Back
[00:04:22] <Rugludallur> gnite ppl
[01:29:57] <jmkasunich> http://www.linuxcnc.org/compile_farm/festcam.avi
[01:30:05] <jmkasunich> can you guys veiw that?
[01:30:30] <jmkasunich> Mplayer works, Totem doesn't, and I don't know if doze boxes can see it
[01:31:24] <jmkasunich> this is a quick test version, before I encode the whole thing
[01:46:36] <jepler> jmkasunich: I'll try my xp in vmware without a lot of media stuff installed
[01:46:44] <jepler> but I'm betting if it's even as exotic as mpeg4 it won't play...
[01:47:50] <The_Ball> jepler, "you can't configure linux and emc unless you have a degree in comp sci" ah yes, they should have a pleasant surprise booting the livecd
[01:48:40] <SWPLinux> you need a degree in computer science to burn the CD though, don't you?
[01:48:53] <SWPLinux> (at least, it seems a lot of people can't handle ISOs)
[01:49:20] <jepler> jmkasunich: it doesn't play on my windows xp
[01:50:04] <jepler> it didn't offer to download a codec, but it's possible I've deliberately configured it this way
[01:50:50] <jepler> nope, it's set to automatically download a codec but it didn't even offer to on this file
[01:53:34] <ds2> it is a statement on the quality of a CS degree ;) too bad the paper is so thick otherwise, it may be useful as TP
[02:03:13] <jepler> jmkasunich: I must be an incompetent windows user because even after installing the codecs from divx it still doesn't play
[02:03:43] <SWPLinux> did you right-double-plus-unclick it?
[02:03:57] <SWPLinux> and reboot?
[02:05:04] <jepler> SWPLinux: yes and yes
[02:05:24] <SWPLinux> oh. then I'm no help there
[02:06:00] <toastydeath> has anyone any experience with storage oscilliscopes/chart recorders/paperless dataloggers
[02:06:08] <SWPLinux> yes
[02:06:24] <SWPLinux> if you mean digital scopes. I haven't used an analog storage scope in 20 years or so
[02:06:31] <toastydeath> yes sir
[02:06:38] <toastydeath> i'm basically looking at setting up a datalogging rack
[02:06:46] <toastydeath> but i don't know anything about that kind of equipment
[02:06:57] <toastydeath> so i'm not sure what features I am looking for, or even how they work
[02:07:05] <SWPLinux> how many channels, what speed, what resolution?
[02:07:05] <toastydeath> i just have data that needs logging
[02:07:21] <SWPLinux> and how do people want to review the logged data?
[02:07:24] <toastydeath> only a couple channels to the scope, say three or four
[02:07:26] <toastydeath> TOPS
[02:07:29] <toastydeath> usually one, or just two
[02:07:45] <toastydeath> basically it will be just me, but i need to be able to print it out
[02:08:07] <toastydeath> which is why i want the paperless datalogger with the hardcopy printer
[02:08:11] <SWPLinux> how do you want to be able to change the number of recorded channels?
[02:08:22] <toastydeath> it doesn't matter
[02:08:26] <SWPLinux> (ie, load a config, or turn on/off channels ...)
[02:08:28] <SWPLinux> ok
[02:08:31] <toastydeath> turn on and off channels
[02:08:33] <SWPLinux> and speed?
[02:08:38] <toastydeath> this will be set up on a per-task basis
[02:08:41] <SWPLinux> (1 MHz, 1 sample /sec, ...)
[02:08:43] <toastydeath> speed, very slow
[02:08:59] <toastydeath> basically, 3000 samples or so per minute tops
[02:09:14] <toastydeath> but it needs to go way down to like 20-30 cycles per minute
[02:09:25] <toastydeath> and still show a useful graph of some sort
[02:09:25] <SWPLinux> automatically or under human control?
[02:09:30] <toastydeath> both
[02:09:41] <toastydeath> it's for spindle analysis
[02:09:50] <toastydeath> so sometimes the motor will be used, sometimes the spindle will just be turned by hand
[02:10:21] <SWPLinux> well, I don't know of any system that can automatically change the sample rate or number of channels
[02:10:30] <toastydeath> basically i'm just looking for a history
[02:10:32] <toastydeath> kind of
[02:10:46] <jmkasunich_> jmkasunich_ is now known as jmkasunich
[02:10:49] <toastydeath> and also min/max values
[02:10:55] <SWPLinux> what's the budget?
[02:10:59] <toastydeath> ebay
[02:11:05] <SWPLinux> nevermind ;)
[02:11:13] <toastydeath> i'm trying to keep it to used equipment
[02:11:22] <toastydeath> because it's going in my personal toolbox at work, not the company's
[02:11:26] <SWPLinux> ok
[02:11:46] <toastydeath> like, i can sacrafice features, i would just like to know what i'm looking at
[02:11:54] <toastydeath> and know what i am sacrificing or buying
[02:12:13] <toastydeath> my cap is probably around 800 usd, used
[02:12:36] <SWPLinux> well, you should just look for a strip-chart recorder, I think
[02:12:38] <toastydeath> i also have bizzare data analysis problems i don't think i can solve with a scope
[02:12:43] <toastydeath> or a strip chart recorder
[02:12:51] <toastydeath> like, i need to measure change in angular or linear acceleration
[02:12:57] <SWPLinux> you won't get any analysis (min/max), but that'll probably be the least expensive route
[02:13:08] <toastydeath> well i'm going to be getting both
[02:13:11] <toastydeath> over time
[02:13:26] <toastydeath> i'm going to be setting up a data aquisition cabnet, and a data logging cabinet
[02:13:29] <toastydeath> as long term projects
[02:13:32] <toastydeath> *cabinet
[02:13:48] <SWPLinux> if you need to do other analysis, you should look into a generic A/D card and some PC capture software
[02:13:58] <toastydeath> i've looked at PC based stuff
[02:14:09] <toastydeath> and they don't have the voltage range, and frequently, the voltage requirements
[02:14:29] <toastydeath> plus, a lot of this involves chaining/looping stuff
[02:14:42] <toastydeath> and i'm kind of afraid the PC route will put a cap to that ability
[02:14:48] <SWPLinux> I'm talking about A/D capture cards from MEasurement Computing or NI
[02:14:52] <toastydeath> a/d?
[02:14:58] <SWPLinux> not PC-based scope cards
[02:14:59] <toastydeath> oh
[02:15:03] <SWPLinux> analog to digital
[02:15:20] <toastydeath> hmm
[02:15:45] <SWPLinux> you can get them from MCC for $200 and up new, 12-16 bit, 2 channel (or more)
[02:16:03] <toastydeath> i'm still kind of partial to the real instrument versus a pc solution
[02:16:11] <toastydeath> but that might be me being naive
[02:16:59] <SWPLinux> it's probably better, but those kinds of instrument are $many thousands
[02:17:08] <toastydeath> yeah, but i am looking at new/used prices
[02:17:27] <toastydeath> and it APPEARs (again, based on my inexperienced view) that there are good units at reasonable prices
[02:17:36] <SWPLinux> used it would be $a few thousands ;)
[02:17:41] <toastydeath> hmm
[02:17:53] <SWPLinux> I haven't looked though, so don't taKE MY WORD FOR IT
[02:17:57] <toastydeath> okay
[02:18:00] <toastydeath> hahaha
[02:18:01] <SWPLinux> gah - stupid laptop keyboards
[02:18:03] <toastydeath> nice.
[02:18:11] <toastydeath> but in terms of actual features
[02:18:17] <toastydeath> can dso's do polar graphing as well?
[02:18:22] <toastydeath> or is that sort of like a per-unit thing
[02:18:24] <SWPLinux> not generally
[02:18:26] <toastydeath> hurr
[02:18:34] <SWPLinux> you can do X-Y graphs
[02:18:38] <SWPLinux> but not R-theta
[02:18:43] <toastydeath> blast
[02:18:55] <SWPLinux> even my $18000 scope doesn't do polar plots
[02:19:15] <toastydeath> see, i have it on authority from my father, who does have several scopes
[02:19:26] <toastydeath> that there are units that do polar graphing, and that they aren't too expensive
[02:19:41] <SWPLinux> the only ones I've seen are vector spectrum analyzers
[02:20:04] <SWPLinux> and those are now down to the low low price of $9000 each (new, base unit)
[02:20:25] <toastydeath> hmm
[02:20:26] <SWPLinux> maybe my good scope can do it, but I haven't noticed the option anywhere
[02:20:38] <SWPLinux> are you sure he wasn't talking about X-Y plots?
[02:20:41] <toastydeath> yes
[02:20:44] <SWPLinux> ok
[02:20:52] <toastydeath> i've seen screenshots of true polar crap
[02:21:05] <toastydeath> but, nothing firsthand
[02:21:17] <SWPLinux> hmmm
[02:21:42] <SWPLinux> I've never noticed polar plots on scopes, unless it was a feature in some spectrum analysis package
[02:21:57] <SWPLinux> the plots then look polar, but are actually Smith charts
[02:22:18] <toastydeath> hmm
[02:23:01] <toastydeath> it is proving difficult to find what will do what i need
[02:23:40] <SWPLinux> I'm not entirely sure why you'd need apolar plot, but then again, I'm tired :)
[02:23:57] <toastydeath> for spindle analysis, mostly
[02:24:07] <toastydeath> where on the spindle certain errors are occuring
[02:24:41] <SWPLinux> ah. so theta is the time axis, and the channel(s) are plotted as the radius?
[02:24:48] <toastydeath> correct
[02:24:58] <toastydeath> and i'd like to even be able to replace time with a rotary encoder
[02:25:44] <toastydeath> it's sort of a three channel operation
[02:25:45] <SWPLinux> I'm reasonably sure that there's no scope that will do that out of the box
[02:25:47] <SWPLinux> but I could be wrong
[02:25:55] <toastydeath> i dunno man, it's kind of frustrating
[02:26:06] <toastydeath> thank you for clearing stuff upk though
[02:26:27] <toastydeath> -k
[02:26:35] <SWPLinux> for the speds you want, this would work:
http://www.measurementcomputing.com/cbicatalog/cbiproduct_new.asp?dept_id=540&pf_id=1757&mscssid=4V8CTWLSCJWN9J7ALVEKM3EFUE5NCSX6
[02:26:39] <SWPLinux> speeds
[02:26:41] <SWPLinux> sure
[02:27:02] <toastydeath> nice
[02:27:05] <toastydeath> i will bookmark this
[02:27:07] <SWPLinux> save the data to a CSV file and use a spreadsheet to do the plotting
[02:27:52] <toastydeath> hmm
[02:28:10] <toastydeath> i will probably fall back on this if i can't find any analog equipment that will do what i need
[02:28:54] <SWPLinux> the 14 or 16-bit A/D units actually have better resolution than most digital scopes (they're almost all 8 bits)
[02:29:10] <toastydeath> the problem is that i don't need resolution, i just need flexibility
[02:29:13] <SWPLinux> and you can do a lot of analysis later, since you have all the data in the PC already
[02:29:22] <SWPLinux> PC = flexibility
[02:29:39] <toastydeath> not as flexible as i'd like while trying to do the analysis
[02:29:48] <toastydeath> a scope is super convinient to use
[02:29:54] <toastydeath> all the functions are knobs, right there
[02:30:01] <SWPLinux> waaaaay more flexible for analysis
[02:30:03] <toastydeath> and i can always run another patch cable if i want another device in the loop
[02:30:10] <SWPLinux> capture is easier on a scope - you're right about that
[02:30:31] <toastydeath> sigh =(
[02:30:34] <toastydeath> i will never have my cake and eat it too.
[02:30:42] <SWPLinux> nope, not for $800 ;)
[02:31:23] <SWPLinux> the problem I've always had with PC-based "scopes" was that triggering is crap
[02:31:32] <toastydeath> the paperless dataloggers look amazing though
[02:31:37] <toastydeath> they MIGHT do it
[02:31:45] <SWPLinux> could be. I'm not too familiar with them
[02:32:33] <toastydeath> maybe i can use a scope and just loop the pc into the whole deal
[02:32:41] <toastydeath> there's got to be a way to do this on the cheap
[02:32:44] <toastydeath> I AM DETERMINED
[02:32:51] <toastydeath> (to fail miserably)
[02:32:55] <SWPLinux> have fun!
[02:32:58] <toastydeath> ty =(
[02:33:00] <Jymmm> SWPLinux:
[02:33:14] <SWPLinux> ?
[02:33:21] <Jymmm> hi
[02:33:41] <SWPLinux> hi
[02:34:06] <toastydeath> hi
[02:34:12] <jepler> hi
[02:34:17] <SWPLinux> hi
[02:34:21] <SWPLinux> damn
[02:34:22] <toastydeath> hi
[02:34:35] <Jymmm> everyone made it home safe and sound from fest?
[02:34:46] <SWPLinux> nope
[02:34:54] <Jymmm> who's MIA?
[02:34:57] <SWPLinux> me
[02:35:10] <SWPLinux> I'm in Ohio instead of Vermont
[02:35:17] <Jymmm> SWPLinux: Ya, but you wander around the planet, so...
[02:35:31] <SWPLinux> well, I'm safe and sound, but not home ...
[02:35:32] <Jymmm> SWPLinux: Got Cell?
[02:35:43] <SWPLinux> yeah, but it's off for the night
[02:35:57] <SWPLinux> and I'm almost there too :)
[02:35:59] <Jymmm> SWPLinux: ok, as long not in the back of a cab somewhere
[02:36:14] <SWPLinux> no, I drove myself this time
[02:36:31] <Jymmm> no van crashes?
[02:36:39] <SWPLinux> nope
[02:36:44] <Jymmm> =)
[02:36:46] <SWPLinux> though I drove the Jeep this time ;)
[02:36:47] <Jymmm> good to hear
[02:36:59] <SWPLinux> (no Jeep crashes either yet)
[02:37:27] <Jymmm> woohoo
[02:37:38] <SWPLinux> well, I think I will turn in. good night all
[02:37:44] <Jymmm> G';night SWPLinux
[02:37:46] <jepler> see you SWPLinux
[02:40:08] <Jymmm> I got my ebay drives today, gonna clean em up now =)
[04:02:06] <The_Ball> Jymmm, what kind of drives did you get?
[04:28:03] <Jymmm> The_Ball: Parker OEM-750's
[04:48:47] <The_Ball> Jymmm, looks handy
[04:50:31] <lerman_> lerman_ is now known as lerman
[04:50:39] <Jymmm> The_Ball: I hope so =)
[05:49:48] <The_Ball> jepler, the pluto documentation says that if anything goes wrong, the pluto i/o's could be in a undefined state, it sounds like a good idea to have the enable pin work as a watchdog with a emc generated pulse train, in case anything stops responding. Does that make sense?
[08:20:19] <hcseb> If you have the deaband set too small in a servo driven system, do you run the risk of overheating the servo motors and drives/
[08:20:44] <hcseb> Oh, morning all :)
[08:25:59] <alex_joni> morning
[08:26:45] <Jymmm> howdy
[08:29:51] <Jymmm> Aw fudge....
[08:30:12] <Jymmm> Gonna have to contact PArker tomorrow and see if they have any older revisions of the manual =(
[08:30:55] <hcseb> Older revisions of the manual?
[08:31:10] <Jymmm> manual says 16 dip switchs, this drive has 21 jumpers instead
[08:31:18] <hcseb> Ah..
[08:31:31] <Jymmm> like Rev A,b,c,etc
[08:31:37] <hcseb> *nod*
[08:33:48] <hcseb> I have a problem with my drives tripping out. I need to figure out why, but the motors seem warmer than they should do, given that I have been moving the axes only mms
[08:34:42] <hcseb> Hence wondering about the deadband, which I guess in the ini file is set in user units.
[08:37:25] <hcseb> Actually deadband isn't set in this example I have been configuring from. It has a DEADBAND variable in the ini file, but this is not then set as pid.0.deadband
[09:41:28] <hcseb> Cool! I've got X and Y motion set up! A bit slow, and not too well tuned yet, but progress!
[09:42:22] <hcseb> The tripping of the drives seems to have been electrical noise on my board, which is reduced when I close the cabinet.
[10:12:35] <hcseb> Can anyone tell me what the logic for the setting of motion.motion-inpos to high is?
[10:17:02] <anonimasu> hello
[10:17:51] <anonimasu> hcseb: no, but your system might oscilate..
[10:18:13] <anonimasu> oscillate..
[10:18:51] <anonimasu> hcseb: what drives are you using?
[10:20:41] <kwajstabo_> hello, i would like to install the apt360 (described in wiki), which also needs a c2f library. I downloaded this library, but i don't know where to copy it, so that ./configure will find it
[10:21:26] <anonimasu> kwajstabo_: did you install ./configure; make ; make install it?
[10:22:50] <kwajstabo_> i ran configure, and it writes something on the screen...so it seem it is installed
[10:23:16] <anonimasu> read read and read.. "something" might be anything..
[10:23:29] <anonimasu> you need to do make and make install afterwards too
[10:23:34] <anonimasu> unless you already did
[10:24:12] <kwajstabo_> i know...i read the instructions, but i get an error during ./configure
[10:25:02] <kwajstabo_> i get "checking for f2c library... configure: error: could not find f2c libraries" error
[10:25:16] <kwajstabo_> i downloaded this library to desktop
[10:25:32] <kwajstabo_> where should i put it for configure to find it
[10:25:43] <anonimasu> You need to configure and install the library.
[10:27:32] <kwajstabo_> how can i do that, there is no make install in libf2c
[10:27:47] <kwajstabo_> and also no configure
[10:34:49] <hcseb> kwajstabo_: Is there an INSTALL or README file to look at in the library source?
[10:35:34] <hcseb> anonimasu: These are Baumueller Servo drives. BUS21 drives powering Baumueller DS56M motors
[11:19:31] <anonimasu> odd
[11:19:33] <anonimasu> hey The-Ball
[11:23:06] <anonimasu> what's up?
[12:03:29] <anonimasu> hi
[12:06:19] <skunkworks> Hi
[12:08:20] <jepler> The_Ball: yes, I want to add a watchdog but I am not sure I have the chip resources left over
[12:08:40] <jepler> The_Ball: if I am able to fit it, the watchdog will tristate all outputs
[12:09:43] <jepler> The-Ball: or maybe I should address myself to you. ^^^
[12:11:17] <skunkworks> jepler:
http://www.electronicsam.com/images/KandT/servostart/ampmess.JPG
[12:11:31] <skunkworks> closed the loop last night
[12:11:32] <jepler> skunkworks: good morning
[12:11:37] <jepler> I saw something about your PID in my scrollback
[12:11:47] <skunkworks> jepler: good morning to you
[12:12:03] <jepler> don't spend too much time on tuning without the table attached
[12:12:23] <skunkworks> I was screwing around with the pluto lathe setup, Because I am lazy
[12:12:33] <skunkworks> jepler: mainly to learn.
[12:13:11] <jepler> skunkworks: nothing wrong with that
[12:14:06] <kwajstabo_> i would still like to install libf2c (for apt360). I.m following the instructions in readme file. It says i should "make check", but i get "/bin/sh: xsum: not found" error. I have xsum (
http://www.pastebin.ca/576197 ) i got from netlib which generates xsum.c, but i still don't know what do do with it. Any idea (i copied these to files in libf2c, but still no luck)?
[12:15:40] <jepler> kwajstabo_: I have never tried apt360 or any of these libraries you mentioned, but I'd try things like: "make install", "sudo cp xlib /usr/local/bin" or reading the documentation with netlib
[12:16:19] <jepler> kwajstabo_: are the packages libf2c2 and libf2c2-dev not the right version for you, that you are forced to compile it yourself?
[12:30:42] <kwajstabo_> i don't know, the manual for apt360 talks about libf2c...i don't even know there is also libf2c2
[12:30:58] <kwajstabo_> is this libf2c2 easier to install?
[12:31:40] <jepler> kwajstabo_: it is an ubuntu package, you can install it with apt-get or synaptic or whatever you prefer
[12:33:09] <kwajstabo_> i see....will try this
[12:34:55] <hcseb> EMC is getting a lot of folks to try Linux out :)
[12:35:51] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/motion/control.c: SF#1734299: it is not a bug to get beyond the soft limit, though it sometimes requires a crafty user
[12:40:00] <kwajstabo_> jepler: thank you, this solved the problem with libf2c
[13:27:51] <The_Ball_> skunkworks, that is a MASSIVE capasitator
[13:30:12] <skunkworks> Thank you :)
[13:30:26] <skunkworks> http://youtube.com/watch?v=l5q1rVKYLTQ\
[13:31:48] <skunkworks> It is only 1900uf at 350v iirc
[13:33:54] <archivist_win> * archivist_win gets The url contained a malformed video id.
[13:34:29] <jepler> archivist_win: remove "\"
[13:34:38] <archivist> ok
[13:35:00] <skunkworks> sorry
[13:35:03] <skunkworks> http://youtube.com/watch?v=l5q1rVKYLTQ
[13:39:10] <skunkworks> The time stamping really is great
[13:39:23] <jepler> too much of me in that video
[13:41:43] <skunkworks> :)
[13:42:20] <skunkworks> Next year - you will have to take jmk's seat ;)
[13:43:23] <archivist_win> missed boris the shop cat on that, I thought I saw it (gostly image) one day
[13:43:41] <jepler> there are at least 2 frames with a cat, but it wasn't boris
[13:44:41] <The_Ball_> was the machining done _behind_ the camera?
[13:45:23] <jepler> The-Ball: the lathe is at the end of the table on the left and the milling was done on the big blue mazak in the background
[13:45:29] <jepler> behind the camera is the wall
[13:45:57] <The_Ball_> hehe, i was trying to be funny, lot's of typing little hanging over the mill ;)
[13:47:14] <jepler> the mazak may not have moved until thursday or so -- past the end of the video
[13:50:36] <skunkworks> wait.. It thoought that was the whole video..
[13:52:27] <skunkworks> Huh - I guess it isn't.. I though I remember seeing a post by jmk that the whole video was up.
[13:57:04] <jepler> skunkworks: I think he was trying to find a codec that would work on most windows machines...
[13:59:23] <skunkworks> ah - he did re-upload a video though as the one on there now is only 38mb vs the 78mb that is listed
[13:59:39] <skunkworks> that must have been the test one he was wanting people to try\
[14:01:47] <skunkworks> oh well - now that i have a few options - re-sending it to youtube shouldn't be a problem
[14:02:00] <jepler> can you take down the one that was too short?
[14:03:17] <skunkworks> yes - I can delete it
[14:20:49] <hcseb> Is there any limit to the memory that the kernel can recognise on the Ubuntu livecd?
[14:21:12] <cradek> yes 1G
[14:21:23] <hcseb> I have 1024 MB of RAM, but am seeing only 900 MB. I don't believe any memory is used for a graphics device on this machine.
[14:21:31] <cradek> err maybe it's 900M
[14:21:32] <cradek> :-)
[14:21:37] <hcseb> :)
[14:21:56] <hcseb> Ok, I figured there might be a limit. Is that related to the RTAI extensions to the kernel?
[14:21:57] <cradek> rtai breaks around 1G of memory
[14:22:01] <cradek> yes
[14:22:20] <cradek> they will probably fix it "someday"
[14:22:27] <hcseb> :)
[14:22:43] <hcseb> No big deal. Just so I know ther eis nothing wrong with the hardware.
[14:22:54] <hcseb> 900MB is enough RAM.
[14:22:58] <cradek> you could try a regular kernel to make sure
[14:23:05] <cradek> yeah, it definitely is
[14:28:04] <Guest974> Guest974 is now known as skunkworks_
[14:44:00] <skunkworks_> skunkworks_ is now known as skunkworks
[15:05:07] <skunkworks> JymmmmEMC: get any drives yet?
[15:11:23] <JymmmmEMC> skunkworks: OEM750
[15:11:39] <skunkworks> ooh - nice
[15:11:43] <skunkworks> good deal?
[15:14:16] <JymmmmEMC> skunkworks: Well....... LOL..... Here's the thing.... I bought 7 of them + 5 motors with US dogotal encoders (used of course) for $500. I received the order yesterday. But... only 3 of the 7 are OEM750's, the other f4 are OEM650's. So, I'm trying to work out what to do with the seller. I think it was an honest mistake on his part, they do all look the same. externally.
[15:15:46] <skunkworks> Well - atleast you got 3 :)
[15:16:18] <skunkworks> I honestly think you will not be able to tell the difference but that is just my opinion :)
[15:16:28] <JymmmmEMC> skunkworks: Yeah. but I could have gotten geckos for the $500 too brand new, and I really can't use the motors of the encoders.
[15:16:52] <JymmmmEMC> skunkworks: 750's have min-band compensation, 650's don't.
[15:16:57] <JymmmmEMC> mid
[15:17:12] <JymmmmEMC> already confirmed that with PArker.
[15:18:01] <skunkworks> right. but like I said - we never had problems with the 650's at 1000steps per rev.
[15:18:05] <JymmmmEMC> I was planning on keeping one spare, then sell the other 3 750's + spare PS + spare caps I have as a "complete system"
[15:18:13] <JymmmmEMC> skunkworks: stalling you mean?
[15:18:32] <skunkworks> Yes - stuff selling in '3' really go on ebay..
[15:18:37] <skunkworks> yes
[15:18:59] <JymmmmEMC> skunkworks: Yeah, or keep them and make another system
[15:20:17] <skunkworks> JymmmmEMC:
http://www.electronicsam.com/images/KandT/servostart/ampmess.JPG
[15:20:18] <skunkworks> :)
[15:20:34] <JymmmmEMC> He has one other 750+ motor (torque too small for my use) that he's willing to send to me. Just not sure if that'll be enough. JUST got his email 20 seconds after you asked me if I got drives.
[15:20:51] <JymmmmEMC> Pluto?
[15:21:03] <skunkworks> yes
[15:22:07] <JymmmmEMC> cool
[15:22:22] <skunkworks> at the cnc fest we picked up a bunch of encoders that where 2540 line with index. A good deal. 1/4 thru shaft with spring mount.
[15:22:33] <JymmmmEMC> skunkworks: fscker
[15:22:43] <JymmmmEMC> These encoders I got are only 500
[15:22:49] <JymmmmEMC> kinda useless
[15:23:19] <skunkworks> na. work great for gecko servo drives... ;)
[15:23:36] <JymmmmEMC> the encoders I have you mean, or yours?
[15:23:37] <skunkworks> actually that would be 2000 tranistions per rev.
[15:23:45] <skunkworks> yours
[15:24:11] <skunkworks> that is quite a bit. and low enough that you could do printer port counting
[15:24:27] <JymmmmEMC> huh?
[15:24:42] <JymmmmEMC> I lost ya there , still asleep too, and on 1st cup
[15:26:19] <skunkworks> you could spin them at 600rpm with a base period of 50us. or 1500rpm with a base period of 20us. reading the encoders directly into the printer port
[15:26:54] <skunkworks> if I did the math right.. I have been having problems with that lately
[15:27:03] <JymmmmEMC> iirc my BASE_PERIOD is like 18000
[15:27:33] <skunkworks> so 1666 rpm
[15:27:49] <JymmmmEMC> but while having encoders on steppers are nice, as jmkasunich says, "and what do you expect EMC to do if it catches a stall?"
[15:28:46] <JymmmmEMC> Though, I think if they acted like or do what servos do would be nice, but nfc
[15:28:50] <skunkworks> right - I was saying for other projects..
[15:29:01] <JymmmmEMC> ah
[15:31:55] <JymmmmEMC> I'm just "bummed" in a way, becasue at 7 OEM750's that would have been awesome and I could have made back what I've spent rebuilding the controller with all the spare parts I've bought. But at $500, I could have bought Geckos for the same price.
[15:32:02] <skunkworks> although it would be a nice test bed to see if it was posible.. doing some sort of adaptive feed.. If the commanded possition started to lag encoder position - slow feedrate down...
[15:32:33] <JymmmmEMC> skunkworks: I'm not a coder, so not much I could do in respect to EMC
[15:33:28] <JymmmmEMC> Just curious, what were the encoders your bought going for?
[15:33:34] <skunkworks> I would try to do it without changing the code. strictly in hal.. I can see it in my mind anyways. adaptive feed is already there.
[15:34:04] <skunkworks> let me look (i can give you comparables)
[15:39:10] <hcseb> Remind me of the command line version of emc that you can use to just run some Gcode script
[15:40:40] <skunkworks> We got them for $30. You can get absolute cheap ones for $60 but I am not sure if it has index pulse. So for sure $133
[15:41:05] <skunkworks> ..$65
[15:42:07] <jepler> hcseb: maybe you're thinking of this?
http://axis.unpy.net/01167419757
[15:42:41] <JymmmmEMC> keystick??
[15:43:11] <JymmmmEMC> skunkworks: ah
[15:47:49] <hcseb> Thanks jepler
[15:47:59] <skunkworks> if they are toally enclosed encoders with shafts - you can get more.
[15:48:28] <skunkworks> like an explosion proff styel
[15:48:29] <skunkworks> style
[15:49:01] <JymmmmEMC> skunkworks: I'm not in any hurry to play with encoders for now.
[15:49:26] <JymmmmEMC> Nice that they were there on the auction, but no cables either.
[15:49:38] <skunkworks> link?
[15:49:47] <renesis> heh
[15:50:03] <renesis> panasonic 2bit gray encoders in audio pot packages #1
[15:50:14] <renesis> (but thats prob not what you meant..)
[16:09:11] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[16:12:54] <JymmmmEMC> There's no such thing as a bi-directly opto-isolator, is there?
[16:13:01] <JymmmmEMC> bi-directional
[16:13:47] <jepler> no, I don't think so
[16:14:55] <JymmmmEMC> What about the ability to use some kind of jumper configuration to make it input or output (not necessarily both at that same time)
[16:15:11] <JymmmmEMC> "user choice" so to speak
[16:16:02] <jepler> I think that if you tried to hook up a standard opto in both directions, you'd end up "sticking" in the conducting state
[16:16:11] <jepler> yeah you could probably do that
[16:16:33] <jepler> you'd need 2 optos, 2 2x2 headers, and 2 jumpers
[16:16:46] <JymmmmEMC> I was afraid you were gonna say that =)
[16:16:49] <jepler> er, I guess 2 1x3 headers
[16:17:07] <jepler> on the transmitting side you'd connect 1-2 and on the receiving side you'd connect 2-3
[16:17:08] <skunkworks> JymmmmEMC: are the motors you got bigger than what you have?
[16:17:27] <jepler> on the board layout you'd connect the pin to 2, the opto LED to 1 and the opto OUT to 3
[16:17:34] <JymmmmEMC> skunkworks: Actually, they're have the torque of what I have now unfortunantly
[16:17:39] <JymmmmEMC> half
[16:17:47] <skunkworks> they look nice anyways :)
[16:18:53] <JymmmmEMC> jepler: So, I could do it with one opto, but more jumpers?
[16:18:59] <jepler> there may be some lesson to be learned in bidirectional level-shifters that could be applied to bidirectional optoisolation
[16:19:46] <jepler> JymmmmEMC: I think that with good opto design you treat the area under the opto as a "no go" zone for traces, so having jumpers that can route the isolated signals to pins on either side violates that
[16:20:29] <JymmmmEMC> Ok, I can understand that.
[16:20:28] <skunkworks> oh - oops. I think I have traces running under the isolator.. Have to look
[16:21:12] <jepler> JymmmmEMC: hm, take a look at this:
http://crio.mib.infn.it/wig/electronics/Componenti/HP/Accoppiatori%20Ottici/hcpl0560.pdf
[16:22:10] <skunkworks> bah - not worried.
http://www.electronicsam.com/images/KandT/servostart/top.JPG
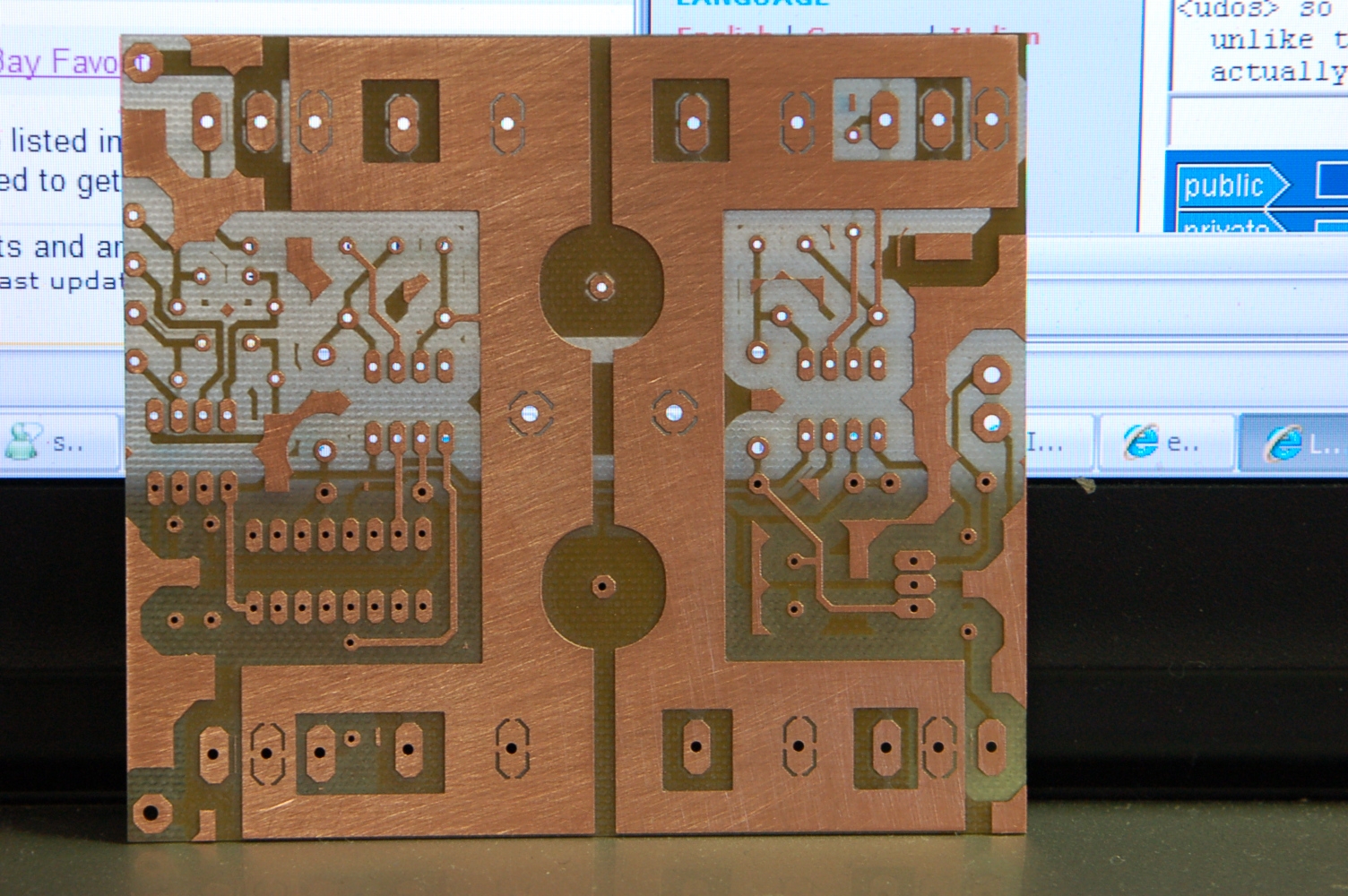
[16:22:19] <skunkworks> 8 dip package on the left
[16:22:24] <jepler> hm or is that just one channel per direction?
[16:23:18] <JymmmmEMC> jepler: Looks liek two-in-one at first glance
[16:24:16] <JymmmmEMC> jepler: Crazy thought here.... What about "somehow" just "flipping" the opto around to choose if it's input or output?
[16:24:52] <JymmmmEMC> some sorta socketed configuration.
[16:25:07] <skunkworks> there is usually support circuitry that you need to worry about - resisters in series - pull ups - plus most are not symetrical.
[16:26:03] <JymmmmEMC> Well, take an 8pin DIP opto, in a 16pin socket as example. Where you plug in the opto determines if it's input or output.
[16:26:33] <JymmmmEMC> kind like using a DPDT switch ti reverse polarity
[16:27:01] <jepler> seems like you could make it work
[16:27:26] <JymmmmEMC> It seems "reasonable" at least.
[16:27:48] <JymmmmEMC> not sure if it would voilate the "no go" zone you spoke of though.
[16:28:41] <JymmmmEMC> jepler: Actually, if you look at that datasheet, if you flipped it around, the singals still match up.
[16:28:44] <jepler> http://www.picbasic.co.uk/forum/attachment.php?s=98865b9d1556d757b9fe3d0adb9d40a8&attachmentid=253&d=1112646124
[16:28:59] <jepler> (from
http://www.picbasic.co.uk/forum/showthread.php?t=1543)
[16:31:50] <JymmmmEMC> I never looked before... On some sockets, can you take two 8pin stacked edge-to-edge and make a 16pin socket that would align up?
[16:32:23] <JymmmmEMC> err, one on top of the other I mean.
[16:32:48] <jepler> on a board I recently built I used 2 14-pin sockets and a single 28-pin chip and the sockets fit fine
[16:33:03] <JymmmmEMC> jepler: ok, cool. I thought so, but it's been a while =)
[16:33:56] <jepler> (a narrow 28-pin chip that is)
[16:35:08] <jepler> if an 8-pin dip is under .400 inches long then you can stack them end to end (since the distance from the first pin of socket A has to be .400 from the first pin of socket B)
[16:39:18] <JymmmmEMC> Yeah, it just might work for this application if you only had to "shift" the IC other 2 pins (as example)
[16:39:25] <JymmmmEMC> s/other/over/
[16:40:11] <JymmmmEMC> this is interesting, I'll have to look into this some more. maybe I'll grab eagle when I get more ram for my computer.
[16:40:51] <JymmmmEMC> are most opto's two per pkg?
[16:46:51] <maddash> heh, I just set msg_level=RTAPI_MSG_NONE and now xemc is more responsive to input
[16:49:06] <maddash> damn {sys,k}logd
[16:57:41] <maddash> adios.
[17:06:02] <anonimasu> brb
[17:13:27] <toastyde1th> okay gentlemen
[17:13:31] <toastyde1th> i'm not sure if anyone is here
[17:13:38] <toastyde1th> but i would like to discuss motors
[17:13:54] <toastyde1th> seeing as how i know nothing about them
[17:16:02] <JymmmmEMC> toastyde1th: any motor from Radio Shack will do what you need. No need to talk about it
[17:16:09] <toastyde1th> lol
[17:16:56] <archivist> * archivist used a car starter motor for a drill once
[17:17:22] <archivist> 0 to 5 secs for a burnt out drill bit
[17:17:32] <JymmmmEMC> toastyde1th: No, no, I don't care what you think you know, it WILL work. If it doens't, that means you're doing something wrong.
[17:17:46] <toastyde1th> well, i'm more concerned about smoothness and accuracy of positioning
[17:17:55] <JymmmmEMC> toastyde1th: (how's that for a fsck off and leave us alone =)
[17:18:15] <toastyde1th> i'm looking at servos, and i've heard of stepless servos
[17:18:26] <toastyde1th> except this application will be using external scales
[17:18:35] <toastyde1th> so i'm not convinced I need to use a servo?
[17:18:56] <toastyde1th> i just care about having smooth operation, accuracy in angular positioning, and holding force
[17:19:17] <JymmmmEMC> toastyde1th: Ok, so you're between stepper and servos, right?
[17:19:25] <toastyde1th> see, i don't know
[17:19:35] <toastyde1th> i don't know about motors and motion control
[17:19:43] <toastyde1th> i'm not sure what options exist
[17:19:54] <JymmmmEMC> toastyde1th: stepper system = $, servo system = $$$
[17:19:58] <toastyde1th> it would be very easy to pick an option, because i know what my requirements are
[17:20:16] <toastyde1th> well, considering i don't need error correction
[17:20:20] <toastyde1th> in the motor itself
[17:20:24] <toastyde1th> will a stepper work?
[17:20:28] <archivist> worm drive from a stepper
[17:20:49] <toastyde1th> it's going to be belts and pulleys
[17:20:52] <toastyde1th> from a stepper
[17:20:54] <JymmmmEMC> toastyde1th: ***ALL*** stepper motors can stall due to mid-band. servos don't.
[17:21:05] <archivist> what angular accuracy are you after
[17:21:15] <toastyde1th> that's another problem right there, we haven't picked a leadscrew
[17:21:42] <toastyde1th> the generic answer is "the more accurate, the better"
[17:22:04] <JymmmmEMC> toastyde1th: The BETTER question is, how much are you willing to spand
[17:22:10] <JymmmmEMC> spend
[17:22:19] <toastyde1th> hmmmm
[17:22:43] <JymmmmEMC> toastyde1th: it's real simple... hundreds of dollars, or thousands of dollars
[17:22:50] <toastyde1th> oh, a thousand or two
[17:22:50] <toastyde1th> per motor
[17:23:38] <toastyde1th> but i'm not really looking for specific motor reccomendations
[17:23:53] <toastyde1th> just a discussion of the different aspects of servos and steppers
[17:24:22] <toastyde1th> so that when/if the time comes to do our refit, we can pick a motor intelligently at that time
[17:24:41] <toastyde1th> when we have specific numbers, like required angular accuracy and torque, in hand
[17:24:47] <JymmmmEMC> if you are willing to spend that kind of money, then go servos.
[17:24:53] <toastyde1th> servos won't help us
[17:24:57] <archivist> sort of machine?
[17:25:00] <toastyde1th> diamond turning lathe
[17:25:09] <anonimasu> hm
[17:25:35] <anonimasu> toastyde1th: actually call up a sales engineer for a company
[17:25:46] <toastyde1th> a motor company?
[17:26:23] <toastyde1th> that's probably a good diea
[17:26:25] <toastyde1th> *idea
[17:26:39] <JymmmmEMC> toastyde1th: If you want accuracy AND no headaches, go servo. And what I mean by headaches is the constant WHAT THE FUCK, it's doing this or that and we have NFC why and has ruined the workpiece and have tod o it all over again.
[17:26:57] <toastyde1th> i am concerned the servo will try and do some sort of error correction.
[17:27:13] <toastyde1th> when i really, really do not want the motor to do anything except what it is told
[17:27:16] <toastyde1th> in a generic sense
[17:27:36] <toastyde1th> the glass scales (or interferometer if we go that route) will be providing the positional feedback
[17:28:03] <skunkworks> and you want that to tell the servos where to go?
[17:28:05] <JymmmmEMC> toastyde1th: ok, and what do you want the steppers todo if they stall?
[17:28:06] <anonimasu> toastyde1th: a SERVO always does error correction to be where you want it to be.
[17:28:24] <toastyde1th> stall, as in just stop?
[17:28:36] <JymmmmEMC> toastyde1th: Yes, at least momentarily
[17:28:36] <toastyde1th> i don't want the motor to know where it is
[17:28:38] <anonimasu> toastyde1th: do you understand what that means?
[17:28:43] <toastyde1th> yes
[17:28:43] <anonimasu> wtf.
[17:28:45] <anonimasu> no
[17:28:59] <toastyde1th> if i tell it to rotate x number of steps, and it misses one
[17:29:04] <toastyde1th> i do not want it making up that step internally
[17:29:12] <anonimasu> there are no steps with a servo.
[17:29:18] <anonimasu> and there are no steps to lose.
[17:29:25] <toastyde1th> i see!
[17:29:30] <anonimasu> it will always be within the 0.00001 window where you want it.
[17:29:42] <toastyde1th> i am very glad you guys are here.
[17:29:44] <anonimasu> :)
[17:29:46] <toastyde1th> toastyde1th is now known as toastydeath
[17:29:54] <toastydeath> no steps is very, very good
[17:30:00] <toastydeath> i'd prefer smooth motion
[17:30:12] <anonimasu> a servo bounces between encoder counts to keep position..
[17:30:23] <toastydeath> does that induce vibration?
[17:30:27] <anonimasu> no.
[17:30:30] <toastydeath> yessssssssss
[17:30:39] <toastydeath> that sounds like a great option then
[17:30:57] <anonimasu> actually it does, but that's very very very very small..
[17:31:00] <JymmmmEMC> toastydeath: Now, just STFU and get your ass to Radio Shack like I originally said damnit!!!!
[17:31:03] <anonimasu> divide 360 with 2000 or something..
[17:31:05] <toastydeath> well, uh, three millionths of an inch
[17:31:07] <toastydeath> in vibration
[17:31:11] <toastydeath> will ruin the part
[17:31:23] <toastydeath> so it's crititcal the motor just stays put
[17:31:37] <toastydeath> and three millions vibe is "barely acceptable"
[17:31:46] <anonimasu> get better encoders for your servo..
[17:31:48] <toastydeath> however, if the motor vibrates that much but the machine soaks it up before it gets to the tool
[17:31:52] <toastydeath> that's fine
[17:31:55] <JymmmmEMC> toastydeath: i think you REALLY need to look at a "motion control" catalog and look at things like dampeners etc
[17:31:56] <anonimasu> there are 10 000cpr encoders..
[17:32:11] <toastydeath> are the motor and the encoder seperate parts?
[17:32:23] <anonimasu> no.. usually the encoder is monuted to the motor..
[17:32:28] <toastydeath> k
[17:32:31] <anonimasu> but there are all kinds of fancy options..
[17:32:41] <toastydeath> fancy options are good
[17:32:58] <anonimasu> that gives something like 360 / 4 x 10 000 if I remember it right positions for the servo to be at..
[17:33:17] <anonimasu> toastydeath: actually you should be looking at linear motors..
[17:33:28] <toastydeath> linear motors will not work
[17:33:34] <anonimasu> why not?
[17:33:45] <toastydeath> they're not accurate enough and apparently have a ton of vibration
[17:33:56] <anonimasu> they use them for edm machines..
[17:34:08] <JymmmmEMC> Got Belt?
[17:34:16] <toastydeath> edm is nowehre near as sensitive as a dtl, though
[17:34:19] <toastydeath> *nowhere
[17:34:23] <toastydeath> unfortunately
[17:34:25] <toastydeath> i wish this was easier
[17:34:37] <toastydeath> most of the lathes i've seen/read up on
[17:34:39] <anonimasu> well, it's not really a problem.. call up your servo supplier..
[17:34:39] <JymmmmEMC> toastydeath: is this machien of yours mounted to the floor usage dampeners?
[17:34:41] <toastydeath> use hydrostatic leadscrews
[17:34:46] <toastydeath> yes it is
[17:35:04] <toastydeath> or really really finely lapped ballscrews
[17:35:30] <anonimasu> toastydeath: you can forget about steppers.. I guess :)
[17:35:39] <toastydeath> yeah, i gather that
[17:35:46] <toastydeath> but i am glad i have at least eliminated some options
[17:35:50] <toastydeath> that brings me closer to what i need.
[17:35:56] <JymmmmEMC> toastydeath: one example
http://www.motioncontrol.com/
[17:36:16] <toastydeath> ty
[17:36:37] <anonimasu> toastydeath: though your app will require really big gearing..
[17:36:44] <anonimasu> or really expensive encoder..
[17:36:44] <toastydeath> gears are unacceptable
[17:36:51] <toastydeath> it's gotta use belts
[17:37:02] <toastydeath> but yeah, i'm also figuring on that
[17:37:04] <anonimasu> "GEARING" is the term for that.
[17:37:07] <toastydeath> oh
[17:37:08] <toastydeath> then yes
[17:37:11] <toastydeath> big gearing.
[17:37:18] <toastydeath> very slow rapids, too.
[17:38:04] <anonimasu> yep
[17:38:06] <toastydeath> that's all okay, as long as it's smooth
[17:38:13] <anonimasu> http://www.baumerelectric.com/en/shop/catalog/Winkel_und_Positionsmesssysteme/page1.html?filter=all
[17:38:20] <anonimasu> well steppers are not smooth.
[17:38:32] <toastydeath> but you've sufficiently convinced me to use servos
[17:38:33] <JymmmmEMC> toastydeath: Realistically, what you are looking for is the same kind of motion system that is used for wafer fabrication.
[17:38:37] <toastydeath> yes
[17:39:05] <toastydeath> are these motors?
[17:39:09] <toastydeath> or just encoders
[17:39:15] <JymmmmEMC> system
[17:39:19] <toastydeath> full system
[17:39:22] <toastydeath> neat
[17:39:35] <anonimasu> thoose are just encoders..
[17:39:38] <toastydeath> oh
[17:39:50] <anonimasu> look at the highres ones
[17:39:53] <anonimasu> http://www.baumerelectric.com/en/shop/catalog/Winkel_und_Positionsmesssysteme/Drehgeber_inkremental_BHF_HighRes/
[17:39:55] <JymmmmEMC> wafer fab deals with microns, so there can't be any vibrations that effect their usage.
[17:40:08] <anonimasu> 320 000 pulses per rev
[17:40:30] <toastydeath> is that the 16 bit multiturn?
[17:40:30] <anonimasu> thoose are damn pricey.
[17:40:32] <anonimasu> no
[17:40:35] <toastydeath> where are the prices
[17:40:38] <anonimasu> squarewave output..
[17:40:42] <anonimasu> I dont know..
[17:40:49] <anonimasu> but they are probaly a few thousand dollars..
[17:41:09] <toastydeath> we are probably not going to try and resolve microinches
[17:41:12] <archivist> accuracy is never cheap
[17:41:19] <anonimasu> what kind of screw do you have?
[17:41:19] <toastydeath> but we need vibration in the sub-microinch range
[17:41:21] <anonimasu> turns/rev
[17:41:26] <toastydeath> we haven't picked that
[17:41:33] <anonimasu> give me a number.
[17:41:39] <JymmmmEMC> 42
[17:41:40] <toastydeath> right now it's a lapped leadscrew at 10 tpi
[17:41:41] <anonimasu> and I'll give you what kind of encoder you need..
[17:42:23] <toastydeath> it APPEARS we'd like a minimum linear resolution of .00002
[17:42:31] <anonimasu> hm..
[17:42:41] <JymmmmEMC> I hope that's inches
[17:42:42] <toastydeath> yes
[17:42:47] <ds2> teastydeath: is taht in a temp controlled room?
[17:42:48] <skunkworks> :)
[17:42:56] <toastydeath> yes
[17:43:09] <toastydeath> we are discussing adding an oil shower as well
[17:43:13] <skunkworks> but you say you have an external scale?
[17:43:15] <anonimasu> well, let's see if this is right..
[17:43:27] <toastydeath> the scale will be internal, but yes
[17:43:31] <anonimasu> that's 0.0005mm
[17:43:55] <toastydeath> k?
[17:43:55] <skunkworks> what kind of scale? can you use it as your feedback?
[17:44:03] <toastydeath> glass scales are what they're looking at
[17:44:25] <toastydeath> and yes, we're going to use it as the axis reference
[17:44:46] <skunkworks> this is cnc right?
[17:44:48] <anonimasu> each degree will be 10/360
[17:44:48] <toastydeath> yes
[17:44:58] <skunkworks> you can't use both feedback - encoder + scales.
[17:45:07] <skunkworks> you need to pick one or the other.
[17:45:08] <toastydeath> we don't care about the motor
[17:45:13] <anonimasu> 0.02" per degree
[17:45:17] <skunkworks> you do though
[17:45:17] <toastydeath> like i said earlier, we're going to use the scales
[17:45:27] <toastydeath> as our feedback for everything that we can
[17:45:28] <skunkworks> but the scales need to control the motor
[17:45:37] <toastydeath> this was my concern earlier
[17:45:38] <anonimasu> err that's wrong..
[17:45:39] <skunkworks> then
[17:45:51] <anonimasu> if you have no backslash you can use linear encoders.. I guess
[17:45:56] <skunkworks> Yes
[17:46:02] <skunkworks> which I hope they have
[17:46:02] <toastydeath> it will be zero backlash
[17:46:06] <anonimasu> anyone want to see a cool part..
[17:46:10] <toastydeath> right now we're turning in one direction
[17:46:14] <toastydeath> so it doesn't matter for us
[17:46:22] <ds2> aren't scales 'slow'?
[17:46:27] <toastydeath> slowness doesn't matter
[17:46:38] <toastydeath> the machine turns at 340 rpm @ .0001 or .0002" per rev
[17:46:39] <skunkworks> So you need scales that ouput something that can be read fast enough for feedback for the speed you need
[17:46:46] <anonimasu> ds2: not extremely
[17:46:53] <anonimasu> ds2: even my shitty china scales are pretty fast
[17:47:12] <anonimasu> heidenhain scales are pretty cheap on ebay
[17:47:28] <toastydeath> how does EMC handle that, by the way
[17:47:45] <toastydeath> our current control is shitty and i proposed looking into using emc for the machine
[17:48:11] <anonimasu> http://pastebin.com/932039
[17:48:30] <toastydeath> ?
[17:48:52] <skunkworks> anonimasu: do you have a screenshot of the preview? I don't have emc here.
[17:49:28] <skunkworks> depends on the interface. Quadture - or maybe a absolute number.
[17:50:09] <skunkworks> It does not do serial or usb feedback... yet
[17:50:17] <toastydeath> well what i guess i am asking
[17:50:22] <toastydeath> even though this is a retarded question
[17:50:34] <toastydeath> does emc take the input from the scales
[17:50:34] <anonimasu> http://imagebin.org/9040
[17:50:59] <robin_sz> anonimasu, !! wow!
[17:51:07] <anonimasu> heh..
[17:51:14] <anonimasu> I thought it was pretty cool :D
[17:51:18] <robin_sz> whats that other girl holding, some sort of vase?
[17:51:30] <anonimasu> it's a ramp in all directions :D
[17:51:36] <robin_sz> eh?
[17:51:51] <robin_sz> oh, wait, I mis-typed the link
[17:51:56] <robin_sz> right, thats better
[17:52:35] <anonimasu> cnc-porn :D
[17:52:53] <skunkworks> toastydeath: I would look at the scale you want to use and then ask 'can emc interface with it'
[17:53:15] <skunkworks> I want to see the picture robin looked at..
[17:53:19] <toastydeath> ah
[17:53:21] <archivist> and me
[17:53:39] <anonimasu> :D
[17:53:47] <anonimasu> I wonder how long that part will take to cut
[17:54:05] <skunkworks> anonimasu: what is it for?
[17:54:16] <anonimasu> skunkworks: testing..
[17:54:25] <skunkworks> ah
[17:54:27] <skunkworks> nice
[17:54:53] <toastydeath> hey guys, i really appriciate the help
[17:54:58] <toastydeath> i will now go do more research!
[17:55:00] <anonimasu> ^_^
[17:55:24] <anonimasu> you should call up a company specializing in motion control and stuff and tell them your requirements and ask them for a motor setup
[17:55:25] <anonimasu> :)
[17:55:28] <anonimasu> for a "quote"
[17:55:56] <anonimasu> that
[17:56:00] <toastydeath> hahah
[17:56:05] <toastydeath> if work doesn't do this refit
[17:56:12] <toastydeath> i'm going to scale back the precision and build one myself
[17:56:17] <anonimasu> :)
[17:56:46] <anonimasu> it'll be expensive(just let me tell you beforehand)
[17:56:53] <anonimasu> precision = $
[17:56:54] <anonimasu> :D
[17:57:04] <anonimasu> that's the universal rule of all cnc:ing
[17:57:05] <anonimasu> :D
[17:57:17] <toastydeath> hahah, not from what "the experts" are saying
[17:57:22] <toastydeath> i have a lot of research to do still, though
[17:57:33] <anonimasu> what experts?
[17:57:35] <robin_sz> err?
[17:57:39] <toastydeath> i got to talk with a guy who was one of the pioneers in diamond turning
[17:57:59] <toastydeath> his opinion is that precision is expensive because people don't do the proper research before trying
[17:58:15] <anonimasu> that's not really true
[17:58:16] <toastydeath> and wind up spending tons of money correct inherent errors in design
[17:58:17] <robin_sz> err, I mistyped it as
http://imagebin.org/9041
[17:59:07] <archivist> ye gods that image is persistent
[17:59:14] <robin_sz> heh heh
[17:59:25] <anonimasu> toastydeath: precision is expensive because precision requires parts made to even higher quality
[17:59:49] <robin_sz> stragnely enough, the webmaster who ran the original goatse.cx used to frequent this channel
[17:59:50] <toastydeath> right, but only certain parts need to be bought
[17:59:57] <toastydeath> at that precision
[18:00:20] <robin_sz> IIRC he was the sysadmin at Sherline for a while
[18:00:22] <toastydeath> most high precision gauges can be made by the shop that desires the machine, if they've got the people who know how it works
[18:01:06] <toastydeath> the motors and scales are going to be the expensive part, and the majority of the material cost of the machine
[18:01:31] <anonimasu> are you building one from scratch?
[18:01:40] <lerneaen_hydra> robin_sz: err, surely you jest
[18:01:44] <toastydeath> the existing machine was, yes
[18:01:57] <toastydeath> parts from other machines, and rebuilt
[18:02:23] <anonimasu> well, I guess you will see about it when you get quotes :)
[18:02:27] <toastydeath> yep
[18:02:40] <toastydeath> the only expensive thing is the linear accuracy
[18:02:41] <anonimasu> the servo systems I asked about were 1600eur per axis..
[18:02:53] <toastydeath> surface finish is relatively easy and inexpensive
[18:03:10] <toastydeath> that's not so bad, dude
[18:03:10] <anonimasu> brb pizza..
[18:03:15] <toastydeath> compared to a brand new machine
[18:03:22] <toastydeath> or a custom built one by someone else
[18:03:24] <anonimasu> that's just motors..
[18:03:30] <anonimasu> and drives..
[18:03:36] <anonimasu> expensive is relative ;)
[18:04:02] <toastydeath> haha, yes it is
[18:09:36] <robin_sz> lerneaen_hydra, surely I jest about what?
[18:09:44] <lerneaen_hydra> the goatse thing
[18:09:53] <robin_sz> nope
[18:10:14] <robin_sz> I forget where he was sysadmin
[18:10:22] <robin_sz> im fairly sure it was sherline
[18:17:14] <lerneaen_hydra> this is a classic example of TMI
[18:17:24] <lerneaen_hydra> or rather WTMI
[18:19:52] <toastydeath> quantum tmi?
[18:19:58] <toastydeath> perhaps relativistic tmi
[18:20:34] <toastydeath> such a vast quantity of too much information, it can only be measured relatively against other frames of information, without an absolute reference
[18:20:39] <lerneaen_hydra> more like chronical tmi
[18:21:04] <jepler> skunkworks: I think you answered this for me once, but what are the two pads on the right center for? (
http://www.electronicsam.com/images/KandT/servostart/top.JPG)
[18:24:17] <JymmmmEMC> what's the PCB for?
[18:24:40] <kwajstabo_> I have a problem with apt360... i installed it, and when i test a simple code, everything i get is this (
http://www.pastebin.ca/576930 ) and an empty .tap files apt360 generates. Why idea what could be wrong?
[18:27:40] <maddash> http://www.sfgate.com/cgi-bin/article.cgi?file=/chronicle/archive/2007/06/18/BUGGGQGBSS1.DTL
[18:27:44] <maddash> robin_sz: ^^
[18:27:56] <ds2> there is precision and then there is repeatability
[18:28:01] <JymmmmEMC> do you think a 1/4" al plate would work as a heat sink for ~300W worth of drives? If so, you think I could cut it down using a table saw with carbided time blade going REAL slow?
[18:29:04] <JymmmmEMC> s/time/tipped/
[18:29:25] <ds2> how big of a plate?
[18:29:47] <JymmmmEMC> I need to make one cut ~ 12" long
[18:29:58] <toastydeath> tablesaw is too fast
[18:30:00] <ds2> P4 Xeons were putting out nearly 60-70W each
[18:30:02] <toastydeath> you need to gear it wayyy down
[18:30:06] <toastydeath> even for carbide
[18:30:07] <ds2> 12 long and how high/wide?
[18:30:17] <JymmmmEMC> ds2: one cut is all
[18:30:38] <ds2> JymmmmEMC: what is the target size of the heatsink
[18:31:08] <JymmmmEMC> roughly 12" x 10"
[18:31:10] <ds2> passive 60W range heatsinks on the P4 Xeons were around 4"x4"x1" with lots of fins so...
[18:31:58] <JymmmmEMC> yeah, no fins here...
[18:31:59] <cradek> if you don't have a band saw, I recommend having some Wheaties and using a hacksaw
[18:32:05] <JymmmmEMC> fan yes, no fins though.
[18:32:08] <ds2> seems iffy, 120in^2 of flat surface compared to 80in^2 w/fins
[18:32:10] <cradek> it'll be safer
[18:32:10] <toastydeath> ahahah wheaties
[18:32:28] <maddash> 'wheaties'?
[18:32:30] <ds2> the Xeons used case fans... 12KRPM if I recall
[18:32:31] <JymmmmEMC> cradek: gave up wheaties for lent =)
[18:32:36] <skunkworks> the machine shop here cut some plate aluminum with a circle saw and lots of wd 40
[18:32:56] <skunkworks> sounded terrible
[18:32:58] <robin_sz> maddash, interesting, but not new
[18:34:24] <robin_sz> maddash, pulsed lasers have been around for a while. many ways of creasting short pulses, from basic q-switching to pulse compresion techniques, if they can get enough power out of it to do useful work, then it becomes interesting
[18:35:47] <archivist> * archivist used to cut aly at work 3000 rpm carbide blade over arm saw , must wax the blade though
[18:35:55] <ds2> what is q switching?
[18:36:15] <archivist> and clamp the aly
[18:36:27] <robin_sz> basically, you put a blocking element inside the cavity
[18:36:33] <ds2> archiist: what size blade?
[18:36:42] <archivist> 20 inch
[18:36:58] <robin_sz> its RF driven, and can go from blocking, to clear, in $noTime
[18:36:59] <archivist> was cutting truck tipper sections
[18:37:10] <ds2> robin_sz: so it is basically a serious detunning of the cavity?
[18:37:16] <robin_sz> yep
[18:37:25] <robin_sz> energy builds inthe cavity
[18:37:31] <robin_sz> you let it out with a bang :)
[18:37:51] <robin_sz> skunkworks, the guy in the next factory to me cuts aly plate
[18:38:18] <robin_sz> big table saw, 500mm + blade
[18:38:27] <archivist> iirc it was a 3 horse motor on the blade
[18:38:41] <robin_sz> oh, baby one :)
[18:38:48] <robin_sz> I think this one is 30hp or so
[18:38:55] <robin_sz> 200mm thick slabs
[18:39:07] <archivist> and the bastards would not supply ear defenders (circa 1970)
[18:40:22] <ds2> for 1/4" Al, why not just cold chisel it out?
[18:40:28] <jepler> http://www.nvnews.net/vbulletin/showthread.php?t=87541#post1216363
[18:40:38] <skunkworks> :)
[18:41:40] <jepler> (short story: maybe around driver 9755, nvidia fixed their driver to work [better] with realtime)
[18:42:08] <robin_sz> this guy actually stocks and cuts 600mm aluminium round bar
[18:44:04] <ds2> a 2ft round is still considered a bar? =)
[18:44:53] <archivist> yes when its starts out 20ft long
[18:44:57] <toastydeath> yep
[18:45:14] <ds2> i really need to get a tour of those extrusion machines used to make that
[18:45:25] <toastydeath> i think they use continuous casting to produce that size
[18:45:49] <ds2> oh so it isn't an extruded alloy like 6061?
[18:46:38] <toastydeath> you can't cast 6061?
[18:46:53] <toastydeath> (honest question)
[18:47:18] <ds2> it seems 6061 is considered a wrought (sp?)alloy which is why I assume they are extruded
[18:47:30] <toastydeath> they need to produce it in the first place
[18:47:41] <toastydeath> and it can be wrought from a 2ft size on a sizing line
[18:47:52] <jepler> hmm .. but on my x86_64 I'm using an older version than 9755 and it seems OK. I wonder if the bad characteristics of wbinvd are "not so bad" on x86-64 for some reason
[18:47:53] <toastydeath> er, sizing rolls
[18:48:03] <ds2> but then that's like rolling chunks the size of a truck!
[18:48:07] <toastydeath> yeah man
[18:48:22] <robin_sz> * robin_sz thought they only cast/extruded alloys ending in 0
[18:48:28] <robin_sz> 6060 etc
[18:48:33] <toastydeath> how do they make it in the first place?
[18:49:00] <CIA-8> 03jepler 07TRUNK * 10emc2/src/hal/drivers/pluto_servo_firmware/register-layout.txt: describe the register layout of pluto-servo somewhere besides the source code
[18:49:14] <robin_sz> I thought the last digit was a post.casting heat treatment code? no?
[18:49:16] <toastydeath> i'm far from an expert on the subject, but it would seem to me they'd need to make some sort of ingot or continous casting to alloy it
[18:49:24] <toastydeath> no, not that i'm aware of
[18:49:30] <robin_sz> oh, ok
[18:49:35] <toastydeath> the T is the heat treatment
[18:49:37] <robin_sz> ah .. 6061 T3 ...
[18:49:39] <robin_sz> yeah
[18:49:41] <toastydeath> 6061-t6
[18:49:42] <toastydeath> etc
[18:49:44] <robin_sz> * robin_sz slaps head on table
[18:50:04] <robin_sz> forgive me .. that was a silly mistake
[18:50:10] <robin_sz> * robin_sz slaps head on wall a few times
[18:50:11] <toastydeath> no dude i do dumb stuff all the time
[18:50:14] <ds2> if you are near Wenatchee, Alcoa has free tours
[18:50:16] <toastydeath> no apology necessary
[18:50:21] <robin_sz> how could I be so crazy
[18:50:29] <robin_sz> * robin_sz cuts off left hand in repentance
[18:50:43] <ds2> so that would make you less sinister? ;)
[18:50:49] <toastydeath> i believe the first two digits are the major alloy type
[18:50:59] <toastydeath> and the second two digitis are the specific compsition
[18:51:15] <ds2> I know 1000 series is pure aluminum
[18:51:21] <toastydeath> followed by heat treatment if the alloy can be treated
[18:51:24] <robin_sz> pure?
[18:51:33] <ds2> yeah, no alloying
[18:51:34] <toastydeath> no silicon or nickel
[18:51:41] <toastydeath> or anything else
[18:51:47] <ds2> 20xx has some copper, IIRC
[18:51:49] <toastydeath> NEUTRONIUM
[18:51:57] <robin_sz> for some reason best left unexplained, I spent half today reading about Silane
[18:51:58] <toastydeath> 6000000000061
[18:52:12] <robin_sz> SiH4
[18:52:20] <toastydeath> ?
[18:52:28] <robin_sz> weird gas
[18:52:34] <ds2> is Silane flamable like methane?
[18:52:37] <robin_sz> pyrohoric
[18:52:39] <robin_sz> yeah
[18:52:39] <toastydeath> oh is that the crap that's 6 times heavier than air
[18:53:08] <robin_sz> its the silica equivalent of methane
[18:53:10] <ds2> interesting, so you wind up with sand all over?
[18:53:17] <robin_sz> not quite
[18:53:21] <JymmmmEMC> Just for palying around, how could I hook up an encoder to EMC via the paraport?
[18:53:23] <ds2> or you wind up giving everyone silicosis?
[18:53:42] <robin_sz> you need to heat it to 420 degrees to dissociate the H from the Si
[18:54:00] <robin_sz> JymmmmEMC, i dont think you can
[18:54:27] <ds2> hmmmm thought it would do SiH4 + O2 -> SiO2 + H2O (unbalanced)
[18:54:39] <JymmmmEMC> robin_sz: not even via hal scope?
[18:54:56] <robin_sz> nah, you nitorgen flush the chamber and then hard vacuum it before introducing the gas
[18:55:58] <toastydeath> can a person use HAL to do error correction and control active way calipers
[18:56:08] <toastydeath> sort of preprocessing
[18:56:24] <robin_sz> "active way calipers?"
[18:56:29] <robin_sz> oops
[18:56:34] <robin_sz> "active way calipers"?
[18:56:41] <toastydeath> they move the machine based on some reference standard
[18:56:55] <toastydeath> they're a secondary axis on top of another axis
[18:57:01] <toastydeath> that cannot be controlled by the machine
[18:57:06] <robin_sz> "some refernece standard" .. you mean like a rennishaw encoder onthe machine?
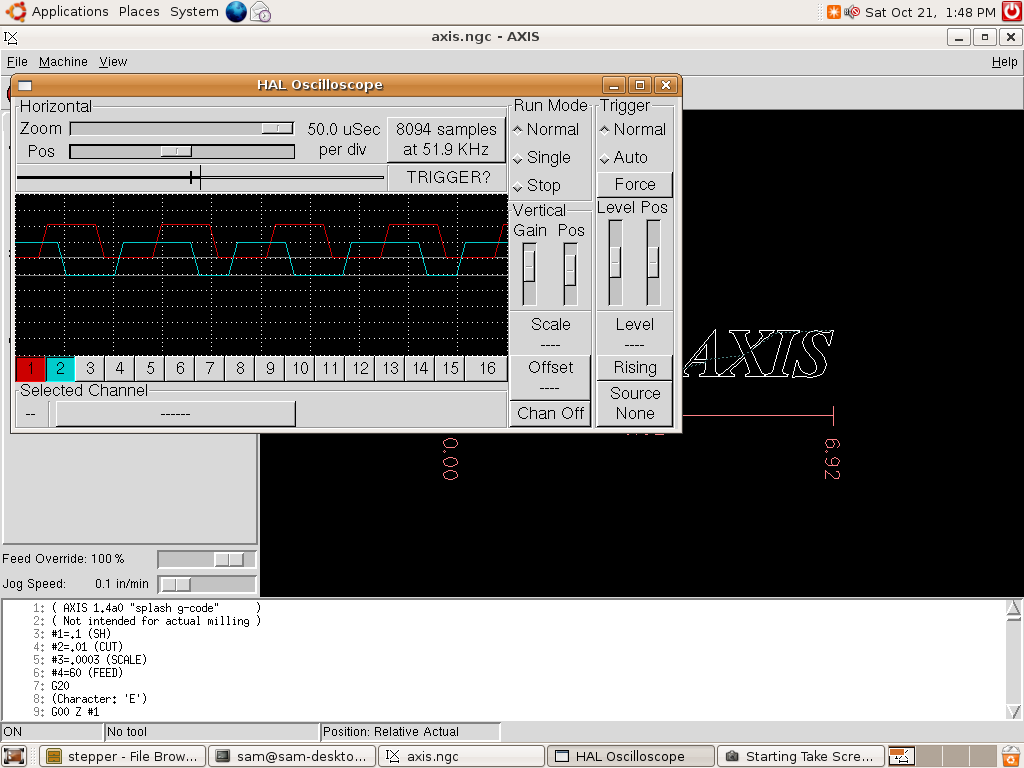
[18:57:18] <skunkworks> JymmmmEMC:
http://www.electronicsam.com/images/KandT/servostart/Fastermouse.png
[18:57:21] <toastydeath> like an optical flat with a capacetence sensor
[18:57:45] <toastydeath> to measure error induced in the X axis of a lathe produced by movement on the Z
[18:57:46] <robin_sz> you can only really have 1 axis reference
[18:57:51] <toastydeath> well what it does
[18:58:00] <toastydeath> is tell the calipers to move
[18:58:02] <robin_sz> you could build a mapping ...
[18:58:05] <toastydeath> and correct the error to the main axis
[18:58:11] <toastydeath> without the machine ever seeing that
[18:58:12] <JymmmmEMC> skunkworks: but how to you connect it to the paraport, directly???
[18:58:18] <toastydeath> however you need some sort of signal processing to do it
[18:58:26] <robin_sz> JymmmmEMC, you dont
[18:58:28] <toastydeath> hal seems to be able to do that kind of thing
[18:58:34] <toastydeath> EMC would never even see it
[18:58:50] <toastydeath> hal would get the value from the sensor, and tell the calipers to move automatically
[18:58:58] <robin_sz> JymmmmEMC, afaik, the pport is not fast enough to read a motor encoder
[18:59:10] <robin_sz> JymmmmEMC, you might be able to do a handwheel with it though
[18:59:18] <skunkworks> JymmmmEMC: depends on what kind of encoder - if it has ttl out - you can hook it directly into 2 input pins.
[18:59:19] <JymmmmEMC> robin_sz: it's only 500 cpr
[18:59:33] <robin_sz> JymmmmEMC, on a motor or moved by hand?
[18:59:39] <JymmmmEMC> hand
[18:59:56] <JymmmmEMC> just wanted to test to see if these encoders work
[19:00:09] <skunkworks> with 500cpr and 20us period - he should be able to aproch 1500rpm.
[19:00:11] <toastydeath> anonimasu:
[19:00:17] <toastydeath> re: earlier w/ 10 tpi leadscrew
[19:00:24] <robin_sz> you can do a handwheel, AFAIK, look for references to handwheel .. I think JMK had it working on the bench with a handwheel
[19:00:32] <toastydeath> i believe it's actually .00027" per deg
[19:00:39] <toastydeath> (1/10)/360
[19:00:44] <toastydeath> not 10/360
[19:00:48] <toastydeath> end re
[19:03:58] <toastydeath> also bbl, in case you try responding
[19:06:03] <skunkworks> JymmmmEMC: do you have an 2 channel oscilloscope?
[19:30:01] <martin_lundstrom> Hello everyone
[19:30:22] <martin_lundstrom> Dallur: Are you there?
[19:30:40] <martin_lundstrom> Dallur: I have some feedback for you
[19:32:08] <martin_lundstrom> Ill try to be around for a while
[19:43:53] <anonimasu> toastydeath: then you multiply that by the encoder count x 4 in quadrature (I think) then you have the resolution of your system
[19:44:14] <anonimasu> err calculate how many degrees one increment are
[19:53:46] <anonimasu> hey martin
[19:54:09] <JymmmmEMC> skunkworks: I have a ZERO channel scope =)
[19:55:19] <skunkworks> shucks
[19:55:20] <anonimasu> robin_sz: it's the 6061 - XX(heat treatment)
[19:55:38] <martin_lundstrom> anonimasu: Hello, how is things?
[19:55:46] <anonimasu> pretty tough
[19:55:51] <anonimasu> but im managing
[19:56:04] <anonimasu> you?
[19:56:12] <martin_lundstrom> I try my best
[19:56:57] <martin_lundstrom> Right now Im trying to learn how to debug the THC config for emc2
[19:57:10] <JymmmmEMC> anonimasu: It wou;dn't be so tough if you just listened when we told you to stay out of the signles bars where the chicks have bigger arms than most men!
[19:57:52] <martin_lundstrom> Dallur: still not around?
[20:02:21] <anonimasu> :)
[20:02:23] <anonimasu> brb
[20:02:34] <JymmmmEMC> wth is an "indexer"?
[20:02:59] <skunkworks> on the oem drives?
[20:03:14] <JymmmmEMC> no, a seperate box
[20:03:32] <anonimasu> it's for doing positioning
[20:03:41] <anonimasu> like on a rotary table..
[20:04:01] <skunkworks> It is probably a programmable controller - similar to the X in the oem650x
[20:04:20] <anonimasu> yep
[20:04:30] <anonimasu> brb
[20:04:31] <skunkworks> for making a positioning program - as anonimasu said ;)
[20:04:36] <anonimasu> sauna
[20:04:38] <anonimasu> ^_^
[20:04:45] <JymmmmEMC> I saw one at a surplus store here... it have thumbweheel switches on it
[20:04:53] <JymmmmEMC> nfc what it is/does
[20:05:09] <skunkworks> then I don't know..
[20:05:42] <JymmmmEMC> well, why the hell not damnit! ;)
[20:06:09] <archivist> his mind reading module failed
[20:07:00] <JymmmmEMC> no excuse.
[20:19:43] <robin_sz> I made a thumbwheel switch once
[20:20:12] <robin_sz> it was a small wooden wheel, about 300mm in diameter
[20:20:56] <robin_sz> with thumbs nailed on to it in about 20 or so places, arranged so as you rotated it, they pressed on a pushbutton
[20:21:17] <robin_sz> getting the thumbs was hard, nailing them on was even harder
[20:21:24] <robin_sz> should have used U shaped nails I think
[20:24:09] <anonimasu> iab
[20:24:41] <anonimasu> JymmmmEMC: it indexes stuff..
[20:24:51] <anonimasu> JymmmmEMC: the switches might set the degrees
[20:27:10] <anonimasu> http://www.cnczone.com/gallery/data/500/P9230080a.JPG
[20:27:15] <anonimasu> how long time do you think that took to cut?
[20:27:37] <lerneaen_hydra> nice surface finish :D
[20:27:54] <lerneaen_hydra> too long
[20:28:07] <jepler> looks nice but I decline to guess
[20:28:14] <anonimasu> hehe
[20:28:16] <cradek> H.D. worship is tiresome
[20:28:20] <anonimasu> I posted a comment asking
[20:28:31] <anonimasu> lol, nevertheless it's a nice piece of work
[20:28:33] <cradek> they sure have great marketing
[20:28:40] <cradek> yes it is nicely done
[20:29:13] <anonimasu> cradek: it's as bad as the ones that worship god/satan/whatever :D
[20:29:21] <anonimasu> flying spaghetti monster
[20:29:36] <cradek> hey, don't insult the FSM
[20:29:48] <anonimasu> oops sorry!
[20:31:13] <lerneaen_hydra> http://upload.wikimedia.org/wikipedia/commons/archive/6/6e/20050831232441!Touched_by_His_Noodly_Appendage.jpg
[20:31:42] <anonimasu> http://upload.wikimedia.org/wikipedia/commons/archive/6/6e/20050831232441!Touched_by_His_Noodly_Appendage.jpg
[20:31:46] <anonimasu> err wrong one
[20:31:50] <anonimasu> http://www.cnczone.com/gallery/data/505/P1020289c.jpg
[20:31:53] <anonimasu> another nice thing
[20:32:08] <lerneaen_hydra> heh
[20:32:12] <lerneaen_hydra> nice resolution :)
[20:32:36] <archivist> didnt manage square edges though
[20:32:49] <lerneaen_hydra> haha :D
[20:34:57] <anonimasu> archivist: nice comment :D
[20:37:48] <jepler> hah. "one transistor receiver" -- I see a whole DIP IC package on there
http://www.makezine.com/blog/archive/2007/06/how_to_make_a_one_transis.html
[20:40:07] <anonimasu> one DIP IC receiver ;)
[20:40:18] <archivist> plus 10 in the ic and 2 diodes in the ic
[20:40:36] <archivist> 11 transistors
[20:42:10] <archivist> * archivist sneaks a peak at the national data sheet for the lm386
[21:01:58] <JymmmmEMC> jepler: But.... only ONE transistor =)
[21:03:41] <JymmmmEMC> LM386 IC Audio Amplifier
[21:04:46] <skunkworks> god - I played the the lm386 so much when I was a kid.. It had enough output to run a speaker.
[21:05:16] <archivist> JymmmmEMC, I cheated and looked at the lm386 data sheet and countrd the internal transistors
[21:05:27] <JymmmmEMC> archivist =)
[21:24:55] <ds2> someone needs thumbwheel switches?
{kind=link}
{kind=link}
){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}