Back
[00:42:16] <ejholmgren> Jymmmm: that bottle must be empty?
[00:56:24] <twice2> i'm trying to share homes with limit switches
[01:00:30] <twice2> i've read the user man, int man and the wiki by fred proctor
[01:04:13] <twice2> can anyone point me to an example hal config that works this?
[01:19:43] <jepler> twice2: I don't think any of the sample configs do this
[01:24:33] <jepler> twice2: the nist-lathe and sim/axis configurations do show homing order with a home switch that is shared between axes, but I don't think that's what you're asking abuot.
[01:27:19] <twice2> thank you both, jepler: i have noted your suggestion. but i'm looking for shared home
[01:38:29] <twice2> jepler: yes those configs are good for my setup, maybe i need to somehow ignore limits during the homing
[01:39:00] <jepler> twice2: the docs say what to add to your ini to do that
[01:39:03] <jepler> I forget what it is
[01:44:01] <twice2> sorry, jepler i've just scratched the hal to the point of getting a limit a n.c. switch working
[01:44:51] <twice2> btw, is it ok to tie the pin directly to ground?
[01:47:28] <twice2> any way that's not stuff for this channel so i need to find anything on shared home/limit switches
[01:47:37] <Jymmmm> ejholmgren: I can only hope for =)
[01:49:08] <cradek> twice2: you hook the signal that comes from your switch to both the limit and home inputs in HAL, then set the ini so limits are ignored during homing
[01:50:39] <jepler> twice2: here are some relevant parts of the documentation:
http://linuxcnc.org/docs/2.1/html/config/ini_homing/index.html http://linuxcnc.org/docs/2.1/html/config/emc2hal/index.html (section 'axis.N')
[01:50:45] <jepler> for the .ini and .hal stuff respectively
[01:51:26] <jepler> bbl
[01:58:50] <twice2> thank you guys!
[02:02:00] <cradek> twice2: welcome, hope you get it going soon
[02:03:22] <twice2> hehe, i prob shouldn't be trying this stuff, makes my dog guide spooky
[02:06:42] <CIA-6> 03cradek 07v2_1_branch * 10emc2/src/Makefile: sim makes .so, not .ko
[02:07:39] <CIA-6> 03cradek 07v2_1_branch * 10emc2/VERSION: 2.1.1 release
[02:07:39] <CIA-6> 03cradek 07v2_1_branch * 10emc2/debian/changelog: 2.1.1 release
[02:09:04] <twice2> ok, i've copied all of your input and i'm 'going in' , thanks again, emc2 is awesome
[02:37:15] <CIA-6> 03cradek 07v2_1_branch * 10emc2/VERSION: bump after release
[03:02:29] <CIA-6> 03cradek 07TRUNK * 10emc2/src/Makefile: sim makes .so, not .ko
[03:03:57] <cradek> EMC 2.1.1 is released
[03:08:50] <jepler> jepler has changed the topic to: Welcome! EMC (Enhanced Machine Controller) is a linux-based CNC control. | Latest release: EMC 2.1.1 |
http://www.linuxcnc.org |
http://wiki.linuxcnc.org
[03:09:00] <cradek> thanks jepler
[03:09:52] <jepler> thanks for actually making the relesae
[03:09:58] <cradek> welcome
[03:10:03] <cradek> I got it right in only a few tries
[03:11:20] <cradek> wish alex was still up - he always does the news items on linuxcnc, etc
[03:15:28] <jepler> I think I got most version number mentions on the wiki
[03:16:09] <cradek> yay
[03:43:02] <jepler> ooh, this looks cool:
http://www.mindaugas.com/projects/MJoy/
[03:43:28] <jepler> GPL firmware for AVR, acts like a USB joystick with 6 axes and 24 buttons
[03:47:09] <CIA-6> 03jepler 07TRUNK * 10emc2/lib/python/linux_event.py: add GPL license notice
[03:47:08] <CIA-6> 03jepler 07TRUNK * 10emc2/src/hal/user_comps/hal_input.py: add GPL license notice
[04:11:52] <ds3> tip: a chip lathe toolbit makes a big difference in the ability to acheive an acceptable finish!
[05:13:55] <skullworks-away> skullworks-away is now known as skullworks-sore
[05:19:47] <skullworks-sore> I just don't understand chi machine builders
[05:20:27] <skullworks-sore> they grind all over - except where they really should.
[05:21:35] <skullworks-sore> table sides, ground, saddle face, ground, ways - not ground
[05:25:07] <ds3> ways don't really show up on pictures ;)
[05:25:47] <skullworks-sore> true
[05:26:02] <skullworks-sore> but there going to see some pics of this
[05:26:37] <ds3> maybe you got it from a surplus batch that was made for a ways scraping class? ;)
[05:27:16] <skullworks-sore> they did a roughing pass, then a finish pass, but the rougher must have deflected so much that the finish tool did not clean up.
[05:27:33] <ds3> what kind of machine is this?
[05:27:49] <skullworks-sore> Seig X3 via Grizzley
[05:28:33] <ds3> guess you got a bum machine; the mini-lathe.com guy seemed happy with his
[05:28:52] <skullworks-sore> I just spent the afternoon tearing it appart into (nearly) manageable chunks to move it home from the shop.
[05:29:33] <ds3> messy afternoon
[05:29:40] <skullworks-sore> not really
[05:29:59] <skullworks-sore> just lots of award lifting
[05:30:03] <ds3> didn't get sand and red grease all over?
[05:31:19] <skullworks-sore> red grease - green grease - yup, went thru a bunch of used paper towels doing the first cleanup.
[05:32:13] <skullworks-sore> We keep all the used towels people use to dry there hands bagged
[05:32:30] <skullworks-sore> used for oil spill cleanup
[05:33:44] <skullworks-sore> I think I'm going to set this up like the Tormach CNC
[05:34:46] <skullworks-sore> put dual pulleys on motor and spindle - run direct drive for Hi/lo
[05:35:10] <skullworks-sore> the gears are sloppy loose
[05:35:40] <skullworks-sore> no wonder everyone complains about the noise.
[05:36:37] <ds3> Heh
[05:37:01] <skullworks-sore> so - bye bye gears
[05:37:04] <ds3> going to put in a 3PH VFD motor?
[05:37:11] <skullworks-sore> nope
[05:37:23] <skullworks-sore> 2hp DC treadmill motor
[05:37:55] <ds3> how much are those going for thesedays?
[05:38:15] <skullworks-sore> with additional heatsinking and AC continous cooling fan.
[05:38:23] <skullworks-sore> motor price?
[05:38:35] <skullworks-sore> $20
[05:38:45] <ds3> w/controller?
[05:38:54] <skullworks-sore> no controller
[05:38:55] <ds3> oh
[05:38:59] <skullworks-sore> but
[05:39:29] <skullworks-sore> I want to talk to Jon about driving it with one of his servo amps
[05:39:48] <ds3> Hmmmm interesting idea
[05:40:08] <ds3> btw, not sure if you know but there is a SCR based controller for $30
[05:40:20] <skullworks-sore> yep puts me that much closer to being able to rigid tap
[05:41:04] <ds3> that's like the holy grail of home built machines
[05:41:32] <skullworks-sore> yes There are SCR units - will cost more like $89 to have enough capacity.
[05:41:57] <ds3> where are you looking?
[05:42:14] <skullworks-sore> mainly surplus center
[05:42:37] <ds3> oh you are right.. the one I am thinking of is good to about 1HP
[05:43:04] <skullworks-sore> need 110V at 18amp
[05:43:24] <skullworks-sore> that pushes the upper limit for most units
[05:43:32] <ds3> *nod*
[05:43:58] <ds3> how much are the servo amps?
[05:44:18] <skullworks-sore> but - then I would not need to build the linier power supply :)
[05:44:47] <skullworks-sore> amps are $125
[05:44:58] <skullworks-sore> but there is a driver issue
[05:45:11] <ds3> Linear PS for a ~1.5KW?!
[05:45:22] <ds3> is that where you cast the PCB out of solid copper? ;)
[05:46:13] <skullworks-sore> they are intended to be driven by his controller board
[05:46:30] <skullworks-sore> no - not the powersupply - the servo amps
[05:46:54] <ds3> hmmm
[05:47:33] <ds3> if you can get rigid tapping, I'd be interested in doing a smaller (<1HP) version
[05:48:10] <skullworks-sore> the power supply would be a dual coil 80VAC @ 18 amps - a bridge rectifier, and a bank of caps
[05:48:52] <skullworks-sore> the x3 comes with a 4000rpm .8hp motor as is
[05:49:16] <ds3> but that's .8 import midget horses ;)
[05:49:17] <skullworks-sore> but stock gearing tops out at 2000rpm at the spindle
[05:49:38] <skullworks-sore> my target is 5000
[05:49:40] <skullworks-sore> in high
[05:49:50] <ds3> is it balanced enough to do 5000?
[05:50:00] <skullworks-sore> which?
[05:50:04] <ds3> the minilathes sound scary at 2000RPM
[05:50:10] <ds3> the spindle itself
[05:50:24] <skullworks-sore> treadmill motor is 6750 rpm
[05:50:28] <skullworks-sore> ah
[05:50:41] <skullworks-sore> thats something else
[05:51:10] <skullworks-sore> stock spindle hangs out - canterlevered too far
[05:51:23] <ds3> then there is the stock bearings
[05:51:51] <skullworks-sore> I want to make a new bearing housing that shortens this up by almost 2 inches
[05:52:18] <ds3> what are you going to do on it to want the 5K?
[05:52:23] <skullworks-sore> also my conversion shoul add almost 5" z travel
[05:52:42] <skullworks-sore> 5K is creeping
[05:53:02] <skullworks-sore> I'm used to running at 10-12k
[05:53:18] <ds3> what do you do at 10K+?
[05:53:25] <skullworks-sore> Okuma's and Mori-Seiki's
[05:53:34] <ds3> I find myself wanting to go slower usually
[05:53:37] <skullworks-sore> high speed machining
[05:54:00] <ds3> but that's stuff stuff with 1/4" or smaller carbide bits, no?
[05:54:02] <skullworks-sore> filling 55 gal drums with chips each shift
[05:54:08] <ds3> Oh my
[05:54:58] <skullworks-sore> no thats with 80mm favemills taking .300" depth of cut at 280 IPM
[05:55:07] <skullworks-sore> facemills
[05:55:26] <skullworks-sore> or 3/4" em
[05:56:05] <ds3> wow....that's 2500SFPM!
[05:56:24] <skullworks-sore> the Mori has a 30hp spindle - and I love to run up the company's electric bill
[05:56:49] <skullworks-sore> 9.2hp for each axis servo
[05:57:00] <skullworks-sore> 1280ipm rapids
[05:57:16] <skullworks-sore> and this is an "old" machine
[05:57:28] <skullworks-sore> circa 95
[05:58:32] <skullworks-sore> Now - I have an IH mill on order
[05:58:35] <ds3> I can see why they have doors on those now... just didn't seem justified on those puny 1-2HP HAAS minimills ;)
[05:59:31] <skullworks-sore> Haas has had doors since there tupperware days
[06:00:07] <skullworks-sore> my other job - I run 3 haas
[06:00:28] <skullworks-sore> 2 VF0E and one old VF0 tupperware
[06:01:16] <skullworks-sore> the 2 VF0E have robots feeding them (I'm lazy)
[06:02:25] <skullworks-sore> that IH mill
[06:02:50] <skullworks-sore> I may bust my wallet and order ground ballscrewws for it
[06:03:17] <ds3> heh
[06:03:47] <skullworks-sore> but when I'm done I want it to be an EMC poster child, with min 400ipm rapids and rigid tapping.
[06:04:24] <ds3> hehe... make a video of it doing #0-80 holes ;)
[06:04:29] <skullworks-sore> that puts us back at the level FADAL was in 1986
[06:04:59] <skullworks-sore> so - EMC would still only be 10years behind leading edge
[06:06:06] <jmkasunich> consider the price of a leading edve control
[06:06:21] <skullworks-sore> and that is something to be proud of because this whole effort runs on virtually no budget.
[06:07:08] <skullworks-sore> trust me I know the prices
[06:07:34] <skullworks-sore> and how they squeeze you for every little option
[06:08:29] <skullworks-sore> its a joke that you can spend $100K+ for a machine and they give you 64K user mem.
[06:09:07] <skullworks-sore> there is a full 8mb installed but they use paramiters to disable the rest of the mem.
[06:09:21] <skullworks-sore> it obscene
[06:14:42] <skullworks-sore> john - what state you live?
[06:14:42] <jmkasunich> ohio
[06:14:42] <skullworks-sore> seems most the active folks are farther east
[06:14:42] <skullworks-sore> Jon in MO
[06:14:42] <jmkasunich> cradek and jepler are in nebraska
[06:14:42] <jmkasunich> tomp is in illinois I think
[06:14:42] <skullworks-sore> really
[06:14:42] <jmkasunich> rayh in michigan
[06:14:42] <a-l-p-h-a> <- Ontario
[06:14:51] <skullworks-sore> I'd love to sit in on some of the get togaters like cabin fever, but its easier to get a root canal than more than 2 days off
[06:15:22] <skullworks-sore> * skullworks-sore has had the root canals to prove it
[06:17:09] <tomp> did you guys see this stuff?
http://5axes.free.fr/ stock removal simul8r, 5 axis code, evevn some apt stuff... pretty dense site
[06:17:29] <jmkasunich> too dense for me - bedtime here
[06:17:36] <tomp> gnite
[06:17:47] <skullworks-sore> john - nite -
[06:18:01] <skullworks-sore> past my bedtime too
[07:47:49] <Jymmmmmm> boo
[08:31:47] <Jymmmmmm> Never thought about this before, but is it posisble to jog using a mouse?
[08:39:21] <alex_joni> Jymmmmmm: yes
[08:52:17] <Jymmmmmm> how?
[08:54:06] <alex_joni> Jymmmmmm: jepler just added a component to emc2 that exports HAL pins for _any_ input device
[08:54:19] <Jymmmmmm> ah
[08:54:20] <alex_joni> so you can hook up the pins exported from a mouse to halui for example
[08:57:38] <alex_joni> http://linuxcnc.org/docs/devel/html/man/man1/hal_input.1.html
[09:19:48] <anonimasu> hm
[09:21:09] <anonimasu> I'll be runnnig my plasma table today
[09:21:09] <anonimasu> the T arrangement isnt a problem..
[09:27:24] <alex_joni> nice
[09:27:28] <alex_joni> got any pics?
[09:32:06] <anonimasu> no
[09:32:16] <alex_joni> too bad :)
[09:32:18] <anonimasu> I've got the torch holder in the mill right now :)
[09:32:25] <anonimasu> going to finish it up on the afternoon
[09:32:33] <anonimasu> and wire up the last gecko..
[09:32:37] <anonimasu> and hook up my scope
[09:33:18] <anonimasu> but I doubt EMI will pose a problem
[09:34:06] <anonimasu> unitronic bus cabling is neat ;)
[09:57:50] <alex_joni> you need EMC shielding :P
[10:00:18] <anonimasu> heh
[10:00:29] <anonimasu> alex_joni: does that involve a cement truck?
[11:36:20] <alex_joni> jlmjvm: did you update to 2.1.1 ?
[11:37:22] <jlmjvm> not yet,is it ready
[11:37:38] <alex_joni> yes, already released
[11:37:56] <alex_joni> jlmjvm: if your Ubuntu is connected to the internet you should get an automatic update
[11:38:39] <jlmjvm> its not showing it yet,im on the internet
[11:39:47] <alex_joni> jlmjvm: you do have 2.1.0 .. right?
[11:42:55] <jlmjvm> yes
[11:42:55] <alex_joni> you'll get it
[11:42:55] <jlmjvm> cool
[11:42:55] <alex_joni> you can activate the check for updates now option somewhere
[11:42:55] <alex_joni> (forgot the exact place)
[11:42:55] <jlmjvm> im glad i found you guys,its quite a task to learn linux
[11:42:55] <jlmjvm> i tried that already
[11:44:23] <jlmjvm> what all did yall change in 2.1.1
[11:49:03] <alex_joni> https://sourceforge.net/project/shownotes.php?group_id=6744&release_id=489336
[11:50:15] <jlmjvm> i just got it
[11:51:22] <jlmjvm> the "enter" button on my keypad works
[11:53:11] <alex_joni> nice
[11:55:32] <jlmjvm> extremely nice
[11:57:28] <jlmjvm> the auto updater work flawlessly
[11:57:51] <jlmjvm> that is a big help for new people
[12:08:32] <alex_joni> nice
[12:11:44] <jlmjvm> what got added in 2.1.1
[12:12:03] <alex_joni> https://sourceforge.net/project/shownotes.php?group_id=6744&release_id=489336
[12:17:03] <jlmjvm> am i reading this right,the hal joystick is now part of emc 2.1.1
[12:19:55] <anonimasu> hm
[12:21:15] <jlmjvm> where can i get SCARA at
[12:21:53] <anonimasu> shit.
[12:22:41] <anonimasu> atkbd.c failed to enable keyboardon isa0060/serio1
[12:27:47] <skullworks-sore> Alex - just for giigles - how often to you rebuild from head?
[12:31:14] <anonimasu> hm
[12:31:16] <anonimasu> this sucks.
[12:31:25] <anonimasu> ubuntu seems broken on this pc
[12:31:53] <skullworks-sore> drop back and punt?
[12:32:00] <anonimasu> what
[12:32:03] <anonimasu> ?
[12:32:28] <skullworks-sore> (bad football analogy)
[12:33:33] <cradek> jlmjvm: the scara configuration with the simulated robot is in emc2 cvs trunk
[12:33:37] <skullworks-sore> still nursing that 1st cup of coffee, reading with one eye open
[12:34:28] <jlmjvm> k
[12:34:53] <anonimasu> cradek: got any idea why this stuff happens to me?
[12:35:34] <cradek> evil past life?
[12:35:41] <anonimasu> heh
[12:35:42] <anonimasu> yeah
[12:35:42] <anonimasu> that may be it
[12:36:21] <cradek> bbl
[12:37:47] <xemet> hi
[12:37:49] <alex_joni> skullworks-sore: sorry?
[12:38:43] <xemet> alex: I've read the new page in the wiki about joint axes etc.
[12:39:42] <xemet> in the scara robot example maybe AXIS number should be added
[12:39:51] <skullworks-sore> I was just wondering how often the Developer crew rebuild there test box from head?
[12:40:55] <skullworks-sore> things seem to change so fast, on many fronts at the same time.
[12:41:39] <anonimasu> fsck, some checksum failed.
[12:45:02] <alex_joni> xemet: didn't understand that
[12:45:54] <anonimasu> hm
[12:45:57] <xemet> in the YA example, in the imaginary ini file you specify Joint_0 type linear AXIS = 1
[12:46:24] <alex_joni> yeah, that's a special case for trivkins
[12:47:18] <xemet> alex: in the YA example in the ini imaginary file you specify Joint_0 Type linear, AXIS = 1
[12:47:31] <xemet> because you want that the joint_0 control the Y axis
[12:48:14] <xemet> so when you specify Joint_1 you say type angular, Axis = 3
[12:48:47] <alex_joni> yeah, that's a special case for trivkins
[12:48:49] <xemet> because you want it to control the A axis
[12:48:51] <alex_joni> right
[12:49:01] <xemet> so, in the scare example
[12:49:00] <alex_joni> scara doesn't have a 1-1 mapping from joints to axes
[12:49:11] <xemet> should axes numbers be specified?
[12:49:15] <xemet> ah ok
[12:52:23] <skullworks-sore> well I'm off to push the green button. - Have fun folks.
[12:52:35] <xemet> but scara moves in the XYZ space...so when you say joint_0 angular...the gui interface should know what to move when joint 0 moves...
[12:53:09] <alex_joni> xemet: the GUI doesn't care
[12:53:34] <alex_joni> xemet: it's teh motion controller that does the conversion from carthesian to joint space
[12:54:52] <xemet> ok, and GUI shows it taking values from motion controller
[12:55:27] <alex_joni> right
[12:55:36] <xemet> ok, but using the GUI, for example axis
[12:55:45] <xemet> if I'm with the scara
[12:56:00] <xemet> I will have 4 axes, as described in the ini
[12:56:08] <alex_joni> no, you will have 6 axes
[12:56:13] <alex_joni> you will have 4 joints
[12:56:15] <xemet> ok
[12:56:24] <xemet> I would like to understand this
[12:56:35] <xemet> what will I control from gui?
[12:56:44] <xemet> the cartesian coordinates?
[12:56:48] <alex_joni> first you control joints
[12:56:55] <xemet> or the joint position?
[12:57:01] <alex_joni> you can move each joint, and home them
[12:57:11] <alex_joni> once all have been homed you can switch to world view (carthesian)
[12:57:19] <xemet> ok
[12:57:26] <alex_joni> now you control the position of the tool tip in carthesian space
[12:57:30] <xemet> so if I want to move X 10
[12:57:33] <alex_joni> (e.g. joggin in X, Y, Z)
[12:57:41] <xemet> just I type G1 X10
[12:57:45] <alex_joni> the program you run is G1 X10, right
[12:57:54] <xemet> and the motion controller take care to convert it in the joint moves
[12:57:58] <alex_joni> but you _must_ home all joints before you do that
[12:58:04] <xemet> ok, of course
[12:58:06] <alex_joni> xemet: yes, that already works
[12:58:13] <alex_joni> try the scara example
[12:58:36] <xemet> ok thanks
[12:58:40] <xemet> I've to run
[12:58:48] <xemet> see you later
[13:06:00] <alex_joni> cradek: good morning
[13:14:28] <cradek> hi
[13:15:03] <cradek> thanks for doing the linuxcnc.org news
[13:17:40] <alex_joni> no problem
[13:17:45] <alex_joni> hope it's ok..
[13:19:16] <alex_joni> I also sent an email to linuxcnc.org registered users
[13:19:57] <cradek> yeah I saw - I have mixed feelings about that
[13:21:17] <cradek> bbl, getting ready for work
[13:21:51] <skunkworks> alex_joni: that change I made didn't work for the smi.
[13:22:26] <skunkworks> I will do it again post the error
[13:23:43] <jepler> good morning all
[13:24:24] <jepler> I wonder if the timing required by USB (time spent in interrupts) makes an AVR USB jogwheel infeasible
[13:24:41] <skunkworks> jepler: good morning.
[13:26:22] <skunkworks> jepler: did you end up getting your joystick yet?
[13:27:41] <jepler> skunkworks: yes, I got the "spaceball" friday and played with it this weekend
[13:27:53] <jepler> it's quite sensitive, and very hard to move on just the desired axis
[13:29:18] <jepler> I hacked a version of quake (zquake) to use it as an input device but I mostly spent time bumping into walls, staring at the ceiling or floor, and falling into pools of slime
[13:29:49] <jepler> maybe I need to reduce the overall sensitivity or the "dead band" around the device's center
[13:30:34] <skunkworks> :) funny
[13:32:38] <jepler> now someone needs to send me one of these usb jogwheels so I can verify it works with the new hal_input
[13:35:16] <alex_joni> cradek: yeah, I know .. me too.. it was more of a test and see what kind of reactions I get
[13:35:43] <alex_joni> so far I only got one reply: "Hi Alex, Thanks for the Update! Mark"
[13:40:14] <anonimasu> hmalex_joni:
[13:42:36] <skunkworks> alex_joni: never mind. It seems to work.. I wonder if loading the rtai_smi manually screwed up the loading of emc last night. Seems to be working today.
[13:46:15] <skunkworks> alex_joni: yep - seems to be working great. No unexpected realtime delays.
[14:01:22] <alex_joni> anonimasu: ?
[14:17:37] <lerman> alex_joni: I just noticed that my name is not on the list of EMC developers. I'm not sure if that is a good thing or a bad thing. :-) Before adding my name to the list please show a name change to Aaron :-) That would place me first in the list.
[14:21:03] <Dallur> alex: might be a good idea to put the list on the wiki, make a contributor page ?
[14:29:32] <alex_joni> lerman: that list is referring to emc2 only, maybe you forgot to add yourself there when you commited stuff to emc2 ?
[14:30:58] <lerman> Correct. I never did add myself. But I blame you anyway :-) signed: Aaron lerman Aardvark.
[14:48:03] <lerman> I'm making progress on my new version of GWiz. See:
https://www.se-ltd.com/~lerman/gallery/G-Wiz/Pocket2 for the latest.
[14:50:26] <CIA-6> 03alex_joni 07TRUNK * 10emc2/docs/AUTHORS: add Aaron lerman Aardvark.
[14:54:25] <anonimasu> alex_joni: my emc2 wont install
[14:55:13] <alex_joni> anonimasu: ow
[14:55:19] <anonimasu> for some reason
[14:55:22] <awallin> lerman: is any of your gwiz code available for download ?
[14:55:20] <alex_joni> does ubuntu work?
[14:55:23] <anonimasu> trying safemode now
[14:55:38] <anonimasu> that's what imtrno idea, I dont have ubuntu(other then the livecd)
[14:55:39] <alex_joni> anonimasu: you mean the liveCD ?
[14:57:10] <alex_joni> that's not really emc2
[14:57:10] <anonimasu> bah.
[14:57:10] <anonimasu> ffs.. livecd.
[14:57:10] <alex_joni> and I'll have to point you to #ubuntu for specifics (I only installed it a couple of times without problems)
[14:57:10] <anonimasu> alex_joni: gee thanks..
[14:57:27] <anonimasu> hm, gdm firing up now..
[14:57:30] <anonimasu> and freeze.
[14:57:34] <anonimasu> nope..
[14:57:38] <anonimasu> works with safemode.
[15:00:42] <lerman> awallin: it is not ready for prime time, yet, but I'll but a tar file up on may machine.
http://www.se-ltd.com/~lerman/files/gwiz.tar.gz
[15:02:14] <lerman> Note that the directory contains a lot of junk -- also tested mainly on windows with Python 2.5. Use at your own risk. It really isn't ready to cut metal, yet.
[15:04:03] <lerman> ...But if you want to look at it and comment (read the code, even) it sure would be appreciated. I'm a novice at python and wxPython is far from well documented (or I haven't found it yet).
[15:07:36] <anonimasu> how long does loading the livecd usually take?
[15:12:49] <awallin> lerman: thanks, I'll look at the code. Mainly I'm interested in the functions that actually create G-code (I might use those for some of my own stuff). Can I still reach you by email at lerman-awallin "at" se-ltd.com I might be able to help you out with the wxpython
[15:18:49] <lerman> Yup. That email wil work. There are no functions that create gcode. More precisely, the only function that creates gcode is one that generates a subroutine call.
[15:44:10] <alex_joni> anonimasu: depends on CPU
[15:44:17] <alex_joni> but usually 5-10 minutes max
[15:44:30] <alex_joni> anonimasu: gotta remember that 256<B is absolute minimum
[15:44:39] <alex_joni> anonimasu: gotta remember that 256MB RAM is absolute minimum
[15:45:42] <anonimasu> hm
[15:45:44] <anonimasu> this doesnt wor.
[15:45:45] <anonimasu> k
[15:45:49] <anonimasu> x starts and it locks up
[15:46:01] <alex_joni> anonimasu: did you test the CD?
[15:46:26] <anonimasu> yeahyes
[15:47:00] <alex_joni> I mean after burning
[15:47:16] <anonimasu> it failed, but im sure it's the cd reader..
[15:47:19] <anonimasu> which I replaced..
[15:47:33] <anonimasu> this is the 2nd cd that's faulty in that case..
[15:47:37] <anonimasu> and I burned it slower then usual..
[15:47:42] <anonimasu> as the first one were broken
[15:48:45] <anonimasu> I did md5 the cd before recording also
[15:54:19] <anonimasu> argh
[15:54:28] <anonimasu> broken cd/computer
[17:23:04] <skunkworks> people must be busy :)
[17:35:42] <pier_gar> skunkworks: I was having a look at
http://elm-chan.org/works/smc/report_e.html
[17:41:54] <skunkworks> pier_gar: cool little package. (emc will do the pid on my setup)
[17:44:38] <pier_gar> yes, as a matter of fact pwm can be performed by emc
[17:45:15] <pier_gar> pid sorry
[17:45:28] <skunkworks> and pwm ;)
[17:45:36] <pier_gar> of course
[17:45:36] <pier_gar> :)
[17:46:49] <pier_gar> this morning instead I had a look at the UHU project
[17:47:34] <pier_gar> always step/dir but pid on board
[17:47:35] <skunkworks> pier_gar: have you seen this? one of my projects
http://www.cnczone.com/forums/showthread.php?t=25929
[17:48:34] <pier_gar> * pier_gar reading
[17:48:45] <skunkworks> although now I am moving towards using hardware.. pluto and mesa.
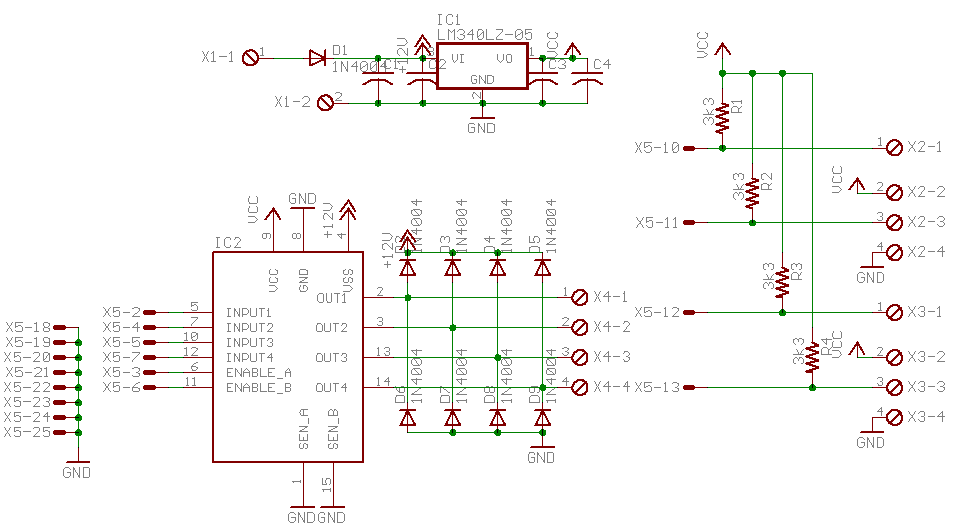
[17:51:20] <pier_gar> http://emergent.unpy.net/files/projects/01142347802/servo-sch.png
[17:51:27] <pier_gar> is this yours
[17:52:27] <skunkworks> nope - that is jepler
[17:52:47] <pier_gar> ok ;)
[17:53:50] <alex_joni> pier_gar: he's amongst the big boys now :D
[17:54:05] <skunkworks> this is the schematic in eagle for mine. But the parts where picked strictly for size - not acutal componants.
[17:54:06] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/
[17:54:18] <skunkworks> I have to make up a parts list
[17:54:23] <pier_gar> * pier_gar already looking at it
[17:54:25] <skunkworks> alex_joni: hi
[17:54:31] <alex_joni> hi
[17:54:48] <skunkworks> did you see that the change to the rtai.conf worked?
[17:55:07] <pier_gar> skunkworks: yes I had already had a look at it... I remember the picture of the lab
[17:55:34] <skunkworks> lab - heh heh heh
[17:56:00] <alex_joni> heh, nice name for that
[17:56:01] <alex_joni> :P
[18:02:28] <pier_gar> skunkworks: I'll have a deep look at it as I am not as much with electronics
[18:03:00] <skunkworks> I have a degree in it but have not done anything except tinker. ;)
[18:04:07] <alex_joni> tkinter
[18:04:21] <alex_joni> :P
[18:04:39] <pier_gar> does emc do the control part and your interfece the power?
[18:05:02] <pier_gar> * pier_gar opened it in eagle
[18:05:53] <skunkworks> The h-bridge has 2 inputs - pwm-cw and pwm-ccw
[18:06:24] <skunkworks> so emc or pluto outputs and up/down pwm signal to runit.
[18:07:06] <skunkworks> its optically isolated but no current limiting yet.
[18:07:16] <pier_gar> is the h bridge with power transistor mosfet?
[18:08:10] <skunkworks> yes
[18:08:12] <pier_gar> I read l298 somewhere..
[18:08:22] <pier_gar> perhaps in the cnc forum
[18:08:39] <skunkworks> that is what jepler and cradek used for thier stuff
[18:08:49] <pier_gar> * pier_gar too
[18:09:03] <skunkworks> it is good for 2 amps but I think it can be paralleled.
[18:09:12] <pier_gar> until I get hold of some good servo
[18:09:20] <pier_gar> yes max 2A
[18:10:02] <pier_gar> but as I love rummaging in the scrap heap I don't think I'll be able to get such nice thing done
[18:10:50] <skunkworks> pier_gar: where are you located?
[18:11:04] <pier_gar> central Italy
[18:11:06] <alex_joni> in the garage
[18:11:12] <pier_gar> ;)
[18:11:14] <pier_gar> freezing
[18:11:30] <alex_joni> cold here too.. 4C today
[18:11:33] <pier_gar> no heater as wife's going to grill salmon...
[18:11:48] <skunkworks> we just got almost 2ft of snow this last weekend.
[18:11:51] <alex_joni> pier_gar: that's yummy
[18:11:56] <pier_gar> :)
[18:12:05] <alex_joni> pier_gar: what's on the side?
[18:12:16] <pier_gar> none here... not once to ski this season
[18:12:30] <alex_joni> * alex_joni likes penne al salmone
[18:12:30] <pier_gar> vegetables
[18:12:40] <pier_gar> no I don't eat pasta
[18:12:47] <pier_gar> but at weekend
[18:12:47] <alex_joni> too bad
[18:13:07] <pier_gar> once a week is enough
[18:13:50] <alex_joni> * alex_joni goes home..
[18:13:51] <alex_joni> later guys
[18:13:54] <pier_gar> too mauch carbo and waist goes out of control
[18:14:01] <pier_gar> alex_joni: bye
[18:14:11] <pier_gar> much
[18:16:14] <pier_gar> any idea on where to buy dc (not much expensive) motors and encoders?
[18:16:39] <pier_gar> skunkworks: I would like to try your interface
[18:34:40] <skunkworks> pier_gar: ebay? I really don't know other wise.
[18:34:49] <skunkworks> I just use junk ;)
[18:35:25] <pier_gar> skunkworks: have you tried wipers' motors?
[18:36:25] <skunkworks> no - someone on here said toyota heater fan motors are really good. - that and a hacked mouse encoder :)
[18:36:47] <pier_gar> I read somewhere that starters and fans motor are not suitable
[18:36:53] <pier_gar> ah... ok
[18:37:16] <pier_gar> I have plenty on unused printers encoders
[18:38:07] <pier_gar> with on-board circuit... I'll have to count the steps with a lent
[18:38:14] <skunkworks> I think the main thing is - how many poles. There is a cogging effect when you use non servo dc motors. I had asked the toyota heater motor guy and he said cogging was minimal.
[18:38:44] <pier_gar> * pier_gar looking up for cogging
[18:38:55] <skunkworks> assuming I spelled it right
[18:39:05] <pier_gar> ok
[18:39:23] <pier_gar> not regular angular velocity
[18:40:07] <skunkworks> exactly
[18:42:19] <skunkworks> pier_gar:
http://members.shaw.ca/swstuff/mouse.html
[18:42:40] <skunkworks> he also has a servo controller
[18:42:44] <skunkworks> http://members.shaw.ca/swstuff/dspic-servo.html
[18:43:57] <pier_gar> skunkworks: I dismantled an old mouse on that purpose but the segments where few
[18:44:10] <pier_gar> 60-ish
[18:44:13] <skunkworks> this is lawrenceG's site - he is on this channel
[18:44:24] <pier_gar> looking
[18:45:12] <skunkworks> yes - but if you belt it down - it maybe enough resolution that you want. maybe. remember your counting all the edges - 60*4
[18:45:26] <pier_gar> right
[18:45:32] <skunkworks> just throwing stuff out there ;)
[18:47:06] <pier_gar> really interesting
[18:53:43] <awalli1> jepler: u around ?
[19:12:00] <jepler> awallin: I'm back now
[19:15:13] <alex_joni> hi jeff
[19:17:34] <jepler> hi alex
[19:18:11] <lerman> awallin: thanks for the link to that book. I'm reading it now.
[19:18:35] <awallin> jepler: I was wondering about updating the contents of a tkinter frame. Is there a way to get a list of all the objects packed into the frame, so I can delete the old widgets and create new ones
[19:19:12] <awallin> lerman: hope it helps, someone else was already asking about gwiz on the list so you better release something soon ;)
[19:19:46] <jepler> awallin: in raw tk there's "winfo children", "grid slaves" and "pack slaves". Each returns a list of widgets. I assume these have been wrapped for Tkinter as winfo_children, grid_slaves and pack_slaves, but I'm not sure
[19:19:51] <alex_joni> yeah, where's gwiz ?
[19:20:05] <jepler> >>> t = Tkinter.Tk()
[19:20:05] <jepler> >>> b = Tkinter.Button(t)
[19:20:05] <jepler> >>> t.winfo_children()
[19:20:05] <jepler> [<Tkinter.Button instance at 0xb7e0a30c>]
[19:20:22] <jepler> >>> b.pack()
[19:20:22] <jepler> >>> t.pack_slaves()
[19:20:22] <jepler> [<Tkinter.Button instance at 0xb7e0a30c>]
[19:20:46] <lerman> Now that I'm using python and wxPython, I'm making good progress. It would go faster if I were familiar with either of them
[19:21:20] <awallin> ah, thanks. I hacked together something for editing the tool table, but then got distracted by this CAM stuff which I think is more fun...
[19:21:54] <lerman> I need some idons for push buttons. Approx 32x32. One for insert line (before). The other for insert wizard (before).
[19:22:21] <lerman> I'm not an artist (or graphic designer). idons -> icons.
[19:28:02] <awallin> jepler: in opengl, is it possible to draw some graphics with lighting on, and some with lighting off ?
[19:28:26] <jepler> awallin: yes. anytime outside of glBegin()/glEnd(), you can glEnable(GL_LIGHTING) or glDisable(GL_LIGHTING)
[19:28:50] <awallin> right. I'll try that
[19:28:55] <jepler> you can also turn individual lights on or off with glEnable(GL_LIGHTi)
[19:30:59] <lerman> Hows do you spell gcode? As in GWiz is a gcode Wizard. A GCode Wizard? A Gcode Wizard? A GCODE Wizard? Which is correct? Which looks good?
[19:31:18] <awallin> I haven't tried changing any lights yet, I've just used the default that glu gives me
[19:37:20] <alex_joni> lerman: I think it's G-Code Wizard
[19:37:22] <lerman> alex_joni: works for me.
[19:43:49] <xemet> hi
[19:44:53] <jepler> hi xemet
[19:44:57] <jepler> did you get my e-mail about the spaceball?
[19:47:02] <xemet> I got an email you wrote also to vojtech
[19:47:11] <xemet> did you send other?
[19:47:48] <jepler> yes, that one
[19:48:20] <xemet> but did you succeed in using it with inputattach?
[19:48:29] <jepler> yes, after modifying the kernel driver
[19:48:40] <xemet> AH
[19:48:45] <jepler> but I think maybe if you configure it for "right hand" use it will work without the changed kernel driver
[19:48:47] <xemet> what should I modify?
[19:49:04] <xemet> and...how to configure it?
[19:49:13] <jepler> on my spaceball there is a hand-rest that can be moved from one side of the spaceball to the other
[19:49:17] <xemet> yes
[19:49:20] <xemet> also in the mine
[19:49:36] <jepler> in the right-hand position it closes a switch, which allows the computer to sense left-handed or right-handed
[19:49:37] <xemet> so if I change it...it change the configuration?
[19:50:02] <xemet> damn!! I had not thought it could activate a switch!
[19:50:05] <jepler> am I correct that your spaceball is configured for the left hand?
[19:50:21] <xemet> now that I see it...I think so
[19:50:28] <jepler> you might also be able to insert a piece of thick paper or a coin to make the switch be closed
[19:50:38] <xemet> now I try
[19:51:47] <xemet> I'm starting the other computer
[19:52:23] <xemet> jepler: about the G5 g-code you was adding to EMC2
[19:52:41] <xemet> is it possible to have the patch source?, I would like to study it
[19:53:02] <xemet> today I've carefully read your work in python with biarcs
[19:53:29] <jepler> I have a patch, but unfortunately it includes a bunch of unrelated stuff.
http://emergent.unpy.net/index.cgi-files/sandbox/spline-and-unwanted-junk.patch
[19:53:34] <jepler> I haven't worked any further on this since the last time we spoke
[19:53:43] <xemet> now I've understood it, I've written may code and I'm going to apply it to approximate the nurbs
[19:54:12] <xemet> ok...also if it is incompleted, I would like to understand How to add a G-code
[19:54:22] <skunkworks> jepler: did you commit the velocity patch for the pluto?
[19:54:32] <jepler> skunkworks: yes, it should be in 2.1.1 and TRUNK
[19:54:43] <skunkworks> thanks - If you didn't I was going to say it works ;)
[19:55:06] <jepler> xemet: in the diff, I think these are the files that are important: src/emc/nml_intf/canon.hh src/emc/rs274ngc/gcodemodule.cc src/emc/rs274ngc/interp_array.cc src/emc/rs274ngc/interp_check.cc src/emc/rs274ngc/interp_convert.cc src/emc/rs274ngc/interp_internal.hh src/emc/rs274ngc/interp_write.cc src/emc/rs274ngc/rs274ngc.hh src/emc/task/emccanon.cc
[19:56:07] <jepler> xemet: the most cryptic change is probably in src/emc/rs274ngc/interp_array.cc where I make codes G5 and G5.1 (50th and 51st entries in the array) belong to modal group 1. Before they were -1 which meant invalid
[19:56:31] <jepler> xemet: as you can see I have to check in a bunch of places for conditions relating to the new codes, which are called G5 and G5_1 in the source
[19:56:34] <bytecolor> away
[19:57:05] <xemet> so If I download these with CVS I will get your modifications?
[19:57:20] <jepler> xemet: eventually it calls a function Interp::convert_spline() which looks at the supplied values such as block->i_number
[19:58:06] <jepler> xemet: no, these changes are not yet in CVS -- you would use "patch" to apply the changes from 'spline-and-unwanted-junk.patch' to your CVS checkout
[19:59:41] <xemet> ok
[19:59:50] <xemet> damn, the spaceball now works :)
[19:59:59] <xemet> incredible
[20:00:17] <jepler> xemet: Inter::convert_spline() calls SPLINE_FEED(). SPLINE_FEED() is one of these so-called "canon calls", newly created for G5/G5.1. In the case of emc, emccanon.cc performs the biarc interpolation and calls ARC_FEED with the results. In the case of AXIS, gcodemodule.cc converts them into a number of lines and calls STRAIGHT_FEED with the results.
[20:01:42] <jepler> xemet: the task would have been much more complicated, going through several additional layers, if I had added splines all the way down into the realtime trajectory planner (aside from the difficulties of performing motion directly from spline curves)
[20:02:11] <xemet> understand
[20:03:11] <xemet> the spaceball works, but maybe now I should make some kind of filter component in hal to filter axes
[20:03:32] <xemet> because If I move Y...X and Z moves too
[20:03:37] <jepler> xemet: before I will include the patch in the CVS version, I want to fix several things. First, I want to add support for splines in the other planes (YZ and XZ). Second, I want to allow movement in the axis perpendicular to the plane (linear interpolation like helical arcs). Third I want to use an adaptive method instead of fixed subdivision for the arcs.
[20:03:45] <xemet> so it is difficult to move only one axis
[20:03:48] <jepler> xemet: yes, I found it extremely hard to move just one axis on the spaceball as well
[20:04:02] <xemet> the original driver had a filter feature
[20:04:43] <jepler> xemet: anyway, once I can achieve all three of those things, I will feel that splines are ready to be included in emc.
[20:05:29] <xemet> well, others plane shouldn't be too difficult
[20:05:41] <jepler> I agree -- that's the simplest of the items
[20:06:26] <jepler> linear motion in the third axis is not too hard either, once I have found the arcs I can use the arc length as my distance function and easily find the Z coordinate for the end of each arc
[20:06:43] <xemet> yes
[20:06:51] <xemet> I was thinking about that
[20:06:54] <jepler> the adaptive subdivision is the hardest, I'll need to study the papers in greather depth though
[20:07:09] <xemet> I've downloaded the paper you used
[20:07:31] <xemet> optimal biarc fitting etc. etc.
[20:07:55] <jepler> I mentioned one paper in my blog entry but I didn't actually use their method for finding the optimal t-hat
[20:08:05] <xemet> yes
[20:08:21] <xemet> I've seen
[20:08:39] <xemet> but you used the biarc formulation
[20:08:45] <jepler> yes
[20:09:28] <xemet> I've still not read the part of your python relative to the spline
[20:09:36] <xemet> only the arc and biarc functions
[20:09:43] <xemet> and the giarc
[20:10:59] <xemet> I'm reading it now... so you calculate the cubic spline function,
[20:11:19] <jepler> the spline part just consists of dividing the spline into N+1 equal parts t=(0, 1/n, 2/n, ..., (n-1)/n, 1) and using the position and slope at each pair of successive locations to define a biarc
[20:11:30] <xemet> but...
[20:11:37] <xemet> you increment the u parameter
[20:11:42] <xemet> in equal parts
[20:11:58] <xemet> ...t parameter
[20:13:14] <xemet> this divides the spline in equal parts?
[20:13:38] <jepler> yes and no
[20:13:45] <xemet> in the nurbs, I cal points incrementing the parameter in equal parts
[20:13:52] <jepler> it's an equal division along the parameter 't' but each part might have a different length
[20:14:03] <xemet> ah ok
[20:14:25] <xemet> infact I get shorter segments whe curvature is >
[20:14:31] <jepler> yes
[20:14:56] <xemet> and you would like to subdivide it in order to obtain?
[20:15:00] <xemet> what?
[20:15:14] <xemet> same lenght segments?
[20:16:30] <alex_joni> xemet: you need those to plan the trajectory (I think)
[20:16:38] <jepler> There are two cases: First, with no programmed tolerance, the arcs should be the minimum length that allows emc to deliver the requested speed
[20:16:50] <xemet> ok
[20:17:00] <jepler> with programmed tolerance, the subdivision should be such that the tolerance parameter is met, even if it means lower speeds
[20:17:13] <xemet> ok understood
[20:17:53] <xemet> and how do you know be the minimum length that allows emc to deliver the requested speed ?
[20:18:12] <jepler> chris and I have talked about that, and I'm not sure I have the necessary formula yet
[20:18:21] <xemet> ok
[20:18:50] <xemet> ah, I've talked to joni two days ago about the possibility to have only tow axes in AXIS
[20:18:59] <xemet> is it possible?
[20:19:15] <cradek> lathe mode does that
[20:19:22] <jepler> lathe mode does X and Z only
[20:19:27] <xemet> no...in the mill mode
[20:19:30] <jepler> run sim/lathe.ini to see how that works
[20:19:46] <jepler> something similar could be done to allow XY only but nobody's asked for it or offered to write it
[20:20:01] <xemet> a friend of mine asked to me if it was possible to set two axes, one X linear and other A, angular
[20:20:36] <jepler> no, you have to have dummy Y and Z axes defined to do that
[20:21:13] <xemet> ok
[20:21:57] <jepler> what kind of machine is this, with X and A axes only?
[20:22:08] <jepler> easter egg plotter?
[20:22:24] <xemet> ah boh!!
[20:22:27] <xemet> I don't know
[20:22:58] <xemet> I think he has to work with stepper motor assembly
[20:23:12] <xemet> he assembles stepper motors
[20:23:33] <xemet> If I've understood well...but I've to investigate better
[20:23:57] <xemet> he asked it to me...and I asked it to you...:)
[20:23:56] <alex_joni> jepler: I am fairly confident only YA can be made to work, but there are certain parts of emc which need fixing
[20:24:14] <alex_joni> that's why I started
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?IniChanges
[20:24:23] <bytecolor> maybe a highly tuned armature wrapper :)
[20:24:45] <jepler> if axis has a nice way to get knowledge about the used axes and joints from the .ini I'll make it use it
[20:24:56] <jepler> that will "fix" the DRO and joint/axis buttons
[20:25:02] <alex_joni> maybe it shouldn't come from the ini file
[20:25:11] <alex_joni> I'm still trying to think it through
[20:25:17] <jepler> supporting angular axes for preview and backplot is much harder though
[20:25:42] <alex_joni> yes, I know
[20:26:08] <alex_joni> but I saw that axis A works for the xyza config
[20:26:08] <jepler> alex_joni: whereever the information comes from, I'll work on making axis use it
[20:26:21] <jepler> "works" is such a strong term
[20:26:35] <alex_joni> works == moves :D
[20:26:49] <jepler> IIRC the preview plot and backplot don't match
[20:26:55] <jepler> which is the opposite of everything AXIS stands for
[20:27:06] <alex_joni> eek :)
[20:27:25] <xemet> but the cone rotates...:)
[20:28:44] <alex_joni> jepler: got any ideas about that page?
[20:28:56] <jepler> alex_joni: I haven't taken the time to read it :(
[20:29:14] <alex_joni> it's fairly short so far, but there's no pressure
[20:29:23] <xemet> oh. my spaceball moves my cnc machine. Thanks to jeff!
[20:29:45] <xemet> it is quite impossible to move it right now...filter is absolutely needed
[20:29:53] <xemet> I will think about it tomorrow
[20:30:22] <jepler> xemet: When I am at my laptop I can send you some files that will let you rebuild the spaceball kernel driver so that the left-handed mode works. I don't have access to those files right now, though
[20:30:35] <jepler> but now my real job is calling me
[20:30:59] <xemet> oh, but I don't need the left handed...
[20:31:06] <jepler> OK then
[20:31:15] <xemet> however it would be interesting
[20:31:25] <xemet> if you have the time, send them to me
[20:33:14] <jepler> I'll try to remember
[20:35:12] <jepler> aha -- look like this got fixed in the kernel last summer, but the ubuntu dapper kernel is much older than that
[20:35:13] <jepler> http://kernel.org/git/?p=linux/kernel/git/torvalds/linux-2.6.git;a=commitdiff;h=2c1dd69d28cba5a51e838897e0335f82a292f366
[20:36:09] <xemet> jepler: only a question... HOW DO YOU DISCOVERED IT???
[20:36:36] <alex_joni> giyf
[20:46:19] <jepler> xemet: I added printk() (print to kernel log) in the spaceball driver until I discovered which line it failed on
[20:46:19] <jepler> xemet: once I knew which line it was, it was "obvious": it was comparing SPACEBALL_MAX_ID (8) to SPACEBALL_4000FLX_L (9)
[20:46:19] <jepler> xemet: after I changed SPACEBALL_MAX_ID to 9, just as Nick Martin did, it worked
[20:46:19] <xemet> ok! understood
[20:46:19] <xemet> thanks
[20:46:19] <skunkworks> dapper didn't reconize my touch pad as a synoptic either
[20:46:19] <alex_joni> synaptic
[20:46:19] <skunkworks> yah ;)
[20:46:19] <skunkworks> close
[20:49:52] <skunkworks> update asked me if I wanted to overwrite the rtapi.conf. I said yes then had to re-edit it again ;) updating to 2.1.1
[20:49:56] <skunkworks> 2.2.1?
[20:50:10] <jmkasunich> 2.1.1
[20:50:27] <jmkasunich> 2.2 is down the road a bit
[20:50:40] <skunkworks> couldn't get to linuxcnc.org quick enough to check ;)
[20:51:00] <skunkworks> how is the stepper hadware generator going?
[20:52:59] <jmkasunich> its going
[20:53:06] <jmkasunich> (I had some distractions this weekend)
[20:56:42] <alex_joni> skunkworks: next time it asks.. don't let it overwrite it
[20:57:05] <skunkworks> now you tell me ;) nothing in there that would change most likely?
[20:57:20] <alex_joni> skunkworks: I'll let you know if it ever will
[20:57:39] <alex_joni> (probably when rtai-4.x appears (if we decide we want that))
[20:57:52] <alex_joni> or when we switch to xenomai (no real reason for that)
[21:06:35] <robin_sz> meep?
[21:08:03] <jepler> hi robin_sz
[21:08:20] <robin_sz> hi
[21:08:50] <alex_joni> hi robin_sz
[21:08:58] <robin_sz> are we well?
[21:09:11] <alex_joni> fairy well
[21:10:15] <robin_sz> had a bit of a printer bargain this week
[21:10:34] <robin_sz> a while back I bought a Xerox Phaser, hot wax printer ... great quality
[21:10:59] <robin_sz> anyway .. it had a broken plastic bit ... and I saw on eBay ... 4 of them for spares, dirt cheap
[21:11:12] <jepler> good deal
[21:11:26] <robin_sz> bought them ... and to my suprise, they came with the additional lower paper trays
[21:11:36] <robin_sz> those alone worth more than I paid
[21:11:40] <jepler> even better deal
[21:11:49] <robin_sz> and .. they were all full with ink sticks
[21:12:00] <robin_sz> better still ... two of them work perfectly :)
[21:12:43] <robin_sz> so now I have 3 working printers and enough ink for a year and loads of spares should I need them
[21:14:04] <robin_sz> so ... apart from that ... I collected the conveyor system for our powder coating plat this weekend
[21:14:13] <alex_joni> robin_sz: care to give one away? :P
[21:14:33] <robin_sz> alex_joni, the shipping would cost a fortune .. they are very heavy
[21:14:52] <alex_joni> how heavy?
[21:14:53] <robin_sz> 40kg
[21:27:59] <lerneaen_hydra> anyone here?
[21:28:19] <lerneaen_hydra> anyone know how linux behaves with multiple keyboards?
[21:28:25] <lerneaen_hydra> attached to one computer
[21:28:43] <jepler> I have a feeling that by default they all type letters
[21:29:10] <lerneaen_hydra> and idea of how many simultaneous keypresses the system can register?
[21:30:20] <alex_joni> lerneaen_hydra: I somehow suspect there is a very small probability that you'll ever get 2 keys at the same time
[21:30:34] <lerneaen_hydra> well, I need 8 ;)
[21:30:44] <jepler> I think that depends more on the keyboard than on Linux
[21:30:49] <lerneaen_hydra> four it can do without problems
[21:30:55] <lerneaen_hydra> if the keyboard can do it
[21:31:52] <jepler> http://www.braille-pokadot.com/keyboard.html <-- this page indicates that it is hard to find keyboards with 6-key rollover
[21:32:36] <lerneaen_hydra> damn, I suppose I could make do with 4-key input
[21:32:48] <alex_joni> lerneaen_hydra: what'cha doing?
[21:33:16] <lerneaen_hydra> building a second DDR pad and trying to connect it to a slaughtered keyboard
[21:36:35] <jepler> what you want to do is build an "mjoy" and let me know how it works.
http://www.mindaugas.com/projects/MJoy/
[21:36:54] <alex_joni> heh :)
[21:40:11] <lerneaen_hydra> a bit overkill for my purposes ;)
[21:42:30] <jepler> still, it sounds like a neat project
[21:44:42] <lerneaen_hydra> yeah
[21:44:55] <lerneaen_hydra> to bad implementing usb is such a PITA
[21:45:37] <jepler> besides not fully obeying the USB standard, the AVR software-only USB works pretty well
[21:45:46] <jepler> for low data rates anyway
[21:46:06] <lerneaen_hydra> oh, I see
[21:46:23] <lerneaen_hydra> anyway, 'night all
[21:46:27] <lerneaen_hydra> cya tomorrow
[21:46:33] <jepler> see you lerneaen_hydra
[21:51:03] <jepler> if the avr can read some quadrature inputs often enough while tending to usb, a variation of mjoy with some jogwheels and LEDs added and a few buttons taken away would really be nice for an emc physical control panel
[21:53:09] <skunkworks> jepler: did you see I was running my 1024 line encoder at 1500rpm.. No issues there. want to spin it faster :)
[21:53:29] <jepler> my first guess is that the USB interrupts last less than 500uS (750 bit times) but probably not less than 250uS (375 bit times), which might be OK for jogwheels
[21:53:38] <jepler> skunkworks: cool
[21:54:39] <jepler> skunkworks: that's about one transition per 10ns? faster than you could do with software counting, but the pluto should be able to go much faster than that.
[21:55:44] <skunkworks> Yes - I could test the limit ;) but at 1500rpm it is faster than we will need for the k&t
[21:55:58] <jepler> what linear speed will 1500rpm give you?
[21:56:04] <skunkworks> 500ipm'
[21:56:21] <skunkworks> 3tpi lead screw - direct drive
[21:56:59] <skunkworks> would allow for even higher line encoders.
[21:57:26] <jepler> yeah
[21:57:40] <jepler> you have to look at the rise and fall times specified for the encoder, not the speed of the pluto.
[21:58:32] <jepler> it looks like the theoretical max speed for a 1024-line encoder is over 500krpm (units 40MHz/4096 1/minute)
[21:59:08] <skunkworks> yah- that would be screaming.
[22:00:17] <alex_joni> I think encoders are limited to 1-2MHz for pulse generation
[22:00:23] <alex_joni> some of them at least
[22:01:11] <jepler> the first usdigital encoder whose datasheet I looked at ("E6") specifies 'Tracks from from 0 to 100,000 cycles/sec"
[22:02:00] <jepler> or 6000RPM for a 1000-cycle encoder
[22:02:10] <skunkworks> the cheap ones from automationdirect say 200khz response frequency
[22:02:38] <skunkworks> what ever that means ;)
[22:03:56] <jepler> is this spinning the encoder with the drill? Have you done closed-loop with the pluto yet?
[22:04:20] <jepler> ooh time to go home
[22:04:32] <skunkworks> just spinning it with a drill
[22:11:54] <skunkworks> I need to build a powersupply with enough punch to run the big servos
[22:28:44] <col> hello
[22:36:32] <alex_joni> hi col
[22:38:42] <col> anyonananaaaa[5~[5~[5~[5~[6~[6~
[22:40:03] <col> sorry
[22:40:09] <col> stupid term froze up
[22:40:20] <col> know anything about electro craft dc motors ?
[22:41:45] <col> got some dc motors on my mill
[22:41:53] <col> they have encoders on
[22:42:10] <col> and i have the dc feed wires identifyed
[22:42:31] <col> but there were some other wires that come out
[22:42:44] <col> it says on the side permenant magnet servo motor-tach
[22:43:03] <col> the encoder wires come out the top
[22:43:25] <col> and but there are 2 sets of 2 wires im not sure about
[22:44:09] <alex_joni> if it says tach then that's different from encoder
[22:44:14] <jepler> a tach is a thing that gives an output voltage proportional to speed of rotation
[22:44:37] <jepler> it would be useful for a spindle motor (controlling speed) but not for moving an axis (controlling position)
[22:44:41] <col> ok
[22:44:48] <col> so i dont really need the tach?
[22:44:48] <alex_joni> jepler: what's better DLT or DAT tapes?
[22:45:02] <alex_joni> col: depends on the motor drive you have
[22:45:11] <col> there not likley to be for brakes or anything?
[22:45:22] <alex_joni> some drives work in velocity mode, and use a tach to close a speed loop
[22:45:27] <col> ah right
[22:45:33] <jepler> alex_joni: beats me. I have a 35/70 DLT for my backups, and it works OK -- except I haven't done a backup lately
[22:46:53] <col> how many wires is a tach normally?
[22:46:57] <alex_joni> 2
[22:47:08] <col> what could the other 2 be ?
[22:47:17] <alex_joni> brake?
[22:47:30] <alex_joni> you can measure them with an ohmmeter
[22:47:38] <col> ok
[22:47:47] <col> what would i expect to see from a brake/tach
[22:50:39] <col> or could i run the motors with a 12 v feed and see if i get any voltage readings from the wires?
[22:50:53] <col> ie for the tach
[22:52:07] <alex_joni> tach would be very low AC voltages
[22:52:15] <alex_joni> you should even see it when spinning by hand
[22:52:17] <lerman> alex_joni: blank DAT tapes were a lot less expensive than blank DLT tapes last time I looked.
[22:52:30] <alex_joni> if the motor turns by hand, then there is no brake
[22:52:55] <alex_joni> lerman: yeah, I read that DLT is a bit better
[22:52:59] <alex_joni> faster, etc
[22:54:02] <lerman> Faster is better if you have lots of data and not much time. I consulted for EMC...(the storage people)... They had a system that ran something like twenty drives at a time to get the backup transfer rates they needed.
[22:54:50] <jepler> DLT is still not fast
[22:55:05] <jepler> I have a DLT-III (I think) drive, 35/70GB capacity. One tape takes hours to read or write.
[22:55:28] <jepler> (yes, they have several newer generations of drive by now)
[22:56:04] <alex_joni> I think AIT is pretty fast
[22:56:27] <lerman> I have an old DEC version of DLT sitting around here someplace that I've never used. I forget where I got it from. My guess is that it's a DLT-II or III.
[22:56:28] <col> the motors do turn by hand
[22:56:30] <jepler> cradek pointed me to these drives because you can get them inexpensively on e-bay, and you can even get "removed from service" tapes pretty cheap
[22:56:39] <lerman> Yes. EMC was using AIT, I think.
[22:56:49] <col> well i can turn the worm drive with a spanner fairly easy
[22:57:05] <col> would the brake work on voltage to release ?
[22:57:13] <alex_joni> col: usually yes
[22:57:31] <alex_joni> this is nice:
http://cgi.ebay.de/DELL-15-TFT-Rack-Console-15FP-LCD-Monitor_W0QQitemZ160089896441QQihZ006QQcategoryZ19546QQrdZ1QQcmdZViewItem#ebayphotohosting
[22:59:03] <col> any ideas on what i need to do to find out what the wires do ?
[22:59:52] <col> also is it safe to apply say 12 v to the motors to move them about ?
[23:00:59] <alex_joni> col: it would be best if you have a lab PSU
[23:01:02] <alex_joni> one that limits current too
[23:02:06] <col> was just gonna try using a small psu or battery
[23:03:13] <a-l-p-h-a> know how disgusting your keyboard is? give it a shake... eeew.
[23:13:26] <col> gnight all
[23:14:08] <anonimasu> a-l-p-h-a: I'd rather not
[23:21:31] <alex_joni> good night all
[23:21:46] <skunkworks> Night alex
[23:31:17] <twice2> i almost have shared home and limits working, but when i link more than one axis in hal in stops working.
[23:31:55] <twice2> http://linux.pastebin.ca/373716
[23:35:30] <jepler> hm
[23:36:08] <jepler> when you home axis 0, the HOME_IGNORE_LIMITS means the limit switch for axis 0 will be ignored during that time
[23:36:14] <jepler> but the limit switch for axis 1 won't be
[23:36:34] <jepler> that's a bug in emc
[23:37:30] <twice2> ah, kick the can, it's all wired up ;)
[23:38:24] <twice2> but all five switches are wired in series and only go to one pin
[23:40:20] <jepler> well, we all told you it would work
[23:40:47] <jepler> too bad that wasn't true
[23:41:07] <skunkworks> hmm - I thought someone just set that up a few weeks ago..
[23:41:08] <twice2> iows, with just axis 2 linked in hal i can send it to search for home and make it think its home by opening axis 0 limit
[23:43:04] <jepler> yuck, I'm not sure how to solve this -- it involves making the code that checks for limit switches know about the homing process
[23:45:36] <skunkworks> jepler: why would it matter - if your homing axis 0 all the other ones should be off the limits.
[23:46:11] <jepler> skunkworks: twice2 is using one pin for X home, X limit, Y home and Y limit
[23:46:14] <skunkworks> ah when you hit the axis 0 limit - it trips axis 1 duh
[23:46:47] <skunkworks> wasn't thinking in reverswe
[23:46:50] <skunkworks> reverse
[23:48:21] <jepler> twice2: if you set accurate soft limits then you can have a fair degree of confidence that emc will stay within them, issuing an error and aborting if a movement would go outside those limits
[23:48:59] <jepler> twice2: if you're comfortable with that, you could leave the limit switches unused for now, and just hook up (in HAL) the hom-sw-in
[23:49:38] <jepler> twice2: now that I'm aware of this bug I'd like to see it fixed, but that'll need some brainstorming with my fellow developers, none of whom seem to be chiming in right now
[23:50:04] <twice2> let's see then that may work, dunno
[23:50:50] <twice2> ok, well it's a feature then :/
[23:56:04] <jepler> my best idea so far is to add a pin in HAL that is TRUE when an axis is homing. In your case, you would use some 'and's and 'not's to create a 'limit-switch' signal which is TRUE when parport.0.pin-10-in is TRUE and all of the axis.N.homing are FALSE
{kind=link}