Back
[00:34:14] <A-L-P-H-A> hi
[00:34:22] <A-L-P-H-A> lots of people in here ... weird.
[00:38:00] <jmkasunich> hi
[00:38:46] <flyboy> hey
[00:39:34] <flyboy> do you know how to set up emc
[00:40:11] <flyboy> for the pins
[00:40:15] <jmkasunich> depends on what kind of problems you are having
[00:40:56] <jmkasunich> you running steppers? or something more complicated?
[00:41:29] <flyboy> iam not but this is the 1st time running emc and i have a xylotex board and steppers
[00:41:54] <jmkasunich> so you need to swap the step and direction pins?
[00:42:30] <flyboy> if i edit xyylotex hal will it run
[00:42:48] <flyboy> yep
[00:42:56] <jmkasunich> you don't need to edit xylotex.hal
[00:43:15] <flyboy> ok
[00:43:21] <jmkasunich> which configuration are you using?
[00:43:42] <jmkasunich> (you should have copied one of the sample configs to your own directory so you can edit it for your machine)
[00:43:42] <flyboy> I dont know
[00:44:00] <jmkasunich> ok, what have you done so far?
[00:44:14] <flyboy> install eme
[00:44:31] <jmkasunich> what operating system? ubuntu? or something else
[00:44:49] <flyboy> well it came together with ubuntu
[00:44:53] <jmkasunich> ok
[00:45:29] <jmkasunich> so on your applications menu you have an entry labeled CNC, right?
[00:45:39] <flyboy> yep
[00:45:47] <jmkasunich> and under that are two choices, EMC2 and EMC2 users manual
[00:45:54] <flyboy> yep
[00:46:53] <jmkasunich> are you comfortable with linux and the command line, or are you more comfortable with a windows way of doing things?
[00:47:05] <flyboy> windows
[00:47:17] <flyboy> 1st time on linux
[00:47:20] <jmkasunich> ok
[00:47:40] <flyboy> i did find the ini files
[00:47:52] <jmkasunich> what directory are they in?
[00:48:03] <flyboy> need to look
[00:48:24] <flyboy> etc/emc2
[00:48:40] <jmkasunich> ok, those are the samples that are provided with the program
[00:49:00] <jmkasunich> we want to copy one of them over to your personal directory so you can customize it for your machine
[00:49:19] <flyboy> ok
[00:49:36] <jmkasunich> the linux version of windows explorer is the file browser
[00:49:45] <flyboy> ok
[00:49:49] <jmkasunich> Applications->Accessories->File Browser
[00:50:20] <jmkasunich> when you first start it it should show your home directory
[00:50:57] <jmkasunich> there might be an emc2 directory in there already
[00:51:05] <jmkasunich> is there?
[00:51:17] <flyboy> no i have no file brower just terinal text editor and menu editor
[00:51:41] <jmkasunich> damn
[00:52:06] <jmkasunich> something tells me you are using ubuntu 6,06 and I'm using 5.10
[00:52:20] <jmkasunich> so my menus and such aren't exactly the same as yours
[00:52:37] <flyboy> yes 6.06
[00:52:40] <jmkasunich> how did you find the config files in /etc/emc2? did you use a file browser of some kind to do that?
[00:52:49] <flyboy> yes
[00:53:20] <jmkasunich> ok, start that browser again - it might not be in Applications->Accessories->File Browser, but wherever you found it is fine
[00:53:25] <flyboy> give me one sec to find it
[00:53:54] <jmkasunich> ok
[00:54:39] <flyboy> ok I found it
[00:55:00] <jmkasunich> ok, the browser is showing you your home directory now?
[00:56:10] <flyboy> i found the etc in file brower and there is a emc2 directory
[00:56:19] <jmkasunich> ok, click on the emc2 directory
[00:56:26] <flyboy> ok
[00:56:28] <jmkasunich> is there a "configs" directory inside it?
[00:56:50] <flyboy> rtapi config
[00:56:57] <jmkasunich> ?
[00:57:07] <jmkasunich> not inside emc2?
[00:57:54] <flyboy> i click on emc directory and found sammple cconf and rtap.conf
[00:58:16] <jmkasunich> emc or emc2?
[00:58:28] <flyboy> emc2
[00:58:42] <A-L-P-H-A> this is nice...
http://www.garyscottusa.com/products/the_sammy.html instead of Ti... I may do it outta stainless.
[00:59:20] <jmkasunich> flyboy: I don't think you are inside your home directory
[00:59:45] <jmkasunich> I'm trying to figure out how to describe this when I can't see your screen ;-(
[01:00:05] <jmkasunich> double click on "sample-configs"
[01:00:29] <flyboy> lot of directorys
[01:00:36] <flyboy> in samples
[01:00:51] <jmkasunich> right under the bar with "back forward up stop, etc buttons on it, it probalby says "etc emc2 sample-configs", right?
[01:01:07] <jmkasunich> (above the list of directories)
[01:01:15] <flyboy> yes
[01:01:20] <jmkasunich> ok
[01:01:41] <jmkasunich> right-click on "stepper"
[01:01:49] <jmkasunich> and when the menu comes up, click on copy
[01:01:50] <flyboy> ok
[01:02:07] <flyboy> ok
[01:02:19] <jmkasunich> now click on the home icon in the bar that has back, forward, etc
[01:02:43] <flyboy> ok how far back
[01:02:52] <jmkasunich> the spot that used to say "etc emc2 sample-configs" should now say "Home"
[01:03:03] <flyboy> ok done
[01:03:17] <jmkasunich> there is probalby a Desktop directory in the list now, and a few others
[01:03:23] <jmkasunich> is there an emc2?
[01:04:24] <flyboy> no just desktop and i click on that and nothing
[01:04:51] <jmkasunich> but the bar says Home, and there is Desktop in the list?
[01:05:05] <flyboy> yes
[01:05:14] <jmkasunich> ok, we need to create an emc2 directory
[01:05:29] <jmkasunich> click File->CreateFolder
[01:05:39] <flyboy> wait i did find home
[01:06:07] <jmkasunich> I'm confused
[01:06:38] <jmkasunich> I would pay money to be able to see your screen right now - words are a horrible way to see what a GUI is doing
[01:06:53] <flyboy> ok what directory should i create a folder
[01:06:55] <flyboy> i know
[01:07:06] <jmkasunich> you want to create a folder called emc2
[01:07:27] <flyboy> in what directory desktop
[01:07:32] <jmkasunich> no
[01:07:42] <jmkasunich> in your home directory (the directory that _contains_ desktop)
[01:07:55] <flyboy> ok
[01:08:24] <jmkasunich> so when you look at your home directory, the list should have "Desktop" and "emc2"
[01:08:49] <jmkasunich> I'm used to seeing a lot more, but if you have a brand new system that might be all thats there
[01:09:13] <jmkasunich> once you have emc2, open that directory
[01:09:21] <jmkasunich> (it will be empty, since you just created it)
[01:09:27] <flyboy> ok when i go to file to creata a folder it is not lit up to click on it
[01:10:32] <jmkasunich> can we do this another way?
[01:10:59] <flyboy> wait got it
[01:11:25] <flyboy> ok made a directory emc
[01:11:34] <jmkasunich> it was supposed to be emc2
[01:11:48] <flyboy> ok i will change it
[01:11:52] <jmkasunich> you can change it thought, right click on it, and rename
[01:12:10] <flyboy> did it
[01:12:21] <jmkasunich> ok, go into the emc2 directory
[01:12:27] <jmkasunich> (double click on it, probably)
[01:12:33] <flyboy> done
[01:12:37] <jmkasunich> its empty, right?
[01:12:41] <flyboy> yes
[01:12:50] <jmkasunich> make a new directory there called configs
[01:12:56] <jmkasunich> (same way you made emc2)
[01:13:15] <flyboy> done
[01:13:22] <jmkasunich> go into that one
[01:13:29] <flyboy> ok
[01:13:49] <flyboy> done
[01:14:04] <jmkasunich> click "edit" in the browser main menu bar, then "paste"
[01:14:17] <jmkasunich> you should see a directory called "stepper"
[01:14:20] <flyboy> done
[01:14:22] <flyboy> yes
[01:14:36] <jmkasunich> go into that directory
[01:14:42] <jmkasunich> there will be a number of files
[01:14:45] <flyboy> ok
[01:14:57] <jmkasunich> are you in the USA or elsewhere? (do you like inches or mm? ;-)
[01:15:09] <flyboy> yes usa
[01:15:11] <flyboy> in
[01:15:29] <jmkasunich> ok, right click on stepper_inch.ini
[01:15:41] <jmkasunich> one of the choices should be "open with text editor"
[01:15:55] <flyboy> ok done
[01:16:17] <jmkasunich> scroll down to line 120
[01:16:29] <jmkasunich> (I think the editor shows the line numbers in the bottom bar)
[01:16:58] <flyboy> nope no line no
[01:17:10] <jmkasunich> drat, must be a different editor
[01:17:19] <jmkasunich> ok, just scroll down reading the section headings
[01:17:22] <K`zan> Wish I had tuned into this conversation earlier, I will need to do this too once all the hardware and electronics gets here and I am still confized over the "ini files"...
[01:17:25] <jmkasunich> you are looking for:
[01:17:34] <jmkasunich> ###############################################################################
[01:17:34] <jmkasunich> # Hardware Abstraction Layer section
[01:17:34] <jmkasunich> ###############################################################################
[01:17:44] <jmkasunich> I think all of this is in the manual
[01:17:55] <flyboy> ok done
[01:18:07] <jmkasunich> down a few more lines you will see:
[01:18:13] <K`zan> I'm still wading through hal :-).
[01:18:14] <jmkasunich> #HALFILE = xylotex_pinout.hal
[01:18:14] <jmkasunich> HALFILE = standard_pinout.hal
[01:18:28] <flyboy> yes
[01:18:28] <jmkasunich> flyboy: found those lines?
[01:18:30] <jmkasunich> ok
[01:18:39] <jmkasunich> erase the "#" in front of the first one
[01:18:45] <jmkasunich> and add a "#" in front of the second one
[01:19:22] <flyboy> ok done
[01:19:32] <jmkasunich> click the save button to save that change
[01:19:45] <jmkasunich> there are several more things you'll need to adjust
[01:20:01] <flyboy> ok
[01:20:26] <jmkasunich> do you know the scaling information? how many steps per rev your motors/drives are, how many revs per inch your leadscrews are, etc?
[01:21:05] <flyboy> no i forgot the leadscrew tpi
[01:21:18] <jmkasunich> most motors are 200 full steps per rev, and I think the Xylotex drive does 8x microstepping, so that is _probably_ 1600 steps per rev
[01:21:36] <jmkasunich> (I think theres a jumper on the xylotex board for that - read the xylotex manual)
[01:21:50] <jmkasunich> what kind of machine do you have?
[01:21:55] <flyboy> i know the motors are 200
[01:22:03] <flyboy> x2 mill
[01:22:18] <jmkasunich> does it have handwheels, or is it CNC only?
[01:22:27] <flyboy> cnc only now
[01:22:34] <jmkasunich> you took off the wheels?
[01:22:41] <flyboy> yes
[01:22:58] <jmkasunich> they still handy? the scale on the wheel probably tells you how many inches one turn is
[01:23:23] <flyboy> hold
[01:24:28] <flyboy> scalle has 62.5 one turn
[01:24:43] <jmkasunich> ok, that means 16 turns per inch
[01:24:49] <flyboy> ok
[01:25:03] <jmkasunich> you'll need to figure out if the Xylotex is set up for microstepping
[01:25:35] <flyboy> i set it up for micro stepping when i ran mach3
[01:25:45] <jmkasunich> I think it is when then ship it, but I don't remember for sure (I have a xylotex here, but I've had if for a couple years, don't remember if it was set at 8x when I got it, or if I change the setting)
[01:25:54] <jmkasunich> ok, so you know its at 8x?
[01:25:58] <flyboy> yes
[01:26:01] <jmkasunich> ok
[01:26:17] <jmkasunich> 200 steps per rev times 8x microstepping = 1600 steps/rev
[01:26:39] <flyboy> ok i will take your word for it
[01:26:45] <jmkasunich> 1600 steps/rev * 16 revs/inch = 25,600 counts per inch
[01:27:05] <jmkasunich> don't take my word for it - get out a calculator! ;-)
[01:27:23] <jmkasunich> 200 times 8 = 1600
[01:27:28] <flyboy> yep
[01:27:32] <jmkasunich> and 1600 times 16 = 25600
[01:27:38] <flyboy> true
[01:27:42] <jmkasunich> so the scaling number you need is 25600
[01:27:57] <flyboy> ok where do i enter that
[01:28:00] <jmkasunich> so, back to stepper_inch.ini (still open in the editor?)
[01:28:12] <flyboy> yes
[01:28:18] <jmkasunich> scroll down till you find [AXIS_0]
[01:28:30] <flyboy> ok done
[01:28:41] <jmkasunich> then down another few lines to INPUT_SCALE = 4000 0
[01:28:46] <jmkasunich> change the 4000 to 25600
[01:29:17] <flyboy> ok
[01:29:33] <jmkasunich> at this point we have no idea how fast your machine will run, so we won't mess with velocities or accels yet
[01:29:44] <jmkasunich> scroll down some more, to [AXIS_1]
[01:30:00] <jmkasunich> again there is INPUT_SCALE = 4000 0
[01:30:05] <jmkasunich> change it to 25600
[01:30:15] <jmkasunich> and again for [AXIS_2]
[01:30:32] <jmkasunich> (does your Z axis have the same scaling, or is the leadscrew different for Z?)
[01:31:09] <flyboy> yes same leadscrew
[01:31:21] <flyboy> no
[01:31:29] <jmkasunich> ?
[01:31:29] <flyboy> no not the z
[01:31:54] <flyboy> hold
[01:32:54] <flyboy> it has4.923077 turns per inch
[01:33:00] <jmkasunich> heh
[01:33:02] <jmkasunich> ok
[01:33:52] <jmkasunich> 4.923077 turns per inch, times 1600 steps per turn = 7876.9232 steps per inch
[01:34:19] <jmkasunich> so for [AXIS_2], you want "INPUT_SCALE = 7876.9232 0"
[01:34:51] <flyboy> ok done
[01:35:07] <jmkasunich> ok, back up to the top of the file
[01:35:18] <flyboy> ok
[01:35:25] <jmkasunich> there is a heading "Sections for display options"
[01:35:41] <jmkasunich> looks like:
[01:35:42] <jmkasunich> #+ Name of display program, e.g., xemc
[01:35:42] <jmkasunich> # DISPLAY = axis
[01:35:42] <jmkasunich> # DISPLAY = usrmot
[01:35:42] <jmkasunich> # DISPLAY = mini
[01:35:42] <jmkasunich> DISPLAY = tkemc
[01:35:59] <flyboy> yes iam thinking about axis
[01:35:59] <jmkasunich> remove the # in front of "DISPLAY = axis"
[01:36:09] <jmkasunich> and add a # in front of DISPLAY = tkemc
[01:36:22] <jmkasunich> (# means "ignore this line")
[01:36:34] <jmkasunich> so the one with no # is the one that is used
[01:36:46] <flyboy> ok done
[01:37:22] <jmkasunich> save the file
[01:37:35] <flyboy> ok done
[01:38:42] <jmkasunich> ok, go to the main applications menu (botton left of screen)
[01:38:49] <jmkasunich> applications->CNC->EMC2
[01:39:02] <jmkasunich> you should get a list
[01:39:20] <jmkasunich> one of the first entries will be "/home/(your user name)/emc2/configs
[01:39:25] <jmkasunich> under that will be "stepper"
[01:39:36] <jmkasunich> and under that "stepper_inch" and "stepper_mm"
[01:39:42] <jmkasunich> click on stepper_inch
[01:39:55] <jmkasunich> then click OK
[01:41:01] <jmkasunich> did axis come up?
[01:43:17] <jmkasunich> flyboy: anything?
[01:43:19] <flyboy> i did click on stepper_in but where do i click ok
[01:43:41] <jmkasunich> bottom right?
[01:44:12] <flyboy> stepper in just opens
[01:44:13] <jmkasunich> you are looking at a screen with a penguin on the left, a list in the middle, and "OK" and "Cancel" on the bottom right?
[01:44:55] <flyboy> no
[01:45:31] <jmkasunich> exit out of whatever you are looking at
[01:45:43] <jmkasunich> go to the main applications menu on the bottom left of the screen
[01:45:58] <jmkasunich> (the "Start" menu on windoze)
[01:46:23] <jmkasunich> if you click that, you should see "Accessories", "CNC", and a number of others, right?
[01:46:59] <flyboy> app are top left
[01:47:30] <jmkasunich> oh, sorry
[01:47:39] <flyboy> app places system
[01:47:41] <jmkasunich> I guess thats a configuration thing, mine are on the bottom
[01:47:46] <jmkasunich> so I led you astray
[01:47:52] <jmkasunich> apps->cnc->emc2
[01:47:59] <flyboy> that ok you been great
[01:48:22] <jmkasunich> now do you have the penguin (with a hammer)?
[01:49:03] <flyboy> ok yep
[01:49:25] <jmkasunich> ok, now you should see /home/(your user name)/emc2/configs
[01:49:30] <jmkasunich> under that "stepper"
[01:49:39] <jmkasunich> under that "stepper_inch" and "stepper_mm"
[01:49:51] <flyboy> ok axis came up
[01:49:56] <jmkasunich> yay!!!
[01:50:00] <flyboy> no shit
[01:50:23] <jmkasunich> see the red X button under "File"?
[01:50:35] <flyboy> ok are the pin ok so i can hook up
[01:50:38] <flyboy> yes
[01:50:39] <jmkasunich> click it so it pops out (that takes the machine out of estop
[01:50:51] <flyboy> ok
[01:50:57] <jmkasunich> then the one next to it, dull red and square
[01:51:03] <jmkasunich> click it so it pops in
[01:51:10] <jmkasunich> that is machine on
[01:51:10] <flyboy> ok done
[01:51:22] <jmkasunich> the manual control tab should be showing
[01:51:29] <flyboy> yes
[01:51:46] <jmkasunich> the jog speed slider down near the bottom is probably very low
[01:51:53] <jmkasunich> raise it to 5-10 inches a minute
[01:51:56] <flyboy> yes
[01:52:18] <flyboy> ok done
[01:52:24] <jmkasunich> then hit the + or - buttons right under the axis near the top of the manual control tab
[01:52:34] <jmkasunich> that should move the machine if everything is working
[01:52:50] <jmkasunich> the numbers inthe black window should change, and the machine should move
[01:53:20] <flyboy> well i dont have it hook up as i did not know if the pins where ok
[01:53:44] <jmkasunich> if you have the standard xylotex 3 axis board and cable, the pins should be all set
[01:54:39] <flyboy> ok iam going into the shop and hook it up thanks you very much for your help
[01:54:49] <jmkasunich> you are welcome
[01:56:05] <flyboy> what cnc do you have what kind of mill
[01:56:21] <jmkasunich> to be honest, I don't have my machine CNC'd yet
[01:56:37] <jmkasunich> I spend too much time working on EMC software and not enough building my machine
[01:56:55] <flyboy> do you have cad software
[01:57:05] <jmkasunich> nope
[01:57:16] <flyboy> would you like some
[01:57:18] <jmkasunich> strictly a crank-turner machinist right now
[01:57:33] <flyboy> cool
[01:57:46] <flyboy> i did that for 15 years
[01:57:47] <jmkasunich> oh, I have CAD (easycad) but not CAM
[01:58:16] <flyboy> i have mastercam but iam still learning
[02:09:35] <jmkasunich> logger_aj: bookmark
[02:09:35] <jmkasunich> See
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-10-04#T02-09-35
[02:34:57] <NickServ> This nickname is owned by someone else
[02:34:57] <NickServ> If this is your nickname, type /msg NickServ IDENTIFY <password>
[04:17:52] <A-L-P-H-A> * A-L-P-H-A pokes K`zan in the eye
[06:46:15] <A-L-P-H-A> ohla
[07:28:31] <fenn> http://www.pat2pdf.org/patents/pat7033406.pdf
[07:29:06] <fenn> any obvious flaws in this that i'm missing?
[08:02:40] <anonimasu> morning
[08:21:20] <A-L-P-H-A> hey anonimasu.
[08:23:43] <anonimasu> what's uip?
[08:23:48] <anonimasu> I just ordered belts for the machine :)
[08:23:55] <A-L-P-H-A> cool.
[08:23:57] <anonimasu> spindle that is
[08:24:03] <anonimasu> 5kw belt :)
[08:24:07] <A-L-P-H-A> I'm trying to figure out NTFS r/w mounting in linux
[08:24:12] <anonimasu> oh
[08:24:20] <anonimasu> nice :)
[08:24:41] <anonimasu> "mount -rw -tntfs"
[08:24:54] <A-L-P-H-A> that's with what?
[08:24:54] <anonimasu> I think you need ntfstools or something like that to go
[08:25:05] <A-L-P-H-A> I'm using ntfsmount atm.
[08:25:17] <anonimasu> fot mountingnever used that..
[08:25:25] <anonimasu> though mount just redirects there I thnik
[08:25:42] <A-L-P-H-A> umm...
[08:25:46] <A-L-P-H-A> I'll try agian
[08:25:53] <A-L-P-H-A> it now only works with su
[08:26:02] <anonimasu> yeah
[08:26:12] <anonimasu> writing?
[08:26:12] <A-L-P-H-A> how can I use nautilus with this?
[08:26:20] <A-L-P-H-A> I just want to delete files atm.
[08:26:31] <anonimasu> you need to add uid=1000
[08:26:33] <A-L-P-H-A> don't want to right anything to the ntfs drive.. just read/delete (which is write)
[08:27:09] <A-L-P-H-A> how's the command go then? mount -rw -tntfs /dev/hda1 /media/windows/
[08:27:38] <anonimasu> yeah
[08:27:44] <A-L-P-H-A> mount -rw -tntfs /dev/hda1 /media/windows/ -o uid=1000
[08:27:46] <A-L-P-H-A> ??
[08:28:00] <A-L-P-H-A> omg.
[08:28:03] <A-L-P-H-A> it looks like it worked. :D
[08:31:12] <A-L-P-H-A> so anonimasu, what's up?
[08:31:39] <anonimasu> not much
[08:31:41] <anonimasu> I just got to work
[08:31:46] <anonimasu> trying to get the laptop installed
[08:36:56] <A-L-P-H-A> Is there an app out there for linux to test my hard drive read/write speeds?
[08:39:18] <A-L-P-H-A> anonimasu: " mount -rw -tntfs /dev/hda1 /media/windows/ -o uid=1000 " doesn't seem to allow me to delete files.
[08:42:14] <anonimasu> hm, are you root when doing it?
[08:42:20] <anonimasu> deleting
[08:42:26] <A-L-P-H-A> yeah
[08:42:29] <anonimasu> very odd
[08:42:32] <A-L-P-H-A> I'm in a "sudo -i" window
[08:43:00] <A-L-P-H-A> I have access to everything
[08:43:25] <A-L-P-H-A> tells me it's a readonly disc
[08:43:40] <anonimasu> try dmesg
[08:45:52] <alex_joni> A-L-P-H-A: it might be that the ntfs driver doesn't want to mount RW
[08:46:43] <A-L-P-H-A> tried this now. "ntfsmount /dev/hda1 /media/windows -o umask=0007,uid=1000"
[08:46:45] <A-L-P-H-A> mounted...
[08:46:52] <A-L-P-H-A> just giving me generic errors.
[08:46:55] <A-L-P-H-A> lovely
[08:47:04] <A-L-P-H-A> "generic error" is the error message.
[08:47:06] <A-L-P-H-A> heh
[08:48:07] <A-L-P-H-A> I can do it in a shell
[08:48:10] <A-L-P-H-A> do,
[08:48:22] <A-L-P-H-A> I can delete stuff in a shell, just not in nautilus
[08:51:00] <anonimasu> lol
[08:51:13] <alex_joni> that's probably because of the umask
[08:51:13] <anonimasu> sudo nautilus
[08:51:18] <alex_joni> right
[08:51:23] <alex_joni> or use umask=0777
[08:52:37] <anonimasu> * anonimasu nods
[08:52:54] <A-L-P-H-A> okay, un mounted, remounted with that umask.
[08:54:25] <A-L-P-H-A> hmm... not fun.
[08:54:34] <A-L-P-H-A> I wonder if I've somehow corrupted the partition now.
[08:55:07] <anonimasu> hm
[08:55:12] <anonimasu> maybe
[08:55:15] <anonimasu> ^_^
[08:55:33] <anonimasu> really scary stuff
[08:55:42] <A-L-P-H-A> brb... going to reboot into windows.
[09:02:55] <A-L-P-H-A> I think I may know why
[09:03:13] <A-L-P-H-A> I have junctions (directory links)
[09:45:46] <anonimasu> :)
[11:58:14] <alex_joni> * alex_joni yawns
[11:58:30] <anonimasu> * anonimasu yawns
[11:58:33] <anonimasu> ^_^
[11:58:39] <anonimasu> I just found a bug
[11:58:57] <SWPadnos> why do you keep doing that? ;)
[11:59:04] <anonimasu> haha
[11:59:14] <anonimasu> it's the first bug in 4 months
[11:59:24] <anonimasu> http://eds.dyndns.org:81/~rifraf/images/spider3.jpg
[11:59:33] <anonimasu> now that's another kind of bug.
[11:59:47] <SWPadnos> with lots of little buglets, it looks like
[12:00:00] <anonimasu> * anonimasu nods
[12:00:13] <anonimasu> now if my belts and stuff would arrive :)
[12:02:15] <alex_joni> anonimasu: black belt?
[12:02:20] <alex_joni> to kick the spider?
[12:02:26] <anonimasu> haha
[12:02:44] <anonimasu> we are delivering one of the tree thingies next monday I think
[12:02:58] <anonimasu> and I'm workign on some gui changes
[12:04:54] <alex_joni> * alex_joni hates doing that
[12:05:01] <alex_joni> changing something before shipping
[12:05:04] <anonimasu> oh, this are minor ones..
[12:05:19] <anonimasu> * anonimasu is adding a secret menu with the parameters that users shouldnt twerak
[12:05:20] <anonimasu> tweak
[12:05:40] <anonimasu> calibration parameters and stuff
[12:07:16] <anonimasu> :)
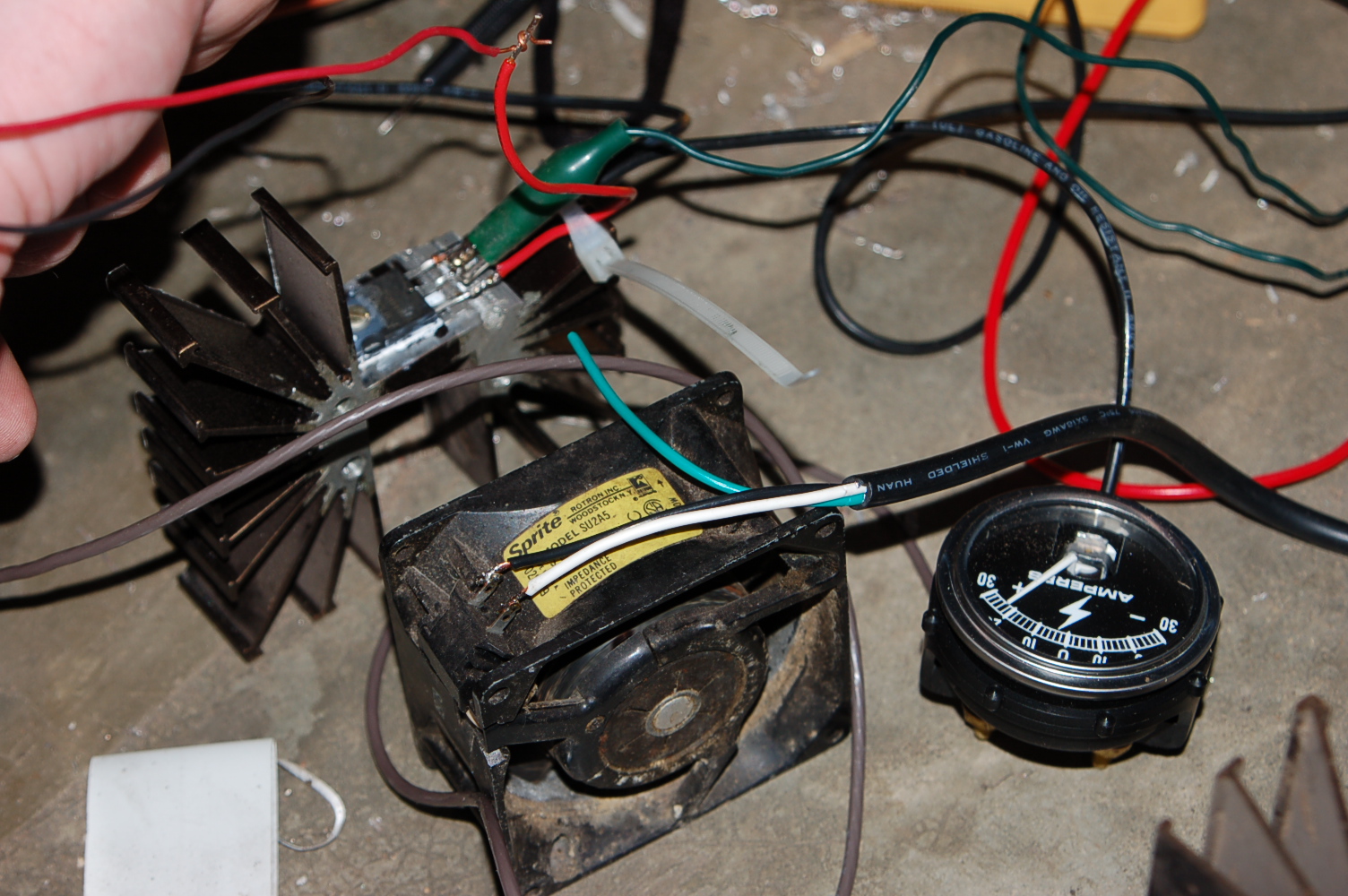
[12:10:36] <skunkworks> alex_joni:
http://www.electronicsam.com/images/KandT/servostart/DSC_2105.JPG
[12:11:01] <skunkworks> I didn't let the smoke out of it - suprisingly
[12:11:49] <SWPadnos> you didn't try to put 40A through those wires, did you? ;)
[12:12:01] <fenn> why is it on sideways?
[12:12:30] <skunkworks> actually - the current carrying wires where #12.
[12:12:59] <alex_joni> skunkworks: nice
[12:13:03] <skunkworks> I had cut up a heatsink to do a worst case
[12:13:11] <alex_joni> SWPadnos: only 20A if I read the logs right :)
[12:13:22] <SWPadnos> ~23, in my view ;)
[12:13:29] <alex_joni> lol
[12:13:41] <skunkworks> thats as high as I can go. jmkasunich was right as usual :)
[12:13:48] <alex_joni> I like that top red connection :D
[12:13:57] <skunkworks> gate :)
[12:14:02] <alex_joni> this is scary:
http://www.mcwhorterpestcontrol.com/photos/image001.jpg
[12:14:18] <SWPadnos> err - yeah
[12:14:26] <SWPadnos> I'm glad I'm not inthe national guard any more
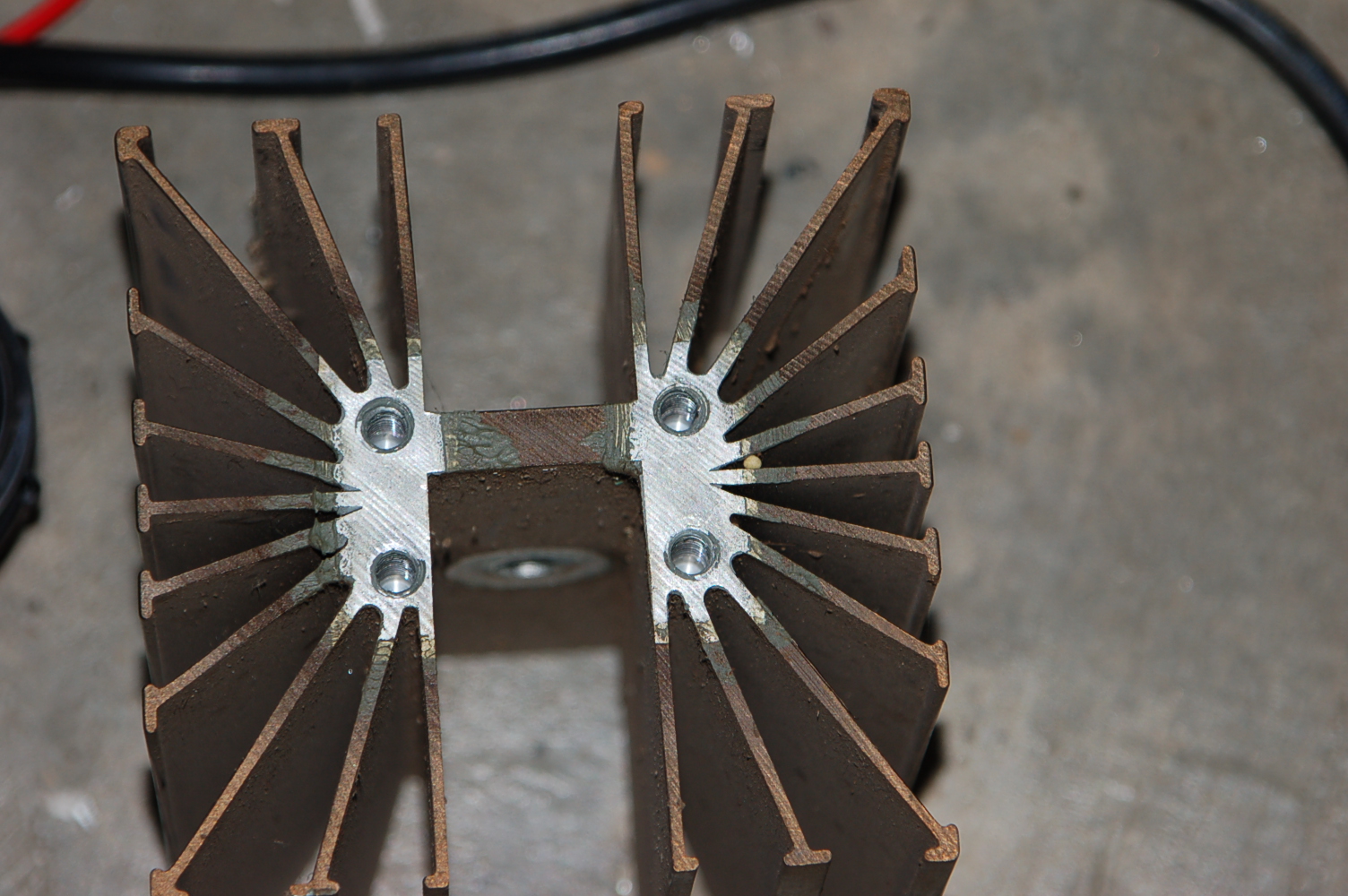
[12:15:15] <skunkworks> I have a bunch of these heat sinks I think I am going to mill
http://www.electronicsam.com/images/KandT/servostart/DSC_2107.JPG
[12:16:00] <SWPadnos> is that channel not wide enough to put the transistor in (without milling)?
[12:16:37] <skunkworks> I was hoping to have it hang off the edge of the circuit board. I don't think so.
[12:16:53] <skunkworks> but I have not made exact measruments yet.
[12:17:27] <skunkworks> fenn: that is why it is mounted that direction - because that is how I was planning on mounting them
[12:18:09] <fenn> so you are trying to save space by mounting the heatsink sideways?
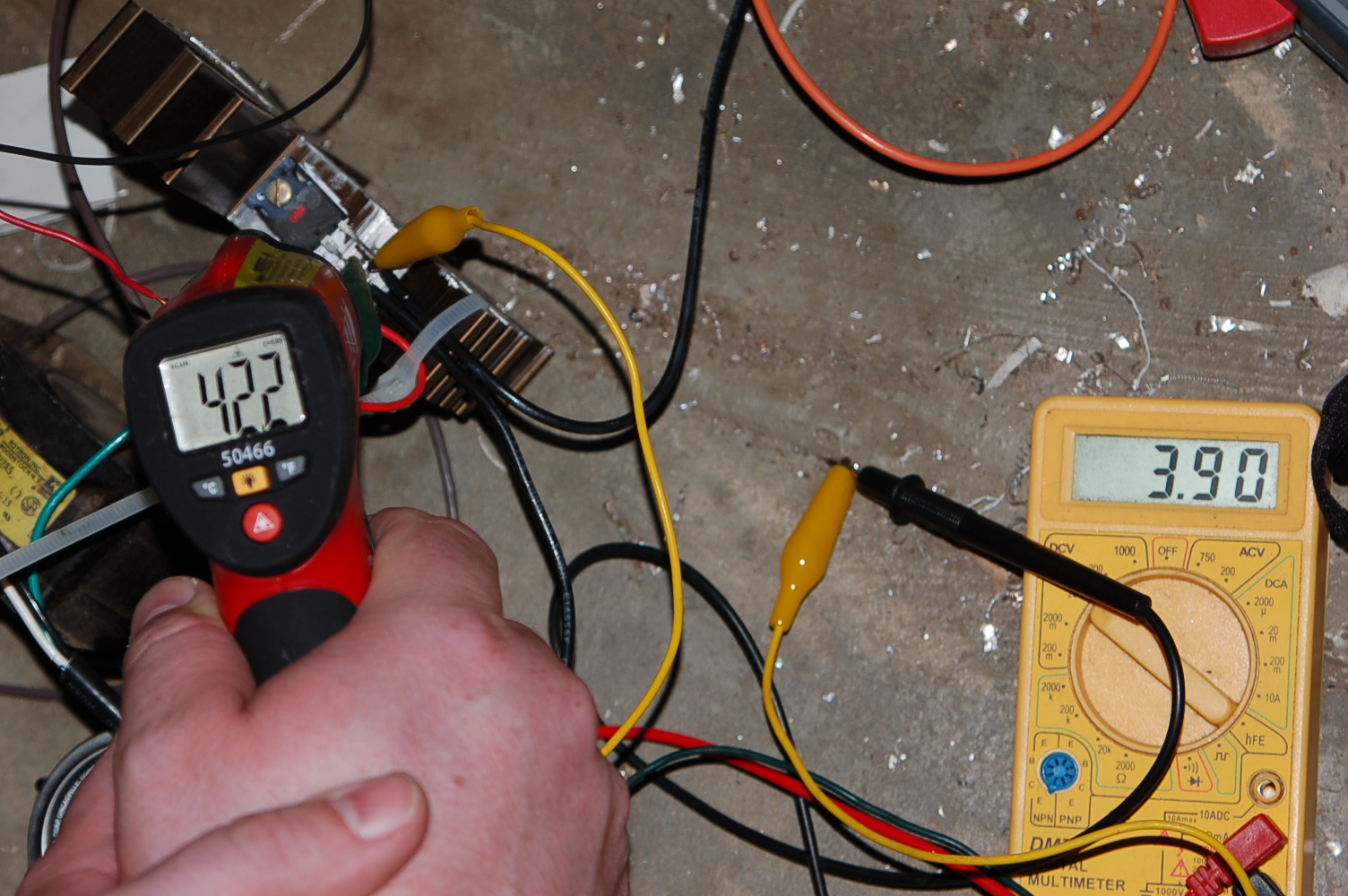
[12:18:29] <skunkworks> father kept on bringing out equipment - first it was a dc clamp amp meter.. That was nice. then he brought out this.
http://www.electronicsam.com/images/KandT/servostart/DSC_2110.JPG
[12:19:13] <SWPadnos> temp gun - cool
[12:19:13] <skunkworks> fenn - because I am planning to put 2 mosfets and 2 free wheeling diodes on one heat sink.
[12:19:21] <SWPadnos> I have a cheap Radio Shack version
[12:19:38] <fenn> oh i see.. that heatsink has been bandsawed then?
[12:19:51] <skunkworks> yes - just to test
[12:25:37] <jepler> I wonder if changes to the wiki warrant being announced on CIA
[12:25:49] <jepler> sometimes it's nice to know that there are updates, and it wouldn't create that many messages
[12:25:51] <alex_joni> they were at one point
[12:25:53] <jepler> * jepler wanders off again
[12:26:01] <jepler> hi alex
[12:26:05] <alex_joni> back when the wiki was stored in CVS too
[12:26:07] <alex_joni> hi jeff
[12:26:41] <alex_joni> but it wasn't a message when the wiki changed, but rather one message once per week? when the cron saved all the pages
[12:27:00] <SWPadnos> hi guys
[12:27:10] <alex_joni> yeah yeah
[12:27:18] <alex_joni> * alex_joni grins :D ..
[12:27:20] <alex_joni> hi SWPadnos
[12:27:21] <SWPadnos> I think it was the daily backup that created a message, not changes per se
[12:27:34] <alex_joni> right.. that's what I said :D
[12:27:38] <alex_joni> or at least meant to
[12:27:48] <SWPadnos> right - I'll be back with coffee in a sec ;)
[12:28:24] <alex_joni> jepler: now that you mention it, it wouldn't be that hard to extend the wiki perl script to send an email to CIA upon page changes :)
[12:37:35] <SWPadnos> but not do so for things marked as "minor edits"
[12:40:00] <alex_joni> right.. one day when I'll know enough perl :)
[12:40:05] <SWPadnos> heh
[12:40:17] <skunkworks> what would be considered a minor edit? spelling/grammer?
[12:40:29] <SWPadnos> that's what I use the checkbox for
[12:40:42] <SWPadnos> also other typos (though those can be significant for a user)
[12:42:15] <skunkworks> forgot to say - any thing over about 24 amps and the juction voltage would climb :)
[12:42:43] <skunkworks> oh - and without a fan - it would boil spit.
[12:43:00] <SWPadnos> that's why it got hot - it didn't like getting spit on ;)
[12:45:13] <alex_joni> lol.. who would?
[12:45:46] <alex_joni> oh, and the fan doesn't allow the spit to reach it.. right
[12:46:26] <skunkworks> If you need to know - I used my finger to apply the spit. The air flow did not come into play.
[12:46:39] <fenn> you touched a boiling hot surface with your finger?
[12:46:49] <SWPadnos> the boiling spit protects you
[12:46:57] <skunkworks> sure - why not?? Just have to do it reletivly fast.
[12:47:00] <fenn> hmm
[12:48:05] <alex_joni> fenn: got something from you the other day ;)
[12:48:12] <alex_joni> Cowboy Bebop OST 3 - 14 - We Qui Non Coin
[12:49:23] <fenn> speaking of obsession, i've been rather obsessed with this for the past 4 hours:
http://www.pat2pdf.org/patents/pat7033406.pdf
[12:50:49] <skunkworks> hmm - big capasitor? with regulation. (sorry didn't really read it that close)
[12:51:03] <skunkworks> :)
[12:51:10] <SWPadnos> oh - the EEStore battery
[12:51:17] <SWPadnos> very cool stuff, I think
[12:51:49] <SWPadnos> in some articles, they mention that for $9 or so, you can get enough energy in one of these things to run an electric car 500 miles
[12:52:45] <fenn> well, it depends on the price of electricity
[12:52:51] <SWPadnos> yes
[12:53:03] <fenn> but i can see a lot more uses for this than electric cars
[12:53:19] <SWPadnos> of course - unfortunately that includes weaponry
[12:53:38] <SWPadnos> but laptop/other portable electronic devices should benefit as well
[12:54:07] <fenn> do you think it would be feasible to reduce the thickness of the dielectric layer?
[12:54:13] <fenn> 3500V is a lot
[12:54:30] <fenn> not a huge problem for an electric car, but not something you want to tackle in a cellphone
[12:54:35] <SWPadnos> I haven't read the patent, so I definitely don't know
[12:54:40] <fenn> ok
[12:54:47] <fenn> the patent goes into exhaustive detail
[12:54:55] <SWPadnos> however, I may read it now, and/or point my parents at it
[12:55:08] <fenn> whoever wrote it doesnt know much about writing patents or is intentionally giving away most of their secrets
[12:55:21] <fenn> well, lemme rephrase that
[12:55:22] <SWPadnos> (it's nice to have two P-Chem PHd's I can ask questions)
[12:55:31] <fenn> whoever wrote it sucks at writing patents
[12:55:34] <SWPadnos> err - PhD
[12:55:57] <SWPadnos> well, patents are pretty annoying to write anyway - it may not be their fault
[12:56:07] <fenn> yeah
[12:57:37] <SWPadnos> hmmm - 336 pounds for a 52 kW*h battery
[12:57:50] <fenn> it's 13.5"x13.5"x11"
[12:58:06] <SWPadnos> about the size of a normal car battery
[12:58:14] <fenn> 2 car batteries maybe
[12:58:28] <SWPadnos> one big or 2 small (or in between) ;)
[13:02:51] <SWPadnos> whoa - it's interesting that they say that a NiMH battery self-discharges 5-10% per day
[13:03:09] <fenn> yeah NiMH suck that way
[13:04:39] <fenn> "The self-discharge is 5-10% on the first day[citation needed], and stabilizes around 0.5-1% per day at room temperature."
[13:05:12] <SWPadnos> ok, so "surface charge" goes away quickly, then it settles down
[13:05:17] <fenn> i picked up my digital camera today - totally dead
[13:05:52] <fenn> it uses AA batteries so it doesnt keep them topped up
[13:07:29] <SWPadnos> hmmm - isn't aluminum oxide part of high-energy solid rocket fuel?
[13:07:37] <SWPadnos> or was that aluminum dioxide?
[13:08:00] <fenn> aluminum powder and iron oxide?
[13:08:19] <fenn> i cant imagine aluminum oxide as a rocket fuel - it's too stable
[13:09:23] <fenn> the space-shuttle "The propellant mixture in each SRB motor consists of an ammonium perchlorate (oxidizer, 69.6 percent by weight), aluminum (fuel, 16 percent), iron oxide (a catalyst, 0.4 percent), a polymer (a binder that holds the mixture together, 12.04 percent), and an epoxy curing agent (1.96 percent). "
[13:09:28] <SWPadnos> hmmm - you can't expose aluminum to air without it quickly getting an oxide coating
[13:10:16] <alex_joni> who said anything about air?
[13:10:33] <SWPadnos> anyway - I was reading through the materials part of the patent, and remembered things like the Hindenburg and John Carmack's rockets
[13:10:37] <fenn> who said anything about aluminum?
[13:11:01] <SWPadnos> it's in the patent, section 3 at the top of page 4
[13:11:13] <fenn> oh, whoops, in the glass coating
[13:11:50] <fenn> al2o3 is like sandpaper grit
[13:12:20] <SWPadnos> true - it is hard stuff
[13:14:56] <SWPadnos> wow - now that's a patent sentence: (will take a bit to type)
[13:16:09] <SWPadnos> "Also, the method described in this patent of coating the calcium magnesium aluminosilicate glass ensures that the hot-isostatic-pressed double-coated composition-modified barium titanate high-relative-permittivity layer is uniform and homogeneous."
[13:17:44] <alex_joni> lol
[13:22:34] <alex_joni> * alex_joni is on the floor laughing
[13:22:37] <alex_joni> check this out..
[13:22:55] <alex_joni> my collegue got an toroidal transformer which outputs slightly more than he needs
[13:23:11] <alex_joni> so I suggested he wrapps some wire on the primary, to make it output less
[13:23:47] <SWPadnos> did you mention that he has to connect it to the primary wires, and wind it backwards?
[13:23:51] <skunkworks> wrapped it the wrong direction?
[13:23:58] <alex_joni> so he did.. but went the wrong way around.. so it outputs more now
[13:24:28] <alex_joni> that was the first time.. so I told him.. you need to go the other way
[13:24:44] <SWPadnos> uh-oh ;)
[13:24:47] <alex_joni> so he did.. starting from where the leads are he now went right, not left
[13:24:54] <skunkworks> funny
[13:24:58] <alex_joni> but still in the same direction regarding the tor
[13:25:01] <alex_joni> ROFL..
[13:25:09] <alex_joni> now he does it the third time :D
[13:25:29] <alex_joni> didn't do it backwards :))
[13:25:36] <skunkworks> I hope you made fun of him. Maybe laughing and pointing in his direction.
[13:25:45] <alex_joni> indeed
[13:26:24] <alex_joni> and I _told_ him only to do a couple of threads and then check :D
[13:26:43] <alex_joni> but no.. he did about 50 before checking :D
[13:40:14] <skunkworks> thats ok - I thougth once that if I hooked up a bridge rectifier backwards I would get ac out.
[13:41:30] <anonimasu> ´lol
[13:47:34] <fenn> me too!
[13:47:57] <fenn> "conservation of energy, it's obvious"
[13:50:44] <alex_joni> heh.. and when you think that doing AC->DC->AC->DC-AC a few times leaves you with no energy at all :D
[14:25:17] <anonimasu> hehe
[14:47:27] <skunkworks> fenn: you wouldn't happen to know if there is a to-247 package in eagle (2 leg diode version)
[14:47:57] <skunkworks> like this
http://www.fairchildsemi.com/ds/RU%2FRURG5060.pdf
[14:48:03] <skunkworks> I can't find one.
[14:57:50] <alex_joni> skunkworks: draw one.. it's usually fastest
[14:59:29] <skunkworks> I tried that once. I didn't get very far. Guess I am going to have to play with it some more. Eagle is very counter-intuitive to me.
[15:19:52] <alex_joni> heh.. no more war?
[15:24:38] <SWPadnos> no more war - where'd you see a silly notion like that?
[15:26:19] <Bo^Dick> is this correct?
http://www.carmi.se/misterstarshine/Projects/code.htm
[15:26:24] <alex_joni> I always thought "make peace" and "not war" are together
[15:27:16] <SWPadnos> that should probably be in temp, pinc
[15:27:34] <SWPadnos> since you probably want to read the pins, not what you're outputting to them
[15:27:46] <SWPadnos> (or the pull-up settings for pins configured as input)
[15:28:13] <SWPadnos> alex: ah yes - I missed the sign-on message
[15:33:57] <alex_joni> the peace timed out
[15:35:47] <SWPadnos> apparently ;)
[15:45:41] <alex_joni> * alex_joni goes home
[15:45:43] <alex_joni> later everyone
[16:06:28] <alex_joni> back :)
[16:07:16] <SWPadnos> a 40-minute commute. not too bad ;)
[16:08:54] <alex_joni> 40?
[16:09:14] <SWPadnos> err - 20? ;)
[16:09:26] <alex_joni> SWPadnos: get another coffee mug
[16:09:36] <SWPadnos> maybe I should brew a second pot
[16:21:46] <Lerneaen_Hydra> 'lo
[16:21:52] <alex_joni> 'lo
[16:25:52] <vq_> vq_ is now known as ValarQ
[16:28:22] <Lerneaen_Hydra> anything new?
[16:29:32] <alex_joni> about 300.000 new born babies
[16:30:05] <Lerneaen_Hydra> in a blender
[16:30:11] <Lerneaen_Hydra> other than that?
[16:30:16] <bill20r3> Mmmm babylicious
[16:47:25] <alex_joni> argh...
[16:47:33] <alex_joni> * alex_joni is doing IEC 848 again :(
[16:59:11] <Lerneaen_Hydra> that sounds nasty
[16:59:43] <alex_joni> http://en.wikipedia.org/wiki/Sequential_function_chart
[17:01:16] <Lerneaen_Hydra> that looks uncannily like seimens S7-graph
[17:01:34] <Lerneaen_Hydra> http://www.automation.siemens.com/simatic/industriesoftware/html_76/produkte/software-s7-graph.htm
[17:01:55] <Lerneaen_Hydra> I found it ok for PLC's actually, as long as the task is simple
[17:03:30] <alex_joni> bbl
[17:17:28] <Lerneaen_Hydra> * Lerneaen_Hydra pokes alex_joni
[18:05:36] <A-L-P-H-A> alex_joni, I remember that being states, states programming, or something to that effect.
[18:30:24] <anonimasu> hehe
[18:30:31] <anonimasu> I'm pondering starting to wire up my plc..
[18:35:28] <anonimasu> hmm, the most advanced siemens plc stuff looks like toys compared to what I code in :/
[18:35:52] <anonimasu> ^_^
[18:36:54] <Lerneaen_Hydra_> seimens really does look like toys
[18:37:03] <Lerneaen_Hydra_> then again it seems to be made for code monkeys
[18:42:41] <threeseas> heloo
[18:42:56] <SWPadnos> hello
[18:45:26] <threeseas> I recently took a class in alphacam at C. R. Onsrud and due to the apparent turf war between onsrud and komo there is a claim by C.R. Onsrud that komo won't write a proper post for the onsrud (for komos router-cim software)
[18:46:00] <SWPadnos> ok ...
[18:46:44] <threeseas> Trying to get to the bottom of it I thought that since one of the onsrud controllers can handle iso rs274 standard g-code and komo includes an ios rs274 output post, that this would work
[18:47:35] <threeseas> what I have since come to believe is that standard g-code is intermixed with machine specific code... making nothing really completely standard
[18:48:30] <SWPadnos> yep - I'd say that the standard defines a subset that most manufacturers support, but that they more or less all add extensions to it
[18:49:05] <threeseas> But it leaves me wondering that if standard g-code is the majority of the program then it should be possible to create a trans lator from one machine specific code to anothr
[18:49:36] <threeseas> somethinbg that could even be done in a macro or set of macros in a text processor
[18:49:54] <threeseas> search and replace with conditionals
[18:50:06] <SWPadnos> could be, but it's probably easier to just use the common subset of codes - lines, rapids, maybe arcs, etc.
[18:51:04] <SWPadnos> I think the real problem comes from peck driloling cycles, how they handle macros and/or variables, whether they actually add additional functionality to existing codes (for example, non-orthogonal planes)
[18:51:10] <SWPadnos> drilling, that was
[18:51:33] <threeseas> SMPadnos: except the problem is that if komo is really not doing onsrud right, and it is generally up to the software creator that generates the g-code to do the post processor... well there must be a way around it.
[18:51:34] <SWPadnos> also modal variables (ie, putting hte machine into a mode where it may interpret the same code in a different way)
[18:52:16] <SWPadnos> I dunno anything about a possible turf war there (and wouldn't want to get involved if I did ;) )
[18:52:54] <threeseas> well, as an end user I'm not very pleased with being stuck in the middle of it
[18:53:26] <SWPadnos> indeed, I can imagine
[18:55:16] <SWPadnos> hmmm - Komo and CR Onsrud are competing machine manufacturere, why would you need to use one to generate code for the other?
[18:55:49] <SWPadnos> or do you use a machine-based system to create parts (rather than a CAD package, such as SolidWorks)?
[18:56:06] <alex_joni> hi all
[18:56:12] <SWPadnos> hi Alex
[18:56:31] <alex_joni> hmm.. that was nice ;) 1.5 hours massage ...
[18:56:50] <SWPadnos> bastid
[18:57:07] <alex_joni> SWPadnos: 7$
[18:57:08] <SWPadnos> then again, I'm not a huge fan of getting massages
[18:57:22] <SWPadnos> heh - I think my wife would like it there ;)
[18:57:30] <threeseas> So getting around such astro turf I guess I can (if I can find it) time outputting code of the same shapes for the different machines and using the different programs untill I see enough to create a translation in a macro.
[18:57:35] <Lerneaen_Hydra_> alex_joni: sweet
[18:57:51] <alex_joni> threeseas: why bother?
[18:58:06] <alex_joni> threeseas: the proper way would be to write a postprocessor which does the right job
[18:58:20] <alex_joni> certainly most CAM apps allow users to implement their own postprocessor
[18:59:46] <threeseas> C.R. Onsrud doesn't create software,, only hardware. Komo creates hardware and a software package. There are two packages that run within Autocad... We use autocad. Alphacam is not one of them. Alphacam is not as usefule to us as autocad. Even the Alphacam teacher said he has never been able to convert autocad user to use only Alphacam...
[19:00:37] <SWPadnos> there are programs that will convert DXF files to G-Code, and there are standalone CAM programs that can be customized
[19:00:38] <threeseas> Alex-_joni. to wrote a post processor for use in routercim I would need to probably now soem of the proprietary information about routercim.
[19:02:00] <threeseas> Yeah, Alphacam has some komo posts that can be modified, But router-cim has some capabilities alphacam doesn't though in general alphacam is easier to use
[19:02:14] <Lerneaen_Hydra_> * Lerneaen_Hydra_ *coughedgecamcough*
[19:02:16] <Lerneaen_Hydra_> ;)
[19:02:57] <threeseas> there are only two cam packages that I know of that work within autocad. router-cim and microvellum
[19:03:00] <alex_joni> SWPadnos: did I mention lately I hate java?
[19:03:09] <SWPadnos> hmmm. I don't think so
[19:03:20] <SWPadnos> do you hate it as much as I hate LabView?
[19:03:40] <threeseas> Well I need to get my car out of the shop.
[19:03:40] <SWPadnos> threeseas, does it have to operate from within AutoCad?
[19:03:42] <threeseas> ~~~
[19:04:33] <threeseas> I'd prefer it did cause there is a higher pay scale for autocad users than just g-coders
[19:05:17] <threeseas> I'd reather spend more time in autocad to improve my autocad skills than in some other program
[19:05:54] <SWPadnos> using CAM isn't just about making G-code. you have to know about materials, removal rates, feeds/speeds, coolant, machine capabilities, etc.
[19:06:17] <SWPadnos> if you want to write G-code by hand, that's one thing. effectively using CAM is a different animal
[19:06:35] <threeseas> On the brite side. since alphacam is easier, once set up with company specific machining , then I can teach the other two autocad people and reduce my overall time doing cim work
[19:07:08] <SWPadnos> well, that is a plus ;)
[19:07:18] <threeseas> In the work I do thre is alot more to cad then cims.
[19:07:36] <threeseas> www.id3group.com if anyone is interested.
[19:07:44] <threeseas> gotta go.
[19:07:46] <threeseas> thanks
[19:07:52] <threeseas> ~~~
[19:08:14] <alex_joni> SWPadnos: probably not as much
[19:08:30] <SWPadnos> oh good. that level of hatred leads to wars ;)
[19:08:45] <alex_joni> poor labview people
[19:08:54] <SWPadnos> heh. I don't own a gun ...
[19:09:05] <alex_joni> fists work too
[19:09:21] <alex_joni> humans are equiped with deadly weapons by nature
[19:09:40] <SWPadnos> oh yeah. maybe I'll learn to use them one day
[19:10:58] <alex_joni> oh, btw.. I did somne drawings with my mill today :)
[19:11:18] <alex_joni> drew the spiral.ngc on paper :D
[19:11:19] <SWPadnos> hmmm - do I want to see? :)
[19:11:24] <SWPadnos> cool
[19:11:34] <alex_joni> SWPadnos: the base holding tha paper wasn't straight
[19:11:43] <alex_joni> so it didn't look very good.. (not touching all the time)
[19:13:18] <Lerneaen_Hydra_> alex_joni: you should have it spring loaded
[19:13:29] <Lerneaen_Hydra_> or a very very weak Z axis motor ;)
[19:14:53] <K`zan> alex_joni: Do you have a video (about 15M) about end mills?
[19:15:18] <alex_joni> K`zan: hmmm.. let me check
[19:15:30] <K`zan> alex_joni: Thanks!
[19:16:23] <alex_joni> K`zan: I have an How it's made, car engines
[19:17:28] <K`zan> :-), A-L-P-H-A lost his copy and I was just wondering if it might have shown how to re-grind the end mills. I know both too much and not enough about car engines :-).
[19:17:50] <alex_joni> nothing about endmills
[19:17:58] <K`zan> Thanks for looking though, appreciate the effort!
[19:18:17] <alex_joni> How_its_made-Cutting_tools-2006-07-28.mp4
[19:18:18] <K`zan> :-(, I guess I'll just save the crapped out ones and order some more.
[19:18:21] <alex_joni> might be this one?
[19:18:33] <K`zan> Possible?!???!?
[19:18:43] <alex_joni> dsplabs.cs.utt.ro/~juve/How_its_made-Cutting_tools-2006-07-28.mp4
[19:19:17] <K`zan> Got it coming in, THANKS!
[19:19:40] <alex_joni> 15615465 2006-08-04 20:03 How_its_made-Cutting_tools-2006-07-28.mp4
[19:19:43] <K`zan> Why am I having problems shelling out the $680 for the parts to CNC the mill? :-)
[19:20:12] <K`zan> * K`zan needs to just byte the bullet...
[19:29:50] <Lerneaen_Hydra_> alex_joni: cool video
[19:30:00] <Lerneaen_Hydra_> the production seems to be innefective though
[19:30:13] <Lerneaen_Hydra_> especially the roughing in the cnc lathe
[19:30:41] <K`zan> Yep, def interesting, would have probably be more so it I had the codec for the audio stream :).
[19:30:54] <Lerneaen_Hydra_> the tools just sit there for 5 seconds between each pass, though they could just have cut the video like that
[19:31:00] <Lerneaen_Hydra_> K`zan: it didn't say much
[19:31:25] <K`zan> Not likely to get all that equipment, will probably just have to buy new ones :-).
[19:32:01] <K`zan> My one attempt at grinding one resulted in a mess similar to beating on the part with an axe :-).
[19:57:30] <Lerneaen_Hydra_> bah
[19:57:38] <Lerneaen_Hydra_> 'night people
[19:57:44] <alex_joni> night
[20:06:03] <anonimasu> iab
[20:11:16] <A-L-P-H-4> wb
[20:11:22] <A-L-P-H-4> we missed you like the plague.
[20:11:54] <A-L-P-H-4> K`zan, it wasn't how to grind endmills... it was how they're made
[20:17:44] <pier_casa> night all
[20:20:50] <anonimasu> 8:/
[20:23:31] <anonimasu> K`zan: flirt with somone here to make them for you
[20:24:10] <anonimasu> ^_^
[20:24:15] <anonimasu> that's what I'd do
[20:24:18] <K`zan> :-) already learned all there is for that approach :-), I'd rather learn to grind my own :-)
[20:24:30] <anonimasu> parts for the cnc mill?
[20:25:10] <K`zan> no, just the end mill itself, all it takes is $680 to CNC the mill. All... heh.
[20:25:44] <anonimasu> what?
[20:27:27] <anonimasu> im being stupid :/
[20:30:59] <K`zan> :-), I have days like that too :).
[20:36:35] <A-L-P-H-4> someone made a jig to regrind mills.
[20:36:39] <A-L-P-H-4> it was pretty cool.
[20:36:56] <K`zan> Seems simpler to throw money at the problem :-).
[20:37:01] <A-L-P-H-4> he bought an indexing holder, and just used a grinding wheel.
[20:37:36] <A-L-P-H-4> there's a knot in my back. :(
[20:37:40] <A-L-P-H-4> did not sleep well at all.
[20:37:52] <K`zan> I'm still trying to figure out how I broke the flute...
[20:38:01] <A-L-P-H-4> cheap endmill?
[20:38:08] <K`zan> I rarely sleep well..
[20:38:21] <K`zan> Well, it was about $4 from Enco on sale.
[20:38:24] <A-L-P-H-4> <-- could be mean.
[20:38:28] <A-L-P-H-4> A-L-P-H-4 is now known as A-L-P-H-A
[20:38:33] <K`zan> is usually mean :-).
[21:18:52] <cradek> http://www.pbfcomics.com/?cid=PBF048AD-One_More_Day.jpg#117
[21:21:17] <alex_joni> lol
[21:34:51] <jepler> hm, I remember seeing this one ages ago:
http://www.pbfcomics.com/?cid=PBF015AD-Freaking_Vortex.jpg#84
[21:35:10] <anonimasu> K`zan: I dont get what you mean by mill?
[21:35:11] <anonimasu> èndmill
[21:35:13] <anonimasu> or cnc mill?=
[21:35:35] <anonimasu> K`zan: it's pretty simple
[21:35:41] <anonimasu> K`zan: buy good tools and they last :
[21:35:44] <anonimasu> :)
[21:36:02] <anonimasu> * anonimasu loves dormer and ghüring :)
[21:37:00] <anonimasu> though not paying for them
[21:38:05] <anonimasu> *yawns*
[21:51:22] <alex_joni> good night all
[21:51:30] <anonimasu> night alex
[22:03:43] <robin_sz> meep?
[22:09:12] <anonimasu> m33p
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}