[06:29:57] <tomp> Jymmm: i can easily be wrong but it looks like shim to me ( to lower the plate stretching rear to front that is undercarriage of gantry )
[06:30:23] <tomp> and shim can be undone easy
[06:31:28] <tomp> toast: yes it should be level, ways straight and axis square
[06:35:21] <tomp> Jy
http://www.drawblog.com/images/20070720113440269.jpg
[06:35:28] <tomp> Jymmm:
http://www.drawblog.com/images/20070720113440269.jpg
[06:35:57] <tomp> shim Jymmm :)
[06:37:45] <tomp> Jymmm: hope it works out, you have really narrowed it down to howto from wtf. i gotta crash, gnite!
[07:09:46] <JymmmEMC> tomp:
[07:10:28] <JymmmEMC> tomp: If I shim the leadscrew mounts on (each) end, that will put down force on the ballnut
[07:11:43] <toast> you CAN mount a machine that size without stressing it
[07:11:54] <toast> it takes some fabrication
[07:11:56] <toast> and is probably not worth it
[07:12:05] <toast> mount i.e. shim
[07:12:06] <JymmmEMC> mount what?
[07:12:45] <toast> your machine
[07:12:48] <toast> shimming it
[07:13:13] <toast> oh i misread
[07:13:15] <toast> i'm sorry, nevermind
[07:13:27] <JymmmEMC> :)
[07:28:54] <toast> pew pew pew
[07:36:48] <xantipe> Good morning! Can somebody point me to a supplier of cheap milling tools (for PVC, PE, Plexi-Glass), diameters 0.5mm~3mm?
[07:37:39] <xantipe> My mill will work in a couple of weeks so I start searching for tools. Austria and surrounding countries preferred.
[07:42:45] <xantipe> Can someone point me to online shops, please?
[07:43:14] <toast> hmm
[07:43:16] <toast> uh
[07:43:17] <toast> msc?
[07:43:22] <toast> mscdirect.com
[07:43:43] <toast> xantipe:
[07:43:43] <xantipe> Are they high-priced?
[07:43:45] <toast> not really
[07:43:53] <toast> you're doing plastic so you can use a cheap endmill
[07:44:09] <toast> two flute, high helix
[07:44:13] <toast> if you can
[07:44:31] <xantipe> Are for plexiglass special tools required?
[07:44:35] <toast> no
[07:44:43] <toast> however kerosene or wd-40
[07:44:49] <toast> will be an amazing lubricant/coolant
[07:44:51] <xantipe> It always was melting, then "click"... :-/
[07:44:56] <toast> that's the problem
[07:45:01] <toast> you need to run it faster, with a lighter feed
[07:45:09] <toast> and you need to run kerosene (preferred) or wd-40
[07:45:14] <toast> right to the tool
[07:45:25] <toast> and a two flute mill
[07:45:28] <xantipe> Oh, forgot to mention that I cannot use liquid coolant.
[07:45:32] <toast> uh, why
[07:45:49] <toast> also what tool were you using
[07:45:50] <toast> what speed/feed
[07:45:58] <xantipe> Mill has nothing to cath the coolant.
[07:46:02] <xantipe> catch...
[07:46:11] <toast> uh, i'm saying why can't you use coolant
[07:46:22] <toast> plastic needs coolant to cut well
[07:46:27] <toast> needs
[07:46:43] <toast> otherwise you deal with warping and melting and all horrible other things
[07:47:26] <toast> i personally would use a two flute endmill with kerosene
[07:47:32] <xantipe> I currently use a borrowed mill and I found out that low rpm and only 0.5mm cutting depth + slow advance work fine.
[07:47:41] <toast> right because you keep the heat down
[07:47:49] <toast> and the mill doesn't really melt it any
[07:48:07] <toast> anything will cut well if you pretent it's air hard tool steel
[07:48:06] <xantipe> Well, I am in no rush, it can work slowly...
[07:48:13] <toast> *pretend
[07:48:21] <toast> but a two flute endmill will give you tons of clearence
[07:48:30] <toast> in the gullet
[07:48:33] <toast> so the tool won't bind
[07:48:44] <xantipe> Sounds reasonable.
[07:49:00] <toast> high helix increases the chip removal
[07:49:03] <toast> which is incredibly important in plastics
[07:49:14] <xantipe> There are fishtail tools available. What's with them?
[07:49:20] <toast> fishtail?
[07:49:20] <toast> link?
[07:49:32] <xantipe> moment...
[07:49:34] <toast> i'm not familiar with that particular phrase
[07:50:14] <xantipe> I only have a name: "Think & Tinker, Ltd."
[07:50:48] <toast> i can't find anything that really stands out
[07:51:03] <toast> oh, it refers to the point somehow
[07:51:11] <toast> i have no idea man
[07:51:29] <toast> three flue is more like
[07:51:30] <toast> aluminum
[07:51:38] <toast> i would cut plastics with one flute index endmills
[07:51:43] <toast> but you probably don't want to for the money up for that
[07:52:04] <toast> bascially the idea with plastic is to get it out of the cut as fast as you can
[07:52:14] <toast> when you are hogging it off, that is
[07:52:27] <toast> otherwise you go slow and try not to generate any heat
[07:52:34] <toast> which is what you've been doing, as you said
[07:52:34] <xantipe> http://www.thinktink.com/ <-- This is the link.
[07:53:07] <toast> ohhhh
[07:53:23] <toast> i get it
[07:53:33] <xantipe> There go to the tools (right), then choose endmill cutters...
[07:53:40] <toast> yeah i'm already there
[07:53:45] <toast> like, you can use those?
[07:53:58] <toast> but you are at the very, very extreme
[07:54:02] <toast> of the cutting spectrum
[07:54:03] <toast> in terms of plastics
[07:54:18] <toast> those endmills are to help the folks at the very other end - the very extreme of speed
[07:54:22] <toast> to help them go even faster
[07:54:39] <toast> because the bottom of the mill rubs on the plastic
[07:54:43] <toast> as it springs back
[07:54:43] <toast> and melts it
[07:55:41] <toast> like, once you get into cutting at 80-100 inches per minute
[07:55:48] <toast> then you're going to need those mills
[07:55:49] <xantipe> Doesn't the tool for soft media (
http://www.thinktink.com/stack/volumes/voli/store/endmill.htm) prevent exactly this?
[07:56:15] <toast> like i said man
[07:56:23] <xantipe> No flat tip, so material is not rubbed and melting?
[07:56:29] <toast> you don't have that problem
[07:56:37] <toast> you are not pushing the right tool fast enough
[07:56:41] <toast> to encounter what they're talking about
[07:56:48] <toast> you can use that tool though
[07:56:50] <toast> no ill effects
[07:57:06] <toast> you're sitting right before this weird middle zone
[07:57:14] <xantipe> Also, they appear expensive (for my needs).
[07:57:17] <toast> where the plastic isn't being removed from the cut fast enough
[07:57:19] <toast> or with enough coolant
[07:57:36] <xantipe> Yes. Exactly.
[07:57:38] <toast> plastics need a coolant
[07:57:45] <toast> or else they'll weld to the tool
[07:57:52] <toast> bind, and break the mill
[07:58:32] <xantipe> Air-cooling (compressed air) is no option?
[07:58:36] <toast> it is?
[07:58:39] <toast> but it's not really the problem
[07:58:43] <toast> you can try a TiN
[07:58:46] <toast> coated mill
[07:58:50] <toast> or a TiAlN
[07:59:07] <xantipe> What is TiN and TiAIN?
[07:59:09] <toast> but really for what you're doing you don't need TiCN/TiAlN
[07:59:14] <toast> all these are coatings
[07:59:28] <toast> it's like a solid lubricant
[07:59:44] <toast> it decreases surface friction and "stickyness"
[07:59:50] <toast> and also increases the amount of heat a tool can handle
[07:59:55] <toast> TiN is gold
[07:59:56] <xantipe> Ok, got it.
[08:00:06] <toast> TiAlN is like, a brown color
[08:00:12] <toast> and TiCN is blue.
[08:00:20] <toast> but air won't help
[08:00:26] <toast> that's not really the issue
[08:00:39] <toast> also go full hog into it, you need to really throw the chips clear
[08:00:53] <toast> and you may completely snap a couple endmills trying to find the right parameters
[08:00:58] <toast> but you really need a two flute endmill
[08:01:16] <toast> and i would not try to use an endmill under a 1/2"
[08:01:25] <toast> and spin it 3000 rpm
[08:01:46] <toast> or more, if you have it
[08:02:37] <xantipe> I thought that air would help getting material out rapidely from the cutting zone.
[08:03:14] <toast> that helps it clear after it's been cut
[08:03:17] <toast> but doesn't help the actual cutting processs
[08:03:40] <toast> i'm talking about when the material is still partially attached to the block
[08:03:52] <toast> trying to keep it free during that process
[08:03:55] <toast> that's when it builds up
[08:04:43] <xantipe> But you are right, less cutting fins will be most important.
[08:05:16] <toast> it's like trying to cut aluminum with a 4 flute
[08:05:17] <toast> same kind of deal
[08:05:21] <toast> piss slow.
[08:06:41] <xantipe> Well I have up to 18000 rpm
[08:07:06] <toast> arrrgh
[08:07:09] <toast> disconnected
[08:07:09] <xantipe> Well I have up to 18000 rpm
[08:07:15] <toast> cool
[08:07:20] <toast> what size endmill are you planning on using
[08:07:37] <toast> if you have a vortex tube that might help the heat
[08:07:39] <xantipe> This is a converted engraving machine from gravograph, Model VX92.
[08:08:16] <xantipe> This is the problem. Shank not more than ø3.2mm.
[08:08:36] <xantipe> Besides: Does MSC ship worldwide or only USA?
[08:08:52] <xantipe> Besides: Does MSC ship worldwide or only USA?
[08:08:53] <toast> i keep disconnecting here.
[08:09:02] <toast> not sure - i believe worldwide, they're a huge company
[08:09:08] <xantipe> Strange internet connection you use...
[08:09:14] <toast> it's just the past couple minutes
[08:09:17] <toast> and it's only this server
[08:09:23] <toast> everything else is fine
[08:09:28] <xantipe> :D
[08:09:45] <toast> but yeah dude, 18000 rpm, a vortex tube, the fewest flutes
[08:09:45] <xantipe> MSC has a office in Europe, too?
[08:09:51] <toast> not sure.
[08:09:56] <toast> whatever their website says
[08:10:12] <xantipe> What is a vortex tube?
[08:10:17] <toast> frigid air
[08:10:22] <toast> compressed air in, frigid air out
[08:10:42] <toast> folks have been picking them up where wet machining is unacceptable
[08:10:45] <xantipe> Don't you think this is a little bit expensive? ;D
[08:10:59] <toast> no, not really
[08:11:06] <toast> compared to other materials it's pretty cheap
[08:11:13] <xantipe> Rough estimation?
[08:11:19] <toast> er
[08:11:26] <toast> not sure about the endmill
[08:11:34] <toast> vortex tube i think is under 150 bucks
[08:11:34] <toast> but they never break
[08:11:53] <toast> but if you can't use the cheap solution - wd-40 or kerosene
[08:11:58] <toast> then that's the only coolant option you have
[08:12:05] <toast__> quit
[08:12:39] <toast> aaargh
[08:12:43] <toast> anyway
[08:12:44] <toast> where was i
[08:12:54] <toast> you're probably talking under 200 bucks
[08:12:55] <xantipe> ... funny ...
[08:12:56] <toast> for the vortex tbe
[08:13:00] <toast> + endmill
[08:13:09] <toast> and that is cheap
[08:13:19] <xantipe> Not so bad.
[08:13:20] <toast> at work we use boring bars that cost 2000 bucks each
[08:13:55] <toast> but like, that tube
[08:13:58] <toast> will do you good
[08:14:01] <toast> especially for milling work
[08:15:05] <xantipe> If I use liquid cooling, where is usually the tray located? Below the monting plate?
[08:15:13] <toast> er
[08:15:21] <toast> you just spray it on?
[08:15:25] <toast> for wd-40 anyway
[08:15:27] <toast> no real catch plate
[08:15:30] <toast> and for kerosene, you use a brush
[08:15:35] <toast> and just brush it on
[08:15:43] <toast> or put it in a small squirt bottle
[08:15:44] <toast> and squirt some on
[08:15:49] <toast> which is a better option
[08:15:51] <toast> and just squirt intermittantly
[08:16:02] <toast> you only need a tray if you have constant-flow coolant
[08:16:06] <toast> flood
[08:16:23] <toast> the coolant will coat the coolant and get kind of sucked up, no puddle
[08:16:32] <toast> er
[08:16:35] <toast> coat the chips
[08:16:54] <xantipe> So this is no permanent splashing coolant?
[08:17:00] <toast> correct
[08:17:05] <toast> it makes a tiny mess
[08:17:10] <toast> as opposed to a huge mess
[08:17:26] <toast> you're throwing just enough on to keep the cutter lubricated
[08:17:33] <toast> rather than trying to keep the cutter submerged in coolant
[08:17:53] <toast> and wd-40 doesn't make much mess at all
[08:18:01] <toast> comes in a spray can
[08:18:07] <toast> and is a great way to just test stuff out
[08:18:30] <xantipe> Ok, this might be possible. I could use a flat tray below the T-slot plate (don't know the right name) to collect what is rinsing down...
[08:18:38] <toast> it won't rinse down
[08:18:51] <xantipe> So less is to be used?
[08:18:55] <toast> yes
[08:18:59] <toast> you're not COOLING stuff
[08:19:01] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[08:19:01] <toast> you're just lubricating the cut
[08:19:07] <toast> that's all
[08:19:18] <toast> most of it smokes away or clings to the chips
[08:19:31] <toast> there's nothing left to drip and cause all sorts of nonsense
[08:19:36] <toast> i use messy coolant for pocketing only
[08:19:50] <xantipe> Oh, I see. I thought you meas a strong flow of coolant...
[08:19:52] <toast> nooooooo
[08:19:58] <toast> that's for very heavy machining
[08:20:08] <toast> you are nowhere near that yet.
[08:21:20] <xantipe> At school (20 yrs ago) I manually milled, but n other dimensions... Therefore I associated this dimensions with here...
[08:21:22] <toast> just a quick spray of wd-40 every so often.
[08:21:35] <toast> depending on how it's cutting, which will take some practice to learn
[08:21:44] <xantipe> wd-40 is oily?
[08:21:44] <toast> ah
[08:21:52] <toast> wd-40 is a lot like kerosene
[08:21:58] <toast> it's light petroloum distillates
[08:22:04] <toast> it's a bit oily.
[08:22:26] <xantipe> So glueing after cutting will become probelmatic?
[08:22:35] <toast> not if you clean the surface
[08:22:38] <toast> which you should be doing anyway
[08:22:50] <xantipe> with benzine?
[08:22:53] <toast> can you use rubbing alcohol on the plastic?
[08:23:03] <toast> do not use benzine if you can help it
[08:23:04] <xantipe> sure.
[08:23:08] <toast> use rubbing alcohol
[08:23:16] <xantipe> fine.
[08:23:17] <toast> and that will give you a very clean surface for the glue to adhere
[08:23:41] <toast> the only reason i ask is some people are using plastics that will melt with rubbing alcohol
[08:23:44] <toast> so yeah man
[08:23:50] <toast> give it a shot, wd-40
[08:23:57] <toast> then clean up after.
[08:23:58] <toast> should come out real pretty.
[08:24:30] <xantipe> Now I must only get my mill finished. I just download EMC's iso now. Must complete 2 additional stepper drives and the power supply, then put everything together.
[08:24:39] <toast> cool man =)
[08:25:15] <toast> anyway it's about 4:30 am where i am
[08:25:20] <toast> so i am going to bed, goodluck
[08:25:50] <xantipe> A lot of work. -- What? You are still up at 04:30? -- So you are from the States?
[08:27:15] <toast> haha, yes
[11:08:45] <xantipe> Hello, is there a guide for installing emc on other distros than ubuntu, especially OpenSuSE 10.2? I don't really like to start now with ubuntu and its different features.
[11:18:51] <xantipe> Did nobody try that?
[14:40:24] <JymmmEMC> skunkworks:
[14:40:36] <JymmmEMC> Skullworks-PGA1:
[14:40:52] <JymmmEMC> Skullworks-PGA18thHole:
[14:40:58] <Skullworks-PGA1> hung over?
[14:41:07] <JymmmEMC> me? I wish
[14:41:58] <JymmmEMC> you would actually have to do something to be hung over.
[14:42:05] <Skullworks-PGA1> Skullworks-PGA1 is now known as Skullworks-PGAB
[14:42:47] <JymmmEMC> And well, Just too stressed/frustrated/discouraged right now to drink
[14:43:57] <Skullworks-PGAB> hmm was there a small mushroom cloud in your recent past
[14:45:08] <JymmmEMC> Skullworks-PGAB: Went thru a 4-6 hour "narrow down the issues" session with tomp yesterday, Seems to be in the ballnut/mount/gantry which 1) I dont have any spare parts for, and 2) I don't have a mill/lathe (or access to one) to fix even if I wanted to
[14:45:52] <Skullworks-PGAB> that is what was binding and causing the lost steps?
[14:46:29] <JymmmEMC> Skullworks-PGAB: Well, binding at least it seems. stalling, not lost steps
[14:46:50] <Skullworks-PGAB> ok
[14:48:14] <Skullworks-PGAB> guess you need to find a small shop that will do little odd jobs on the 6pak exchange medium.
[14:48:16] <JymmmEMC> Still waiting to see, but it looks like my motors *MIGHT* have speed/torque issues too.
[14:49:06] <JymmmEMC> Skullworks-PGAB: The difficult part in all these is there's really no way for me to measure what needs to be changed. So even if I did find a shop, not sure exactly what to tell them.
[14:50:03] <JymmmEMC> Skullworks-PGAB: I really dont have the precision measuring tools
[14:50:27] <Skullworks-PGAB> you have a 0-1 mic?
[14:51:03] <JymmmEMC> I have a 6" .001" dial calipers and a .001" DTI
[14:51:37] <JymmmEMC> both cheapies
[14:51:43] <Skullworks-PGAB> caliper would work
[14:52:26] <JymmmEMC> Skullworks-PGAB: not easy at all to measure distance of a ballscrew though
[14:53:46] <JymmmEMC> Skullworks-PGAB:
http://farm2.static.flickr.com/1213/863197056_71deace0d0_b.jpg
[14:54:05] <Skullworks-PGAB> could you shim up the ball screw end mounts to match the ball nut mount - or if they are too tall, shim the ball nut mount - shim with sheets of paper an measure final thickness that works.
[14:54:26] <JymmmEMC> Skullworks-PGAB: s/shim/shave/ I think
[14:55:06] <JymmmEMC> if you look at that pic, you can see the disconnected ballnut/mount that connects to the gantry underplate.
[14:55:35] <lerneaen_hydra> random question: which CAM apps do most people here use with EMC? that are reasonably cheap (sub 1k USD)
[14:56:08] <JymmmEMC> I THINK it's too tall, and the left side of the ballscrew is slightly too low, so when the ballnut is moving towards the left, it binds and bows the leadscrew upwards.
[14:58:03] <JymmmEMC> unrelated.. Though, I think I found where some backlash was coming from; the leadscrew had some side-side play, tightened up the end nut now.
[14:58:10] <Skullworks-PGAB> * Skullworks-PGAB uses Bobcad - but thats mainly because I got into it back in 91 and I KNOW it.
[14:59:22] <Skullworks-PGAB> jym - was that a kit?
[14:59:32] <JymmmEMC> Skullworks-PGAB: No, hang on...
[15:00:30] <JymmmEMC> http://k2cnc.com/Machines/CNC-router-KG-2525_detail.asp
[15:01:32] <Skullworks-PGAB> so you bought is as a turn key unit
[15:01:44] <JymmmEMC> Skullworks-PGAB: No electronics
[15:01:55] <Skullworks-PGAB> or - less motors/
[15:01:59] <Skullworks-PGAB> yeah
[15:02:00] <JymmmEMC> (that option is no longer offered, I was the last one)
[15:03:01] <Skullworks-PGAB> they should have fitted motors and tested it prior to shipping
[15:03:35] <JymmmEMC> Skullworks-PGAB: I shipped the whole machine back to them with my motors. They shipped it back to me saying "all is well"
[15:04:26] <Skullworks-PGAB> * Skullworks-PGAB notes K2 must have low standards
[15:04:34] <JymmmEMC> Skullworks-PGAB: I have a box of machined pieces that they had to re-do as the the maching was off. I must have at least 4x on some of them.
[15:05:51] <JymmmEMC> Mind you, I have never touched a mill in my life, but even I know better than to clear the swarf off before clamping down raw stick so there isn't a beveled edge so it's not a 90 deg right angle
[15:06:01] <JymmmEMC> shit like that
[15:06:16] <Skullworks-PGAB> another point is you can't trust 8020 type extrusions to be straight or flat
[15:06:37] <lerneaen_hydra> Skullworks-PGAB: the extrusions aren't milled flat?
[15:06:40] <JymmmEMC> the 80/20 is the least if the issues, it's the milled pcs.
[15:06:51] <lerneaen_hydra> though they'll warp if you machine them...
[15:07:07] <Skullworks-PGAB> thats terrible
[15:25:05] <Guest657> Guest657 is now known as richarda
[15:28:12] <tomp> JymmmEMC: keep the investigation simple, you know what feels right and what feels wrong. try loosening up the undercarriage cross piece and re-feel. if it's no different, retighten and try loosening left end of channel, if no better, retuighten that & try right end. one at a time, simple tests, not much time.
[15:49:28] <Jymmm> tomp: What I suspect will end up happening is finding that the left end leadscrew moutn is snafu'ed. I'm just not sure how to go about fixing it once I've confirmed that to be the case.
[15:50:01] <tomp> maybe loosening the bolts can confirm it
[15:51:28] <Jymmm> tomp Well, what I expect I'll have todo is remvoe the entire X axis, drop out the C channel then replace ans THEN I could shim up the end and ballmounts.
[15:52:15] <Jymmm> I need to confirme the leadscrew is true first though.... anyone got a granite flate then could send me =)
[15:53:59] <tomp> you know best, it looked as if shimming c channel ( and other bits) only rqd loosening and inserting the shim. to check the straight... a machine table is pretty flat, with 2 Vblocks and a DTI you could check ( or a lathe way )
[15:59:46] <DanielFalck> mshaver: hi matt!
[16:00:04] <mshaver> Hey Dan!
[16:00:33] <JymmmEMC> tomp: I have nothing like that available to me, other than the DTI.
[16:01:00] <mshaver> DanielFalck: I really liked your apt for emc stuff
[16:01:31] <DanielFalck> thanks
[16:01:46] <DanielFalck> it's not really mine, but I try to help
[16:02:06] <tomp> an extra rail like what you used as x slides? ( they are very straight )
[16:02:38] <JymmmEMC> tomp: None.
[16:03:38] <tomp> use one thats mounted, you just want to lay the screw on it and look for daylight/feel with gauges
[16:04:35] <tomp> bbl
[16:04:43] <JymmmEMC> tomp: good idea, hoping that IT isn't warpped either =)
[16:06:13] <tomp> well, it is the thing you have to be same as, and if it is warped, then find out now. ( a machinists square's edge will show that up )
[16:07:35] <tomp> an indicator mounted on one bearing block can be slid along it's rail. measuring the other rail ( checking deviation between the 2 rails )
[16:07:58] <tomp> an indicator mounted on one bearing block can be slid along it's rail. measuring the same rail ( checking deviation along its length )
[16:08:35] <tomp> again, the bank waits for no man .... bbl
[16:11:02] <richarda> JymmmEMC:can you improvise vblocks - clamp two rules, metal strips, whatever together approx 90 deg?
[16:25:10] <richarda> skunkworks: hi, how is it going?
[16:28:31] <JymmmEMC> richarda: I might have some 1" angle aluminum around here, (maybe U channel)
[16:33:29] <richarda> following on from what tomp was saying,
[16:34:31] <richarda> if you have a plain journal at each end of your shaft
[16:35:03] <richarda> support it on said vblocks and rotate
[16:38:00] <richarda> if you use the al angle/channel, put a spot of oil at the contact point
[17:05:00] <gene> Anybody here?
[17:14:50] <gene> humm, not even an echo in here...
[17:16:17] <richarda> I opened my mouth and everyone stopped talking!
[17:16:40] <gene> chuckle, been there, done that
[17:17:13] <gene> make one feel like he farted in church or something.
[17:17:28] <gene> s/make/makes
[17:18:02] <richarda> what you playing with at the moment?
[17:18:56] <gene> a routine that can only be done simply if while's could be nested, but they can't. Its a pita.
[17:19:54] <richarda> oh
[17:20:54] <richarda> I'm lazy and let the CAM spew hundreds of lines
[17:21:07] <gene> but then I don't consider myself an expert, it may be possible but I can't grok this job without that ability
[17:21:15] <gene> who's got a CAM?
[17:22:40] <richarda> it's a commercial one; onecnc
[17:22:54] <gene> ahh, no got.
[17:23:38] <richarda> the more I do, the less I use it!
[17:24:17] <gene> I need to drill a hole, 1.3" in diameter, thru a 2" thick block of alu, with a cnc controlled micromill that only has enough moxie to cut about .010" at a time.
[17:25:21] <gene> So I was going to write a loop to cut from the center to the edge in increasing arcs, and wrap that inj a loop to push z down by .010 every pass thru the other.
[17:25:40] <gene> Thats a hell of a lot of typing without being able to nest it.
[17:26:22] <gene> with nesting its about 30 lines of code.
[17:26:36] <Skullworks-PGAB> you need a G13
[17:26:47] <gene> G13?
[17:27:02] <Skullworks-PGAB> circle pocket macro
[17:27:02] <gene> lemme look that one up
[17:27:51] <gene> Humm, not in my copy.
[17:28:50] <gene> emc2.16, is my doc book out of date?
[17:29:00] <Skullworks-PGAB> I know
[17:29:21] <Ziegler> anyone here rig up a pendant with EMC?
[17:29:22] <Skullworks-PGAB> I need to port it - make an O-sub to do it
[17:30:12] <Ziegler> or at the very least... a jog wheel?
[17:30:16] <JymmmEMC> Ziegler: Pseudo pendant using an external NUM_PAD
[17:30:48] <JymmmEMC> Ziegler: on a very LONG cord =)
[17:30:56] <Ziegler> hehe
[17:31:13] <gene> Are you saying I can make the inner loop's while function as part of the o100 sub and getaway with nesting it that way?
[17:31:29] <JymmmEMC> Ziegler: It allows me to be at the machine at least.
[17:31:43] <Skullworks-PGAB> might - I have not tried it
[17:32:05] <gene> I'll give that a shot, back in a few.
[17:32:39] <awallin> Ziegler: here is my jogwheel setup
http://www.anderswallin.net/2006/11/jogging-emc2/
[17:32:56] <Ziegler> sweet... looking...
[17:32:58] <JymmmEMC> richarda: I unmounted the X axis, soaking it in charcoal fluid right now to get rid of all the grease.
[17:33:10] <Skullworks-PGAB> I have written a G13 macro for Fanuc - since it was originally a Yaznaq command (also hijacked and expanded by Haas)
[17:34:46] <Ziegler> very nice awallin
[17:34:48] <Skullworks-PGAB> G13 won't normally work on Fanuc - but by writting the macro and naming it O9001 I was able to direct G13 to O9001 and pass all the augments
[17:35:30] <Skullworks-PGAB> I think I can do the same for EMC - just not as smoothly
[17:36:08] <Skullworks-PGAB> not sure if I can pass augments in the interp
[17:36:35] <Ziegler> jepler: hows this going?
http://axis.unpythonic.net/01174426278
[17:36:37] <Skullworks-PGAB> might be able to pass variables
[17:37:59] <JymmmEMC> How come whenever you look for a clamp, you have a zillion of the too small ones, and can never find one of the right ones?! eeeesh
[17:39:18] <Ziegler> If you guys had $900-$1K to spend on a 3 axis system... what driver and steppers / servos would you be looking at?
[17:39:44] <JymmmEMC> torque/speed requirements?
[17:40:14] <Ziegler> at least 400 oz/in ish
[17:40:24] <Ziegler> speed... the more the merrier
[17:40:52] <Ziegler> (at least 80 ipm on rapids)
[17:41:05] <JymmmEMC> Ziegler: ballscrews?
[17:41:06] <Ziegler> yes
[17:41:12] <Skullworks-PGAB> * Skullworks-PGAB wants a bigger budget
[17:41:21] <Ziegler> the cash.... is only for the driver and steppers
[17:41:40] <Ziegler> or servos
[17:41:47] <JymmmEMC> ha, yeah right
[17:41:54] <Ziegler> not enough?
[17:42:08] <JymmmEMC> I doubt it for servos
[17:42:11] <Ziegler> ok
[17:42:27] <Ziegler> $1500 then?
[17:42:48] <richarda> gene: emc2, nc_files, examples, useful-examples.ngc - chris' helical hole milling any good?
[17:43:22] <Skullworks-PGAB> $1000 for machine - $1000 for 3axis ballscrews - $1000 for Servos, amps and PWS - and I'd still likely come up short on cash.
[17:44:22] <Ziegler> Specifically, I have been "given" up to $1500 to spend just on the driver and motors
[17:44:25] <JymmmEMC> Ziegler: NEMA size?
[17:44:33] <Ziegler> that is flexible
[17:44:46] <JymmmEMC> NEMA34 it is
[17:44:52] <Ziegler> ok :)
[17:45:49] <JymmmEMC> http://cgi.ebay.com/Qty-2-NEMA-34-425oz-in-200step-Stepper-motors_W0QQitemZ110150073544QQihZ001QQcategoryZ71394QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[17:46:17] <Skullworks-PGAB> Surplus center has a bunch of Ametek servo/generators in dual shaft config which can accept an encoder
[17:46:26] <Ziegler> looking...
[17:46:30] <JymmmEMC> Ziegler: brand new
http://cgi.ebay.com/3-NEW-Steppers-Motor-NEMA-34-85BYGH450B-665oz-in-CNC_W0QQitemZ320134284348QQihZ011QQcategoryZ78196QQrdZ1QQssPageNameZWD1VQQcmdZViewItem
[17:46:32] <Skullworks-PGAB> good for about 400 oz-in
[17:46:43] <JymmmEMC> 665 oz in
[17:47:04] <Skullworks-PGAB> at 1:1 you could get 200 IPM rapid
[17:47:11] <Ziegler> ahh yeah
[17:48:25] <Skullworks-PGAB> add Us digital encoders
[17:48:30] <Skullworks-PGAB> http://www.surpluscenter.com/item.asp?UID=2007062621461319&item=10-2351&catname=
[17:49:11] <Skullworks-PGAB> get a PICO systems servo amp pkg
[17:49:32] <Skullworks-PGAB> build a 20amp 24V unreg PWS
[17:49:41] <Skullworks-PGAB> your all set
[17:50:54] <Ziegler> what is a good way to gauge the torque capability of a servo?
[17:52:00] <JymmmEMC> Ziegler: place your foot under steel spike, apply voltage to motor. if you can still walk, trya again with another motor.
[17:52:12] <Ziegler> LOL
[17:53:13] <JymmmEMC> Hey, could someone help me with the math to determine RPM's @ 150IPM?
[17:53:24] <Ziegler> sure
[17:53:26] <lerneaen_hydra> 1:1 coupling?
[17:53:31] <lerneaen_hydra> which pitch?
[17:53:40] <JymmmEMC> 200SPR * 10TPI * 5x microstepping = 10000
[17:54:58] <lerneaen_hydra> 25rpm?
[17:55:04] <JymmmEMC> 150
[17:55:08] <JymmmEMC> oh
[17:55:11] <lerneaen_hydra> 150ipm and 10 tpi?
[17:55:13] <JymmmEMC> wait 25RPM?
[17:55:24] <JymmmEMC> doesn't that seem low?
[17:55:39] <lerneaen_hydra> so 1500 threads passed, ie revolutions, per minute
[17:55:39] <Ziegler> 1500
[17:55:53] <lerneaen_hydra> oh, suh
[17:55:56] <lerneaen_hydra> 1500rpm, 25rps
[17:56:19] <Ziegler> 150 inch/min X 10 REV/inch
[17:56:26] <Ziegler> inches cancel
[17:56:30] <JymmmEMC> look at the torque cruves
http://cgi.ebay.com/3-PCS-NEMA-23-DUAL-SHAFT-STEPPER-MOTOR-425-OZ-IN_W0QQitemZ120142062953QQihZ002QQcategoryZ78196QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[17:56:42] <lerneaen_hydra> 1500rpm with a stepper, not good
[17:57:15] <lerneaen_hydra> pps? pulse per second?
[17:57:22] <JymmmEMC> goes to shit faster than 3000 PPS
[17:57:43] <JymmmEMC> I'm assuming that's what it is lerneaen_hydra
[17:58:52] <lerneaen_hydra> so shitty after 15rps, 900rpm?
[17:59:52] <JymmmEMC> Ok, lets back up a bit....
[17:59:57] <lerneaen_hydra> IMO it's shitty once it's even started moving ;)
[18:00:05] <JymmmEMC> HOW do you calc RPM's at 150IPM ?
[18:00:19] <Ziegler> 150 inch/min X 10 REV/inch
[18:00:36] <JymmmEMC> * or / ?
[18:00:43] <lerneaen_hydra> multiply
[18:00:44] <Ziegler> *
[18:00:50] <Ziegler> 150 * 10
[18:00:54] <JymmmEMC> 1500 RPM's ?
[18:00:57] <Ziegler> yup
[18:01:12] <Ziegler> the 10 being your screw pitch
[18:01:18] <JymmmEMC> Ok, now the PPS (if that's what it is?
[18:01:24] <JymmmEMC> Ziegler: right
[18:01:28] <lerneaen_hydra> isn't that quite fine pitch for a high speed screw?
[18:01:41] <Ziegler> 200 steps per rotation?
[18:02:00] <JymmmEMC> Ziegler: motors, yes. 5x microstepping
[18:02:01] <Ziegler> * Ziegler used an 18 pitch screw
[18:02:15] <Ziegler> ok so 5 x 200
[18:02:20] <JymmmEMC> leadscrew are really 5TPI on 2:1 pulleys == 10 TPI
[18:02:26] <Ziegler> 1000 pulses per rotation
[18:02:34] <lerneaen_hydra> JymmmEMC: ah, ok
[18:02:54] <richarda> gene?
[18:02:57] <JymmmEMC> Ziegler: need PPS, not PPR
[18:03:24] <Ziegler> 5 x 200 x 150 = 150,000 pulse per minute
[18:03:26] <Ziegler> orrr
[18:03:32] <Ziegler> 2500 per second
[18:03:42] <JymmmEMC> at 150IPM ?
[18:03:48] <Ziegler> yup
[18:03:59] <JymmmEMC> Hmmm, tha't s JSUT within the boundaries of this motor
[18:04:11] <Ziegler> 5 x 200 x 150/60 = 2500
[18:04:37] <JymmmEMC> .5 Nm ?!
[18:05:34] <Ziegler> (5 microsteps) X (200 steps per rev) X (2.5 Rev per second)
[18:05:35] <Ziegler> =
[18:05:44] <Ziegler> 2500 Pulse per second
[18:06:35] <JymmmEMC> man, these really drop off at higher speeds
[18:07:18] <JymmmEMC> 0.35 N-m (50 oz-in)
[18:07:44] <JymmmEMC> so .7Nm ~= 100 oz-in
[18:09:33] <richarda> AFK
[18:11:10] <Ziegler> ever used googles conversion?
[18:11:14] <Ziegler> http://www.google.com/q=100+ounce*inch+to+pound*inch
[18:11:25] <JymmmEMC> 404
[18:12:15] <Ziegler> google was 404??
[18:12:22] <JymmmEMC> that link was you gave at least
[18:12:42] <Ziegler> ohh duh
[18:12:59] <Ziegler> http://www.google.com/search?q=100+ounce*inch+to+pound*inch
[18:13:12] <JymmmEMC> now try Nm
[18:13:38] <Ziegler> buggers.... google is stupid
[18:14:06] <Ziegler> hehe it will do pound-in to Nm
[18:14:13] <JymmmEMC> url?
[18:15:20] <Ziegler> http://www.google.com/search?q=100%2F16+pound*inch+to+N*m
[18:15:32] <Ziegler> there... just divide the number by 16
[18:15:40] <kanzure> http://search.yahoo.com/search?p= also works ;)
[18:15:46] <kanzure> but they use 'p' as the variable rather than 'q' hehe
[18:16:28] <Ziegler> http://search.yahoo.com/search?p=100%2F16+pound*inch+to+N*m
[18:16:41] <kanzure> I wonder if that works
[18:17:07] <Ziegler> didnt for me
[18:17:09] <kanzure> I've been using Yahoo search more frequently recently, actually, because they let me connect with their web API :)
[18:17:24] <Ziegler> yahoo doesnt seem to have a convert feature
[18:17:25] <kanzure> Google dropped their web search API. And they had a 1k queries/day limit.
[18:40:00] <Ziegler> anyone have an opinion of FlashCut ?
[18:41:07] <Ziegler> oh yuck... its USB interface
[18:49:48] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[19:04:11] <Skullworks-PGAB> ah this was just too funny -
http://ar15.com/forums/topic.html?b=1&f=5&t=599655&page=1
[19:04:50] <Ziegler> advantages of bipolar steppers ?
[19:06:14] <Ziegler> very funny Skullworks-PGAB
[19:15:13] <JymmmEMC> Ziegler: never a dual moment ?
[19:16:05] <JymmmEMC> Ziegler:
http://en.wikipedia.org/wiki/Stepper_motor
[19:30:45] <alex_joni> hi guys
[19:30:52] <alex_joni> * alex_joni is back home
[19:33:49] <Skullworks-PGAB> alex - I have a Open Office .odt that might be wiki material - possibly under homing.
[19:34:42] <alex_joni> Skullworks-PGAB: wiki allows uploading
[19:35:20] <Skullworks-PGAB> does it have to be feformated?
[19:35:30] <Skullworks-PGAB> reformated
[19:35:37] <alex_joni> not really
[19:35:50] <Skullworks-PGAB> hmm - ok
[19:38:56] <alex_joni> Skullworks-PGAB: I guess who really wants, can convert it
[19:39:08] <alex_joni> you could paste it into the wiki.. but it depends what it is..
[19:39:25] <alex_joni> (maybe export it as pdf if it's schematics/pictures.. it's more universal)
[19:41:37] <Skullworks-PGAB> no pics - but there are some active links to pdf's
[19:42:24] <Skullworks-PGAB> pdf's of schematics and hardware maps
[19:44:03] <alex_joni> Skullworks-PGAB: what is it?
[19:44:12] <anonimasu> hm
[19:45:35] <alex_joni> hey anders
[19:46:28] <anonimasu> hey
[19:46:46] <anonimasu> what'sup?
[19:47:15] <Skullworks-PGAB> It details the CMC Servomate SM1
[19:47:46] <Skullworks-PGAB> a 3 axis servo amp used in some Bridgeports and Hurco machines
[19:48:11] <JymmmEMC> If I install ubuntu server, then later on want to add X, will it add all those dependancies like desktop usually does?
[19:48:19] <Skullworks-PGAB> it has an issue which makes it difficult to work with EMC
[19:48:38] <Skullworks-PGAB> that being limitswitch and homing
[19:48:40] <anonimasu> I wonder where awallin is.
[19:49:42] <Skullworks-PGAB> I am hosting the PDF manual for the Servomate and wrote up a description of how it works when homing
[19:50:20] <Skullworks-PGAB> this is so people can brainstorm a workaround.
[19:52:22] <alex_joni> * alex_joni thinks anonimasu has psychic capabilities
[19:52:50] <alex_joni> anonimasu: there was a nice swedish jazz band at a festival last week
[19:53:28] <Skullworks-PGAB> * Skullworks-PGAB is 1/4 swede
[19:53:37] <alex_joni> thought you might know them 'viktoria tolstoy & band'
[19:55:37] <anonimasu> ok :)
[19:55:39] <anonimasu> no
[19:58:52] <alex_joni> http://bp2.blogger.com/_6A-p9iEvES8/RomQY0jov0I/AAAAAAAAAZo/VZTxrSNcCLY/s1600-h/bollards-dublin.jpg ROFLMAO
[20:00:32] <Ziegler> Im a bit dense at this moment... why is it funny?
[20:01:00] <Ziegler> redundancy?
[20:01:06] <alex_joni> Ziegler: nope, look again
[20:01:25] <alex_joni> or may be imagine the workflow, when they finish, pack their things and try to drive away
[20:01:27] <Ziegler> oh hehehehe
[20:01:49] <Ziegler> maybe they can still get out lower right
[20:02:02] <alex_joni> I guess the point is not to allow cars in there
[20:02:08] <Ziegler> wait never mind.. just moved the pic over
[20:02:09] <alex_joni> so I doubt they can drive around
[20:02:53] <Ziegler> well, I hope for them, some of those bollards release
[20:08:12] <JymmmEMC> anyone respond to my ubuntu server question?
[20:12:23] <robin_sz> meep?
[20:12:33] <DanielFalck> meep meep
[20:12:40] <robin_sz> are we well?
[20:12:44] <DanielFalck> I am
[20:12:50] <robin_sz> good.
[20:13:07] <DanielFalck> I finally stopped responding to morons on cnczone
[20:13:09] <robin_sz> $wife has taken kids to Scotland for the week, thus I am free ... FREE!
[20:13:23] <robin_sz> well, cnczone, its where they live
[20:13:29] <Ziegler> yes Jymmm
[20:13:45] <Ziegler> JymmmEMC: easy to add X
[20:14:03] <robin_sz> * robin_sz wonders if that moron on cnczone he was responding too got the hint
[20:14:12] <JymmmEMC> Ziegler: Right, but I DONT want to add all the extras that desktop usually adds.
[20:14:24] <Ziegler> extras?
[20:14:26] <robin_sz> $wife was also out buying that sodding harry potter book at midnight
[20:14:46] <JymmmEMC> Ziegler: No sound card, so dont install all the player crap (as example).
[20:15:02] <Ziegler> just install x
[20:15:21] <Ziegler> or install X-ubuntu
[20:15:33] <Ziegler> hardly has anythign with it
[20:15:49] <robin_sz> I mean, I like a good story, but there has to be some minor level of reallity in it to make it believable ...
[20:16:03] <robin_sz> kids who can do magic ... well, maybe
[20:16:12] <robin_sz> flying on broomsticks .. wellm pushing it a bit
[20:16:29] <robin_sz> but a ginger kid with two friends? ... you must be kidding
[20:16:40] <Ziegler> * Ziegler blinks
[20:16:49] <JymmmEMC> robin_sz: Hey, ppl fly off the handle all the time (in reality), just make it a broomstick handle for dramatic effect
[20:17:34] <Ziegler> JymmmEMC just "apt-get install Xorg"
[20:18:48] <JymmmEMC> Ziegler: I hope that xubuntu isn't anything like kubuntu with the flaky installer that's borked.
[20:19:19] <Ziegler> didnt "bork" for me on a 450 mhz 64 megs of ram system
[20:19:25] <DanielFalck> JymmmEMC: I installed xubuntu several months ago and it worked
[20:19:44] <JymmmEMC> Ziegler: k or x you installed?
[20:19:49] <Ziegler> X-ubuntu
[20:19:50] <JymmmEMC> DanielFalck: cool
[20:19:59] <DanielFalck> was lighter weight for an older machine
[20:20:09] <DanielFalck> 400mhz amd
[20:20:11] <JymmmEMC> I was spekaing of K borked, not X
[20:20:26] <Ziegler> http://mirror.anl.gov/pub/ubuntu-iso/DVDs/xubuntu/6.06.1/release.1/
[20:20:42] <Ziegler> I know JymmmEMC.. and I was letting you know X didnt die on me
[20:20:51] <JymmmEMC> lol ANAL.GOV
[20:20:58] <JymmmEMC> Ziegler: thanks
[20:21:08] <Ziegler> I chose the alternative install
[20:21:38] <alex_joni> JymmmEMC: I don't think so
[20:21:41] <Ziegler> http://mirror.anl.gov/pub/ubuntu-iso/DVDs/xubuntu/6.06.1/release.1/xubuntu-6.06.1-alternate-i386.iso
[20:21:45] <alex_joni> that it pulls in the desktop stuff
[20:22:19] <JymmmEMC> alex_joni: you know the dependieces I'm talking about?
[20:22:29] <robin_sz> coke?
[20:22:37] <robin_sz> amphetamines?
[20:22:42] <JymmmEMC> Dr Pepper
[20:22:45] <robin_sz> ick
[20:23:19] <JymmmEMC> Or DDT.... Diet Dr Thunder (walmart brand of Dr Pepper)
[20:23:56] <JymmmEMC> $0.63/2-liter bottle
[20:24:54] <JymmmEMC> alex_joni: robin_sz
http://www.kelinginc.net/KL23H286-20-08B.pdf
[20:25:00] <JymmmEMC> $54/ea
[20:30:57] <alex_joni> JymmmEMC: yeah, I guess
[20:31:12] <alex_joni> you'll get some dependencies, but hopefully not a full bloat
[20:31:30] <Skullworks-PGAB> * Skullworks-PGAB needs more Dr. Thunder - have gone below my 4 case reserve limt.
[20:34:20] <alex_joni> how's the weather over there?
[20:34:23] <alex_joni> * alex_joni is melting here
[20:34:30] <alex_joni> we had close to 110F today
[20:34:47] <DanielFalck> wow
[20:34:59] <DanielFalck> romania?
[20:36:33] <alex_joni> yeah :/
[20:37:02] <alex_joni> now it's 94F and it's close to midnight
[20:37:46] <robin_sz> coo
[20:37:52] <Skullworks-PGAB> http://weather.yahoo.com/forecast/USCO0078.html
[20:37:59] <robin_sz> in the UK there is only 1 word to describe it
[20:38:02] <robin_sz> WET
[20:38:13] <robin_sz> may was wet
[20:38:14] <robin_sz> june was wet
[20:38:19] <robin_sz> july is wet
[20:38:32] <robin_sz> flooding, rain, more flooding
[20:38:32] <robin_sz> blah
[20:41:02] <Skullworks-PGAB> for an Island they do seem to have drainage issues...
[20:41:20] <Skullworks-PGAB> OK a really big island
[20:41:57] <alex_joni> http://www.weather.com/outlook/travel/businesstraveler/tenday/ROXX0040?from=36hr_fcst10DayLink_business
[20:42:10] <alex_joni> seems it's getting 'colder'
[21:00:40] <richarda> http://video.google.com/videoplay?docid=-5437209871684663077
[21:00:52] <richarda> is that cool or what?
[21:04:12] <Skullworks-PGAB> hmm - wonder what kind of MPG it gets...
[21:06:33] <richarda> goodnight
[21:28:44] <robin_sz> cool
[21:29:33] <robin_sz> a pair of Schrekling turbines? Or wrens?
[21:31:10] <alex_joni> night all
[22:25:42] <jmkasunich__> jmkasunich__ is now known as jmkasunich
[23:12:20] <toast> pew pew pew
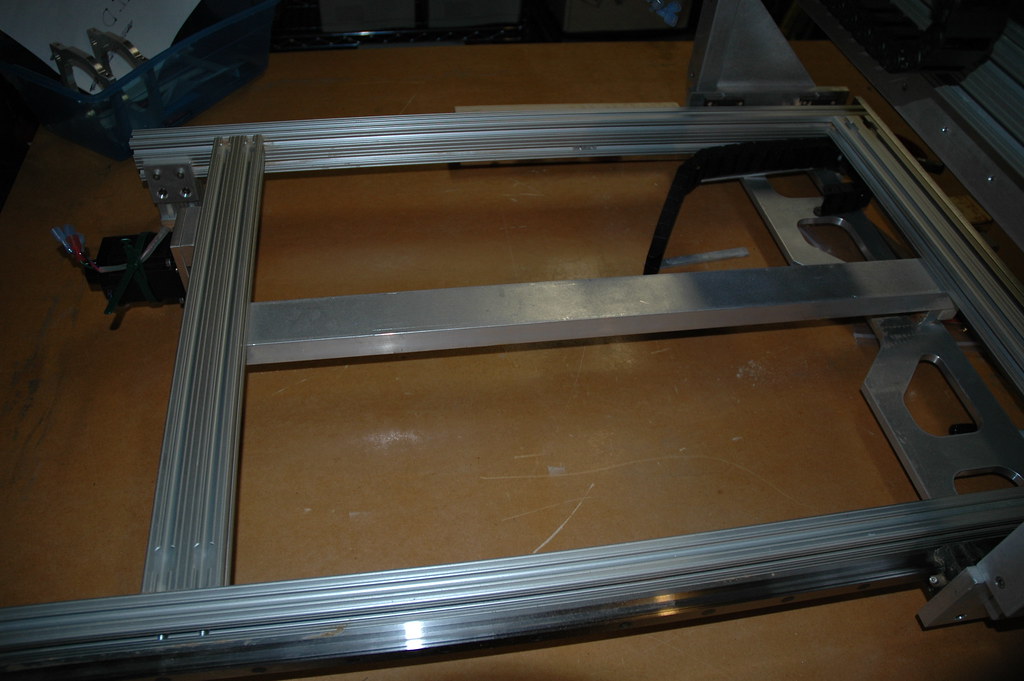{kind=link}
{kind=link}
{kind=link}
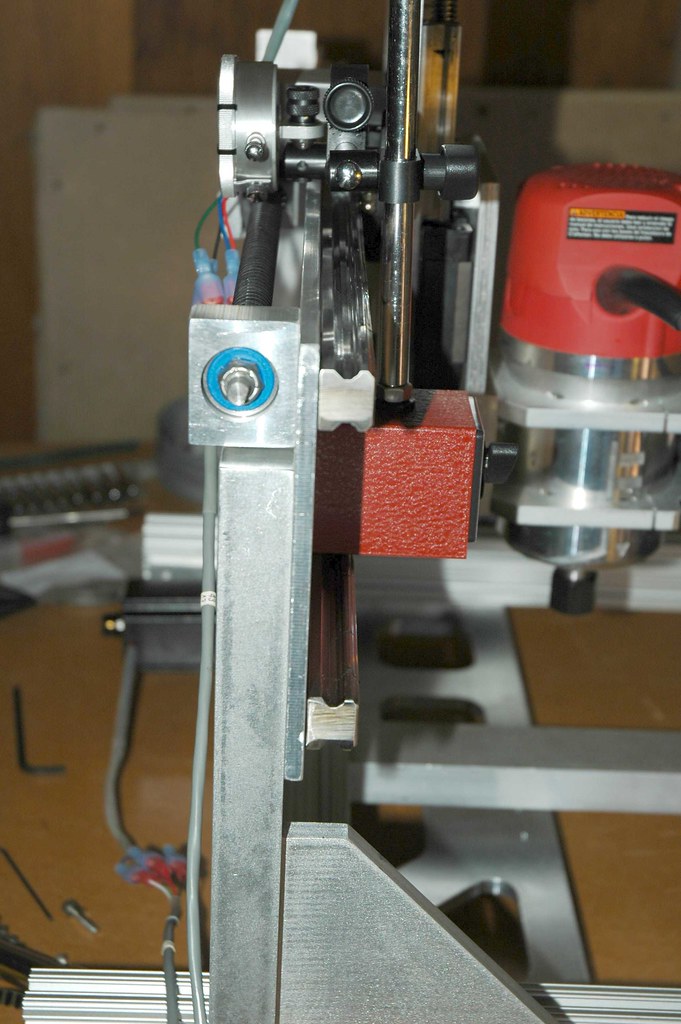{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}