Back
[02:25:29] <The_Ball> Where does the logger_emc log to?
[02:25:58] <cradek> logger_emc: bookmark
[02:25:58] <cradek> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-06-21.txt
[02:26:02] <Jymmm> the log files
[02:27:50] <The_Ball> cheers
[02:45:10] <toastydeath> logz
[02:45:18] <toastydeath> ha ha i skipped work today
[02:45:22] <toastydeath> to be fair i did have a flat tire
[02:45:38] <Jymmm> haha your boss just joined the channel 5 minutes ago!
[02:46:45] <toastydeath> i don't think my boss has a huge grasp on the internet
[02:46:46] <toastydeath> much less IRC
[02:46:53] <toastydeath> i believe he sticks to ebay
[03:14:46] <Jymmm> Yah!!! 2GB in this box now =)
[03:22:58] <jmkasunich_> that reminds me - I need to switch this box back to a non-RT kernel so it will recognize and use the whole 2G
[03:23:07] <jmkasunich_> tomorrow...
[03:23:09] <jmkasunich_> goodnight all
[03:23:25] <Jymmm> G'night
[04:51:28] <The_Ball> jepler, can I configure a deadband between directions switches with pluto pwm?
[06:51:39] <Jymmm> Hey, anyone remeber the spray can cnc thingy?
[06:51:48] <Jymmm> alex_joni: wake up?!
[07:25:40] <ds2> spray can CNC?
[08:00:16] <awallin> just noticed my blog (www.anderswallin.net) is broken :( anyone good at wordpress/MySQL here ??
[08:16:41] <archivist> read the error message
[08:22:44] <archivist> OS error code 28: No space left on device
[08:23:31] <archivist> awallin^^
[08:49:09] <awallin> ok, I am contacting my web-host to see what is going on.
[08:50:07] <archivist> or delete some pics or you hit your allocation or the isp is crap and doesnt have enough temp space
[08:50:27] <archivist> last one option most likely
[08:55:01] <awallin> my allocated space is something like 100G and I am only using 1-2 of that. likewise for bandwidth (using 8/80 or something). So I have contacted my isp and let's see what they respond
[08:55:10] <awallin> thanks for your help
[08:59:25] <archivist> awallin I hang out in #mysql as well (run the bot in there)
[11:43:07] <jepler> The_Ball_: pluto's pwm supports 'min-dc' which should work the same as in the software pwmgen (first, input is offset. then a duty cycle abovce zero but less than min-dc is increased to min-dc, and a duty cycle below zero but less than -min-dc is decreased to -min-dc). if you need some other transfer function then write it as a separate component and wire it in with hal
[11:51:49] <jepler> The_Ball_: (it also has max-dc which should also work like software pwmgen)
[12:08:47] <The_Ball_> jepler, ok, i am creating a fet driver without deadband
[12:11:15] <archivist> * archivist fancies a pluto to play with
[12:11:27] <skunkworks> They are cheap.
[12:11:47] <anonimasu> The_Ball_: deadband will be in EMC I guess
[12:15:21] <skunkworks> 'There is no extra charge for shipping outside of the USA - everybody pays the same!'
[12:16:24] <anonimasu> hmm
[12:16:32] <anonimasu> how well does a pluto acutally run a servo system?
[12:21:31] <archivist> skunkworks, I noticed the cheap post to europe
[12:22:18] <skunkworks> it runs cradeks lathe nice. I have just hooked it up 2 days ago. just running a small servo with not table attached
[12:22:44] <skunkworks> no
[12:23:07] <archivist> was it used for the solid tapping
[12:23:42] <skunkworks> cradeks lathe is set up for threading - if that is what you mean.
[12:24:06] <archivist> and the mazak?
[12:24:24] <skunkworks> It should rigid tap also but he doesn't have any holders.. Plus I don't know how stout his spindle is for that. It is a very small lathe
[12:24:52] <skunkworks> The mazak has a servo to go board in it STG
[12:25:35] <skunkworks> I think - maybe it is a vitals systems board
[12:25:51] <skunkworks> I had asked and totally forgot what I was told
[12:26:15] <skunkworks> anonimasu:
http://www.electronicsam.com/images/KandT/servostart/ampmess.JPG
[12:27:23] <archivist> Im thinking I should get away with tapping on my lathe with an inverter drive used as a servo if the response has no nasty delays to catch me out
[12:31:42] <skunkworks> Cool
[12:33:19] <archivist> Ive got a 0-5v input and a dir pin
[12:33:35] <skunkworks> MOTENC-Lite card is what is in the mazak
[12:34:08] <skunkworks> The pluto outputs only PWM - so a bit of circuitry would be requirred
[12:34:32] <skunkworks> either PWM+PWM or PWM+DIR
[12:36:41] <archivist> yes been thinking about that.. so many ways to skin a cat
[12:37:15] <skunkworks> yes
[12:38:06] <archivist> and of course the smothing of the pwm gives a delay
[12:44:21] <anonimasu> hm..
[12:44:29] <anonimasu> well, I guess i'll buy a motenc or something when it's time
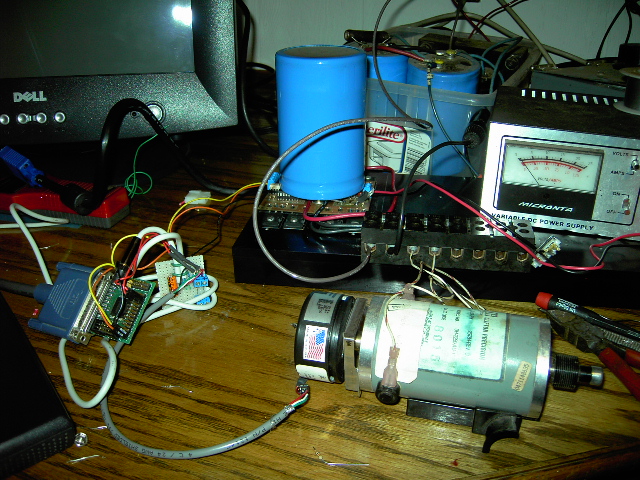
[13:03:14] <The_Ball_> skunkworks, PWM+DIR seems a little safer than running the FET's directly from PWM+PWM without double-enable protection, though PWM+PWM would be the simplest
[13:05:03] <The_Ball_> i was thinking something like this:
http://wigen.net/pwm.png (left side Q1 &Q3)
[13:05:48] <The_Ball_> a revision of your design skunkworks, but I don't have quick access to h-bridge drivers ic's
[13:10:14] <skunkworks> The_Ball_ my design uses irf2111 chips which takes care of all of that.
[13:10:28] <skunkworks> shoot thru and such
[13:11:03] <The_Ball_> yes, i can't get a hold of them quickly
[13:11:45] <anonimasu> bbl..
[13:11:45] <skunkworks> my design as in jmkasunich design..
[13:12:53] <skunkworks> you would want to talk to him... He has a ton more experience with that. He walked me thru setting up a descrete h-bridge and it was a bit more complicated than that ;)
[13:13:49] <archivist> any suffix to the irf2111 part no , trying to find on IR's site
[13:14:10] <The_Ball_> yes, that's a good idea. jmkasunich_ if you are available for a chat give me a hollar
[13:15:11] <The_Ball_> skunkworks, did he talk you through setting up a h-bridge with only n-channel fet's? that's a bit more complicated
[13:15:40] <skunkworks> it is IR2111
[13:15:49] <archivist> ah
[13:15:54] <skunkworks> sorry
[13:16:06] <skunkworks> The_Ball_ yes.
[13:16:19] <skunkworks> I think I have the circuit he drew up at home.
[13:16:47] <The_Ball_> ok, generating the higher voltage for the high n-channels is a pain, but i'm using p-channels for the high end
[13:17:32] <skunkworks> hmm - I really don't remember now..
[13:17:36] <skunkworks> I would have to look
[13:18:07] <skunkworks> the ir2111 are nice as they have a bootstrap circuit for running the high side fets
[13:18:12] <The_Ball_> hmmm, rs components have the ir2111's wonder if i should wait
[13:19:12] <archivist> hmm rs is just down the road for me and I have a dc motor......
[13:19:48] <The_Ball_> stop teasing! ;)
[13:20:09] <archivist> about 20 miles
[13:20:24] <The_Ball_> i would have even less money if i lived close to rs
[13:20:43] <archivist> hehe I avoid them 99.9999999% of the time
[13:21:27] <archivist> but when needs must, damned fast and in stock
[14:09:13] <archivist> ooo drawing a cycloidal pinion in solidworks is hard (fully scaleable)
[14:10:51] <anubiss> hi
[14:11:17] <anubiss> is there a particular machine that works good with that software ?
[14:12:00] <jepler> welcome anubiss
[14:12:40] <jepler> many of us have found that pentium iii machines have plenty of performance for emc2 but fewer incompatibilities with the realtime kernel
[14:26:33] <anubiss> i'm talking about the pcb drill machine
[14:26:52] <anubiss> im new to the whole subject
[14:27:20] <archivist> which machine, home brew?
[14:27:36] <anubiss> yes
[14:30:00] <jepler> for drilling only you don't need anything special -- the faster X and Y are, the less time you spend waiting to get to the next drill location. If it has a lot of backlash, write your gcode to always approach drilling locations from the same direction and make sure the last moves before you touch off in X and Y are in the same direction as that
[14:31:15] <jepler> make sure you choose appropriate drills -- all carbide
[14:31:45] <jepler> for trace isolation milling you need low backlash on X and Y and a fast spindle
[14:32:02] <jepler> http://timeguy.com/cradek/cnc/pcb
[14:32:31] <skunkworks> your milling thur the copper around .004" - so the table/machine needs to be pretty flat and square
[14:33:03] <archivist> machine it flat with itself
[14:33:33] <SWPadnos> that would give you equal distance from the spindle to each point on the surface, but it wouldn't necessarily be flat
[14:34:08] <archivist> I know if the spindle is at an angle (had that with a chinese miller)
[14:34:56] <SWPadnos> consider a table that rolls ofver a lump of dirt. you'd have a gouge in the table, but it would still be the same distance from the spindle (nad not flat)
[14:37:24] <anubiss> wait i gotta find out the meaning of all those terms lol
[14:38:40] <anubiss> 1400$
[14:38:42] <anubiss> wow
[14:38:51] <anubiss> i dont have that kind of money for this project
[14:40:00] <skunkworks> $1400? where do you get that?
[14:40:08] <SWPadnos> rob a bank?
[14:55:54] <The_Ball_> my spindle is at a very slight angle actually so I will have to shim where the head mounts to the table
[14:56:16] <skunkworks> ah - the maxnc 10 costs 1400
[14:56:23] <The_Ball_> (archivist)
[14:56:41] <skunkworks> depends how energetic you are - you could make one much much cheaper
[15:00:13] <SWPadnos> argh. I thought I had a 30x24" enclosure for my mill. it turns out it's a 20x24"
[15:00:38] <skunkworks> SWPadnos: the workshop got you working on you mill agian?
[15:00:40] <skunkworks> :)
[15:00:45] <skunkworks> your
[15:00:46] <SWPadnos> I'm pretty sure that's too small, and a big enough enclosure is somewhat expensive
[15:00:51] <SWPadnos> yeah - kind of
[15:01:08] <skunkworks> automation direct had some cheap enclosures
[15:01:12] <skunkworks> iirc
[15:01:14] <SWPadnos> I bought a big lump of aluminum to use as an X servo mount - complete with some holes already placed
[15:01:35] <SWPadnos> I'd like NEMA12, due to oil and coolant splashing around
[15:01:42] <skunkworks> ah
[15:02:14] <SWPadnos> there are some on eBay for ~$275 delivered, 36x22"
[15:03:16] <The_Ball_> SWPadnos, i thought nema## specified the size of the mount, not motor covering?
[15:03:27] <SWPadnos> that's for motors, not for enclosures
[15:03:49] <SWPadnos> the NEMA rating on an enclosure tells you what it keeps out (rain, oil, explosion proof ...)
[15:04:07] <The_Ball_> oh, like IP in europe
[15:04:28] <SWPadnos> yes. IP65 or IP67 is roughly equivalent to NEMA 4/12
[15:04:36] <SWPadnos> (I think - don't ermember which)
[15:04:43] <SWPadnos> (or remember)
[15:04:49] <bill2or3> which one will keep out the sounds of loud co-workers?
[15:04:57] <SWPadnos> NEMA-shotgun
[15:05:34] <bill2or3> sold!
[15:14:46] <bill2or3> jepler == timeguy?
[15:14:54] <bill2or3> how long did that stepper pcb take to mill?
[15:15:10] <cradek> I'm the timeguy guy
[15:15:23] <bill2or3> ah.
[15:15:31] <cradek> probably 20 minutes?
[15:15:38] <cradek> it definitely takes a while
[15:15:49] <bill2or3> it came out goregous, good job.
[15:15:58] <cradek> thanks
[15:16:08] <The_Ball_> toastydeath, the ceramic bearings is around 100USD a pop
[15:16:15] <The_Ball_> cradek, 20IPM?
[15:16:16] <SWPadnos> cool! they accepted my lower offer for that large enclosure (very quickly, I might add)
[15:16:29] <cradek> I do get pretty good results now that I have the procedure figured out
[15:16:40] <cradek> yes 20 or 22, somewhere in there
[15:16:52] <The_Ball_> and 20krpm or more?
[15:16:57] <cradek> yes
[15:17:10] <cradek> "turned up all the way" which I think is about 20krpm
[15:17:56] <archivist> I turned up a dremel all the way and a commutator segment fell off
[15:18:00] <The_Ball_> oh sorry it's already detailed on your page
[15:18:12] <SWPadnos> "don't do that"
[15:18:51] <archivist> max setting not sutable for max error
[15:20:16] <The_Ball_> archivist, do you mean min error
[15:20:52] <archivist> I was hand engraving steel iirc
[15:46:23] <The_Ball_> hum, if all "servo" drives looked this good
http://cgi.ebay.com.au/Sansui-A-80-DC-Servo-Amplifier_W0QQitemZ160128619269QQihZ006QQcategoryZ50593QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[15:47:18] <bill2or3> it machines, and rocks.
[15:47:31] <SWPadnos> but it doesn't machine rocks
[15:48:27] <archivist> it vibrates the rocks to pieces
[15:51:17] <jepler> servo amplifier? eh?
[15:54:12] <bill2or3> must be, it says so right on the front.
[15:54:52] <bill2or3> * bill2or3 watches his ebay rails.
[16:03:42] <The_Ball_> skunkworks, my local supplier (jaycar) does not have double sided blank boards, so i will have to mill one board for each side and stack them, hehe
[16:04:46] <bill2or3> seems like making cnc mill parts is so much easier when you have a cnc mill.
[16:04:54] <bill2or3> :-/
[16:05:24] <The_Ball_> bill2or3, running emc in simulation mode is fun... for about two minutes
[16:05:59] <bill2or3> Wheee!!... yawn.
[16:17:27] <skunkworks> The_Ball_: that might be easier than trying to flip the board and re-register it :)
[16:39:36] <skunkworks> although you will have to drill twice as many holes ;)
[16:49:06] <bill2or3> * bill2or3 won his rails, cheap. :-)
[17:05:08] <feoc> ello :)
[17:17:34] <feoc> how do the gecko 340's behave with emc ?
[17:17:58] <SWPadnos> they're just fine
[17:18:04] <feoc> getting a bit fedup of the servo amps i got at the moment they keep shifting the settings
[17:18:13] <feoc> so i cant get anything tuned right
[17:18:22] <SWPadnos> who's "they", and what settings?
[17:18:34] <feoc> servomate
[17:19:39] <SWPadnos> hmmm. Ray mentioned recently that you need to re-tune older servo drives every 6 months or so because the caps are worn out (or similar)
[17:20:06] <SWPadnos> are the servomates analog input? (probably +/- 10V)
[17:27:31] <feoc> yah
[17:27:48] <feoc> well its not even every 6 months
[17:27:59] <feoc> its like after every powerdown/cooldown
[17:29:56] <feoc> even with the pc disconnected it does the same
[17:30:06] <feoc> will drift the motors
[17:31:28] <SWPadnos> then I'd agree that you need new servo amps :)
[17:31:55] <SWPadnos> the G340s aren't analog input though, so you'd be changing several things in your setup
[17:35:15] <feoc> iv got the mesa board
[17:35:37] <feoc> that outputs steps as standard so i have to put that through an analog converter
[17:35:45] <SWPadnos> the Mesa doesn't output step/dir yet
[17:35:56] <SWPadnos> it outputs PWM, which isn't compatible with a gecko
[17:36:31] <feoc> ah
[17:36:54] <feoc> tbh i didnt really read into that as i didnt need it at the time
[17:36:54] <SWPadnos> jmkasunich is working on a step/dir version of the 5i20 firmware, but it isn't releaased yet
[17:37:40] <feoc> what are my options ?
[17:39:21] <SWPadnos> there are analog servo amps, you can build your own PWM servo amp, get a USC from Pico Systems (which does step/dir), wait for the step/dir mesa driver, or use software step generation
[17:39:30] <SWPadnos> and there are probably other options I didn't mention ;)
[17:39:30] <feoc> i know pico do a stepper controller that can interface to the gecko
[17:39:37] <feoc> but thats another $250 ish
[17:40:06] <SWPadnos> if you already have the mesa card, I'd just wait a little bit for the step/dir firmware and driver
[17:40:19] <feoc> how long is a little bit likley to be?
[17:40:48] <feoc> saying that i guess i can always use the mesa for my I/O's and just do the step/dir via parport ?
[17:41:09] <SWPadnos> within a few weeks hopefully, by the end of summer "for sure"
[17:41:23] <feoc> kewl
[17:41:31] <SWPadnos> you can do software step/dir with the mesa as well - it should be faster than a parport
[17:41:49] <feoc> oh well thats fine then
[17:41:55] <SWPadnos> (due to the faster PCI bus and fewer writes to get the same number of outputs)
[17:42:00] <feoc> i just want to get it up and running
[17:42:07] <feoc> even if only at half speed for now
[17:42:12] <feoc> its still half speed faster than nothing
[17:42:51] <SWPadnos> you do need to use the outptus as open collector, or use a driver board (recommended anway - the port pins connect directly to the FPGA)
[17:45:59] <feoc> what u mean ?
[17:47:42] <bill2or3> kickass, $15 rails.
[17:50:26] <feoc> maybe the pwm servo amps might just be better than the geckos
[17:50:35] <feoc> (from pico)
[17:52:16] <jepler> feoc: I think that "open collector" is a mode you set in the driver or maybe with a jumper on the mesa board
[17:52:50] <feoc> ah right
[17:52:56] <jepler> feoc: it is required for a 3V device to work properly with the gecko's optoisolator inputs, but my electronics background is too weak to explain why
[17:53:01] <feoc> ill have a look through the mesa docs
[17:53:40] <feoc> im assuming it has somthing to do with a transistor of some form
[17:53:41] <feoc> heh
[17:56:26] <feoc> just gotta decide whats better to go with
[17:56:40] <feoc> pwm's and do the encoders on emc's side
[17:56:44] <feoc> or geckos
[17:57:11] <SWPadnos> you still need to run the encoder feedback to emc
[17:57:30] <jepler> in my mind, it's much better to have emc close the loop than something external to the PC
[17:57:43] <feoc> how do i do that if the encoders goto geckos ?
[17:57:47] <jepler> but on the other hand, you already own the geckos
[17:57:57] <feoc> havent got the geckos yet
[17:58:40] <feoc> at the moment have mesa board and an old servomate drive that seems to do whatever it feels like
[18:01:35] <jepler> ah OK --- I didn't read closely enough
[18:02:16] <feoc> np
[18:02:35] <feoc> just trying to find a way to get things going quickly and relativly cheaply
[18:02:48] <feoc> so either the gecko's or the pico pwm's look like a reasonable option
[18:03:33] <SWPadnos> I think the pico PWM amps aren't well tested with the mesa card
[18:04:00] <SWPadnos> they have some specific bootstrap requirements (that are met by the pico PPMC/UPC)
[18:04:22] <feoc> ah right
[18:04:28] <feoc> gecko's it is then
[18:04:32] <feoc> least there known to work
[18:04:51] <SWPadnos> the Pico amps work also, and the geckos don't work at all with the mesa as yet ...
[18:05:10] <feoc> yah but they work from the par port with soft step gen
[18:05:17] <SWPadnos> true
[18:05:20] <skunkworks> oh - but where is your sense of adventure? ;)
[18:05:23] <feoc> thats good enough for now
[18:05:48] <feoc> in the same place as my customers sense of humor :)
[18:06:16] <skunkworks> is this an old burny plasma table?
[18:06:26] <feoc> nah its a hurco mill
[18:06:35] <feoc> ok i gotta shoot
[18:06:40] <feoc> ill catch you later
[18:06:45] <feoc> thanks for the help as always
[18:07:04] <SWPadnos> see you
[18:07:34] <feoc> anyway be nice to be able to mill things properly instead of outsourcing all the time and getting monkey work back
[18:07:35] <feoc> :D
[18:07:46] <feoc> cyas
[18:21:37] <ds2> oh how bad of an idea is it to use a transformless powersupply for the machine motors?
[18:22:57] <skunkworks> switching?
[18:23:13] <skunkworks> or just rectifing 110v? ;)
[18:23:19] <ds2> no, rectifier, caps + ballast resistors
[18:23:34] <SWPadnos> it's a bad, bad, bad, bad, bad, bad plan
[18:23:36] <SWPadnos> from what I hear
[18:23:57] <SWPadnos> like "kills people" bad
[18:24:02] <ds2> i know it is bad for small devices... but isn't this the same as arunning a motor off 110VAC?
[18:25:00] <SWPadnos> I don't think so. if you connect 115AC to an AC motor, the high voltages are still isolated from the case (they go into the coil and start caps only)
[18:25:25] <ds2> hmmmm
[18:25:37] <SWPadnos> if you rectify to DC, you need a ground reference for the DC supply, and that's connected back to the AC feed with a low impedance connection
[18:26:04] <SWPadnos> but it's swinging +/- 120V
[18:26:06] <ds2> yes but in theory, one side of a 110VAC circuit is safe to touch ;) (neutral side)
[18:26:23] <SWPadnos> right, but the rectifier breaks that safety ...
[18:26:30] <ds2> Hmmm okay
[18:26:35] <SWPadnos> since it alternately connects to neutral and ground
[18:27:06] <SWPadnos> (alternately connects machine ground to neutral/line)
[18:27:08] <ds2> now if I can find a 1:1 isolation transformer cheap then....
[18:27:16] <SWPadnos> how much power?
[18:27:30] <SWPadnos> do you need 170VDC?
[18:27:32] <ds2> 1KW
[18:27:41] <ds2> no, 70VDC
[18:27:54] <SWPadnos> then you want a non-1:1 ratio anyway
[18:28:27] <ds2> I was thinking it is easier to do 1:1, then rectifier - cap - ballast resistor
[18:28:29] <SWPadnos> a 2:1 control transformer is pretty close
[18:28:37] <SWPadnos> no resistor needed (or wanted)
[18:28:46] <skunkworks> It is - but it just goes a little over...
[18:29:05] <SWPadnos> eh - what's 82V vs 80V between friends? :)
[18:29:08] <ds2> I am trying to avoid looking for a high wattage transformer with a specific ratio
[18:29:18] <SWPadnos> 2:1 is very common on eBay
[18:29:22] <SWPadnos> you just have to look out for shipping
[18:29:23] <ds2> the diodes could eat up the 2V
[18:29:30] <SWPadnos> that's after the diodes ;)
[18:29:36] <ds2> uh... yes... transformer cores should NOT be light =)
[18:29:38] <SWPadnos> it's ~85V before
[18:29:43] <ds2> Oh
[18:30:00] <ds2> would a 110:220V xformer work in reverse or will it saturate first?
[18:30:08] <SWPadnos> it should work in reverse
[18:30:19] <SWPadnos> as long as it's a transformer and not an inverter
[18:30:22] <ds2> the ratings would be 1/2'ed I assume?
[18:30:26] <SWPadnos> nope
[18:30:35] <SWPadnos> the rating would be the same
[18:30:43] <skunkworks> you want to run 220 off of 110?
[18:30:58] <ds2> no? thought the 220V is rated for a certain current @ 220 and if I exceed that with 110, it would saturate
[18:31:08] <ds2> skunkworks, no. I want to use it as a 2:1 transformer
[18:31:09] <SWPadnos> if you get one of the control xformers that goes from 440 to 220 then it would be halved (current rating is the same, but voltage is halved)
[18:31:21] <skunkworks> ds2: that isn't reverse ;)
[18:31:30] <SWPadnos> ah right - yes, it would be halved ;)
[18:31:43] <ds2> problem is I know of no local sources for control transformers but I do know of sources for the 110:220V transformers
[18:31:51] <SWPadnos> I'm thinking of using a 220:110 transformer backwards, but you'd be using it forwwards, just as I just described :)
[18:32:11] <ds2> heh... sigh.. terminology
[18:32:14] <SWPadnos> be careful of those - they're probably not rated for continuous duty
[18:32:35] <ds2> arrggg.. transforms have duty ratings?!
[18:32:39] <skunkworks> :)
[18:32:39] <SWPadnos> of course
[18:32:54] <SWPadnos> they still have wire/insulation that will melt if it gets too hot
[18:32:57] <ds2> is that cuz of theheat from magnetizing current or ?
[18:33:17] <ds2> oh right... I wish they were 0 ohm windings ;)
[18:33:23] <SWPadnos> heh
[18:34:20] <ds2> how bad would the eddy currents be if I just used a solid core to wind my own (instead of the laminates)?
[18:34:58] <SWPadnos> that depends on - you know - physics :)
[18:35:18] <skunkworks> * skunkworks wound a few transformers when he was a kid
[18:35:30] <ds2> was hoping for a ball park figure based on experience instead of looking up and doing the math =)
[18:35:40] <skunkworks> It is fun prying the laminations apart and reassembling
[18:36:06] <ds2> the pesky thing with those laminated cores is I can't wind my stuff tight enought to stuff it all back in :(
[18:36:06] <SWPadnos> http://cgi.ebay.com/Acme-Transformer_W0QQitemZ260131038238QQihZ016QQcategoryZ42881QQrdZ1QQcmdZViewItem
[18:36:08] <skunkworks> I don't know of anyone that has used a solid core
[18:36:43] <skunkworks> looks like the one I am using ;)
[18:36:47] <skunkworks> for testing
[18:37:16] <ds2> SWPadnos: note the lack of a quote for shipping ;)
[18:37:36] <SWPadnos> that one was in CA, wasn't it?
[18:37:45] <ds2> Pacolet, SC
[18:37:45] <skunkworks> I am thinking mine is only 1kva though - the tag is long gone.
[18:37:51] <SWPadnos> oh, nevermind ;)
[18:38:07] <ds2> $25 for the transformer... $250 for the shipping }:-)
[18:38:08] <SWPadnos> I've got a 2kva one that would be perfect
[18:38:19] <SWPadnos> too bad it would be $zillions to ship
[18:38:31] <ds2> http://www.allelectronics.com/cgi-bin/item/TC-3000/790970/3000W_UP_DWN_TRANSFORMER_.html
[18:39:37] <SWPadnos> oh, a bargain even without shipping
[18:40:30] <skunkworks> http://surpluscenter.com/item.asp?UID=2007062113363040&item=15-1161&catname=
[18:41:17] <ds2> Shpg 135 lb
[18:41:18] <ds2> =)
[18:42:05] <SWPadnos> http://cgi.ebay.com/Toroid-TI-043222C-Amplifier-Project-Transformer-DIY_W0QQitemZ300122991770QQihZ020QQcategoryZ4660QQrdZ1QQcmdZViewItem
[18:42:21] <skunkworks> boy - sure am glad dad is a horder.. Hi dad
[18:42:55] <cradek> you missed your chance to get free transportation from surplus center
[18:43:12] <ds2> are they serious? $17 for shipping
[18:44:03] <skunkworks> that seems about right. Bet it is heavy.
[18:45:07] <SWPadnos> http://cgi.ebay.com/46-46V-12V-1KVA-Toroidal-Toroid-Power-Amp-Transformer_W0QQitemZ7540256891QQihZ017QQcategoryZ4660QQcmdZViewItem
[18:45:16] <skunkworks> surplus center is near the cnc workshop?
[18:45:25] <SWPadnos> those guys also have a website where you can order lots of different toroids
[18:45:51] <skunkworks> oh - by cradek/jepler
[18:46:15] <SWPadnos> http://www.toroid-transformer.com/
[18:58:32] <ds2> not too horrible pricewise
[19:11:46] <centaur> hello great gurus - i had an interesting thing happen. My machine has 2 hard drives and I installed Ubuntu+EMC2 on the slave (nothing else on it) The master has WindozeXP. After I shut down the machine, I went to reboot and I got the following: Grub loading please wait... error 21 and thats it. I removed the slave drive and now I can't get back into WINDz - any ideas?
[19:12:57] <cradek> http://www.google.com/search?q=grub+error+21
[19:13:43] <centaur> thanks
[19:14:21] <skunkworks> what kind of machine are you running?
[19:14:40] <skunkworks> or not...
[19:25:25] <skunkworks> Someone want to test something for me? Go to
http://www.newegg.com/Product/Product.aspx?Item=N82E16814125041 and try to add it to your cart
[19:25:50] <skunkworks> I have been trying to order from newegg for the last 3 days.
[19:26:17] <skunkworks> wondering if it is me or newegg
[19:26:35] <jepler> skunkworks: it adds to my cart just fine
[19:26:43] <skunkworks> crap
[19:26:49] <skunkworks> Thank you
[19:27:02] <jepler> some of the items I put in my cart on tuesday were still there too
[19:27:27] <skunkworks> I get a page cannot be displayed - from more than one computer.
[19:27:28] <jepler> from before I talked myself out of buying a new Athlon X2 system
[19:27:58] <skunkworks> ;)
[19:28:10] <lerneaen_hydra> * lerneaen_hydra whispers subliminally, "buy.... buy.... buy...."
[19:29:41] <skunkworks> Hi Guest363:
[19:30:00] <skunkworks> Guest227: hi
[19:41:07] <Guest227> So how does this work then?
[19:41:46] <robin_sz> we can hear you
[19:42:05] <robin_sz> ;)
[19:43:08] <robin_sz> today ... we have been cutting out bits of jet engines :) .. top fun
[19:44:48] <robin_sz> nozzle guide vanes apparently
[19:45:11] <centaur> hello again - re: GRUB error 21 - no luck on a Google search, at least in the time I just spent. How do I get rid of this and boot into WinDz XP?
[19:45:51] <ds2> thou shalt not boot into windows
[19:46:40] <skunkworks> My first thought would be to boot from a dos disk (win95/98) and do a fdisk /mbr. But I am a windows person.
[19:46:56] <centaur> i agree but this occured after an Ubuntu/EMC2 install on a slave drive in the same machine where the master has XP
[19:48:08] <skunkworks> Guest227: just start talking away.
[19:48:38] <anonimasu> centaur: Well, you removed the filed grub wan
[19:48:42] <anonimasu> wants.. I guess
[19:49:06] <anonimasu> centaur: I'd use fdisk /mbr
[19:49:22] <ds2> chuck windows
[19:49:23] <anonimasu> then boot into the XP rescue console and rewrite the bootloader..
[19:50:08] <centaur> thanks skunkw and anoni - I don't have a clue how to rewrite a boot loader!
[19:51:09] <skunkworks> I would try the fdisk /mbr and hope for the best :)
[19:51:27] <skunkworks> My guess is it will boot then.
[19:52:03] <SWPadnos> "21 : Selected disk does not exist. This error is returned if the device part of a device- or full file name refers to a disk or BIOS device that is not present or not recognized by the BIOS in the system."
[19:52:15] <centaur> I'll give it a go. BTW ds2 - I can't chuck XP because I'm committed to QuickBooks and Vectorworks
[19:52:41] <ds2> uncommit
[19:52:47] <ds2> btw, what kind of drive is the second drive?
[19:52:55] <SWPadnos> you may find that they work with wine, or have acceptable performance under VMWare
[19:53:41] <centaur> ds2 - the slave drive is a 6gb IDE which now has Ubuntu/EMC2 installed
[19:54:13] <ds2> what is it connected to? as a slave on the first IDE drive or as a sole slave on the second channel?
[19:54:43] <SWPadnos> you can pull up a grub prompt at boot time - press esc for the menu, then <something it tells you on the screen> for a prompt
[19:55:12] <SWPadnos> at that point, you can find disks and partitions by the names grub understands
[19:57:27] <centaur> me again - I just did the fdisk /mbr thing - it worked! thanks!!!!
[19:57:27] <jepler> If you get "error 21" I don't think you have the grub prompt available yet
[19:58:13] <SWPadnos> that could be, but the errors I saw seemed more like grub was already trying to boot something
[19:58:23] <SWPadnos> maybe not
[19:58:26] <ds2> think it puts that out when it can't find stage 1.5
[19:58:47] <centaur> hi jeff - great to see you here - I am the guy asking about the Pluto and PWM - I sent another email your way this am
[19:59:19] <SWPadnos> I wonder if the windows disk wasn't installed at grub/linux install time (causing the disks to change name when the Windows disk is reinstalled)
[20:00:01] <ds2> or the bios is enumerating them different
[20:00:38] <jepler> centaur: hum, I only have one dated wednesday, which I replied to today
[20:00:40] <centaur> ds2 the message did read stage 1.5 which was then followed by the error 21 - anyway I have things going again and I will try installing OSLoader s/w which has worked well in the past
[20:01:15] <anubiss> the toughest decision when building an homemade cnc is definetaly the motors/drivers as it seem.. what do you recommend ?
[20:01:33] <ds2> having any form of windows on there is a very bad idea... it is better to swim in a shark invested area with bits of raw tuna tied to you
[20:01:46] <ds2> and using windows for financial stuff... ick
[20:01:48] <bill2or3> seems like gecko's are the driver of choice.
[20:01:53] <bill2or3> but $$$.
[20:03:03] <centaur> ds2 - unfortunately I got interested in Linux way after I was coerced in to Windoz and my CPA uses QuickBooks and therefore I need to generate compatible files
[20:03:17] <anubiss> i dont have $$$
[20:03:21] <ds2> dump any CPA that uses windows
[20:03:23] <SWPadnos> gnucash can import/export qif files, I believe
[20:03:28] <anubiss> well, not for pricey one
[20:03:31] <ds2> it is not worth it.
[20:03:40] <ds2> there is no place in this entire world for windows. ever.
[20:03:42] <jepler> anubiss: you'll get different answers from everyone. I would go for any driver that was: adequate current for motors, adequate voltage for motors (e.g., 8x-10x faceplate voltage), half-stepping, bipolar, chopper
[20:04:22] <bill2or3> anubiss, I got some used Centent's off ebay, but they're not in use yet, so I cant say if they're good or bad.
[20:04:38] <Guest227> skunkworks: Sorry, just reading user-list messages.
[20:04:52] <jepler> anubiss: if it's a small mill like maxnc10 that can mean self-built L297/L298 drivers; if it's a big mill it means geckos or other commercial drives
[20:04:58] <skunkworks> Guest227: no problem :)
[20:05:02] <Guest227> JMK given all the info I need for now.
[20:05:06] <anubiss> jepler: a big problem i have in the first place is that im not familir with those technologies, id have to read a bit first, where can i get information on the motors/drivers voltage current stepper bipolar, unipolar etc..in one place?
[20:05:24] <anubiss> its a small one
[20:05:32] <skunkworks> Guest227: rogern?
[20:05:41] <bill2or3> anubiss, good luck, it's all pretty confusing at first. (at least it is to me)
[20:05:46] <anubiss> i want to drill pcb prototypes, they wont be big
[20:06:09] <Guest227> skunkworks:richarda
[20:06:24] <skunkworks> Ah :)
[20:06:37] <skunkworks> welcome.
[20:06:48] <SWPadnos> centents should be slightly worse than geckos, since Mariss designed them both
[20:07:06] <SWPadnos> (and left centent when they decided not to incorporate his improvements into their design)
[20:07:10] <centaur> anubiss: jeff is correct but I would first determine what is needed to accomplish the task at hand. If the rapids are low go with steppers. Once a stepper is decided upon the next question is the holding torque you need etc etc. If you need servo performance then you need to decide on brushed DC or brushless DC and slao the torque rating. In my case I have existing machines (Bridgeport size) already fitted with brushed DC and drives but no
[20:07:55] <Guest227> Is this java thing the best way for irc?
[20:07:57] <jepler> anubiss: here are some articles about steppers:
http://www.st.com/stonline/products/literature/an/1679.pdf http://www.solarbotics.net/library/pdflib/pdf/motorbas.pdf http://www.geckodrive.com/photos/Step_motor_basics.pdf
[20:08:26] <SWPadnos> Guest227, probably not ideal, but it does work without installing any software on your PC
[20:08:31] <skunkworks> Guest227: I use it - just because it is portable.
[20:08:46] <jepler> Guest227: there are also clients that run as native programs on your system -- such as xchat for linux
[20:08:53] <anubiss> thanks alot for the links, i'm already confused by reading your replies =)
[20:08:54] <skunkworks> Guest227 /nick yournickname
[20:09:04] <anubiss> confused as in i dont understand a word
[20:09:16] <jepler> centaur: your message was cut off after "already fitted with brushed DC and drives but no"
[20:09:22] <jepler> anubiss: agreed, it's a lot to learn
[20:09:34] <jepler> a few years ago all the stuff in those PDFs I mentioned to you was greek to me as well
[20:09:50] <skunkworks> anubiss: have you looked at cnczone.com? lots of info there.
[20:10:40] <anubiss> skunkworks: yes but its disparate...not being knowledgable in the technoliges i dont know where what threads to start.. but i still found 2-3 projects where drawing were detailed with pics :)
[20:10:51] <centaur> jepler: I may be typing too much on the single line of this IRC java - I have not used it much "but no controls"
[20:11:07] <jepler> centaur: there's a line length limit no matter what client you use
[20:12:31] <centaur> I need to learn to use fewer words to express a thought. Now that the error 21 thing is resolved thanks to you all, I will exit
[20:12:47] <jepler> centaur: one thing first ..
[20:12:56] <skunkworks> ah wordieness
[20:13:28] <centaur> jepler: yes?
[20:14:06] <jepler> centaur: I sketched out what I was talking about in my e-mail, the amplifiers to turn the (UP-DOWN) signal difference into +-10VDC.
http://emergent.unpy.net/files/sandbox/pwm2analog.png
[20:14:22] <jepler> I probably got some details wrong but that's the general idea -- uses one quad op-amp and some passives for each axis
[20:14:44] <jepler> see you later .. I hope your second e-mail shows up sooner or later
[20:14:59] <centaur> jepler: thanks - bye
[20:15:03] <Guest227> thanks for saying hello guys, I'll come back!
[20:15:18] <jepler> see you "guest227"
[20:15:56] <bill2or3> anubis, there waas a site that helped me a lot, let me see if I can re-find it.
[20:18:23] <bill2or3> I think it was
http://www.cuttingedgecnc.com
[20:23:11] <anubiss> thanks to you :)
[20:23:21] <bill2or3> good luck.
[20:23:34] <bill2or3> mines nowhere near done, and I started it over a year ago.
[20:23:44] <bill2or3> not that I've been working anywhere near continiously.
[20:25:11] <anubiss> so it cost thousands of dollars?! lolll
[20:25:36] <anubiss> i think i'll spend some months thinking designing and drawing plans before taking my wallet out
[20:32:42] <lerneaen_hydra> can you run emc-simulator on 7.04 yet?
[20:32:57] <lerneaen_hydra> without RT kernels
[20:33:03] <lerneaen_hydra> just sim
[20:33:12] <cradek> you can run emc2-sim on virtually any platform
[20:33:51] <skunkworks> ms windows? ;)
[20:33:55] <lerneaen_hydra> hmm IIRC it complained last time I tried, though I didn't have any compile-specific options
[20:34:18] <lerneaen_hydra> or is there bychance a rep containing a deb that just contains emc sim?
[20:34:28] <cradek> there is, it's for dapper
[20:34:44] <lerneaen_hydra> ah, but not generic dists?
[20:34:55] <lerneaen_hydra> or rather, generic ubuntu
[20:35:01] <cradek> there's really no such thing as a generic deb
[20:35:19] <cradek> just build it - it's easy
[20:35:33] <lerneaen_hydra> ah, well now you know how much I know about the apt system
[20:35:53] <lerneaen_hydra> which compile-time flags should I take a look at?
[20:36:20] <cradek> just run configure, fix anything it whines about (by installing the appropriate packages), then run configure again
[20:36:24] <cradek> eventually, run make
[20:36:34] <cradek> then, you're done
[20:36:40] <lerneaen_hydra> oh, how will that only install sim?
[20:36:50] <cradek> configure --enable-simulator
[20:36:54] <lerneaen_hydra> ah
[20:36:57] <bill2or3> anubis, it'll costs lots, regardless.
[20:37:08] <lerneaen_hydra> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#Simulator_on_Ubuntu_6_10_Edgy_Eft <-- as there perhaps?
[20:37:11] <bill2or3> start looking for cheap linear rails now.
[20:37:30] <cradek> lerneaen_hydra:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC2_Pure_Simulator
[20:37:45] <jepler> lerneaen_hydra: yes it should be very close to those instructions -- depends how much ubuntu changed (like package names and availability) between 6.10 and 7.04.
[20:38:00] <lerneaen_hydra> ah, perfect
[20:38:01] <lerneaen_hydra> thanks
[20:38:24] <lerneaen_hydra> I'll poke it a while and see what happens
[20:40:08] <lerneaen_hydra> is the cvs server still in jepler's basement?
[20:40:11] <anonimasu> or install grub again:)
[20:41:36] <lerneaen_hydra> ... wtf?
[20:42:23] <anonimasu> random comment ;)
[20:42:27] <anonimasu> it was ahour off I think
[20:42:30] <anonimasu> lerneaen_hydra: how did it go
[20:42:31] <anonimasu> ?
[20:42:37] <anonimasu> did you convince anyone?
[20:42:43] <lerneaen_hydra> with the geckos?
[20:42:46] <anonimasu> yeah
[20:43:22] <lerneaen_hydra> after they actually looked around and stopped bitching they noticed that drivers in sweden cost 2000sek+ and dont have midband dampening
[20:43:29] <anonimasu> lol
[20:43:36] <anonimasu> that's what I expected
[20:43:50] <lerneaen_hydra> then they bitched that it should be servo based instead (becuase it's cheaper/steppers are too innacurate)
[20:43:58] <anonimasu> LOL
[20:44:05] <anonimasu> call aratron and ask them for servomotors..
[20:44:15] <anonimasu> AC servos are about 16k per axis.. for 1kw..
[20:44:16] <anonimasu> ;)
[20:44:44] <anonimasu> www.aratron.se
[20:44:55] <lerneaen_hydra> though after they looked around they figured out steppers was most prudent
[20:45:18] <anonimasu> lerneaen_hydra: I have some servos at work with integrated drive that costs ~8000sek each..
[20:45:28] <anonimasu> jvl.dk
[20:45:44] <anonimasu> the big ones cost(220v) 17000sek...
[20:46:03] <anonimasu> err I think 17500 with the rebate we have at work...
[20:46:37] <anonimasu> lerneaen_hydra: ^_^ cnc is a cheap hibby
[20:46:38] <anonimasu> hobby
[20:46:48] <anubiss> bill2or3: what are linear rails ? they are for the x and y axis ?
[20:47:03] <bill2or3> yeah, they are what the table slides on.
[20:47:18] <bill2or3> are you building from scratch, or doing a conversion ?
[20:47:32] <lerneaen_hydra> anonimasu: oh yes, very cheap :D
[20:47:36] <lerneaen_hydra> at least my lathes were :D
[20:47:47] <anonimasu> heh you were lucky
[20:48:32] <anubiss> from scratch
[20:48:41] <anubiss> i dont have a mill nor a lathe
[20:49:57] <lerneaen_hydra> anonimasu: indeed
[20:50:04] <lerneaen_hydra> almost a bit too lucky
[20:51:08] <bill2or3> it seems like a simple task at first.
[20:51:26] <bill2or3> how hard can it be to bolt down rails in parallel, after all..
[20:51:32] <bill2or3> heh
[20:52:04] <anonimasu> LOL
[20:52:10] <anonimasu> it's damn hard :)
[20:52:16] <bill2or3> yep.
[20:52:32] <bill2or3> especially when you're as bad at it as I am.
[20:54:11] <lerneaen_hydra> jepler:
http://pastebin.ca/582088 <-- it doens't work help me </whine>. Seriously though, I installed the packages it said in the wiki...
[20:54:40] <anonimasu> bill2or3: it's impossible I think
[20:54:43] <anonimasu> almost
[20:54:57] <bill2or3> I wouldn't disagree.
[20:56:24] <anubiss> mmm...you tak 2 pieces of wood of exact same lenght then bolt those perpendicalur frame where they belong ?
[20:56:30] <anubiss> sound easy
[20:56:48] <anonimasu> haha
[20:57:07] <anonimasu> anubiss: it becomes more of a problem when you bring out the dial gauge..
[20:57:16] <anubiss> whats dial gauge
[20:57:28] <jepler> lerneaen_hydra: use apt-file (which you may have to install) to figure out what package GL/glu.h comes from, then install that package
[20:57:47] <lerneaen_hydra> ah, that sounds like a good app to have :)
[20:57:49] <anonimasu> http://www.inxs-inc.com/images/prod_images/6651/TELOCK_DialGauge_G.jpg
[20:58:17] <anubiss> nice pictures
[20:58:36] <anubiss> what is it for
[20:58:52] <cradek> .0001 inch, nice
[20:58:52] <anonimasu> measuring stuff..
[20:58:54] <bill2or3> something ending in -dev, anyway.
[20:58:56] <cradek> I don't have one of those
[20:59:08] <anonimasu> bleh..
[20:59:09] <anonimasu> that's large
[20:59:09] <anonimasu> :)
[20:59:31] <anonimasu> err no its not..
[20:59:34] <anonimasu> stupid inch ;)
[20:59:34] <lerneaen_hydra> oh noes dial gauges in imperial units :/
[21:00:16] <anonimasu> anubiss: measuring that your rails are paralel
[21:00:28] <anonimasu> anubiss: you set you gauge on one rail(the master rail)
[21:00:36] <bill2or3> then you pull all your hair out.
[21:00:39] <anubiss> so you need micrometers precision
[21:00:46] <anonimasu> then you line the other one up to your master rail
[21:00:47] <anonimasu> yes
[21:00:48] <bill2or3> ideally.
[21:01:04] <anubiss> ohh
[21:01:05] <anonimasu> anubiss: rails are very very precise usually so if you are off they'll stick..
[21:01:11] <anubiss> i see
[21:01:56] <anubiss> and the wood cutted to micro meter precision cost alot of $$$ i suppose
[21:02:05] <anubiss> or metal..
[21:02:06] <bill2or3> wood?
[21:02:07] <anonimasu> anubiss: wood?
[21:02:07] <bill2or3> metal.
[21:02:09] <anonimasu> anubiss: metal..
[21:02:19] <anubiss> to save a bit of money i can bolt the rails on wood
[21:02:25] <anubiss> mdf maybe
[21:02:32] <bill2or3> although I read once that someone was routing pcb's with a rockridge router (mdf..)
[21:03:15] <anubiss> but metal will stand time
[21:03:22] <bill2or3> and humidity changes.
[21:03:31] <anubiss> ya
[21:05:04] <anonimasu> well you can make your own rails to save money :)
[21:05:13] <bill2or3> although if you're not doing big production runs, I'd encourage you to not get too mental about it.
[21:05:19] <lerneaen_hydra> jepler: it wanted libglu1-mesa-dev
[21:05:32] <anonimasu> hehe
[21:05:35] <bill2or3> just get something working, you'll learn all kinds of things that'll help you make the second one.
[21:05:49] <anonimasu> I wish I had access to a cnc when I made my first cnc
[21:05:50] <anonimasu> :)
[21:05:58] <lerneaen_hydra> catch 22
[21:05:59] <bill2or3> me too.
[21:06:02] <anonimasu> now that I have one I have access to a real cnc mill.. :)
[21:06:14] <bill2or3> there was some guy selling small mdf routers for like $250
[21:06:22] <bill2or3> no motors/drivers, but otherwise complete.
[21:07:35] <lerneaen_hydra> jepler:
http://pastebin.ca/582116 , sorry if this is getting repetetive
[21:08:44] <bill2or3> lerneaen, I think you want libxmu-dev and/or libxmu-headers
[21:08:51] <lerneaen_hydra> ah
[21:11:06] <anubiss> thats a good idea, i could make a good enough first one with more cheap motors and drivers and parts and al
[21:12:05] <bill2or3> lerneaen, when it's missing stuff you can usually find out what by doing "apt-cache search _THING_" and looking for the lib_THING_ or _THING_-dev package.
[21:12:28] <bill2or3> where the _THING_ would be 'Xmu' in this case.
[21:12:49] <lerneaen_hydra> ack now I can't run it :(
[21:13:12] <bill2or3> cant run what? configure ?
[21:13:13] <SWPadnos> and/or re-running configure, but looking at "no" outputs (something like ./configure --enable-run-in-place --enable-simulator | grep no )
[21:13:26] <lerneaen_hydra> http://pastebin.ca/582132
[21:13:30] <SWPadnos> that gives a short list of things configure decided it couldn't do
[21:13:36] <lerneaen_hydra> oh it compiled
[21:13:46] <bill2or3> maybe "make clean" and try again.
[21:13:49] <lerneaen_hydra> yeah
[21:14:52] <bill2or3> here's that mdf router:
http://www.athreocnc.com/3_-_axis_machines
[21:14:57] <bill2or3> $210, cheap.
[21:15:03] <bill2or3> unless it's total crap, of course.
[21:15:29] <bill2or3> use it to make another out of slightly harder material, repeat.
[21:16:02] <lerneaen_hydra> made from aluminum?
[21:16:37] <jepler> the stack_check_fail_local message baffles me
[21:17:10] <jepler> https://launchpad.net/ubuntu/+source/iptables/+bug/66681
[21:17:15] <jepler> "Adding -fno-stack-protector to CFLAGS fixes the problem."
[21:17:53] <bill2or3> no, from mdf.
[21:18:13] <lerneaen_hydra> hmm same problem after recompiling, I'll check jepler's link
[21:20:23] <lerneaen_hydra> so ./configure --enable-run-in-place --enable-simulator -fno-stack-protector
[21:20:30] <jepler> no
[21:21:15] <lerneaen_hydra> ah, right, where should the parameter go?
[21:21:16] <jepler> you probably have to edit Makefile to add -fno-stack-protector to the end of the line 'CFLAGS := ...' (line 149 in my copy)
[21:21:29] <lerneaen_hydra> ah, ok
[21:21:43] <lerneaen_hydra> strange that a network thing would make it die
[21:21:54] <jepler> eventually it would be required to have a test in configure to find out whether -fno-stack-protector is accepted and useful .. because if you try that on a dapper system it probably won't compile at all
[21:22:09] <jepler> it's not a network thing -- it's a problem that seems to affect many packages, but that's the first place I found the solution
[21:23:39] <lerneaen_hydra> hmm I see
[21:23:50] <lerneaen_hydra> I'll just run it in my virtualised 6.06
[21:24:03] <lerneaen_hydra> this is only for testing CAM post processors
[21:25:43] <jepler> that might be the shortest path between these two points..
[21:26:05] <lerneaen_hydra> it's still cheating though ;)
[21:27:09] <lerneaen_hydra> ooh there's feed/rev and CSS :D
[21:27:34] <jepler> lerneaen_hydra: yep just added recently
[21:27:45] <lerneaen_hydra> sweet
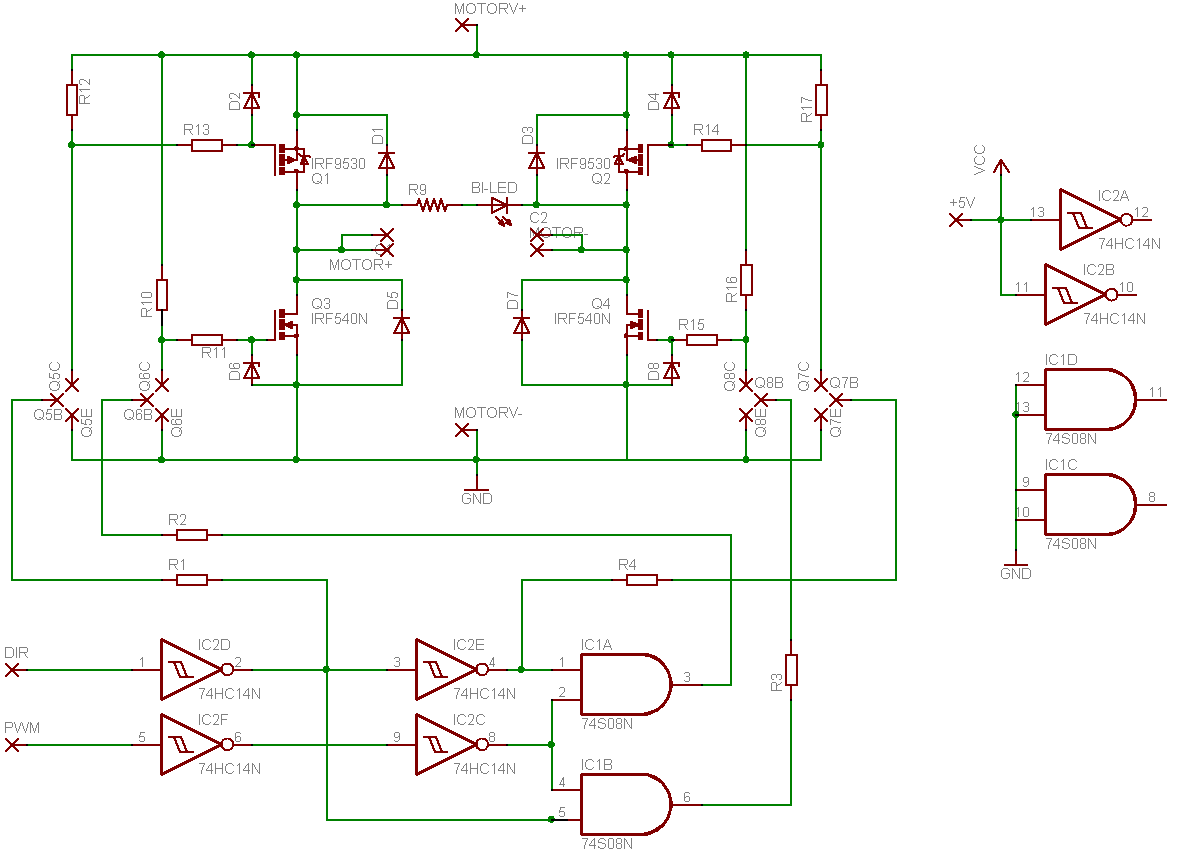
[21:29:17] <lerneaen_hydra> hmm, my lathe has an electronic speed control that's a potentiometer that one can rotate, could it be possible to hack something together that emulates the potentiometer (maybe a PWM signal out from a pin) and some PID system to control rpm?
[21:29:33] <lerneaen_hydra> emc knows the rpm from the spindle encoder after all
[21:30:25] <jepler> cradek made a very simple spindle controller with one optoisolator and a few resistors
[21:31:06] <lerneaen_hydra> pwm or something like that?
[21:31:25] <jepler> I think it looks something like this:
http://emergent.unpy.net/files/sandbox/pwm-spindle-control.png
[21:31:57] <jepler> the added part is the optocoupler and its current-limiting resistor
[21:32:15] <jepler> the original knob becomes a spindle speed override knob that can be adjusted from 100% down to 0%
[21:32:15] <lerneaen_hydra> r1 and r3?
[21:32:21] <jepler> he's using the pluto-servo PWM signal
[21:32:30] <jepler> OK1 and a resistor that is not shown
[21:32:35] <lerneaen_hydra> ah ok
[21:32:53] <lerneaen_hydra> how does the feedback loop work?
[21:34:02] <jepler> in the sherline spindle controller there is a speed control loop (if you increase load it lags a moment then goes back to speed), so he just uses feedback speed for threading
[21:34:34] <jepler> here's his picture of it:
http://timeguy.com/cradek-files/cnc/lathe/DSCN6292.JPG
[21:35:08] <lerneaen_hydra> hmm how does emc do a XXX RPM to xx% duty cycle conversion?
[21:35:39] <jepler> he talked about it back here:
http://linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-05-21.txt
[21:36:11] <jepler> lerneaen_hydra: these two lathes use a linear gain+offset from the 'scale' component
[21:37:07] <bill2or3> lerneaen, what about a digital potentiometer?
[21:37:15] <jepler> send a 33% signal and measure RPM, then send 66% (or pick any numbers you want) and measure the RPMs at each
[21:37:41] <jepler> then find a gain+offset that make a straight line pass through the two points it gives you (RPM1,duty1) and (RPM2,duty2)
[21:37:56] <lerneaen_hydra> where is that data saved?
[21:38:10] <jepler> it goes in your hal file .. halcmd setp scale.0....
[21:38:13] <lerneaen_hydra> ah ok
[21:38:22] <lerneaen_hydra> simple enough
[21:38:35] <jepler> out(duty cycle)=in(RPM)*gain+offset
[21:38:56] <lerneaen_hydra> my spindle controller also has an integrated PI controller so the same solution should work
[21:39:04] <lerneaen_hydra> yeah simple straight line eq
[21:39:23] <lerneaen_hydra> f(x)=mx+c
[21:40:34] <jepler> for feed-per-revolution you have two choices: first, just feed the commanded spindle speed * (1/60) back in -- spindle speed OUT is in RPM but spindle speed IN is in RPS. second, feed the velocity estimate from the encoder counter in. there's a new pin 'motion.spindle-speed-in' for this purpose
[21:40:58] <lerneaen_hydra> ah nice
[21:41:17] <lerneaen_hydra> using the encoder value sounds nice
[21:42:13] <lerneaen_hydra> oh well, I'll have to continue some other day
[21:42:17] <lerneaen_hydra> late here
[21:42:17] <jepler> see you later
[21:42:19] <lerneaen_hydra> 'night all
[22:30:51] <Guest762> does anyone know whether the 5i20 hal driver is mature enough for a production environment?
[22:32:24] <Guest762> I'm considering using it for a retrofit of a cincinnati vmc which has got fanuc analog amps and is going to require a bit of ladder work to operate the tool changer
[22:36:18] <jepler> Guest762: yes, I believe you'll find that analog out / quadrature in / digital I/O pins all work just fine.
[22:37:10] <jepler> Guest762: there is new development going on, but that is to expand the capabilities of the board, not to fix bugs in the current driver and FPGA firmware
[22:38:43] <robin_sz> depends what you mean by 'production enviroment' i guess
[22:39:25] <robin_sz> emc itself is basically "beta"
[22:39:54] <robin_sz> well, emc2 is
[22:40:30] <robin_sz> at some point there should be a feature freeze, and a tidy up of any remaining bugs
[22:40:45] <jepler> robin_sz: perhaps you should try to be more familiar with how emc2 development works
[22:40:56] <robin_sz> ok, enlighten me
[22:41:16] <toastydeath> bam
[22:41:26] <jepler> in the emc 2.1.x series (just like the 2.0.x series before it) we did exactly what you describe: settled on a feature set, cleaned up reported bugs, and went through a number of releases (e.g., emc 2.1.0, 2.1.2, and so on up to 2.1.6)
[22:41:41] <jepler> soon we'll do that again for emc 2.2.x
[22:41:53] <robin_sz> fair enough
[22:42:18] <robin_sz> I had sorta forgotten about 2.1
[22:42:24] <Guest762> thanks for the info. I realise emc2 is very much a work in progress. I've done various retrofits using mach2/3 but have been wanting to dip my toes into emc for a while now and coming across details of the mesa board got me excited
[22:42:34] <jepler> in this channel you hear most about the newly added features in the development tree, and not a lot about the boring bug fixes
[22:42:50] <robin_sz> oh compared to mach 2/3 emc is a sea of stability :)
[22:43:35] <Guest762> well that's good to hear - although I've found although Mach has been a little "quirky" it's never done anything I'd consider dangerous
[22:43:46] <robin_sz> err. right.
[22:44:50] <Guest762> Am I right in thinking that any bugs/features I'll find as I integrate emc are likely to get fixed faster by the emc developers than they would by artsoft?
[22:44:52] <robin_sz> ive seen the results of mach makign an uncommanded move and running a tool into a lath chuck at speed
[22:45:06] <robin_sz> mmm ... sorta
[22:45:17] <robin_sz> Art is pretty on the ball
[22:45:23] <robin_sz> but theres only one of him
[22:45:33] <robin_sz> many eyes make all bugs shallow
[22:45:37] <Guest762> Oh he's a good guy but I think he's got a lot on his plate
[22:45:42] <robin_sz> exactly
[22:45:43] <jepler> robin_sz: at cnc workshop he said he was retiring and handing the baton to some other fellow
[22:45:51] <robin_sz> oh, wow
[22:46:06] <Guest762> brian barker by any chance?
[22:46:09] <jepler> Guest762: our bug database is public
http://sourceforge.net/tracker/?group_id=6744&atid=106744
[22:46:11] <toastydeath> you are way more likely to ram your machine into itself than any software bug is, to be fair
[22:46:24] <jepler> Guest762: I don't know for sure -- I was only overhearing the conversation
[22:46:27] <robin_sz> toastydeath, true enough ...
[22:46:41] <jepler> I try to steer clear of the commercial software types, otherwise I'll stick a foot in my mouth
[22:47:30] <jepler> bbl
[22:47:32] <toastydeath> "commercial" software as in PC based, or "commercial" as in Fanuc
[22:47:36] <robin_sz> mach has some great features, emc used to lag way behind in some respects, expecially GUI, but thats not so clear cut anymore
[22:48:10] <robin_sz> and in terms of stability .. emc wins
[22:48:17] <robin_sz> esp for real hardware
[22:48:21] <robin_sz> ie closed loop servo
[22:48:35] <toastydeath> yayyy closed loop
[22:49:08] <Guest762> The most complicated part of the retrofit is going to be the toolchanger and this for em is a bit of the unknown. If I were to use mach I'd be using a macro pump. For EMC I obviously need to get to grip with ladder logic.
[22:49:31] <robin_sz> to be fair, mach is very good for the guy with a little sherline mill ... anythng with tool changers and ladder logic, well, its a no brainer.
[22:49:52] <robin_sz> emc all the way
[22:50:11] <anonimasu> robin_sz: chyeck my message..
[22:50:36] <toastydeath> hey so emc developoers: can a person purchase your time to work on something
[22:50:39] <toastydeath> hypothetically speaking, that is
[22:50:59] <Guest762> I've spent the last couple of days reading the user and integration manuals and the more I read the more I like, I guess I just wanted to get a warm and fuzzy before committing
[22:53:00] <toastydeath> i will take that as a "no"
[22:53:21] <robin_sz> at the end of the day, its open sourc
[22:53:37] <robin_sz> toastydeath, everyone has hteor price
[22:53:53] <robin_sz> their
[22:54:07] <toastydeath> rockin'
[22:54:19] <robin_sz> toastydeath, you probably dont need to buy time though
[22:54:27] <robin_sz> if its a good idea, just ask
[22:54:36] <Guest762> do you know whether rigid tapping for milling is supported? I'm assuming it just needs spindle sync
[22:54:43] <robin_sz> it is
[22:54:47] <Guest762> cool
[22:54:56] <robin_sz> they did it on the mazak a few days ago
[22:55:22] <toastydeath> well my question stems more from the "stuff people have been talking about at work" angle
[22:55:30] <toastydeath> which is all i've been asking lately, actually
[22:55:51] <Guest762> oh at the fest, yes I saw the video, I thought that it might be bleeding edge though and take a while to get into the packages
[22:55:56] <toastydeath> and it is probable that no one else will ever want the modifications that might come up
[22:56:16] <jepler> Guest762: that's in the development version, which we hope may be out in the summer
[22:56:44] <Guest762> jepler: that's good to know - thanks.
[22:56:46] <jepler> Guest762: that is, as a released version -- if you are adventurous and like doing things like getting source code and compiling it, you can try it out at any time
[22:57:20] <toastydeath> cvs! one at a timeeeeee
[22:57:21] <toastydeath> laaaa
[22:57:28] <toastydeath> * toastydeath sings corporate jingle
[22:58:44] <Guest762> well I'm a c++ developer but so far all my experience has been on windows. It's about time I took the plunge. My only linux programming to date was playing around with wxwidgets and kdevelop. Still I guess now's as good a time as any to get my feet wet.
[22:58:47] <toastydeath> so like, the current closed loop deal
[22:58:58] <toastydeath> is a "one source" thing
[22:59:11] <toastydeath> what if you have three diffrent sources you want to incorporate for error correction?
[22:59:44] <robin_sz> toastydeath, you mean like a linear encoder on the bed?
[22:59:49] <toastydeath> yes
[23:00:10] <robin_sz> well, then just use the encoder, remove the encoder on the servvo
[23:00:17] <toastydeath> specifically, the servo encoder, a linear measurement of some kind, and a reference standard on top of that
[23:00:20] <robin_sz> well, then just use the linear encoder, remove the encoder on the servvo
[23:00:36] <toastydeath> i can take the encoder off no problem
[23:00:53] <robin_sz> right, probelm solved
[23:00:56] <toastydeath> no, not yet
[23:01:01] <toastydeath> there are still the linear scale
[23:01:04] <toastydeath> and the reference standard
[23:01:11] <robin_sz> why two?
[23:01:16] <toastydeath> because one isn't accurate enough
[23:01:29] <toastydeath> one is for long-grain movement, the other is for fine error correction
[23:01:37] <anonimasu> toastydeath: will you read up on linear scales..
[23:01:45] <anonimasu> :)
[23:01:53] <toastydeath> uh, i know what a linear scale is and what it does
[23:01:56] <feoc> moo
[23:01:56] <robin_sz> rennishaws typically give +- 20u
[23:02:11] <toastydeath> and i'm talking about a reference that is a tenth of a millionth of an inch
[23:02:12] <toastydeath> in accuracy
[23:02:13] <robin_sz> you can then map errors in software
[23:02:30] <anonimasu> toastydeath: buy a scale with a reference point/absolute one..
[23:02:37] <toastydeath> that doesn't help
[23:02:44] <robin_sz> then use your tenth of a millionth of an inch encoderm and throw the rennishaw linear scale away
[23:02:49] <toastydeath> you can't
[23:03:03] <toastydeath> because the tenth standard does not do long grain movement
[23:03:07] <robin_sz> you are totally confused on the basics here
[23:03:08] <toastydeath> it corrects vibration and thermal effects
[23:03:36] <robin_sz> if you stack a really fine resolution on top of a coarse resolution ...
[23:03:41] <toastydeath> they're not stacked
[23:03:42] <toastydeath> they're paralle
[23:03:44] <toastydeath> l*
[23:03:49] <robin_sz> you just get the coarse resolution
[23:04:00] <toastydeath> talk to the folks at Lawerence Livermore who came up with this
[23:04:04] <toastydeath> and use it in the LODTM
[23:04:07] <robin_sz> then diable the rennishaw and sell it on ebay
[23:04:23] <toastydeath> which is, i might add, the most accurate machine tool in the world
[23:04:29] <feoc> you cant calibrate a fine res encoder with a coarse linera
[23:04:37] <toastydeath> it
[23:04:40] <toastydeath> 's not an encoder
[23:04:49] <Guest762> can emc do s shaped acceleration curves as opposed to just trapezoidal?
[23:04:56] <toastydeath> it's a capacative probe or an interferometer aimed at an optical flat
[23:05:10] <robin_sz> Guest762, emc has full PID loops
[23:05:24] <anonimasu> toastydeath: this is a special case.. I guess you will end up having to implement that correction yourself..
[23:05:39] <feoc> robin_sz s curves aint to do with pid loops as such
[23:05:39] <toastydeath> and that was my original question
[23:06:03] <robin_sz> Guest762, and the trajectoryy planner is "flexible" ...
[23:06:09] <Guest762> No an s curve provides for a a much smoother acceleration strategy
[23:06:18] <Guest762> like how you drive your car
[23:06:50] <Guest762> I couldn't find any mention of it in the docs but I might have missed it
[23:07:03] <feoc> its more the acc's and dec's
[23:07:05] <robin_sz> Guest762, the trajectory planner has had so many incarnations, I am unsure of the current version, but is has done in the past cubic and quadratic splines etc
[23:07:08] <feoc> than the pid loop
[23:07:19] <robin_sz> * robin_sz nods
[23:07:39] <feoc> emc can do it tho
[23:08:07] <robin_sz> emc does good lookahead
[23:08:10] <feoc> tbh emc can do anything given enough playing about with
[23:08:32] <toastydeath> hahaha
[23:08:44] <Guest762> thats good - I would have thought it would be a popular feature - especially with marginally powered stepper setups - it would help prevent lost steps
[23:09:32] <Guest762> Although I'm planning on using it on a ac servo setup in an attempt to get performance nearer to what the original control had - maybe even better
[23:10:27] <Guest762> feoc: Having read the docs I'm starting to realise that.
[23:10:57] <robin_sz> the HAL layer is particularly fleexible
[23:11:14] <robin_sz> wheres that plasma controller diagram gone?
[23:12:27] <Guest762> Do many bug reports crop up for the HAL or is it pretty stable?
[23:49:11] <feoc> robin_sz the thc ?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}