Back
[00:34:52] <steves_logging> steves_logging is now known as steve_stallings
[00:56:52] <skullworks-away> skullworks-away is now known as skullworks-PGAB
[01:07:18] <skullworks-PGAB> kernals exploding rapidly... You have to love fresh made popcorn.
[02:44:21] <ejholmgren> crep: where did you find Tab cans to blow up?
[02:44:35] <ejholmgren> I thought the FDA forced that off the market years ago
[02:44:43] <skunkworks> tab is still around iirc
[02:44:52] <skunkworks> came back anyways
[02:47:11] <skullworks-PGAB> those used to be pinko cans, and the old blend was hideous.
[02:48:00] <ejholmgren> does anyone know about Rong Fu mills?
[02:48:20] <skullworks-PGAB> know what?
[02:48:35] <ejholmgren> the Enco 2007 master catalog just came out and they had a bunch of those in there
[02:48:42] <ejholmgren> are they crap?
[02:48:45] <skullworks-PGAB> they are considered the caddy of the chi mills.
[02:48:50] <skullworks-PGAB> best
[02:49:08] <skullworks-PGAB> but
[02:49:30] <skullworks-PGAB> I would (did) buy an IH mill over a Rong Fu
[02:49:54] <skullworks-PGAB> much better bang for the buck
[02:50:18] <skullworks-PGAB> and even cheaper
[02:50:28] <skullworks-PGAB> Dollar wise
[02:51:36] <skullworks-PGAB> http://www.industrialhobbies.com/Products/square_column_mill_2.htm
[02:53:44] <ejholmgren> did you retrofit it yourself?
[02:54:45] <skullworks-PGAB> I just ordered the machine, as a manual mill
[02:55:29] <skullworks-PGAB> will worry about conversion after I finish my Seig X3 mill.
[02:56:36] <skullworks-PGAB> they do a good conversion - standard is geckos - "Light Industrial" is rutex
[02:58:02] <skullworks-PGAB> But I'm looking to spend the money on better screws - and bigger servos - and likely use a complete amp/driver from Jon on that big boy.
[02:58:59] <skullworks-PGAB> The X3 I'm toying with the Pluto-p and a number of different H-bridge options.
[02:59:34] <skullworks-PGAB> I have 24V Pittman servos for the X3
[03:02:08] <skullworks-PGAB> complete mill - x30" y12" with a base stand, shipped from CT to CO $2399
[03:03:13] <skullworks-PGAB> that to me seamed like a killer deal.
[03:04:01] <skullworks-PGAB> 2HP spindle motor
[03:17:18] <jtr> Avoid the round column mills in whatever brand - the limited quill travel will force you to raise and lower the head, and you'll lose registration.
[03:20:35] <steve_stallings> Both the X3 and the Industrial Hobbies unit have a dove tail column with leadscrew drive
[03:21:41] <jtr> Yep. I was thinking of the Rong-Fu - when you get away from the round column in that brand, it isn't so inexpensive.
[03:23:27] <jtr> I haven't priced mills in some time. Too many other projects.
[03:24:32] <Jymmmmmm> skunkworks
[03:24:38] <Jymmmmmm> Jymmmmmm is now known as Jymmm
[03:27:22] <jtr> I think I saw the Industrial Hobbies mill at the 2005 Cabin Fever - looked solid.
[03:35:04] <skunkworks> skunkworks?
[03:36:26] <jtr> Jymmm was paging you
[03:36:39] <skunkworks> I saw that - missed him
[04:42:51] <steve_stallings> steve_stallings is now known as steves_logging
[07:57:59] <anonimasu> *yawn*
[08:07:28] <robin_sz> meep?
[08:12:01] <K`zan> Night folks.
[10:52:41] <alex_jon1> alex_jon1 is now known as alex_joni
[12:51:39] <skullworks-PGAB> time to go "Push the Green Button".
[12:51:55] <skullworks-PGAB> later all;
[13:05:23] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[13:46:52] <xemet> hi
[13:47:36] <jepler_> good morning xemet
[13:47:50] <xemet> hi jepler, I need your help...
[13:48:15] <jepler_> uh oh
[13:48:43] <xemet> as I've said, I modified the source files adding the G5 using the 2.1.1 version, and I had to remove the CHF macro...after that, everything works
[13:48:59] <jepler_> OK
[13:49:01] <xemet> now, I've got with CVS the latest development version,
[13:49:10] <xemet> tried to modify the source again,
[13:49:18] <xemet> and I get this error compiling:
[13:49:24] <xemet> http://www.pastebin.ca/382265
[13:49:32] <xemet> what have I forgot?
[13:51:32] <jepler_> in the CVS HEAD, there's another new program that uses the rs274 library--it's new since I prepared the patch I sent you. It's called the "standalone interpreter". It prints the "canon" calls that result from a particular g-code it takes as input. You have two choies: first, disable it compiling if you don't want/need it. second, add the new canon calls to emc/sai/driver.cc.
[13:52:00] <jepler_> you can disable compiling it by removing all the lines in emc/sai/Submakefile
[13:52:29] <xemet> or, if I change the file driver.cc?
[13:52:38] <jepler_> yes, to add those new functions
[13:52:40] <xemet> Simply add SPLINE_FEED like in the canon.hh?
[13:53:28] <jepler_> look at driver.cc and see what it does for an existing canon call .. then copy that for the new canon calls, SPLINE_FEED with two different sets of arguments.
[13:54:11] <xemet> ok! Many thanks
[13:55:00] <xemet> so if I add others canon calls I will add them also
[13:55:07] <jepler_> yes indeed
[13:55:16] <xemet> ok
[13:55:57] <xemet> now I try
[14:02:48] <xemet> maybe the file is saicanon.cc ...in driver.cc there aren't canon calls
[14:03:35] <jepler_> I can believe that
[14:03:59] <xemet> k
[14:27:54] <xemet> great, now compiled, thank you jepler
[14:42:01] <jepler_> good
[14:48:28] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[15:03:14] <skunkworks> http://www.electronicsam.com/images/house/shop.JPG
[15:03:33] <skunkworks> http://www.electronicsam.com/images/house/scion.JPG
[15:03:45] <skunkworks> pictures area actually reversed - oops
[15:04:22] <rayh> morning skunkworks
[15:04:26] <skunkworks> hi ray
[15:05:18] <skunkworks> 30 some inches over 7 days.. :)
[15:05:34] <skunkworks> rayh: do you get lake effect snow up there?
[15:06:00] <rayh> Not much. We're a bit far south of Superior.
[15:07:50] <skunkworks> rayh: you should look thru these when you get a chance. sorry about the size.
http://www.electronicsam.com/images/KandT/conversion/
[15:08:55] <rayh> okay.
[15:09:22] <rayh> My connection is slow and some of these images are large. I'll take a bit.
[15:10:16] <skunkworks> That is why I said I was sorry about the size :)
[15:10:48] <skunkworks> the link I setup for my inlaws is still working :)
[15:12:31] <rayh> Great. If fast-air doesn't get their act together this spring I'll have to try and set up one to town.
[15:13:08] <rayh> looks like you got quite a bit of snow there.
[15:13:14] <rayh> Better you than me.
[15:14:10] <skunkworks> ;)
[15:19:14] <rayh> The offsets on this K&T were thumbwheels?
[15:24:10] <skunkworks> offsets and mdi
[15:24:52] <skunkworks> we didn't use them - too flakey. made a tape emulator with an old computer and built in a 'mdi' mode
[15:25:42] <cradek> how recently was this beast of a controller working?
[15:26:14] <skunkworks> about a year ago now.
[15:27:11] <cradek> do you know what failed, or are you just sick of it anyway?
[15:27:21] <skunkworks> we actually powered it up recently to pull the pallet off - and y started 'sort of' working again - so we where able to home it.
[15:27:29] <skunkworks> we sort of gave up
[15:27:43] <skunkworks> figured it was a good time to update
[15:27:44] <rayh> That GE control looks to me to predate the 550. That and the 1050 were the first GE controls I worked on.
[15:28:06] <skunkworks> iirc it is like series 1 or something like that ;)
[15:28:21] <cradek> it's cool that you've kept it original this long
[15:28:33] <steves_logging> steves_logging is now known as steve_stallings
[15:29:02] <cradek> if it were my machine I'd really be torn between wanting to repair the old control and updating
[15:29:12] <skunkworks> it was always a hobbie so - it was cheap to keep the old controller running. retrofits at the time we got it where way too expensive.
[15:30:35] <skunkworks> we actually had 2 complete machines. made it nice to troubleshoot.
[15:30:47] <skunkworks> we just never installed one of them.
[15:31:18] <rayh> I abandoned the 1050 when 16k memory boards cost 2k
[15:31:30] <skunkworks> cradek: I feel a little bad also - but the iron of this machine could do so much more.
[15:31:42] <cradek> rayh: is that sram or core?
[15:32:19] <cradek> skunkworks: yeah I bet it will be a LOT more powerful and pleasant to use
[15:32:19] <skunkworks> cradek: I think I have some core memory - (little ferrite bead with wire in a matirx)?
[15:32:31] <cradek> yep that's core
[15:32:45] <cradek> I have some (somewhere) too
[15:32:58] <rayh> It was main memory.
[15:33:01] <skunkworks> we had gotten some mainframe equipment out of a collage.
[15:33:48] <skunkworks> this machine has no read ahead :)
[15:34:10] <cradek> skunkworks: did it stop (or almost stop) at every line?
[15:34:23] <skunkworks> linear and circular interp only up to 9.999 inches. and we still don't know how that worked.
[15:34:25] <skunkworks> yes
[15:34:51] <cradek> jeez
[15:35:07] <cradek> I bet it couldn't do more than a quarter of a circle at a time either
[15:35:25] <skunkworks> right - that is how it was programed - quadrant.
[15:36:08] <skunkworks> we wonder if it somehow made the circles from analog signals (sin-cos) because the surface wasn't really that great
[15:36:44] <cradek> I bet it had sin-cos lookup tables in something like wired diode rom
[15:37:25] <skunkworks> some of the machine we figred out - but other parts where 'spookyness at a distance'
[15:37:36] <cradek> it's so amazing they got something like this to work at the time
[15:38:20] <skunkworks> we have pictures of the predisessor of this machine - the hardware was the same but the controller was 4 cabinate and we assume tubes.
[15:38:22] <cradek> the PID is done mechanically at the hydraulic level right?
[15:38:47] <skunkworks> cradek: I don't think so. it was all adjusted in the cards.
[15:39:04] <skunkworks> it actually had a velocity loop and a position loop
[15:39:08] <jepler_> ISTM you need only one octant of sin+cos but that's still a lot of diodes for many entries
[15:39:08] <cradek> oh, wow
[15:40:22] <skunkworks> jepler_: and I really don't remember seeing any cards that look like that.
[15:40:47] <cradek> yeah it would be easy to spot
[15:41:05] <jepler_> you need 5 bits to represent cos(2pi/32) as being different than cos(0), (cos(2pi/32) = .980, 63/64. = .984)
[15:41:34] <jepler_> 32 rows times 2 columns times 5 bits times 50% of diodes present = 384 diodes
[15:42:11] <skunkworks> wow
[15:42:19] <jepler_> there are bresenham-like circle interpolation methods that never call sin() and cos()
[15:42:31] <cradek> the 20 yr old girls on the assembly lines can solder those in no time
[15:42:35] <jepler_> but I thought they only worked one octant at a time and they certainly aren't constant linear velocity
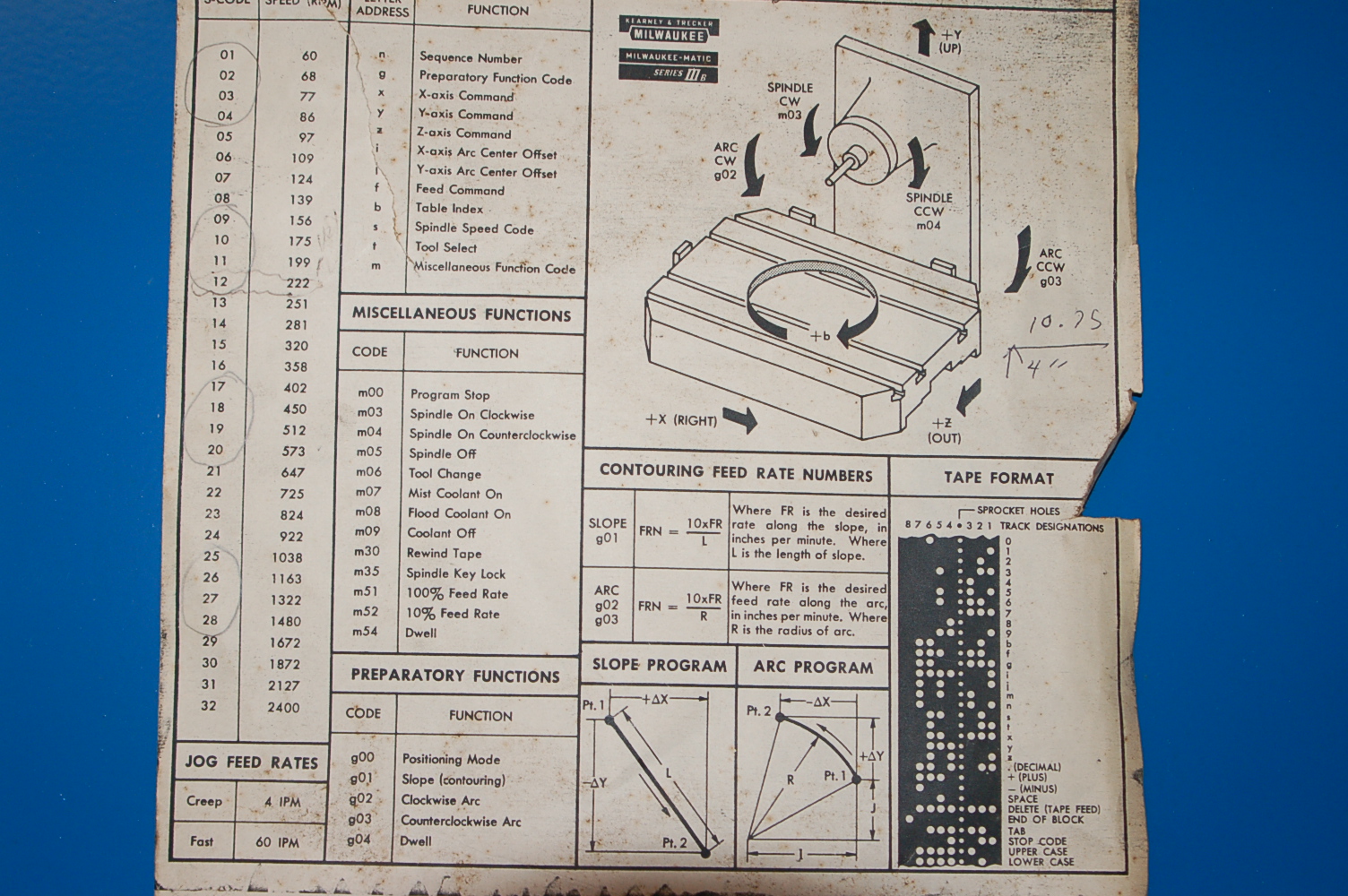
[15:43:35] <skunkworks> did you see how we calculated feed for linear and circular shapes?
[15:43:36] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/cheatsheet.JPG
[15:45:14] <cradek> heh two jog speeds "creep" and "fast"
[15:46:17] <skunkworks> the gearbox has 16 different gear changes.
[15:46:36] <skunkworks> (originally with a 2 speed spindle hence the 32 gears)
[15:46:48] <jepler_> m30 rewind tape
[15:46:50] <cradek> oh it's not ascii on the tape is it
[15:47:09] <skunkworks> No - what was it called eia?
[15:47:38] <skunkworks> I don't remember. but I think it was a standard as we did use tapes for a bit.
[15:47:53] <jepler_> is the "feed" number you compute just the time for that move in 100ms increments?
[15:48:04] <jepler_> hm, not for arcs I guess
[15:48:40] <skunkworks> I didn't see the pattern but we where happy as pie that it worked at all ;)
[15:48:57] <cradek> so you had to specify a feed for every line?
[15:49:55] <jepler_> what were the 'upper case' and 'lower case' tape codes used for? I don't see anything that's not lowercase
[15:53:05] <skunkworks> I really don't know - the machine only saw the lower case - wonder if it was for comments or something.
[15:55:23] <skunkworks> and m30 was literally - tape rewind ;)
[15:55:49] <cradek> it was strictly 2.5D? Either Z moved or XY moved?
[15:56:06] <jepler_> with m30 would the program continue running from the beginning of the tape (e.g., repeat)
[15:56:17] <skunkworks> only x and z could not move at the same time - but conturing could only be done in the x-y plane
[15:57:04] <skunkworks> jepler: m30 would rewind the tape and switch pallets if setup to do so.
[15:57:12] <skunkworks> (pallets set to auto)
[15:57:36] <cradek> slick
[15:58:37] <skunkworks> I don't know if it would automatically take off running with the other tape drive. (that is why there was 2 tape drives - one for each pallet) but we never had jobs big enough to keep up with 2 pallets ;)
[15:58:58] <jepler_> "To exchange pallet shuttles and then end a program, program M30." -- rs274ngc
[15:59:17] <skunkworks> spooky huh?
[15:59:39] <cradek> jepler_: emc automatically 'rewinds' with M30 too
[15:59:46] <skunkworks> ;)
[16:00:54] <jepler_> cradek: the spec doesn't make that clear
[16:01:08] <cradek> hmm
[16:01:28] <cradek> well it's ready for you to hit 'run' again
[16:01:40] <jepler_> if that's true, then M2 does the wrong thing since the next time it runs from the beginning again
[16:02:44] <jepler_> er, I guess there's not an m2 on that cheatsheet
[16:02:54] <cradek> I guess skunkworks will need thumbwheel inputs added to halui
[16:03:08] <skunkworks> no - please don't
[16:07:56] <cradek> are the orange caps (like 25C on card2.JPG) replacements you guys did?
[16:08:33] <skunkworks> cradek: most likely
[16:09:07] <rayh> Hey I've got a whole bunch of thumbwheels out there. New replacements and everything.
[16:09:45] <skunkworks> cradek: card 3 has the original paper ones on it still.
[16:09:56] <rayh> Really wouldn't take much of a hal module to strobe em and make an integer.
[16:10:07] <cradek> hi Guest685
[16:10:13] <Guest685> hi
[16:10:23] <Guest685> just wanted to talk about emc maxnc
[16:10:25] <cradek> skunkworks: yeah that orange one looked out of place
[16:10:47] <cradek> which maxnc machine do you have?
[16:10:53] <Guest685> I heard you have 15cl
[16:11:01] <Guest685> I'm out of trade school
[16:11:10] <cradek> that's not true, I have an old 10
[16:11:21] <Guest685> planning on buying a maxnc with 3d surface
[16:11:27] <skunkworks> Guest685: I am samco
[16:11:33] <Guest685> hi samco
[16:11:33] <cradek> I'm afraid I don't know much about their newer offerings
[16:11:42] <Guest685> 10 is fine
[16:11:52] <Guest685> just need some info on running with emc
[16:12:00] <cradek> mine was phase-drive steppers
[16:12:13] <cradek> the cl is a propietary interface I think
[16:12:14] <Guest685> don't know much about anything
[16:12:30] <Guest685> emc runs with open loop?
[16:12:38] <cradek> emc can run many ways
[16:13:01] <cradek> one way of many is open loop for steppers
[16:13:16] <Guest685> have you tried with the old equipment?
[16:13:25] <cradek> I don't understand the question
[16:13:27] <Guest685> or after upgrade?
[16:13:54] <Guest685> did you try emc with the non upgraded equipment or after upgrade?
[16:14:07] <cradek> I ran the original maxnc phase drive with emc, then later switched to step-dir controlled chopper drives
[16:14:18] <cradek> (the original drive box was crap)
[16:14:29] <Guest685> no modifications at first?
[16:14:39] <cradek> right
[16:14:42] <Guest685> What was wrong with it?
[16:14:55] <cradek> it was a low power L/R drive, no choppers
[16:15:14] <Guest685> sorry, L/R?
[16:15:14] <cradek> I got 3x the performance with new drivers
[16:15:46] <cradek> you need to read about stepper drives - lots of information online :-)
[16:15:48] <Guest685> did the old one do 3d surfacing?
[16:15:52] <Guest685> will do
[16:16:05] <cradek> the old software? or hardware?
[16:16:08] <cradek> oops, have to run, brb
[16:16:31] <Guest685> software and hardware
[16:18:36] <Guest685> hey skunkworks
[16:18:45] <Guest685> you hang around here alot too?
[16:19:07] <skunkworks> too much:
[16:19:15] <skunkworks> :)
[16:19:22] <Guest685> you guessed i'm fguden right?
[16:19:33] <Guest685> what's your cnc?
[16:19:32] <skunkworks> yes - I figured
[16:19:40] <Guest685> thanks for the lead
[16:20:08] <skunkworks> we have a few - lathe, gantry mill. just a hobby shop
[16:20:32] <Guest685> small or large products?
[16:20:51] <skunkworks> small - when we have time. it isn't a full time thing.
[16:20:57] <Guest685> cool
[16:20:57] <skunkworks> this is the next project for emc
[16:20:59] <skunkworks> http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[16:22:58] <Guest685> lots of stuff you got there
[16:23:11] <Guest685> having trouble compiling emc
[16:23:12] <skunkworks> some people have boats ;)
[16:23:28] <skunkworks> how are you doing it and on what os?
[16:23:29] <Guest685> machines make boats
[16:23:33] <Guest685> dapper
[16:23:52] <Guest685> can't use synaptic, on dialup
[16:24:03] <Guest685> sourceforge code
[16:24:09] <Guest685> how do i compile
[16:24:12] <skunkworks> following the wiki?
[16:24:30] <Guest685> no
[16:24:40] <Guest685> is the wiki here?
[16:24:49] <skunkworks> I would read thru this
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2
[16:25:04] <skunkworks> it will probablly answer your questions.
[16:27:40] <rayh> Guest685: I use synaptic on dialup. What happens there.
[16:28:00] <Guest685> 4 hour download
[16:28:08] <Guest685> frequent disconnects
[16:28:23] <rayh> For the apt sources or for a package?
[16:28:31] <Guest685> package I believe
[16:28:38] <rayh> Ah yes. Frequent disconnects.
[16:28:55] <Guest685> tell about apt?
[16:29:05] <rayh> I've found that during a long download, if I also run irc, it will hang up less often.
[16:29:20] <Guest685> school dialup, not commercial
[16:29:44] <rayh> My isp sees the irc stuff as traffic while it does not see the download the same way.
[16:29:54] <skunkworks> Guest685: where are you located that your school has dial up?
[16:30:49] <skunkworks> or your dialing into your school using dialup?
[16:31:14] <Guest685> at home
[16:31:21] <Guest685> dialing into school
[16:31:29] <skunkworks> ah
[16:31:38] <Guest685> is apt better?
[16:32:21] <rayh> Apt is what is running behind synaptic. I like synaptic for the search facility.
[16:32:36] <rayh> Download time would be about the same.
[16:33:31] <rayh> If you have a computer at school you could pick up the packages there and hand carry to your EMC computer.
[16:34:05] <rayh> I've carried my PC to my wife's school and upgraded a couple of times.
[16:34:06] <Guest685> don't need linux for packages?
[16:34:15] <Guest685> oh bring the pc there
[16:34:22] <Guest685> right?
[16:34:29] <rayh> No the packages can be picked off the repository just like any download.
[16:35:03] <rayh> Once you have the xx.deb file on the EMC box you can click on it to install.
[16:35:24] <Guest685> in download section?
[16:35:35] <rayh> What becomes a problem with this is all of the dependencies have to be met in order.
[16:35:51] <Guest685> know nothing about dependencies
[16:36:17] <Guest685> tell me more
[16:36:26] <rayh> We could use EMC as an example of dependencies.
[16:37:00] <rayh> In order to compile the EMC you need quite a few other packages that are not on the Ubuntu install.
[16:37:53] <rayh> Development packages like tk and tcl development for example
[16:38:04] <rayh> gcc and several compilers
[16:38:40] <rayh> synaptic can show a list of the dependencies for a package.
[16:40:24] <rayh> I started synaptic and searched for emc.
[16:41:03] <rayh> I find the emc2-dev package
[16:41:30] <rayh> and click on it, then on the properties icon.
[16:41:41] <rayh> dependencies is one of the tabs there.
[16:41:49] <jepler_> (emc2-dev is the package to install if you want to build additional HAL components or user interfaces, it is not for rebuilding emc2 from source)
[16:42:16] <rayh> Right.
[16:42:25] <rayh> Thanks Jeff
[16:44:02] <Guest685> I'm running linux from linux format magazine
[16:44:20] <Guest685> is make a special command
[16:44:25] <Guest685> or standard?
[16:44:26] <jepler_> To find all the packages you need to install to build emc2 from source, you can issue a command like: sudo apt-get -y --print-uris build-dep emc2
[16:44:31] <rayh> Beyond the list of dependencies for a specific package you also need to look at the dependencies for each of the packages listed there.
[16:45:11] <rayh> Do you know what kind of Linux you got?
[16:45:18] <Guest685> dapper
[16:45:43] <rayh> okay. that's a good start. Is it LTS or edgy?
[16:46:03] <Guest685> don't know
[16:46:08] <jepler_> dapper is LTS
[16:46:19] <rayh> Oh right.
[16:46:43] <rayh> Sounds like guest needs to get a real time kernel and the emc stuff.
[16:47:07] <jepler_> Guest685: why do you wish to build emc, instead of just installing it? If you do not know the answer to a question like 'is make a special command', then you will find it very difficult to build emc2 yourself.
[16:47:25] <Guest685> trying to move into open source
[16:47:35] <rayh> IMO that would be a lot less painful if we could log the Linux box into the school network rather than dialup.
[16:47:33] <Guest685> experiment with free cad
[16:48:41] <Guest685> should I start with a c programming book or linux tutorials
[16:49:06] <skunkworks> or download the the live cd at school and burn an iso. what ever is easier.
[16:49:53] <Guest685> I'll probably do that, but I don't want to download every time i see a new program i like
[16:50:11] <Guest685> download a new iso that is
[16:50:12] <rayh> I'd get started with a little bit of Linux, then a bit of programming.
[16:51:39] <skunkworks> Guest685: you sound like me a year and a half ago. Not a linux person but now I am pretty comfortable with it. It take time and a lot of reading (an some help) ;)
[16:51:59] <rayh> This channel is a good place for help.
[16:52:05] <Guest685> yeah, took 2 intro linux classes
[16:52:13] <Guest685> 1 c++ class in linux
[16:52:24] <Guest685> still don't know anything
[16:52:28] <jepler_> you took 2 linux classes and a c++ class and they didn't teach you 'make'?
[16:52:41] <Guest685> no, just g++
[16:53:16] <skunkworks> the linux class I took about 10 years ago - just showed us how to navigate 'dos'.
[16:53:24] <Guest685> I live in albuquerque
[16:53:32] <Guest685> not a very good education system
[16:53:39] <jepler_> I've visited there, used to live in alamogordo
[16:53:48] <Guest685> cool
[16:54:00] <Guest685> what do you do for a living?
[16:54:10] <jepler_> I'm a computer programmer for a firm in Lincoln, Nebraska
[16:54:26] <Guest685> cnc as a hobby?
[16:54:30] <jepler_> yep
[16:54:50] <Guest685> c++ or everything?
[16:55:05] <skunkworks> jepler and cradek created the axis interface for emc2.
[16:55:17] <Guest685> how's the CS field?
[16:55:18] <jepler_> the language I prefer to work in is Python, but I am also well-versed in C++, C, Tcl, and some other more obscure languages
[16:55:23] <Guest685> very cool
[16:55:29] <jepler_> I quit school before I completed my CS degree
[16:55:48] <Guest685> how do you mean?
[16:56:05] <Guest685> just got a job?
[16:56:11] <jepler_> yez
[16:56:12] <jepler_> yes
[16:56:29] <skunkworks> he means he was too smart for school... (He is btw) ;)
[16:56:46] <jepler_> at the time I probably thought something like that
[16:56:46] <Guest685> is it still a good time to go into cs?
[16:56:55] <Guest685> I know his type
[16:57:02] <Guest685> I'm jealous already
[16:58:11] <skunkworks> Guest685: you can change your name by /nick name
[16:58:13] <jepler_> I haven't been in the job market for 8 years or so, I'm not sure how it is
[16:58:18] <Guest685> what language do you normally have work for?
[16:58:43] <jepler_> the day-job is in C++ and Tcl, with occasional bits of Python
[16:59:02] <Guest685> and you still work?
[16:59:14] <Guest685> Guest685 is now known as fguden
[16:59:15] <cradek> haha, he's smart, not rich
[16:59:33] <fguden> smart is good enough
[17:00:14] <fguden> what kind of programming?
[17:00:27] <skunkworks> cradek: looks like rigid tapping is coming along :)
[17:00:34] <fguden> financial, database?
[17:00:35] <jepler_> this is the application:
http://sds2.com/
[17:01:05] <cradek> skunkworks: yes alex did the glue work, but I have to finish the motion stuff still
[17:01:51] <skunkworks> jepler: thats pretty cool.. I know you had mentioned you programmed for a iron company but didn't know what for.
[17:02:03] <fguden> that's amazing
[17:02:04] <skunkworks> I didn't know what for that is..
[17:02:22] <jepler_> hah iron company
[17:03:33] <fguden> how bout the rest of you?
[17:03:43] <fguden> what type of work?
[17:03:57] <cradek> I work with jepler, same company
[17:04:04] <fguden> very cool
[17:04:05] <skunkworks> IT of some sort
[17:04:20] <fguden> snazzie IT job
[17:04:23] <fguden> very cool
[17:04:48] <cradek> I guess 'IT' sounds fancier than 'care and feeding of a bunch of computers and programmers"
[17:05:03] <fguden> still very nice
[17:05:12] <skunkworks> exactly.
[17:05:14] <cradek> yep, pays the bills
[17:05:38] <skunkworks> * skunkworks close wedsday on the new house :)
[17:05:59] <skunkworks> 'new' meaning different location.
[17:06:11] <fguden> life sounds good for you guys
[17:06:58] <jepler_> yeah it's pretty good
[17:09:11] <fguden> was IT hard to break into?
[17:09:30] <SWPadnos> heh
[17:09:47] <cradek> I started here 11-12 years ago - the climate may be totally different for new folks now
[17:09:52] <SWPadnos> I'm sure it's very easy to "break into", if you're at a company with nobody that knows anything about computers :)
[17:10:01] <cradek> now you better know your microsofts
[17:10:04] <SWPadnos> actually, it's more like "thrown into"
[17:10:08] <cradek> yeah no kidding
[17:10:33] <fguden> any formal education?
[17:10:42] <cradek> we were a unix shop when I started - we still are, mostly - unix folks are always needed, maybe moreso today
[17:11:06] <SWPadnos> I'm the same as jepler, except that I didn't quite get my EE degree (or CS, for that matter)
[17:11:09] <cradek> I have BSCE but that was irrelevant to getting this job (I didn't have it then)
[17:11:36] <cradek> am I the only one here with any degree?
[17:11:53] <SWPadnos> funny. at my last company, I did the software, a friend did the hardware, and another friend did the "business management"
[17:11:54] <skunkworks> I have an associates degree in electronics..
[17:12:04] <SWPadnos> the only one of us with their EE degree was the manager guy
[17:12:23] <cradek> education and smarts are both good to have, but you can get by with just one
[17:12:31] <fguden> trade school certificate :(
[17:13:20] <SWPadnos> there are companies that value certificates quite highly (though I haven't been in the job market for 20 years, so I can't tell you which ones)
[17:13:52] <cradek> SWPadnos: I probably don't want to work for them, then
[17:14:00] <SWPadnos> heh - me either
[17:14:05] <SWPadnos> so I don't do that
[17:14:40] <skunkworks> learn how to troubleshoot. (if you don't know the answer to a problem - know where you can find it)
[17:15:23] <cradek> I have a degree in googling
[17:15:29] <skunkworks> I use the #emc channel for that ;)
[17:15:46] <birdmun> I have a very old slow system setup and running. I am trying to run the rt benchmark. I found a log of this chan that mentioned the troubleshooting page of the wiki. I still dont know for sure what needs to be in the file .runinfo
[17:16:26] <skunkworks> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting
[17:16:28] <skunkworks> this?
[17:16:34] <birdmun> thats the link i saw
[17:16:39] <SWPadnos> you shouldn't need to change .runinfo, I think
[17:16:47] <birdmun> it doesnt exist
[17:16:55] <birdmun> that is until i touched it
[17:17:09] <cradek> then your rtai install is bogus - those are part of the tests
[17:17:12] <SWPadnos> where do you see anything about runinfo?
[17:17:26] <SWPadnos> (I didn't see it referenced in the wiki page)
[17:18:16] <birdmun> thats what i am saying SWPadnos. the page doesnt mention it but it seems my install didnt work properly
[17:18:36] <birdmun> cradek, i burned the iso and it all installed
[17:18:38] <jepler_> on ubuntu, the .runinfo files are part of the package rtai-modules-2.6.12-magma from the linuxcnc debian repostiroy
[17:18:42] <jepler_> repository
[17:18:48] <jepler_> /usr/realtime-2.6.12-magma/testsuite/kern/latency/.runinfo
[17:18:49] <jepler_> e.g.,
[17:18:53] <SWPadnos> ok - so you get an error when you try to run the testsuite, and the error mentions .runinfo
[17:18:58] <birdmun> yes
[17:19:06] <birdmun> my bad for not mentioning that
[17:20:30] <SWPadnos> no problem - it just wasn't obvious to me (since I'm not currently on an RT Linux system)
[17:20:49] <cradek> ok, say more specifically what you're doing and what error you get - the instructions on that page work to run the test
[17:21:11] <cradek> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting#RTAI_Latency_test
[17:22:06] <birdmun> well after finding the .runinfo and pasting it to my home dir i now get missing file error ... insmod: can't read 'latency_rt.ko': No such file or directory
[17:22:06] <birdmun> ERROR: cannot load latency_rt.ko
[17:22:06] <birdmun> /usr/realtime-2.6.15-magma/bin/rtai-load: line 242: ./display: No such file or directory
[17:22:27] <birdmun> altho i might be able to muddle around that problem :)
[17:22:28] <cradek> try following the instructions instead of doing that?
[17:23:14] <birdmun> ic
[17:23:34] <birdmun> i was following instructions for running the test that are posted on the wiki
[17:23:43] <birdmun> just not the troubleshooting spot
[17:24:01] <SWPadnos> what page were the instructions you followed on?
[17:24:04] <cradek> what's the url? maybe they are wrong
[17:24:07] <birdmun> i was looking at what hardware requirements are and running the rt benchmark was suggested and
[17:24:51] <birdmun> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Hardware_Requirements
[17:25:33] <cradek> ah, that is bogus, thanks
[17:25:56] <jepler_> the steps here worked:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting#RTAI_Latency_test
[17:26:06] <jepler_> the instruction on that other page is wrong -- cradek, will you fix it?
[17:26:14] <cradek> working on it
[17:26:36] <jepler_> maybe just make it a reference to the other page?
[17:26:39] <birdmun> yes i am seeing that the troubleshooting steps work
[17:26:49] <birdmun> quite nicely even
[17:28:01] <cradek> Hardware_Requirements fixed
[17:28:09] <birdmun> looks like my base period will have to be over 12000 if i ever plan to use this system :P
[17:28:48] <jepler_> birdmun: thanks for helping us find that problem on the wiki
[17:28:57] <SWPadnos> 12000 is a very fast base_period
[17:28:57] <birdmun> thanks for the assistance. i will do more reading. see what i can figure out
[17:29:00] <cradek> sorry for accusing you of not reading the instructions
[17:29:02] <jepler_> birdmun: you are planning to use sofwtare step generation?
[17:29:05] <jepler_> software
[17:29:11] <birdmun> i would guess
[17:29:17] <birdmun> i have a lot of reading to do :)
[17:29:25] <jepler_> birdmun: make sure you read this page too
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TweakingSoftwareStepGeneration
[17:29:29] <birdmun> cradek, no woirries
[17:29:32] <birdmun> worries even
[17:29:48] <SWPadnos> I think the fastest recorded base_period was ~6000, on one machine, by one of the more active developers
[17:30:02] <jepler_> the spreadsheet at the bottom is very useful too
[17:30:20] <birdmun> the system i have running is an overclocked 233 p2 slot1 proc w/ 384 ram
[17:30:55] <SWPadnos> oooh - that is an old slow machine ;)
[17:31:04] <birdmun> i actually was just trying to see if i could get proc usage under 100%
[17:31:11] <SWPadnos> heh
[17:32:10] <birdmun> thanks for the extra info as i said i know i have a lot of reading to do
[17:32:16] <birdmun> Peace
[17:32:25] <cradek> I'm about to set up my mill using a PII-4xx (I think)
[17:32:45] <cradek> it'll be fine I'm sure
[17:33:02] <cradek> come back anytime birdmun
[17:33:06] <skunkworks> like I said before - we ran our gantry for a long time on a 400mhz computer - now it is a 600mhz ;)
[17:33:30] <birdmun> lol skunkworks
[17:33:36] <birdmun> i will cradek
[17:34:25] <skunkworks> busy for a monday
[17:35:24] <skunkworks> wait until it gets so popular that it is like the ubuntu channel ;)
[17:39:07] <fguden> Thanks for all the info guys
[18:11:37] <bytecolor> any of you python hackers familiar with distutils? specifically the package_data dict in setup?
[18:27:37] <skunkworks> alex_joni: have you found cam software for alibre?
[18:29:01] <bytecolor> what's base alibre going for these days?
[18:29:22] <bytecolor> I tried it out once, briefly
[18:29:23] <SWPadnos> free
[18:29:28] <skunkworks> a better question - when you guys where playing with the penguin - what where you using to create the g-code from it?
[18:29:34] <bytecolor> free?
[18:29:38] <skunkworks> alibre express is free
[18:29:41] <bytecolor> ah
[18:29:44] <SWPadnos> there's a free version of Alibre, called X-cad or something
[18:29:51] <SWPadnos> or express :)
[18:30:14] <skunkworks> * skunkworks hasn't really played with it - but has it installed
[18:30:17] <SWPadnos> skunkworks, I think the 3d_chips file was made partially by hand way back when (by Paul and others, listed in the file I think)
[18:30:48] <skunkworks> SWPadnos: recently alex_joni and a few others had made a new - more complete model.
[18:30:53] <SWPadnos> oh - cool :)
[18:32:53] <skunkworks> SWPadnos: your trip was good?
[18:33:10] <SWPadnos> yes - nice and warm, but overcast so we didn't get much sunburn
[18:33:52] <SWPadnos> and it was even warm the day after we got back, so we didn't get shocked by a 60 degree weather change
[18:34:23] <skunkworks> :) wife went to cancun the week we got dumped on.. The loser.
[18:34:29] <SWPadnos> heh
[19:09:04] <xemet> hi
[19:12:48] <xemet> jepler, simply question for you, if I declare a type using typedef in a source file (interp_convert.cc) and I've to use it in another source (emccanon.cc) How I do it?
[19:26:04] <jepler_> xemet: that's what header files are for. You would put the typedef into a header file common to all the places that use that type
[19:44:56] <bytecolor> xemet, so you got apt360 _and_ postp working at the uni?
[19:45:19] <xemet> jepler: yes, I thought that...but there aren't common headr between the two files...
[19:45:40] <xemet> bytecolor: yes! it worked! Many thanks for your help
[19:46:24] <bytecolor> nice, crotcheyGuy was the help though :)
[19:46:30] <skunkworks> wow - what matt posted is pretty cool. scary - but cool.
[19:47:01] <xemet> bytecolor: yes he was very helping
[19:47:29] <jepler_> xemet: then create a new one
[19:47:45] <xemet> ok
[19:47:48] <bytecolor> I never can spell is name right, without tab-complete...
[19:48:00] <slundell> skunkworks: out of curiosity, what did he post?
[19:48:30] <jepler_> http://www.mattshaver.com/include_graphs/index-by-size.html
[19:48:55] <jepler_> information about header file inclusion in the emc2 source
[19:49:57] <xemet> jepler: I've used "vector" to collect nurbs control points, I've created a type CONTROL_POINT that is a struct with X, Y and Weight W, so, now I need to send it to the canon call nurbs_feed
[19:51:21] <xemet> so the type and the vector have to be available in the emccanon.cc
[19:53:16] <jepler_> xemet: both of those source files (indirectly) include canon.hh, it would seem to be an appropriate place for your new typedef.
[19:53:52] <xemet> ah, I'had not oticed that
[19:56:01] <xemet> yes, now that I look at the scheme seems that canon.hh is included in emc.hh that is included in emccanon.cc
[19:56:51] <xemet> jepler: do you think using vector will mess things? I've seen that it is not used in any of the source files
[20:11:35] <jepler_> xemet: I am not sure whether 'vector' is not used in emc because the C++ standard library was not dependable when it was implemented, or because it was desirable for the g-code interpreter to use a fixed amount of memory.
[20:12:07] <jepler_> xemet: I don't think either of those concerns (non-portability or fixed memory usage) are important today.
[20:13:03] <xemet> ok, for now I keep vector...it seems to work, if I will get problems I will change it with something else
[20:14:42] <xemet> I included typedef in canon.hh, now I've it available in both the files, thanks
[20:33:06] <alex_joni> hi guys
[20:33:19] <petev> hi
[20:33:28] <alex_joni> hey petev
[20:34:06] <SWPadnos> hiya
[20:36:21] <[1]Martzis> [1]Martzis is now known as Martzis
[20:39:20] <pier> can't understand why I have to reboot disabling parport.ko in order to use parllel port (and emc)....
[20:41:15] <cradek> you don't have to reboot, but you have to not load the module
[20:41:39] <pier> cradek: I'll have to prevent loading at boot
[20:41:46] <cradek> right
[20:42:09] <pier> cradek: that's what I did... rmmod won't suffice
[20:42:20] <cradek> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting#Parallel_port_no_longer_works_in_EMC_2_0_1_or_later_hal_parport_Device_or_resource_busy
[20:44:25] <pier> cradek: I'll try and add loadrt probe_parport
[20:52:53] <pier> cradek: I get an error... it seems probe_parport.c was not compiled...
[20:53:45] <alex_joni> pier: you don't necessarely need probe_parport to prevent your linux from loading the pc_parport module
[20:54:34] <pier> alex_joni: sorry alex can you explain
[20:56:17] <alex_joni> pier: what is the problem you are having?
[20:57:01] <pier> alex_joni: well... I am trying a board at home with my pc
[20:57:18] <pier> alex_joni: trying to make a stepper turn
[20:57:37] <alex_joni> ok, go on
[20:57:46] <pier> alex_joni: I noticed that I have to reboot and not loar parport.ko
[20:58:02] <pier> alex_joni: in order to make it turn
[20:58:28] <pier> alex_joni: and simply rmmoding parport.ko won't do
[20:58:38] <alex_joni> pier: you can disable loading parport.ko
[20:58:40] <pier> alex_joni: stepper keeps on humming
[20:58:50] <alex_joni> thats odd
[20:58:55] <pier> alex_joni: yes I did it
[20:59:09] <pier> alex_joni: infact it now works
[20:59:34] <pier> alex_joni: in the garage and on my laptop I don't need parallel port
[20:59:50] <pier> alex_joni: and emc drives the steppers ok
[21:00:55] <pier> alex_joni: but if I try and load parport to print anything I have to reboot then to use emc or some other little program that sends steps to lpt
[21:01:24] <alex_joni> pier: well.. it's not a good thing to do :)
[21:02:04] <pier> alex_joni: so cradek suggested to do as in manual
[21:03:34] <pier> alex_joni: adding loadrt probe_parport to the standard_pinout.hal just before loadrt probe_parport
[21:03:52] <pier> alex_joni: but I get an error
[21:04:25] <pier> alex_joni: Can't find module 'probe_parport'
[21:04:30] <alex_joni> pier: what emc2?
[21:04:36] <pier> last release
[21:04:44] <pier> 2.1.1
[21:06:42] <duerz> ok who in here has integrated a real machine?
[21:06:49] <[1]Martzis> [1]Martzis is now known as Martzis
[21:12:46] <duerz> no one has ever integrated a real machine in here?
[21:14:12] <SWPadnos> several have. do you have a particular question?
[21:14:35] <duerz> does this stuff really work - well that is. ?
[21:15:06] <SWPadnos> yes
[21:15:15] <alex_joni> * alex_joni wonder what response you would expect on that question
[21:15:25] <SWPadnos> heh
[21:15:40] <duerz> say for instance , you do an m6- does that program still keep running- how to you stop the program?
[21:16:06] <alex_joni> M6 is tool change
[21:16:21] <alex_joni> how do you expect a program to keep running during a tool change?
[21:16:23] <duerz> correct -
[21:16:41] <duerz> how does the sequncer work?
[21:16:57] <duerz> seqencer
[21:17:44] <SWPadnos> there's a very complex answer to that question. is there some specific piece of information you're looking for, or can the info at
http://www.linuxcnc.org help you with general information?
[21:18:19] <duerz> how to you hold the sequncer?
[21:18:22] <alex_joni> there is also a lot of information in the Manuals and in the wiki
[21:18:32] <alex_joni> what's a sequencer to you?
[21:18:43] <SWPadnos> I'm not exactly sure what you mean by "sequencer"
[21:19:04] <duerz> the program that crunces the g and m codes and program
[21:19:19] <SWPadnos> if you mean :bow do you pause a program", then there are several methods (feedhold, set feed override to 0, ...)
[21:19:33] <SWPadnos> how, not bow
[21:19:49] <alex_joni> duerz: that's an interpreter to us
[21:20:07] <pier> night all
[21:20:10] <alex_joni> it reads the g-code and converts them to machine calls (moving, IO, etc)
[21:20:15] <SWPadnos> see you pier
[21:20:24] <pier> bye
[21:21:40] <duerz> no, for example if you do an m6 - does your interpreter keep cruncing data- or what?
[21:21:52] <duerz> keep moving forward?
[21:21:59] <duerz> in the program
[21:22:21] <alex_joni> the intepreter has a queue of commands
[21:22:32] <alex_joni> that's a different issue from when they get executed
[21:22:35] <SWPadnos> the interpreter may "parse" more lines, but the part of the code that executes the operations will wait for the tool change to be completed before doing any further motion
[21:23:02] <SWPadnos> how it waits is dependent on the configuration of the machine - there are many ways to do it
[21:23:25] <duerz> whrere can i read up on this?
[21:23:42] <alex_joni> duerz: I suggest starting with the manuals
[21:23:51] <alex_joni> http://www.linuxcnc.org/docs/2.1/
[21:24:03] <duerz> i think i have them - does the integrator manual cover that?
[21:24:25] <alex_joni> some of it.. but it's a work in progress.. some things are missing (to put it mildly))
[21:24:40] <jepler_> iocontrol.0.tool-changed
[21:24:43] <alex_joni> g'night all
[21:24:47] <skunkworks> night alex
[21:25:53] <jepler_> it is probably not spelled out in the documentation, but at one step of an M6 tool change, the HAL pin iocontrol.0.tool-change is set to TRUE, and EMC doesn't command any more motion until iocontrol.0.tool-changed becomes TRUE
[21:26:33] <duerz> you mean false?
[21:26:45] <jepler_> no, I mean TRUE. The two pin names are different.
[21:26:50] <jepler_> -change and -changeD
[21:27:00] <duerz> I see
[21:28:03] <duerz> so you would need to use those hal pins within the sfc to hold motion - correct?
[21:29:52] <jepler_> if you are implementing a changer, you would wait until -change became TRUE, then cause the machine-specific tool changing actions to take place, then set -changed to TRUE
[21:30:38] <duerz> i understand - thanks
[21:30:49] <jepler_> while 1:
[21:30:49] <jepler_> change = h.change
[21:30:49] <jepler_> if change and not h.changed: do_change(h.number)
[21:30:49] <jepler_> elif not change: h.changed = False
[21:31:04] <jepler_> this Python code shows how to read change and set changed
[21:31:29] <jepler_> it's part of the "manual toolchanger" which you can see in action by using the sim/axis configuration and requesting a tool change
http://cvs.linuxcnc.org/cvs/emc2/src/emc/usr_intf/axis/scripts/hal_manualtoolchange.py?rev=1.4;content-type=text%2Fx-cvsweb-markup
[21:34:59] <elovalvo> Hi alex_joni
[21:35:50] <jepler_> elovalvo: I think he may be gone for the night
[21:36:03] <elovalvo> Ah
[21:36:29] <elovalvo> jepler:I have a strange question to you
[21:38:00] <jepler_> OK?
[21:38:09] <elovalvo> it's possible use the sound card as analog I/O with HAL?
[21:38:37] <jepler_> there are no existing HAL drivers to do that
[21:40:01] <jepler_> I don't see any fundamental reason that sound cards couldn't be used, though generally they are designed to stream samples of audio to/from a buffer at a predefined rate, not have the output changed or read at intervals by software
[21:40:07] <elovalvo> But, in your opinion, it is possible?
[21:40:34] <SWPadnos> sound hardware may not be suited for use with HAL - the analog I/O is not very good (meant to sound good, not be accurate), and they're meant to take blocks of data at a time, not individual samples
[21:41:06] <cradek> and they're surely AC coupled anyway
[21:41:20] <SWPadnos> it's probably possible to get a sound card to work, but it won't be as good as the specs would make you think (24 bit resolution and 44/96/192 KHz update rates)
[21:41:42] <skunkworks> cradek: good point.
[21:41:43] <jepler_> those are good points too
[21:42:01] <SWPadnos> probably, but not necessarily (they may be on the inputs but not the outputs, for example)
[21:43:10] <SWPadnos> though it would be interesting to get some output filtering with the DSP/EQ on a sound card :)
[21:43:47] <skunkworks> maybe set it up so if the sound card hears you scream - it goes into E-stop
[21:43:58] <SWPadnos> yeah - that sounds good :)
[21:44:09] <SWPadnos> and with a modem, it can call 911 for you as well
[21:44:20] <elovalvo> My crazy idea was to drive spindle with sound level....
[21:44:23] <skunkworks> oh - voice recognition for axis.
[21:44:53] <jepler_> "GEE ZERO EKS ZERO WYE ZERO RETURN"
[21:44:56] <SWPadnos> spindle may be OK, since it's a low update rate thing (and probably doesn't care if there's a bit of noise on the output)
[21:45:00] <skunkworks> elovalvo - simple pwm out of 1 pin of the printer port - and a r/c circuit.
[21:45:21] <SWPadnos> for some reason, I'm reminded of the vista speech recognition for programming video
[21:45:40] <skunkworks> * skunkworks was thinking of the same thing.
[21:46:08] <skunkworks> STOP - STOP ---- I mean E STOP
[21:46:42] <SWPadnos> no, delete that, delete no delete that
[21:48:28] <jepler_> with python's 'ossaudio' module and the emc 'hal' module it would not be hard to play a sound with amplitude and frequency specified by HAL pins to any Linux-supported sound card
[21:49:06] <skunkworks> elovalvo: what kink of machine are we talking here?
[21:49:08] <SWPadnos> you'd need external hardware to make that usable for a spindle though (peak detect or F - to - V converter)
[21:49:10] <jepler_> however there will be no guarantee against overruns, and a certain amount of latency that depends on the card
[21:49:17] <cradek> isn't pwmgen going to be simpler and better?
[21:49:27] <SWPadnos> shhhh
[21:49:43] <SWPadnos> only if you have available parallel port pins
[21:49:53] <skunkworks> cradek: that is not the point. Like building your own servo drives.
[21:49:59] <SWPadnos> (or other appropriate I/O pins)
[21:50:23] <jepler_> if you're out of I/Os, just crack your keyboard open and use the 'scroll lock' LED control signal
[21:50:42] <jepler_> there are two more where that came from, if you're willing to give up caps and num lock indicators
[21:51:03] <SWPadnos> is there a HAL/keyLED driver?
[21:51:16] <jepler_> SWPadnos: yes, hal_input can control LEDs including keyboard LEDs
[21:51:24] <SWPadnos> cool
[21:51:29] <jepler_> but updates are limited to 100ms and not in realtime
[21:51:33] <jepler_> (or maybe that's 10ms)
[21:52:16] <SWPadnos> either is probably fine for a spindle, but obviously not for PWM
[21:52:18] <jepler_> that reminds me, I need to add the "led-only" flag, it's interesting to show something from HAL on an LED, but not when you get 200 other pins you don't care about, a key-xxx and key-xxx-not for each key on your keyboard
[21:52:28] <SWPadnos> heh
[21:53:24] <duerz> the only sound you should hear on a machine tool is the cutting of chips
[21:54:21] <cradek> that was fascinating
[21:54:22] <alex_joni> wonder if rafa emigrated
[21:54:28] <SWPadnos> heh
[21:54:30] <alex_joni> and learned better english
[21:54:36] <alex_joni> elovalvo: hi
[21:54:55] <elovalvo> alex_joni:hi
[21:58:57] <elovalvo> the sound card is always present in PC board and maybe utilizable for some things
[21:59:53] <skunkworks> Time is an illusion. Machining, doubly so
[22:00:23] <skunkworks> machining time?
[22:00:26] <skunkworks> whatever
[22:02:14] <alex_joni> skunkworks: that's too deep
[22:03:28] <skunkworks> this is cool. I really need to learn how to make 3d models.
http://www.cnczone.com/forums/showthread.php?t=33623
[22:04:32] <alex_joni> * alex_joni really heads to bed now
[22:04:36] <alex_joni> night all
[22:04:58] <jepler_> that's interesting but why are the files he's posting in .exe format?
[22:05:19] <skunkworks> sounds like ziped - self extracting files
[22:05:31] <skunkworks> night alex
[22:05:49] <cradek> (solid works auto exec files)
[22:06:26] <jepler_> viewer plus data in proprietary format
[22:06:37] <jepler_> useless on real computers to boot
[22:06:47] <cradek> the work looks nice though
[22:07:01] <skunkworks> I was just looking at the pictures.
[22:07:45] <jepler_> they are nice pictures
[22:57:49] <CIA-6> 03jmkasunich 07TRUNK * 10emc2/docs/man/man1/halcmd.1: mark linkpp as obsolete
[23:46:27] <ejholmgren> so ... the next version of emc will support loud shrieks during rapids?
[23:48:07] <ejholmgren> .....yyyyeeeaaaaAAAAAAAAaaahhhhhhh.....
[23:48:20] <SWPadnos> it already does, if you have steppers
[23:48:24] <cradek> it's already supported, but you have to make the noise yourself
[23:48:39] <ejholmgren> r2d2 noises would be nice too
[23:48:39] <SWPadnos> there's no auto-shriek mode?
[23:48:57] <ejholmgren> during dwell or something
[23:49:54] <CIA-6> 03cradek 07TRUNK * 10emc2/share/axis/tcl/axis.tcl: get the various enables right this time
[23:51:04] <CIA-6> 03cradek 07v2_1_branch * 10emc2/share/axis/tcl/axis.tcl: get the various enables right this time
[23:52:58] <SWPadnos> hiya Matt
[23:53:18] <mshaver> hey Steve!
[23:53:22] <cradek> 'ello
[23:53:24] <SWPadnos> how goes it?
[23:53:34] <mshaver> hi!
[23:53:34] <cradek> how's radius comp?
[23:54:33] <mshaver> haven't done anything on it lately as my sponser has not decided whether they'd like further work just yet
[23:54:49] <SWPadnos> I hate when that happens
[23:54:57] <mshaver> me too...
[23:54:59] <cradek> I've had that experience too...
[23:55:37] <mshaver> so, when no paying work is available I fool with the infrastructure
[23:55:59] <mshaver> that petev, he comes & goes...
[23:56:02] <SWPadnos> hmmm. maybe I should do that instead of just worrying about the lack of work :)
[23:56:25] <mshaver> oh, I worry, it just doesn't help!
[23:57:12] <SWPadnos> heh
[23:57:12] <mshaver> I've got a few Windows machines here I've been de-crappifying & while things run I can do emc stuff
[23:57:17] <SWPadnos> I've noticed
[23:57:40] <SWPadnos> hmmm. is there a Windows de-crappifier (other than a Linux install CD)?
[23:57:56] <skunkworks> avg, adaware, spybot and hijackthis?
[23:58:09] <mshaver> anyway, refactor to "middle layer"?
[23:58:26] <SWPadnos> which part(s) are you thinking of refactoring?
[23:58:32] <mshaver> I don't know hijackthis, but the others yea
[23:58:58] <SWPadnos> hijackthis is a file deleter, which uses several methods to actually delete files - even if they're marked as system files
[23:59:09] <mshaver> no windows install is ever 100% right
[23:59:16] <mshaver> hmm, i'll looh at that
{kind=link}
{kind=link}
{kind=link}
{kind=link}