Back
[00:19:49] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/task/emcsvr.cc: have libnml perform the shutdown at SIGTERM; try harder to remove shared memory segments at exit
[00:19:50] <CIA-8> 03jepler 07TRUNK * 10emc2/src/libnml/nml/nml_srv.cc: have libnml perform the shutdown at SIGTERM; try harder to remove shared memory segments at exit
[00:19:50] <CIA-8> 03jepler 07TRUNK * 10emc2/src/libnml/os_intf/ (_sem.c _shm.c): have libnml perform the shutdown at SIGTERM; try harder to remove shared memory segments at exit
[00:21:16] <CIA-8> 03jepler 07TRUNK * 10emc2/src/ (configure configure.in config.h.in): arrange for EMC2_HOME to be available in config.h
[00:34:22] <cradek> jepler: is that about the errors/commands that strangely hang around between runs?
[00:34:33] <cradek> (wow is it gonna rain again)
[00:51:53] <jepler> cradek: yes
[00:52:04] <jepler> and yes
[00:52:30] <jepler> why the HELL am I doing my development on a machine at the office, when I'm at home?
[00:52:38] <jepler> the only GUI I can start up in a reasonable amount of time is keystick
[00:52:57] <cradek> I don't know - that's very odd.
[00:54:26] <jepler> unfortunately I started this on that machine, and I thought I could get it finished & committed quickly
[01:00:43] <CIA-8> 03jepler 07TRUNK * 10emc2/src/libnml/os_intf/_sem.c: remove debugging message
[01:01:24] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/nml_intf/interpl.cc: remove unneeded include
[01:02:18] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/rs274ngc/rs274ngc_pre.cc: make rs274 error messages be translated for --enable-run-in-place, if a catalog is available
[01:02:19] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/task/emctaskmain.cc: make rs274 error messages be translated for --enable-run-in-place, if a catalog is available
[01:02:49] <jepler> whee look at it rain
[01:02:53] <jepler> (or listen for that matter)
[01:02:57] <CIA-8> 03jepler 07TRUNK * 10emc2/src/hal/components/encoder.c: add counter (one-phase, unidirectional) mode
[01:11:32] <CIA-8> 03jepler 07TRUNK * 10emc2/docs/man/man9/ (counter.9 encoder.9): document the new counter mode for the encoder component, and note that the old, separate counter component is deprecated
[01:12:31] <CIA-8> 03jepler 07TRUNK * 10emc2/tests/counter-encoder.0/test.hal: make this a test of encoder's new counter-mode
[01:43:20] <SWPadnos> yay - we're all back again
[01:43:27] <SWPadnos> well, most of us< I guess
[01:43:27] <SWPadnos> s/</,/
[01:45:17] <skunkworks> we where gone?
[01:45:32] <SWPadnos> yep, everybody except me and ohiopctechDOTcom :)
[01:51:23] <cradek> * cradek smears heat sink grease in his hair
[01:51:34] <SWPadnos> that's so retro
[01:53:50] <cradek> gee I wonder if I used enough
[01:54:34] <SWPadnos> are lots of high school girls in pink tight sweaters ogling you?
[01:54:50] <cradek> good god I hope not
[01:54:56] <SWPadnos> then you need more ;)
[01:55:04] <cradek> I'll quit here then, thanks
[01:55:10] <SWPadnos> oh, right
[01:58:07] <skunkworks> ;)
[01:58:38] <skunkworks> I find isopropel alcohol works great to remove it.
[01:58:58] <SWPadnos> though it depends on how long it's been baking
[01:59:40] <skunkworks> in cradek's hair?
[02:00:04] <SWPadnos> well, I guess it wouldn't be that long
[02:00:29] <skunkworks> although a shower might do it ;p)
[02:00:38] <SWPadnos> heh
[02:03:43] <jmkasunich> I've found heatsink grease to be immune to mere soap and water
[02:04:11] <SWPadnos> and after a while on a hot CPU, it's mostly immune to alcohol, toluene, and xylene
[02:04:21] <cradek> when I want a crappy PC power cord to cut up, why can I find only the really nice heavy 10' ones?
[02:04:23] <SWPadnos> err - not xylene, acetone
[02:04:49] <SWPadnos> because all the others are in use, since you didn't want to mess up the nice ones
[02:11:41] <jmkasunich> well thats bizarre
[02:11:56] <jmkasunich> when I disable the stepgen, counts stops changing, but pos-fb doesn't
[02:12:12] <SWPadnos> urk
[02:12:34] <SWPadnos> inthe FPGA?
[02:12:52] <jmkasunich> hard to say, I'm looking at HAL pins and params
[02:13:03] <jmkasunich> the bug(s) could be in the driver or the fpga
[02:13:04] <SWPadnos> ok, but it is the FPGA stepgen / driver?
[02:13:06] <jmkasunich> I'm betting on the driver
[02:13:06] <SWPadnos> ok
[02:13:07] <jmkasunich> yes
[02:13:37] <jmkasunich> the LEDs seem to be blinking at least 50 times faster than they should be
[02:13:45] <jmkasunich> probably some scaling error
[02:14:29] <SWPadnos> on the header breakout?
[02:14:38] <SWPadnos> 7i30 or whatever
[02:15:15] <jmkasunich> yeah
[02:17:21] <jmkasunich> found the first bug
[02:27:59] <SWPadnos> ah right - the high res counter keeps getting the accum added to it, so it should creep upward
[02:32:30] <jmkasunich> not quite
[02:32:43] <SWPadnos> well, at least that looks like an error :)
[02:33:00] <jmkasunich> the accum delta is what is being added, and if the accum isn't changing, then delta should be zero
[02:33:15] <jmkasunich> the bug I haven't found yet is why the accum is changing when its disabled
[02:33:43] <jmkasunich> the bug I found is that counts gets delta added to it after shifting the fractional bits out
[02:33:51] <SWPadnos> one question on the VHDL: I note a few places where the accum isn't updated depending on enable - does VHDL require you to insure that all paths assign anything you want to keep from being undefined (or does it just keep the old value)?
[02:34:07] <jmkasunich> it keeps the old value
[02:34:18] <SWPadnos> hmmm. that's true, but high_res_counts does get the full value
[02:34:21] <SWPadnos> ok
[02:34:29] <jmkasunich> right, and hirescounts drives pos-fb
[02:34:58] <jmkasunich> I reordered things, so instead of adding delta>>SHIFT to counts, I load counts with hires_counts>>SHIFT
[02:35:02] <jmkasunich> so that is fixed
[02:35:16] <SWPadnos> ok - that's a better solution
[02:35:22] <jmkasunich> the enable seems to be an inversion thing, writing 1 to enable stops the counter, writing zero enables it
[02:35:34] <SWPadnos> at least they should both be the same, relative to their resolutions, now
[02:35:40] <jmkasunich> right
[02:35:49] <a-l-p-h-a_> cnn, anderson cooper kicking some scientologists ass... whicked!
[02:35:51] <jmkasunich> the original version was just dumb
[02:36:27] <a-l-p-h-a_> you can hear his tone... Anderson Cooper isn't a bad interviewer... at least he doesn't like Scientologists.
[02:36:29] <a-l-p-h-a_> :)
[02:36:45] <jmkasunich> SWPadnos: switching to -devel
[02:36:51] <SWPadnos> k
[02:38:04] <a-l-p-h-a_> jmkasunich, how's it going?
[02:38:17] <jmkasunich> debugging
[02:38:20] <cradek> help me decipher this transformer? It has two windings: 16VCT 3.8 ohm, 38VCT 0.8 ohm
[02:38:22] <a-l-p-h-a_> a mesa?
[02:38:23] <a-l-p-h-a_> ;)
[02:38:29] <jmkasunich> yes
[02:38:32] <a-l-p-h-a_> sweet!
[02:38:38] <a-l-p-h-a_> NO ONE BUG HIM!
[02:38:57] <jmkasunich> cradek: is that the toriod?
[02:38:59] <cradek> which one is higher current capacity?
[02:38:59] <cradek> yes
[02:39:08] <jmkasunich> lower ohms = higher amps
[02:39:18] <jmkasunich> (because less I^2*R loss per amp)
[02:39:23] <cradek> right, thicker wire
[02:39:25] <cradek> duh
[02:39:51] <cradek> so I want to use the 38VCT with two diodes to make 19 sqrt 2 v
[02:39:59] <cradek> hmm, that's pretty high
[02:40:09] <jmkasunich> less than 30V
[02:40:16] <cradek> motors say 19 on them
[02:40:37] <cradek> but the driver is ok for 40ish iirc
[02:40:40] <Jymmm> LOTS of diodes
[02:40:50] <Jymmm> 0.7V drop each =)
[02:40:58] <jmkasunich> there you go
[02:41:02] <cradek> ha
[02:41:28] <Jymmm> even I have a crap load of $0.005 diodes
[02:41:32] <jmkasunich> its hardwired as center-tap, right? (not dual windings)
[02:42:07] <cradek> right
[02:42:37] <jmkasunich> if it was dual, you could parallel them and use a full wave bridge - the transformer would run a bit cooler, and you'd have one more diode drop
[02:43:03] <cradek> but I wouldn't be able to do it with an 80 tube then
[02:43:30] <jmkasunich> lol
[02:43:42] <jmkasunich> 80 tube has two plates, right?
[02:43:53] <cradek> yes
[02:44:01] <jmkasunich> that should do nicely to drop the voltage
[02:44:09] <cradek> haha
[02:44:23] <cradek> I only need 5v at (mumble) amps for the glowy part
[02:44:39] <jmkasunich> thats what the 16VCT winding is for
[02:44:49] <cradek> thank goodness for $0.005 diodes
[02:44:54] <jmkasunich> yeah
[02:45:32] <jmkasunich> here's an experiment: wrap one turn of wire around the transformer, plug it in, and measure the voltage on your one turn winding
[02:45:47] <jmkasunich> that will tell you volts per turn, and hence how many turns in the 38V winding
[02:45:56] <cradek> toroids are cool
[02:46:20] <jmkasunich> and how many you'd need to either remove from it to lower the volts, or how many you'd have to wind on it to have a custom secondary for whatever voltage you want
[02:46:36] <jmkasunich> if its 30mV per turn, forget it
[02:46:51] <jmkasunich> but if its 0.5V per turn or such, it might be quite practical to do that
[02:49:44] <cradek> 172mV
[02:51:49] <Jymmm> DI ODE! DI ODE!DI ODE!
[02:52:39] <jmkasunich> so an 87 turn winding would give you ~20VDC after a full wave bridge
[02:53:04] <jmkasunich> it would probably be a pain in the rear to wind 87 turns onto that thing
[02:53:22] <cradek> I'm just gonna tell myself that 26v probably won't hurt anything
[02:53:47] <cradek> or I could use the lower current winding - wish I knew about what it was rated
[02:54:06] <Jymmm> "Doctor, it hurts when I do this." "Then don't do that"
[02:54:13] <jmkasunich> set a duty cycle limit in the pwm generator, 19/26 * 100%
[02:54:31] <Jymmm> * Jymmm lol @ jmkasunich
[02:54:33] <cradek> yeah that's good also because I don't have current limiting
[02:54:39] <jmkasunich> that won't prevent core loss heating, but it will protect you from excess stall current
[02:54:42] <cradek> he's serious
[02:54:49] <Jymmm> Oh I know he is.
[02:55:35] <Jymmm> I just wanted to see the pic of all those diodes strung together.
[02:55:45] <jmkasunich> it would be interesting to see if the 38V winding is on the top, such that you can easily remove turns
[02:55:55] <jmkasunich> 12 turns off of either end would drop the DC by 3V
[02:56:05] <jmkasunich> s/either/each/
[02:56:32] <cradek> I'm not brave enough to untape it...
[02:59:00] <Jymmm> http://www.toroid.com/knowledge_base/prototype_voltages.htm
[03:05:51] <Jymmm> My new computer for emc...
http://search.ebay.com/290114737000
[03:06:58] <ohiopctechDOTcom> yo yo yo
[03:22:22] <jmkasunich> duh, I am an idiot
[03:22:48] <jmkasunich> the addresses of three consecutive 32 bit registers in the FPGA are NOT 0, 1, and 2
[03:22:58] <jmkasunich> 0, 4, and 8 will probalby work a lot better
[03:24:14] <cradek> well my PS works, but I get 11V because I used the wrong winding
[03:24:20] <jmkasunich> oops
[03:24:55] <jmkasunich> that winding probably has a very low current rating
[03:27:45] <jmkasunich> yay! working MUCH better now
[03:31:46] <cradek> 25.6 - much better
[03:32:05] <cradek> are you getting steps?
[03:32:34] <jmkasunich> yes
[03:33:10] <cradek> wooo!
[03:33:46] <jmkasunich> however, they're either 128 or 292 times faster than they should be
[03:33:53] <jmkasunich> (depending on how you measure)
[03:34:17] <cradek> I'd measure so that it's a power of two
[03:42:03] <cradek> wheeee
[03:42:04] <cradek> it homes
[03:42:09] <jmkasunich> yay
[03:42:12] <cradek> kick ass
[03:50:29] <jmkasunich> scaling is correct!
[03:50:40] <cradek> whee!
[03:50:44] <SWPLinux> yay!
[03:50:50] <cradek> spindle works!
http://timeguy.com/cradek-files/emc/g76.png
[03:50:50] <SWPLinux> was it 128 or 292?
[03:50:54] <SWPLinux> yay!
[03:51:06] <jmkasunich> 128 and 256
[03:51:16] <SWPLinux> ah - that shounds "better"
[03:51:45] <ohiopctechDOTcom> i'm not sure what you got working.. but i'm excited!
[03:51:48] <jmkasunich> x128 error in the path from command to actual output, and x2 error in path from FPGA to hal counts pin
[03:51:59] <SWPLinux> ah, ok
[03:52:52] <jmkasunich> ohiopctechDOTcom: what got me working is that I promised myself ( and I think others on the mailing list) that I'd have it working by the CNC workshop
[03:53:00] <jmkasunich> thats only a month away
[03:53:20] <ohiopctechDOTcom> ;)
[03:53:41] <cradek> arg the cover doesn't fit on
[03:53:49] <jmkasunich> oops
[03:53:55] <jmkasunich> get a hammer
[03:53:56] <Jymmm> cradek: You know.. you could have done all that with a stick of gum, bbq sauce, and an electric drill (if you were MacGyver)
[03:54:10] <cradek> mounting screws in the wrong places :-)
[03:54:16] <cradek> simple matter of filing
[03:54:24] <cradek> but tomorrow!
[03:54:26] <jmkasunich> hammer!
[03:54:37] <Jymmm> bigger hammer
[03:55:11] <cradek> goodnight all
[03:55:14] <cradek> congrats jmk
[03:55:19] <ohiopctechDOTcom> later yo
[03:55:21] <jmkasunich> same to you!
[03:55:39] <jmkasunich> you got homing, all I got is blinkin' lights
[03:55:58] <jmkasunich> granted, they're blinkin' in quadrature at 100Hz, but...
[03:56:10] <Jymmm> lol
[03:57:00] <Jymmm> brb this is your only warning
[03:58:50] <ohiopctechDOTcom> .. just grounded my mixer my, two pc's and my amp together by the chassis screws with some spare hookup wire and got rid of 90% of the dull humm when i record audio on this machine!
[03:59:59] <ohiopctechDOTcom> **not directly cnc related, except for when i record audio for the cnc vids?
[04:01:22] <ds2> prehaps you are using the recorder to read old G Code programs? =)
[04:02:03] <ohiopctechDOTcom> * ohiopctechDOTcom ponders
[04:02:10] <ohiopctechDOTcom> huh? lol
[04:02:29] <ohiopctechDOTcom> like uh cassette recording the gcode?
[04:02:50] <ohiopctechDOTcom> we had a dynapath that used microcassettes
[04:03:12] <ohiopctechDOTcom> transcribing them to cd's would be a good way to preserve it
[04:05:54] <ds2> =)
[04:12:48] <eric_u> I guess it's time to put my Ohio Scientific computer on ebay
http://oldcomputers.net/osi-600.html
[04:13:16] <SWPadnos> I remember those
[04:13:21] <eric_u> none of them have been listed in a while. Mine's in the original tinfoil
[04:13:27] <SWPadnos> I never had one, but I remember the Challengers
[04:13:41] <ohiopctechDOTcom> i once had the first laptop hp ever made
[04:13:55] <eric_u> I guess anti-static bags were unheard of in those days
[04:14:05] <ohiopctechDOTcom> with printer and external floppy drive!
[04:14:08] <eric_u> or too expensive
[04:14:37] <eric_u> don't remember hp's old laptops
[04:14:46] <ohiopctechDOTcom> that is a hardcore computer eric_u
[04:15:27] <eric_u> bought it at Midwest Surplus, have you been there yet?
[04:16:30] <eric_u> too bad it takes me 10 hours to get there, I'd go visit
[04:16:35] <ohiopctechDOTcom> nope...
[04:16:45] <ohiopctechDOTcom> where is it? springfield?
[04:16:55] <eric_u> worth the trip out to Fairborn
[04:17:14] <ohiopctechDOTcom> oh..
[04:17:20] <ohiopctechDOTcom> that's only like ten mins from here
[04:17:24] <ohiopctechDOTcom> maybe 15
[04:17:35] <ohiopctechDOTcom> i should go before i buy any motors
[04:17:58] <eric_u> motors might be hit or miss
[04:18:26] <eric_u> their web site doesn't really do the place justice though
[04:18:42] <ohiopctechDOTcom> http://cgi.ebay.com/Working-Tandy-1400-LT-Computer-W-Bag-Books-Software_W0QQitemZ320113603623QQihZ011QQcategoryZ4193QQrdZ1QQcmdZViewItem
[04:18:49] <ohiopctechDOTcom> the old hp laptop was sortof like that
[04:18:56] <ohiopctechDOTcom> but.. more archaic
[04:19:02] <ohiopctechDOTcom> more.. hardcore.. lol
[04:19:20] <eric_u> they had portable computers back in the late 70's
[04:19:27] <eric_u> not exactly laptops though
[04:19:29] <ohiopctechDOTcom> it had a 10 x 20 line lcd i think
[04:19:58] <eric_u> was it lcd or vfd?
[04:20:45] <ohiopctechDOTcom> lcd...
[04:20:47] <eric_u> somebody is trying to sell a tandy 100
[04:20:49] <ohiopctechDOTcom> it was b/w
[04:20:54] <SWPadnos> the early PC-compatible laptops usually had CRTs - monochrome (sometimes Amber, which would look like a later VFD/plasma dot display)
[04:21:04] <ohiopctechDOTcom> actually had a drawing program for greyscale
[04:21:20] <ohiopctechDOTcom> and a word processor
[04:21:29] <ohiopctechDOTcom> and a modem
[04:21:38] <ohiopctechDOTcom> like 300 baud or so
[04:21:58] <ohiopctechDOTcom> i should have kept it
[04:22:06] <ohiopctechDOTcom> it would have made a fun cnc controller
[04:22:30] <ohiopctechDOTcom> does the board you bought work?
[04:22:55] <eric_u> it's brand new, I assume it works
[04:23:03] <eric_u> haven't decided if I should test it or not
[04:23:28] <ohiopctechDOTcom> does it have any interesting apps?
[04:23:40] <eric_u> I think it had basic
[04:24:02] <ohiopctechDOTcom> the page says it has a cassette interface
[04:24:19] <ohiopctechDOTcom> could be the controller for an old cassette reading cnc?
[04:25:12] <ohiopctechDOTcom> As above, with 74 megabyte hard drive.
[04:25:12] <ohiopctechDOTcom> "World's most powerfull microcomputer."
[04:26:18] <eric_u> I got a 4' long linear encoder out of the trash today
[04:26:25] <eric_u> bad news: smashed
[04:26:28] <toastydeath> that's what she said
[04:26:32] <toastydeath> except that last part
[04:26:39] <toastydeath> she didn't say that.
[04:26:41] <eric_u> gotta ask the machinist how he managed to do that
[04:26:56] <ohiopctechDOTcom> i gotta strip this cannon printer and see what kinda goodies are in it
[04:27:16] <ohiopctechDOTcom> they smashed the lcd. and tore the covers off it... WHY? :(
[04:27:42] <eric_u> you can rewind the motors for your r/c airplane
[04:27:57] <ohiopctechDOTcom> i don't have one... yet!
[04:28:05] <ohiopctechDOTcom> i might now, thanks for the idea lol
[04:28:28] <ohiopctechDOTcom> there is at least two good 12" stainless rods in it approx 3/8 to 1/2"
[04:28:32] <eric_u> if you want to spend all your money, r/c airplanes are the way to go
[04:28:41] <ohiopctechDOTcom> lol
[04:28:50] <eric_u> never figured out what good those rods are
[04:29:00] <eric_u> I have some really nice ones from plotters
[04:29:03] <eric_u> 1/2"
[04:29:07] <toastydeath> they make good ways for dremel routers
[04:29:28] <toastydeath> if you can get two or three per axis it does okay
[04:29:31] <eric_u> I have better stuff for that
[04:29:39] <eric_u> plus ebay has lots of short linear rails
[04:29:47] <ohiopctechDOTcom> i am using them for a glass lathe thingy i am building
[04:29:58] <toastydeath> cnc glass lathe
[04:30:01] <ohiopctechDOTcom> ;)
[04:30:15] <ohiopctechDOTcom> shh..
[04:30:20] <eric_u> http://cgi.ebay.com/CNC-COMPLETE-SYSTEM-DRIVERS-SLIDES-BALLSCREW_W0QQitemZ230129143510QQihZ013QQcategoryZ78195QQrdZ1QQcmdZViewItem
[04:30:21] <ohiopctechDOTcom> it's a secret till it's done
[04:30:39] <eric_u> don't think that guy is in the right ballpark pricewise
[04:30:45] <ohiopctechDOTcom> that is a badass setup there on ebay
[04:30:56] <ohiopctechDOTcom> maybe 300 lol
[04:31:20] <ohiopctechDOTcom> if it was all new.. maybe 3000
[04:31:43] <eric_u> new it was worth $100k -- if he didn't take it apart
[04:32:09] <eric_u> apart, it may be worth $1000, but it isn't all the way apart
[04:32:20] <eric_u> so it's not even worth that much
[04:32:23] <ohiopctechDOTcom> is that a granite rail?
[04:32:26] <eric_u> $300 might be right
[04:32:31] <eric_u> yes, it's granite
[04:32:40] <eric_u> $23 at grizzley
[04:32:55] <ohiopctechDOTcom> that was a nice machine whatever it came off of
[04:33:14] <ohiopctechDOTcom> oh.. a 3d laser scanner
[04:33:27] <eric_u> I don't know if I believe that
[04:33:33] <eric_u> coordinate measurement machine?
[04:33:50] <toastydeath> probably not.
[04:33:55] <toastydeath> most measurement crap uses fluid bearings
[04:34:08] <eric_u> servos are low end too
[04:34:18] <eric_u> but the encoders are high end
[04:34:27] <ohiopctechDOTcom> cmm possibly
[04:34:35] <ohiopctechDOTcom> a smaller one
[04:34:49] <toastydeath> how would that have come from a cmm
[04:35:09] <ohiopctechDOTcom> why not?
[04:35:21] <toastydeath> because cmm frames don't look like that
[04:35:29] <toastydeath> unless someone is making a really weird cmm
[04:35:36] <eric_u> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=120098783453&ru=http://search-completed.ebay.com:80/120098783453_W0QQcatrefZC5QQfbdZ1QQfclZ3QQfisZ2QQflocZ1QQfposZ16827QQfromZR14QQfrppZ50QQfsooZ1QQfsopZ1QQfssZ0QQftrtZ1QQftrvZ1QQnojsprZyQQpfidZ0QQsaaffZafdefaultQQsacatZQ2d1QQsacqyopZgeQQsacurZ0QQsadisZ200QQsargnZQ2d1QQsaslcZ0QQsaslopZ1QQsofocusZbsQQsorefinesearchZ1QQfviZ1
[04:36:03] <eric_u> that was quite a link
[04:36:14] <toastydeath> epic link maneuver.
[04:36:28] <eric_u> I remember seeing that listing
[04:36:28] <ohiopctechDOTcom> wow
[04:37:17] <eric_u> still don't see no laser
[04:37:26] <toastydeath> it's just the frame
[04:37:37] <eric_u> low end encoders for Heidenhain
[04:37:48] <eric_u> not a real precise machine
[04:37:50] <ohiopctechDOTcom> anyone in the market for a cnc laser? i know where an old one is...
[04:37:59] <toastydeath> bzzzt
[04:38:02] <eric_u> pick and place maybe?
[04:38:17] <eric_u> sure, where is is?
[04:38:20] <toastydeath> eric_u: laser scanners aren't that accurate
[04:38:23] <ohiopctechDOTcom> dayton ohio///
[04:38:33] <ohiopctechDOTcom> in the back of the building at the shop i work at
[04:38:36] <eric_u> never heard of a laser scanner
[04:38:43] <toastydeath> they're used for surface profiling
[04:38:52] <toastydeath> and digitizing
[04:39:15] <toastydeath> they use a diffuser and a camera
[04:39:16] <eric_u> too bad that guy couldn't get it working
[04:39:24] <eric_u> structured light?
[04:39:44] <ohiopctechDOTcom> i'd digitize my C**K and mill a 3d mold of it if i had a laser scanner
[04:39:46] <toastydeath> uh, from my understanding the camera just watches the beam
[04:39:49] <ohiopctechDOTcom> hah.. jk
[04:39:56] <toastydeath> and watches how it moves
[04:40:08] <toastydeath> "just"
[04:40:22] <ohiopctechDOTcom> some measure the angles of the reflected light
[04:40:32] <ohiopctechDOTcom> or the time it takes to bounce back.. like radar
[04:40:54] <toastydeath> and even cmm's aren't that accurate
[04:41:08] <toastydeath> so i wouldn't sweat the encoders
[04:41:13] <eric_u> looks like the measuring unit had been removed from the complet unit, whatever it was
[04:41:38] <toastydeath> tru
[04:41:45] <eric_u> when I was in the air force, the contractors would whine about our high tech CMM's
[04:42:00] <toastydeath> they make stuff pretty speedy
[04:42:03] <eric_u> then later I heard that the Air Force was suing B&S over the lack of accuracy
[04:42:20] <toastydeath> you're better off trying to meaure tenths with a mic
[04:42:26] <eric_u> wonder if any of those contractors sued the air force
[04:42:29] <toastydeath> than with most cmms
[04:42:34] <CIA-8> 03jmkasunich 07TRUNK * 10emc2/src/hal/drivers/mesa_5i2x/ (5i2x_stepgen.c hal_5i2x.h hal_5i2x.c): split stepgen code out of main driver, initial commit of partially working stepgen code, more work needed
[04:42:54] <eric_u> we would measure things that would otherwise require a significant amount of fixturing
[04:42:57] <ohiopctechDOTcom> we used a cmm as a final quality/tolerance check on parts we machined
[04:43:05] <ohiopctechDOTcom> they are goor for finding tir
[04:43:11] <ohiopctechDOTcom> and hole locations...
[04:43:18] <ohiopctechDOTcom> good for*
[04:43:18] <toastydeath> yeah, like i said, they're speedy
[04:43:21] <toastydeath> but that's about all
[04:43:31] <eric_u> which makes sense, since we bought a lot of parts from people that had no business making them
[04:44:05] <toastydeath> lol
[04:44:21] <eric_u> "my aluminum supplier says 6061 is just as good as 7075, can I substitute?"
[04:44:30] <toastydeath> oh wow.
[04:44:41] <CIA-8> 03jmkasunich 07TRUNK * 10emc2/src/ (Makefile Makefile.inc.in): build hal_5i2x driver
[04:44:52] <toastydeath> hahahaha.
[04:44:57] <eric_u> my favorite was the engine mount, you had to use a special steel
[04:45:10] <eric_u> it cost $10k minimum to get any
[04:45:25] <toastydeath> what was it
[04:45:27] <eric_u> people would always win the contract for $5k, and then price the material
[04:45:48] <eric_u> I don't really remember, but it had gone through qualification, there were two suppliers
[04:45:58] <eric_u> latrobe and someone else
[04:46:06] <ohiopctechDOTcom> * ohiopctechDOTcom makes note to check material prices before doing quotes
[04:46:15] <eric_u> that would happen all the time
[04:46:18] <toastydeath> lol
[04:46:46] <eric_u> we had people that would win quotes for an item that was just a flat plate and a batch of holes that the oem cnc'd
[04:46:48] <ds2> bah
[04:47:06] <eric_u> and ask if they could just drill pilot holes and have the mechanic drill them in place
[04:47:26] <toastydeath> nice
[04:47:40] <eric_u> inside the cockpit, which is a nightmare to clean up
[04:47:41] <ohiopctechDOTcom> i'd be out there measuring the plane for the hole pattern or something
[04:47:41] <toastydeath> did you guys dump them
[04:47:58] <eric_u> I'd always tell contracting to cancel the contract
[04:48:03] <ohiopctechDOTcom> at least do it to the blueprint and keep my mouth shut
[04:48:10] <eric_u> some of my co-workers probably ended up buying after I left
[04:49:23] <eric_u> contracting was probably glad to see me go, they don't care if airplanes crash, but they hate to cancel contracts
[04:49:23] <toastydeath> our purchasing dudes buy whatever aluminum is cheapest
[04:49:27] <toastydeath> which is inevitably 6061
[04:49:53] <toastydeath> once in awhile somebody buys 2024 or 7075
[04:50:00] <eric_u> I like 6061, but it's really low strength
[04:50:01] <toastydeath> and magically the scrap goes way down
[04:50:13] <toastydeath> 6061 doesn't skim cut predictably
[04:50:29] <eric_u> interesting, it does some really strange things in fatigue too
[04:50:30] <ohiopctechDOTcom> flycutters and lots of spring passes
[04:50:33] <ohiopctechDOTcom> ;)
[04:50:41] <toastydeath> uh, that's not the problem
[04:51:02] <toastydeath> you take as many spring passes as you want, and then try to go down a little more
[04:51:08] <toastydeath> say, two tenths
[04:51:12] <ohiopctechDOTcom> grind it
[04:51:15] <toastydeath> and it will cut anywhere from not at all to a thou and a half
[04:51:30] <toastydeath> aluminum is annoying to grind in small bores
[04:51:36] <toastydeath> they used to be honed
[04:51:41] <toastydeath> but it took too long
[04:51:48] <eric_u> don't you make air bearings?
[04:51:51] <toastydeath> yep
[04:52:20] <eric_u> I would have figured they'd have material specs
[04:52:25] <toastydeath> nope
[04:52:27] <eric_u> heh
[04:52:43] <toastydeath> generic customers don't care what they get
[04:52:51] <eric_u> those funny, funny metrologists
[04:52:54] <toastydeath> people who have requirements don't buy off the shelf in the first place
[04:53:14] <toastydeath> they order custom parts with everything spec'ed out and priced to match
[04:53:24] <toastydeath> 1" cube bearings, 1000 bucks a pop
[04:53:47] <ohiopctechDOTcom> my fav jobs are people that just walk in off the street and say "hey can you make this"
[04:53:50] <toastydeath> that was one of the custom orders
[04:54:48] <eric_u> the prof in the lab next door and some of his air bearing friends supposedly have a big announcement about air bearings that they are really excited about
[04:55:09] <toastydeath> nice
[04:55:15] <eric_u> I said, how exciting can air bearings be exactly?
[04:55:36] <toastydeath> hahahaha
[04:55:37] <ohiopctechDOTcom> they'd get you excited if they made you a millionaire
[04:55:48] <eric_u> that's happened to a few people
[04:55:50] <ohiopctechDOTcom> i'd hope!
[04:56:10] <toastydeath> what was the announcement
[04:56:17] <eric_u> it's a secret
[04:56:22] <ohiopctechDOTcom> :|
[04:56:30] <eric_u> either that or nobody got excited
[04:56:38] <toastydeath> lol
[04:56:40] <eric_u> he wouldn't even tell his grad students
[04:56:46] <eric_u> they were pissed
[04:56:50] <toastydeath> nice
[04:56:56] <toastydeath> he's probably looking into patents
[04:57:03] <toastydeath> i know our dudes patent everything and anything they do
[04:57:06] <eric_u> I'm sure that's been done
[04:57:12] <toastydeath> we have like, no competition in our area
[04:57:16] <toastydeath> because of our patents
[04:57:26] <eric_u> Microsoft has patented wiping your butt after you take a dump
[04:57:33] <toastydeath> DAMN ROYALTIES
[04:57:40] <eric_u> they also patented su
[04:57:44] <toastydeath> hahahaha
[04:57:45] <ohiopctechDOTcom> damn, i did htat this morning do i need to pay them a royalty?
[04:57:50] <toastydeath> my company patented tuning the bearings
[04:57:56] <toastydeath> for porus media bearings
[04:58:07] <toastydeath> nobody else can do it, apparently
[04:58:10] <toastydeath> APPARENTLY.
[04:58:31] <toastydeath> i'm going by company propaganda, of course.
[04:58:49] <eric_u> I'm thinking there aren't really too many secrets out there
[04:58:59] <eric_u> but I'm not a practitioner in the art
[04:59:03] <toastydeath> there are in air bearings
[04:59:17] <toastydeath> there's tons of crap that is trade secret
[04:59:45] <eric_u> the funny thing is, this prof needed to mount a bearing to a machine and asked his supplier/customer for drawings
[04:59:55] <eric_u> they sent him a manufacturing package, he could make them
[05:00:01] <toastydeath> lol
[05:00:44] <toastydeath> the grooved bearings are easy to make
[05:00:56] <toastydeath> you machine some grooves in a block of whatever, drill and air port in the top
[05:01:00] <toastydeath> *an
[05:01:02] <toastydeath> then lap the bottom
[05:01:03] <toastydeath> bam, air bearing
[05:01:52] <toastydeath> actually hobbyists could probably do fluid bearings
[05:01:54] <toastydeath> for homemade cncs
[05:01:57] <eric_u> this was for a lathe
[05:02:08] <eric_u> I've helped make some
[05:02:16] <toastydeath> we've discovered that air bearings kind of suck for machines
[05:02:36] <eric_u> one of the guys that used to be in our lab did his Ph.D. thesis on air bearings
[05:02:40] <toastydeath> lol
[05:02:59] <toastydeath> air bearings or fluid bearings in general
[05:03:15] <eric_u> It was just air bearings
[05:03:21] <ohiopctechDOTcom> what about air over oil hybrid bearings?
[05:03:29] <toastydeath> the air is compressable
[05:03:30] <eric_u> he was modeling the stiffness
[05:03:32] <ohiopctechDOTcom> like a huge press...
[05:03:45] <toastydeath> the fly height of the bearing changes based on load
[05:04:02] <ohiopctechDOTcom> good point...
[05:04:07] <toastydeath> they're great for constant load measurement equipment or crap where you don't care about 20-25 millionths
[05:04:09] <eric_u> he had two shaker table actuators hammering on the bearings
[05:04:44] <toastydeath> but if you're trying to get real close and get into the crazy new processes, you need to use a fluid bearing where the fly height is more stable
[05:05:29] <toastydeath> they won't crash under heavy load, they just aren't as accurate as other choices
[05:05:32] <eric_u> my main connection to air bearings is that I fly model airplanes with an expert in the field
[05:05:49] <toastydeath> nice.
[05:06:07] <eric_u> he's mostly a metrologist though
[05:06:53] <eric_u> other people make the bearings, he measures things with them
[05:07:13] <toastydeath> lol
[05:07:38] <toastydeath> what school
[05:07:47] <eric_u> Penn State
[05:07:54] <toastydeath> lol, he might use our bearings
[05:08:11] <toastydeath> we provide free crap to state universities and whatnot
[05:08:23] <toastydeath> depends on what style he uses.
[05:09:12] <toastydeath> and penn is kind of closer rather than farther
[05:09:26] <eric_u> http://cgi.ebay.com/PACIFIC-SCIENTIFIC-PMA42P-SERVO-MOTOR-DEUBLIN-UNION_W0QQitemZ270119057855QQihZ017QQcategoryZ78195QQrdZ1QQcmdZViewItem
[05:09:36] <eric_u> that is cool, shipping doubles the price
[05:18:17] <eric_u> http://www.airbearings.com/gallery/BLOCKHEADSpindles/BS_35.jpg.html
[05:18:29] <eric_u> I think that's the bearing they have the manufacturing package for
[06:01:37] <chattypatty> hi all; anyone know if it is possible to use the serial port with emc2? i haven't been able to find any info anywhere about connecting emc to a rs232 based controller
[06:05:57] <alex_joni> chattypatty: there is no finished solution
[06:06:04] <alex_joni> but you can always implement one of your own
[06:06:21] <alex_joni> the problem with serial is that you need to implement the protocol the controller speaks
[06:06:32] <alex_joni> and that's never universal
[06:06:41] <chattypatty> i see what you mean...
[06:06:53] <eric_u> what do you want to control?
[06:07:27] <alex_joni> chattypatty: the only existing driver for serial ports drives them (aux pins on the serial port) independantly
[06:07:31] <alex_joni> so you can have additional pins..
[06:07:51] <eric_u> as digital outputs?
[06:08:44] <chattypatty> i have a controller coupled to 3 drivers which are powering 3 dc motors in a 3 axis cnc configuration
[06:08:50] <eric_u> most devices with serial control are not going to fit into the emc model, that's probably why nobody has ever implemented it
[06:10:00] <eric_u> although I have seen devices using can or firewire that would work under emc if somebody wanted to implement them
[06:10:20] <eric_u> serial is not very fast
[06:12:28] <eric_u> too bad can interfaces for the pc are so expensive
[06:12:54] <chattypatty> the controller is standalone but its power is limited when compared to emc. one of the things i was thinking of doing is to send the encoder outputs to both the controller and to the computer. the controller will still have closed loop control of the motors but emc could think that its controlling them and still execute any kind of motion. the problem is that my controller does not seem to accept streaming.
[06:15:22] <chattypatty> and if emc would tell the controller to move a step in a direction it would execute the motion, the same controller has that feature when its coupled to stepper driver but not a servo driver unfortunately.
[06:18:04] <chattypatty> i think i would only have to make sure that the settling area is smaller on the controller than it is in emc, or the error settling area, not sure what its called, the point where the controller or emc thinks that it is at the required destination
[06:18:15] <alex_joni> chattypatty: any reason agains conencting directly to the motor amps?
[06:18:48] <chattypatty> so just letting emc take full control of everything?
[06:22:35] <chattypatty> alex_joni i'm guessing that would be ok.. but the thing that i like about this controller is that it has motor update rates of about 63 micro secs. i'm not sure if emc can do that.. it probably could but since i already have the hardware i would like to use it
[06:27:57] <chattypatty> the other big thing is that the drive works in a voltage mode not step and direction mode. The driver accepts a voltage in the range of -10 t +10 volts and controls the motor accordingly. a 1 volt signal send the motor spinning to 1k rpm. the only i could do step/direction behavior is from within the controller, problem with that is that you receive a huge speed cut
[06:33:21] <eric_u> is the brand of this controller secret or just obscure?
[06:35:11] <chattypatty> no its a pretty big company, Parker. i have two apex 10, one apex 40 with a 6k4 controller
[06:35:36] <chattypatty> although the apex is obscure, discontinued
[06:36:49] <chattypatty> I am working on a large senior project for CSUS Sacramento.
[06:38:26] <chattypatty> I would have liked to use emc. Parker has their own control programs to run the controller but they are all windows based and i really would prefer not to use windows.
[06:38:51] <eric_u> they have something they call emc
[06:39:59] <chattypatty> Oh no, i mean I would have liked to use emc, they have a program called motion architect and one other one
[06:41:16] <chattypatty> its a terminal emulator program that pretty much just sends characters to the controller through RS232 Serial interface, thats a bit redundant
[06:41:20] <eric_u> sorry, I didn't look at what it was, I was looking at the manuals page
[06:44:45] <eric_u> the 6k4 has ethernet?
[06:44:49] <chattypatty> the controller has a pseudo C structure its programmed with and its pretty limited either in size or in capability. The Project is a large CNC Mold Maker, pretty much a large router/mill with a capacity of 4'x4'x2'
[06:45:12] <chattypatty> yes it does
[06:45:29] <chattypatty> TCP/IP and UDP i think
[06:45:38] <chattypatty> for protocols
[06:51:46] <eric_u> does "on the fly motion" do what emc needs?
[06:52:42] <eric_u> I'm thinking if you can send velocity commands and get back position at high enough data rates, you can use EMC without too much hassle
[06:52:50] <chattypatty> something i do not have much familiarity with is a OLE Automation component. Parker offers the 6K communications server which "is compatible with any 32 bit software application or programming environment which can utilize an OLE automation component"
[06:53:05] <eric_u> there are ethernet real time drivers for RTAI
[06:53:18] <eric_u> you don't want OLE, it's for visual basic programmers mostly
[06:53:23] <eric_u> windows only
[06:53:37] <chattypatty> ah i see so its of no use
[06:53:37] <eric_u> you would need to figure out the protocol, looks like it's there
[06:53:47] <eric_u> good luck, I gotta get some sleep
[06:54:20] <chattypatty> thank you very much for your help
[07:45:19] <alex_joni> chattypatty: if I were you I'd get a servo board
[07:45:33] <alex_joni> and output analog from emc2, and count the encoders in the PC
[07:46:22] <alex_joni> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC2_Supported_Hardware
[07:46:37] <alex_joni> there's a list of hardware that works with emc2 as it is
[07:50:49] <alex_joni> one of the cheapest solutions is the Mesa 5i20 + some additional boards
[07:51:04] <alex_joni> it's not a true analog output.. it's PWM converted to analog
[08:05:44] <chattypatty> Um i am not quite sure how that works. would it look at the steps and direction from the parallel port and use something like a dac to output a voltage proportional to the step rate.
[08:06:03] <alex_joni> no
[08:06:13] <alex_joni> you buy a board which you stick in your PC
[08:06:19] <alex_joni> you won't be using step/dir anymore
[08:06:27] <alex_joni> you'll have a real servo control
[08:06:49] <alex_joni> analog output from the PC (-10/10V) and encoder feedback from the machine
[08:06:52] <chattypatty> ah, so the board is controlled by emc internally
[08:07:18] <alex_joni> http://www.mesanet.com/parallelcardinfo.html
[08:07:24] <alex_joni> you can see 5i20 in that page
[08:08:02] <chattypatty> sorry, i will read it before asking more questions
[08:08:20] <alex_joni> no issues about asking in here ;)
[08:08:30] <alex_joni> that's why we are here .. to try to help people
[08:08:50] <alex_joni> (you will be billed automatically at the end of the month *grin*)
[08:10:54] <chattypatty> :) as long as it goes to further great software
[08:11:57] <alex_joni> seriously now..
[08:12:08] <alex_joni> emc is one of the very few solutions that can do servo directly
[08:12:27] <alex_joni> the only other alternatives I know aren't in the hobby range..
[08:13:14] <chattypatty> i loooked at the 5i20, the FPGA based PCI Anything I/O card, ttl outputs and does not seem to output the voltage, maybe i am not reading it properly
[08:13:24] <alex_joni> no, you're reading it correctly
[08:13:45] <alex_joni> however.. they have a special FPGA configuration which sends out a fast PWM (pulse width modulation) signal
[08:14:07] <alex_joni> and they have an additional board called 7i33 (about 70$) which converts that PWM to analog
[08:14:25] <alex_joni> actually the 7i33 is for 4 axes
[08:14:59] <alex_joni> http://www.mesanet.com/pdf/motion/7i33man.pdf
[08:15:36] <alex_joni> but the solution from mesa is just one of the many that works with emc2
[08:16:13] <chattypatty> ah, i see
[08:16:19] <alex_joni> there is a board from Vital Systems called Motenc-Lite (4 axes)
[08:16:21] <alex_joni> http://www.vitalsystem.com/web/motion/motionLite.php
[08:16:29] <chattypatty> i am still trying to wrap my brain around it
[08:16:30] <alex_joni> but it's a bit pricier (550$)
[08:17:23] <alex_joni> gotta run for a while
[08:17:31] <chattypatty> ok
[08:17:43] <alex_joni> most of the hardware that works with emc2 is here:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC2_Supported_Hardware
[08:17:50] <chattypatty> thank you
[08:19:01] <alex_joni> no problem ;)
[08:19:05] <alex_joni> bbl
[10:10:32] <alex_joni> back
[11:27:54] <alex_joni> hi Dmitry
[11:29:51] <erdizz> hi alex_joni
[11:30:34] <alex_joni> how's it going?
[11:30:47] <alex_joni> anything exciting about mync lately?
[11:31:19] <erdizz> alex_joni, I'm graduating, short on time now :)
[11:31:38] <erdizz> working only in the background, as much as I can
[11:31:45] <erdizz> (on mync)
[11:32:32] <erdizz> ...and I became an IBM'er. That helps with everything but time :)
[11:45:59] <alex_joni> heh, nice
[11:47:00] <martin_lundstrom> hello people
[11:47:05] <alex_joni> hi martin
[12:10:45] <martin_lundstrom> Hi alex_joni
[12:11:01] <martin_lundstrom> Dallur: Do you have any news?
[12:12:26] <Dallur> martin_lundstrom: no sorry :(
[12:13:47] <martin_lundstrom> dont be sorry, what is left to do?
[12:22:24] <Dallur> martin_lundstrom: some integration, I also need to add the signal filtering (debounce)
[12:23:14] <jepler> cradek: hooray, I think this is the first time I've seen pluto count properly with index-enable (talking about this image you posted:
http://timeguy.com/cradek-files/emc/g76.png)
[12:29:48] <martin_lundstrom> Dallur: OK
[12:51:19] <cradek> jepler: yay!
[12:51:33] <cradek> sure looks promising doesn't it
[12:51:37] <cradek> I'll test more tonight
[12:52:24] <alex_joni> hi guys
[12:52:29] <cradek> hi alex
[12:52:35] <alex_joni> already at work?
[12:52:42] <cradek> yes
[12:52:47] <alex_joni> how's the weather there?
[12:52:50] <cradek> wet
[12:52:53] <alex_joni> I'm melting over here :-/
[12:53:00] <alex_joni> 30-35C
[12:53:23] <alex_joni> 88F right now
[12:53:27] <cradek> perfect motorcycle weather
[12:54:14] <cradek> when it's hot there, is it dry or humid?
[12:54:50] <alex_joni> not really humid
[12:55:06] <alex_joni> seaside is about 500 miles in the shortest direction
[12:56:49] <alex_joni> Humidity:
[12:56:49] <alex_joni> 27%
[12:57:02] <cradek> nice
[12:57:16] <cradek> we never have that when it's hot, we get "steamy" hot here
[13:05:19] <alex_joni> hot enough for me..
[13:05:24] <alex_joni> but we usually get up to 40C
[13:10:44] <alex_joni> http://www.zeiss.com/c12567a8003b58b9/Contents-Frame/8baac109cb80bddfc12571e100393a1b
[13:10:49] <alex_joni> * alex_joni is speachless
[13:13:14] <SWPadnos> hmm - a 1700F4 -that's gotta be pricey
[13:14:26] <alex_joni> 256kg though.. servocontrolled
[13:14:36] <alex_joni> SWPadnos: seen this one?
http://www.roundshot.ch/xml_1/internet/de/application/d438/d925/f934.cfm
[13:14:37] <SWPadnos> yeah, it's big
[13:14:41] <alex_joni> 160Mpixel camera
[13:14:43] <SWPadnos> I know roundshot
[13:16:26] <alex_joni> I wonder what you use to store pictures on that camera
[13:16:51] <SWPadnos> a computer ;)
[13:18:13] <SWPadnos> yep: "Process a high-definition high dynamic range panorama directly in the RAM of the computer (single-pass, multi-pass)"
[13:20:23] <alex_joni> uncompressed tiff (48-bit): 922 MB
[13:20:41] <SWPadnos> heh
[13:20:43] <alex_joni> Image transferGigabit ethernet
[13:21:05] <SWPadnos> I guess it's got 1G buffer on it. they mention a portable version, but I don't see any internal specs for it
[13:21:40] <SWPadnos> note that raw is only 307M
[13:21:50] <alex_joni> the portable version includes a tablet PC
[13:22:48] <SWPadnos> ah - I saw the PCs, but didn't make the connection that they're what makes it portable
[13:23:28] <alex_joni> Operating the camera is easy with a tablet PC with touch screen which is connected to the camera via gigabit ethernet.
[13:23:42] <alex_joni> gotta run..
[13:25:00] <SWPadnos> see you later
[13:27:40] <a-l-p-h-a> what wiki app is linuxcnc.org running?
[13:29:14] <SWPadnos> usemod
[13:29:15] <SWPadnos> ?
[13:29:47] <SWPadnos> at least, that's where the instructions link takes you
[15:42:53] <anonimasu> 17:42 < Bo^Dick> the reason encoders are overpriced is due to lack of establishment
[15:42:55] <anonimasu> gah
[15:44:13] <cradek> I was looking at the wheel out of a 500 line encoder the other day - I don't know how I would go about making that at any price
[15:44:33] <anonimasu> cradek: I think I hate him.
[15:44:42] <cradek> laser or something maybe? I wouldn't know where to start
[15:44:59] <anonimasu> etched mylar i think..
[15:45:09] <cradek> I'm pretty sure this one was metal
[15:45:10] <jepler> chemical or laser etched?
[15:45:20] <anonimasu> chemical I think
[15:45:31] <cradek> I didn't even want to touch it, it looked so fragile
[15:46:28] <SWPadnos> then there are the alignment issues ...
[15:46:30] <anonimasu> :)
[15:46:41] <jepler> it would be tempting to print the pattern on transparency film, but you'll run into resolution issues as well as still transmitting a great deal of light in the opaqued areas
[15:46:52] <anonimasu> yeah
[15:46:57] <anonimasu> gray code perhaps..
[15:47:01] <SWPadnos> but remember - everything can be done for free, in your spare time, without any knowledge :)
[15:47:10] <anonimasu> with enough tracks..
[15:47:30] <SWPadnos> you can probably get it done on a linotype machine, and modern alser printers have reasonably good black
[15:47:34] <SWPadnos> laser
[15:47:35] <anonimasu> * anonimasu nods
[15:49:08] <jepler> actually, you print a big one then photograph it with your medium format film camera with nice slow film ..
[15:49:10] <SWPadnos> somewhere online there's a pattern to print for a laser-printed encoder disk
[15:49:14] <SWPadnos> heh
[15:49:29] <SWPadnos> make a small one using 35mm ISO 6 film ;)
[15:49:33] <anonimasu> hehe
[15:49:45] <SWPadnos> but a 2-1/4 would be easier to cut out :)
[15:49:47] <jepler> ISO 6? wow that's slow
[15:49:48] <cradek> if this wheel had 1" radius I think that means the lines are 6 mils wide
[15:49:59] <SWPadnos> slow == high res (for the most part)
[15:50:05] <jepler> 1/1000 circle?
[15:50:10] <cradek> yes
[15:50:29] <SWPadnos> I should have kept the parts to the 1000 line encoder I took apart
[15:50:38] <SWPadnos> the wheel just looked gray
[15:50:49] <SWPadnos> (1000 lines, 4000 edges)
[15:50:50] <anonimasu> that wheel has 12-19 bits of resolution
[15:51:40] <anonimasu> depending on spec ;)
[15:51:42] <cradek> the servo-encoder-quadrature-pid thing seems SO unlikely to work
[15:52:16] <anonimasu> ?
[15:52:24] <anonimasu> how so?
[15:52:52] <jepler> everything has to be perfect, or it wouldn't work right
[15:52:55] <cradek> it just seems ridiculous
[15:53:01] <cradek> like buffer overflow exploits
[15:53:02] <jepler> if it doesn't work exactly right it's useless
[15:53:06] <cradek> internal combustion engines
[15:53:19] <cradek> all sorts of stuff seems "unlikely" to me
[15:53:28] <anonimasu> hehe
[15:53:30] <SWPadnos> airplanes ...
[15:53:49] <SWPadnos> and submarines (or steel boats, for that matter)
[15:54:45] <cradek> color CRTs
[15:54:58] <SWPadnos> heh
[15:55:16] <jepler> I think the inch should be redefined so that pi inch is exactly 80mm, instead of 79.79...
[15:55:28] <SWPadnos> yay! this solved my problem: Option "AddARGBGLXVisuals" "True" in xorg.conf
[15:55:39] <cradek> ARGHDRHHRRHDX!
[15:55:50] <SWPadnos> I now have wiggly windows (until I can't stand it any more) on the 3840x2400 monitor
[15:56:01] <cradek> ah jellovision
[15:56:02] <SWPadnos> yeah - it's like the pirate setting
[15:56:26] <cradek> that's so irritating
[15:56:32] <SWPadnos> I really like the alt-tab functionality, plus the spinny-box dwsktop switching
[15:56:35] <anonimasu> :)
[15:56:36] <cradek> as an added feature, GL apps won't work right
[15:56:39] <SWPadnos> the bubble-butt windows are less appealing
[15:56:49] <cradek> yeah I like the alt-tab. the rest of it I don't care for
[15:56:52] <SWPadnos> hmmm - such as?
[15:56:55] <SWPadnos> (GL)
[15:57:02] <jepler> if I could get just a few of those features in my perfectly-working wm I'd take them
[15:57:05] <cradek> try some, they work crappily or not at all
[15:57:35] <SWPadnos> glxgears seems to work ;)
[15:57:47] <cradek> ok, maybe it's better now
[15:57:55] <jepler> it is fast?
[15:58:12] <SWPadnos> it's definitely slower than before - around 9200 FPS
[15:58:18] <SWPadnos> that's maybe half the speed it was
[15:58:56] <SWPadnos> some of the transparency effects are also nice, in that they actually work at reasonable speed
[15:59:14] <skunkworks> jepler: how is your usb interface coming?
[16:00:00] <jepler> skunkworks: haven't even soldered the board yet
[16:00:12] <jepler> skunkworks: this weekend I spent more time playing super paper mario and red steel on my wii
[16:00:36] <jepler> it looks like the composite and damage extensions can be used to get expose'-like functionity without going all the way to jellovision:
http://kompose.berlios.de/
[16:00:45] <skunkworks> You have a wii? I don't picture you a console gamer
[16:01:53] <cradek> jepler: they should all have a big fat letter or number over them, so you can get the one you want with the keyboard
[16:02:13] <jepler> skunkworks: I like Mario games out of all proportion to how good they actually are
[16:02:34] <cradek> if you have to poke the desired window with the mouse, I think it's nearly useless
[16:04:18] <SWPadnos> yep - half speed. without desktop effects on, it's 18400 FPS
[17:21:23] <plattschnauze> is alex traveling ??
[17:21:53] <SWPLinux> doesn't seem so - he was on earlier today
[17:22:01] <plattschnauze> thanks
[19:57:47] <JymmmEMC> SWPadnos: SWPLinux $19/ea
[20:00:30] <JymmmEMC> Just curious... other than ghostscript, is there anything else that can convert a PS (not EPS) file to PDF or SVG by chance?
[20:08:32] <jepler> I suspect there are commercial programs to do it .. but ghostscript is *the* open source postscript interpreter
[20:37:07] <JymmmEMC> jepler: The problem is that GS doesn't do PS too weel that has logic in it.
[20:37:54] <JymmmEMC> But it's ok, I do have a solution on Win, just looking for a nix alternative is all
[20:39:47] <JymmmEMC> Well, I go from PS -> PDF --> SVG, I was just trying to cut out the middleman =)
[20:42:11] <acemi_> acemi_ is now known as acemi
[20:45:01] <chr0n1c> buenas dias
[20:45:19] <chr0n1c> hola amigos
[20:45:44] <chr0n1c> oops.. i was using the spanish keyboard again...
[20:46:01] <chr0n1c> i mean.. what's up!
[20:52:42] <chr0n1c> someone is demanding that i tell them what program i used to make my website header. not even a single hello or thanks for your time in the emails... :O what has the world come to
[20:53:18] <chr0n1c> all you have to do is downlad the pic and look at the file properties and it tells you!
[20:53:25] <chr0n1c> *if anyone is curious
[20:54:53] <JymmmEMC> demanding?
[20:55:07] <JymmmEMC> url?
[20:55:10] <chr0n1c> well... he kind of asked first
[20:55:17] <chr0n1c> with no hello or thanks
[20:55:23] <chr0n1c> just 1 sentence asking
[20:55:40] <chr0n1c> and i jokingly replied "with a computer of course"
[20:55:51] <chr0n1c> http://ohiopctech.com
[20:56:13] <chr0n1c> so he replies back.. 1 sentence "ok, seriously... which program."
[20:56:34] <JymmmEMC> What do you expect from generation that does NOT consider oral sex as "sex".
[20:56:41] <JymmmEMC> Tell him MS-Paint
[20:56:48] <chr0n1c> i thought about it
[20:56:56] <chr0n1c> lol
[20:56:59] <chr0n1c> paintbrush
[20:57:19] <JymmmEMC> Better yet, tell him you used GD or ImageMagick
[20:57:28] <chr0n1c> i even thought about offering a custom logo for $10.00 but.. nah!
[20:58:05] <chr0n1c> hmm.. maybe he is lurking here!
[20:58:11] <chr0n1c> he knows now..
[20:58:55] <chr0n1c> theinternet is so entertaining!
[20:59:15] <chr0n1c> i don't even watch tv since i got broadband... lol
[20:59:32] <chr0n1c> my xbox is all dusty too
[20:59:32] <JymmmEMC> PS 7.02
[20:59:36] <chr0n1c> ;)
[20:59:48] <chr0n1c> it was someone from WPAFB
[21:00:09] <JymmmEMC> damn gedit wouldn't open a binary file even after I renamed it to .txt
[21:01:47] <JymmmEMC> are those waveforms or did you do that in the proggy?
[21:02:17] <chr0n1c> it's actually a screenshot of waveforms... stereo.
[21:02:26] <chr0n1c> now say thanks damnit.. ;)
[21:02:34] <chr0n1c> i just gave away the secret
[21:02:45] <JymmmEMC> Yeah, thought so. No you didn't, *I* did!
[21:03:04] <JymmmEMC> So, fsck off, TYVM!
[21:03:17] <alex_joni> 2good night all
[21:03:25] <chr0n1c> actually.. i jsut lied
[21:03:25] <JymmmEMC> nite alex
[21:03:26] <chr0n1c> just*
[21:03:30] <chr0n1c> cya alex
[21:03:44] <chr0n1c> ... i did it by hand with a tiny brush
[21:03:49] <chr0n1c> SERIOUSLY!
[21:04:09] <JymmmEMC> Well, that was dumb!
[21:04:09] <chr0n1c> about 3px if i remember right
[21:04:25] <chr0n1c> and some various filters and lighting effects
[21:04:35] <JymmmEMC> you coulda used halscope
[21:04:40] <chr0n1c> lol...
[21:05:01] <chr0n1c> i made one from a waveform screenshot and it didn't turn out how i had wanted it
[21:05:07] <chr0n1c> so i redid it by hand!
[21:05:23] <chr0n1c> kinda going from scratch with the real waveform in my head
[21:05:33] <JymmmEMC> I like the waveform from magnetics.... looks kinda weirdish
[21:06:09] <JymmmEMC> 5 dvds down, 5 to go.... *sigh*
[21:06:25] <JymmmEMC> for today
[21:06:37] <chr0n1c> hmm...
[21:08:17] <JymmmEMC> Backing up all my DVD Movies
[21:08:34] <chr0n1c> i only have like 4
[21:09:17] <chr0n1c> fight club, the doors movie, pink floyd the wall, and friday the 13th part one.. oh and 1 dvd porn.. "hot ass babes"
[21:09:23] <chr0n1c> shh don't tell anyone botu the porn
[21:09:32] <chr0n1c> someone gave it to me i swear
[21:09:39] <JymmmEMC> I have a computer connected to the TV in the living room with a IR kybd/mouse, so we stream movies across the LAN. Can watch anything on any computer.
[21:09:53] <chr0n1c> i've been doing that with my xbox
[21:09:56] <chr0n1c> it's awesome
[21:09:59] <chr0n1c> music too!
[21:10:31] <chr0n1c> what do you use to play the movies?
[21:10:46] <chr0n1c> winamp is good
[21:10:52] <chr0n1c> mythtv?
[21:11:55] <JymmmEMC> I got one better than that... Where I used to work we supported home theater product but no porn was allowed in the company. A customer had a problem with one DVD that had "angles" (only porn uses angles). So the company paid me to buy the DVD and test it on the system I had at home.
[21:12:10] <JymmmEMC> Nope, just XP and VLC
[21:13:17] <chr0n1c> i never figured out the angles thing
[21:13:28] <chr0n1c> i should see if the hot ass babes has any other angles
[21:13:29] <JymmmEMC> it's a porn thing.
[21:13:30] <chr0n1c> lol
[21:13:42] <chr0n1c> like a whole new movie!
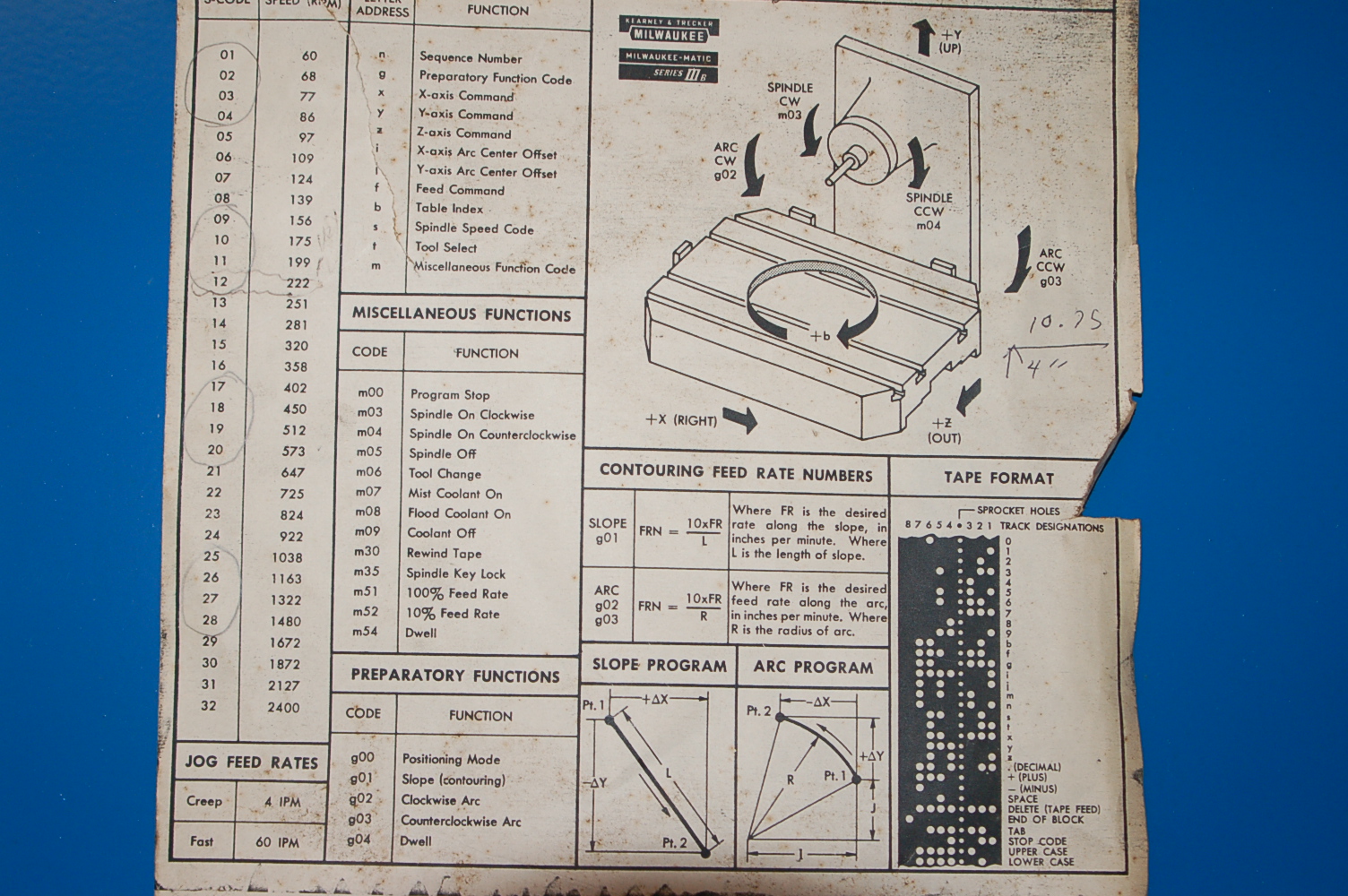
[21:14:33] <jepler> skunkworks: do you happen to know the URL for that photo of the gcode cheat-sheet for your old CNC control?
[21:14:55] <skunkworks> yes - hold on
[21:15:22] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/cheatsheet.JPG
[21:15:57] <jepler> skunkworks: thanks
[21:16:11] <JymmmEMC> * JymmmEMC guesses the US Constitution was written on the back side of that paper =)
[21:16:30] <JymmmEMC> Love the "tape format" =)
[21:16:32] <chr0n1c> wow a paper tape machine
[21:17:27] <chr0n1c> * chr0n1c is glad i am young enough to not have used one of those
[21:17:49] <JymmmEMC> Just be glad you never touched punch cards
[21:18:38] <chr0n1c> does mastercam punch cards for you?
[22:06:45] <anonimasu> hi
[22:06:56] <chr0n1c> yo yo yo
[22:10:09] <mschuhmacher> lo
[22:13:21] <toastydeath> beep
[22:38:36] <robin_sz> meep?
[22:49:12] <JymmmEMC> Greetings from this side of the pond
[22:50:10] <JymmmEMC> chr0n1c: no, you cnc the punchcards yourself - gives new mean to HARDcopy =)
[22:53:25] <robin_sz> JymmmEMC, well have you done it yet?
[22:54:01] <JymmmEMC> Yeah man, she was great!
[22:54:22] <robin_sz> not that ...
[22:54:36] <robin_sz> and anyway, parrots don't count
[22:55:25] <robin_sz> bought that PSU I meant
[22:56:13] <JymmmEMC> 48VDC@5.5A switching PS + 2 3900uF@400V caps
[22:56:26] <robin_sz> so you bought it?
[22:56:31] <JymmmEMC> yep
[22:56:36] <ds2> any free DSLAMs thrown in? ;)
[22:56:38] <robin_sz> good :)
[22:56:45] <JymmmEMC> no, not the auction one, a different one
[22:57:07] <robin_sz> the caps are a bit high voltage
[22:57:24] <robin_sz> but, they will do in a pinch I guess
[22:57:32] <JymmmEMC> robin_sz: ebay 65V ~$15, these 400V $6
[22:57:57] <robin_sz> the ebay ones are probably cheaper
[22:58:50] <skunkworks> JymmmEMC: did you hear back from the oem650 guy?
[22:59:09] <JymmmEMC> skunkworks: Singapore? Yeah, he only has two.
[22:59:14] <skunkworks> aw
[22:59:28] <robin_sz> you'll need more 400V caps than 65V caps for the same effect, as the 400v ones will have a higher esr
[23:00:05] <robin_sz> (effective series resistance)
[23:00:47] <robin_sz> always go for the one closest to the voltage you will be using as it keeps the esr to a minimum
[23:00:59] <JymmmEMC> huh?! Isn't cap voltage like fuse voltage, in that you can go up to that voltage but not beyond for safety sake
[23:01:10] <robin_sz> you CAN
[23:01:12] <robin_sz> but ...
[23:01:18] <ds2> caps have a nonideal property
[23:01:25] <robin_sz> no capacitor os perfect
[23:01:34] <robin_sz> its like a C with a resistor in series
[23:01:47] <robin_sz> the higher the voltage, the bigger the resistor
[23:01:58] <JymmmEMC> ah
[23:02:32] <JymmmEMC> I'll be tossing two in series, just wish I had a scope to see the results.
[23:02:47] <robin_sz> you mean in parallel
[23:02:50] <ds2> series? heh
[23:03:04] <ds2> so if one fails, the second follows soon after =)
[23:03:28] <robin_sz> 2 3900 caps in series is 1850 uf at 800V
[23:03:31] <JymmmEMC> heh, yeah.... 7800uF
[23:03:44] <robin_sz> you want parallel, 7800 at 400V
[23:04:10] <JymmmEMC> I know the right way, just said the wrong thing
[23:04:28] <robin_sz> you know how a cap on a PSU kinda "holds" the rail at a voltage, stops spikes etc?
[23:04:52] <JymmmEMC> well, smooths the output
[23:05:10] <robin_sz> well, a 3900 @ 400V wont "hold" quite as hard as a 3900 65v ...
[23:05:49] <JymmmEMC> Just curious, what does paralleling two caps do to the esr? effectively 200V ?
[23:05:58] <robin_sz> mmm
[23:06:10] <robin_sz> it lowers the esr to half waht it was
[23:06:48] <JymmmEMC> So in this case, using two 400V caps in parallel is actually better than one 7800uF@400V ?
[23:06:51] <robin_sz> if the ESR of each cap is 2 ohms, it will be 1 ohm when you parallel 2 caps
[23:07:07] <robin_sz> probably the same
[23:07:27] <robin_sz> of course, cap design varies too
[23:07:49] <robin_sz> you can get a crappy 50V 100uf with a WORSE esr than a 500V 100uf
[23:07:54] <JymmmEMC> Well, I have a 70,000uF@25V cap I could use too =) LOL
[23:07:59] <ds2> Hmmm 1/tau =~ 125Hz Hmmmmm
[23:08:28] <robin_sz> but all things being equal, as the rated voltage goes up, the esr goes up
[23:09:10] <robin_sz> anyway
[23:09:15] <robin_sz> when does the gecko arrive?
[23:09:23] <JymmmEMC> Well, I actually have two sets here, 2 PS and 4 Caps, got all for $60, so I'm content.
[23:09:33] <robin_sz> yep, thats pretty good
[23:09:54] <SWPadnos> err - isn't ESR a limiter of current more than a drain time factor?
[23:10:05] <JymmmEMC> robin_sz: Actually, I'm looking at some parker drives as opposed to geckos.
[23:10:44] <robin_sz> SWPadnos, it relates to how good a cap will be at holding a supply rail
[23:10:48] <ds2> is 1/tau being around 125Hz a coincidence?
[23:11:05] <SWPadnos> ds2, what resistance did you use?
[23:11:11] <JymmmEMC> I'm also building a REAL E-STOP circuit into the PS as well.
[23:11:11] <ds2> 1ohm
[23:11:16] <robin_sz> SWPadnos, and also the ripple current a cap can sustain before it gets too hot and goes bang
[23:11:30] <SWPadnos> robin_sz, I understand it's a measure of how much current you can pump through the cap - but it's modeled as a series resostor, not parallel
[23:11:42] <SWPadnos> resistor
[23:11:42] <robin_sz> correct
[23:12:22] <SWPadnos> ah - so you're saying that under load, when the cap is "bridging the gap", the resistance will cause the output voltage to drop
[23:12:37] <robin_sz> yep
[23:12:45] <SWPadnos> having nothing to do with what I thought you were talking about, which is how long the cap will knock you on your ass after turning the power supply off ;)
[23:13:06] <robin_sz> heh
[23:13:10] <robin_sz> no, not that
[23:13:12] <JymmmEMC> SWPadnos: and thus the REAL estop =)
[23:13:20] <ds2> aren't you talking about dielectric loss, SWPadnos?
[23:13:42] <SWPadnos> no, I think that would be leakage current (relevant to the present topic)
[23:13:55] <SWPadnos> err - yes ;)
[23:13:55] <robin_sz> JymmmEMC, and how do you intend to do a REAL estop then?
[23:13:55] <JymmmEMC> two 8ohm 100W WW resistors in parallel =)
[23:14:26] <JymmmEMC> robin_sz: per Mariss whitepaper - relay and a dump resistor
[23:14:31] <robin_sz> right
[23:15:18] <robin_sz> so, gonna buy these parker drives and then the geckos huh?
[23:15:22] <JymmmEMC> I used to use that same circuit to make Q&D alarm systems
[23:15:53] <JymmmEMC> robin_sz: have you seen the datasheets for parker drives, not too shabby.
[23:16:49] <JymmmEMC> robin_sz: But instead of incinuating, if you have pro-con of geckos over parker, I'm all ears.
[23:17:24] <robin_sz> the older parker drives are, well, old. low tech.
[23:17:30] <robin_sz> the newer ones are lovely
[23:17:36] <robin_sz> but $$$$$$$
[23:17:56] <robin_sz> the VIX series are nice
[23:18:06] <SWPadnos> heh - did the OEM650 mention efficiency?
[23:18:12] <SWPadnos> ^manual
[23:19:07] <JymmmEMC> 3 parker ~$200, 3 g203v ~$500
[23:19:24] <SWPadnos> a working machine - priceless
[23:19:41] <robin_sz> which parker drives ?
[23:19:57] <robin_sz> 10 or 8 step ustepping?
[23:19:58] <JymmmEMC> OEM 650/750 series
[23:22:02] <JymmmEMC> http://www.parkermotion.com/manuals/oem/OEM_manuals.htm
[23:22:11] <robin_sz> to be fair, they look nice
[23:22:25] <robin_sz> 3 for 200 usd is a bargain
[23:22:40] <robin_sz> i presume thats not new?
[23:22:46] <JymmmEMC> SWPadnos: No idea, if you see it in the datasheet, I'd appreciate any feedback on that.
[23:22:56] <JymmmEMC> robin_sz: pulls, but non-doa guarnteed
[23:23:19] <robin_sz> pulled for?
[23:23:29] <JymmmEMC> pulled from equipment
[23:23:49] <SWPadnos> though sending them back to Singapore could be a problem ;)
[23:24:14] <JymmmEMC> SWPadnos: Not singapore (he only has two of them) , US.
[23:24:19] <robin_sz> * robin_sz wonders why anyone would pull a perectly working drive
[23:24:27] <anonimasu> robin_sz: upgrading?
[23:24:36] <anonimasu> like changing to servos?
[23:24:38] <robin_sz> could be
[23:24:42] <SWPadnos> ah, ok
[23:24:50] <robin_sz> look like nice drives .. 3 for 200 is a bargain
[23:25:30] <JymmmEMC> I feel it's worht the loss of $40 shipping if they don't work.
[23:25:45] <SWPadnos> JymmmEMC, page 31 (38 of PDF) has power supply sizing info
[23:25:58] <JymmmEMC> 650 or 750?
[23:26:13] <SWPadnos> OEM350-650.pdf
[23:26:23] <anonimasu> I guess
[23:27:44] <JymmmEMC> 48V@5.5A = 264, so looks like I have room to spare =)
[23:28:03] <JymmmEMC> anonimasu: well $40 loss, compared to saving $300, I'd say so.
[23:28:43] <robin_sz> see, told you 5.5A would be plenty
[23:28:45] <SWPadnos> that's per motor ...
[23:29:00] <JymmmEMC> 65*3=195
[23:29:13] <JymmmEMC> mine are 2.8A
[23:29:22] <SWPadnos> ok
[23:29:48] <JymmmEMC> 75*3=225
[23:30:17] <JymmmEMC> So, I still have a lil room if I change my motors out.
[23:31:00] <JymmmEMC> wait, that chart is weird.... 5.3A = 75W, and 3.3A (two lines down) = 86W
[23:31:29] <JymmmEMC> oh, series/parallel
[23:32:38] <JymmmEMC> robin_sz: never said I dind't believe you, just that I wanted to understnad WHY.
[23:59:53] <JymmmEMC> SWPadnos: The closest thing sI see to "efficiency" is performance spec starting at pdf pg 43
{kind=link}
{kind=link}
){kind=link}
{kind=link}