Back
[00:00:00] <alex_joni> and?
[00:00:12] <robin_sz> still missing some files from my diskettes
[00:00:27] <robin_sz> gonna have to call the comau guys and plead :)
[00:00:34] <alex_joni> heh
[00:00:56] <robin_sz> I do hope they dont give me that "but you dont have a service contract" crap, or I will be forced to go ape :)
[00:04:41] <alex_joni> * alex_joni falls asleep
[00:04:45] <alex_joni> g'night all
[00:04:49] <robin_sz> night ...
[00:04:57] <anonimasu> night
[00:05:28] <robin_sz> maybe I mount a dremel on it and so some real neat carving :)
[00:05:40] <anonimasu> on the robot?
[00:05:44] <robin_sz> yeah
[00:05:49] <anonimasu> why?
[00:05:55] <robin_sz> ehy not?
[00:06:15] <anonimasu> because you have a mill?
[00:06:20] <LawrenceG> chainsaw!!
[00:06:27] <alex_joni> not full 6-axes mill he doesn't
[00:06:34] <alex_joni> at least I bet he doesn't :)
[00:06:47] <robin_sz> yeah, but this will do full 3D, 360x360
[00:07:14] <alex_joni> robin_sz: that's what I meant.. much more you can do with a bot than with a mill
[00:07:18] <alex_joni> the only problem is precision
[00:07:20] <robin_sz> exactly
[00:07:24] <robin_sz> well, yeah
[00:07:24] <alex_joni> they usually suck _big_ time
[00:07:26] <anonimasu> well that kind of limits it..
[00:07:28] <robin_sz> .2
[00:07:31] <alex_joni> robin_sz: nope
[00:07:34] <anonimasu> 0.2mm?
[00:07:39] <alex_joni> that's repetition
[00:07:53] <robin_sz> I guess they flex under load
[00:08:04] <alex_joni> tell it to go 1000mm from the current position in X, and you might see it can go 995 or so
[00:08:16] <alex_joni> with 0.2 repetition
[00:08:16] <alex_joni> :D
[00:08:20] <robin_sz> heh
[00:08:28] <alex_joni> I've seen 5-10mm precisions :D
[00:08:34] <robin_sz> well, thats down to tool tables I guess
[00:08:38] <robin_sz> and bent axes
[00:08:48] <alex_joni> and most likely boked kins
[00:08:53] <robin_sz> quite
[00:08:59] <alex_joni> joint -> carthesian transforms
[00:09:06] <alex_joni> our bots have a calibration procedure
[00:09:13] <robin_sz> these too
[00:09:15] <alex_joni> but trust me.. you don't want to do that
[00:09:25] <robin_sz> does it involve spirit levels?
[00:09:36] <alex_joni> I did it once (programmed points with very high precision)
[00:09:51] <alex_joni> about 1 full day of doing that.. it's very annoying
[00:10:17] <robin_sz> the cal for this bot involves spirit levels and some machined reference planes on various axes
[00:10:26] <alex_joni> oh, that's for the axis positions
[00:10:31] <alex_joni> way different thing :)
[00:10:35] <robin_sz> 'k
[00:10:46] <alex_joni> this (what I am talking about) is after you have done that
[00:10:48] <robin_sz> you need a level capable of 0.05mm in 1m
[00:10:58] <anonimasu> sounds like a religious thing to calibrate
[00:11:11] <robin_sz> im just going to line up the painted marks :)
[00:11:16] <alex_joni> if you find out that the kin conversion is not ok
[00:11:29] <alex_joni> robin_sz: that's usually enough (but I didn't say that)
[00:11:44] <robin_sz> it has some neat little vernier scales ...
[00:11:51] <alex_joni> had a customer who used it as a cutting CNC
[00:12:01] <robin_sz> im sure I can get close enough with those
[00:12:10] <alex_joni> in carthesian coordinates (not the way the bot is intended to work: teach-in)
[00:12:18] <alex_joni> had to calibrate it to get proper results
[00:12:25] <robin_sz> yeah
[00:12:32] <alex_joni> wouldn't wanna do it again
[00:12:54] <alex_joni> anyways.. best of luck with the comau people
[00:12:59] <robin_sz> yeah
[00:12:59] <alex_joni> * alex_joni is off to bed
[00:13:06] <robin_sz> lets hope they are in a xmas mood :)
[00:13:11] <anonimasu> yeah
[00:13:37] <robin_sz> either that, or I sell of 6 nice Siemens servos and gearboxes and get my money back :)
[00:13:40] <anonimasu> good luck
[00:42:14] <tomp> robot controlled by lamprey brain ( frankenstein!)
http://news.bbc.co.uk/1/hi/sci/tech/1043001.stm
[01:29:53] <tom_cnc> is there a performance difference between the parport driver and mesa 5i20 driver?
[01:30:37] <tom_cnc> from a theory standpoint, it would seem better to have a closed-loop system local to the machine, rather than just outputting pulses
[01:31:56] <tom_cnc> also, the parallel port isn't optimized for speed, so perhaps there would be a higher IPM rating with 5i20?
[01:42:26] <tom_cnc> also, I need to find or build an amplifier circuit. any recommendations for mosfets to drive my servos? they pull 13A at 70V.
[01:43:02] <jepler> tom_cnc: the mesa 5i20 doesn't yet have a stepper control firmware that works with emc
[01:43:29] <jepler> tom_cnc: once such a firmware is written, the advantage is that you can attain much higher step rates than with the parallel port
[01:43:43] <tom_cnc> jepler: i'm using servo motors, and plan on retrofitting quadrature encoders onto the servos
[01:44:10] <jepler> tom_cnc: ok -- you mentioned "the parport driver" so I jumped to the conclusion it was steppers
[01:44:41] <jepler> tom_cnc: the advantage for counting quadrature is the same as for generating steps -- you can have a much higher quadrature rate with specialized hardware like 5i20 than with the parport
[01:44:52] <tom_cnc> i've been reading about EMC for about 2 days, FWIW
[01:45:55] <jepler> tom_cnc: I don't have experience with the mesa card yet, but I'm planning to get one soon.
[01:45:59] <tom_cnc> jepler: thanks for the confirmation. no documentation I've found has indicated that there's a difference between hardware drivers. a "hardware selection FAQ" would be great
[01:46:05] <jepler> tom_cnc: welcome to the emc community, we're happy to have you.
[01:46:25] <tom_cnc> jepler: Mesa is located about 5 miles north of me, and I'd really like to use their board
[01:47:19] <tom_cnc> jepler: this could be useful for troubleshooting or development if Mesa is interesting in checking out a working (or non-working) machine that's local to them
[01:47:56] <jepler> tom_cnc: if you want to do a homebrew servo driver, you should talk to <skunkworks> when he's around. He's been working on a PWM servo board based aruond some "irf" chip
[01:48:14] <jepler> I work with toy machines, nothing bigger than a sherline
[01:48:24] <tom_cnc> jepler: thanks! any idea how many people are currently using the 5i20? i read that several developers were getting the board, are you one of them?
[01:49:16] <tom_cnc> jepler: i'm retrofitting a Shizuoka mill with Bandit controls, a 7000 lb beast
[01:49:35] <jepler> tom_cnc: yes, I'm one of the developers who is getting a mesa board. it'll be a christmas present to myself :)
[01:50:06] <jepler> more because I'm interested in programming FPGAs, not because I need it for a machine
[01:50:21] <tom_cnc> jepler: congrats! :)
[01:50:24] <jepler> here are some photos of <skunkwork>'s pwm servo driver:
http://www.electronicsam.com/images/KandT/servostart/
[01:51:06] <jepler> I have to leave for a bit .. it's been nice to meet you
[01:52:03] <jepler> oh, one last thing -- with the m5i20 or the parport, emc closes the loop inside the PC, so one is no better than the other in terms of sensing following errors and the link
[01:52:06] <jepler> er, and the like
[01:52:39] <tom_cnc> jepler: nice to meet you too, thanks for the feedback.
[13:12:09] <skunkworks> logger_emc: bookmark
[13:12:09] <skunkworks> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2006-12-18.txt
[13:17:00] <skunkworks> tom_cnc1: have you looked at this?
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Case_Studies
[13:18:04] <skunkworks> This is my project
http://www.cnczone.com/forums/showthread.php?t=25929
[13:19:00] <tomp> hello
[13:20:06] <skunkworks> Hi tomp
[13:20:11] <tomp> crapahalic has probs becuz the hal file format has changed, where can i find old format described?
[13:20:13] <tomp> hi
[13:21:43] <tomp> if i mangle a hal file, it will show some data and relations ( remove column header, and follow the parser's wishes a bit more )
[13:21:53] <skunkworks> this?
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UpdatingConfigurationsForDevelopmentVersions
[13:22:43] <tomp> hmm...
[13:23:37] <tomp> worth studying for sure , but it talks of news & i need history :) ( what the format was before ...)
[13:23:39] <tomp> no,
[13:24:04] <tomp> i can just use the current format & chg the code ( i was trying to massage the data doh! )
[13:24:10] <tomp> thanks
[13:24:28] <skunkworks> :)
[13:25:36] <skunkworks> crapahalic? That was a working program?
[13:25:48] <skunkworks> * skunkworks just heard references to it
[13:26:03] <anonimasu> heh
[13:26:11] <anonimasu> valarq's program :)
[13:27:01] <skunkworks> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Crapahalic
[13:28:37] <tomp> crapahalic shows(showed, hopes to show) the loaded components, functions and relations, flowcharty-like
[13:29:37] <jepler> those must be old instructions -- nobody should be using "sudo" to run emc or halcmd anymore
[13:31:14] <tomp> right, stumbled over that, and the placement of files too... i should just update the src so it's as healthy as it was before discussing this a lot (as I dont understand it much yet)
[13:34:10] <alex_joni> yeah, crapahalic is basicly dead
[13:34:22] <skunkworks> sort of an intermediate version of halaluia
[13:34:25] <alex_joni> tomp: you shouldn't want to use that
[13:34:51] <alex_joni> I think jeff's haleluia was lots more advanced (even if also not finished)
[13:35:54] <tomp> hi alex, never heard of haleluia ( cute name, a hal of a name :)
[13:38:47] <skunkworks> http://axis.unpythonic.net/files/01161727709/hallelujah5.png
[13:39:12] <skunkworks> http://axis.unpythonic.net/01161727709
[13:39:31] <tomp> thanks , it seemed to be in 'area 51' ;)
[13:40:18] <jepler> I haven't touched that in months .. I had gotten to the "hard part" and sometimes I just give up when the project isn't fun anymore...
[13:40:19] <tomp> wow, nice stuff jepler!
[13:41:07] <skunkworks> jepler: thanks for updating your blog on the pluto.
[13:41:40] <tomp> i was looking at gstreamer editor when i remembered crapahalic
http://gstreamer.freedesktop.org/modules/gst-editor.html
[13:41:43] <alex_joni> jepler: maybe it would be nice if somebody would pursue that further
[13:41:54] <skunkworks> * skunkworks was in and out all weekend.
[13:41:56] <jepler> alex_joni: yeah -- unfortunately I never put the source anywhere
[13:42:10] <jepler> it's on a backup tape somewhere though
[13:42:23] <alex_joni> bbl
[13:43:26] <skunkworks> after a miss-start.. I have ubuntu duel booting on my xp machine. still have not worked on the wireless card.
[13:43:59] <skunkworks> and I have not run a latency test yet
[13:44:30] <skunkworks> has a gforce to go video card in it. no clue if it shares memory
[13:46:49] <jepler> do you want to run emc on it?
[13:49:13] <skunkworks> jepler: emc runs (loaded the live emc cd)
[13:49:38] <skunkworks> I really just wanted to be able to fiddle with emc easy
[13:49:49] <tom_cnc1> skunkworks: yes, I've looked at the cncforum where you described your project. If it works, it's exactly what I'd need for a m5i20-based retrofit for my mill
[13:51:25] <skunkworks> if it does run without any latencey issues - that is just icing on the cake
[13:51:36] <skunkworks> tom_cnc1: cool
[13:52:25] <tom_cnc1> skunkworks: i looked at the eagle files, looks like they are a previous version and they don't have all the part numbers. any idea what your parts cost is for the board now?
[13:52:59] <tom_cnc1> skunkworks: (er, by "previous version", I mean that it looks like your last board rev, not a previous version of eagle)
[13:53:12] <skunkworks> hmm. also the part numbers are not correct. I had used the part numbers by package sizes not actual componants.
[13:53:47] <skunkworks> also there is no current limit yet.
[13:54:02] <tom_cnc1> so i noticed. :) Yes, and that's what fuses are for. :)
[13:54:53] <skunkworks> The guy that helped draw the board 'jmkasunich' had mentioned he could walk me through adding a nice current limit circuit.. The modual is like $28.
[13:55:28] <tom_cnc1> i have a current limiting circuit i'm using on another project, which checks for stall in a 15A pool pump motor. that could work here, too.
[13:56:17] <tom_cnc1> it's not a resistive power sensing circuit, you run the wire through the sensor and hook it up to an a/d chip
[13:56:41] <anonimasu> nice
[13:58:57] <skunkworks> The mosfets I am using right now are FDH44N50 N - MOSFET transistors 500V / 44A
[13:59:06] <anonimasu> hm
[13:59:31] <skunkworks> free wheeling diodes are RURG5060 Ultra Fast Diodes 600V 50A
[14:01:50] <skunkworks> irf2111 is the gate drivers and the bootstrap diodes are DIODE ULTRA FAST 1A 200V AXIAL
[14:03:50] <skunkworks> capasitors are .1uf and the opto isolators are TLP2530-ND
[14:04:44] <tom_cnc1> "eagle", grumble grumble...i made a couple of boards with eagle, found that i really disliked it. I've been using an old version of OrCad capture & layout, and they are so much more fun to use than eagle.
[14:05:19] <tom_cnc1> what is the big cap that you're using, that the whole board is soldered to?
[14:06:05] <tomp> skunkworks: sounds just like an edm power supply i use ( almost every component except IRF vs FDH ) where can i learn more?
[14:08:08] <tom_cnc1> I was also looking at using a servodynamics board (which someone else used off the linuxcnc.org links page):
http://www.servodynamics.com/Manuals/Zircon.pdf
[14:10:05] <tom_cnc1> and, honestly, I'm also looking at using Mach3 instead of EMC2. I need to get this machine working in the next month for work,not just for hobby. i can hack circuits, code, and linux, but i also like to pick my battles, and i'd much rather a fucntioning machine than another project
[14:11:32] <tom_cnc1> mach3 claims thousands of users, emc links page has 1-2 dozen. hmm... i loathe windows & vb, but might start with a mach3 control system just to get it running, then switch to emc2 later.
[14:12:38] <skunkworks> I didn't know mach did closed loop
[14:12:48] <skunkworks> (thought it only did step and direction)
[14:13:03] <tom_cnc1> that'd give me some time to get this driver circuit working for emc, as well as give me access to all the mach3 wizards (which might come in handy occasionally).
[14:13:29] <tom_cnc1> you can use an external driver like
http://www.geckodrive.com/product.cfm?pid=13 that takes step & direction, and put a PID loop on it
[14:14:52] <jepler> http://members.shaw.ca/swstuff/dspic-servo.html
[14:14:52] <tom_cnc1> that driver is $114 each, but only goes to 20A. my servos take up to 13A continuous, and max out at 45A or so (by the numbers)
[14:16:45] <jepler> if you think you'll end up building your own amp, I suspect the dspic-servo could be easily adapted to it. then you don't have a boxful of $114 translator/drivers that become junk once you have real closed loop control in the PC
[14:19:40] <tom_cnc1> jepler: true, but getting familiar with mach3 is good, even if I don't use it for most projects. it's best to know the competition so you know what you're missing
[14:20:48] <tom_cnc1> jepler: like the eternal linux/windows holy wars, both are useful, depending on the project. have you checked out the "wizards" that are offered under mach3? there's a lot of useful stuff there
[14:21:58] <skunkworks> gecko and the dspic do some form of step and direction.. I do not consider that closed loop.
[14:24:37] <tom_cnc1> it's closed loop (servo power + encoder + PID = closed loop), but just not on the machine running the cnc software.
[14:25:36] <skunkworks> right
[14:25:45] <skunkworks> * skunkworks doesn't like that
[14:25:51] <tom_cnc1> it would seem your approach is better, as more information is on the machien running the cnc software, but I don't know if it makes much difference
[14:26:19] <tom_cnc1> oh, what are you using as an interface board to your driver circuit? m5i20?
[14:26:48] <skunkworks> rignt now - printer port
[14:27:25] <skunkworks> I do have a mesa board coming and have a pluto fpga that I have not played with yet\
[14:27:57] <skunkworks> printer port outputs pwm to the drives and reads the encoder a/b signals
[14:28:13] <tom_cnc1> cool. that mesa "anything i/o" board seems pretty spiffy.
[14:28:39] <tom_cnc1> wow, printer port for encoder a/b signal seems like it'd be slow
[14:29:07] <tom_cnc1> (but I really don't know, this is all seat-of-the-pants for me)
[14:38:15] <skunkworks> it can count at the speed of your base period. (although you want some head room)
[14:39:18] <skunkworks> base periods are generally 10-50us depending on how fast the computer is.
[14:40:08] <tom_cnc1> if it works, that's proof enough for me. :)
[14:40:41] <skunkworks> there are atleast 3 people doing it this way right now - jepler, cradek and me.
[14:53:35] <tomp> jepler: i didnt know you were working on the et-8255 pci. They sent me the english translations of user_manual , vd & delphi code, you want?
[14:55:04] <jepler> tomp: I think I have all i need, but thanks for offering.
[14:55:20] <jepler> tomp: actually I have the driver written but not fully tested -- I will add it to the development version of emc2 soon
[14:55:44] <skunkworks> jepler: you got it? I have not recieved any thing yet. I emailed them again friday for an update.
[14:56:31] <jepler> skunkworks: for the card itself I only have the thai documentation, but I have english datasheets for the 8255 and for the pci interface chip
[14:57:23] <jepler> what I have to do next is make sure I got all the direction bits correct -- then I'll put it in CVS
[14:58:04] <tomp> jepler: i sent the translations anyway :)
[14:58:13] <jepler> tomp: thanks
[14:58:29] <tomp> (g. marx) no, thank you :)
[14:58:59] <skunkworks> tomp: do you have one of those cards?
[15:04:37] <tomp> skunkworks: (2)
[15:04:49] <tomp> i like lotsa i/o
[15:06:45] <skunkworks> same here ;)
[15:07:01] <skunkworks> have you used it yet? for anything?
[15:07:38] <tomp> i made it turn on 1 output bit ( shame shame )
[15:08:09] <tomp> i didnt have to mess with the 'tiger' pci bridge chip, it just sorta worked
[15:09:18] <jepler> tomp: the e-mail arrived -- thank you
[15:09:57] <tomp> gotta go, but will log today, i use local library as my work office... keeps me focused & away from refrigerator & internet :)
[15:10:35] <skunkworks> nice idea ;)
[15:12:25] <tomp> tomp steps away from the computer
[15:12:41] <jepler> see you tomp
[15:16:50] <CIA-8> 03cradek 07v2_1_branch * 10emc2/src/emc/task/emccanon.cc: backport units fix on motion tolerance
[15:28:30] <jepler> cradek: you didn't find any further problems there?
[15:34:31] <anonimasu> hm
[15:34:40] <cradek> no, it looked fine
[15:34:43] <anonimasu> yay finally off work..
[15:34:51] <anonimasu> now to do a couple of more hours of code before I go home :D
[15:37:09] <cradek> jepler: install2:~chris/tri.py gives an interesting result
[15:37:19] <anonimasu> cradek: I had a look at python
[15:37:25] <anonimasu> cradek: it looks like a neat language
[15:39:18] <jepler> cradek: interesting good or interesting bad?
[15:39:51] <cradek> jepler: I think it's fine
[15:42:09] <jepler> I think that's what I expected when the number of segments was large
[15:42:23] <cradek> yeah
[15:43:04] <cradek> it's nice that there are not sharp corners - the resulting path is nicely blended because it uses the same tolerance
[15:44:05] <wb9mjn> X and Y tuned up...getting about .0002 deviation on the X and .0003 on the Y...
[15:44:08] <wb9mjn> max ...
[15:44:22] <cradek> wb9mjn: at what velocity?
[15:45:03] <wb9mjn> Not exactly sure......
[15:45:20] <wb9mjn> 4 inches in about 2 seconds, stop and start...
[15:45:47] <cradek> so over 120ipm
[15:45:52] <wb9mjn> So, peak is probably double that or 240, which is what its set to...
[15:46:00] <cradek> cool
[15:46:07] <cradek> what's the accel setting?
[15:46:25] <skunkworks> Nice. (what is this machine again? bridgport or clone?)
[15:46:58] <wb9mjn> 16...
[15:47:33] <wb9mjn> This is a square column vocational ed machine...the tables are Lintech 150, that I bought off ebay...
[15:47:44] <skunkworks> oh yah
[15:47:45] <wb9mjn> The X and Y use the Lintech tables...
[15:47:56] <skunkworks> I remember now
[15:48:09] <wb9mjn> They have .2 inch pitch ball screws, with direct drive of the encoder...
[15:48:24] <wb9mjn> The X motor is also direct drive, and the Y motor has a 1:1 belt drive...
[15:48:48] <wb9mjn> To offset the motor from the encoder mount, and so the motor does not stick out so far...
[15:49:22] <wb9mjn> The original tables were total garbage, and the 1/4 inch ball screws were much too small....
[15:49:55] <wb9mjn> The Lintech tables have 1/2 inch ball screws...The Z column is original for the machine, with a new double nut...
[15:50:07] <wb9mjn> and its a 5/8 inch ball screw...
[15:50:40] <wb9mjn> I want more accuracy, than steel hogging capability, so I got the lintech tables...
[15:50:49] <anonimasu> * anonimasu nods
[15:52:44] <wb9mjn> The max vel is set to 10 in/sec on the X and Y axis, but the machine speed is set to default of 4 in/sec (240 in/min)...
[15:53:14] <wb9mjn> Also, can do fast light cuts in the X and Y with the lintech tables...
[15:53:19] <cradek> it can't really go 10 can it?
[15:53:27] <wb9mjn> for working on delicate stuff...
[15:53:50] <wb9mjn> Do not know...that is just a setting to keep the tables from getting in the way of the machine...
[15:54:15] <wb9mjn> Its pretty quick...but the travels are so short, it probably never reaches the speed...
[15:54:52] <wb9mjn> You should see it do a pecking drill with a 1 inch forsterner bit into spruce...pretty scary !
[15:55:10] <wb9mjn> Wood chips flying all over the room...
[15:56:33] <wb9mjn> What are the units on Halscope ?
[15:56:45] <wb9mjn> are they periods, or seconds on the horizontal ?
[15:56:49] <cradek> depends on the signal you're showing
[15:56:59] <wb9mjn> following error...
[15:57:01] <cradek> seconds
[15:57:21] <cradek> the scales are on the screen - they change as you zoom
[15:57:30] <jepler> iirc the time per horizontal div is shown at the top of the screen near the middle
[15:57:43] <cradek> following error will be in machine units, inches for you
[15:57:54] <wb9mjn> let go see what it does then...yea, saw the scales, just no units...
[15:58:03] <wb9mjn> right, figured that out for the vertical....
[15:58:16] <cradek> definitely seconds
[15:58:20] <wb9mjn> by seeing how big a oscilation between the smallest steps...
[15:58:28] <jmkasunich> morning folks
[15:58:35] <cradek> hi jmk
[15:58:52] <anonimasu> hello
[16:00:35] <skunkworks> wb9mjn: how are you liking emc2 now?
[16:00:48] <skunkworks> morning jmk
[16:01:13] <skunkworks> * skunkworks thinks jmk has christmas vacation.
[16:01:30] <jmkasunich> skunkworks is correct
[16:02:03] <cradek> whenever someone says christmas my irc client highlights the chris part of it
[16:02:26] <tom_cnc1> whyever would it do that?
[16:02:30] <jmkasunich> lol
[16:02:31] <cradek> reminds me of "keep chris in christmas" haha
[16:02:42] <anonimasu> :)
[16:02:51] <cradek> tom_cnc1: because that's my name - I told it to do that
[16:02:59] <tom_cnc1> heh
[16:04:33] <tom_cnc1> so, if you rechrisen your machine, or if christy says hi, they all get hilights?
http://www.morewords.com/contains/chris/
[16:04:37] <skunkworks> tom_cnc1: have any pictures of your machine?
[16:05:36] <cradek> yes
[16:05:55] <wb9mjn> With the axis speed set to 360 in/min, a 6 inch y axis move took 3.7 seconds, start to stop...deviation was about .0006 in...
[16:06:54] <skunkworks> wb9mjn: did you say it was a motech lite board?
[16:07:00] <wb9mjn> about 100 in/min average...
[16:07:11] <tom_cnc1> skunkworks: nothing handy, here's a similar machine:
http://www.centroidcnc.com/lowcostm39.htm
[16:07:12] <wb9mjn> Its the motenc-100 board..one of the fist batch in 2004 ...
[16:07:27] <skunkworks> so it is pci?
[16:07:32] <wb9mjn> yes...
[16:08:05] <skunkworks> wb9mjn: was that you getting insanely low servo thread times? and that was with emc1?
[16:08:29] <wb9mjn> This is with the new EMC 2 install....
[16:08:45] <wb9mjn> yes, that was me , I think, you were refering too...
[16:09:11] <wb9mjn> that might be why my deviation is higher on this install....
[16:09:24] <wb9mjn> That had a big effect on the following error...
[16:09:39] <skunkworks> probably more tweeking ;)
[16:09:41] <wb9mjn> halved it, or better, if I remember right...
[16:10:09] <skunkworks> tom_cnc1: nice heavy machine :)
[16:11:30] <wb9mjn> my old EMC .ini file says .000125 for the axis axis cycle times...
[16:11:46] <wb9mjn> similar to EMC 2....
[16:12:01] <wb9mjn> .0001 for EMC 2 ...
[16:12:36] <wb9mjn> so its probably the lack of FF2 which is the difference...
[16:12:57] <skunkworks> wb9mjn: ff2 is in head
[16:13:11] <skunkworks> or is it in the latest release?
[16:13:12] <wb9mjn> Yep...I ll wait ....
[16:14:25] <skunkworks> wb9mjn: we need someone to write up a servo tuning 101 wiki page... :)
[16:14:39] <anonimasu> yeah
[16:14:40] <wb9mjn> Dave Engval has already done that, i think...
[16:14:41] <anonimasu> :D
[16:15:20] <wb9mjn> My method is just hack on it, and try to max out P, keeping things stable...then tune FF1 to minimize center dis-
[16:15:45] <wb9mjn> continuity (accel/decel) and FF2 for slope ...
[16:16:20] <wb9mjn> Professor Kuo is rolling over in his grave (if he is in his grave yet) !!!!
[16:16:54] <wb9mjn> Could never get the hang of those root locus diagrams....
[16:17:44] <wb9mjn> maxing P gives the most rigid axis....but you need the I to get the axis to settle on target, and the D for stability...
[16:22:37] <wb9mjn> His writeup uses the old display, no the Halscope, though...just found it...
[16:23:08] <wb9mjn> I just figured out the halscope on my own....based on the EMC2 hal tutorial (to get it started) ...
[16:24:16] <skunkworks> its pretty damn cool
[16:24:53] <wb9mjn> Once EMC is running, you can open a second terminal, then change over to the /usr directory that the hal stuff is in..
[16:25:12] <wb9mjn> would not work from the emc directory ...
[16:25:58] <wb9mjn> as it says in the manual....so I did a search on hal, and found the halcmd and halscope ....
[16:26:40] <skunkworks> what are you using for the gui? tkemc, axis?
[16:26:49] <wb9mjn> Then there was some triggering and scaleing stuff...but that is just experience using scopes over the year...
[16:27:26] <wb9mjn> tkemc...because I am familiar with it, and had enough newstuff to figure out on the initial setup...
[16:27:41] <wb9mjn> want to switch over to Axis, for the preview...that will be invaluable....
[16:28:01] <skunkworks> I think you can open halscope from the menu even on tkemc (don't quote me on that)
[16:28:16] <jepler> I thought only axis had the menu entry
[16:28:18] <wb9mjn> nope....halshow...different thing...
[16:28:27] <jmkasunich> skunkworks: the command line is the one true way!
[16:28:29] <skunkworks> ok - I thought I remember reading it in passing
[16:28:44] <skunkworks> jmkasunich: I was a dos person. ;)
[16:29:00] <jmkasunich> opening another shell or two is always how I work with HAL
[16:29:03] <wb9mjn> You should be right at home with the command line then, skunk....
[16:29:15] <wb9mjn> Unless you meant "windows person" ...
[16:29:21] <skunkworks> jmkasunich: that is how I got your pwmgen working without the man ;)
[16:29:46] <jmkasunich> tuning is just a matter of "halcmd setp pid.0.pgain 1000", jog it to see the response, "halcmd setp pid.0.pgain 1500", repeat, etc
[16:29:55] <jmkasunich> no ini editing and such
[16:30:27] <wb9mjn> hmm...will have to give that a try...
[16:30:41] <wb9mjn> Does it set I,D, FF1 then automatically ?
[16:30:58] <jmkasunich> no, that was just an example
[16:31:06] <jmkasunich> I do setp pid.0.Igain, etc as well
[16:31:19] <anonimasu> oh
[16:31:22] <anonimasu> that makes tuning much easier
[16:31:26] <anonimasu> when you dont have to restart emc..
[16:31:33] <jmkasunich> the point I was making is that you don't need to mes with the ini and restart all the time
[16:31:51] <wb9mjn> ok....I used the "calibration" script (tool?) ...
[16:31:53] <skunkworks> I have used the axis setup gui - works well also
[16:31:56] <jmkasunich> you _do_ have to note the values at the end, and transfer them to the ini, or they'll be lost when you shut down emc
[16:31:59] <wb9mjn> to trial the changes...
[16:32:18] <jmkasunich> "halcmd show param pid" will print all the tuning params
[16:32:18] <wb9mjn> I had to retunde the D to get it more stable without the FF2 ...
[16:32:31] <wb9mjn> and there were small tweaks to FF1 ...
[16:32:48] <anonimasu> jmkasunich: yeah..
[16:32:55] <jepler> emc 2.1 will have ff2
[16:33:40] <wb9mjn> The new "calibration" script had a "test" button, to take the experimental values, keeping the old ones on the screen
[16:33:45] <wb9mjn> for backtracking...
[16:34:44] <skunkworks> sounds like what I used on 'axis' when I was playing
[16:36:51] <wb9mjn> they probably have the same script in the menu ....
[16:37:01] <skunkworks> probably
[16:37:34] <wb9mjn> anyway....back to the PID's here....
[16:40:30] <wb9mjn> Oh...!!...I misread the scale on the 6 inch Y move...its 1.8 seconds start to stop...
[16:40:42] <wb9mjn> So, thats 200 in/min average...
[16:41:47] <cradek> wb9mjn: if you add some ddt blocks to your hal config, you can read velocity and acceleration directly in halscope
[16:42:01] <cradek> I think the sim configurations have that setup
[16:42:39] <wb9mjn> Ok...something for when I get it all tuned up....yea, the old system (which is broken in this release) had the velocity...
[16:43:14] <wb9mjn> Gives an error message when you try to open up the logging script...
[16:51:45] <Lerneaen_Hydra> 'lo
[17:26:30] <skunkworks> so it looks like I need to use ndiswrapper
[17:35:31] <jtr> FWIW, I threw the ubuntu dapper live dvd (not the emc one) in a laptop with a d-link card, and it came right up.
[17:36:25] <jtr> that was a thinkpad t-23, d-link dwl-650+ card
[17:36:27] <cradek> some (especially older) cards have good built-in support
[17:37:06] <cradek> the biggest problem is companies like d-link who have used the same dwl-650 model number for cards using every chipset under the sun over five years
[17:37:18] <cradek> so you can't go buy a card and know it will work
[17:39:01] <skunkworks> right
[17:39:45] <cradek> I found a web site somewhere with photos of the cards, photos of the boxes they came in, etc. -- you could sometimes tell because they change the artwork on the box when they change the chipsets
[17:40:05] <jtr> the other laptop, a lenovo 3000 N100 with i3945, is not working wireless yet - at least under ubuntu.
[17:40:54] <jepler> ipw3945 has open source drivers but they may not be integrated with ubuntu yet --
http://ipw3945.sourceforge.net/
[17:41:17] <jtr> it is dual boot between xp and ubuntu.
[17:41:17] <skunkworks> as far as I can tell it is a broadcom chipset. the exact I don't know yet
[17:44:50] <jtr> I'll chase that down, thanks. Found a few posts where folks have got it working, but have not been able to duplicate their success yet.
[17:47:23] <jtr> Have a Linux users group meeting on the 21st - may get it going then.
[17:47:55] <skunkworks> hmm - I wonder if there is a linux user group around here.
[17:48:07] <skunkworks> never thought of that
[17:49:18] <skunkworks> Probably a bunch of stuck up elitists ;)
[17:50:26] <eholmgren> or dorks with beards
[17:50:31] <jepler> stuck up dorks with beards
[17:50:57] <cradek> stuck up elitist dorks with beards
[17:51:11] <eholmgren> I'm still working on the dirty linux user goatee
[17:51:24] <skunkworks> ;)
[17:51:27] <alex_joni> tom_cnc1: even if we don't have thousands of users named on the webpage, emc is used by a couple thousand at least I think
[17:51:30] <eholmgren> @ ~ 3-4" right now
[17:52:52] <cradek> it's impossible for us to know the number of users.
[17:53:10] <alex_joni> cradek: right, that's just an estimate by heuristics
[17:53:37] <cradek> hundreds of people are subscribed to the mailing lists.
[17:53:46] <jepler> wow, what a silly naming convention: The 1.1.0 stable version (any version ending in .0 is 'stable') is available from Intel's Laptop Products page.
[17:53:48] <jepler> er, numbering convention
[17:54:01] <alex_joni> although we could add some kind of tool to report, it wouldn't be a "free" way of doingit
[17:54:21] <eholmgren> cradek: are you saying emc doesn't report back to the "mothership" when it's in use?
[17:54:25] <alex_joni> brb
[17:54:41] <cradek> eholmgren: yep
[17:54:52] <cradek> that kind of evil is best left to others who are better at it
[17:55:03] <skunkworks> like microsoft
[17:55:12] <eholmgren> maybe it could ... and copy the entire contents of your hard drive to a remote server ;)
[17:55:15] <skunkworks> (not saying they are better at it_
[17:55:40] <eholmgren> all your datas are belong to us
[17:56:04] <skunkworks> all we would need is the contents of the current run hal and ini files. that would be cool ;)
[17:56:15] <jtr> engrave an SASE with the users address, to be mailed back?
[17:56:35] <cradek> if we have a few people using the software for each one subscribed to the lists, we have low-thousands users
[17:57:30] <cradek> (but worrying about that is silly)
[17:57:33] <skunkworks> well I think I count as .5 users ;)
[17:58:45] <jtr> and I as a future user.
[17:58:51] <eholmgren> I count as .1 ATM ...
[17:59:06] <eholmgren> all emc can do right now is entertain the cat by spinning the motors on the table
[18:00:33] <eholmgren> cat vs. 150 oz/in stepper: cat 0 / stepper 1
[18:03:58] <eholmgren> does anyone have a good link on servo theory?
[18:13:45] <SWPadnos> I count as 0.01 user, if you count machines ...
[18:15:27] <skunkworks> SWPadnos: how is it going?
[18:15:36] <skunkworks> are you in england?
[18:15:41] <SWPadnos> just fine. how are you?
[18:15:45] <skunkworks> good
[18:15:52] <alex_joni> hi stephen
[18:15:53] <SWPadnos> yep - just got back from London
[18:15:59] <SWPadnos> hi Alex
[18:16:12] <alex_joni> how's it in good ol' england :)
[18:16:17] <alex_joni> teatime yet?
[18:16:27] <SWPadnos> err - back to my friend's office in Kent, not back home ;)
[18:16:36] <SWPadnos> I was on the train for tea, so I'm having it now
[18:16:47] <alex_joni> nice
[18:16:56] <alex_joni> get some milk with it :P
[18:17:03] <SWPadnos> got that :P
[18:17:18] <skunkworks> * skunkworks had tea for breakfast :)
[18:17:29] <SWPadnos> and toffees and shortbread
[18:18:17] <alex_joni> yummy :)
[18:18:26] <SWPadnos> yesssss
[18:23:32] <skunkworks> SWPadnos: is paypal of check the only options? for the group buy
[18:23:35] <skunkworks> or
[18:23:41] <SWPadnos> I'm not sure yet
[18:23:56] <skunkworks> :)
[18:23:59] <SWPadnos> I haven't had the time to email Pete W to ask how they'd like to do it
[18:24:31] <SWPadnos> when I spoke with sales, they said that they'd direct-ship, and could take separate CC numbers for the individual shipments
[18:24:43] <skunkworks> why not? it isn't like your in a different country or anything.
[18:25:05] <skunkworks> I would not have a problem giving you a cc number over the phone
[18:25:10] <SWPadnos> but I considered that people may not want to email / IRC me their CC info, so I'm not sure how it'll end up being done
[18:25:20] <SWPadnos> that's good to know :)
[18:25:26] <skunkworks> :)
[18:25:44] <SWPadnos> I think the group is still small enough that we can do it that way - we'll see on Wednesday or so, I think
[18:25:49] <skunkworks> buy a little something for your self ;)
[18:25:56] <SWPadnos> (I'll be flying home all day tomorrow)
[18:25:58] <SWPadnos> oh yes!
[18:26:11] <skunkworks> yep - 6 hours ;)
[18:26:28] <SWPadnos> I'll probably be the only person to actually try out the 3-phase and stepper/servo drivers
[18:26:33] <SWPadnos> heh - not 6 hours from here
[18:26:59] <skunkworks> we flew from chicago to london
[18:27:11] <SWPadnos> I leave at 12:40 GMT, and arrive in Burlington at 9:20 EST (02:20 GMT the next day)
[18:27:27] <SWPadnos> a nice 8 hour flight
[18:27:32] <SWPadnos> (for you)
[18:27:52] <SWPadnos> I was supposed to go through Chicago, but the flight there was delayed 3-4 hoursdue to weather
[18:27:58] <SWPadnos> hmmm - how is the weather there? :)
[18:28:13] <jmkasunich> hiya swp
[18:28:13] <skunkworks> nice here.
[18:28:22] <jmkasunich> rainy here
[18:28:30] <SWPadnos> hi jmk
[18:28:41] <SWPadnos> I guess I can check ORD myself :)
[18:28:44] <alex_joni> rainy here too
[18:29:08] <SWPadnos> drizzly in London
[18:29:17] <SWPadnos> though I didn't get wet
[18:30:42] <jmkasunich> we're up to 11x 5i20, 1x 7i30-4, 5x 7i31, 8x 7i33, 10x 7i37
[18:30:49] <jmkasunich> thats a lot of boards
[18:30:58] <SWPadnos> cool
[18:31:20] <SWPadnos> I may add asecond 5i20, and also 1 each of the various motor drivers
[18:31:26] <alex_joni> lots of them :)
[18:31:43] <jmkasunich> haven't totalled up the $ yet, but its gotta be close to $3k
[18:31:56] <SWPadnos> yep. it was $2k before the email
[18:32:12] <SWPadnos> they offered to take separate payments, so there shouldn't be a problem
[18:32:22] <SWPadnos> I also have $40k or so available on a credit card :)
[18:32:38] <jmkasunich> my only problem might be having the package arrive while we're visiting family the week after xmas
[18:33:14] <SWPadnos> I suspect that won't happen unless you ask for FedEx 2-day
[18:33:22] <jmkasunich> I won't
[18:33:25] <SWPadnos> they're off the 25 and 26
[18:33:40] <jmkasunich> we're leaving the 27th, returning the 2nd
[18:33:54] <SWPadnos> I don't think they'll get the stuff out the door before Friday (since I was planning on ordering onThursday or Friday)
[18:34:10] <SWPadnos> we could ask them to ship on a specific date, I think
[18:34:20] <SWPadnos> or "not before / not after" ...
[18:34:21] <jmkasunich> oh, you are talking about reshipping from your place? I thought Mesa was going to drop-ship?
[18:34:34] <jmkasunich> duh, you are talking about drop shipping
[18:35:06] <SWPadnos> I'm not shure how it will work out. Peter was the "25 price" guy, and sales was the "drop-ship OK" gal - I'm not positive yet that they're both ok :)
[18:36:51] <jmkasunich> I doubt the shipping companies will be delivering on 1/1, so as long as it doesn't arrive on/before Friday 12/29 I'll be fine
[18:37:17] <jmkasunich> ground from CA is probably 5 days
[18:37:27] <jmkasunich> so as long as it doesn't ship before xmas I'll be ok
[18:37:49] <SWPadnos> with the holiday back-ups, I suspect that's true
[18:38:05] <jmkasunich> but if you order on the 20th and they ship on the 21st, the box is liable to spend some time sitting outside
[18:38:39] <jmkasunich> we have a catsitter coming in, but I don't want to count on them seeing the package, esp. if the delivery guy drops it in an odd place
[18:38:44] <jmkasunich> (which he sometimes does)
[18:39:16] <jmkasunich> we'll see how it goes
[18:39:25] <SWPadnos> right. I think Friday is the most likely, considering that we don't yet know how to pay
[18:39:43] <jmkasunich> that should be safe then
[18:40:09] <jmkasunich> I'm willing to pay them direct, pay you by CC (either paypal, or phone call with the number) or pay you by check
[18:40:14] <jmkasunich> whatever is easiest for you and them
[18:40:31] <SWPadnos> ok. it looks like most of the buyers are similarly flexible, so we ought to be all set
[18:41:10] <jmkasunich> a lot of those folks got on the list on IRC, and I don't have emails for some of them (or street addresses, etc)
[18:41:15] <jmkasunich> need to deal with that soon
[18:41:25] <SWPadnos> yep
[18:41:51] <SWPadnos> everyone in the list I emailed to was from scanning my address book from user/devlist posts
[18:42:29] <jmkasunich> I think jtr is the only one I'd have trouble attaching a real name and email address to
[18:42:45] <SWPadnos> yep
[18:42:46] <jmkasunich> oh, and A-L-P-H-A
[18:42:57] <SWPadnos> I know his name and probably his email
[18:43:21] <jmkasunich> Loyd Leung or something like that?
[18:43:25] <SWPadnos> ye
[18:43:27] <SWPadnos> yep
[18:43:44] <jtr> jtregister at triad dot rr dot com
[18:44:41] <jmkasunich> saved, thanks
[18:44:44] <SWPadnos> ok. can you email your address info to me at spadnos at sover dot net
[18:44:50] <SWPadnos> or to jmk ;)
[18:44:56] <jmkasunich> or both
[18:45:16] <Lerneaen_Hydra> oh, everyone's here. 'lo all
[18:45:21] <jmkasunich> if swp is going to be traveling, I can gather addresses and pester anyone who I don't have info for
[18:48:19] <A-L-P-H-A> SWPadnos: hey
[18:49:07] <jtr> SWPadnos: will email to both
[18:49:29] <SWPadnos> hi - one sec
[18:59:31] <A-L-P-H-A> this is cool.
http://httwww.kde-look.org/content/files/44218-linuxdistrotimeline-6.9.png
[19:01:46] <alex_joni> nice A-L-P-H-A
[19:03:50] <Lerneaen_Hydra> lots of stuff happening now :)
[19:03:59] <A-L-P-H-A> such as?
[19:04:08] <A-L-P-H-A> man... something kinda creepy happened last night.
[19:04:27] <A-L-P-H-A> friend's wife was flirting with me... it was odd...
[19:04:50] <Lerneaen_Hydra> hmm, interesting
[19:05:11] <A-L-P-H-A> she's really super cute too... which makes it worse!
[19:05:17] <Lerneaen_Hydra> wtf, was sco linux based on redhat?
[19:05:23] <Lerneaen_Hydra> oh noes
[19:05:25] <A-L-P-H-A> appearantly.
[19:06:04] <Lerneaen_Hydra> bah, debian is better <flamesuit on>
[19:06:17] <A-L-P-H-A> I mentioned I was going to drive to boston... she walks over to me, hugs me, sits on my lap with her arms around my neck hugging me, and tells her husband, "he's my new best friend". wth??
[19:06:44] <A-L-P-H-A> so I invite them both down with me... but the husband can't go... and he tells her to go.
[19:06:49] <Lerneaen_Hydra> :|
[19:06:54] <Lerneaen_Hydra> dude
[19:06:56] <A-L-P-H-A> wrong.
[19:07:03] <Lerneaen_Hydra> that is.... just wrong
[19:07:30] <SWPadnos> when are you headed for Boston?
[19:07:35] <A-L-P-H-A> I accompanied her to the mall, and she had her arm around mine.
[19:07:54] <Lerneaen_Hydra> hmm, that could get nasty
[19:08:30] <A-L-P-H-A> I need to stop hanging around "her" for a little bit...
[19:08:42] <Lerneaen_Hydra> sounds like a good idea
[19:09:06] <A-L-P-H-A> okay... I don't mind breaking up a BF/GF... but when it's a husband and wife... I don't step over that line.
[19:09:25] <A-L-P-H-A> yes, I'm the bastard the steals your GF.
[19:09:33] <Lerneaen_Hydra> * Lerneaen_Hydra gasp!
[19:09:34] <Lerneaen_Hydra> oh noes
[19:09:34] <anonimasu> :/
[19:10:01] <Jymmmm> A-L-P-H-A: Maybe she wants a three-some! LOL
[19:10:04] <Lerneaen_Hydra> somehow I doubt that it is you, seeing as how there is a geographical and age difference
[19:10:09] <Lerneaen_Hydra> Jymmmm: O.O
[19:10:14] <Lerneaen_Hydra> TMI!
[19:10:17] <anonimasu> 2 guys and one girl?
[19:10:18] <anonimasu> ew.
[19:10:22] <anonimasu> that'd be nasty.
[19:10:37] <Lerneaen_Hydra> A-L-P-H-A: now you just say that you're ninja and it was you all along
[19:10:55] <A-L-P-H-A> I'm a super pro at pretending to be a ninja!
[19:11:02] <Lerneaen_Hydra> * Lerneaen_Hydra *must...resist...tentacle...joke...*
[19:11:08] <A-L-P-H-A> I did take Aikido for couple of years. :)
[19:11:16] <Lerneaen_Hydra> whee
[19:11:35] <A-L-P-H-A> tentacle?
[19:11:37] <A-L-P-H-A> hentai?
[19:12:00] <A-L-P-H-A> that's not a penis, that's a tentacle going into the mosaic.
[19:12:13] <etla> hi all
[19:12:19] <A-L-P-H-A> hi Anders.
[19:12:28] <Lerneaen_Hydra> etla!
[19:12:38] <Lerneaen_Hydra> * Lerneaen_Hydra pounces onto etla
[19:12:44] <etla> well the 1kW motor just went for 106 eur on ebay
[19:12:50] <etla> was it anyone from here ?
[19:12:54] <A-L-P-H-A> Anders sounds like a guy's name... you want to pounce on a guy?
[19:13:09] <Lerneaen_Hydra> etla has the same mill I'm possibly going to get
[19:13:39] <A-L-P-H-A> Lerneaen_Hydra: so you mean, you're mill bed buddies.
[19:13:53] <etla> well, after all the mods and upgrades there are not many original parts on my BF20...
[19:14:04] <skunkworks> jepler: I just got the pci8255 cd in the mail. You have everything though - correct?
[19:14:05] <Lerneaen_Hydra> what did you think of the original mill?
[19:14:23] <etla> it's a nice size though, you can disasemble and carry all the parts yourself, don't need a crane or something
[19:14:40] <Lerneaen_Hydra> what about stability?
[19:14:42] <etla> L_H: wel.. dovetail ways and acme screws are not really ideal for cnc
[19:15:10] <etla> use small diameter mills and take light cuts...
[19:15:10] <Lerneaen_Hydra> yeah, I was thinking large motors and preloaded nuts, and some backlash comp
[19:15:19] <Lerneaen_Hydra> what is small diameter?
[19:15:23] <Lerneaen_Hydra> and light cuts?
[19:16:13] <A-L-P-H-A> 0.00001 micrometers. that's small.
[19:16:31] <etla> something like 10mm endmill
[19:16:52] <A-L-P-H-A> that's not that small... I have 1/32 endmills.
[19:16:58] <etla> and if you want some reasonable feedrate (100mm/min) then max 1-2mm deep in aluminium
[19:17:06] <anonimasu> 100mm/min is not reasonable :/
[19:17:21] <anonimasu> it's bloody slow.
[19:17:35] <A-L-P-H-A> anonimasu: actually you gotta figure how many SFM you can do before the metal starts to melt, instead of cut.
[19:17:46] <anonimasu> A-L-P-H-A: 100mm/min is still damn slow..
[19:17:50] <A-L-P-H-A> true.
[19:17:56] <A-L-P-H-A> 10cm/min is slow.
[19:18:03] <etla> with small bits the 3000rpm max spindle is quite limiting
[19:18:10] <anonimasu> hm..
[19:18:18] <anonimasu> I cut with 6mm endmills around 300mm/min..
[19:18:25] <anonimasu> that's where I aim..
[19:18:30] <anonimasu> 0.076 per tooth..
[19:18:30] <etla> what is your machine ?
[19:18:54] <anonimasu> toolroom sized mill..
[19:19:08] <A-L-P-H-A> he's got a bloody schuablin.
[19:19:21] <anonimasu> *hieds*
[19:19:23] <anonimasu> *hides*
[19:19:32] <A-L-P-H-A> I want a schuablin mill... I already have a lathe from them.
[19:19:52] <Lerneaen_Hydra> etla: isit the machine stability or the motor power that limits the 10mm, 2mm cut at 100mm/min?
[19:20:02] <anonimasu> a combination
[19:20:13] <anonimasu> you machine feels cutting forces also..
[19:20:35] <A-L-P-H-A> newton's (some number) law. = and != reactions.
[19:20:46] <A-L-P-H-A> hmm... not = !=
[19:21:03] <etla> it's probably the spindle motor power that is limiting
[19:21:05] <A-L-P-H-A> but =+ and =-?
[19:21:13] <A-L-P-H-A> how would you represent opposite in math?
[19:21:34] <Lerneaen_Hydra> etla: did you have the 650 or 800 watt model?
[19:21:48] <anonimasu> ah.. :D
[19:21:57] <anonimasu> * anonimasu that explains why you are cutting slowly
[19:21:57] <etla> it was a 650 W DC motor, but we burned it out
[19:22:24] <Lerneaen_Hydra> etla: oh.. :/ overloaded or just crappy?
[19:22:41] <etla> probably the brushes of the DC motor were worn out
[19:22:50] <Lerneaen_Hydra> oh, I see
[19:22:58] <Lerneaen_Hydra> do you recall if they were replaceable?
[19:22:58] <etla> and the control electronics card failed once, but we got a free replacement from the importer
[19:23:11] <etla> don't remember
[19:23:44] <etla> but we did quite a lot of hours with the stock motor and gearbox
[19:23:53] <etla> sometimes 4-6h runs...
[19:24:04] <etla> it's not exactly what this price class machine is built for ;)
[19:24:08] <Lerneaen_Hydra> ok, all in all, do you think it's any good?
[19:24:29] <Lerneaen_Hydra> that's true ;)
[19:25:32] <A-L-P-H-A> what's a 1/2hp = in watts?
[19:25:41] <A-L-P-H-A> that's what I got. :(
[19:26:17] <anonimasu> http://www.google.se/search?hl=sv&q=1%2F2+hp+to+watt&btnG=Google-s%C3%B6kning&meta=
[19:26:21] <anonimasu> (1/2) hp = 372.849936 watt
[19:26:27] <Lerneaen_Hydra> around 400 or soo
[19:26:30] <Lerneaen_Hydra> way too little
[19:26:48] <A-L-P-H-A> :( well... that sucks for me.
[19:26:57] <A-L-P-H-A> I think I may get a bigger mill... with a knee.
[19:26:59] <anonimasu> 2hp is probably a good spindle size..
[19:27:14] <anonimasu> I have 5kw.. but I never ever use that much..
[19:27:31] <Lerneaen_Hydra> my lathe only has 350 watts or so.. too little :p
[19:27:43] <anonimasu> 6mm endmills dosent like 20mm deep cuts ;)
[19:28:07] <A-L-P-H-A> well, my lathe is a jewellers lathe... so I don't need HIGH hp.
[19:28:14] <Lerneaen_Hydra> oh
[19:28:16] <anonimasu> yep
[19:28:18] <A-L-P-H-A> I just want speed.. as I mainly turn stuff that's less then 2"
[19:28:20] <A-L-P-H-A> dia
[19:28:34] <Lerneaen_Hydra> my compact 5 is not really for production either
[19:28:48] <Lerneaen_Hydra> it's not good at much except for being free
[19:28:53] <A-L-P-H-A> well, I made it as a production runs... like 30 at a time.
[19:28:53] <anonimasu> :)
[19:28:55] <Lerneaen_Hydra> and easy to retrofit
[19:29:03] <A-L-P-H-A> I was making car antennas for a while... :)
[19:29:50] <anonimasu> :)
[19:30:09] <Lerneaen_Hydra> * Lerneaen_Hydra makes mental note: when jumping between vastly different IRC channels expect strange associations while adjusting to the new channel
[19:30:15] <A-L-P-H-A> this kinda thing...
http://search.ebay.com/search/search.dll?from=R40&satitle=vw+antenna
[19:30:36] <anonimasu> :)
[19:31:57] <Lerneaen_Hydra> etla: do you find the mill to be good enough to use for milling if you don't bog it down too much?
[19:32:15] <Lerneaen_Hydra> wrt. accuracy and so on
[19:32:15] <A-L-P-H-A> argh. just remembered something else "that wife" does to me... she calls me "hun" and "dear"... :(
[19:32:28] <Lerneaen_Hydra> A-L-P-H-A: :/
[19:32:32] <anonimasu> lol
[19:32:34] <anonimasu> A-L-P-H-A: nice!
[19:32:57] <Lerneaen_Hydra> anonimasu: it's someone else's wife
[19:33:03] <Lerneaen_Hydra> not as nice :p
[19:33:06] <A-L-P-H-A> EXACTLY. which is wrong.
[19:33:16] <anonimasu> oh it's still nice
[19:33:21] <A-L-P-H-A> They need a divoirce or something.
[19:33:21] <anonimasu> I'd be happy for the attention
[19:33:23] <Jymmmm> A-L-P-H-A: three some... I'm tellin ya!
[19:33:37] <anonimasu> A-L-P-H-A: I'm lying :D
[19:33:41] <A-L-P-H-A> Jymmmm: no problem if it was 2 girls, and me. but not 2 guys.
[19:34:17] <alex_joni> A-L-P-H-A: it probably qualifies if the husband is not around, but she's thinking of him :P
[19:34:22] <A-L-P-H-A> never been into the threesome thing... yeah, nice dream... but it would really screw up a relationship in the long run.
[19:34:31] <Jymmmm> A-L-P-H-A: Ok, would you be so objectionable if she invited a girlfriend to join in then make it a four some?
[19:34:42] <A-L-P-H-A> Jymmmm: hmmmm.
[19:34:57] <Jymmmm> Yeah, I thought you would change your mind! LOL
[19:35:10] <A-L-P-H-A> at least the ration is 1:1
[19:35:13] <A-L-P-H-A> ratio
[19:35:17] <anonimasu> heh
[19:35:29] <anonimasu> yeah but why would you want to go where somene else has been 5 minutes before you?
[19:35:38] <Jymmmm> A-L-P-H-A: Or it could be 3:1+1
[19:35:41] <anonimasu> that's kind of,disturbing..
[19:36:43] <A-L-P-H-A> The wife was so set on setting me up with her sister... but I found out the sister is 19! turning 20. I'd be 8 years older than her... the sister is way too young.
[19:38:11] <SWPadnos> on that note. see you Wednesday :)
[19:38:22] <Jymmmm> A-L-P-H-A: Just make it a family affair... Wife, Husband, Sister, Mom, Dad, etc ROTF
[19:38:45] <jepler> skunkworks: yep I think I have everything for the pci8255
[19:38:59] <A-L-P-H-A> Jymmmm: you're a sick puppy
[19:39:32] <anonimasu> brb..
[19:39:45] <Jymmmm> A-L-P-H-A: Hey, it's not me that is getting hit on while the husband watches!
[19:39:58] <Lerneaen_Hydra> O.O
[19:40:05] <Lerneaen_Hydra> oh, right, like that
[19:40:41] <Lerneaen_Hydra> sometimes a direct english -> swedish translation adds certain elements that are not intended to be there ;)
[19:40:43] <A-L-P-H-A> wtf can't cute single women hit on me??
[19:40:52] <Lerneaen_Hydra> A-L-P-H-A: I feel you
[19:41:49] <Lerneaen_Hydra> anonimasu: let me guess, bleach 107?
[19:42:12] <alex_joni> Lerneaen_Hydra: that's TMI
[19:42:28] <Lerneaen_Hydra> alex_joni: huh?
[19:42:34] <alex_joni> < Lerneaen_Hydra> A-L-P-H-A: I feel you
[19:42:38] <Lerneaen_Hydra> hey
[19:42:38] <alex_joni> Lerneaen_Hydra: j/k
[19:42:39] <Lerneaen_Hydra> dude
[19:42:46] <Lerneaen_Hydra> DO NOT MISINTERPRET THAT
[19:42:51] <Lerneaen_Hydra> damn
[19:42:54] <A-L-P-H-A> I read that as "I feel for you"
[19:42:58] <A-L-P-H-A> but I read it wrong.
[19:43:02] <A-L-P-H-A> I just assumed.
[19:43:05] <Lerneaen_Hydra> that just sounds wrong on so many levels
[19:43:11] <A-L-P-H-A> I hope I assumed correctly.
[19:43:17] <Lerneaen_Hydra> how is it supposed to be written
[19:43:20] <Lerneaen_Hydra> feel for you?
[19:43:28] <alex_joni> A-L-P-H-A: you're the one feeling
[19:43:31] <Lerneaen_Hydra> iirc you can say feel you too though
[19:43:38] <Lerneaen_Hydra> meh, what does it matter
[19:44:01] <A-L-P-H-A> Lerneaen_Hydra: no... "feel you" means touch you. "I feel for you" meaning I can relate to your pain.
[19:44:56] <Lerneaen_Hydra> hmm, I though "feel you" had two meanings, the first obvious one and the second feel for you type
[19:44:58] <cradek> if that's the biggest language-related confusion we've ever seen on this channel we're doing very well
[19:45:09] <Lerneaen_Hydra> must have got that mixed up though
[19:45:10] <Lerneaen_Hydra> cradek: haha
[19:45:25] <A-L-P-H-A> cradek: maybe Lerneaen_Hydra want's to feel you too. :) hahaha
[19:45:28] <A-L-P-H-A> LOL
[19:45:31] <Lerneaen_Hydra> O.o
[19:45:48] <cradek> Lerneaen_Hydra: I've never heard "I feel you" used like that here either, you want to use the "for"
[19:45:52] <cradek> stupid language
[19:45:59] <Lerneaen_Hydra> right
[19:46:02] <Lerneaen_Hydra> * Lerneaen_Hydra makes mental note
[19:46:21] <Jymmmm> It's always been "I feel for you", as in "I feel your pain"
[19:46:43] <Lerneaen_Hydra> Apparently I've lived in borkland for too long
[19:46:43] <alex_joni> maybe he meant "I hear you"
[19:46:46] <cradek> might be different in britain, or the southern US, or new york, or whatever
[19:47:00] <Lerneaen_Hydra> I lived in the northwest before though (US)
[19:47:18] <Lerneaen_Hydra> that was a while ago though
[19:47:43] <A-L-P-H-A> what's an alternative to xterm, and gnome-terminal?
[19:47:55] <cradek> urxvt
[19:47:55] <Lerneaen_Hydra> brb
[19:48:54] <cradek> aka rxvt-unicode
[19:49:03] <cradek> highly recommended
[19:55:15] <A-L-P-H-A> gnome-terminal is still borked. :(
[19:55:28] <cradek> what's wrong with it?
[19:55:28] <A-L-P-H-A> it's a problem with the video drivers.
[19:55:35] <cradek> ??
[19:55:40] <A-L-P-H-A> nvidia
[19:55:44] <A-L-P-H-A> + gnome-terminal.
[19:55:50] <A-L-P-H-A> it's a known problem... but no fixes.
[19:55:52] <cradek> I have that right here
[19:57:30] <A-L-P-H-A> brb
[20:01:15] <A-L-P-H-A> cradek,
http://pastebin.ca/283998
[20:02:21] <alex_joni> lol.. just heard a nice expression
[20:02:21] <alex_joni> "bovine lactose" for milk :D
[20:02:29] <cradek> request 78 is CreateColormap
[20:02:34] <cradek> what's your color depth?
[20:02:49] <A-L-P-H-A> 24bit I believe.
[20:03:08] <A-L-P-H-A> 32bpp
[20:03:16] <cradek> 32? try 16 or 24
[20:03:38] <cradek> or follow those (really good) instructions to debug it
[20:03:49] <A-L-P-H-A> I only have 32 bpp, 16bpp, and 8bpp.
[20:03:59] <cradek> the error is BadValue (integer parameter out of range) in XCreateColormap
[20:05:00] <cradek> you're using the binary nvidia drivers?
[20:06:04] <A-L-P-H-A> yes
[20:07:15] <A-L-P-H-A> found a solution
[20:07:33] <A-L-P-H-A> testing. sec.
[20:07:52] <Lerneaen_Hydra> what happened to "known problem but no fixes"?
[20:07:58] <Lerneaen_Hydra> too late :p
[20:08:19] <cradek> http://ubuntuforums.org/showthread.php?t=276354&highlight=gnome+terminal
[20:08:32] <cradek> first google hit has a suggested fix
[20:08:46] <cradek> http://ubuntuforums.org/showthread.php?t=276354&highlight=gnome+terminal
[20:10:36] <A-L-P-H-A> http://ubuntuforums.org/showthread.php?t=285512&highlight=gnome+serial+105
[20:14:25] <anonimasu> m
[20:21:24] <alex_joni> n
[20:21:42] <skunkworks> 0
[20:21:47] <skunkworks> oops
[20:22:57] <A-L-P-H-A> that should have been "o" not "O"
[20:23:00] <A-L-P-H-A> p
[20:27:53] <A-L-P-H-A> how do I install a TTF font in linux?
[20:28:36] <A-L-P-H-A> found some articles.
[20:35:17] <Lerneaen_Hydra> anonimasu: death note is really starting to get good now, they've introduced the fake kira :)
[20:35:28] <Lerneaen_Hydra> could get interesting
[20:35:54] <anonimasu> hehe
[20:35:57] <anonimasu> :D
[20:36:29] <anonimasu> the manga is better imo :)
[20:37:07] <Lerneaen_Hydra> I'm not much for manga though
[20:37:12] <Lerneaen_Hydra> I can imagine that it is though
[20:37:18] <Lerneaen_Hydra> usually they are better
[20:37:35] <anonimasu> :)
[20:38:55] <anonimasu> *looking at python*
[20:39:06] <A-L-P-H-A> stop looking at my python.
[20:39:57] <anonimasu> like that's anything to see :D
[20:40:08] <Lerneaen_Hydra> random question: what does runout usually mean?
[20:40:13] <Lerneaen_Hydra> "Runout measured from the inside of the morse taper is now about 0.01 mm or less."
[20:40:23] <anonimasu> it's the throw..
[20:40:26] <anonimasu> (())
[20:40:26] <Lerneaen_Hydra> oh
[20:40:35] <Lerneaen_Hydra> like "kast" or wobble?
[20:40:37] <anonimasu> yeah..
[20:40:39] <anonimasu> kast.. that is..
[20:40:50] <Lerneaen_Hydra> +- 0.01 or +-0.005?
[20:40:58] <Lerneaen_Hydra> or does it vary?
[20:41:06] <cradek> that means +- .005
[20:41:09] <Lerneaen_Hydra> ok
[20:41:18] <cradek> on the _radius_ (the thing you measure with a dial indicator)
[20:41:47] <Lerneaen_Hydra> wouldn't wobble be an acceptable laymanisation?
[20:42:28] <cradek> not sure, wobble seems close but not quite the same
[20:42:33] <anonimasu> "kast" is what you say.. in swedish..
[20:42:38] <Lerneaen_Hydra> ok
[20:42:48] <cradek> to me, wobble would mean the axes of rotation aren't parallel
[20:43:08] <anonimasu> I need to adjust my spindle.. seems like I've been pushing it :)
[20:43:11] <Lerneaen_Hydra> what's the term for not being perpendicular, so it moves like a spinning top does before it hits the edges?
[20:43:26] <cradek> Lerneaen_Hydra: wobble :-)
[20:43:31] <Lerneaen_Hydra> ah, ok
[20:43:40] <Lerneaen_Hydra> measured in degrees?
[20:43:41] <cradek> runout is perpendicular but offset
[20:43:46] <Lerneaen_Hydra> yeah
[20:43:52] <cradek> Lerneaen_Hydra: not sure, wobble isn't really a technical term I don't think
[20:43:58] <Lerneaen_Hydra> ok
[20:45:08] <anonimasu> hm, python seems hard to start coding with :D
[20:46:55] <cradek> anonimasu: their online beginners tutorial is good
[20:47:25] <anonimasu> it seems like a neat _hack_ language..
[20:48:47] <anonimasu> :)
[20:50:07] <Lerneaen_Hydra> 'night all
[20:50:11] <anonimasu> night lh
[20:50:15] <cradek> bye
[20:50:29] <alex_joni> night
[20:57:11] <skunkworks> cradek: any lathe time this weekend?
[20:57:44] <cradek> I worked on tuning Z some more after talking to jmk about it
[20:58:07] <cradek> I can get good transient response, good long jogs, and good following errors, just maybe not all at the same time
[20:58:31] <skunkworks> really? is that with the pluto?
[20:58:36] <cradek> yes
[20:58:59] <cradek> well the results are really quite fine anyway (.005mm)
[20:59:02] <skunkworks> odd. having fun though right?
[20:59:12] <cradek> but I'm trying to actually figure out what I'm doing and understand the patterns
[20:59:13] <skunkworks> wow
[20:59:29] <cradek> maybe .01mm on long fast moves
[21:00:26] <skunkworks> .0002-.0004" I don't see that as bad ;)
[21:00:47] <cradek> no, like I said, it's really fine
[21:01:17] <cradek> that's at 60ipm which seems pretty fast on such a machine
[21:01:24] <skunkworks> I bet ;)
[21:01:38] <cradek> actually with the pluto I could probably go faster - 60ipm was the design for software counting
[21:01:45] <skunkworks> so only the spindle encoder has issues?
[21:02:02] <cradek> yeah I need to get differential or schmitt-trigger buffers for it
[21:02:11] <cradek> it's probably just noise
[21:02:26] <skunkworks> what kind of output does the encoder have? is it 5vttl?
[21:02:28] <cradek> I could even just RC filter it and see if that's good enough.
[21:02:41] <cradek> that one has differential output, I'm only using the + side
[21:02:52] <cradek> and yes it's running on 5v, although it can take 12 or 24 I think
[21:05:21] <skunkworks> do you think some of it is just how much power you can put into the servos?
[21:05:36] <skunkworks> or just learning how to tune ;)
[21:06:11] <cradek> I'm not sure - I don't think my power supply dips at all, it's a very large switcher
[21:06:28] <cradek> but maybe it does. I've got a transformer I plan to use instead
[21:09:16] <anonimasu> old welders work great!
[21:09:33] <skunkworks> I have not had time to play with mine. I do have a 6kva transformer that should make some smoke ;)
[21:28:38] <alex_joni> good night all
[21:34:10] <anonimasu> night alex
[21:38:49] <robin_sz> meep!
[21:39:07] <robin_sz> * robin_sz is still not having his 'bot moving
[21:39:45] <anonimasu> did you call thoose guys?
[21:39:53] <robin_sz> the people at Comau, although helpful, declined to just email me over a copy of the software.
[21:39:59] <anonimasu> ok?
[21:40:12] <robin_sz> I did point out I didnt want an upgrade or anything, just another copy of what I already had
[21:40:20] <anonimasu> ok=
[21:40:27] <anonimasu> why didnt they allow you do to that?
[21:40:31] <robin_sz> due to media failure of the poxy floppy disk
[21:40:34] <robin_sz> nah.
[21:40:56] <robin_sz> they did offer to send an engineer, but its £60 an hour ... minimum 8 hours
[21:41:03] <cradek> have you tried several floppy drives?
[21:41:32] <robin_sz> and he'll bring whatever software I need etc etc etc ... which is a fair offer I guess
[21:41:34] <anonimasu> did you tell them you already know the problem, and need the software not a engineer..
[21:41:40] <robin_sz> yeah
[21:41:43] <anonimasu> idiots.
[21:41:49] <robin_sz> and yes, I tried several drives :(
[21:42:04] <anonimasu> arther, "fsckers"
[21:42:07] <anonimasu> that's the correct term.
[21:42:24] <robin_sz> well, they are not set up really for small guys like me .. they deal with the automotive industry
[21:42:48] <anonimasu> cant you run that opensource linux thingie?
[21:42:50] <anonimasu> with it?
[21:43:15] <robin_sz> mmm ... its hard to find ... I think I need a different card in the controlelr for it
[21:43:24] <robin_sz> and it turns out ot be not exactly opne source
[21:43:38] <robin_sz> some sort of proprietary C library,
[21:43:52] <robin_sz> that someone has written some open source stuff to talk to
[21:43:55] <anonimasu> robin_sz: call a engineer and offer him £200 for a copy of the disk..
[21:44:12] <robin_sz> well, I'll try and "find" the software over christmas
[21:44:37] <robin_sz> and if not, then I'll have an engineer over here for the day and make sure I get my full 8hours
[21:44:50] <anonimasu> good deal..
[21:44:56] <anonimasu> make him work until he almost dies..
[21:45:12] <robin_sz> well, I'll make sure I get a full days training out of him for sure
[21:45:26] <anonimasu> oh it's just 800eur..
[21:45:33] <robin_sz> just
[21:45:46] <robin_sz> plsu VAT
[21:45:47] <anonimasu> yeah, if it includes adjustment and stuff.. too..
[21:45:52] <robin_sz> well, yeah
[21:45:55] <anonimasu> ffs..
[21:46:06] <anonimasu> it'll make you money when it's working..
[21:46:11] <anonimasu> :)
[21:47:08] <robin_sz> surely just emailing me the firmware wouldnt have been so hard. its only going in their bot isnt it? im mean its not like im going to install it in something I built out of soup cans and windscreen wiper motors
[21:47:29] <anonimasu> yeah..
[21:47:32] <robin_sz> ah well ... failing that, I break it for the parts and sell the servos on eBay ..
[21:47:47] <anonimasu> well, "punish a engineer day"
[21:47:59] <robin_sz> should make more than what I paid for it .. and then buy a an ABB or a CLOOS
[21:48:27] <anonimasu> heh
[21:49:48] <robin_sz> the guy I spoke to was pleasnat and helpful though .. but rules are rules. no mailing out backup copies of software :(
[21:49:51] <robin_sz> gits.
[21:50:41] <anonimasu> robin_sz: well, I guess you wont be buying a new comau right?
[21:50:42] <robin_sz> I've posted a few requests on USENET ;)
[21:51:09] <anonimasu> :P
[21:51:14] <robin_sz> probably not ... it wasn't the best initial contact ive ever had ....
[21:51:49] <anonimasu> would they drop you a disk in the real mail?
[21:52:11] <robin_sz> "ove got one of your products, new, and due to a silly desing and faulty backup media, it needs a simple bit of help"
[21:52:35] <robin_sz> "give us £500 and we'll do something, not quite what you wanted, but hey, close"
[21:52:55] <robin_sz> don't think they would. no.
[21:53:47] <anonimasu> robin_sz: you should quote them about 4 new comau bots, and when you get the offer tell them their helpfullness made you look at ABB instead.
[21:54:13] <anonimasu> did you notice how helpful people are when you buy 10 of whatever they are making?
[21:54:48] <robin_sz> yeah.
[21:55:28] <robin_sz> if it "cost" them anything, I could understand it ... they could have emailed what I wanted faster than the 2 phone calls I had to make
[21:55:49] <anonimasu> yeah
[22:11:01] <wb9mjn> Hi All....we need hal scope to have a different background color....uses up too much toner...hi...
[22:11:25] <cradek> try viewing it on the screen instead :-)
[22:11:34] <wb9mjn> Got all three PIDs tuned...
[22:11:52] <wb9mjn> I did that, but wanted documentation as to the performance for future reference...
[22:12:34] <wb9mjn> One neat thing, with the machine set to 240 in/min the X axis DAC output only peaks at 3 volts...plenty of umpf
[22:12:35] <wb9mjn> there ...
[22:12:50] <wb9mjn> Could go to 10 volts...
[22:13:20] <cradek> that's nice to know you have some power to spare
[22:13:23] <wb9mjn> amps are set to a 3.6 gain, with voltage feedback for X and Y ...
[22:13:41] <wb9mjn> So the voltage at the motor is getting up to 10.8 ...
[22:15:59] <wb9mjn> Next thing is to put the old drive in another computer, and recover the programs et-cetera...
[22:16:31] <wb9mjn> Maybe hook up some misting lube....
[22:17:00] <wb9mjn> Its too open for flood cooling...
[22:17:19] <wb9mjn> Need better lighting too...
[22:18:44] <wb9mjn> The Z drive motor seems to be behaving itself, and not overheating....wonder if that problem has gone away with more
[22:18:52] <wb9mjn> burnishing of the ways ....
[22:20:09] <wb9mjn> free-er to slide, and find the target....also have the FF0 set on that axis, which helps get it closer to the target...
[22:20:55] <wb9mjn> So, when it comes to rest, it does not try to overcome the stick/slip as hard, and the resting current is smaller....
[22:21:49] <wb9mjn> Next Project --- Schablin 102 lathe---CNC cross slide that bolts into the t-slots...hi..
[22:22:08] <wb9mjn> With Live tools...
[22:22:14] <skunkworks> wb9mjn: how do you like emc2?
[22:22:28] <wb9mjn> Already have 2 hp servo spindle drive motor hooked to it...
[22:23:01] <wb9mjn> EMC2 is quite good....setting up....not hard at all...
[22:23:11] <anonimasu> :)
[22:23:17] <wb9mjn> And the versatility allows one to avoid getting stuck....
[22:23:40] <wb9mjn> Which was the problem with EMC....as only a few people could figure out how to get it to compile...
[22:24:08] <skunkworks> :)
[22:24:28] <skunkworks> very flexable. and you don't have to edit source code ;)
[22:25:02] <wb9mjn> Halscope is a very good....going to make the junior engineer at work drool....
[22:25:11] <wb9mjn> When I send him a screen shot....
[22:25:42] <wb9mjn> It truely is a motion control tool kit now...
[22:26:01] <skunkworks> swiss army knife of controls ;)
[22:26:16] <wb9mjn> yep...that is what I was trying to say...
[22:27:51] <wb9mjn> Only thing that would be any more revolutionary would be a HAL GUI...just like Lab-view...
[22:28:26] <wb9mjn> But, hell, that is a multi-year project in itself...
[22:28:42] <skunkworks> in the works.. jepler started it
[22:29:12] <skunkworks> if he doesn't get bored with it.
[22:29:15] <skunkworks> :)
[22:30:03] <wb9mjn> With that, you could ship this out to sophmores in college and they would get through a project with it just fine...
[22:30:40] <wb9mjn> Would be good prep for signals/systems, and then controls class...
[22:30:54] <skunkworks> http://axis.unpythonic.net/01161727709
[22:31:54] <wb9mjn> Yep....need those colored lines though...those are the key to Labview...each color is a different variable type...
[22:32:10] <wb9mjn> Integer, Float 8, Float 16, Boolean...all different colors...
[22:32:23] <skunkworks> nice
[22:32:33] <skunkworks> got to run - bbl..
[22:32:40] <wb9mjn> 73...
[22:35:25] <wb9mjn> Can see it now....little servo Sherlines in a college lab....hi...whooooooeeeehhh (A student) buzzsssclunkkkk (c student)...hi hi...
[22:44:52] <robin_sz> meep!
[22:47:36] <anonimasu> heh
[22:48:11] <robin_sz> dude!
[22:50:47] <jmkasunich> I had managed to forget how much I dislike Dykem High Spot Blue.... now I remember :-(
[22:51:39] <robin_sz> mmm .. not heard of it ... its a low budget lesbian porn film right?
[22:51:55] <jmkasunich> no
[22:52:06] <robin_sz> blue ink for fingers?
[22:52:19] <jmkasunich> yeah, pretty mich
[22:52:22] <jmkasunich> much
[22:52:41] <robin_sz> solvent based, with a solvent that rmeoves skin and bone first?
[22:53:03] <jmkasunich> oil based, but the pigment is extremely strong
[22:53:21] <jmkasunich> soap washes _most_ of it out, but even a little still leaves a stain
[22:53:25] <robin_sz> it wear off very quickly though
[22:53:34] <robin_sz> it will be gone by March, no problem
[22:53:42] <jmkasunich> lol
[22:53:59] <jmkasunich> its not just the hands - its just a mess
[22:54:12] <robin_sz> I presume you have your trusty bearing scraper to hand?
[22:54:15] <jmkasunich> blue the part, then scrape it - the scrapings have blue in them, etc, etc
[22:54:47] <robin_sz> hand scraping is an art
[22:54:53] <tomp> try gasoline, last place where they scraped everything, used gas to clean blue & red lead & german bluing off stuff
[22:55:03] <robin_sz> few can do it properly these days
[22:55:19] <jmkasunich> I'm definintely not one of those who can do it properly
[22:55:54] <jmkasunich> but I can wing it, where not much is needed
[22:56:16] <robin_sz> scraping bedways?
[22:56:30] <jmkasunich> in this case, scraped top of dovetails flat to surface plate, then scraped angled faces so the slide would move with uniform drag over the whole length of the bed
[22:56:39] <robin_sz> nice
[22:56:57] <jmkasunich> hopefully its not moving in a nice arc
[22:57:08] <robin_sz> our bridgeport has nice scraped and chromed bedways
[22:57:22] <tomp> thats why you need 1 master flat thing when you scrape
[22:57:23] <robin_sz> gotta be 40 years old and still fine
[22:57:38] <robin_sz> or three flattish things
[22:57:52] <jmkasunich> tomp: I have a surface plate (didn't enjoy lifting and flipping 85 lbs of granite to do the tops of the ways)
[22:57:59] <robin_sz> heh
[22:58:05] <jmkasunich> but I don't have a good straightedge for the dovetail faces
[22:58:32] <tomp> small
[22:59:06] <jmkasunich> small plate?
[22:59:29] <jmkasunich> 12x18x4 - big enough for the stuff I do
[22:59:30] <tomp> the dovetail on your slides are small
[23:00:42] <tomp> and try the gas, I was amazed how well it cleans, but beware of painted surfaces, takes the shine right off
[23:01:22] <jmkasunich> I don't clean with gasoline
[23:01:33] <tomp> k
[23:01:39] <jmkasunich> especially not in the house, 12 feet from the gas water heater
[23:02:01] <jmkasunich> I have this citrus goo-gone stuff that works pretty well
[23:03:38] <A-L-P-H-A> COOL.
[23:03:45] <A-L-P-H-A> titanium sure makes some nice ribbons.
[23:03:57] <A-L-P-H-A> not blue at all either.
[23:04:15] <A-L-P-H-A> well.. the stuff I turned with lathe tools aren't blue... the drill bit made some blue ribbons.
[23:13:29] <tomp> a brand new grinder, still uses scraped ways:
http://www.kippo.or.jp/culture_e/takumi_e/artisans_e/b9_e.html
[23:14:18] <anonimasu> :)
[23:14:39] <anonimasu> damn
[23:14:41] <anonimasu> that's insane
[23:15:50] <anonimasu> hm, python's actually pretty nice
[23:17:52] <jtr> Saw a scraping demo at Cabin Fever year before last - guy scraped in the ram and ways on a South Bend shaper.
[23:19:15] <jtr> He set the ram in place when he was done, a little push and it nearly slid out of the machine.
[23:19:41] <jtr> this was with no oil.
[23:19:55] <anonimasu> :)
[23:19:58] <jtr> amazing how smooth it was.
[23:20:24] <tomp> nice! & 'flaking' is the pretty pattern laid down after it gets flat, real pretty, uniform oil dimples
[23:21:12] <anonimasu> that's what takes years to learn isnt it?
[23:21:45] <tomp> dont know. didnt get there yet :)
[23:22:21] <tomp> ( hey old timer , you lived here all your life? Nope...... not yet)
[23:22:33] <anonimasu> :)
[23:23:45] <jtr> They had a bed way set up that we could try our hand on. a couple of guys tried flaking - looked pretty good after the pros gave them some tips.
[23:24:09] <jtr> don't know if they would have kept the accuracy, though.
[23:24:32] <jtr> oops - getting called for dinner.
[23:24:43] <tomp> I'm impressed that John is doing that, Now I gotta try. I remember the tail stock would find a sticky spot.
[23:25:10] <anonimasu> I bet it's not a problem if you are really careful
[23:26:28] <A-L-P-H-A> anonimasu, isn't it time for bed for you?
[23:26:41] <anonimasu> soo
[23:26:42] <anonimasu> soon
[23:26:48] <tomp> about keeping accuracy, it's a huge bearing surface... huger than the new bearings tractors on rails. I think a good job lasts many years
[23:27:34] <anonimasu> yep
[23:27:34] <tomp> (but keep it oiled , like drippy oily !)
[23:27:47] <anonimasu> I use something called glideway..
[23:27:50] <anonimasu> way oil..
[23:27:50] <anonimasu> :9
[23:27:53] <anonimasu> :)
[23:28:11] <anonimasu> though I need to build a central lube system so I can autolube the ways..
[23:28:20] <A-L-P-H-A> anonimasu, did you bend over?
[23:28:26] <anonimasu> A-L-P-H-A: bend over?
[23:28:39] <anonimasu> A-L-P-H-A: for central lube?
[23:28:46] <A-L-P-H-A> :)
[23:28:47] <anonimasu> heh
[23:28:48] <anonimasu> no
[23:29:02] <anonimasu> we sell that kind of stuff at work..
[23:29:28] <anonimasu> though that's for grease, but the same stuff will work for oil :)
[23:30:29] <anonimasu> A-L-P-H-A: I just realized I need gearboxes for my servos/belt boxes
[23:32:11] <anonimasu> :/
[23:32:19] <A-L-P-H-A> why?
[23:32:27] <A-L-P-H-A> not enough torque or speed?
[23:32:31] <anonimasu> not enough torque..
[23:32:33] <A-L-P-H-A> or you just want variable?
[23:32:37] <A-L-P-H-A> shibby
[23:32:43] <A-L-P-H-A> make you should just go SLOWER.
[23:32:58] <anonimasu> spindle torque is greater then what my servos like..
[23:33:07] <anonimasu> seems like it pulls them out of position..
[23:33:14] <anonimasu> causing oscillation on heavy cuts..
[23:33:37] <A-L-P-H-A> make lighter cuts then.
[23:33:44] <A-L-P-H-A> you're a manual MILL retrofit remember?
[23:34:02] <A-L-P-H-A> you aren't a $250K CNC machine centre.
[23:34:19] <anonimasu> yeah, but still a 10mm deep cut isnt that brutal..
[23:34:44] <anonimasu> with a 10mm endmill..
[23:36:02] <A-L-P-H-A> 10mm * 10mm * 100 mm/min = 10000 mm^3/min. That's quite abit of material removal. 10cm^3/min removal.
[23:36:29] <anonimasu> though depth dosent matter as much.. it occurs at lighter cuts also..
[23:36:43] <A-L-P-H-A> 10 minutes, and you've milled out the equivalent of 1L of alu.
[23:36:47] <A-L-P-H-A> that is alot of material.
[23:36:57] <anonimasu> also, I cant tighten the ways up as much as I'd like to either.. and that's probably another thing that causes it..
[23:37:16] <anonimasu> :)
[23:37:41] <anonimasu> micro servos.. :/
[23:38:02] <anonimasu> A-L-P-H-A: normall I'd take about 5mm cuts..
[23:38:06] <anonimasu> err normally
[23:38:12] <anonimasu> 1-5mm..
[23:38:31] <anonimasu> A-L-P-H-A: that's more reasonable right?
[23:38:35] <A-L-P-H-A> very.
[23:39:05] <A-L-P-H-A> I do 1/8" passes with a 1/2"dia endmill.
[23:39:07] <anonimasu> the manual machine dosent have any trouble with 10mm deep cuts..
[23:39:31] <A-L-P-H-A> 3.18mm deep passes with a 12.7mm dia endmill.
[23:39:37] <A-L-P-H-A> that's with a 1/2hp motor.
[23:39:43] <A-L-P-H-A> ~380Watts (from earlier)
[23:39:45] <anonimasu> this is with a 5kw motor :)
[23:40:26] <A-L-P-H-A> anonimasu, you have to take in a lot of factors: material being cut, dia of endmill, feedrate, depth of cut, hp of motor.
[23:40:32] <A-L-P-H-A> rpm
[23:40:37] <anonimasu> yeah.
[23:40:46] <anonimasu> A-L-P-H-A: though that's not the problem..
[23:41:09] <anonimasu> the problem is my small servos
[23:41:25] <anonimasu> :)
[23:41:28] <anonimasu> and lack of gearing
[23:41:47] <A-L-P-H-A> You want to get a proper SFM, as that will determine your MAX rate. DOC (Depth of cut) there is a MAX, otherwise you're not cutting, but RIPPING the metal away.
[23:41:51] <A-L-P-H-A> well, okay.
[23:41:59] <anonimasu> A-L-P-H-A: it does the same even on light cuts..
[23:42:14] <A-L-P-H-A> SFM = max RPM.
[23:42:30] <A-L-P-H-A> Horse power determines your DOC.
[23:42:49] <A-L-P-H-A> feedrate is a factor of lots of things.
[23:42:51] <anonimasu> yeah that much I know..
[23:43:23] <A-L-P-H-A> okay... if you're gonna gear up your axis... that isn't a big deal.
[23:43:25] <A-L-P-H-A> I use XL gears myself.
[23:43:30] <A-L-P-H-A> easy to setup, and use.
[23:43:34] <anonimasu> xl gears?
[23:43:41] <A-L-P-H-A> timing belt/gears
[23:43:46] <anonimasu> * anonimasu has toothed belts and gears..
[23:43:52] <A-L-P-H-A> then you're set.
[23:43:55] <anonimasu> yeah..
[23:43:59] <anonimasu> just need to machine gearboxes..
[23:44:19] <anonimasu> the issue is that I cant tighten the axes enough to keep the machine from vibrating..
[23:44:53] <anonimasu> and also, the lack of torque(servos) keeps the table trying to catch up..
[23:44:53] <A-L-P-H-A> probably cause you're OVER doing your machine... but I don't know your exact setup.
[23:45:18] <anonimasu> A-L-P-H-A: 1mm cuts with a 6mm endmill at 300mm/min is not overdoing it..
[23:45:30] <A-L-P-H-A> no, that shouldn't be overdoing it at all.
[23:45:40] <A-L-P-H-A> I can do that on my shitty chinese mill.
[23:46:14] <anonimasu> mind you the other mill(manual one) will take 10mm without a sound :)
[23:46:34] <anonimasu> with a shittier spindle..
[23:48:22] <anonimasu> A-L-P-H-A: I usually dont cut that deep but, when cutting stuff off it's really nice..
[23:48:47] <A-L-P-H-A> I have a bandsaw. :)
[23:48:59] <anonimasu> I do also..
[23:49:08] <anonimasu> it dosent make nice straight edges..
[23:49:15] <A-L-P-H-A> yeah it does.
[23:49:19] <A-L-P-H-A> not smooth, but straight.
[23:49:39] <anonimasu> not straight as if milled anyway..
[23:51:06] <anonimasu> A-L-P-H-A: it's pretty easy to determinate if something's not right when you have 2 of the same machines :)
[23:52:58] <anonimasu> hm, my servo reseller has a new product line
[23:53:34] <anonimasu> by "motor power company"
[23:54:06] <A-L-P-H-A> :)
[23:54:09] <A-L-P-H-A> bbiab... dinner
[23:54:11] <anonimasu> ok
[23:56:32] <A-L-P-H-A> brought it to my computer
[23:57:19] <anonimasu> nice
[23:57:40] <A-L-P-H-A> shredded duck, with vermicilli, in a soup stock, with some veggies
[23:57:45] <A-L-P-H-A> damn tasty
[23:57:53] <anonimasu> A-L-P-H-A: ofcourse problem isnt that simple, but if I set my gibs a bit tighter it goes away..
[23:57:57] <anonimasu> :)
[23:58:02] <anonimasu> gibs/wahtever you call them..
[23:58:32] <A-L-P-H-A> no innards
[23:58:36] <A-L-P-H-A> just meat
[23:58:42] <anonimasu> nice
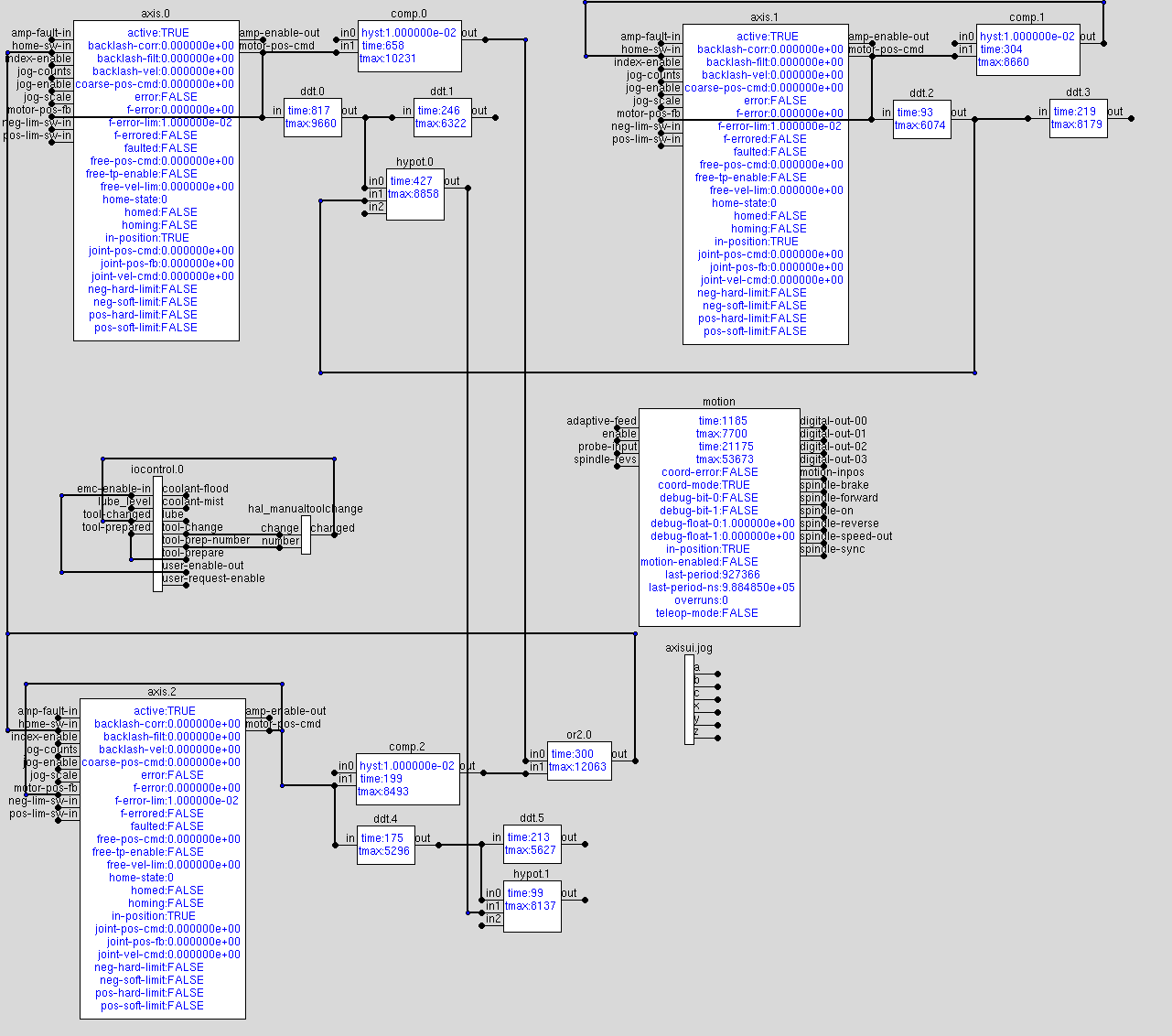{kind=link}
{kind=link}