Back
[00:03:31] <skunkworks> cradek: jepler: never mind. A simple yahoo search found it. duh
[00:33:13] <ohiopctechDOTcom> so i just burnt a huge pile of old bills/paperwork out back.. after that the idea of my own small forge out back sounds like fun!
[00:34:21] <ohiopctechDOTcom> ...and the livd cd so is done.. burning it now
[00:35:17] <tomp> there was a DRO written for Goslowjimbo
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?PyVCP.
[00:35:25] <tomp> it uses 2 hal components, a mux2 and a sum2.
[00:35:31] <tomp> it seems to perform a 'zero' by subtracting the current count form the current count.
[00:35:32] <tomp> couldnt it just toggle the encoder's 'reset' pin?
[00:36:16] <tomp> form / from
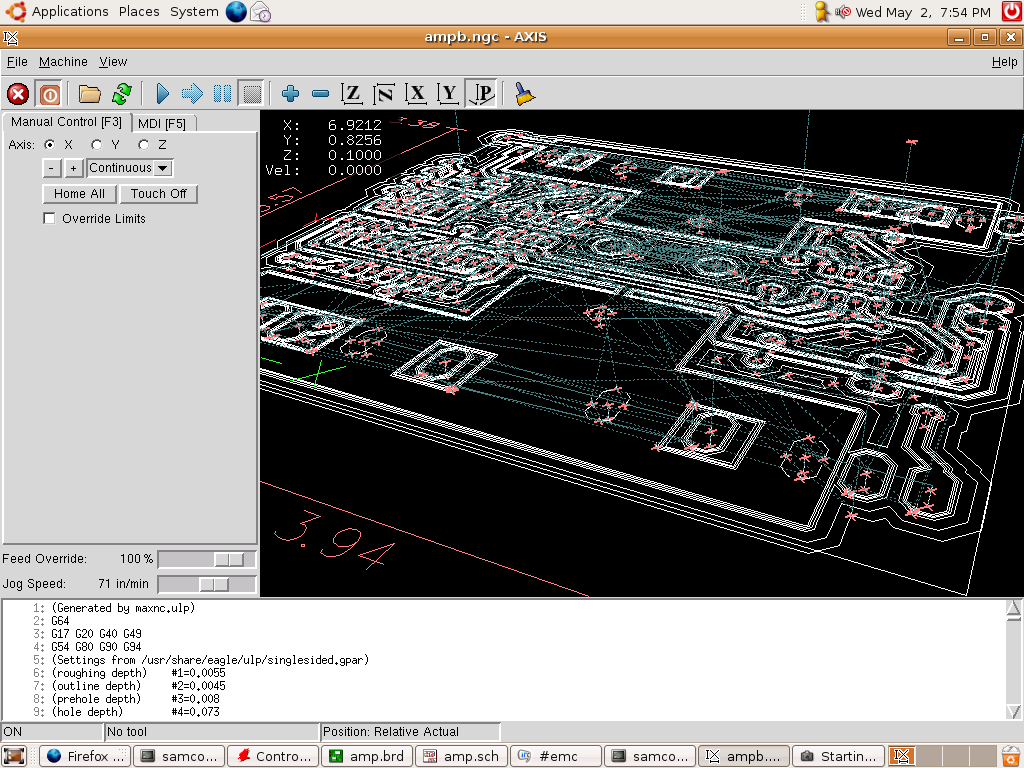
[00:41:32] <skunkworks> cradek: The eagle script is just awsome.
[00:44:01] <CIA-8> 03petev 07TRUNK * 10emc2/configs/boss/boss.hal:
[00:44:01] <CIA-8> -Made axis assignment match machine wiring.
[00:44:02] <CIA-8> -Added A axis to jog wheel.
[00:57:02] <skunkworks> :)
http://www.electronicsam.com/images/gcode.png
[00:57:43] <ohiopctechDOTcom> so what kinda cool stuff you got hidden onthat server electronicsam?
[00:57:48] <ohiopctechDOTcom> ;)
[00:58:05] <skunkworks> nothing really hidden
[00:58:12] <skunkworks> http://www.electronicsam.com/images/
[00:58:18] <skunkworks> everything under that is open
[00:59:17] <ohiopctechDOTcom> stuff you did with the cnc?
[00:59:31] <skunkworks> a little bit of everthing
[00:59:53] <ohiopctechDOTcom> ahh...
[01:00:08] <ohiopctechDOTcom> i had all kinds of nifty hidden gems on my webserver...
[01:00:30] <ohiopctechDOTcom> but.. that box is running emc2 now and my page is on someone else's server :(
[01:01:09] <skunkworks> this is hosted by hasweb - a division of hostdime
[01:01:29] <ohiopctechDOTcom> cradek: i'm going to boot the emc2 box off the live cd now.. and try the touch off thingy
[01:06:12] <skunkworks> ohiopctechDOTcom: how are you going to do that? you need to run trunk. (don't know how that would work booting off the live cd)
[01:07:48] <ohiopctechDOTcom> well uhh.. i need to try something different that what i was working on anyways
[01:07:55] <ohiopctechDOTcom> and i wasn't running on the live cd
[01:08:09] <ohiopctechDOTcom> it's the live cd installed to my box wiht all the updates
[01:09:50] <ohiopctechDOTcom> ...the cd booted and tese\ted it's self as good
[01:24:56] <toastydeath> ffff
[01:31:06] <ohiopctechDOTcom> cradek: it works fine with a live cd
[01:31:19] <ohiopctechDOTcom> so it's possibly something i mucked with that is causing it
[01:31:27] <ohiopctechDOTcom> but i don't know what it would be
[01:31:42] <cradek> wow, I don't know either
[01:32:09] <ohiopctechDOTcom> BTW: axis is the shit...
[01:32:24] <cradek> that's a compliment right?
[01:32:30] <cradek> :-)
[01:32:31] <ohiopctechDOTcom> yes'sir
[01:32:36] <cradek> thank you
[01:32:59] <ohiopctechDOTcom> yw..
[01:33:10] <ohiopctechDOTcom> aka... da bomb
[01:33:15] <ohiopctechDOTcom> ya get it? lol
[01:33:15] <cradek> haha
[01:33:41] <cradek> yes I think I get it
[01:34:07] <cradek> I'm definitely confused by the problem you're having though
[01:34:19] <ohiopctechDOTcom> me also
[01:34:29] <ohiopctechDOTcom> it's a really really useful feature
[01:34:33] <skunkworks> cradek: your eagle script is the bomb ;)
[01:34:50] <cradek> you younguns and your fancy talk!
[01:35:02] <ohiopctechDOTcom> skunkworks: where did this kid learn to code like that?
[01:35:11] <cradek> why, in my day, we didn't talk in code!
[01:35:36] <ohiopctechDOTcom> it's all about throwin off the 50 and keepin the dizzeal on the down low.. right dog?
[01:35:40] <skunkworks> when I started programming - all we had was 1's
[01:35:48] <ohiopctechDOTcom> rofl
[01:35:59] <cradek> AND WE WERE THANKFUL FOR THEM
[01:37:20] <skunkworks> cradek:
http://www.electronicsam.com/images/gcode.png
[01:37:41] <cradek> nice!
[01:37:45] <cradek> I've seen a few of those before
[01:38:34] <cradek> two clearing passes with 1/16th?
[01:38:44] <cradek> that'll look really nice
[01:39:09] <skunkworks> I think 3 - your clearance path starts at the traces I assume
[01:39:36] <cradek> oh right, I thought it was better to cut away as much as possible with the big tool
[01:39:40] <cradek> might save the point on the little one
[01:39:51] <skunkworks> makes sense.
[01:39:52] <cradek> in fact I usually set the end mill a tiny bit deeper than the V tool
[01:40:06] <cradek> so it just cuts air a lot of the time
[01:40:18] <skunkworks> The only thing I see - is it cuts outside of the physical board.
[01:41:06] <skunkworks> not a big deal. I will probably cut the boards to actual size.
[01:41:19] <tomp> halscope remembers the last setup it had. i changed the names of the threads to more readable versions, now halscope wont load saying "halscope: could not find thread: 'THREAD thrd1'", how do i tell halscope to 'forgeddaboudit' ?
[01:41:21] <ohiopctechDOTcom> a cnc engraved plaque for a buddies dirt track late model race car.. in memory of his brother. <- just got a call for that one
[01:43:32] <ohiopctechDOTcom> *more of a dash plate really
[01:43:33] <cradek> tomp: rm .scope_cfg or whatever the file is
[01:43:42] <tomp> cradek: thanks
[01:44:52] <tomp> it be .scope.cfg ;)
[01:44:59] <tomp> dead!
[01:46:08] <ohiopctechDOTcom> if i changed the ini and added desktop shortcuts in my live cd and i install will it thransfer all that when i do the one click install?
[01:46:42] <ohiopctechDOTcom> *no big deal i only had to tweak the par. port pins and the scale
[01:47:01] <ohiopctechDOTcom> *and max velocity
[01:47:22] <ohiopctechDOTcom> ...if only there was a gui for those two things
[01:47:48] <ohiopctechDOTcom> and a reset ".ini" button
[01:48:11] <ohiopctechDOTcom> or reset automagically when the settings are saved
[01:48:29] <ohiopctechDOTcom> would that be a pain in the rear?
[01:48:55] <tomp> cradek: so i killed the file & got "halscope: config file '.scope.cfg' could not be opened" (bangs head)
[01:49:12] <tomp> killed = rm
[01:49:14] <ohiopctechDOTcom> make an empty file named that
[01:49:20] <ohiopctechDOTcom> and make it rw
[01:49:36] <ohiopctechDOTcom> *just an idea
[01:49:37] <SWPadnos> that isn't an error, it's a status message
[01:49:48] <SWPadnos> .scope.cfg will be created when you exit from halscope
[01:50:33] <tomp> but there's no halscope to exit, it didnt run
[01:51:03] <SWPadnos> hmmm
[01:51:14] <tomp> 1st msg = "halscope: could not find thread: 'THREAD thrd1'" 2nd line was "Floating point exception"
[01:51:28] <SWPadnos> ok, floating point exception *is* an error
[01:52:21] <tomp> hokay.... so i didnt ask it divide pi by zero....
[01:52:30] <tomp> ;)
[01:55:17] <tomp> well, i touched an empty .scope.cfg, and now get the "Floating point exception" only, & immediately
[01:55:37] <tomp> i stop realtime & unloadrt all beforehand...
[01:55:52] <ohiopctechDOTcom> is the scope.cfg file in the cvs?
[01:56:16] <cradek> no, it's created when you set up scope channels
[01:56:38] <ohiopctechDOTcom> no recycle bin?
[01:56:46] <tomp> whats the proper way to cleanup after such a mess? ( will look for a raw .scope.cfg but believe it's autogenerated )
[01:57:04] <tomp> right, autognr8d
[01:57:25] <tomp> top
[01:57:31] <tomp> oops ;)
[01:59:50] <tomp> scripts/realtime start; bin/halcmd show shows nada, nobody running
[02:00:12] <tomp> (except halcmd)
[02:01:08] <tomp> how can i/do i need to inspect if anything is stale in shmem?
[02:03:38] <tomp> if i rm the dummy .scope.cfg, i'm back to 'cant open' error... this is why we reboot, we cant find a way out
[02:10:48] <tomp> cradek: i had to manually edit the .scope.cfg and change the thread name to a valid one from the new set of threads , it finally works again
[02:37:44] <toastydeath> i have a question about six axis lathes
[02:37:55] <toastydeath> does the sixth axis refer to the sub spindle, or to a Y axis
[02:39:47] <tomp> i think you can make it what you like in you kinematics, and have no idea if any 'convention' exists for 6 axis lathes
[02:40:10] <tomp> your kinematics
[02:40:36] <toastydeath> i think this particular lathe is referring to an indexable live tool
[02:40:38] <toastydeath> hmm
[02:40:52] <toastydeath> insanity.
[02:41:06] <toastydeath> the mazak website says it actually has seven axes
[02:41:09] <toastydeath> hahaha
[02:41:10] <toastydeath> great
[02:41:24] <tomp> wahh! overheated my l298 waaah! thermal shutdown
[02:41:43] <toastydeath> lol
[02:42:06] <tomp> maybe individual turret posts can move ( like turreted spindles? )
[02:42:30] <toastydeath> instead of a turret
[02:42:34] <toastydeath> it's a mill spindle
[02:42:38] <toastydeath> with a toolchanger
[02:42:49] <toastydeath> the turning toolholders apparently index to 0 degrees
[02:42:56] <toastydeath> it has two of these
[02:43:29] <toastydeath> so the turning tools have 360 degree indexing, Y axis motion, and the main and sub spindles also have 360 degree indexing
[02:44:07] <toastydeath> apparently the toolholders have an additional rotary axis
[02:44:20] <toastydeath> so i think this is like a 10 axis lathe
[02:44:30] <toastydeath> oh mazak, what won't you think of next.
[02:45:53] <ohiopctechDOTcom> that would be a fun post processor
[02:47:07] <toastydeath> i like to know that, if for some reason, i wanted to make a 4 position turret
[02:47:09] <toastydeath> on one toolholder
[02:47:14] <toastydeath> that this lathe will allow me to index it as such
[02:47:54] <tomp> hmmm, not thermal shutdown... need physical scope ( and a bigger workbench )
[02:48:00] <ohiopctechDOTcom> have you seen the entire engine block machined out of a solid block of alum.?
[02:48:07] <toastydeath> yeah, that thing was a
[02:48:08] <toastydeath> +
[02:49:39] <tomp> 4 posn on 1 toolholder , poseidens' trident / prahphut's 4 faces, a helluva tool table entry
[02:50:59] <toastydeath> i wonder if you could use the toolholder indexing as a mechanical linkage
[02:51:02] <toastydeath> for a static tool
[02:51:11] <toastydeath> like, adjusting a box tool or something
[02:51:42] <toastydeath> the possibilities here are blowing my mind
[02:52:16] <ohiopctechDOTcom> what only a cool $million?
[02:52:36] <toastydeath> oh i have no idea
[02:53:04] <ohiopctechDOTcom> yeah the no price listing means.. don't ask i can't afford it
[02:53:16] <tomp> i've made tools physically bump a counter to fake tool life on machines without such, and wire a plc to limit their use accordingly
[02:53:19] <toastydeath> it's on the mazak website
[02:53:24] <toastydeath> they don't list any prices
[03:00:16] <tomp> ( justa thought many computer scope interfaces save numbers rather than pixels, the number sets can be fed back into the scope for viewing or comparison, maybe halscope could do that.)
[03:16:27] <skunkworks> night guys
[03:16:57] <chr0n1c> ok i hooked up my hd and rebooted back into my controller box... the touch off works fine
[03:17:10] <chr0n1c> so something i run screws it up?
[03:21:13] <chr0n1c> **usually only emc2/axis, firefox, gaim (for irc), a stopwatch app, file browser and a text editor
[03:22:10] <chr0n1c> **i have gaim log into my yahoo account also, but i never had an im come through to this box with it.
[03:23:13] <chr0n1c> **the machine is running samba through to my windows box where i draw and create the g-code, then save to the emc2 box
[04:00:57] <CIA-8> 03cradek 07TRUNK * 10emc2/src/hal/utils/scope_disp.c: label the traces
[04:11:01] <CIA-8> 03cradek 07TRUNK * 10emc2/src/hal/utils/scope_disp.c: don't leak these whatever-they-ares
[04:12:23] <ohiopctechDOTcom> ftp://ftp.isd.mel.nist.gov/pub/falco/awms/access.gif
[04:13:51] <tomp> how might i convert differential ttl encoder signals to single ended? using just A and B phases is too noisy ( spurious counts )
[04:14:11] <cradek> a differential receiver
[04:14:15] <cradek> it's a special chip
[04:14:39] <SWPLinux> or just an RS422 receiver chip, I believe
[04:14:43] <SWPLinux> or 485
[04:14:49] <cradek> yeah
[04:15:01] <SWPLinux> special, but not too special
[04:15:05] <tomp> any numbers? ( was that the hp chips? )
[04:15:14] <tomp> 1488's ?
[04:15:27] <tomp> thanks
[04:17:28] <SWPLinux> err - damfino :)
[04:17:41] <SWPLinux> they were probably available at Radio Shack, back when they sold components
[04:17:43] <CIA-8> 03cradek 07TRUNK * 10emc2/src/hal/utils/scope_disp.c: show a few more digits
[04:17:52] <SWPLinux> 10.5?
[04:17:53] <tomp> 26c32
[04:19:05] <SWPLinux> do you have index as well?
[04:20:22] <SWPLinux> nice - Digikey has a single-chip 12-channel receiver
[04:20:44] <SWPLinux> one of those can handle 4 axes with index, and it's $8.76 in single quantity
[04:27:03] <tomp> SWPLinux: no index on this encoder, but i dont have to use all the pins ;), i remember using the hp1488/89 sender/rcvr pairs, but it seems there's (too) many different ones available now ( and the Digikey brick came again today )
[04:27:30] <SWPLinux> heh - I noticed it's more of a cinderblock these days
[04:28:14] <tomp> all tore up , mailman tried to force into farm sized box, gave up, then chucked on porch :)
[04:29:03] <tomp> waah ! i cant hook the encoder up tonight
[05:02:00] <chr0n1c> old tamper-proof equipment = hard to salvage parts from
[05:02:14] <chr0n1c> are 4 wire steppers good for anyhting?
[05:02:23] <chr0n1c> anything*
[05:11:54] <ds2> hmmm
[07:04:17] <Jymmmm> SWPadnos: SWPLinux you awake?
[07:47:02] <Jymmmm> * Jymmmm will take that as a no =)
[11:38:26] <Martin_Lundstrom> Hello everyone
[11:43:06] <anonimasu> hi
[11:50:36] <Martin_Lundstrom> Hi there anonimasu, how did your plasma table work out?
[11:50:37] <Martin_Lundstrom> Dallur: Are you around?
[12:10:08] <Martin_Lundstrom> bbl
[12:47:07] <CIA-8> 03jepler 07TRUNK * 10emc2/src/hal/utils/scope_disp.c: since gtk2 is a requirement now, all this gtk2-only stuff can be enabled instead of conditional
[12:53:38] <CIA-8> 03jepler 07TRUNK * 10emc2/src/hal/utils/scope_disp.c: make value shown in TIP area match the spot where the circle is drawn on the trace
[12:55:55] <skunkworks> make round peg fit round hole? ;)
[12:58:57] <jepler> hi skunkworks how are you today?
[13:00:05] <skunkworks> Good - I finally played with the eagle script you guys did. Really works great.
[13:00:58] <skunkworks> http://www.electronicsam.com/images/gcode.png
[13:02:07] <jepler> now you need to optimize the g-code to get rid of those rapids
[13:02:16] <jepler> (you didn't use this script for the first board you milled?)
[13:03:05] <skunkworks> No - I used a pcb to gcode
http://groups.yahoo.com/group/pcb-gcode/
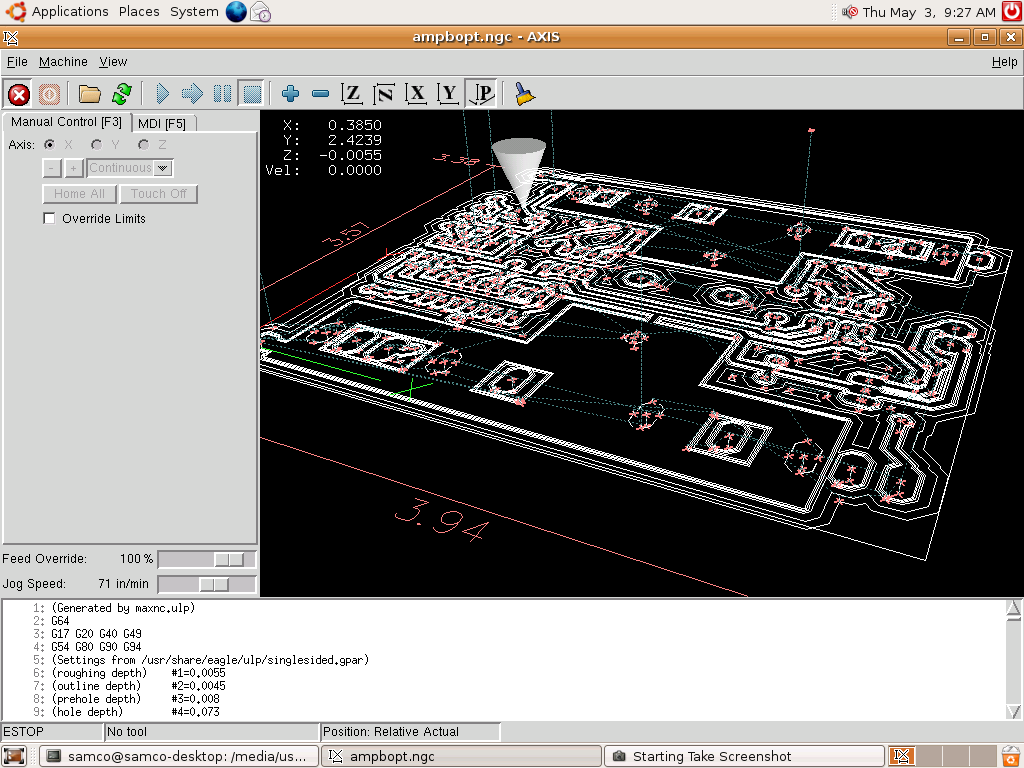
[13:03:12] <jepler> this software takes the output from the eagle gcode script and reorganizes it to reduce the distance in rapid movements:
http://axis.unpy.net/downloads/01103508580
[13:04:14] <skunkworks> Cool - more stuff to play with. How do you run it? thru terminal?
[13:04:44] <jepler> yes
[13:04:59] <jepler> I think you have to compile it first
[13:05:33] <skunkworks> that would be great - the pcb to gcode software was pretty random also.
[13:06:04] <skunkworks> thanks
[13:06:24] <jepler> I think you "sudo python setup.py install" to compile & install it, then run it as "gcode.py < example.ngc > example-opt.ngc"
[13:06:34] <jepler> the README doesn't seem to be too helpful in explaining that part :-P
[13:06:46] <skunkworks> :)
[13:08:51] <skunkworks> damn IE
[13:11:06] <skunkworks> I bet it really speeds it up. I guess I can see in in emc how much time the unsorted and sorted gcode will take ;)
[13:12:53] <jepler> the README is funny -- it must have been from before chris made the improved drivers for his mill'
[13:13:10] <jepler> it says the optimization would have saved an hour if rapids are 10IPM -- what a laughable speed
[13:19:35] <skunkworks> :)
[13:23:08] <CIA-8> 03jmkasunich 07TRUNK * 10emc2/src/hal/utils/scope_disp.c: rename function to match what it actually does, don't pass args that aren't used
[13:24:03] <anonimasu> hehe
[13:24:18] <anonimasu> now friends that's why we need machines capable of 1g
[13:24:38] <anonimasu> minimum ;)
[13:37:43] <skunkworks> logger_emc: bookmark
[13:37:43] <skunkworks> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-05-03.txt
[13:55:53] <Dallur> Martin_Lundstrom: im around now :)
[14:13:57] <skunkworks> jepler: doe gopt.py sound correct?
[14:14:00] <skunkworks> does
[14:14:47] <skunkworks> I did a gopt.py ampb.ngc ampbopt.ngc
[14:15:00] <skunkworks> still running :)
[14:19:21] <SWPadnos> skunkworks, did you forget the < and > ?
[14:19:40] <skunkworks> I need them?
[14:19:42] <skunkworks> oops
[14:19:54] <SWPadnos> it's probably waiting for you to type in some G-code to optimize ;)
[14:20:13] <skunkworks> jeez - that worked
[14:20:39] <SWPadnos> much faster with the redirects :)
[14:23:14] <skunkworks> so not a big improvement - 32.8 to 28.9 minutes. I suppose I have tons of cutting compared to shuttles
[14:23:55] <SWPadnos> that's a 12% savings in time and something near that in machine wear
[14:24:18] <SWPadnos> err - closer to 11% I guess
[14:25:02] <skunkworks> * skunkworks needs to hook up a tool set switch now :)
[14:26:28] <skunkworks> 12 if you round up ;)
[14:30:32] <skunkworks> looks a lot better.
[14:30:33] <skunkworks> http://www.electronicsam.com/images/gcode.png
[14:30:36] <skunkworks> http://www.electronicsam.com/images/gcode1.png
[14:31:04] <SWPadnos> yes it does
[14:31:11] <SWPadnos> I wonder if I should try it on my big G-code file
[14:31:28] <skunkworks> do it - do it
[14:31:41] <SWPadnos> well, it's 21meg, 550000+ lines of code
[14:31:55] <SWPadnos> lots of rapids in there, so it would probably help a lot
[14:32:01] <skunkworks> so? you have a snappy computer
[14:32:04] <skunkworks> :)
[14:32:22] <SWPadnos> I don't know the big O of the optimizer ;)
[14:32:52] <SWPadnos> I suspect it may be N^2
[14:32:54] <jepler> SWPadnos: It's not particularly efficient .. I think it's O(N^3) and also takes lots of memory
[14:33:04] <SWPadnos> how many lines of gcode in that PCB you just did?
[14:33:18] <jepler> your gcode file must also have special comments -- the program doesn't understand gcode, just these comments
[14:33:20] <SWPadnos> jepler, thanks
[14:33:23] <SWPadnos> ah
[14:35:39] <SWPadnos> ok, so if I wanted the computer to spend a lot of time on it, I could just put one block and section header / footer into the file
[14:36:29] <SWPadnos> but I guess it's mostly meant for 2-D routing, not 3-D contouring
[14:36:33] <jepler> a file with one block will either break my program (because it's a corner case I didn't investigate) or go very fast (because the only possible order is optimal)
[14:37:08] <SWPadnos> ah right - it reorders sections, not gcode lines
[14:39:13] <CIA-8> 03jepler 07TRUNK * 10emc2/src/hal/utils/ (scope_disp.c scope_files.c scope_usr.h scope_vert.c):
[14:39:13] <CIA-8> add "AC coupled" display. Click "Offset" and turn on "AC Coupled". Now, the
[14:39:13] <CIA-8> Offset will be (re)set at each redraw so that it is the average of the captured
[14:39:13] <CIA-8> samples. May give weird results with triggering, because the "AC coupling" is
[14:39:13] <CIA-8> only in the display portion, and is unknown to realtime
[14:39:56] <skunkworks> it is about 8500 lines
[14:40:27] <skunkworks> jepler: very nice - wondered about ac coupledd
[14:41:14] <SWPadnos> ok, so if I could insert all those section comments, I'd have ~60x the number of sections, which at O(N^3) would take 216000 times as long to process
[14:42:24] <Martin_Lundstrom> Dallur: Are you still around?
[14:43:12] <jepler> I should take a look at the optimizer and remember how it works -- I might be giving incorrect information
[14:44:20] <Dallur> Martin_Lundstrom: yup, im here, at work though
[14:46:26] <Martin_Lundstrom> Dallur, I will try not to bother you too much then, I will study the config a bit more before questions.
[14:51:29] <jepler> step one uses prim's algorithm the adjacency matrix representation which is O(V^2) according to wikipedia. The resulting minimum spanning tree is traversed in a particular way to give a path no worse than twice length of the optimum "travelling salesman" path. After that, an optimization step is carried out which gets rid of crossing paths. This is O(N^2) for each pass, but the optimization step is repeated until it makes no further improvements.
[14:51:45] <jepler> (N, V are both numbers of vertices)
[14:52:05] <jepler> but I don't have any idea how many times on average the optimization pass will run
[14:58:04] <Jymmmmmmm> * Jymmmmmmm refers SWPadnos to bigO.com
[14:58:22] <SWPadnos> hmmm - I think I'll pass
[14:59:38] <jepler> I seem to recall that running it on 6000-dot stippler files was tolerable but much larger than that and it really started to suck
[15:00:00] <jepler> (that's 6000 blocks in one section)
[15:04:10] <Martin_Lundstrom> Wich is the latest version of EMC avalible threw repository? Mine says 1:2.0.5
[15:04:23] <SWPadnos> 2.1.4, I think
[15:04:43] <SWPadnos> but you have to manually change the repository name (and modify ini files) to upgrade
[15:05:33] <Martin_Lundstrom> SWPadnos, so wich repository shall I use?
[15:05:58] <SWPadnos> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UpdatingTo2.1
[15:07:02] <Martin_Lundstrom> thanks SWPadnos
[15:07:29] <SWPadnos> sure
[15:08:40] <Martin_Lundstrom> Dallur: what version are you running? Do you think it would be possible to use the deb package version for the config?
[15:10:32] <Martin_Lundstrom> Dallur, I guess not!?
[15:11:38] <Martin_Lundstrom> Dallur: maybe you prefere another time to discuss this, since you are working
[15:13:49] <Dallur> Martin_Lundstrom: probably better to catch me at home
[15:16:10] <Martin_Lundstrom> ok, no probs, would it be a good idea if I try to prepare something?
[15:25:09] <Dallur> Martin_Lundstrom: There are a couple of things which are incompatible with the packaged version, but I hope to submit patches real soon, hopefully they will make it into the next version of emc
[15:25:24] <Dallur> Martin_Lundstrom: as to when it will be released,, anyone ?
[15:28:46] <Martin_Lundstrom> Hello lerneaen_hydra, how are you?
[15:29:00] <Jymmmmmmm> 17 years, 23 days, 16 hours, 42 minutes, and 19.3 seconds
[15:29:15] <lerneaen_hydra> Martin_Lundstrom: 'lo there
[15:29:23] <lerneaen_hydra> doin good
[15:29:27] <lerneaen_hydra> and you?
[15:29:43] <Martin_Lundstrom> OK
[15:29:45] <lerneaen_hydra> Jymmmmmmm: would that be the time since you last got some? ;)
[15:30:20] <lerneaen_hydra> soeey, too good a chance to miss
[15:30:34] <lerneaen_hydra> s/soeey/sorry
[15:30:43] <Jymmmmmmm> lerneaen_hydra: Yes, so WHERE'S YOU RALIMONY CHECK AND WHY HAVENT YOU COME TO SEE YOUR BABIES!!!
[15:31:01] <jepler> Dallur: right now there's not much of a schedule regarding 2.1.5 or 2.2.0.
[15:31:28] <lerneaen_hydra> O_o, dude, I seriously doubt I was virile at 3 years old
[15:31:30] <skunkworks> most likely be after the cnc-fest?
[15:31:48] <skunkworks> some time after..
[15:32:00] <Jymmmmmmm> lerneaen_hydra: : If there old enough to crawl, there old enough to ball!
[15:32:02] <jepler> I'd like to see 2.1.5 (bugfix release) before fest
[15:32:21] <lerneaen_hydra> Jymmmmmmm: err. ookay...
[15:32:31] <Jymmmmmmm> LOL
[15:32:47] <lerneaen_hydra> * lerneaen_hydra edges away a bit
[15:32:48] <Jymmmmmmm> One of my humours co-workers sayings
[15:32:54] <lerneaen_hydra> haha
[15:33:01] <jepler> but yeah I doubt 2.2.0 (new features) will be out before fest .. fest is a time where we conceive and begin to implement new features, and if we released 2.2.0 before fest it would make it longer until users would get those features
[15:33:23] <Martin_Lundstrom> Dallur: so if im keen on trying, would you think there is a realistic idea for me to arrange so I can compile (thats no probs for me) and then arrange the stuff I need for the config?
[15:35:35] <Martin_Lundstrom> (to start I would settle for a subset of the functionality)
[15:43:46] <skunkworks> mmmm rigid tapping mmmm
[15:43:51] <skunkworks> :)
[15:44:34] <Dallur> Martin_Lundstrom: Compiling is pretty easy following the guidelines on Wiki
[15:45:04] <Dallur> Martin_Lundstrom: I also created a simulated config, which should help you see how it works for you
[15:45:46] <Dallur> Martin_Lundstrom: But I do want to test it way better before it's used to operate a machine day in day out
[16:01:38] <Jymmmmmmm> I have g0x6 g0x0 m02, how can I repeat that 10 times?
[16:02:48] <jepler> one easy way would be to copy the two "g0" lines 10 times using your favorite text editor
[16:02:58] <Martin_Lundstrom> Dallur: I would like to be a happy tester ;) I have to go now, I hope to catch you later, I will se if the woman will aprove of such ;)
[16:03:15] <Jymmmmmmm> jepler: is there a loop of sorts?
[16:03:30] <SWPadnos> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Oword
[16:04:48] <Jymmmmmmm> copy-n-paste it is!!!
[16:06:11] <Jymmmmmmm> Now, the G0 speed is indepedant out anything on screen within AXIS?
[16:07:09] <jepler> Jymmmmmmm: if you change feed override to less than 100%, G0 moves will be slower
[16:07:13] <cradek> rapid speed is specified in the ini, and is modified (down only) by feed override
[16:08:25] <Jymmmmmmm> ok, cool. Is there a way to pause for a moment after the x0 by chance?
[16:09:08] <cradek> g4 p1
[16:09:14] <Jymmmmmmm> 1ms?
[16:09:26] <cradek> * cradek gently suggests Jymmmmmmm pull up the gcode quick ref
[16:10:38] <cradek> http://linuxcnc.org/docs/2.1/html/gcode.html
[16:11:34] <Jymmmmmmm> is p0.5 ok?
[16:11:40] <cradek> yes
[16:11:44] <Jymmmmmmm> ty
[16:20:42] <Jymmmmmmm> Is the velocity display within axis combind of all axises?
[16:21:04] <jepler> Jymmmmmmm: yes, and it is not a particularly good estimate of the velocity
[16:21:09] <Jymmmmmmm> =)
[16:21:41] <Jymmmmmmm> I have jog speed set to 118ipm, right now, but it doesn't seems that that is right.
[16:22:03] <Jymmmmmmm> it seems the axis is only moving around 40 or 50ipm
[16:22:56] <Jymmmmmmm> Not speaking of the velocity display
[16:23:05] <Jymmmmmmm> but actual speed
[16:23:50] <cradek> check your [TRAJ] limit too
[16:24:16] <Jymmmmmmm> cradek: ah, so AXIS can say one thing, but the ini can still say "no way"
[16:24:36] <Jymmmmmmm> ?
[16:24:44] <cradek> I don't understand
[16:25:21] <jepler> yes, you can configure AXIS so that the jog slider goes way up into unattainable speeds
[16:25:24] <Jymmmmmmm> Even thugh AXIS allowed me to set the jog speed to 118IPM, the REAL speed is limited to what's in the ini?
[16:25:38] <cradek> ah
[16:26:09] <Jymmmmmmm> thanks
[16:27:04] <Dallur> Anyone in the US need TIG power supplies or a plasma welders ? ,
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ih=004&sspagename=STRK%3AMEWA%3AIT&viewitem=&item=140112289740&rd=1&rd=1
[16:27:23] <Dallur> It's a chance but for $500 it's hard to go wrong
[17:52:46] <Jymmmmmmm> jepler: FWIW, I'd be content on it displaying the commanded velocity (in response to: jepler: Jymmmmmmm: yes, and it is not a particularly good estimate of the velocity)
[17:53:54] <ds2> why not add a radar gun to get the actual resultant velocity?
[17:57:11] <skunkworks> stop watch and a ruler.
[17:57:50] <ds2> radar guns are cheap and so much more fun to play with
[18:15:27] <jepler> Jymmmmmmm: neither the commanded nor actual velocities are provided to the GUIs in the "stat buffer", so what AXIS does is estimate the velocity by computing distance(new_position,old_position)/time
[18:16:52] <jepler> Jymmmmmmm: you can get a much better estimate by performing that calculation in HAL, but the window on this IRC client is too small to describe that in detail.
[18:16:57] <jepler> (see core_sim.hal)
[18:20:36] <jepler> has anyone heard of this? It's hard to judge from a screenshot that might be a mock-up anyway, but it looks interesting anyway:
http://juergen-riegel.net/FreeCAD/Docu/index.php?title=Main_Page
[18:21:43] <Jymmmmmmm> jepler: It's all good =) Just sounded like you weren't too pleased with it is all, thought I'd offer my two cents =)
[18:23:49] <Jymmmmmmm> jepler: woohoo it has a deb pkg =)
[18:24:45] <Jymmmmmmm> whoa a windows/mac version too
[18:24:48] <jepler> Jymmmmmmm: let me know what you think -- I can't actually try it out right now
[18:25:09] <Jymmmmmmm> jepler: me neither, my vidocard only has 4mb! lol
[18:25:44] <Jymmmmmmm> I like that it has a CLI
[18:30:34] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/motion/motion.h: make velocity magnitude available to the guis
[18:30:34] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/kinematics/tp.c: make velocity magnitude available to the guis
[18:31:56] <anonimasu> if you see robin_sz tell him im looking for him
[18:32:13] <Jymmmmmmm> anonimasu: will he need a bullet proof vest?
[18:33:16] <anonimasu> no
[18:33:38] <Jymmmmmmm> well, wheres' the fun in that?
[18:45:06] <gene> Hi gfuys, got couple honeydoos out of the way, and ran the emc_install.sh
[18:46:24] <gene> Now trying to configure it, but it keeps telling me the stepgen max velocity is too high, by about a factor of 3 at 44700 steps/sec
[18:46:42] <gene> what did I miss-remember?
[18:50:52] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/motion/ (motion.c mot_priv.h control.c): make velocity magnitude and running line# available to scope/meter
[18:57:45] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/nml_intf/emc_nml.hh: put current_vel through to the stat buffer, and use it instead of the estimate in the AXIS DRO
[18:57:45] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/task/taskintf.cc: put current_vel through to the stat buffer, and use it instead of the estimate in the AXIS DRO
[18:57:45] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/usr_intf/axis/scripts/ (axis.py emctop.py): put current_vel through to the stat buffer, and use it instead of the estimate in the AXIS DRO
[19:11:24] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/motion/control.c: show vel due to free planner when not coordinating
[19:13:22] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/usr_intf/axis/scripts/axis.py: get rid of no-longer-needed code related to old velocity estimate
[19:13:24] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/usr_intf/axis/extensions/emcmodule.cc: get rid of no-longer-needed code related to old velocity estimate
[19:15:47] <SWPadnos> gene: does this help?
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UPDATING
[19:16:29] <SWPadnos> or more likely this:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TweakingSoftwareStepGeneration
[19:20:55] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/motion/motion.c: typo
[19:26:49] <gene> Dunno Steven. Its slowly falling into its old habits, but I'm still getting errors from the stepgen claiming the maxvels are 2-3x too high, and nothing I've done so far has changed the setting the error displays.
[19:27:20] <SWPadnos> if this is an upgrade to 2.1.x, then that's a new feature :)
[19:27:32] <SWPadnos> it now tells you that you're trying to do sometihng that can't be done
[19:27:49] <gene> The machine is moving reasonably well, accels a little slow yet, but we'll get there. This is a brand new, clean install.
[19:28:12] <gene> Using the script to do the install, trhen a reboot
[19:28:16] <SWPadnos> with your old configs, or stock configs?
[19:29:19] <gene> the configs as copied to my home dir, and edited. The old configs I couldn't salvage as I couldn't mount a usb key to store them on, so thats all history
[19:30:27] <SWPadnos> ok. can you paste in the actual error message you get, and also stick your ini file on pastebin?
[19:31:00] <gene> I've been snooping around the wiki, but most of the stepper tuning stuff there is pretty old, still valid, but old.
[19:31:34] <gene> theres two pastebins, which one?
[19:31:48] <SWPadnos> either, as long as you tell me which one you used ;)
[19:32:03] <SWPadnos> usually
http://pastebin.ca works better than
http://pastebin.com
[19:32:04] <jepler> pastebin.ca works better most days
[19:32:21] <gene> lemme see if I can get into pastebin.org, brb
[19:33:51] <gene> looks like it will be the .com version
[19:36:02] <Jymmmmmmm> http://pastebin.ca
[19:36:59] <Jymmmmmmm> Also....
http://cpp.sourceforge.net/
[19:37:05] <Jymmmmmmm> or cpp.sf.net
[19:39:16] <gene> I went thru all the motions at the .com, and it boiunced it back at me, so I'll try the .ca version next
[19:39:38] <Jymmmmmmm> this is running ....
http://cpp.sourceforge.net/
[19:39:44] <Jymmmmmmm> it's a pastebin
[19:43:09] <gene> do I have a tool that I could use to just drag-n-drop that file on the pastebin window?
[19:43:31] <gene> Its about 20 copy/paste ops other wise
[19:43:43] <Jymmmmmmm> If I was to get two encoders, is it possible to "track" theri movemen, then be able to compare that to actual gcode? then (visually maybe) plot them both and see what/where things start to go wrong?
[19:43:52] <Jymmmmmmm> gene: is it one file?
[19:44:00] <gene> tey
[19:44:03] <gene> yes
[19:44:30] <Jymmmmmmm> Open it in an editor, hoit CTRL+A (select all), CTRL+C to copy, CTRL+V to paste
[19:44:36] <Jymmmmmmm> s/hoit/hit/
[19:44:56] <Jymmmmmmm> or are you doing CLI ?
[19:46:18] <gene> http://pastebin.ca/469509
[19:46:37] <gene> gui forever
[19:47:15] <gene> gotta go see if theres any caffiene left, brb
[19:47:22] <Jymmmmmmm> ditto
[19:48:50] <gene> like a yawn, its catching
[19:49:29] <SWPadnos> wow - that is the longest TRAJ or SERVO period I have ever seen
[19:50:04] <SWPadnos> do you have a 1 MHz CPU in that machine?
[19:50:05] <gene> That coul;d be a one too many zero's typu
[19:50:16] <SWPadnos> but it happens twice :)
[19:50:30] <gene> naw, amf athlon, boot says its doing 1600mhz
[19:50:51] <SWPadnos> ok, then change both TRAJ and SERVO periods to 1ms (1000000 ns)
[19:51:01] <SWPadnos> there's no reason to have them any slower than that
[19:51:10] <gene> huh? Lemme look again, ok, brb
[19:51:11] <SWPadnos> (though it won't help the step generation error)
[19:51:26] <SWPadnos> they're 9 and 90 ms right now, unless I've slipped a digit
[19:52:33] <jepler> 1.8 (inches per second) * 32000 (steps per inch) = 57600 steps per second is a very high rate for software step generation, requiring a base-period no bigger than about 8680ns. it looks like emc is correctly warning you that it cannot attain the requested step rate.
[19:54:04] <jepler> read the wiki page that was suggested earlier:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TweakingSoftwareStepGeneration
[19:54:14] <jepler> use the attached spreadsheet to find a step rate you *can* attain
[19:54:19] <jepler> bbl
[19:54:44] <gene> fixed that to .09 and .9 milliseconds, stiil the error, I'll check that page out, thanks
[19:55:28] <gene> Humm, the machine can go faster than 30000ns, but getsz pretty laggy by 20000
[19:55:41] <gene> bbl
[19:56:06] <SWPadnos> 0.09 ms is waaaaay too fast
[19:56:17] <SWPadnos> set them both to 1 ms, and that shuold be the end of that problem
[19:56:49] <SWPadnos> jepler correctly pointed out that the system is correct in telling you that you can't go as fast as you want with software step generation (with the base_period as it is)
[19:59:52] <Jymmmmmmm> damn no coffee =(
[20:00:30] <gene> now we are really in trouble! Letncy test runninmg
[20:00:46] <gene> now we are really in trouble! Latency test running
[20:00:56] <gene> damned fingers
[20:01:09] <Jymmmmmmm> damned fingers
[20:01:58] <gene> hmm, looks like the worst case there is about 15,000, is that reasonable?
[20:03:00] <Jymmmmmmm> Can emc "plot" from using encoder input?
[20:03:13] <Jymmmmmmm> even if it's just recreating the gcode
[20:13:07] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/motion/control.c: fix teleop vel display
[20:19:30] <Jymmmmmmm> Hmmmm, I just heard my Z axis stall =(
[20:21:22] <SWPadnos> Jymmmmmmm, the AXIS plot shows feedback position, I believe
[20:21:34] <SWPadnos> that gets overlaid on the preview plot, which is the exact programmed path
[20:21:58] <cradek> no, it shows commanded position
[20:22:06] <Jymmmmmmm> Oh, so I could edit something and use encoderinstead?
[20:22:29] <SWPadnos> cradek, is that commanded position on the backplot?
[20:22:41] <jepler> SWPadnos: yes, the backplot is commanded position
[20:22:48] <jepler> the DRO can be commanded or actual position
[20:22:49] <SWPadnos> oh - nevermind then :)
[20:36:34] <gene> Ok, a bit of tweaking and I'm getting 28ipm, with the z axis screw whip apparently the limit. But I'm still getting those errors from xy at startup.
[20:37:33] <gene> Do I reduce the traj or the axis default vels for that? not the maxvels but the defaults?
[20:40:34] <gene> just for grins I tried to run the axis logo, way too fast, realtime following error! joint 0 & the machine actually bounced!
[20:45:10] <gene> jog speed can be dialed up to 45 ipm, I need that at about .6 of it, or around 27ipm, which var diddles that?
[20:49:58] <SWPadnos> gene, your X and Y axes have double the resolution of Z, so that's probably why you get the error for X+Y but not Z
[20:50:27] <SWPadnos> You'd need to reduce the axis MAX_VELOCITY for each axis, to match (or be a little lower than) the actual max the machine can do
[20:50:48] <SWPadnos> have you gone through the step generation tweaking page (and spreadsheet)?
[21:09:05] <gene> as best as I understood it. pplaying with the axis logo itself, I now have that running except for a realtime error when I click the GO arrow, but it works just fine after that.
[21:10:08] <SWPadnos> realtime error like "unexpected realtime delay" or realtime error like "stepgen can't do that" ??
[21:10:25] <gene> unexpected realtime delay
[21:11:04] <gene> aqnd then it runs just fine
[21:11:09] <gene> and then it runs just fine
[21:11:55] <SWPadnos> unexpected realtime delay is a relatively bad thing
[21:12:18] <SWPadnos> this install is from the EMC2 liveCD (then updated)?
[21:12:50] <gene> But I do have another concern, the function keys can't control it, they seem to be ignored. No, install from kubuntu live dvd
[21:13:55] <SWPadnos> hmmm
[21:14:33] <gene> and then the emc2-install.sh script was run, then rebooted
[21:14:33] <SWPadnos> you're running the "normal" EMC? ie, not a self-compiled run-in-place copy?
[21:14:39] <gene> yeas
[21:15:00] <gene> supposedly the 2.1.4 release
[21:15:05] <SWPadnos> ok, that should be fine - you're running a realtime kernel then. you may need to disable some things in the BIOS
[21:15:25] <gene> such as?
[21:15:33] <skunkworks> what kind of hardware? on board video? keychain drive plugged in?
[21:16:08] <gene> no, nvidia card, keychain plugged in but not even mounted.
[21:16:12] <SWPadnos> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting#Unexpected_realtime_delay_check_dmesg_for_details
[21:16:31] <SWPadnos> if you're using the accelerated nVidia driver, that could be the cause of the problem
[21:16:40] <SWPadnos> if you're using the open-source nv, it probably isn't
[21:16:42] <cradek> nvidia card: try using the vesa driver, even "nv" causes trouble
[21:16:50] <SWPadnos> I sit corrected
[21:16:51] <skunkworks> see if you get the real time error without the keychain drive plugged in
[21:17:04] <gene> I can paste that, but I expect you've seen those. I think its using the nv driver
[21:17:09] <SWPadnos> bummer - hte APM/ACPI BIOS settings section has no data :(
[21:19:20] <gene> but the nv isn't loaded, fbcon and vga16fb & softcursor, and that looks like trouble.
[21:20:11] <gene> brb, gonna go look at Xorg.o.log
[21:21:18] <cradek> SWPadnos: I added some very short suggestions
[21:21:33] <SWPadnos> heh - ok :)
[21:23:02] <gene> yeah, Xorg.0.log says its nv, but that softcursor still bothers me, should it?
[21:23:02] <gene> FWIW, nv ran just fine before on about a 2.1-HEAD version
[21:23:02] <SWPadnos> err - no, it shouldn't bother you
[21:23:02] <SWPadnos> :)
[21:23:22] <gene> Do I need to lengthen a loop?
[21:24:10] <SWPadnos> are you saying that the cursor (and by extension the system) seems laggy?
[21:24:40] <gene> not really, it feels good
[21:25:08] <SWPadnos> ok, then I'd say your BASE_PERIOD is probably fine
[21:25:16] <gene> running a 23000ns inner right now
[21:25:44] <skunkworks> do you get the error everytime you start emc - or is it random?
[21:25:45] <SWPadnos> that should be OK. 20000 works on my celeron 500 (and I think I've gotten it down to 16000 without crashing)
[21:26:11] <gene> when I start running gcode, like in this case, the axis logo itself
[21:26:18] <Jymmmmmmm> jepler: can I display actual, command and backplot?
[21:26:29] <alex_joni> gene: did you look at the numbers in dmesg?
[21:27:14] <gene> yes, they're indicating a somewhat lenghtened response but its not gross, as in 5x, more like 1.1x normal
[21:27:19] <skunkworks> * skunkworks still thinks gene should unplug his keychain drive.
[21:27:26] <Jymmmmmmm> jepler: well backplot and actual (via encoders)
[21:28:09] <Jymmmmmmm> diesable what you dont use in BIOS.... usb, secondary controller, serial ports, etc
[21:28:10] <gene> I can't reach it without getting stepladder :)
[21:29:26] <alex_joni> gene: try disabling the keyboard
[21:29:27] <skunkworks> sounds like a poor design ;)
[21:29:32] <alex_joni> I bet it will run fine after that
[21:29:52] <alex_joni> oh, and the mouse too while you're at it
[21:29:53] <alex_joni> :D
[21:29:53] <SWPadnos> disable the CPU - that's sure to stop the realtime delays
[21:30:04] <alex_joni> SWPadnos: that will cause one big one
[21:30:18] <SWPadnos> yeah, but it will get rid of the error messages :)
[21:30:23] <alex_joni> I'd rather disable scheduling
[21:30:30] <Jymmmmmmm> Hey RT Tests show ovl max as lower with even secondary controller disabled
[21:30:46] <alex_joni> really?
[21:30:52] <Jymmmmmmm> Yes, really.
[21:30:51] <gene> As a first impression, I'm not too upset, its actually running better than ever. Congratulations guys!
[21:30:53] <alex_joni> did you have anything connected there?
[21:31:08] <alex_joni> gene: the 1.1x is actually an arbitrary numer
[21:31:20] <alex_joni> so reports like yours might help finding a proper value
[21:31:37] <gene> lemme paste from dmesg then
[21:31:39] <Jymmmmmmm> The BUS has to poll those devices, if there's no device to poll, less latency
[21:31:40] <alex_joni> emc1 had something like 150% instead of 10%
[21:32:20] <gene> In recent history there were
[21:32:24] <gene> [ 9523.547802] 126303, 126173, 126739, 144673, and 107900
[21:32:29] <gene> [ 9523.547804] elapsed clocks between calls to the motion controller.
[21:32:29] <gene> [ 9523.547816] This time, there were 132827 which is so anomalously
[21:32:30] <gene> [ 9523.547818] large that it probably signifies a problem with your
[21:32:29] <gene> [ 9523.547820] realtime configuration. For the rest of this run of
[21:32:29] <gene> [ 9523.547821] EMC, this message will be suppressed.
[21:35:26] <SWPadnos> I think EMC1 had 1000% (10x) for a threshold
[21:35:46] <gene> I'll go find some more coffee, the ladder, and get rid of the key, bbl
[21:35:58] <SWPadnos> that's kind of a funny message, since 144673 is > 132827
[21:39:44] <gene> I thought so too. The usbkey is gone now
[21:40:25] <cradek> SWPadnos: the trigger is current sample > (threshold) * [previous N samples]
[21:40:55] <ds2> just yank the damn video card
[21:40:59] <ds2> easier to do in hardware ;)
[21:41:06] <gene> That must have been it, no more error.
[21:41:20] <Jymmmmmmm> USB polling REALLY sucks
[21:41:26] <SWPadnos> ok, so the samples before the ones printed were probably also in the 126000 range
[21:41:53] <cradek> the long one (14) caused a short one (10) and the next relatively-normal one, compared to the short one, triggered
[21:42:33] <cradek> this case looks like it's right on the edge of not being a problem
[21:42:36] <gene> good to know, thanks
[21:43:00] <cradek> it's hard to say exactly what threshold is a problem and what's not
[21:44:41] <gene> At any rate, the axis logo just ran, displaying as much as 23 ipm, a speed record by a good margin for this machine.
[21:44:51] <cradek> great
[21:45:28] <SWPadnos> did you reduce the axis limits? the 1.6 IPS max may be a bit aggressive for that machine ;)
[21:45:29] <CIA-8> 03cradek 07TRUNK * 10emc2/bin/.cvsignore: new binary
[21:45:32] <SWPadnos> (I think it was 1.6)
[21:45:43] <gene> Yup, thats faster by far than I have horsepower in the spindle to actually do :)
[21:45:46] <cradek> wow that sounds fast for a mini mill
[21:46:09] <SWPadnos> that also eliminates the stepgen error messages
[21:46:09] <gene> and the velocities are now down into the .5-.6 territory
[21:46:16] <SWPadnos> ok, much better :)
[21:46:21] <gene> Thats a micromill
[21:46:48] <ds2> can the mill handle the sudden deceleration?
[21:47:02] <SWPadnos> only if you wire-tie it to the bench ;)
[21:48:00] <gene> it seems to be happy with settings of 8.0 and 8.8, my psu is from hell, weighing in at about 30 pounds
[21:48:21] <cradek> haha wire-tie
[21:48:29] <gene> chuckle, one of its jumps moved it about 1/8"!
[21:49:48] <alex_joni> good night all
[21:49:51] <gene> its sitting on a steel kitchen cabinet top, one of the porcelan coated things from yesteryear, probably 65 of them even
[21:49:54] <cradek> night alex
[21:50:11] <gene> good night and thanks for the help
[21:50:33] <alex_joni> gene: I didn't do anything.. as usual
[21:50:40] <SWPadnos> night, Alex
[21:51:10] <gene> thats my specialty these days alex
[21:52:44] <gene> There is a cold front moving through and I'm in summer shorts so I think I'll retreat to the house, unless someone can tell me how to configure the keyboard so the function keys work with emc2 again
[21:53:04] <SWPadnos> do the function keys work in Linux overall?
[21:53:46] <SWPadnos> hmmm. was it kubuntu 6.06 LTS that you installed from?
[21:54:12] <gene> yes I think so, lemme see if I can get a tty shell, no I canb't, and yes 6.06 live dvd.
[21:55:13] <gene> isn't a ctrl-alt-f2 supposed to get a tty shell?
[21:56:00] <SWPadnos> I think it should
[21:56:14] <SWPadnos> is the correct keyboard selected? (in preferences or system setup)
[21:56:39] <gene> deader than the star trek guy.
[21:57:16] <SWPadnos> then I'd say it's not an EMC issue ;)
[21:58:13] <gene> Ok, I'll go ask on the kubuntu list
[21:58:20] <SWPadnos> heh
[21:58:48] <SWPadnos> I'm not sure where the menu item is in KDE, but there should be a control center panel for keyboard configuration
[21:58:53] <ds2> just install a VT100
[21:59:02] <SWPadnos> you could also try killing X, to see if it comes back (ctrl-alt-backspace)
[21:59:42] <gene> yeah, experts and that list are an oxymoron. It does come back, with a new login request.
[22:00:16] <SWPadnos> ok, so log in and see if the F-keys work
[22:00:33] <SWPadnos> err
[22:00:46] <ds2> that xdm replacement thingie is running
[22:00:58] <SWPadnos> KDM?
[22:01:03] <SWPadnos> (or gdm for gnome)
[22:02:28] <gene> well, that was a quick exit, and it didn't restore anything.
[22:02:46] <gene> and the fkeys are still dead.
[22:02:59] <SWPadnos> do you have another keyboard?
[22:03:39] <gene> I'm sstarting to shiver, so I think I'll retire for some food, its dinner time here & I have NDI who's cooking
[22:03:47] <SWPadnos> heh - have fun :)
[22:03:55] <gene> many thanks guys
[22:04:15] <SWPadnos> NP. enjoy dinner
[22:06:25] <Jymmmmmmm> SWPadnos:
[22:06:34] <SWPadnos> yes:
[22:06:45] <Jymmmmmmm> I need to sample from the paraport at 16KHz
[22:06:55] <Jymmmmmmm> is that doable in EMC2?
[22:07:04] <SWPadnos> HAL can do that. do you need EMC as well?
[22:07:10] <Jymmmmmmm> 32KHz to be safe
[22:07:37] <Jymmmmmmm> this is for adding encoders (on the phone with usdigital)
[22:07:57] <Jymmmmmmm> I'd say yes
[22:08:11] <Jymmmmmmm> on the emse part
[22:08:19] <Jymmmmmmm> emc
[22:09:07] <Jymmmmmmm> SWPadnos: Lets say yes in the EMC part
[22:10:52] <SWPadnos> well, EMC can't sample the parallel port at all. but some of the HAL components can
[22:11:28] <SWPadnos> if you want feedback (or a DRO) for your system, then you need a base period of 30000 or so (to get the 32 KHz sample rate)
[22:11:49] <SWPadnos> that'll give you roughly 16000 counts/second (8000-10000 would be safer)
[22:12:22] <SWPadnos> all you need to do is connect the parport pins to the software encoder counter HAL module
[22:13:03] <Jymmmmmmm> MY Base PERIOD right now is 17000
[22:13:38] <Jymmmmmmm> So the quadrature encoders can work on my system?
[22:13:43] <SWPadnos> sure
[22:14:22] <Jymmmmmmm> He's saying minimum of 16KHz, safe bet being 32KHz
[22:14:23] <SWPadnos> a 17 microsecond period gives ~60 KHz samples, or 15-20Kcounts/second (to be safe, max limit of ~30k counts)
[22:14:42] <SWPadnos> it all depends on how fast you want to spin the encoder
[22:14:54] <SWPadnos> if you only want to go 1 RPM, then you can count very slowly
[22:16:16] <Jymmmmmmm> Well I told him max of 120IPM and I'm running input scale of 16000
[22:17:13] <Jymmmmmmm> 17120 base period
[22:17:15] <SWPadnos> that's a bit fast for software counting
[22:17:24] <SWPadnos> the 120 IPM/16000 scale
[22:17:35] <Jymmmmmmm> well, I cna slow it down to 80IPM
[22:17:37] <SWPadnos> do you need the encoders to be the exact same resolution as the steppers?
[22:18:05] <SWPadnos> also, are you planning on putting the encoders on the motors, or on the screws?
[22:18:20] <Jymmmmmmm> the encoders were looking at are 2000, thats in case I buy geckos that do 10microstepping, xylotex does 8
[22:18:28] <Jymmmmmmm> the motors
[22:19:20] <SWPadnos> he encoder resolution versus stepper resolution is irrelevant. there's no control system that can use both at the moment
[22:19:23] <SWPadnos> s/he/the/
[22:40:34] <ds2> Hmmmm ~$70 AVR32 boards are real
[22:43:11] <Jymmmmmmm> are real what?
[22:48:42] <SWPadnos> real cheap
[22:49:12] <anonimasu> Jymmmmmmm: why are you so bent on using encoders to cure another problem?
[22:50:53] <anonimasu> Jymmmmmmm: I think you should try borrowing a gecko off someone, and trying it on your most problematic axis..
[23:37:02] <Jymmmmmmm> anonimasu: The encoders are not to core/control anything at all.... The intent is to collect data so I can determine when/where/what is happening when it does stall. I can't fix the problem, if I can't repeat it.
[23:37:16] <Jymmmmmmm> s/core/cure/
[23:37:50] <Jymmmmmmm> SWPadnos: ah, gotcha
[23:38:35] <Jymmmmmmm> anonimasu: My z never stalled, till today when I was running cds.ngc and I couldn't repeat it out of 4 times
[23:40:10] <Jymmmmmmm> The machines has been on for 4 hours to get it up to operating temperature too
[23:41:59] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/motion/control.c: send free and teleop vels to the gui too
[23:43:47] <Jymmmmmmm> Can I change the latout a bit in AXIS? there's a lot of whitespace on the gcode readout and a lot of greyspaceabove the feedoverride
[23:43:52] <Jymmmmmmm> layout
[23:45:00] <cradek> do you mean can you, or can you easily?
[23:45:16] <Jymmmmmmm> both
[23:45:21] <cradek> yes, no
[23:45:59] <Jymmmmmmm> k. my biggest thing would be what I changed would get overwritten at the next upgrade.
[23:46:22] <cradek> yep if you are using packages, it will
[23:46:42] <SWPLinux> also, there may be some things that aren't visible in your setup, but would be on others, like spindle override ...
[23:46:57] <cradek> yes if you hook up more things in hal, you get more widgets to control them
[23:53:31] <CIA-8> 03cradek 07TRUNK * 10emc2/src/.cvsignore: ignore
[23:56:07] <CIA-8> 03cradek 07TRUNK * 10emc2/configs/sim/.cvsignore: ignore
{kind=link}
{kind=link}