Back
[01:19:55] <skunkworks> # DO NOT EDIT THIS FILE !
[01:19:55] <skunkworks> #
[01:19:55] <skunkworks> # ../scripts/rtapi.conf.
[01:19:59] <skunkworks> I feel dirty
[01:20:55] <cradek> shame shame
[01:36:39] <skunkworks> I have a question - how come I get a latency error when I run the rip and not when I run the install? Is rip's rtapi.conf in a different location?
[01:42:04] <skunkworks> hmm - rip doesn't load rtai_smi - installed does.
[01:52:18] <cradek> skunkworks: rip/scripts/rtapi.conf
[01:52:48] <cradek> skunkworks: it's a feature that they're separate!
[01:56:08] <skunkworks> I found it - edited the rtapi.conf.in file and did a make.. Now I get another error.
[01:56:20] <skunkworks> May be a bit over my head ;)
[01:56:36] <cradek> soubt that
[01:56:39] <cradek> doubt that
[01:57:33] <skunkworks> I have to do a /home/samco/emc2-head1/bin/emc_module_helper insert /path/to/module.ext ??
[01:57:53] <skunkworks> something like
[01:58:07] <cradek> how do you do it when installed? it should be the same
[01:58:51] <cradek> * cradek is fixing a 150 year old watch!
[01:59:01] <skunkworks> WOW - that is cool
[01:59:26] <cradek> it's a nice watch - I even wear it sometimes
[01:59:54] <cradek> well 136 yr (1871)
[02:01:07] <skunkworks> The install I edited the /etc/emc2/rtapi.conf and added the rtai_smi.ko to the magma modules.
[02:01:24] <skunkworks> cradek: What does fixing the watch involve?
[02:02:09] <cradek> take a piece of brass, remove everything that doesn't look like the part you want, insert
[02:03:01] <cradek> but that makes this repair sound harder than it is - it lost a certain tapered brass pin
[02:03:33] <skunkworks> do you have to do it by hand - or can you cnc it? ;)
[02:03:48] <skunkworks> some sort of code of the watch keepers?
[02:03:51] <cradek> by hand - large diameter is about .010"
[02:07:01] <cradek> did you figure out the script?
[02:07:35] <skunkworks> I did this - /home/samco/emc2-head1/bin/emc_module_helper insert /usr/realtime-2.6.15-magma/modules/rtai_smi.ko and still no go.
[02:07:46] <skunkworks> I may be just winging it now.
[02:09:10] <cradek> is that what you usually do in rtapi.conf?
[02:10:05] <cradek> oh I see it on that wiki page
[02:10:14] <cradek> can't you make the same change to rtapi.conf.in as the wiki page says?
[02:11:10] <skunkworks> No - I must have done it for the rip - but alex must have helped me. It is working for the installed emc2 - which is done iirc exactly as the wiki states.
[02:11:11] <skunkworks> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?FixingDapperSMIIssues
[02:11:13] <skunkworks> that?
[02:11:50] <cradek> yes that
[02:11:53] <chr0n1c> yo!
[02:12:05] <chr0n1c> i got my hobby cnc kit in the mail today
[02:12:27] <chr0n1c> it's soldered up to the point where i need to test it before i solder the amp chips in
[02:12:37] <chr0n1c> woohoo!
[02:12:41] <skunkworks> this is what I added to the rtapi.conf.in
[02:12:42] <skunkworks> MODULES="adeos rtai_hal rtai_ksched rtai_fifos rtai_shm rtai_sem rtai_math rtai_smi"
[02:12:42] <skunkworks> RTAI=@RTAI@
[02:12:42] <skunkworks> MODPATH_adeos=@MODPATH_adeos@
[02:12:42] <skunkworks> MODPATH_rtai_smi=@MODPATH_rtai_smi@
[02:12:49] <skunkworks> than did a make.
[02:13:14] <cradek> chr0n1c: sockets!!
[02:13:22] <chr0n1c> sockets?
[02:13:30] <chr0n1c> for the amp chips?
[02:13:34] <cradek> yeah if you can
[02:13:40] <cradek> skunkworks: does it end up wrong then?
[02:13:46] <chr0n1c> hmm.. that's a darn good idea
[02:14:04] <skunkworks> this is the error
[02:14:06] <skunkworks> http://www.pastebin.ca/447493
[02:14:42] <chr0n1c> i been showing off my machine to people when they stop by to visit.. and everyone says emc is FCUKING AWESOME... lol
[02:14:48] <chr0n1c> thought i'd mention it
[02:14:54] <cradek> cool!
[02:15:11] <skunkworks> chr0n1c: it is cool :)
[02:15:16] <cradek> skunkworks: @MODPATH_rtai_smi@ isn't getting substituted
[02:15:18] <chr0n1c> yes, it is...
[02:15:51] <cradek> skunkworks: just change it to the final form instead of hoping for @...@ substitution
[02:16:50] <chr0n1c> anyone like bluegrass music? i made some mp3s of my boss' album for him and i'm hosting them on my site so he can get to them...
http://noth1ng.com/rdbragg/ if anyone wants to hear some down in the holler music!
[02:17:10] <chr0n1c> heck i like it and i listen to rap and stuff most of the time
[02:17:21] <chr0n1c> uhh, ok, that was a little off topic...
[02:17:33] <skunkworks> cradek: MODPATH_rtai_smi=/usr/realtime-2.6.15-magma/modules/rtai_smi.ko
[02:17:38] <skunkworks> like that?
[02:17:52] <cradek> skunkworks: yes that'll do it, put that in rtapi.conf.in
[02:17:57] <skunkworks> ok
[02:17:59] <cradek> and leave the above line how you have it
[02:19:25] <skunkworks> That works :) thanks
[02:19:52] <chr0n1c> sooo.. what are we compiling.. (yes i'm nosey...)
[02:20:00] <skunkworks> samco@samco-desktop:~$ lsmod | grep rtai
[02:20:00] <skunkworks> rtai_smi 2444 0
[02:20:18] <skunkworks> making my intel motherboard portable work with realtime :)
[02:20:34] <chr0n1c> sweet
[02:21:05] <skunkworks> you can read about it here
[02:21:05] <skunkworks> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?FixingDapperSMIIssues
[02:21:23] <chr0n1c> i was wondering.. if i wanted to turn off the bittorrent client and printing stuff... to maybe make my machine runa lil faster under ubuntu.. do i need to recompile the kernel?
[02:21:30] <skunkworks> I should add how to do the rip setup huh ;)
[02:23:06] <chr0n1c> i jsut noticed it load a buncha junk i don't need in the bootup sequence.. or would that be in my init/rc files?
[02:23:52] <skunkworks> * skunkworks isn't a linux person...
[02:25:19] <chr0n1c> me neither.. i managed to set-up two web/mail servers and emc.. and yesterday i compiled gcam on my emc box..
[02:25:29] <chr0n1c> thank goodness for how-to's
[02:25:46] <chr0n1c> first compiling i ever did
[02:25:52] <Chris_sub_1> * Chris_sub_1 turned M5I20 outputs on and off using HAL cmds. Progress... :)
[02:27:54] <chr0n1c> when i get the hobby cnc board tested and wired up.. will i need to use a different post in my cam proggies?
[02:28:08] <chr0n1c> i mean with the extra A axis...
[02:28:21] <chr0n1c> i guess i need to start reading up on that
[02:31:52] <skunkworks> cradek:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?FixingDapperSMIIssues
[02:31:52] <skunkworks> look ok?
[02:32:00] <skunkworks> I added to the bottom
[02:32:52] <cradek> great
[02:35:51] <skunkworks> don't know what I did - but got this error running the splash screen - can't do that (EMC_TASK_PLAN_RUN) in auto mode with the interpreter waiting
[02:47:24] <skunkworks> cradek: how do you get the wiki to display \
[02:48:35] <cradek> try \\ or \\\\
[02:50:06] <skunkworks> \\ worked - thanks
[03:02:05] <chr0n1c> hmmm should i go ahead and power this board up and test it.. i'd hate to let the magic smoke out :|
[03:04:08] <Jymmm> wuss
[03:04:43] <Jymmm> if you let it out, just keep a fire extinuisher handy to fill it back up with
[03:07:24] <chr0n1c> ha
[03:11:36] <jmkasunich> chr0n1c: do you have a current limited power supply available for testing?
[03:14:08] <chr0n1c> all i have is atx power supplies atm
[03:14:21] <chr0n1c> i am going to have to build a good one or buy a good one
[03:15:04] <chr0n1c> i was going to use the 12v from an atx supply till i come up with something better
[03:15:30] <chr0n1c> what about a bench supply from.. parts express?
[03:15:38] <chr0n1c> they are right down the road from me i could go at lunch
[03:15:52] <chr0n1c> i was thinkin about doing that
[03:16:28] <jmkasunich> a nice bench supply is always nice to have...
[03:16:35] <jmkasunich> although I doubt they're cheap
[03:16:51] <chr0n1c> holy crap i went to radio shack the other day... speaking of parts stores... all the sell now is ipods and cell phones...
[03:16:59] <chr0n1c> they didn't even have a null modem cable
[03:17:01] <chr0n1c> GEEZ!
[03:17:12] <chr0n1c> office depot didn't have one either
[03:17:17] <jmkasunich> ATX supply tho... thats scary - I bet it can deliver 20A on a 12V rail, not good for finding the bugs in a brand new project
[03:17:22] <chr0n1c> i had to order them from compusa's website
[03:17:33] <chr0n1c> compusa didn't have them in the store
[03:18:05] <chr0n1c> what's the world coming to when you can't even buy a null modem cable from a parts store
[03:18:19] <jmkasunich> its not a parts store anymore
[03:18:24] <jmkasunich> its for consumers, not builders
[03:18:36] <jmkasunich> builders bad, everybody is supposed to be a consumer now
[03:18:41] <jmkasunich> didn't you get the memo?
[03:19:10] <jmkasunich> not as expensive as I feared, but still not cheap:
http://www.powersupplydepot.com/productview.asp?product=9303+PS
[03:19:18] <chr0n1c> ya.. i coulda made the cable i needed with stuff from radio shack.. start with a reg serial cable.. add a 25-9 pin adapter, add a gender changer, and two null modem adapters.. it woulda cost like 70 bux.. i added it up in the store lol
[03:19:30] <chr0n1c> i didn't get that memo
[03:19:52] <cradek> I got the memo
[03:19:56] <jmkasunich> how much current is the board you just built supposed to draw?
[03:20:20] <chr0n1c> my memo said "FTW! do whatever the hell you want as long as it's not on mtv..."
[03:20:56] <chr0n1c> hmmm
[03:21:05] <skunkworks> one of our ratshacks has parts - the other one doesn't. wouldn't you know the one that has componants is the one furthest away?
[03:21:16] <chr0n1c> .5 to 3 a per phase
[03:21:58] <chr0n1c> i think we should all stockpile all the resistors and component parts possible.. then start a ratshack clone chain.. one tha treally sells parts
[03:22:29] <chr0n1c> so for 4 axis.. i'll need 12 amps?
[03:22:35] <skunkworks> time for bed. Night
[03:22:36] <jmkasunich> a cheap way to get past the smoke test step: get an automotive tail-light bulb (or even borrow one from your car) and put it in series with that ATX supply... its cold resistance is probably around an ohm or so, but if you have a short or other major problem, it will heat up and limit current to an amp or two
[03:22:37] <chr0n1c> sound right?
[03:23:04] <jmkasunich> re: current - not if its a chopper drive
[03:23:08] <chr0n1c> well, the instructions say to test it before i solder the amps in
[03:23:11] <chr0n1c> so i should be okay...
[03:23:30] <chr0n1c> it's a hobby cnc 4axis choppe
[03:23:31] <chr0n1c> r
[03:23:34] <chr0n1c> chopper
[03:23:36] <eric_u> http://www.sparkfun.com/commerce/categories.php?cPath=46_28
[03:23:57] <eric_u> I have the triple output, it works fine for $160
[03:24:35] <chr0n1c> the parts express sells a similar line of power supplies.. and they are local in ohio...
[03:24:46] <chr0n1c> i was scopin them out on thier website...
[03:25:27] <jmkasunich> I think I was mixing you up with somebody else - you aren't the guy who's on a student budget are you?
[03:25:42] <chr0n1c> i'm on a baller's budget ;)
[03:25:44] <jmkasunich> (he wouldn't be looking at $100+ power supplies)
[03:25:52] <chr0n1c> single.. full time job.. and other investments.. lol
[03:25:53] <eric_u> have you looked at Midwest Surplus in Fairborn?
[03:25:58] <eric_u> great store
[03:26:14] <chr0n1c> no.. i haven't heard of them
[03:26:29] <eric_u> you're in Dayton or nearby?
[03:26:29] <chr0n1c> i love mendelson's.. it's right down the road from here
[03:26:33] <chr0n1c> yes dayton
[03:26:55] <cradek> I liked "Fair radio" when I went through OH
[03:26:59] <eric_u> http://www.midwestsurplus.net/ worth the trip out rte. 4
[03:27:11] <eric_u> fair radio is nice
[03:27:16] <cradek> noted! thanks
[03:27:19] <chr0n1c> mendelson's .. for anyone wh has never heard of it.. is a 4 or 5 story wahrehouse full of every electronic gadget you could ever want or need to take a part out of
[03:27:19] <cradek> I'll be going through again soon I think
[03:27:37] <eric_u> I spent lots of time in mendlesons, but they think everything is worth too much
[03:27:53] <jmkasunich> bah - wrong end of ohio...
[03:27:57] <chr0n1c> yeah.. it's good for finding odd capacitors and crazy switches
[03:28:06] <chr0n1c> and a great place to find elcosure boxes
[03:28:14] <chr0n1c> enclosure*
[03:28:36] <chr0n1c> uhh.. i think my spelling brain turned off today
[03:28:42] <eric_u> mine too
[03:28:48] <cradek> eric_u: meci.com?
[03:29:33] <eric_u> mendelson's and meci.com and parts express are the same people
[03:29:35] <chr0n1c> i bookmarked midwest surplus...
[03:29:42] <chr0n1c> will check into them more later
[03:29:43] <chr0n1c> ty
[03:30:16] <eric_u> best thing about Mendelsons is the elevator
[03:30:29] <cradek> I bet I was at mendelson's
[03:30:30] <chr0n1c> mendelsons=junk, parts express=audio gear, meci=components i think
[03:30:35] <chr0n1c> but yeah it's all the same people
[03:30:43] <cradek> as you go higher does the stuff get junkier until it's all old desks and crap?
[03:30:52] <chr0n1c> yeah thats it cradek
[03:30:57] <cradek> haha yep I was there
[03:30:58] <chr0n1c> sweet you been there
[03:31:02] <eric_u> isn't it the other way around?
[03:31:13] <chr0n1c> i have to take a candy bar with me or a sack lunch when i go there.. lol
[03:31:37] <eric_u> my mother went there once and bought a 2" bolt and nut
[03:31:43] <chr0n1c> geesh
[03:31:43] <eric_u> it was huge
[03:31:48] <chr0n1c> prolly cost a fortune
[03:31:56] <eric_u> yeah, about $!0
[03:32:01] <chr0n1c> hmm
[03:32:02] <chr0n1c> lol
[03:32:13] <eric_u> replace the ! with your guess
[03:32:21] <chr0n1c> 1?
[03:32:25] <eric_u> I think it was about 20
[03:32:50] <eric_u> they were charging $1 a pound back then
[03:32:52] <chr0n1c> what in the world would you ever need a two inch bolt for if you wern't building a bulldozer?
[03:32:56] <eric_u> doorstop
[03:33:00] <chr0n1c> ahhhh
[03:33:02] <chr0n1c> creative
[03:33:31] <chr0n1c> oh yeah.. i used to make parts for buldozers.. at least i think they were.. for linkbelt...
[03:33:42] <chr0n1c> out of a514 plate...
[03:33:50] <chr0n1c> tough steel there
[03:33:55] <eric_u> she also got an exit sign for some guy who was leading a caving group and couldn't find his way out of the cave
[03:34:02] <chr0n1c> haha
[03:34:17] <chr0n1c> i got an old exit sign here in my basement lol, i got it from dumpster diving
[03:34:18] <chr0n1c> :D
[03:34:38] <eric_u> I think mendelsons sold her the sign for $1
[03:35:00] <chr0n1c> i got part of the aluminum angle for my mini cnc mill out of a dumpster too.. it was good as new... 36 inches long
[03:35:33] <chr0n1c> and.. i got the jigsaw i been cutting the parts off the barstock for the mill out of a dumpster.. good as new...
[03:35:54] <chr0n1c> i love dumpster diving! and mendelsons.. and emc of course
[03:36:18] <eric_u> too bad mendelsons is almost out of that belden infinity wire, that is good stuff
[03:36:29] <eric_u> they have 3 conductor and 61 conductor left
[03:36:56] <chr0n1c> speaking of.. should i change my motor wiring from cat5 to something bigger gauge?
[03:37:06] <eric_u> yes, and stranded
[03:37:33] <chr0n1c> ok.. i figured i would need to eventually...
[03:37:46] <chr0n1c> it works great for now
[03:37:59] <chr0n1c> i pictured it melting though at somepoint
[03:38:43] <eric_u> probably not, but it will break, and that often causes your driver to fail
[03:39:00] <eric_u> search for ampacity and check your guage
[03:39:30] <chr0n1c> yeah, i was reading thepaperwork for this new driver and it ssays that disconnecting a motor while they are on will ruin the amp
[03:40:03] <chr0n1c> cat5 is like 18 or 22 gauge i think right?
[03:40:10] <eric_u> stranded 18 gage probably enough
[03:40:19] <eric_u> no, it's much smaller than 18
[03:40:24] <eric_u> 24?
[03:40:28] <chr0n1c> ...oh and my z-axis cable.. which is an old ps2 controller cable... is really tiny
[03:40:44] <chr0n1c> but it's stranded
[03:40:54] <chr0n1c> that one may actually melt ...
[03:41:00] <eric_u> it might
[03:41:20] <chr0n1c> it has the same amount of wires as cat5 though
[03:41:28] <eric_u> the more strands, the more bending you can get out of it
[03:41:46] <chr0n1c> right now they are just laying on my desk.. in a straight run...
[03:41:51] <chr0n1c> not moving much
[03:45:57] <chr0n1c> ok.. i jsut found a generic fanuc 4 axis post for mastercam.. woohoo
[03:46:03] <chr0n1c> there is a 5 axis also
[04:09:11] <CIA-19> 03jmkasunich 07TRUNK * 10emc2/src/hal/components/toggle.comp: new component, 'toggle', lets a single button be used for 'push-on, push-off'
[04:20:31] <jmkasunich> and on that note... goodnight all
[04:23:55] <chr0n1c> later yo
[04:49:00] <chr0n1c> i took some pics of my progress on the hobby cnc board.. and some other general pics of the machine. i'm linking to them from the bottom of my cnc page at ohiopcech.com as soon as they finish uploading...
[04:49:11] <chr0n1c> actually i took 70 pics...
[04:49:16] <chr0n1c> and deleted about 25
[04:59:51] <chr0n1c> peace out homies
[12:27:49] <skunkworks> cradek: looks like you did find the bug yesterday :)
[12:54:32] <alex_joni> http://www.cnn.com/2007/WORLD/europe/04/19/romania.suspend.reut/index.html
[12:56:19] <skunkworks> alex_joni: is that good?
[12:56:30] <alex_joni> skunkworks: actually no
[12:56:38] <skunkworks> I was wondering
[12:56:56] <alex_joni> getting a president suspended is seldom good
[12:57:06] <alex_joni> but in this case it's just the opposite
[13:02:07] <skunkworks> we don't have that problem over here ;)
[13:04:16] <skunkworks> this conversation isn't getting monitored - Is it? ;)
[13:08:32] <alex_joni> only a bit :P
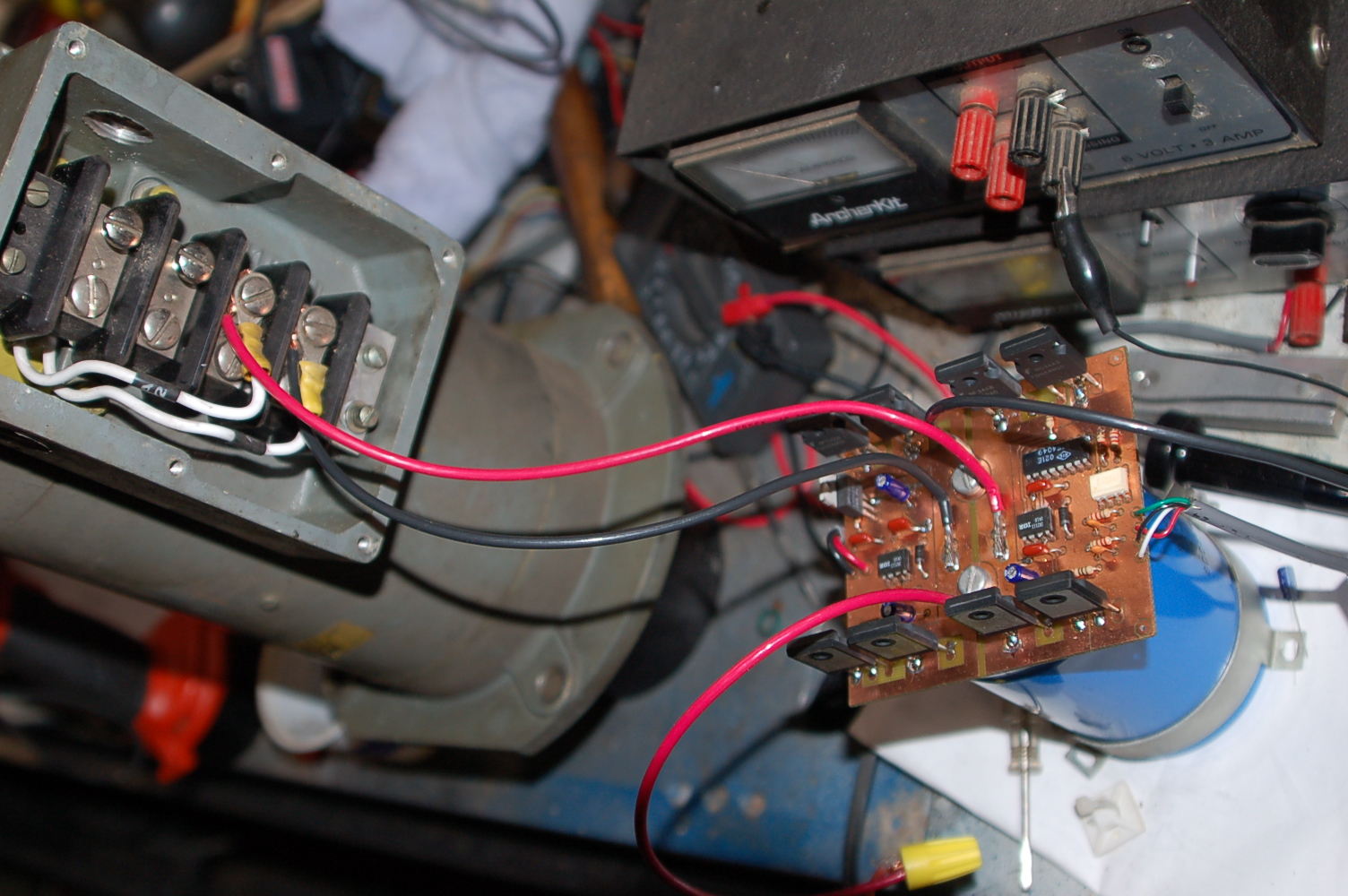
[13:08:32] <alex_joni> skunkworks: can you paste the link to your HBridge?
[13:09:26] <skunkworks> what do you want? picture?
[13:09:55] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/mess.JPG
[13:09:55] <alex_joni> I think you had a dir
[13:10:03] <alex_joni> with pics, schem & such
[13:10:15] <alex_joni> * alex_joni just had a great idea
[13:10:25] <alex_joni> skunkworks: feel like doing something? :D
[13:10:28] <skunkworks> servostart is the dir - under that has the schematic directory.
[13:10:45] <skunkworks> Sure - If I can.
[13:11:07] <alex_joni> skunkworks: how about we (you) write a nice paper on simple servocontrol from emc using the parport
[13:11:18] <alex_joni> it would be good as a technical article on linuxcnc.org
[13:11:36] <alex_joni> some nice pics, a bit of description (pwm out the parport, encoder feedback back in), etc
[13:11:50] <skunkworks> Sure - I kinda did most of it on cnczone.
[13:12:05] <alex_joni> skunkworks: see.. there you go
[13:12:27] <skunkworks> http://www.cnczone.com/forums/showthread.php?t=25929
[13:12:34] <skunkworks> I would just have to clean it up a bit.
[13:14:03] <alex_joni> skunkworks: would you? ;;)
[13:14:37] <skunkworks> Sure - but it will probably be this weekend depending on work here.
[13:14:50] <alex_joni> yeah, sure.. it can wait :)
[13:16:20] <skunkworks> alex_joni: on the wiki?
[13:17:30] <skunkworks> * skunkworks can do the wiki ;)
[13:17:56] <alex_joni> skunkworks: yeah, do it on the wiki.. and I'll put it on linuxcnc.org later
[13:39:59] <skunkworks> who would someone email with userlist problems?
[13:44:23] <skunkworks> cradek: do you check this email often? cradek at users.sourceforge.net
[13:53:11] <alex_joni> skunkworks: what kind of problems?
[13:53:24] <cradek> when alex recently tried to help someone, sf said the user with the trouble should file a support ticket
[13:53:54] <alex_joni> skunkworks: yeah, but prepare to be disappointed..
[13:54:48] <skunkworks> http://www.cnczone.com/forums/showthread.php?t=36229
[13:56:13] <alex_joni> http://sourceforge.net/mail/?group_id=6744
[13:56:25] <alex_joni> there's the information he's after
[13:56:32] <alex_joni> he can unsubscribe from there
[13:56:54] <alex_joni> as for helping him, it would be better if we knew why his email bounces
[13:57:04] <alex_joni> or at least he should include the SF user name
[13:57:26] <cradek> the appropriate link is on the bottom of EVERY MESSAGE
[13:57:38] <alex_joni> that TOO
[13:57:40] <alex_joni> :P
[13:58:10] <skunkworks> Yah. but he is a bit vauge - saying that it bounces but he wants to unsubscribe.. odd
[13:58:41] <cradek> reading the bounce message will usually tell you the problem too
[13:58:56] <cradek> the problem is probably "you aren't subscribed"
[14:00:14] <alex_joni> or he's subscribed with a different address
[14:00:21] <cradek> right that's the usual problem
[14:07:32] <skunkworks> cradek: kinda does look like you found the bug michal was having :) nice
[14:09:14] <cradek> I don't know - they both still said they get the error on the line before the run-from
[14:10:43] <cradek> (but I do think it's their bug)
[14:11:18] <skunkworks> how is alex coming with the fix? ;)
[14:11:23] <cradek> I haven't heard yet
[14:11:34] <cradek> I do know he's very brave and smart though
[14:11:44] <skunkworks> He is.
[14:12:02] <skunkworks> http://www.cnczone.com/forums/showpost.php?p=287609&postcount=30
[14:12:35] <skunkworks> :)
[14:13:12] <cradek> you're very generous :-)
[14:13:36] <cradek> you're coming to workshop again right?
[14:14:08] <alex_joni> cradek: haha
[14:14:08] <alex_joni> :P
[14:14:11] <skunkworks> yes. Probably friday,sat and sunday.
[14:14:41] <cradek> at the end?
[14:14:46] <skunkworks> yes
[14:14:52] <cradek> cool
[14:15:11] <alex_joni> * alex_joni suddenly feels sad
[14:15:35] <cradek> heck
[14:15:50] <skunkworks> same as last year. I would like to come the whole week - but that is still up in the air. Plus I don't know if you guys would like the same person looking over your shoulders for a whole week ;)
[14:15:59] <cradek> maybe next year alex?
[14:16:01] <anonimasu> hehe
[14:16:36] <cradek> skunkworks: I don't know what we'll be doing - you might even get bored unless you bring something to work on
[14:16:42] <cradek> (for us all to work on?)
[14:16:48] <skunkworks> cradek: right.
[14:17:02] <cradek> I hope to do rigid tapping - that will be fun
[14:17:17] <skunkworks> I am excited about that :)
[14:17:19] <cradek> I could work on it in sim, but it's hard to be excited about it when I don't have hardware to try it on
[14:17:41] <cradek> argh I need a mill!
[14:18:24] <skunkworks> I forgot to tell dad - but he reads the logs. Hi Dad!
[14:18:35] <cradek> haha Hi Dad!
[14:18:37] <cradek> oh wait
[14:18:43] <skunkworks> ;)
[14:19:20] <skunkworks> alex_joni: but you have some exciting things this summer to keep you busy. :)
[14:19:43] <cradek> brb
[14:25:31] <alex_joni> cradek: yeah, hopefully
[14:25:37] <alex_joni> skunkworks: well.. yeah
[14:25:38] <alex_joni> there is that
[14:26:25] <alex_joni> gotta run
[14:26:27] <skunkworks> * skunkworks has to get some 1/16 carbide end mills.
[14:30:34] <Rugludallur> Anyone here know how badly prox. sensors are affected by welding fields ?
[14:32:07] <Rugludallur> My inductive prox sensors keep going off and they don't have a "weld safe" cert, but they are .5 m away from the arc
[14:32:44] <Rugludallur> trying to figure out if it's the HF or the magnetic field caused by the arc
[14:37:04] <cradek> sounds like you're asking the wrong people...
[14:37:32] <Rugludallur> cradek: yeah, thought perhaps alex or anonimasu might have experience in dealing with this sort of thing
[14:38:32] <Rugludallur> cradek: the problem I have not idea where to find the "right people"
[14:39:01] <cradek> yeah I imagine, it's pretty specialized knowledge
[14:39:17] <cradek> hey I put comments or questions on a few of your bug reports - please have a look when you get a chance
[14:39:25] <cradek> (I'm not sure if you get emails when I do that or not)
[14:39:34] <Rugludallur> cradek: will do, I do get the emails
[14:39:44] <Dibblah> Rugludallur: I assume you don't have a scope?
[14:39:55] <Rugludallur> Dibblah: not hw, only sw scope
[14:40:15] <Dibblah> Well, since you're only looking for 5v, that might do...
[14:40:17] <cradek> * cradek loans Rugludallur a scope
[14:40:54] <Dibblah> I'd bet that you're inducing quite large peaks at both arc forming / extinguish.
[14:40:57] <Rugludallur> Dibblah: the problem is that it could be either the HF starter or the arc field, unfortunatly it's very hard to see which one
[14:41:36] <Dibblah> How are your PSUs seperated ?
[14:42:04] <Rugludallur> Dibblah: psu for comp vs the drivers vs the plasma cutter ?
[14:42:10] <Dibblah> Yeah.
[14:42:20] <Rugludallur> comp is on filtering ups, so is are drivers and breakout
[14:42:33] <Rugludallur> seperate power leads from mains
[14:42:45] <Dibblah> Ugh. What does your earthing look like?
[14:43:02] <Dibblah> (UPSes make earthing all funky)
[14:43:18] <Rugludallur> dibblah: seperate ground (physical stick in the earth) for each
[14:43:37] <Dibblah> Not too sure that's a good idea.
[14:43:40] <Rugludallur> dibblah: power for comp on one ground, the table itself on one ground, and the 3phase for the plasma on 1
[14:43:49] <Dibblah> You're forming a ground loop.
[14:44:06] <Rugludallur> Dibblah: pretty sure i'm not, spend a good time grounding stuff
[14:44:39] <Rugludallur> Dibblah according to what I have been told it's best to ground the table seperatly, lead the POS (ground) leads from the plasma to the table
[14:44:40] <Dibblah> So you're following a star pattern for earths?
[14:45:01] <Rugludallur> Dibblah: star pattern for all shielding/grounding
[14:45:13] <Rugludallur> Dibblah: except comp is on it's own ground
[14:45:28] <Rugludallur> Dibblah: and plasma recommendations say to ground plasma machine seperate from the table
[14:45:43] <Dibblah> It's only your prox sensors that are tripping, nothing else?
[14:45:53] <Rugludallur> Dibblah: everything else is fine
[14:45:54] <Dibblah> Yeah, don't ground that at the same point :)
[14:46:08] <Dibblah> Is it repeatable?
[14:46:28] <Rugludallur> Dibblah: yup, just strike an arc and within a couple of seconds one of the limit switches trips
[14:47:03] <Dibblah> And does it happen only at arc start, or at extinguish?
[14:47:34] <Rugludallur> Dibblah: good point, it's hard to tell cause usually they happen within .5 seconds of each other
[14:47:37] <Dibblah> Can you raise your electrode so you don't actually form an arc, but still have the starter active?
[14:49:08] <Rugludallur> Dibblah: I have not seen any problems with HF on while not close to work, but then again that means that HF never reaches the ground (table)
[14:49:51] <Rugludallur> Dibblah: I think I will try to sparc HF for a bit that way, perhaps even try to make a lead to conduct it to the table, test that
[14:50:11] <Dibblah> Very, very carefully, of course ;)
[14:50:45] <Dibblah> Put your scope on one of the limits and see what it looks like.
[14:51:08] <Dibblah> If you're just inducing HF hum, it'll look much different to a spike from arc formation.
[14:51:52] <Rugludallur> Dibblah: do you know if the inductive sensors are usually only sensitive to the Arc formation or generally during cutting ?
[14:52:21] <Dibblah> Inductive or capacitive?
[14:52:30] <Rugludallur> Dibblah: and any idea what kind of range we are talking about for 50-80A/250V ?
[14:52:45] <Rugludallur> Dibblah: inductive, 5mm sensing dist.
[14:52:52] <Dibblah> Ouch.
[14:53:27] <Dibblah> Bad match for a arc based machine.
[14:53:49] <Rugludallur> Dibblah: I have a couple of "weld safe" sensors but I don't have room for them
[14:54:06] <Dibblah> It's hard to guage range, but it's an inverse square rule.
[14:54:10] <Rugludallur> Dibblah: and it's almost impossible to get normal closed weld safe sensors (npn or pnp)
[14:54:38] <Rugludallur> Dibblah: yeah, I figured because of the inverse square .5m would be fine but ..
[14:54:58] <Dibblah> Have a look at it with the scope. It should be better than fumbling in the dark.
[14:55:35] <Rugludallur> Dibblah: yup, will do, also going to test a bit more with HF and such
[14:55:44] <Dibblah> :) Good luck.
[14:55:46] <Rugludallur> Dibblah: thanks
[14:56:15] <Dibblah> Remember - Every part of the system (not just the arc) radiates.
[14:56:29] <Dibblah> So you're looking at all of your cabling, etc.
[14:57:16] <Rugludallur> Dibblah: I just spent a couple of months re-assembling everything after a complete strip and and recabling
[14:57:34] <Rugludallur> Dibblah: every single cable is now shielded and star grounded
[14:58:05] <Dibblah> At one end only, one would hope :)
[14:58:14] <Rugludallur> Dibblah :) YES
[14:58:26] <Rugludallur> Dibblah: been very carefull about not making ground loops and such
[15:13:43] <anonimasu> Rugludallur: I dont see why you have a problem with this and why I dont--
[15:13:44] <anonimasu> :)
[15:14:13] <anonimasu> though I did very little cutting but at the stepper side the signal is clean
[15:16:11] <xemet> hi
[15:16:32] <xemet> my teacher would like to translate the EMC2 user's manual in italian
[15:16:54] <xemet> is there any source for the pdf manual? latex? tex? I don't know
[15:17:54] <Dibblah> anonimasu: Are you using inductive limit switches?
[15:28:50] <alex_joni> xemet: lyx
[15:29:13] <alex_joni> that's a derivative of latex with a wysiwyg frontend
[15:29:20] <alex_joni> Rugludallur: TIG welding?
[15:30:00] <alex_joni> xemet: the sources for the docs are inside the emc2 source tree.. (emc2/docs/src)
[15:30:44] <alex_joni> Rugludallur: if you're welding TIG, then I would switch to electrodes (just to separate HF ignitions), and see if it still happens
[15:32:01] <xemet> alex: thank you, and where can I get it?
[15:32:18] <xemet> alex: sorry, didn't read the previous message
[15:32:31] <alex_joni> xemet: no problem.. :)
[15:32:50] <alex_joni> xemet: sudo apt-get install lyx might be enough, but sudo apt-get build-dep emc2 surely is
[15:33:14] <alex_joni> xemet: get back to me when you have something to include it on our website..
[15:33:35] <alex_joni> I'll think about how to treat this for source and packages..
[15:34:27] <xemet> ok
[15:37:37] <xemet> if I would make a spindle with syncronized motion, an encoder that gives one pulse for every turn would be enough or I need an encoder with more pulses?
[15:38:13] <cradek> you should have at least 100, more is better
[15:38:18] <xemet> the speed of that spindle should go from 5000 to about 20000 rpm
[15:38:35] <cradek> what do you want to do with synchronized motion at 5-20k?
[15:39:16] <xemet> sorry, maybe I've expressed bad...I don't need syncronized motion for a lathe spindle to threading or whatever
[15:39:29] <xemet> I would like to have the spindle of my milling machine
[15:39:36] <xemet> with a controlled speed
[15:40:03] <xemet> at the moment I control the speed with a pwm signal, but I've no feedback, just I can control it form 0% to 100%
[15:40:19] <alex_joni> xemet: how do you want to count the feedback?
[15:40:35] <xemet> I don't know...with emc2?
[15:40:49] <alex_joni> if you're planning on reading it on the parport then 1-2 pulses / rev might reach the max
[15:41:31] <xemet> so one pulse for rev should be ok to control that speed
[15:41:32] <xemet> ?
[15:41:33] <alex_joni> xemet: I mean: parport or special hardware?
[15:41:40] <xemet> no, parport
[15:41:45] <alex_joni> xemet: for feedback on 5-20k, I'd say yes
[15:42:02] <alex_joni> of course.. the more pulses you have the better the results
[15:42:29] <alex_joni> but you need to stay under the parport rate
[15:42:38] <alex_joni> which might be around 40k
[15:42:55] <xemet> and, to control the pwm output using the feedback, how to do, using PID?
[15:43:01] <alex_joni> yes
[15:44:36] <xemet> what are the motion pins like motion.spindle-sync OUT and motion-spindle-revs IN?
[15:45:52] <alex_joni> well. the spindle sync is used for threading
[15:46:05] <alex_joni> and the spindle-revs in is not used :/
[15:46:26] <xemet> ok, so I don't need them
[15:46:30] <xemet> just the PID
[15:46:36] <alex_joni> yeah
[15:47:27] <xemet> so, instead of an encoder I could use a sensor on the motor shaft or somthing similar to generate pulses...
[15:47:41] <alex_joni> yeah, sure.. that would work
[15:47:41] <xemet> something like the mechanism in the bike computers
[15:48:01] <alex_joni> just remember that bikes rarely go 20kRPM
[15:48:03] <alex_joni> :D
[15:48:06] <xemet> :)
[15:48:14] <xemet> yes...
[15:48:49] <xemet> what kind of sensor could I use, do you know any? I'm not expert in electronics...
[15:49:04] <alex_joni> I would use some optical sensor
[15:49:10] <alex_joni> those should be the most reliable
[15:50:19] <xemet> I've read there are that send a pulse when they encounter a reflective surface
[15:50:58] <skunkworks> xemet: is this a lathe or mill?
[15:51:11] <xemet> mill
[15:51:27] <xemet> very small and useless mill....just to experiment
[15:51:32] <skunkworks> are you going to go more then 3 axis?
[15:51:39] <xemet> a Proxxon MF70
[15:51:50] <xemet> at the moment I've only 3 axis
[15:51:57] <skunkworks> steppers?
[15:52:00] <xemet> yes
[15:52:15] <xemet> why?
[15:52:55] <xemet> http://www.emc2cnc.altervista.org/index.php?option=com_content&task=view&id=17&Itemid=31&limit=1&limitstart=1
[15:53:12] <skunkworks> I was going to say the pluto would give you the option of a decent encoder on the spindle.. but that is only setup for 4 axis servos.
[15:53:17] <xemet> just a toy
[15:53:29] <xemet> I will use pluto in the future
[15:53:33] <xemet> I've one
[15:53:38] <xemet> maybe for the lathe
[15:54:11] <skunkworks> Nice - I want one about that size to play with for home use.
[15:54:25] <xemet> yes...to play at home it is perfect
[15:54:36] <xemet> it fits on the table with the computer
[15:54:43] <skunkworks> exactly
[15:54:48] <xemet> and it is capable of very small works...
[15:55:01] <xemet> http://www.emc2cnc.altervista.org/index.php?option=com_content&task=view&id=17&Itemid=31&limit=1&limitstart=1
[15:55:32] <xemet> sorry the same link...
[15:55:33] <xemet> http://www.emc2cnc.altervista.org/index.php?option=com_content&task=view&id=17&Itemid=31&limit=1&limitstart=3
[15:55:38] <xemet> this should work
[15:56:46] <skunkworks> what was the bearing holder for?
[15:57:54] <xemet> my mini radio controlled car: www.m24-pro.com
[15:58:48] <xemet> http://xemet.altervista.org/immagini/MVC-692F.JPG
[15:58:58] <skunkworks> Nice - I just picked up a picooz (havoc heli) and replaced the main rotor bushing with 1X3X1mm bearings.
[15:59:05] <xemet> (maybe you've to copy and paste to see it)
[15:59:23] <skunkworks> worked here
[15:59:28] <xemet> those bearings are very small
[15:59:46] <xemet> there are bearings in the motore shaft too
[16:03:16] <xemet> well...now I shoud find an optical sensor small enough to be fitted in the shaft of this toy-mill
[16:03:48] <xemet> I'm looking on ebay...but I'm not lucky...
[16:06:50] <xemet> maybe something like this (but not optical):
http://cgi.ebay.it/RPM-Sensor-with-Four-Magnets-RPM-KIT-MAG_W0QQitemZ290103148648QQihZ019QQcategoryZ34056QQrdZ1QQssPageNameZWD1VQQcmdZViewItem
[16:08:11] <xemet> or this (optical):
http://cgi.ebay.it/Optical-RPM-Sensor-For-MicroPower-V2-OPT-RPM_W0QQitemZ290103148195QQihZ019QQcategoryZ34056QQrdZ1QQssPageNameZWD1VQQcmdZViewItem
[17:33:38] <Rugludallur> Dibblah: you still here ?
[17:34:55] <Rugludallur> Alex/Dibblah: After much debugging it turns out that my monitor vga cable is grounded on both sides, farging numbnut monitor ...
[17:35:47] <Rugludallur> alex_joni: and the monitor, causing crap to flood on to the display adapter, messing up the parallel ports :P
[17:39:09] <skunkworks> that is a but unbelievable. cool
[17:39:47] <Rugludallur> skunkworks: I was running everything else on ups, disconnected everything ,, running plasma 10m away
[17:40:10] <Rugludallur> skunkworks: then I tried monitor, everything ok
[17:56:29] <alex_joni> Rugludallur: wow.. that's probably the last I would have tried
[17:58:05] <anonimasu> hi?
[17:58:29] <alex_joni> ih
[17:58:41] <Rugludallur> ehh
[17:58:53] <anonimasu> Dibblah: no
[17:59:22] <Rugludallur> alex_joni: I figuered it was pointless to test, but ... I decided to try anyways and behold, no more false limit signals
[17:59:32] <alex_joni> Rugludallur: congrats
[17:59:42] <alex_joni> that's a tough one to spot
[18:01:04] <Rugludallur> alex_joni: thx, going out now to get an lcd to run over vga, that way there is a analogue/digital signal transformer so ground pins in vga cable should be isolated along with the cable shielding
[18:03:21] <feoc2> does emc have input capability from touch probes?
[18:03:28] <feoc2> feoc2 is now known as feoc
[18:04:35] <skunkworks> feoc: iirc - yes.
[18:05:21] <alex_joni> feoc: yeah
[18:05:34] <anonimasu> can can someone try myfdfadfsafasa g code file for me?
[18:05:52] <feoc> just got this on ebay
http://cgi.ebay.co.uk/ws/eBayISAPI.dll?ViewItem&rd=1&item=140105555750&ssPageName=STRK:MEWN:IT&ih=004
[18:05:56] <anonimasu> to see if it renders right in axis
[18:05:58] <feoc> hoping i can hook it up on my mill
[18:10:58] <anonimasu> I'll post the file somewhere
[18:31:10] <anonimasu> :)
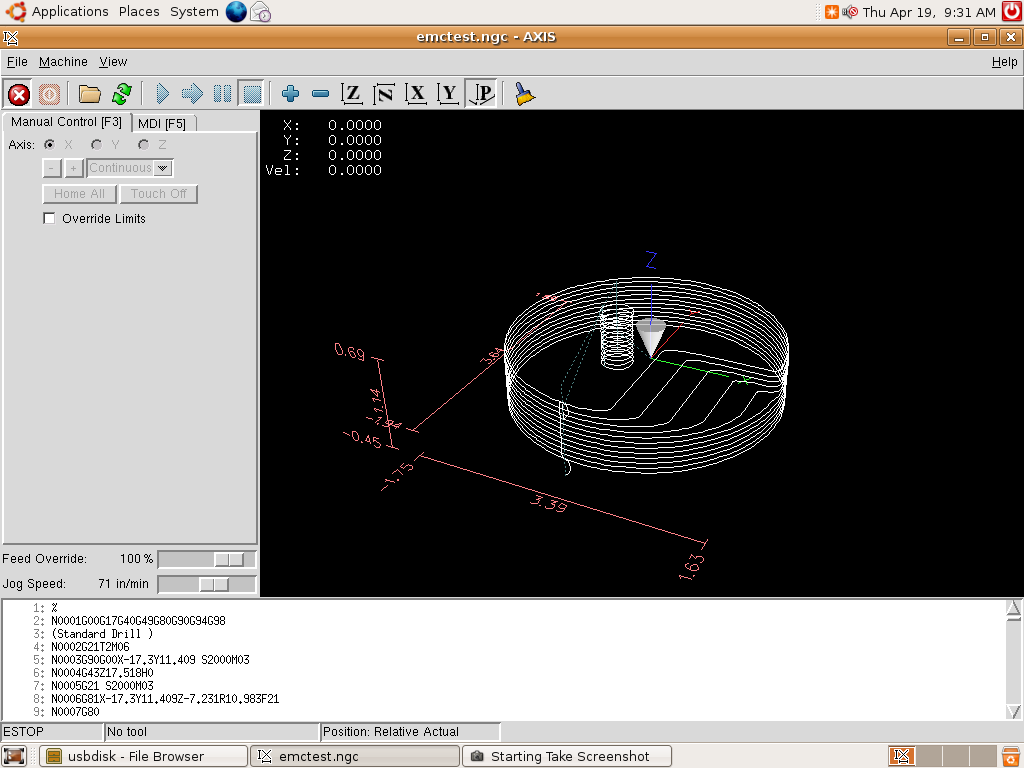
[18:42:12] <anonimasu> http://82.99.104.35/emctest.ngc
[18:42:42] <alex_joni> The requested URL /emctest.ngc was not found on this server.
[18:43:18] <anonimasu> now
[18:43:19] <anonimasu> :)
[18:43:25] <anonimasu> I want to see if this postprocessor works..
[18:44:58] <anonimasu> :)
[18:56:04] <anonimasu> hm
[18:56:17] <anonimasu> lerneaen_hydra: do you have a emc box online right now?
[18:56:34] <lerneaen_hydra> hmm, not atm no
[18:56:37] <lerneaen_hydra> how so?
[18:56:54] <anonimasu> I need someone to try a ngc file for me
[18:57:01] <anonimasu> to determinate if my post for visualmill works
[18:57:05] <lerneaen_hydra> ah
[18:57:16] <lerneaen_hydra> why not run emc-sim?
[18:57:45] <anonimasu> I'm on a windows laptop..
[18:57:51] <lerneaen_hydra> ah
[18:57:55] <lerneaen_hydra> that complicates matters
[18:57:56] <anonimasu> I might aswell go home and start up the mill and remote run sim.
[18:58:14] <lerneaen_hydra> got ssh with X forwarding on it?
[18:58:44] <anonimasu> no
[18:59:21] <anonimasu> I dont have it online(booted up)
[18:59:26] <anonimasu> and im not at home
[19:00:47] <anonimasu> :)
[19:13:22] <alex_joni> anonimasu: no vmware?
[19:13:33] <anonimasu> no
[19:13:36] <anonimasu> im at my work lappy
[19:13:42] <anonimasu> 1ghz, ultraportable
[19:13:44] <anonimasu> :)
[19:13:45] <alex_joni> me too..
[19:13:55] <anonimasu> vmware would be Very heavy
[19:13:56] <alex_joni> core 2 duo :P
[19:14:23] <anonimasu> I have 2 hours of battery time left..
[19:14:32] <anonimasu> that's after running on power all day..
[19:30:06] <skunkworks> anomimasu: seems to work
[19:31:42] <anonimasu> skunkworks: nice!
[19:31:47] <anonimasu> no complaints from it?
[19:31:50] <anonimasu> even the drill cycle?
[19:32:20] <anonimasu> sweet :)
[19:33:26] <skunkworks> http://www.electronicsam.com/images/anon.png
[19:33:36] <skunkworks> no errors - but I didn't actually run it - just preview
[19:36:27] <anonimasu> I need to make a fixture mount soon
[19:36:35] <anonimasu> looks allright
[19:36:39] <anonimasu> sweet!
[19:38:38] <anonimasu> I have a nice idea in mind
[19:38:43] <anonimasu> but I need to turn a few location pins
[19:44:38] <skunkworks> * skunkworks forgot he had a ubuntu machine set up here.
[19:46:12] <anonimasu> hehe
[19:46:31] <anonimasu> I find that not having a fixturing system limits everything I do..
[19:50:08] <feoc> is there any documentation on emc and using a probe ?
[19:51:03] <anonimasu> did you try the wiki
[19:51:04] <anonimasu> ?
[19:57:03] <feoc> yah
[19:57:10] <feoc> didnt see anything
[19:57:34] <feoc> no im an idiot
[19:57:40] <feoc> missed it
[19:58:27] <feoc> its a console app called Emcprobe
[19:58:35] <feoc> can even do 3d digitising aparent
[19:58:35] <feoc> ly
[19:59:26] <anonimasu> :)
[20:01:15] <feoc> very little documentation tho
[20:04:44] <feoc> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Probing_With_EMC
[20:06:19] <cradek> I had not heard of Emcprobe - the usual way is to probe with gcode (G33.1)
[20:06:35] <cradek> errr G38.2
[20:06:50] <cradek> http://www.linuxcnc.org/handbook/RS274NGC_3/RS274NGC_33a.html#1001097
[20:09:40] <feoc> yah i was just reading that
[20:10:08] <feoc> http://www.mail-archive.com/emc-users@lists.sourceforge.net/msg00566.html
[20:10:25] <feoc> from the looks of that message alex_joni is probably the one to talk too
[20:14:09] <sed_> sed_ is now known as sed
[20:19:25] <feoc> cant find much info on emcprobe tho maybe its was somthing to do with the original emc
[20:22:39] <skunkworks> I vaugly remember something about a external program for emc1 to do probing
[20:26:38] <feoc> http://www.koders.com/cpp/fid227716ECFE679DE66FB7D9587972C100BF96F9FB.aspx
[20:26:49] <feoc> looks like the source for emcprobe
[20:26:51] <JymmmEMC> I'm tring to run update manager, asks for root, then rejects it. but I can SU from a shell.
[20:28:18] <JymmmEMC> keeps saying "wrong password"
[20:28:57] <cradek> on ubuntu, you type your password, not root's
[20:29:27] <JymmmEMC> ah, gotcha
[20:29:42] <cradek> man sudo_root
[20:29:59] <JymmmEMC> Just used to debian is all
[20:30:54] <JymmmEMC> 134 update to go, it'll take about 14 YEARS to complete
[20:31:09] <lerneaen_hydra> ubuntu has the main user as part of an admin group, right?
[20:31:16] <cradek> yes
[20:31:36] <lerneaen_hydra> so essentially the same as root when doing sudo <foo>
[20:31:45] <lerneaen_hydra> (different home dir though)
[20:32:03] <cradek> yes
[20:32:38] <JymmmEMC> heh.... dl rate 14Kbps
[20:32:51] <JymmmEMC> oh wait, no, up to 19kbps
[20:32:51] <lerneaen_hydra> the ubuntu servers are taking a thrashing today
[20:33:00] <lerneaen_hydra> 7.04 was released
[20:33:16] <JymmmEMC> Nah, I have some massive downloads going on the other machine.
[20:33:33] <JymmmEMC> ALRIGHT! gzip update fialed woohoo!!!
[20:33:34] <lerneaen_hydra> I didn't get much over 10-20kb/s either
[20:33:38] <lerneaen_hydra> usually I get 150+
[20:34:01] <JymmmEMC> tar failed! yeah baby yeah!
[20:34:39] <JymmmEMC> wiring the garage wans't as painful as I thought it was going to be
[20:35:22] <JymmmEMC> I had another 25' cable already, which made it nice.
[20:38:25] <anonimasu> :)
[20:49:53] <Jymmm> I can terminate cat5, but don't mean I want to when I'm not at work.
[20:52:39] <feoc> heh buntu servers must be getting hammered slow as hell for me aswell
[20:53:02] <cradek> people should use bittorrent to get those release images
[20:53:32] <feoc> most people prolly just using apt or update manager
[22:01:06] <JymmmEMC> Anyone have a diagram for wiring up a SSR to a paraport?
[22:11:15] <ds3> isn't it just ground + an output pin?
{kind=link}
{kind=link}
{kind=link}