Back
[00:15:06] <skunkworks> 1000 steps per rev (10000 per inch) you would need a base period of .00002 - for 150 ipm. That should be doable.
[00:15:18] <skunkworks> I would think
[00:15:22] <skunkworks> if I did that right
[02:39:11] <Jymmm> jepler: you alive?
[03:04:12] <Jymmm> Ok, that's one dev down.... cradek you alive?
[03:55:59] <`\x90> `\x90 is now known as \x90
[04:05:22] <maddash> if I use an encoder, do I still need to home?
[04:05:31] <jmkasunich> yes
[04:05:32] <maddash> homing capabilities, that is
[04:05:43] <jmkasunich> ?
[04:05:50] <maddash> why is that?
[04:06:03] <jmkasunich> encoders are incremental
[04:06:14] <maddash> isn't the point of an encoder to keep track of any lost steps?
[04:06:22] <maddash> ah, ok, then what about an absolute enc?
[04:07:00] <jmkasunich> IF you have an absolute encoder, and IF you have an appropriate driver for that encoder (we don't currently support any absolute encoders) then you wouldn't need to home
[04:07:13] <jmkasunich> absolute encoders are rare, complex, and expensive
[04:08:19] <jmkasunich> and many absolute encoders are only absolute over one rev of the shaft
[04:08:32] <jmkasunich> so they still wouldn't tell you where you are on power-up
[04:08:41] <jmkasunich> since the screw can turn many times over the length of the machine
[04:09:24] <maddash> there's absolutely no way to get out of homing?
[04:10:22] <jmkasunich> you either have to home to use a consistent machine coordinate system, or touch off to use a temporary coordinate system that is related to the part you touched off on
[04:12:09] <maddash> i was going to ask about that "Touch Off" button I saw in AXIS -- does "touch off" == going really close to the part and then issuing a g92?
[04:12:24] <jmkasunich> I don't think it does G92
[04:12:42] <jmkasunich> I don't know exactly what it does, thats a cradek question (or read the fine manual)
[04:13:13] <ds2> "fine"? hehe
[04:13:29] <maddash> no mention of 'touch off' in the wiki, i'll check the user manual
[04:14:14] <maddash> btw, jmkasunich, I haven't heard from you in a while, so, welcome back.
[04:14:40] <jmkasunich> I've been around, a little less than normal maybe (got things going on in real life)
[04:15:50] <maddash> are you familiar with cubic.c? i've a few questions about it.
[04:16:00] <jmkasunich> nope
[04:16:14] <jmkasunich> its after midnight here, time for bed anyway
[04:17:32] <maddash> anon. thanks, anyway.
[04:17:49] <Jymmm> jmkasunich:
[04:17:52] <Jymmm> question
[04:18:04] <Jymmm> jmkasunich: seen this?
http://pdncons.com/prod12-sd4dp.htm
[04:18:26] <Jymmm> $100
[04:18:40] <Jymmm> err
http://www.stepperboard.com/prod11-SD4D.htm
[04:18:43] <Jymmm> same diff
[04:20:54] <maddash> eheh, is that an FPGA or ASIC?
[04:21:12] <Jymmm> I'm just reaidng hte PDF now
[04:22:08] <Jymmm> Rates of 1 to 50,000 steps per second are supported.
[04:22:16] <Jymmm> isn't that awefully slow?
[04:22:45] <maddash> YEAH.
[04:22:50] <maddash> yeah*
[04:23:34] <Jymmm> Our USB-based boards use a USB driver chip for communications with your hosting computer.
[04:23:34] <Jymmm> tm
[04:23:34] <Jymmm> FTDI (
http://www.ftdichip.com) provides drivers for operation under Windows , Linux, and
[04:23:34] <Jymmm> tm
[04:23:34] <Jymmm> Mac/OS. Our installation disk includes modified copies of their Windows drivers; our newest
[04:23:35] <Jymmm> boards use a unique ID code which prevents them from being recognized by the default FTDI
[04:23:39] <Jymmm> drivers. All Linux and Mac/OS customers must download their drivers directly from the
[04:23:39] <Jymmm> http://www.ftdichip.com site, as we have no support capability for those platforms. They will
[04:23:41] <Jymmm> also have to special-order the boards from us such that we configure them to respond to the
[04:23:45] <Jymmm> standard FTDI drivers. Look for the drivers and documentation that relate to their FT232RL
[04:23:45] <Jymmm> device.
[04:25:19] <maddash> ...and so?\
[04:25:58] <Jymmm> I can't get to that website, but I'm wondering if that chipset (since it has linux drivers) could be used to incorp USB into emc?
[04:26:18] <maddash> why not just use the existing linux usb driver?
[04:26:40] <Jymmm> fiik... I havne't seen anything usb for emc
[04:26:55] <maddash> 'fiik'?
[04:27:01] <Jymmm> Fuck If I know
[04:27:44] <Jymmm> Hmmm, there's mention of SPI
[04:28:02] <maddash> know of any economically priced high-quality encoders?
[04:28:13] <Skullworks-PGAB> realtime/USB/buffering/FIFO/EMC - do not belong in the same line
[04:28:13] <Jymmm> the cheapest is US Digiyal
[04:28:40] <Jymmm> Skullworks-PGAB: you reading the PDF too?
[04:28:59] <Skullworks-PGAB> * Skullworks-PGAB is reading a pdf - not that one
[04:29:35] <maddash> arghhh damn german encoder
[04:30:20] <maddash> wtf is rs 422? who uses that anymore? geez.
[04:31:07] <Skullworks-PGAB> anyone who needs serial data transmission without errors over long distances
[04:31:33] <Skullworks-PGAB> say more than 30m of 100ft
[04:31:37] <Skullworks-PGAB> or
[04:32:34] <Skullworks-PGAB> think RS422 is good for almost a half mile
[04:33:22] <Skullworks-PGAB> or shorter runs in RF noisy locations
[04:33:28] <maddash> sure, too bad i can't interface it w/a parport. looks like this one's going off to ebay.
[04:33:41] <Skullworks-PGAB> its serial
[04:34:01] <Skullworks-PGAB> fits with a adaptor to your serial port
[04:34:32] <Skullworks-PGAB> needs power to provide the 20ma line current
[04:35:32] <maddash> damnit -- so there's no way for me to use these with emc2, since there is no hal serial driver (yet)
[04:35:42] <maddash> don't you guys use encoders? which ones do you have?
[04:36:12] <Skullworks-PGAB> IIRC the powersupply provides 20ma balanced for the total cable impedence.
[04:37:01] <Skullworks-PGAB> * Skullworks-PGAB has some 80's TRW units
[04:37:19] <Skullworks-PGAB> but will use US digital
[04:37:41] <Skullworks-PGAB> use the E4P for the DRO
[04:38:04] <Skullworks-PGAB> (cheaper buy the dozen)
[04:43:25] <maddash> yeah, but are they accurate as these babies:
http://www.box.net/shared/8pqg8f7g36
[04:51:20] <Jymmm> maddash: no index?
[04:51:39] <maddash> Jymmm, what's an index?
[04:52:17] <Jymmm> let me see if I can find a good explanation
[05:08:52] <Jymmm> http://www.usdigital.com/knowledge/glossary.shtml
[05:25:37] <Skullworks-PGAB> alex_joni awake and about?
[05:27:46] <Jymmm> not yet
[05:28:04] <Jymmm> look what I found
http://www.pmccorp.com/products/mfx1040.php
[05:30:17] <Skullworks-PGAB> ?$
[05:30:20] <Jymmm> nfc
[05:30:34] <Skullworks-PGAB> ?$^$
[05:30:46] <Jymmm> nah, probably like $$$
[05:30:57] <Skullworks-PGAB> ? $^$^$
[05:31:12] <Skullworks-PGAB> dollars cubed
[05:31:15] <Jymmm> Skullworks-PGAB: just gimme your cc# and sthu
[05:32:08] <Jymmm> it'll arrive at your door in 60 -90 days, that's 3 days before the credit collectors come knocking
[08:26:27] <alex_joni> Skullworks-PGAB: I am now
[08:35:00] <alex_joni> running away for a while though..
[08:47:51] <Jymmm> you runner you!
[08:48:10] <Jymmm> alex_joni: well, you back yet?
[10:13:44] <lerman_> lerman_ is now known as lerman
[13:33:12] <CIA-8> 03jepler 07TRUNK * 10emc2/docs/src/config/ini_config.lyx: update discussion of COORDINATES and AXES to match the functionality in the 9axis code
[13:34:11] <CIA-8> 03jepler 07TRUNK * 10emc2/docs/src/config/ini_config.lyx: further update discussion of COORDINATES and AXES to match the functionality in the 9axis code
[13:41:19] <steves_logging> steves_logging is now known as steve_stallings
[16:32:22] <skunkworks> Guest118: Hi
[16:33:48] <Guest118> skunkworks: Hi; trying to work out nicknames?
[16:34:32] <skunkworks> /nick newnickname
[16:35:10] <Guest118> does that register a nickname?
[16:35:17] <skunkworks> No
[16:35:41] <skunkworks> * skunkworks is really an IRC newbie.
[16:35:45] <skunkworks> that just changes your name
[16:36:30] <skunkworks> this is full of info
[16:36:31] <skunkworks> http://freenode.net/faq.shtml
[16:38:12] <Guest118> I'll have a look, thanks. Don't want to stay guest the rest of my life ;-)
[16:43:10] <skunkworks> you can just change your name by typing the command I posted above
[16:43:22] <skunkworks> /nick newnickname
[16:43:37] <skunkworks> skunkworks is now known as whoami
[16:44:23] <whoami> whoami is now known as skunkworks
[16:56:02] <Guest118> Guest118 is now known as richarda
[16:56:40] <richarda> skunkworks: sorry wandered off... told to get the mower in
[16:57:10] <richarda> no need to register nickname then?
[17:05:54] <skunkworks> Not really - unless your going to send files or private message someone
[17:06:08] <maddash> finally got my encoder outputting pulses, but it seems that the encoding PPR is not an integer multiple of the stepper PPR -- what should I do?
[17:06:40] <skunkworks> question it - what are you trying to do?
[17:07:00] <skunkworks> Can't you scale the encoder to what you what?
[17:07:40] <maddash> i don't know what 'scale the encoder' is.
[17:08:15] <maddash> ah, nvm.
[17:09:55] <skunkworks> encoder.<chan>.position-scale
[17:12:31] <skunkworks> maddash: what was the problem with the encoder yesterday?
[17:13:59] <maddash> skunkworks: the encoder needed a 4.5v-30vdc power supply. i tried to take a shortcut by stealing VDC from a parport output pin. didn't work so well.
[17:15:16] <skunkworks> ah
[18:43:19] <Guest118> Guest118 is now known as richarda
[18:52:55] <skunkworks> Hi agin
[18:53:00] <skunkworks> again
[18:57:53] <richarda> skunkworks: Hi - this is almost a habit!
[18:58:04] <skunkworks> your sucked in ;)
[18:58:20] <skunkworks> So what brings you on here?
[18:58:34] <skunkworks> all the way from the UK
[18:59:04] <richarda> Hoping to learn something/anything
[19:00:22] <richarda> Got my hand up a Hurco at the moment
[19:00:28] <skunkworks> ouch.
[19:00:51] <skunkworks> Thinking of using emc2 as a retrofit?
[19:01:09] <richarda> poor lube on the spindle - scuffing
[19:01:59] <richarda> I have emc2 running now (with help from the user list)
[19:04:25] <awallin> what size machine is this? steppers or servos? (just curious)
[19:07:00] <richarda> a bit heavier than than a bridgeport turret; servos
[19:15:25] <richarda> awallin: have you fitted your vfd yet?
[19:15:44] <awallin> richarda: yes we got a new vector vfd
[19:15:59] <awallin> works very nicely at lower rpm compared to the old V/f
[19:16:38] <awallin> out biggest cutter is a 40mm facemill so that can be run at 3000rpm anyway in aluminium
[19:16:56] <richarda> what size motor?
[19:17:00] <awallin> but for steel you might want lower rpm. and then you need torque also at low rpm
[19:17:25] <awallin> now we have a 1.5kW and it has a 1:1 belt so no reduction
[19:18:11] <richarda> top speed?
[19:19:12] <awallin> I think it's rated at 3000rpm but it can be run up to 5000. you lose some torque but with smaller cutters it doesn't matter
[19:19:33] <awallin> Jari does chamfer milling at the highest setting. probably improves the finish (what would I know about machining...)
[19:20:59] <richarda> you may remember I am considering fitting one
[19:21:20] <awallin> what do you have now?
[19:21:21] <richarda> but the loss of power sub 1500rpm bothers me
[19:21:31] <richarda> 3hp 3ph
[19:22:30] <richarda> to match the variable speed belt I have at the moment
[19:22:35] <awallin> if it's a vector drive then you will get ok torque even at low rpm. The motor might get a bit hot (the current can be monitored from the vfd)
[19:22:57] <richarda> I would need 5hp plus I think
[19:23:21] <awallin> I think ours is an Omron varispeed 7
[19:23:42] <awallin> the one for max 1.5 kW motors was around 300eur as new
[19:24:33] <richarda> as I understand it, constant torque sub 1500rpm, which result in low power at 500 rpm
[19:25:12] <awallin> well, power = rpm x torque, so power is going down anyway when you reduce rpm
[19:25:30] <awallin> if the drive is good it can hold constant torque from zero speed up to the rated speed
[19:25:49] <awallin> max torque at rated speed then gives you the quoted power rating of the motor
[19:27:03] <awallin> it's an Omron Varispeed V7. really compact and has both digital and analog interfaces. I haven't had time to think about interfacing it to emc yet - but probably will someday
[19:28:13] <richarda> I am just looking at my torque/power figures
[19:28:57] <richarda> I reckon with vfd I will only have about 1hp at 500 rpm
[19:29:17] <richarda> compared to 3hp with varispeed belt
[19:29:53] <awallin> yep, running the motor at max rpm and gearing will give you more power and more torque
[19:30:03] <awallin> if the varispeed has a decent efficiency
[19:30:58] <richarda> that's right, it's not that efficient
[19:31:22] <awallin> I guess you just have to over-size the motor when you couple it 1:1...
[19:32:04] <awallin> some commercial machines change from Y- to Delta-winding I think when going from high to low rpm. But you would have to ask a motor exper what that does
[19:33:38] <richarda> infact my existing motor is 3.2hp, to match that at 500rpm with vfd I think you need 10hp, at least on paper
[19:35:31] <richarda> I don't know that much about star/delta, I believe on larger motors you use star for start up
[19:35:42] <richarda> more torque
[19:37:39] <richarda> I've got aspare 5hp
[19:37:45] <richarda> a spare
[19:38:15] <richarda> and I've been looking at ABB inverters
[19:39:05] <skunkworks> * skunkworks is glad to have a 10speed gear box..
[19:39:18] <awallin> have you got a 3-phase power-line to your shop?
[19:39:34] <richarda> yes
[19:40:17] <skunkworks> * skunkworks takes that back.. 16 speed gear box.
[19:40:59] <richarda> skunkworks: where did you find the other 6?
[19:41:09] <skunkworks> I had forgotten.. ;)
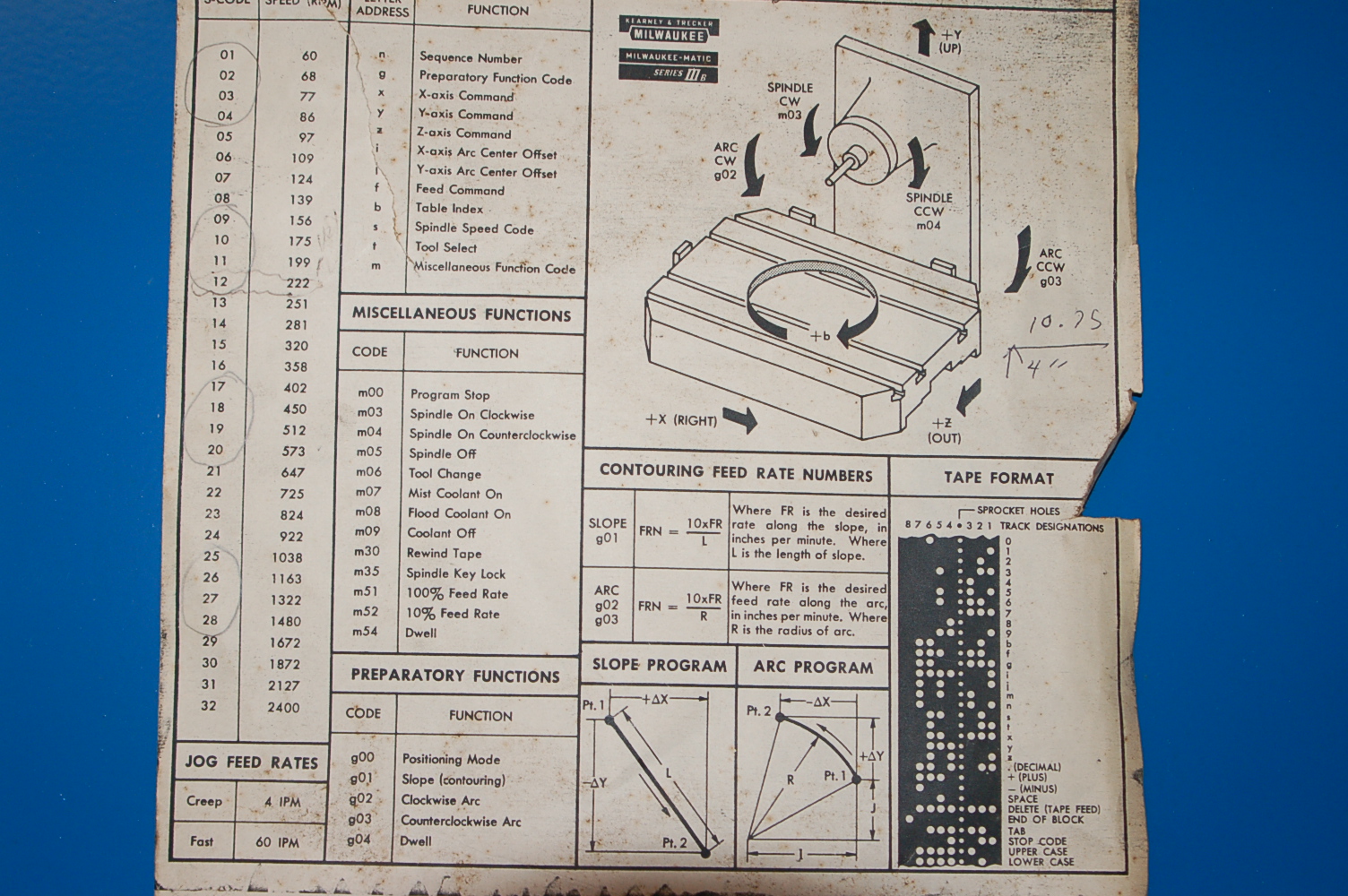
[19:41:24] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/cheatsheet.JPG
[19:41:38] <skunkworks> 2 speed motor - 16 gears. (now it has a vfd)
[19:42:08] <richarda> awallin: problem is, big motors, big vfd'd, big bucks!
[19:44:02] <richarda> skunkworks: is that a universal mill?
[19:44:30] <cradek> * cradek laughs again at FRN = 10*FR/L
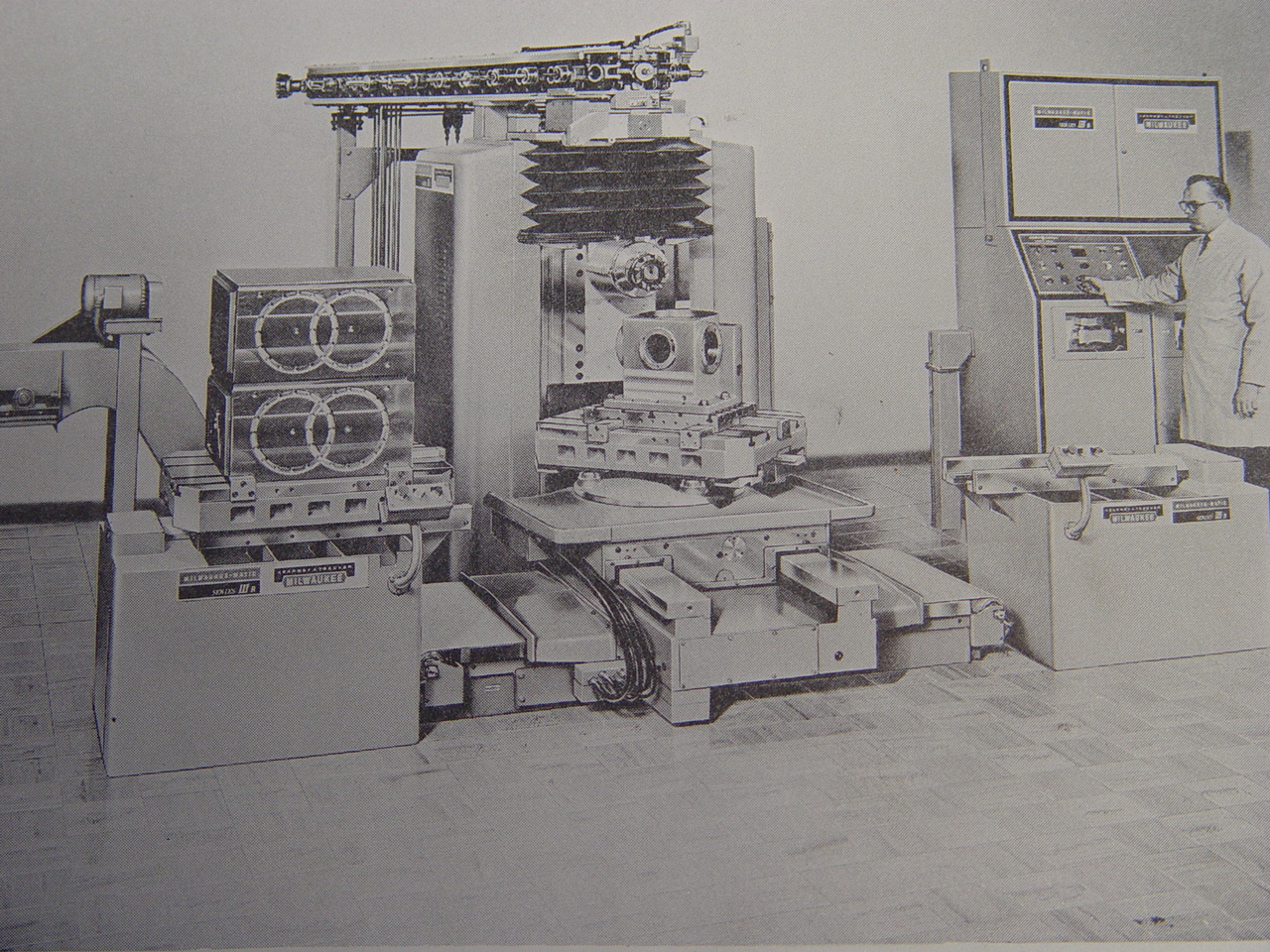
[19:45:38] <skunkworks> That is a kerney and trecker millwaukeematic.. Old.
[19:46:34] <skunkworks> http://www.electronicsam.com/images/KandT/oldkandt.JPG
[19:47:40] <skunkworks> cradek: I had used that formula so often..
[19:47:50] <richarda> now that is a control!
[19:48:20] <cradek> haha they set the control into the wall for that photo, so you can't tell how huge it is
[19:48:18] <skunkworks> Worked until a year or so ago :)
[19:48:57] <skunkworks> cradek: that is the size
[19:49:11] <cradek> oh I thought it went way back past that
[19:49:15] <skunkworks> http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[19:49:19] <cradek> it's not very deep
[19:49:20] <skunkworks> the doors are open
[19:50:11] <cradek> yours looks like it goes back for several feet from the front
[19:50:23] <cradek> ohh it's back doors
[19:50:24] <cradek> sorry
[19:50:31] <cradek> I see it now
[19:50:43] <skunkworks> :)
[19:50:43] <cradek> heck it's tiny, it's only a couple feet deep
[19:52:04] <richarda> good for moving metal tho'
[19:53:00] <skunkworks> It is heavy and takes up a lot of cubic feet of space.
[19:53:13] <skunkworks> and it has tons of transisters in it.
[19:56:01] <richarda> can't behind the table jig, is that a pc, emc?
[19:56:09] <richarda> can't see
[20:02:27] <Guest402> Hi
[20:02:48] <Guest402> Guest402 is now known as rob
[20:03:21] <skunkworks> richarda: it is a tape emulator. It is in the process of a emc conversion. Slow
[20:03:27] <skunkworks> rob: hi
[20:03:41] <rob> got an error running CVS
[20:03:56] <skunkworks> pastebin.ca
[20:05:31] <rob> you can see error output here
[20:05:32] <rob> http://innovative-rc.co.uk/EMC/error.txt
[20:09:19] <cradek> rob: copy the new var file into ~/emc2/configs/orac
[20:09:26] <cradek> since I added UVW axes, the var file changed
[20:09:46] <rob> how about the nml file
[20:09:51] <cradek> just var
[20:10:30] <cradek> maybe use cvs-head/configs/sim/sim.var
[20:11:27] <cradek> hmm I wonder if I need to fix some others in cvs
[20:11:49] <rob> will try sim one hang on, tryed nist same
[20:13:10] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/dallur-thc/dallur-advanced.var: fix the many other varfiles (UVW)
[20:13:10] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/boss/boss.var: fix the many other varfiles (UVW)
[20:13:12] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/demo_mazak/demo_mazak.var: fix the many other varfiles (UVW)
[20:13:14] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/demo_sim_cl/demo_sim_cl.var: fix the many other varfiles (UVW)
[20:13:15] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/demo_step_cl/demo_step_cl.var: fix the many other varfiles (UVW)
[20:13:16] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/etch-servo/etch.var: fix the many other varfiles (UVW)
[20:13:16] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/lathe-pluto/emc.var: fix the many other varfiles (UVW)
[20:13:17] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/hexapod-sim/hexapod.var: fix the many other varfiles (UVW)
[20:13:19] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/motenc/motenc.var: fix the many other varfiles (UVW)
[20:13:21] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/m5i20/m5i20.var: fix the many other varfiles (UVW)
[20:13:23] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/nist-lathe/nist-lathe.var: fix the many other varfiles (UVW)
[20:13:25] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/plasma-thc-sim/plasma.var: fix the many other varfiles (UVW)
[20:13:27] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/max/max.var: fix the many other varfiles (UVW)
[20:13:29] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/stepper/stepper.var: fix the many other varfiles (UVW)
[20:13:33] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/stepper-xyza/stepper.var: fix the many other varfiles (UVW)
[20:13:35] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/plasma-thc/plasma.var: fix the many other varfiles (UVW)
[20:13:38] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/scara/scara.var: fix the many other varfiles (UVW)
[20:13:39] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/sim/servo_sim.ini: fix the many other varfiles (UVW)
[20:13:41] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/puma/puma.var: fix the many other varfiles (UVW)
[20:13:49] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/univpwm/univpwm.var: fix the many other varfiles (UVW)
[20:13:49] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/ppmc/ppmc.var: fix the many other varfiles (UVW)
[20:13:49] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/univstep/univstep.var: fix the many other varfiles (UVW)
[20:13:52] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/halui_halvcp/sim.var: fix the many other varfiles (UVW)
[20:13:53] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/vti/vti.var: fix the many other varfiles (UVW)
[20:13:57] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/stg/stg.var: fix the many other varfiles (UVW)
[20:14:00] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/stepper-gantry/ (gantry.var stepper.var): fix the many other varfiles (UVW)
[20:14:20] <cradek> rob: fixed, thanks
[20:14:50] <rob> ye using sim one gets it loaded up
[20:14:57] <cradek> excellent
[20:15:05] <cradek> I fixed the rest of them too now
[20:17:12] <rob> im running cvs as of sunday when i downloaded it
[20:20:51] <cradek> you can come up to date at any time with a simple "cvs update -dP" in that source tree
[20:22:56] <rob> rnning command now
[20:23:16] <maddash> :O
[20:28:08] <rob> cradek, after its done do i have to recompile?
[20:29:27] <maddash> can someone re-explain to me why we need realtime interpolation?
[20:29:53] <maddash> why can't we just pre-interpolate everything and leave only the step generation in realtime?
[20:32:03] <maddash> anyone?
[20:32:39] <cradek> rob: typically yes, but not for this change
[20:33:19] <cradek> maddash: feed override, adaptive feed, synchronized motion (threading/tapping), pause/resume
[20:35:30] <maddash> but isn't feed override just an adjustment to the interval taken between steps?
[20:36:12] <cradek> you could slow down that way, but not speed up, because to speed up the path has to change to honor acceleration constraints
[20:36:48] <cradek> you keep saying "steps" - emc proper (outside of hal) knows nothing about steppers.
[20:37:19] <maddash> indeed. I was thinking along the lines of an adjustment to base-thread
[20:37:32] <maddash> well, this just proves once again that the guy next door is a dumbfuck.
[20:37:38] <cradek> ?
[20:38:16] <skunkworks> bbl
[20:39:00] <maddash> he insists that I could/should give to my super slow P3 computer the job of step generation, and to ignore RT trajectory calcs by pre-calculating all the points on another (faster) machine
[20:40:32] <cradek> I'm sure there are a lot of approaches, I'm just answering questions about EMC's approach
[20:41:20] <cradek> (a P3 is a nice fast computer)
[20:41:23] <maddash> emc's approach is way more elegant. the pre-interpolated steps and time-adjustment feed override method sucks.
[20:41:46] <maddash> P3 isn't fast enough for the encoders
[20:41:59] <maddash> heck, i don't think the parport is even fast enough.
[20:42:06] <cradek> then you need a hardware counter, not a faster computer
[20:42:23] <cradek> counting encoders on the parport is very limiting
[20:42:33] <cradek> great for jogwheels, not so great for motors
[20:42:49] <maddash> what's the max speed on average of the parport microcontroller?
[20:43:10] <cradek> parports don't have microcontrollers
[20:43:30] <cradek> they're just dumb ports on the ISA or PCI bus
[20:44:31] <maddash> if the parport has no independent controller, then why is there a cap on the transfer speeds of EPP and ECP?
[20:44:53] <cradek> I don't know for sure
[20:44:59] <cradek> maybe EPP parports aren't as dumb as I think
[20:45:10] <cradek> but, for encoders you want an FPGA to do the counting
[20:45:36] <cradek> for fast encoders anyway
[20:46:00] <maddash> my calculations: assume 2 inch/sec, (1250 pulses/rev) (1 rev/0.2 inch) (2 inch/sec) = 12500 pulses/sec.
[20:46:17] <maddash> cradek: not fpga4fun.com....
[20:54:46] <maddash> what about a microcontroller?
[20:55:42] <cradek> the pluto (from fpga4fun) does a great job
[20:55:58] <cradek> a microcontroller isn't a very good choice because of their limited speed
[20:56:59] <maddash> 40MHz isn't fast enough to keep track of a 12kHz signal?
[20:57:15] <cradek> 12kHz is a very slow encoder
[20:57:31] <cradek> a 40MHz microcontroller clock does NOT mean you can read the inputs at 40MHz
[20:57:50] <cradek> but, with an fpga, it does mean that (or some decent multiple of it)
[20:58:19] <cradek> and what microcontroller is 40MHz??
[20:58:23] <maddash> 2inch/sec is very slow?
[20:58:32] <cradek> yes :-)
[20:59:19] <cradek> your resolution is pretty low too, many machines have much higher res encoders
[21:00:00] <maddash> http://www.google.com/search?hl=en&client=iceweasel-a&rls=org.debian:en-US:unofficial&sa=X&oi=spell&resnum=0&ct=result&cd=1&q=40+MHz+microcontroller&spell=1
[21:00:28] <maddash> wtf? 2 ips is the max permitted by my series 1 cnc
[21:01:22] <maddash> 120ipm, that is.
[21:01:31] <cradek> are PICs even one instruction per clock? you might be surprised how many clocks it takes to decode quadrature
[21:01:42] <cradek> and don't forget you have to DO something with it after you decode it
[21:02:24] <cradek> either way, PICs are the wrong technology for counting encoders quickly
[21:02:34] <awallin> the dsPICs have a built in encoder interface
[21:02:42] <cradek> aha!
[21:03:54] <cradek> then suddenly you have a very useful device for motion pid
[21:04:19] <maddash> eh? dspics?
[21:04:58] <awallin> 'digital signal processing' versions
[21:05:46] <awallin> I messed around with one when I thought I would build my own servodrive
[21:06:53] <awallin> something like this is for motor control
http://ww1.microchip.com/downloads/en/DeviceDoc/70141D.pdf
[21:07:16] <awallin> has the encoder interface and also six pins of automagic pwm generation
[21:07:43] <ds2> cradek: what is that about the orac?
[21:11:06] <alex_joni> maddash: fast machines do 3-4 meters/second
[21:11:18] <alex_joni> feedrates I mean, rapids can be even faster
[21:17:35] <richarda> alex_joni: meters/sec or meters/min?
[21:17:46] <awallin> :)
[21:18:31] <robh> cardek, i got follwing error when running now
http://innovative-rc.co.uk/EMC/emc-error.txt
[21:18:46] <alex_joni> richarda: second
[21:19:03] <richarda> wow!
[21:20:29] <alex_joni> robh: that doesn't seem like f-error..
[21:20:44] <alex_joni> robh: mostly laser cutting & the sort
[21:21:01] <alex_joni> err.. richarda: mostly laser cutting & the sort
[21:22:17] <JymmmEMC> alex_joni: hows your USC card doin?
[21:23:05] <JymmmEMC> Guy buys a piece of land, guess what he finds...
http://www.intuh.net/barnfinds/index.htm
[21:23:08] <richarda> alex_joni: okay, I've still got my head stuck in milling machines ;-)
[21:25:30] <alex_joni> JymmmEMC: I don't have one
[21:25:52] <JymmmEMC> alex_joni: Huh? Who did?
[21:25:57] <bill2or3> not bad.
[21:26:34] <alex_joni> JymmmEMC: I think JMK has one, SWP and an0n
[21:26:46] <maddash> 'one'?
[21:27:14] <JymmmEMC> alex_joni: (hey, chnage alex_ to _alex will ya?), I thought you bought one?
[21:27:58] <alex_joni> JymmmEMC: you're getting all confused lately I see..
[21:28:23] <JymmmEMC> alex_ yeah it's all this alex nicks in here
[21:28:50] <JymmmEMC> alex_ well, one of you EU ppl bought one, I swore it was you, or ar you pulling my leg?
[21:29:23] <alex_joni> no, an0nimasu was the one
[21:29:30] <alex_joni> I only got a mesa
[21:29:32] <alex_joni> 5i20
[21:29:38] <JymmmEMC> alex_joni: ah anonimasu, ok.
[21:30:32] <JymmmEMC> alex_joni: I usually give you a ration of shit, not anonimasu, and I swore it was you
[21:31:55] <maddash> where do i buy these fpga lovelies? ebay/froogle has nothing...
[21:31:59] <alex_joni> :/
[21:34:12] <alex_joni> * alex_joni thinks he'll slowly drift away right into bed
[21:34:15] <alex_joni> goog night all
[21:34:18] <JymmmEMC> g'night
[21:40:30] <maddash> my god, they're all so expensive!
[21:41:54] <JymmmEMC> heh
[21:43:30] <JymmmEMC> I love the barn!
[21:44:08] <bill2or3> Mmmmbarn.
[21:45:45] <JymmmEMC> toss a mezzine in there too =)
[21:46:48] <JymmmEMC> and even an escalator =)
[21:47:01] <JymmmEMC> the stairless kind
[21:47:26] <JymmmEMC> aka moving sidewalk
[21:52:02] <maddash> 40000ns base-thread runs at 40 MHz, right?
[21:53:53] <JymmmEMC> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?PulseRates
[23:34:22] <JymmmEMC> hey petev robin_sz
[23:34:56] <JymmmEMC> bbl
[23:44:53] <alex_> JymmmEMC, sorry to confuse you
[23:45:02] <alex_> alex_ is now known as The_Ball_
{kind=link}
{kind=link}
{kind=link}