Back
[00:13:57] <alex_joni> good night all
[00:14:01] <alex_joni> * alex_joni heads to bed
[00:18:52] <skunkworks> night alex
[01:20:40] <skunkworks> the live cd on linuxcnc.org is now 2.1.0 isn't it?
[01:21:42] <cradek> yes
[01:22:19] <skunkworks> crakek: thanks
[01:22:25] <skunkworks> work on the lathe? ;)
[01:23:26] <cradek> nope, not yet
[01:23:38] <cradek> you know how it goes
[01:23:53] <cradek> the house needs some work and I'm busy putting that off
[01:24:06] <skunkworks> I never have that problem
[01:24:08] <skunkworks> ;)
[01:24:45] <cradek> bbl
[01:26:05] <Skullworks> * Skullworks is an expert at rescheduling work indefinately.
[01:29:54] <skunkworks> we got 13 inches of snow last night - now we are going to get another 10 or so tonight.
[01:30:52] <Skullworks> were?
[01:31:32] <skunkworks> near lacrosse WI
[01:31:50] <skunkworks> where are you located?
[01:32:26] <Skullworks> we got snow last night also - but it was like .130"
[01:32:42] <Skullworks> Colorado Springs
[01:33:20] <skunkworks> I bet you get a bit more snow than we do ;)
[01:33:51] <Skullworks> Thankfully not
[01:34:27] <Skullworks> This is kinda a natural hole for snow
[01:35:23] <Skullworks> Denver ( 70 miles north ), Pueblo ( 45 miles south) both get it much worse than we do.
[01:36:44] <skunkworks> that could be good - i kinda like it.. (skiier)
[01:36:46] <Skullworks> but one of these freak 10yr or 50 yr storms might dump 4 feet.
[01:37:23] <Skullworks> never tried skiing
[01:37:45] <Skullworks> have enough other expensive life threatening hobbies.
[01:40:58] <skunkworks> that - I think - is my only one.
[01:41:36] <Skullworks> everyone needs a few pet vises
[01:41:51] <jmkasunich> Wilton preferrably
[01:41:52] <Skullworks> or is it vices
[01:42:03] <Skullworks> KURT
[01:42:16] <jmkasunich> vices are what gets you in trouble, vises holds things
[01:42:38] <jmkasunich> wilton bench vise, Kurt mill vise
[02:34:00] <Skullworks> I have Wilton C-clamps, for those jury rigged jobs.
[02:34:33] <jmkasunich> I started counting vises one day, I think I stopped at 10 or so
[02:34:46] <Skullworks> wow
[02:35:02] <jmkasunich> I bet you have more than you think you do too
[02:35:36] <jmkasunich> I have two bench vises (3.5" wilton, and a 5" one in the garage)
[02:35:53] <jmkasunich> two drill press vises (one tilt, one plain, from an auction)
[02:35:54] <Skullworks> well, thats true - but my micro 20mm vises , I could hold a dozen in one hand
[02:35:58] <jmkasunich> a little toolmakers vise
[02:36:11] <jmkasunich> an old 6" mill vise
[02:36:18] <jmkasunich> a 4" kurt
[02:36:42] <jmkasunich> one of those little suction cup vises you use for electronics work
[02:37:10] <Skullworks> I'm going to order 3 Chi copy of the Kurt 3" vise.
[02:37:11] <jmkasunich> and a couple more that I can't recall at the moment
[02:37:39] <Skullworks> Kurt hasn't made them in 30 years since they were a lousy seller
[02:38:12] <Skullworks> but its a perfect match for my X3
[02:39:55] <jmkasunich> just remembered another one - the workmate for wood working stuff
[02:40:26] <jmkasunich> thats nine
[02:40:35] <Skullworks> I'm pulling my hair out trying to find GOOD Ballscres I can trust at a price less than I paid for the whole machine.
[02:40:52] <jmkasunich> you want ground ones, not rolled?
[02:41:49] <Skullworks> either the precision rolled at spec'd error of .001"/ft or less - or cheap ground.
[02:42:08] <jmkasunich> EMC can do screw error comp
[02:42:19] <Skullworks> found some ground - but they didn't harden the srews
[02:42:52] <Skullworks> they were soft stainless
[02:43:32] <Skullworks> Going to contact hiwin and see what they can offer
[02:44:30] <Skullworks> Rockford does not do ground, and has had some serious quality issues on the ballnuts.
[02:44:55] <Skullworks> Nook is a possiblity
[02:45:50] <Skullworks> does the screw error comp work all the time?
[02:46:02] <jmkasunich> what do you mean?
[02:46:05] <Skullworks> as in jogging
[02:46:08] <jmkasunich> yes
[02:46:17] <jmkasunich> once you are homed it works
[02:46:35] <Skullworks> so you build a lookup table?
[02:46:43] <jmkasunich> (it "works" even before that, but if you are at one end of the screw, and EMC thinks you are at the other, the comp won't be right
[02:46:44] <jmkasunich> yes
[02:46:53] <Skullworks> or is it a set correction value
[02:46:55] <Skullworks> ok
[02:46:57] <jmkasunich> no, a table
[02:47:11] <jmkasunich> it also incorporates backlash comp
[02:47:17] <jmkasunich> the table has three columns
[02:47:39] <jmkasunich> where you are, the correction to apply going forward, and the correction to apply going backwards
[02:47:50] <jmkasunich> up to 256 lines IIRC
[02:48:14] <jmkasunich> if you have no backlash, you make the forward and reverse corrections the same
[02:48:16] <Skullworks> how is the backash working in the current release - I heard before it was best to leave that at a zero value
[02:48:28] <jmkasunich> its a little better
[02:48:43] <Skullworks> great
[02:48:51] <jmkasunich> the problem is that when you reverse direction, it tries to take up the last using max accel and max velocity
[02:49:16] <jmkasunich> but if the move is also using some accel, the sum of the move accel and the lash accel is higher than maximum
[02:49:37] <jmkasunich> if you have lots of lash to take out that results in following error
[02:49:44] <skunkworks> I got a scale block to work goofing around - how do I use the comp module?
[02:50:02] <jmkasunich> the comp hal module?
[02:50:09] <jmkasunich> that has nothing to do with screw comp
[02:50:40] <jmkasunich> its a comparator
[02:51:19] <Skullworks> Skullworks is now known as skullworks-ProfG
[02:51:37] <skullworks-ProfG> there - less confusion
[02:51:58] <jmkasunich> oops
[02:52:02] <jmkasunich> hi skunky
[02:52:39] <jmkasunich> skunkworks: short answer: man comp ;-)
[02:54:22] <skullworks-ProfG> I been reading the CNC conversion soap operas on CNCZone...
[02:54:56] <skullworks-ProfG> * skullworks-ProfG wants to take his money and run...
[02:55:00] <jmkasunich> soap operas?
[02:55:11] <skullworks-ProfG> horror stories
[02:55:58] <skullworks-ProfG> seems a batch of X axis bearing plates were shipped to customers - they were made backwards
[02:56:17] <skullworks-ProfG> counter bore on the wrong side.
[02:56:27] <skullworks-ProfG> bores
[02:56:30] <jmkasunich> oops
[02:56:55] <skullworks-ProfG> thats just one of many bugs in that one thread
[02:57:50] <skullworks-ProfG> zero specs on the steppers or step controlers - no way to know how to set propper current levels
[02:58:06] <skullworks-ProfG> it just goes on...
[02:58:18] <skullworks-ProfG> makes me cringe
[03:00:35] <skunkworks> comp scale
[03:00:42] <skunkworks> ok loadrt scale works - how do you tell it you want more than 1?
[03:00:59] <jmkasunich> loadrt scale count=342
[03:01:11] <jmkasunich> if you want three hundred and forty two of them
[03:01:42] <jmkasunich> there might be a more sane limit, 8, 16, something like that
[03:03:07] <skunkworks> thanks - I actually went into the source of comp and got no where :) man comp - I will remember that
[03:03:34] <jmkasunich> wait - exactly which comp are you asking about
[03:03:45] <jmkasunich> (unfortunately "comp" is an over-used name)
[03:04:13] <jmkasunich> there is the python program "comp" which is used to convert something like scale.comp into scale.c which is then compiled into the scale HAL component
[03:04:51] <jmkasunich> there is also the HAL component comp, which is a two input analog comparator (like an LM339)
[03:04:53] <skunkworks> I was using blocks scale.. but wanted to use the comp version so I would not get the 'blocks are depreciated...
[03:05:09] <jmkasunich> ok, then you just use "loadrt scale"
[03:05:17] <skunkworks> yep - working
[03:05:32] <jmkasunich> so where did the question about comp come from?
[03:05:42] <skunkworks> I wanted to scale the velocity from the pluto so It was in rpm.
[03:06:16] <skunkworks> I guess I was really wondering how to use the comp componants like scale.comp
[03:06:26] <jmkasunich> just like the blocks versions
[03:06:33] <jmkasunich> except that the comp version have man pages
[03:06:41] <jmkasunich> and you load them differnetly
[03:06:47] <skunkworks> right
[03:06:51] <jmkasunich> loadrt blocks scale=3 ddt=2
[03:06:52] <jmkasunich> is the same as
[03:06:59] <jmkasunich> loadrt scale count=3
[03:07:05] <jmkasunich> loadrt ddt count=2
[03:07:12] <skunkworks> I did a loadrt scale=2 and it didn;t works so I figured it was a bit different.
[03:07:44] <skunkworks> and man scale works ;)
[03:08:01] <skunkworks> I'm getting there
[03:09:12] <skunkworks> btw - hal is cool.
[03:09:18] <skunkworks> :)
[03:22:27] <bytecolor> Do I need emc installed to use the rs274 and gcode python modules used in gdepth.py?
[03:23:36] <jmkasunich> you mean as opposed to just copying the python code to some handy directory?
[03:23:38] <jmkasunich> I dunno
[03:23:59] <jmkasunich> the python probably depends on some emc specific libs
[03:25:22] <jepler> bytecolor: install emc or use ". scripts/emc-environment" to set the PYTHONPATH environment variable
[03:25:31] <jepler> either way works
[03:25:35] <jepler> I usually use the emc-environment method
[03:26:05] <bytecolor> jmkasunich, yes that's what I had in mind. are those modules pure python? or C/Python?
[03:26:27] <jmkasunich> jepler is the authority on that, listen to him, not me
[03:26:35] <bytecolor> ok :)
[03:26:38] <jepler> some are written in C
[03:27:05] <bytecolor> we were poking around gdepth in #cam
[03:28:31] <jepler> the parts written in C are the g-code parser and the interface to opengl
[03:28:59] <bytecolor> I see. I havent played with emc in a long time
[03:32:03] <jepler> 'night all
[03:32:09] <jmkasunich> goodnight jeff
[03:32:49] <bytecolor> jepler, thanks for the hints
[03:34:04] <bytecolor> building...
[03:37:39] <jmkasunich> not young anymore?
[03:38:27] <bytecolor> hmm?
[03:38:52] <jmkasunich> crotchetyGuy used to be called crotchetyYoungGuy I think
[03:39:01] <skullworks-ProfG> maybe just a case of BA (bad attitude)
[03:39:10] <bytecolor> ah, yes too long a name :)
[03:39:25] <skullworks-ProfG> * skullworks-ProfG nowdays often feels too old.
[03:39:42] <bytecolor> I'll be 38 in a couple weeks
[03:40:36] <bytecolor> good think I decided to switch to ubuntu. I used debian for a couple years.
[03:40:58] <skullworks-ProfG> I'm 43 next month, damn, where did the years go?
[03:41:14] <jmkasunich> 45 in june for me
[03:42:00] <skullworks-ProfG> saw the reg users age graph at cnczone
[03:42:13] <skullworks-ProfG> 40-49 is the largest group
[03:42:40] <bytecolor> I'll be in that group shortly...
[03:42:54] <skullworks-ProfG> don't ask how many were 20 or less - was a trace amount.
[03:45:12] <bytecolor> cool, import gcode in IPython works now
[03:46:06] <bytecolor> is this the full bug, with the inline macro support in the g code?
[03:46:31] <bytecolor> I noticed that was expaned quite a bit from last time I played with emc
[04:27:17] <bytecolor> gdepth keeps segfaulting
[04:32:14] <bytecolor> test.ngc ->
http://pastebin.ca/371199
[04:32:34] <bytecolor> ./gdepth.py -x "-1 1" -y "-1 1" -z "-1 0" -t ".25" test.ngc
[04:33:41] <bytecolor> it writes the .png, then writes "-1.0 0.0" to stdout, then segfaults
[04:40:19] <Guest717> Can EMC work with an Isel Davinci CNC machine?
[04:40:43] <jmkasunich> it would be helpfull if you had a URL or something about that machine
[04:41:05] <Guest717> Ok It will take a few minutes I will report back
[04:41:13] <jmkasunich> emc can be made to work with a huge variety of machines
[04:41:23] <jmkasunich> but the amount of work and knowledge needed varies
[04:43:55] <Guest717> "
http://www.techno-isel.com/Education1/Ed_ServoDaVinci.htm"
[04:44:21] <jmkasunich> looking now
[04:45:12] <jmkasunich> note: when pasting a URL in an IRC channel, don't use quotes
[04:45:37] <jmkasunich> most clients will let people just click on the link, but quotes can break that and make them paste it manually
[04:46:27] <jmkasunich> it doesn't say what kind of drives the machine has, just "servo"
[04:47:22] <Guest717> It accepts Gcode through serial port
[04:47:29] <jmkasunich> oh
[04:47:34] <jmkasunich> that is bad
[04:47:44] <jmkasunich> that means it as some sort of controller built in
[04:48:08] <jmkasunich> to use EMC, you would have to find the connection between their controller and the motor drives, and connect EMC at that point
[04:48:20] <Guest717> Yes it has a controller, I can control it with software called PAL (DOS)
[04:48:34] <jmkasunich> (EMC is a controller - you don't want one controller talking to another one, you want the controller (EMC) talking to the drives directly
[04:48:37] <skullworks-ProfG> * skullworks-ProfG has plenty of dikes handy.
[04:49:40] <Guest717> BOBCAD(which I severely dislike - crashes always) says that I can control the Isel Davinci as a FANUC machine
[04:49:43] <DanielFalck> Guest717: I converted a Techno router by doing just what jmkasunich says to do- find the connections to the drives
[04:50:10] <DanielFalck> I had to do some major surgery to get at the stepper drives
[04:50:11] <skullworks-ProfG> BobCAD ver?
[04:50:20] <jmkasunich> Guest717: EMC is a controller. You can use their controller, or you can use EMC, you cannot use both
[04:50:32] <Guest717> Bobcad Version 6 onwards
[04:50:57] <skullworks-ProfG> 06?
[04:51:09] <DanielFalck> it's probably easier to buy gecko drives and bypass all the techno stuff
[04:51:27] <jmkasunich> DanielFalck: what kind of drives do they use?
[04:51:50] <jmkasunich> the URL that Guest717 posted was to a servo machine, not a stepper machine, but I bet its step/dir servos
[04:52:14] <Guest717> This sounds all very complicated. Is it not better to just get rid of the Isel? It is a very nice machine though, but I JUST HAVE to move CNC to Linux.
[04:52:20] <DanielFalck> they had parker digipan stepper drives- full step I think
[04:52:40] <jmkasunich> Guest717: there is the Isel MACHINE, and there is the Isel CONTROL
[04:52:48] <jmkasunich> you have to make the distinction between them
[04:53:03] <Guest717> What is the best replacement CNC that will work well with EMC?
[04:53:03] <jmkasunich> the machine is fine, it is the control that you replace with EMC
[04:53:09] <DanielFalck> pretty rough, they actually might have been 1/2 step- they used L297- L 6203 (whatever the SGS 3 amp chip is)
[04:53:35] <jmkasunich> Guest717: I don't know what you are talking about
[04:53:43] <DanielFalck> I had to trace the step and direction signals from the L297 chips
[04:54:08] <DanielFalck> Guest717: how old is this machine?
[04:54:08] <jmkasunich> EMC is a CNC controller, it can be used with all kinds of machines
[04:55:08] <Guest717> jmkasunich: Simple...I want to solve the problem. If EMC does not support the Isel out of the box I must get rid of it. I therefore ASK id there is a list of CNC machines that will work out of the box with EMC including a servo controller.
[04:55:31] <jmkasunich> out of the box?
[04:55:45] <Guest717> Machine is 3 years old
[04:55:47] <jmkasunich> whats that? ;-)
[04:55:53] <DanielFalck> ok
[04:56:39] <jmkasunich> the iron, aluminum, motors, screws, etc, in the Isel - the MACHINE itself, is fine, and in my opinion you'd be nutz to get rid of it
[04:56:49] <jmkasunich> the motor drivers may or may not need replaced
[04:56:53] <DanielFalck> Guest717: are you comfortable at all with doing electronic hacking?
[04:56:56] <jmkasunich> the controller would be replaced by EMC
[04:57:26] <DanielFalck> if not, you might want to use it as is
[04:58:49] <jmkasunich> if you insist on getting rid of it, send it to me ;-)
[04:58:50] <Guest717> I dont have time to do brain surgery please understand. It costs my company more to fiddle with surgery than just to buy a new machine. We are a Unix shop, so I star now with EMC and then decide which are the best machine to replace the Isel. As I read from responses, this means that I have to only look at the list of servo controlers supported and then choose a machine that will work with the servo controller. Is that right?
[04:59:16] <jmkasunich> nothing is that simple
[04:59:25] <DanielFalck> it's cool that you work in a Unix shop
[04:59:35] <jmkasunich> a complete cnc system has several parts
[04:59:42] <jmkasunich> control software and PC
[04:59:58] <jmkasunich> optional interface boards to make analog signals, count encoder pulses, etc
[05:00:04] <jmkasunich> motor drivers
[05:00:06] <jmkasunich> motors
[05:00:15] <Guest717> We know all that can we stop lecturing?
[05:00:17] <jmkasunich> and the mechanical parts o fthe machine
[05:00:38] <jmkasunich> the only place you can get all those parts already hooked together is Sherline
[05:01:01] <jmkasunich> everybody else does "conversions" - they take the PC and EMC and hook it to drives, motors, etc
[05:01:15] <Guest717> Is there something a bit larger than sherline that is as easy in your opinion to configure?
[05:01:30] <jmkasunich> I don't know
[05:01:44] <DanielFalck> what is the application? what are you making?
[05:01:51] <jmkasunich> I'm at the extreme other end of the scale, I go for retrofits
[05:02:47] <jmkasunich> do you know how much the Isel costs?
[05:02:48] <Guest717> Mostly 3D aluminium prototype work. Small parts for R&D.
[05:03:02] <Guest717> Isel costs about $8,000\
[05:03:27] <jmkasunich> so I imagine replacing it with a new machine of similar capacity would cost similar
[05:03:57] <DanielFalck> what's the company that Ray has been working with? Smithy?
[05:04:14] <DanielFalck> They use EMC to control some larger mill/drills
[05:04:15] <jmkasunich> dunno your hourly rate, but if you could do the retrofit for less than say $4000 in parts and labor, that beats getting a new machine doesn't it?
[05:04:16] <Guest717> I guess so, therefore to get someone to do the conversion is going to cost way motre than that in man-hours
[05:04:59] <DanielFalck> https://www.smithy.com/products.php?cid=11
[05:05:10] <jmkasunich> gecko 320s are less than $200 each, thats $600
[05:06:01] <jmkasunich> total material including a PC, drives, and a servo card will be less than $2K
[05:06:14] <jmkasunich> that leaves 20 hours at $100 /hour to hit the $4000 target
[05:08:22] <jmkasunich> DanielFalck: the Isel website didn't have pics, but I think that machine is more of a router than a mill
[05:08:39] <jmkasunich> Guest717: does the work envelope of the Smithy machine meet your needs?
[05:08:45] <jmkasunich> its pretty different from the Isel
[05:08:51] <Guest717> Bye
[05:08:52] <DanielFalck> my techno is a router and it's very lightweight
[05:08:54] <DanielFalck> bye
[05:09:30] <DanielFalck> I wouldn't use it on aluminum- that would be frustrating
[05:09:44] <jmkasunich> Guest717: sorry about the lecture....
[05:09:47] <jmkasunich> bye
[05:09:54] <bytecolor> .002 DOC!
[05:10:11] <DanielFalck> ; )
[05:13:34] <jmkasunich> I gotta look into a new tact filter, I think this one is busted
[05:16:16] <DanielFalck> sounds like a desperate situation- having a control that depends on 'BobCad' ....
[05:16:30] <jmkasunich> heh
[05:17:40] <jmkasunich> it blows my mind that people would consider replacing an $8K machine because of the control
[05:18:55] <DanielFalck> we got rid of a couple Traub's that had old Mitsubishi controls on them- none of the shop guys would have been able to handle them
[05:19:25] <DanielFalck> we got them used and brought them back to life - and were surprised at how different they were
[05:19:51] <DanielFalck> so we traded them with another company
[05:20:26] <jmkasunich> why?
[05:20:43] <jmkasunich> traded nicely retrofitted machines for the more with bad controls?
[05:20:56] <jmkasunich> for more
[05:21:15] <DanielFalck> no, they were old.... and we traded them for services on bigger machines
[05:21:38] <DanielFalck> that was a couple years ago
[05:21:42] <jmkasunich> I don't follow
[05:21:49] <jmkasunich> but it doesn't matter really
[05:22:52] <DanielFalck> we work with a company that retrofits very large screw machines- 6 spindle New Britains. They said they could deal with the Traub's. We just wanted to cut our losses and be rid of them
[05:23:08] <DanielFalck> It was interesting
[05:23:14] <jmkasunich> ok, I completely misunderstood your original statement
[05:23:27] <DanielFalck> I just got in on the bar loader hook up of the Traub's
[05:23:27] <jmkasunich> you said:
[05:23:29] <jmkasunich> we got rid of a couple Traub's that had old Mitsubishi controls on them- none of the shop guys would have been able to handle them
[05:23:29] <jmkasunich> <DanielFalck> we got them used and brought them back to life - and were surprised at how different they were
[05:24:03] <bytecolor> I've narrowed down the segfault to _togl.install()
[05:24:21] <jmkasunich> I assumed you meant "we got these old machines with POS mitsu controls that nobody could use, we brought them back to life by replacing the controls with EMC, and we were amazed at how differnt (better) they were with the new controls"
[05:24:34] <DanielFalck> well, they were used and dead. we actually put some work into them to bring the original crappy controls back to life. We were very dissapointed in what they ended up being like.
[05:24:40] <jmkasunich> oh
[05:24:48] <DanielFalck> I wish we could have used EMC at the time.
[05:24:58] <DanielFalck> this was 5 years ago
[05:24:59] <jmkasunich> it would never even occur to me to try to fix the old controls ;-)
[05:25:25] <DanielFalck> yea. That's not my first impulse either - with EMC around.
[05:25:45] <jmkasunich> its amazing how one sentence can have totally differnet meanings to two people
[05:26:04] <DanielFalck> sorry. I can really twist things around sometimes : )
[05:26:12] <jmkasunich> that wasn't the problem
[05:26:24] <jmkasunich> I just made some incorrect assumptions
[05:27:08] <DanielFalck> jmkasunich: I came up with a spiral boring routine, kind of like Jon Elson's routine in Apt today.
[05:27:46] <DanielFalck> bytecolor, crotchetyGuy, tomp, fenn, and myself are really having fun with apt.
[05:27:57] <bytecolor> nod
[05:28:06] <DanielFalck> well, maybe fenn will need some indoctrinating....
[05:28:13] <DanielFalck> : )
[05:28:14] <jmkasunich> I'm having fun at the other end of the code - doing 5i20 stuff
[05:28:21] <DanielFalck> cool
[05:28:39] <DanielFalck> I'm really amazed with how fast you guys are coming up with hardware drivers
[05:28:48] <DanielFalck> and new ways to use emc
[05:32:51] <bytecolor> hrm, I think I had the wrong ver of tk and tcl installed
[05:33:04] <bytecolor> tk, prolly
[05:33:21] <bytecolor> what's 5i20?
[05:33:34] <jmkasunich> a motion control board
[05:33:39] <bytecolor> ah
[05:35:04] <bytecolor> DanielFalck, did you ever try gdepth.py?
[05:35:57] <DanielFalck> not yet.
[05:37:43] <DanielFalck> bytecolor: I just looked at your pastebin- get rid of the %
[05:37:59] <bytecolor> ok, wasn't sure about that
[05:38:11] <DanielFalck> not sure if it will barf, but try it
[05:38:43] <bytecolor> gotta familiarize myself with the ngc format
[05:39:08] <bytecolor> well _alrighty_ gdepth is working now :)
[05:39:25] <bytecolor> *very* cool little app
[05:39:52] <DanielFalck> oh yea, I fired it up
[05:40:07] <bytecolor> I fscked up and installed tk8.0-dev instead of 8.4
[05:41:05] <bytecolor> wonder if that's CSG, or voxels or what
[05:41:36] <bytecolor> have to pick jepler's brain sometime
[05:47:26] <a-l-p-h-a> being sick sucks
[05:59:16] <bytecolor> anyone ever mention doing the mouse rotations in AXIS like modern CAD/CAM? Where the axis of rotation is perpendicular to the mouse vector (ala Solidworks, Pro/E, FeatureCAM, etc...)
[06:00:19] <bytecolor> guess it's whatever you get used to
[13:24:13] <jlmjvm> was just playin with this,works really cool
[13:25:52] <awallin> alex_joni: wiki is down again
[13:26:05] <jlmjvm> the icing on the cake would be if after you hit touch off ,and entered the nunber value
[13:26:19] <jlmjvm> number value
[13:27:02] <jlmjvm> if the enter key would work,you have to go back to keyboard to enter value
[13:27:17] <alex_joni> jlmjvm: hmm.. enter should probably work even from the touchpad
[13:27:26] <alex_joni> err.. numpad
[13:27:29] <alex_joni> awallin: really?
[13:27:52] <awallin> or it's an ISP thing...
[13:28:10] <alex_joni> it replies to ping
[13:28:26] <awallin> it's on dreamhost too ?
[13:28:53] <jlmjvm> only the enter on main keyboard works
[13:30:41] <awallin> I'd like the g92, g54 etc. offsets to be viewable in a pyvcp notebook tab. one way of doing that is to run an endless loop that exports some of the values from the emc status structure to HAL pins
[13:32:54] <alex_joni> awallin: wiki is on dreamhost too
[13:38:16] <alex_joni> awallin: do you know some python?
[13:38:38] <alex_joni> is it possible to generate a keyboard event?
[13:42:06] <alex_joni> hmm, think I figured that out (raise "<Enter>")
[13:42:20] <jlmjvm> really
[13:42:59] <alex_joni> jlmjvm: yeah, doesn't work yet for touch_off.. still trying :D
[13:43:22] <jlmjvm> cool
[13:44:05] <jlmjvm> if that would work you could do a whole setup from the keypad
[13:45:49] <alex_joni> jlmjvm: the fix is a oneline (by modifying AXIS)
[13:45:57] <alex_joni> not sure how to do it from .axisrc
[13:46:16] <alex_joni> I need to access an object that only gets created once you press Touch-Off
[13:46:47] <alex_joni> jlmjvm: I'm afraid here is where my python knowledge ends
[13:46:56] <alex_joni> * alex_joni pings jepler
[14:03:57] <awallin> I'm not very good at python... although I hacked together the first pyvcp version
[14:06:49] <jlmjvm> how do you get to the tool and fixture offsets in axis,i cant find them
[14:07:24] <awallin> I don't think you can... if you switch between machine position and relative position, you'll notice the difference
[14:07:38] <awallin> but I don't think there's a window or anything where they are displayed
[14:07:54] <awallin> they're set by G-code (MDI or program)
[14:08:32] <alex_joni> you can visualize them with pyvcp :P
[14:08:45] <alex_joni> they are exported as hal pins from iocontrol.
[14:09:00] <awallin> the current offset, or all of them ?
[14:09:00] <alex_joni> er.. not the offsets
[14:09:06] <alex_joni> tool number and size
[14:09:17] <alex_joni> sorry, didn't read the whole line
[14:09:44] <jlmjvm> there needs to be a way to get to them
[14:10:04] <awallin> you set them with G92 or G10 or something?
[14:11:17] <jlmjvm> should be able to open a box and have your g54-59 offsets,and 1 for tool lengths
[14:11:44] <jlmjvm> i dont think g92 set a fixture offset
[14:12:03] <awallin> yes, tooltable and offset helper programs would be nice
[14:12:16] <awallin> g92 is probably called something else
[14:12:57] <awallin> if they're coded smartly they could perphaps work both standalone, and in a pyvcp panel
[14:13:20] <jlmjvm> that would be so cool
[14:13:31] <awallin> but the current tool table isn't in the most easiest to parse format... (XML would be easy)
[14:13:33] <jlmjvm> the axis gui looks great
[14:28:18] <awallin> a tool-table helper application which would read/write to an XML file would not be hard to do, a basic program would be a couple of hours to do for someone like me and probably 30min for someone good at python/tkinter
[14:41:18] <alex_joni> awallin: wanna volunteer?
[14:51:44] <alex_joni> awallin: wiki is working again
[14:58:17] <skunkworks> morning alex
[14:59:48] <alex_joni> hi samco
[15:38:16] <awallin> alex_joni: I did try parsing the current tooltable file with python, it worked somehow but not that great. I'm not really interested in text file parsing, so if I would write something in python it would probably read and write from an xml file
[15:39:19] <skunkworks> 21 inches so far here.
[15:40:02] <awallin> we get it in cm over here ;)
[15:40:19] <jlmjvm> we dont even get that here
[15:48:51] <cradek> awallin: you can parse whitespace separated strings very easily with string.split
[15:49:10] <cradek> awallin: I think the tool table is probably the easiest emc file to parse :-)
[15:50:26] <alex_joni> hi chris
[15:50:38] <cradek> hi
[15:50:53] <alex_joni> do you know enough python to help jlmjvm ?
[15:51:08] <cradek> what's the question?
[15:51:08] <alex_joni> he has an issue with the Touch Off popup
[15:51:25] <alex_joni> the Numpad Enter doesn't work.. only the regular one
[15:51:25] <awallin> cradek: sure, the number values are easy to extract, it's all the headings, blank lines, and comments that are problematic
[15:51:55] <cradek> awallin: if you're editing it in a gui, I think you can throw that stuff away
[15:52:06] <cradek> because the headings etc. will be in the gui now
[15:54:46] <alex_joni> cradek: I think a bind for "<KP_Enter>" would be enough
[15:54:57] <alex_joni> but I couldn't figure out how to do that from .axisrc
[15:55:23] <cradek> alex_joni: just fix it in cvs - no reason for that not to work
[15:55:27] <alex_joni> cradek: I managed to check for KP_Enter and raise a normal one, but it only works for the main Window
[15:55:50] <alex_joni> ok, I'll do that
[15:56:18] <dave_1> anyone else having problems with bounced e-mail on the list? SF keeps dropping me..
[15:56:20] <alex_joni> but I thought there might be another way to do it from .axisrc
[15:56:54] <cradek> dave_1: your ISP bounces a lot of messages sent to you
[15:56:55] <dave_1> hi Dan
[15:57:04] <cradek> dave_1: the problem is not SF
[15:57:07] <DanielFalck> dave_1: hi dave
[15:57:14] <alex_joni> <dengvall@charter.net>: host mail.charter.net[209.225.8.224] said: 550 Message
[15:57:12] <alex_joni> identified as SPAM - Please visit
http://www.charter.com/postmaster (in
[15:57:12] <alex_joni> reply to end of DATA command)
[15:57:38] <jepler> alex_joni: I assume that you are going to make a change something like this?
[15:57:38] <jepler> t.bind("<Return>", lambda event: (self.ok.flash(), self.ok.invoke()))
[15:57:39] <jepler> + t.bind("<KP_Enter>", lambda event: (self.ok.flash(), self.ok.invoke()))
[15:57:41] <dave_1> OK, this is what I needed to know
[15:57:42] <cradek> dave_1: one other charter user gets this too - you will have to get it fixed on their end
[15:57:55] <alex_joni> jepler: yeah, but only in a while.. you can do it now if you like
[15:58:10] <alex_joni> jepler: I take it there's no way to change that from .axisrc ?
[15:58:25] <alex_joni> (except redefining the whole touch_off class)?
[15:58:45] <jepler> yes, that would be the way
[15:58:49] <cradek> bbl
[15:59:09] <alex_joni> t.bind("<KP_Enter>", raise "<Enter>") <- how's that?
[15:59:23] <jepler> that's not even english^Wpython
[15:59:28] <dave_1> thanks. I'll go pick on charter
[16:01:00] <CIA-6> 03jepler 07TRUNK * 10emc2/src/emc/usr_intf/axis/scripts/axis.py: keypad enter did not invoke OK button on touch-off screen
[16:01:01] <alex_joni> jepler: well, I got it to work using a function
[16:01:15] <alex_joni> jepler: thanks for fixing that
[16:01:26] <CIA-6> 03jepler 07v2_1_branch * 10emc2/src/emc/usr_intf/axis/scripts/axis.py: merge rev 1.51: keypad enter did not invoke OK button on touch-off screen
[16:01:30] <jepler> no problem
[16:33:24] <jlmjvm> alex:did you have any luck
[16:33:48] <alex_joni> jlmjvm: jepler put in a fix
[16:33:56] <alex_joni> it'll be in 2.1.1 when it comes out
[16:34:47] <jlmjvm> cool,so use this same .axisrc from earlier today with the new version
[16:34:53] <alex_joni> yes
[16:35:12] <jlmjvm> when is 2.1.1 coming out
[16:35:27] <alex_joni> yeah :D
[16:35:52] <alex_joni> jlmjvm: kidding, actually no idea.. might be this weekend, might be the next.. dunno
[16:37:01] <jlmjvm> are you talking bout the ubuntu cd,or just an axis download/
[16:38:27] <alex_joni> an emc2 release
[16:38:37] <cradek> when we make an updated package available, your update manager will offer to download it,just like for any of the other updates
[16:38:47] <alex_joni> one you will automatically get if your machine is connected to the internet
[16:39:15] <jlmjvm> is it ok to get the updates on ubuntu
[16:39:24] <alex_joni> yes
[16:39:28] <jlmjvm> been meaning to ask that
[16:40:11] <jlmjvm> good,them i will get them,showing 29 available
[16:49:37] <jlmjvm> updated
[16:50:15] <CIA-6> 03cradek 07v2_1_branch * 10emc2/debian/changelog: Enter key bugfix
[17:56:09] <CIA-6> 03jepler 07TRUNK * 10emc2/bin/.cvsignore: hal_input: interface any linux-recognized input device to HAL
[17:56:11] <CIA-6> 03jepler 07TRUNK * 10emc2/docs/man/man1/hal_input.1: hal_input: interface any linux-recognized input device to HAL
[17:56:12] <CIA-6> 03jepler 07TRUNK * 10emc2/src/hal/user_comps/ (hal_input.py Submakefile): hal_input: interface any linux-recognized input device to HAL
[17:56:12] <CIA-6> 03jepler 07TRUNK * 10emc2/lib/python/linux_event.py: hal_input: interface any linux-recognized input device to HAL
[17:56:13] <CIA-6> 03jepler 07TRUNK * 10emc2/debian/ (changelog emc2.files.in): hal_input: interface any linux-recognized input device to HAL
[17:57:41] <CIA-6> 03jepler 07TRUNK * 10emc2/docs/man/man1/hal_input.1: typo
[18:13:35] <CIA-6> 03jepler 07TRUNK * 10emc2/docs/man/man1/hal_input.1: hal_input: support EV_REL events for mouselike devices
[18:13:36] <CIA-6> 03jepler 07TRUNK * 10emc2/lib/python/linux_event.py: hal_input: support EV_REL events for mouselike devices
[18:13:36] <CIA-6> 03jepler 07TRUNK * 10emc2/src/hal/user_comps/hal_input.py: hal_input: support EV_REL events for mouselike devices
[18:14:59] <jepler> mouse input to HAL:
http://pastebin.ca/371843
[18:15:20] <jepler> hm I should probably turn those "_" into "-"
[18:18:22] <CIA-6> 03jepler 07TRUNK * 10emc2/src/hal/user_comps/hal_input.py: dashes are preferred to underscores in HAL names
[18:19:37] <CIA-6> 03jepler 07TRUNK * 10emc2/lib/python/linux_event.py: get rid of debugging code
[18:24:36] <CIA-6> 03jepler 07TRUNK * 10emc2/src/hal/user_comps/hal_input.py: make component name match executable name
[18:48:48] <colin__> colin__ is now known as col
[18:50:12] <col> hello
[18:52:02] <col> got a few questions if anyones about
[19:05:54] <skunkworks> wow I think I finally got my mouse touchpad to behave in ubuntu
[19:06:04] <alex_joni> heh
[19:06:40] <skunkworks> only borked the xorg.conf once ;)
[19:06:57] <jepler> col: ask, and if someone knows the answer you'll get it.
[19:10:17] <skunkworks> much better - not click where I don't want to.
[19:13:48] <skunkworks> hmm - what do you guys use to stream audio from the web?
[19:23:20] <alex_joni> cat < wget
[19:23:22] <alex_joni> (j/k)
[19:23:35] <alex_joni> I use xmms for music
[19:27:11] <skunkworks> thanks - now I only have to figure out why I need to open the administration/network before I can get hooked to the network :)
[19:32:19] <slundell> I use amarok for all kinds of music. mp3/ogg/streaming
[19:44:49] <skunkworks> alex_joni: question. Now that I am running 2.1.0 on here plus head... HOw do I re-disable it? seems to be doing it now. I thought you had changed it some how so it was a bit easier or do I still need to do what we did before
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?FixingDapperSMIIssues
[19:45:10] <skunkworks> sorry - in regards to smi
[19:51:28] <alex_joni> skunkworks: disable smi you mean?
[19:51:45] <alex_joni> or reenable it?
[19:52:08] <skunkworks> disable smi
[19:52:25] <skunkworks> seems to have been re-enabled when I updated to 2.1.0
[19:52:38] <skunkworks> getting rtlatency every 90 seconds or so
[19:53:48] <skunkworks> I still have the rtai_smi.ko file on my desktop - but I thought there was a few files that you had changed.
[19:56:02] <col> jepler: thanks realised its a stupid question that i need to find more info on to be of any use
[19:56:54] <alex_joni> skunkworks: I changed something inside emc2.1.0
[19:57:08] <alex_joni> so you can loadrt rtai_smi in your hal file
[19:57:25] <alex_joni> but you still need the modified rtai_smi.ko file in /usr/realtime...
[19:57:40] <alex_joni> I didn't upgrade the RTAI package yet
[19:57:44] <skunkworks> ok
[19:57:56] <skunkworks> I can probably handle that ;)
[19:58:17] <alex_joni> if it's the same machine, then you only need the loadrt rtai_smi in your hal file
[19:59:05] <skunkworks> but the only issue with that is - how would I use the RTAI Latency test to test it?
[19:59:17] <alex_joni> sudo insmod rtai_smi
[19:59:20] <alex_joni> then latency test
[19:59:23] <skunkworks> cool
[20:00:27] <alex_joni> skunkworks: can you upload the binary to the wiki?
[20:00:34] <alex_joni> rtai_smi.ko
[20:02:03] <skunkworks> alex_joni: that worked - thanks
[20:02:23] <alex_joni> skunkworks: cool, can you upload it to the wiki?
[20:02:29] <skunkworks> how would I do that?
[20:02:34] <skunkworks> sorry
[20:02:39] <alex_joni> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?action=upload
[20:05:57] <skunkworks> alex_joni: should be there - how do you see a list of the files?
[20:06:08] <alex_joni> you don't
[20:06:17] <alex_joni> http://wiki.linuxcnc.org/uploads/rtai_smi.ko
[20:06:19] <alex_joni> got it
[20:06:44] <skunkworks> :) ok
[20:06:55] <skunkworks> no overruns
[20:07:39] <alex_joni> good
[20:08:09] <skunkworks> This is so much nicer now that the mouse doesn't click everywhere ;)
[20:10:35] <alex_joni> heh :D
[20:14:50] <skullworks-ProfG> cool I just arranged to buy 25 L298n's @ $3/ea. - I'm going to make some majic smoke...
[20:22:02] <alex_joni> what are you gonna do with that many L298's
[20:23:14] <jmkasunich> good morning everybody
[20:23:21] <alex_joni> hi jmk
[20:23:25] <jmkasunich> (its gotta be morning somewhere....)
[20:23:29] <jmkasunich> hi alex
[20:23:32] <alex_joni> kinda late for good morning
[20:23:39] <alex_joni> it always is..
[20:23:54] <jmkasunich> I got 9 hours of sleep last night!
[20:24:04] <alex_joni> that's enough for the whole week I bet
[20:24:03] <alex_joni> :P
[20:24:06] <jmkasunich> I wish
[20:24:18] <alex_joni> or was it for last week?
[20:24:30] <jmkasunich> it was a futile attempt to catch up
[20:24:51] <jmkasunich> I gotta stop staying up so late
[20:25:03] <jmkasunich> but unfortunately thats when I get the most work done
[20:25:08] <alex_joni> same here
[20:25:24] <alex_joni> didn't see any complaints about the motion change last night
[20:25:32] <jmkasunich> thats good
[20:25:43] <jmkasunich> I wonder how many people use freqgen?
[20:25:50] <jmkasunich> (most should be using stepgen)
[20:26:16] <alex_joni> I think a few people use freqgen (but for something else, like chargepump)
[20:26:34] <skunkworks> I was only using freqgen until you got the pwmgen working.
[20:26:38] <jmkasunich> man freqgen mentions (in the bugs section) a few quirks that I'd like to fix for 2.2 - inconsistencies between freqgen and stepgen
[20:26:50] <alex_joni> bet that's ok to do then
[20:27:08] <jmkasunich> now that I'm working on the 5i20, I was reminded of the mismatch
[20:27:22] <jmkasunich> because at least for now, the 5i20 works like freqgen, with an external PID
[20:27:51] <jmkasunich> might put the same pretuned loop stuff from stepgen in the driver, but it has to be optional
[20:28:06] <alex_joni> right..
[20:29:05] <skunkworks> jmkasunich: have you run your hardware yet with the mesa step firmware?
[20:29:22] <jmkasunich> yeah, last night I had a motor going at 100K steps/sec
[20:29:23] <skunkworks> * skunkworks has never had hardware step generation
[20:30:07] <skunkworks> what does that relate to rpm?
[20:30:30] <alex_joni> 15k ?
[20:31:03] <anonimasu> :)
[20:31:13] <skunkworks> 3000rpm?
[20:31:32] <skunkworks> assuming 10X microstepping
[20:31:44] <alex_joni> 100000 / 400 * 60 = 15000 RPM
[20:31:50] <anonimasu> 1.8 deg step as example..
[20:31:59] <anonimasu> 200 steps per rev..
[20:32:09] <anonimasu> for the motor I have as paperweight
[20:32:12] <anonimasu> :)
[20:32:17] <anonimasu> it smells fried
[20:41:37] <alex_joni> that's the most common
[20:41:44] <alex_joni> I used 400 for halfstepping :)
[20:42:40] <skullworks-ProfG> alex_joni: what are you gonna do with that many L298's - Try to make some small PWM servo amps to run off the Pluto-p
[20:43:01] <alex_joni> how many amps?
[20:43:08] <alex_joni> or you plan on frying your way through? :D
[20:44:12] <alex_joni> bbl
[20:44:37] <skullworks-ProfG> about 7A for the X/Y and about 12 on Z
[20:45:05] <skullworks-ProfG> those are surge - G00 reversal
[20:45:06] <skunkworks> l298?
[20:45:27] <skullworks-ProfG> dual H-bridge chip without internal freewheel diodes
[20:45:47] <skunkworks> I thought they where only 2 amp
[20:45:52] <alex_joni> 7A is a bit much for the L298
[20:46:03] <alex_joni> or you what to parallel them?
[20:46:07] <skullworks-ProfG> rated 2A DC cont for each bridge - going to have to gang them up
[20:46:13] <alex_joni> I see
[20:46:25] <alex_joni> why not use MOSFET's ?
[20:46:45] <skullworks-ProfG> Seen a stepper driver which ganged 3
[20:46:55] <skunkworks> interesting.
[20:47:20] <alex_joni> bbl
[20:47:22] <skunkworks> skullworks-ProfG: I have been playing with the pluto off and on. I really like it.
[20:47:22] <skullworks-ProfG> because the L298n is cheap and MOSFET is way beyond my education level
[20:47:42] <skullworks-ProfG> I been out of Electronics since the late 70's
[20:49:53] <skullworks-ProfG> so I'm trying to relearn - but designing a bootstrap, and having a fool proof circuit for shoot thru... thats beyond my current skill
[20:50:56] <awallin> skullworks-ProfG: have you looked at the integrated IGBT packages where you only need to provide logic signals ?
[20:50:57] <skullworks-ProfG> maybe later - or if I come upon a proven mosfet design.
[20:51:17] <skullworks-ProfG> not really
[20:51:24] <skullworks-ProfG> still digging
[20:52:50] <skullworks-ProfG> I have some Pittman 14203's for the X/Y and the BIG 14 series for the zZ
[20:53:07] <skunkworks> skullworks-ProfG:
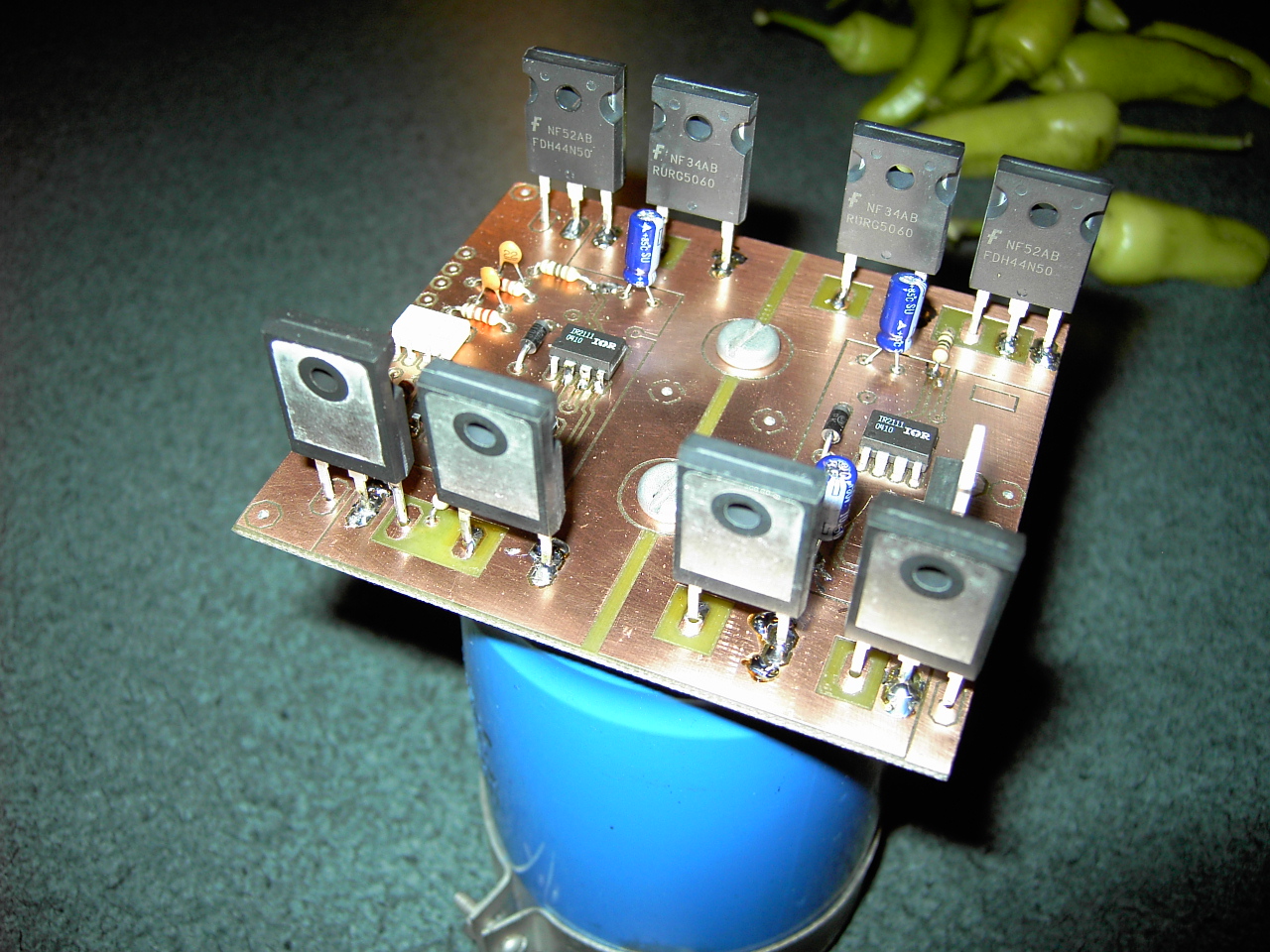
http://www.electronicsam.com/images/KandT/servostart/almost.JPG
[20:53:27] <skullworks-ProfG> yeah - that looks great
[20:54:02] <skullworks-ProfG> but I have not seen anything other than the pic
[20:54:10] <skunkworks> that has a bootstrap circuit on it - lots and lots of help from jmkasunich
[20:54:29] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/
[20:54:41] <skullworks-ProfG> has it been tested on motors yet?
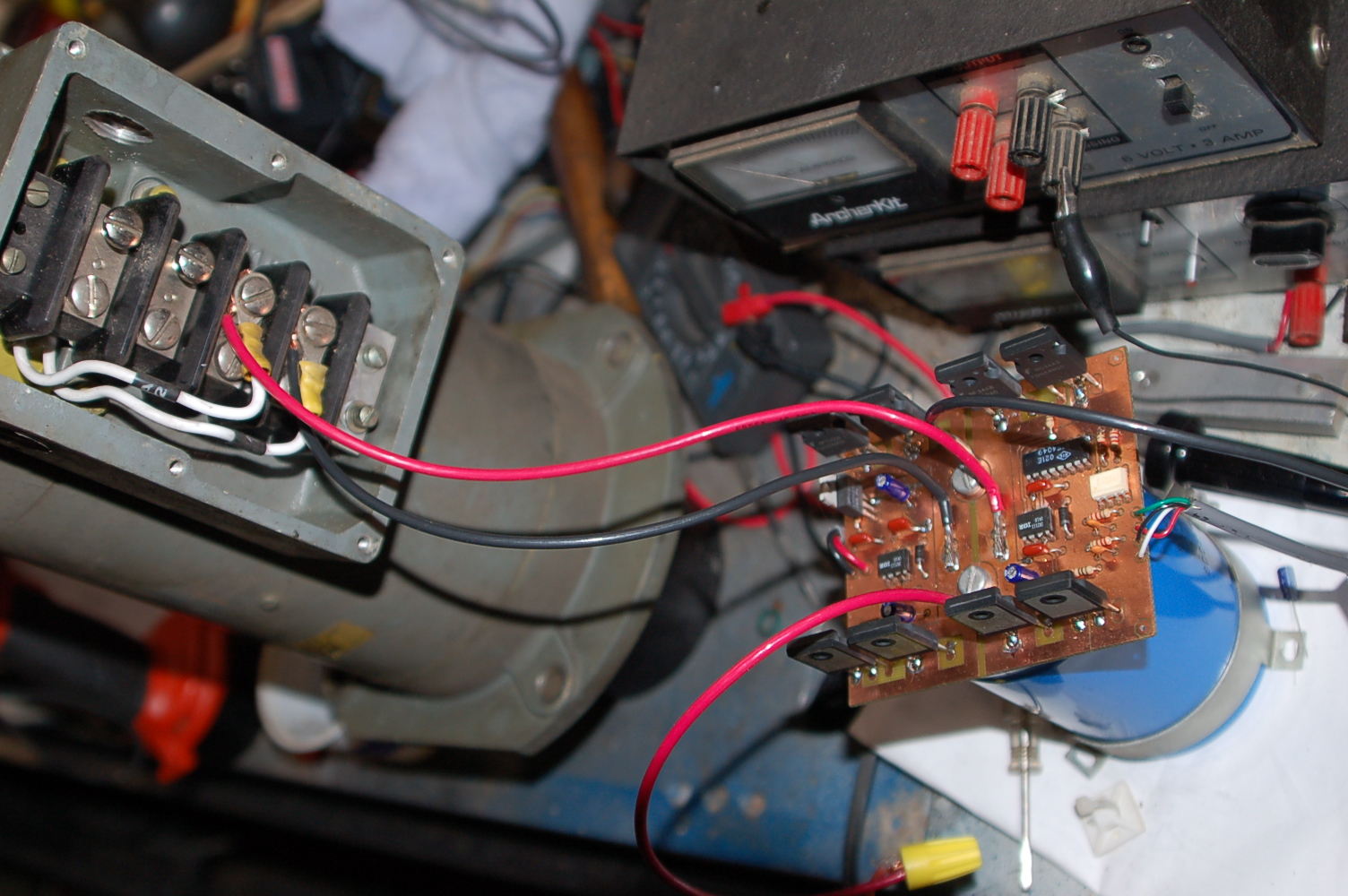
[20:54:59] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/mess.JPG
[20:55:00] <skunkworks> :)
[20:55:38] <jmkasunich> skunkworks: about RPM: I'm running 200 step/rev motors, and 10x microstepping, so 2000 steps/rev
[20:55:49] <jmkasunich> 100K steps/sec = 50 revs/sec = 3000 RPM
[20:55:57] <skunkworks> I was right ;)
[20:56:11] <skunkworks> how much where you getting software?
[20:56:19] <jmkasunich> 12 revs/sec
[20:56:28] <jmkasunich> 720 RPM
[20:56:29] <skunkworks> wow
[20:56:33] <skunkworks> cool
[20:57:13] <anonimasu> skunkworks: looks really nice
[20:57:17] <skullworks-ProfG> Is 100K/sec he gecko limit?
[20:57:21] <skullworks-ProfG> the
[20:58:19] <anonimasu> 350 kHz maximum Step pulse frequency
[20:58:23] <anonimasu> for the 203V
[20:58:29] <skunkworks> anonimasu: thanks - jmkasunich did the board so it is his art :)
[21:02:35] <skunkworks> is ovlmax 25747 bad?
[21:03:06] <skunkworks> max latency of 26us?
[21:04:32] <jmkasunich> skullworks-ProfG: 100K/sec is pretty close to my motor's limit
[21:04:48] <jmkasunich> the driver as it exists now doesn't do smooth accel
[21:05:00] <jmkasunich> if I change from 100K to 101K steps/sec, it does it instantly
[21:05:10] <jmkasunich> and that made the motor stall
[21:05:36] <skullworks-ProfG> so needs a ramp profile
[21:05:49] <jmkasunich> right - the driver will do that once I finish it
[21:05:56] <skullworks-ProfG> great
[21:07:58] <skullworks-ProfG> * skullworks-ProfG goes running thru the house booting all the systems.
[21:09:07] <skullworks-ProfG> I need to collect a bunch of files on the USB drive before I head over to the shop.
[21:09:29] <skullworks-ProfG> Someday I need to hammer out the Wake on LAN function...
[21:09:44] <eholmgren> I like the quote on bash.org where the dude can ping a certain machine ... but not physically located it in his house
[21:09:56] <skunkworks> it is pretty easy. bunch of utilities.
[21:10:19] <skunkworks> 'magic packet'
[21:10:43] <skunkworks> We turn on our multimedia pc that way.
[21:12:15] <skullworks-ProfG> I'm toying with a multi-media box - KnoppMyth
[21:12:40] <skunkworks> * skunkworks hasn't played with linux for a multimedia pc.
[21:13:32] <skullworks-ProfG> I pooched good - ext2 dose not like unexpected poweroff while writing streaming vid.
[21:14:24] <skullworks-ProfG> clean format/install will fix all :)
[21:16:00] <alex_joni> why not ext3?
[21:17:20] <skullworks-ProfG> The way the Knoppix/Myth install works its not an option
[21:17:57] <skullworks-ProfG> but if I was doing a custom build I would use jfs I think
[21:18:47] <skullworks-ProfG> deleting large files is the big issue
[21:19:29] <alex_joni> you can always convert an ext2 to ext3
[21:19:35] <skullworks-ProfG> seems everything grinds to a halt during a delete
[21:20:16] <skullworks-ProfG> jfs can wipe better than 1gb/sec
[21:20:54] <skullworks-ProfG> so most times the buffers/cache won't starve/overflow
[21:22:24] <skullworks-ProfG> Its not a seriuos project for now, I have no time to play with it or watch captured content.
[21:23:26] <skullworks-ProfG> As is I have to figure out where I'm going to shoehorn in the New IH mill I ordered.
[21:23:45] <skunkworks> international harvester? ;)
[21:24:23] <skunkworks> skullworks-ProfG: didn't they go out of business?
[21:24:37] <skunkworks> (industrial hobbies)
[21:24:45] <skullworks-ProfG> Since the deal on the new property fell thru - I'll have to stick this in the kitchen.
[21:25:24] <skullworks-ProfG> They closed in Dec - but there was a ownership buyout in progress
[21:25:39] <skullworks-ProfG> there are open again
[21:25:55] <skullworks-ProfG> now based in CT
[21:26:14] <skullworks-ProfG> and the new guy is even more hardcore
[21:26:20] <alex_joni> skunkworks: still got a roof over your head?
[21:26:51] <skunkworks> Me?
[21:27:16] <skunkworks> We close on the new house on march 7th and on the house we are selling on april 4. so far so good.
[21:27:57] <skullworks-ProfG> He told the mill mfg they must buy a new grinder to finish the ways before he would order another lot.
[21:28:13] <skullworks-ProfG> that has been done
[21:29:20] <alex_joni> skunkworks: nice
[21:30:10] <skullworks-ProfG> Anyway the next container load should hit U.S. Port about April 1
[21:30:30] <alex_joni> skunkworks: I was wrong before
[21:30:37] <alex_joni> loadrt rtai_smi won't work
[21:30:46] <alex_joni> you need to add rtai_smi to rtapi.conf
[21:30:57] <skunkworks> like we did before?
[21:32:07] <alex_joni> just edit /etc/emc2/rtapi.conf
[21:33:37] <skunkworks> hmm looks like it is already there MODPATH_rtai_hal=/usr/realtime-$(uname -r)/modules/rtai_hal.ko
[21:33:59] <skunkworks> oops
[21:34:40] <skunkworks> MODPATH_rtai_hal=/usr/realtime-$(uname -r)/modules/rtai_smi.ko < I need to add this?
[21:35:21] <alex_joni> skunkworks: you're looking at /etc/emc2/rtapi.conf ?
[21:35:27] <skunkworks> yes
[21:35:51] <alex_joni> I don't see that by default there
[21:36:03] <skunkworks> I was wrong
[21:36:04] <alex_joni> rtai_smi
[21:36:13] <alex_joni> MODPATH_rtai_smi=...
[21:36:23] <skunkworks> ok
[21:37:02] <alex_joni> and to the MODULES="
[21:39:41] <skunkworks> alex_joni:
http://pastebin.ca/372155
[21:39:45] <skunkworks> look good?
[21:42:47] <alex_joni> yup
[21:43:41] <alex_joni> I'm off to bed
[21:43:46] <alex_joni> good night all
[21:51:15] <skullworks-ProfG> skullworks-ProfG is now known as skullworks-away
[22:53:16] <Jymmmm> yo ho ho and a bottle of tequilia!
{kind=link}
{kind=link}