Back
[00:16:58] <giacus> night
[00:42:16] <dmessier> High all.... what an awsome Hang gliding day... ; )
[00:45:05] <Jymmm> pics?
[00:45:11] <dmessier> para gliding.. not so good...
[00:45:26] <Jymmm> horse poo!
[00:45:44] <Jymmm> you take a camera with ya, or have someone shoot ya!
[00:45:57] <dmessier> sorry.. i have none.. chk the gallery at www.uflyontario.com
[00:46:42] <Jymmm> how long are you up for?
[00:46:52] <dmessier> both.. ive flown withthe video camera.. but that show where you screwed up to others... so i stopped.. lOL
[00:46:52] <Jymmm> on avg
[00:47:16] <Jymmm> =)
[00:47:29] <dmessier> today.. avg flight was 20-25 minute... 2700' max alt for the day..
[00:47:50] <Jymmm> cool
[00:48:05] <Jymmm> always wanted to go hang gliding
[00:48:18] <dmessier> it was blowin' 30 mph though... a VERY technical day...
[00:48:48] <dmessier> helps to be an instructor..
[00:49:24] <Jymmm> anyone die?
[00:49:40] <dmessier> not in front of me...
[00:49:58] <Jymmm> for the one(s) that have died... what were the reaosns?
[00:49:59] <dmessier> or on my shift as i say...
[00:50:19] <dmessier> flying too close to the planet..
[00:50:26] <Jymmm> duh
[00:50:45] <Jymmm> equipment? weather? operator?
[00:51:27] <dmessier> MOST are pilot related... remainder are usually wind and obstructions
[00:51:50] <dmessier> object fixation is a killer...
[00:51:53] <Jymmm> power lines, trees, etc?
[00:51:58] <Jymmm> fixation?
[00:52:21] <dmessier> power lines and wind is a nasty combo...
[00:52:56] <dmessier> yeah... dont hit the tree .. dont hit the tree... dont.. ahhh the tree...
[00:53:40] <Jymmm> what, ppl dont know better to go to the big empty field?
[00:54:26] <dmessier> we had a field with 20 acres on 1 side of the tree line and 20 on the other.... 1 stray tree out front.. near the clubhouse... i wahtche 10 ppl in 5 yrs wrap gliders in that tree
[00:54:50] <Jymmm> lol
[00:55:36] <dmessier> it was a joke.. im on radio.. yeallin AWAY from the tree... turn away from the tree....
[00:56:08] <Jymmm> lol
[00:56:12] <dmessier> and i acnt even call them an idiot WHILE they are haning from the tree
[00:56:31] <Jymmm> why not?! lol
[00:56:46] <dmessier> we had a russian Mig pil;ot come learn to HG
[00:57:05] <Jymmm> I'd have camera in hand and offer up 8x10 glossies
[00:57:13] <dmessier> what a piece of damage control required there
[00:57:59] <dmessier> he ALMOST got the wills wing 195 thu afore mentioned tree line...LOL
[00:58:02] <Jymmm> hot air baloon $190 per person =(
[00:58:22] <dmessier> HG tandem for 150 canadian
[00:58:31] <dmessier> with photos
[01:03:13] <dmessier> or i can use some pull and get ya a free one if your friend pays..
[01:12:52] <Jymmm> Guess all the ones around here are up in Napa (wine country)
[01:13:05] <Jymmm> thus CHA-CHING
[01:15:19] <dmessier> but you pay for the scenery...
[01:23:59] <cradek> SkunkWorks: ok but I don't know what I'm doing
[01:28:22] <jmkasunich> tuning?
[01:28:39] <cradek> yeah
[01:28:55] <cradek> I even went to Jon E's tuning class but I have nfc
[01:28:59] <jmkasunich> heh
[01:29:02] <jmkasunich> want some help?
[01:29:32] <cradek> not sure how you could help without seeing my graphs?
[01:29:48] <jmkasunich> you could post em
[01:29:55] <jmkasunich> besides I can offer general comments
[01:30:17] <cradek> true
[01:30:30] <jmkasunich> first question: what are you using as a stimulus?
[01:30:36] <jmkasunich> jogs in emc, or siggen, or?
[01:31:02] <cradek> I tried jogging and then I tried step changes (sets 0, sets 0.1)
[01:31:29] <cradek> I read using step changes is best (but jon E used jogs in his class)
[01:31:40] <jmkasunich> I used to believe in steps, but not anymore
[01:31:51] <jmkasunich> speed steps maybe, but position steps just tend to saturate things
[01:32:23] <fenn> i dont understand how this can be such a black art
[01:32:38] <jmkasunich> its not really a black art
[01:32:50] <jmkasunich> its just that the main input is visual, so its hard to write down
[01:32:51] <cradek> maybe it's just an undocumented art?
[01:33:06] <cradek> that was the thing with the class
[01:33:20] <cradek> `from looking at this graph I see I need to increase "I"'
[01:33:23] <cradek> of course he was right
[01:33:34] <cradek> but that didn't help me
[01:33:36] <jmkasunich> but he probably couldn't tell you why
[01:33:58] <cradek> yes I even interrupted once and asked him to explain why he said that - what features was it on the graph?
[01:34:43] <cradek> I guess I left just as clueless
[01:35:02] <jmkasunich> for me, step one is to get the scaling right
[01:35:15] <jmkasunich> step two is to set limits
[01:35:28] <jmkasunich> step three is to start messing with it
[01:35:33] <jmkasunich> iterate until done
[01:35:43] <cradek> haha
[01:36:00] <cradek> maybe I should wait because I don't even know my scales yet
[01:36:10] <cradek> I don't even know my encoder ppr
[01:36:16] <jmkasunich> good, lets start from the beginning then
[01:36:24] <jmkasunich> you have your motor hooked up?
[01:36:34] <cradek> yes
[01:36:44] <jmkasunich> have the encoder counter hooked up?
[01:36:48] <cradek> yes
[01:37:03] <jmkasunich> ok, note the encoder count, turn shaft one rev, note count again, subtract
[01:37:28] <jmkasunich> if it doesn't count, you got a problem
[01:37:35] <jmkasunich> if it does, you know ppr
[01:37:51] <jmkasunich> well, sort of
[01:37:51] <cradek> I definitely know it's counting
[01:38:13] <jmkasunich> it might be hard to tell the difference between 500 and 512 counts per rev unless you are carefull to turn it exactly one rev
[01:38:32] <jmkasunich> put a halmeter on encoder.X.counts
[01:39:37] <fenn> no index pulse?
[01:41:16] <cradek> nope
[01:41:37] <cradek> I think it's 124? which means the encoder before the /16 is 1984?
[01:41:47] <jmkasunich> thats odd
[01:41:52] <jmkasunich> but not impossible I guess
[01:41:53] <cradek> I turned it 10 turns and got 1242
[01:42:53] <jmkasunich> what is your belt ratio going to be?
[01:43:01] <jmkasunich> and your turns per inch on the leadscrew?
[01:43:19] <cradek> I think I'll end up with 3:1 (I think I will have parts for 2.5, 3, 4)
[01:43:24] <cradek> the leadscrew is 1mm/rev
[01:43:36] <jmkasunich> mm, eww
[01:43:51] <jmkasunich> do you intend the ini file to be in inches or mm?
[01:43:58] <cradek> the leadscrew is 1/25.4 in/rev haha
[01:44:33] <cradek> probably mm will be most natural? I don't really care but I was thinking I would have a mm ini and run g20 programs most often
[01:44:51] <jmkasunich> I wouldn't let the screw pitch decide the ini
[01:44:55] <jmkasunich> what units do you think in?
[01:45:47] <cradek> for cnc I seem to use inches, for manual stuff, especially small, I tend to use mm
[01:45:54] <cradek> I'm moderately comfortable with either
[01:46:03] <jmkasunich> bilingual
[01:46:10] <jmkasunich> well pick one
[01:46:36] <jmkasunich> if you want a mm ini, lets do that
[01:46:47] <cradek> let's use mm since I want to still have the handwheels
[01:46:50] <cradek> that seems most natural
[01:47:08] <fenn> with lines you could probably open it up and count the number of lines
[01:47:11] <fenn> ack
[01:47:16] <fenn> 124 ppr
[01:47:17] <jmkasunich> 124 counts/rev * 3 motor revs/screw rev * 1 turn/mm = 372
[01:47:22] <jmkasunich> so that will be your input scale
[01:47:48] <jmkasunich> I'm guessing the actual number is 128 counts/turn, but you can always fix that later
[01:48:15] <fenn> or are you using some kind of divider circuit?
[01:48:28] <jmkasunich> he is, /16
[01:49:08] <jmkasunich> ok, you got your input scale set in the ini file?
[01:49:20] <jmkasunich> you can also setp it into the encoder module scale parameter
[01:49:23] <cradek> yes I'm changing the other things for mm sanity
[01:49:31] <cradek> maxvel 25 maxaccel 600
[01:49:57] <jmkasunich> those motors are rated 19V, right?
[01:50:05] <jmkasunich> what is your supply voltage?
[01:50:07] <cradek> yes, I'm using 12v now
[01:50:30] <cradek> when I build a supply I'll shoot for 19
[01:50:46] <jmkasunich> ok, we need to figure out the motor's speed constant
[01:51:23] <cradek> at 5v I got ~ 1300rpm
[01:51:44] <cradek> maybe 1400, hard to tell exactly with my "tools"
[01:51:54] <cradek> does that tell you what you need?
[01:53:06] <jmkasunich> yeah
[01:53:37] <jmkasunich> I was gonna suggest a ddt block on the encoder position output, feeding a halmeter
[01:53:49] <jmkasunich> and then spin it with a fixed 12V or 5V or whatever is convenient
[01:55:32] <cradek> ok I'm firmly in the mm realm now
[01:55:56] <jmkasunich> heh
[01:56:14] <jmkasunich> ok, lets assume that you got 1300 RPM with 5V
[01:56:27] <cradek> ack, I don't think it's 384 or 372
[01:56:33] <cradek> I hope my circuit isn't fubar
[01:56:38] <jmkasunich> ?
[01:56:53] <cradek> the scale I mean
[01:57:01] <jmkasunich> what are you seeing?
[01:57:20] <cradek> I put a pointer on the shaft
[01:57:25] <jmkasunich> good
[01:57:28] <cradek> I guess I have a tuning that works somewhat
[01:57:42] <cradek> when I move a integral number of mm, the pointer moves
[01:58:11] <jmkasunich> IOW, not an integral number of revs?
[01:59:36] <cradek> right
[01:59:51] <cradek> hmm, when I move back, it's still off
[01:59:59] <cradek> so I must have a hardware problem
[02:00:44] <jmkasunich> can you disable the divider and route the encoder signals straight to the counter?
[02:01:02] <jmkasunich> (straight to the parport)
[02:01:42] <cradek> not very easily
[02:02:23] <jmkasunich> so it could be either an encoder issue or a divider issue
[02:02:46] <jepler> cradek: what about with the etch-a-sketch board?
[02:02:48] <cradek> it's a noise problem - by playing with the motor (it's fighting with me to stay in place) I can get it to move
[02:03:23] <jmkasunich> turn off the motor power supply (or disconnect a motor lead, if the same supply runs the encoder)
[02:03:31] <jmkasunich> try turning it back and forth, see if it loses counts
[02:04:41] <cradek> it seems to count right
[02:04:51] <cradek> I turned it 6 turns, the screen said 2mm, I turned it back 6 turns, it says 0
[02:05:07] <jmkasunich> if it works ok with the motor disconnected, time for a sprinkling of 0.1uF caps and prayer beads
[02:05:29] <cradek> I already sprinkled them...
[02:05:43] <jmkasunich> can you post a schematic and board layout?
[02:05:54] <cradek> yes
[02:07:39] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[02:07:39] <cradek> http://timeguy.com/cradek-files/emc/sch.png
[02:08:17] <jmkasunich> hmm, translation required
[02:08:30] <jmkasunich> whats a 4516?
[02:08:50] <cradek> up/dn counter
[02:08:51] <jmkasunich> duh, up down counter?
[02:09:02] <cradek> yeah it has u/d and "clock" inputs
[02:09:07] <cradek> it's presettable but ignore that
[02:09:12] <jmkasunich> so JP1 isn't really a jumper, its the encoder input connector
[02:09:20] <cradek> right it's a 4-screw terminal
[02:09:30] <jmkasunich> clk on the 4516 is edge triggered?
[02:09:33] <cradek> yes
[02:09:43] <jmkasunich> bzzzzt - you lose ;-)
[02:09:49] <jmkasunich> heh
[02:09:51] <cradek> eh?
[02:10:02] <jmkasunich> edge triggered circuits are very noise sensitive
[02:10:12] <cradek> oh, hmm
[02:10:29] <jmkasunich> can you put a few uS of filtering on the clk input?
[02:10:49] <jmkasunich> say 1K in series and 1000pf to ground
[02:11:01] <jmkasunich> is the 4516 a cmos part?
[02:11:05] <cradek> yes
[02:11:18] <jmkasunich> good, ttl input currents would make a 1K resistor a bad choice
[02:12:10] <jmkasunich> for now, tack the 1000pF to the board as close as possible to the clk input, and install the 1K off board (unscrew the wire, screw one end of the resistor in its place, tack solder the wire to the other end)
[02:12:37] <jmkasunich> whats the 4030 all about?
[02:12:44] <jmkasunich> looks like a funny and gate symbol
[02:12:47] <cradek> xor
[02:12:52] <fenn> software selectable divide ratio
[02:12:57] <cradek> * cradek kicks eagle
[02:13:17] <jmkasunich> oh, binary to quadrature conversion
[02:13:19] <cradek> fenn: no, it's wiring-selectable
[02:13:25] <cradek> jmkasunich: right
[02:13:41] <jmkasunich> I wonder if you can get glitches on the xor output
[02:13:55] <jmkasunich> when both counter bits change on the same clock edge
[02:13:59] <jmkasunich> you get a race
[02:14:12] <fenn> yah get rid of the xor gate
[02:14:15] <fenn> it doesnt do anything
[02:14:17] <cradek> it looked ok on the scope, but hard to tell.
[02:14:28] <jmkasunich> the encoder counter is sampling, not edge triggered, so it most likely wouldn't see the glitches
[02:14:29] <cradek> fenn: sure it does - it regenerates the quadrature
[02:14:39] <cradek> jmkasunich: that's what I was thinking too
[02:14:53] <jmkasunich> except once in a billion counts, probably when you are machining something out of unobtainium
[02:15:09] <cradek> oh I don't have that around here - it's hard to find
[02:15:19] <jmkasunich> ok, then don't worry about it ;-)
[02:15:43] <jmkasunich> seriously, I'm probably being anal, the xor isn't likely to be a problem
[02:16:27] <jmkasunich> ok, what powers the 4516s and the 4030s and the encoders?
[02:17:55] <cradek> that 7805
[02:17:58] <jmkasunich> ok
[02:18:06] <jmkasunich> didn't see a vcc pin on them
[02:18:08] <cradek> that's why I put caps everywhere
[02:18:12] <jmkasunich> * jmkasunich kicks eagle
[02:18:13] <cradek> the schematic hides it
[02:18:26] <cradek> it's the blob on the left
[02:18:34] <jmkasunich> duh
[02:18:46] <jmkasunich> ok, C2 is the bulk cap on the motor supply
[02:18:46] <fenn> it hides the 7805?
[02:18:58] <jmkasunich> C7 is a high freq cap on the motor supply
[02:19:09] <jmkasunich> C1,C3,C4 are for the 7516's
[02:19:38] <fenn> is ic6 the 7805?
[02:19:58] <cradek> yes
[02:20:23] <jmkasunich> the ground plane is pretty chopped up
[02:20:50] <cradek> yeah it's hard to get a good ground plane on a single-sided board
[02:21:12] <jmkasunich> whats the shortest path from the ground pin of JP1 to the ground pin (8) of IC5?
[02:22:23] <jmkasunich> looks like left from Jp1 gnd between pins 14-15 of IC5, up to middle pin of IC6. around the right of JP1 and down to pin 8 of IC5
[02:22:25] <CIA-8> 03jepler 07HEAD * 10emc2/src/hal/classicladder/files.c: remove accidental assignment
[02:22:48] <cradek> or similarly around to the right
[02:22:53] <CIA-8> 03jepler 07HEAD * 10emc2/src/hal/utils/m5i20cfg.c: fix warning: prototype for getline() is only available for _GNU_SOURCE
[02:22:54] <jmkasunich> not horrible (not as bad as I thought at first)
[02:23:26] <jmkasunich> around the right?
[02:24:27] <CIA-8> 03jepler 07HEAD * 10emc2/src/ (Makefile configure configure.in): first stab at making MATHLIB and MATHSTUB work again
[02:25:13] <cradek> under ic1 then around the right and bottom edge of the board
[02:25:24] <CIA-8> 03jepler 07HEAD * 10emc2/src/Makefile: stupid typo
[02:26:04] <jmkasunich> that doesn't get you to pin 8 of IC1
[02:26:53] <cradek> you have to go through the jumper wire
[02:27:06] <jmkasunich> I guess its pointless for me to sit here and dissect the board layout
[02:27:09] <jmkasunich> its done and milled
[02:27:25] <fenn> yes save your energy for dissecting my board layout :)
[02:27:59] <jmkasunich> cradek: do you have the caps and resistors to put those filters in?
[02:28:15] <cradek> still working on the mechanical parts of that task
[02:28:17] <fenn> so, 24VAC is 34VDC..
[02:28:23] <fenn> * fenn bonks himself
[02:28:49] <jmkasunich> mechanical parts?
[02:29:09] <jmkasunich> rolling caps from aluminum foil and oil soaked toilet paper?
[02:29:39] <fenn> pros use saran wrap
[02:29:42] <cradek> smartass
[02:29:43] <jmkasunich> fenn: sqrt(2) and all that
[02:30:03] <CIA-8> 03jepler 07HEAD * 10emc2/src/Makefile: fix placement of MATHSTUB
[02:30:03] <jmkasunich> * jmkasunich us confused by "mechanical parts"
[02:30:19] <fenn> yeah, i knew that, it just didnt quite sink in until i measured the power supply i made
[02:30:30] <cradek> I could send a photo, but trust me instead
[02:30:46] <cradek> the wiring from the encoder is that flat ribbon stuff with crimped-on ends
[02:30:52] <jmkasunich> now I'm even mode curious
[02:30:53] <cradek> I'm replacing it with wire
[02:31:02] <jmkasunich> oh
[02:31:12] <jepler> ]$ nm siggen.o
[02:31:20] <jepler> 000000000000048c T fputs
[02:31:20] <fenn> cant you just split out one of the wires and solder a resistor inline?
[02:31:53] <cradek> no, not without replacing the wire
[02:31:55] <jmkasunich> jepler, that means its using glibc libm I think?
[02:33:50] <CIA-8> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build FAILED ; see
http://linuxcnc.org/compile_farm/emc2head_slot2_log.txt
[02:36:58] <jmkasunich> cradek, when you get to the adding caps part.. make sure the ground end of the cap goes to the 4516 ground pin, _not_ the header ground pin
[02:37:03] <cradek> ok the wax dip on my cap is almost dry
[02:37:08] <jmkasunich> lol
[02:38:35] <CIA-8> 03jepler 07HEAD * 10emc2/src/rtapi/mathstubs.c: use the rtapi_math.h header
[02:38:50] <cradek> ok here we go
[02:38:54] <CIA-8> 03compile-farm 07BDI-TNG (2.4.18-rtai) * 10emc2head/: build FAILED ; see
http://linuxcnc.org/compile_farm/emc2head_slot3_log.txt
[02:39:07] <fenn> they make 1000pf caps that are polarized?
[02:39:15] <jmkasunich> I doubt it
[02:39:20] <fenn> oh i misread i think
[02:39:38] <jmkasunich> polarized caps under 1uF are rare
[02:39:50] <jmkasunich> under 0.1uF pretty much unheard of
[02:41:02] <Jymmm> I'd like two please...
http://www.atcsd.com/lrad.html
[02:41:48] <cradek> sigh, it's still counting wrong
[02:42:05] <CIA-8> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build FAILED ; see
http://linuxcnc.org/compile_farm/emc2head_slot2_log.txt
[02:42:19] <jepler> "LRAD can communicate in various languages via the built in MP3 player or Phraselator."
[02:43:03] <cradek> I have encoder -> 10k -> 100pF to ground -> CLK
[02:43:18] <jmkasunich> sounds reasonable
[02:43:41] <cradek> but it still wanders when I mess with the motor shaft
[02:43:58] <jmkasunich> drat
[02:44:12] <cradek> I agree
[02:44:21] <jmkasunich> wanders as in when you let go it doesn't go back to where it was?
[02:44:53] <cradek> yeah if I turn it gently one way it ends up rotating the other way and stays there
[02:45:06] <jmkasunich> what position does it report?
[02:45:20] <jmkasunich> bad tuning could explain what you are seeing
[02:45:38] <cradek> the position on-screen stays the same
[02:45:41] <jmkasunich> we need to distinguish between bad feedback and bad control
[02:45:55] <jmkasunich> is that commanded or feedback
[02:46:13] <jmkasunich> it damn sure ought to change when you force the shaft, even if it does come back later
[02:46:15] <cradek> feedback
[02:46:20] <cradek> yeah it does
[02:46:30] <cradek> as soon as I let go it jumps right to the commanded value
[02:46:37] <cradek> but the shaft may have turned
[02:46:41] <jmkasunich> but the shaft jumps back to someplace else
[02:46:57] <cradek> right
[02:47:06] <cradek> let me see what looks noisy here
[02:47:13] <cradek> maybe it's the parport pins
[02:47:30] <cradek> could be anywhere - not necessarily the counter input
[02:47:49] <jmkasunich> true, but edge triggered stuff like the counter is the most likely
[02:48:16] <jepler> I don't think the approach to quadrature dividing is really going to work.
http://emergent.unpy.net/index.cgi/sandbox
[02:48:20] <jepler> (excuse the ascii art)
[02:48:43] <jmkasunich> your right
[02:48:50] <jmkasunich> you're even riht
[02:48:54] <jmkasunich> right
[02:49:25] <jmkasunich> thing like that are why I like to sample quadrature with a state machine instead
[02:49:33] <cradek> argh
[02:50:12] <jmkasunich> argh here too, I've worked with quadrature and thought about that exact problem many times in my career, I should have spotted it right away
[02:50:38] <cradek> ideally, someone (me?) would have spotted it before I built this whole thing
[02:50:57] <jmkasunich> I guess it would have had to be you, since the rest of us didn't see the circuit until now
[02:51:07] <jepler> cradek and I had talked about it
[02:51:22] <cradek> jepler: I shouldn't have said that, sorry
[02:52:57] <jmkasunich> I don't suppose the 4516
[02:52:59] <fenn> * fenn highly recommends solderless breadborards
[02:53:09] <jmkasunich> 4516's are socketed?
[02:53:16] <cradek> yes
[02:53:17] <CIA-8> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build PASSED
[02:53:29] <jmkasunich> they are? great
[02:53:39] <jmkasunich> unplug them and jumper the signals straight acriss
[02:53:41] <jmkasunich> across
[02:53:50] <jmkasunich> oops, forgot about the xor
[02:53:51] <cradek> fenn: I tested it, but only with the motors rotating nicely
[02:53:57] <CIA-8> 03compile-farm 07BDI-TNG (2.4.18-rtai) * 10emc2head/: build PASSED
[02:53:58] <jmkasunich> unsocket that bastard too
[02:54:05] <jmkasunich> yay! PASSED
[02:54:48] <fenn> hehe this is always a necessary feature on any device you build: "Attention-getting and highly irritating warning tone for behavior modification"
[02:55:09] <jepler> jmkasunich: now let me know if they *work*!
[02:55:18] <jmkasunich> about to give it a try
[02:57:42] <cradek> ok divider defeated
[02:57:50] <cradek> now I get nice oscillation
[02:57:55] <jmkasunich> scale changed
[02:58:03] <jmkasunich> make the scale number 16x bigger
[02:58:24] <jmkasunich> (setp encoder.X.scale)
[02:59:18] <fenn> i wonder if i should be following along.. i have all the parts
[02:59:49] <fenn> meh
[03:00:04] <fenn> * fenn goes to get more chocolate
[03:00:04] <cradek> ok this works much better now
[03:05:53] <cradek> I think the encoder is 500 line (scale is 4*3*500)
[03:06:27] <cradek> yes 500
[03:08:36] <jepler> edges at 127kHz?
[03:10:07] <cradek> jepler: if you say so...?
[03:10:24] <jepler> that's what units said
[03:11:25] <cradek> 127kHz at what speed?
[03:12:11] <jmkasunich> 6000 counts/mm?
[03:12:24] <cradek> yes
[03:12:31] <jmkasunich> base period is?
[03:12:35] <cradek> that's a lot of counts
[03:12:45] <cradek> I can do at least 20usec
[03:12:58] <jmkasunich> so 50000 counts/sec absolute top speed
[03:13:09] <jmkasunich> 25000 with margin
[03:13:20] <jmkasunich> 4mm/second :-(
[03:13:45] <cradek> ha
[03:13:48] <cradek> not going to cut it
[03:14:02] <jmkasunich> need a better divider
[03:14:06] <cradek> yeah
[03:14:55] <jmkasunich> you got 1300 RPM at 5V?
[03:15:07] <jmkasunich> so about 5200RPM at 20V
[03:15:13] <cradek> yes
[03:15:38] <jmkasunich> 86 revs/sec * 500 lines * 4 = 173KHz
[03:15:48] <jmkasunich> you want 25KHz
[03:15:58] <jmkasunich> so divide by 8
[03:16:06] <cradek> yeah
[03:16:13] <cradek> I had assumed 1000 line so I did /16
[03:16:23] <jmkasunich> do you do PIC'ish stuff
[03:16:30] <jmkasunich> or AVR, or similar?
[03:16:46] <cradek> yeah and here's where jeff is going to point and laugh
[03:16:58] <jmkasunich> using a micro to divide?
[03:17:08] <cradek> yeah he wanted me to do it that way, but I thought it was stupid
[03:17:38] <jmkasunich> oh, hes not laughing at the idea, hes laughing because he suggested it and you said no
[03:17:39] <jmkasunich> ;-)
[03:17:51] <cradek> yep
[03:18:47] <jmkasunich> how many pins do your favorite uCs have?
[03:18:56] <jmkasunich> we need 4 per channel
[03:19:53] <cradek> I have a wide variety
[03:20:05] <jmkasunich> the fastest implementation is a LUT based statemachine
[03:20:21] <jmkasunich> do those chips let you implement an array of constant bytes?
[03:20:28] <cradek> yes
[03:20:31] <jmkasunich> cool
[03:20:59] <jmkasunich> 6 bits of current state + 2 bits of input, index into 256 byte array, get 6 bits of new state and 2 bits of output
[03:21:14] <cradek> this sounds like what's in encoder.c
[03:21:16] <jmkasunich> use the same LUT for all channels, just keep independent "current_state" vars
[03:21:23] <cradek> I could just copy that code
[03:21:42] <jmkasunich> yeah, except you make the table bigger, cause you want it to repeat after 8 quadrature cycles not one
[03:22:39] <cradek> I didn't like the whole microcontroller approach because you'd have to worry about it being fast enough
[03:23:12] <jmkasunich> if you really hate using a micro you could implement it with a 256x8 rom and one 74HC374 per channel, plust a little counter
[03:23:25] <jmkasunich> of course that would take 10x the board space
[03:23:33] <cradek> hmm
[03:23:53] <jmkasunich> re speed: you'd be insane to code it in anything but assy, the code itself is so simple
[03:24:06] <cradek> is there a better way to get position input into emc other than the encoder module?
[03:24:15] <jmkasunich> how tight a loop can you write that merges two input bits with 6 bits of state and does the lookup
[03:24:38] <jmkasunich> thru a parport? I doubt it
[03:25:00] <jmkasunich> you could count in the uC, but then you have to communicate a binary number to EMC
[03:25:07] <jmkasunich> that is probably more demanding of speed
[03:25:13] <cradek> yeah
[03:25:29] <jmkasunich> those little uCs run at 20MHz or so, right?
[03:25:43] <cradek> 16 I think
[03:25:51] <jmkasunich> are they riscy, one instruction per clock? or more like the 8051, 12 clocks per instruction?
[03:26:11] <cradek> hmm, the cheapies I have are 10MHz
[03:26:17] <cradek> they're riscy
[03:26:28] <jmkasunich> so 5-10 mips
[03:26:39] <jmkasunich> assume the loop is 20 instructions per channel
[03:26:44] <jmkasunich> 60 total
[03:26:58] <jmkasunich> at 5 mips thats 83KHz
[03:27:01] <jmkasunich> not gonna hack it
[03:27:11] <jmkasunich> at 10 mips it would be ok
[03:27:20] <jmkasunich> (or if you could do it in 10 instructions)
[03:28:44] <cradek> found some 16MHz parts
[03:29:12] <jmkasunich> do they have 6 input and 6 output pins?
[03:29:21] <cradek> yes
[03:29:43] <jmkasunich> does the arch have bit access instructions, or do you have to mask and shift?
[03:30:15] <cradek> I'm not sure, I write C...
[03:30:18] <cradek> let me look
[03:30:33] <jmkasunich> you could try it in C and see what you get
[03:30:55] <jmkasunich> state &= 0xFC
[03:31:12] <jmkasunich> state |= phase A shifted to bit 1
[03:31:21] <jmkasunich> state |= phase B shifted to bit 0
[03:31:29] <jmkasunich> state = LUT[state]
[03:31:41] <jmkasunich> outputA = state & 0x80
[03:31:47] <cradek> it has setbit/clearbit
[03:31:50] <jmkasunich> outputB = state & 0x40
[03:31:55] <jmkasunich> done
[03:32:14] <jmkasunich> what about getbit to read the inputs?
[03:32:19] <cradek> skip if bit set/clear
[03:32:23] <jmkasunich> cool
[03:32:27] <jmkasunich> so:
[03:32:34] <jmkasunich> state &= 0x0fc
[03:32:41] <jmkasunich> skip if phase A clear
[03:32:44] <jmkasunich> set bit 1
[03:32:50] <jmkasunich> skip if phase B clear
[03:32:53] <jmkasunich> set bit 0
[03:33:02] <jmkasunich> state = lut[state]
[03:33:44] <jmkasunich> skip if state.7 clear
[03:33:53] <jmkasunich> setbit output.thischanA
[03:33:59] <jmkasunich> skip if state.6 clear
[03:34:05] <jmkasunich> setbit output.thischanB
[03:34:20] <jmkasunich> repeat for two other chans, using two other state vars
[03:34:26] <jmkasunich> then write output to a port
[03:34:32] <jmkasunich> (gotta clear output at the start)
[03:35:05] <jmkasunich> looks like 10 instructions per chan, plus a couple for writing the output and clearing the output byte at the start
[03:35:14] <jmkasunich> say 40 clocks total
[03:35:27] <jmkasunich> at 16MHz, you can loop every 2.5uS, 400KHz
[03:35:43] <cradek> the division is built into the lut somehow?
[03:35:47] <jmkasunich> yeah
[03:36:03] <jmkasunich> thats one where a pic (state diagram) is worth a thousand words
[03:36:16] <jmkasunich> visualise a circle of 32 states
[03:36:37] <jmkasunich> whichever one you are in, based on the inputs you either stay there or go forward one or back one
[03:37:10] <fenn> hi rayh
[03:37:17] <jmkasunich> the state numbers are arbitrary, they don't have to be sequential
[03:37:20] <cradek> ok I see what you mean
[03:37:21] <jmkasunich> so make them in gray code
[03:37:31] <jmkasunich> and output the two highest ones - presto quadrature
[03:37:48] <cradek> hi ray
[03:37:52] <jmkasunich> hi ray
[03:37:53] <rayh> Hi guys.
[03:38:13] <cradek> seems you didn't mince words in your recent reply
[03:38:19] <rayh> Can't stay long. I'm much to wound up.
[03:38:38] <Jymmm> jmkasunich: Mystery Guy
[03:38:42] <rayh> Now you see why I must not be leadership.
[03:38:47] <jmkasunich> just realized the state &= 0xfc is unneeded, since the value in the lut can have zeros in the low bits
[03:39:15] <Jymmm> rayh: wanted to ask you who mystery guy was at fest, but I forgot the url for the pic
[03:39:29] <cradek> rayh: I think you're fine, don't worry
[03:39:32] <rayh> Oh. Got a call or two about him today.
[03:39:57] <rayh> I forgot his name.
[03:39:58] <jmkasunich> him = mystery guy? or paul?
[03:40:12] <jmkasunich> mystery guy then
[03:40:31] <rayh> Mystery guy set up the mazak and helped DaveE with speeds and feeds and such.
[03:40:46] <rayh> Good machinist.
[03:40:47] <jmkasunich> yeah, he seemed very knowledgable about the machine
[03:40:52] <fenn> lol nobody knows his name at all
[03:41:01] <jmkasunich> several people say the pic and wanted to put a name on the face
[03:41:13] <rayh> I'll have to ask Roland to go through his list and find the name.
[03:41:28] <jmkasunich> we should put a captioned copy of that pic somewhere
[03:41:52] <rayh> Right.
[03:42:04] <Jymmm> Ah, HERE we go...
http://www.electronicsam.com/images/KandT/cncworkshop/cncworkshopemc.jpg
[03:43:58] <cradek> jmkasunich: thanks for your help - looks like I'll be making a new board and stuff
[03:44:05] <Jymmm> Dopey, Grumpy, Doc, Happy, Bashful, Sneezy, Sleepy,
[03:44:13] <Jymmm> mystery guy
[03:45:26] <jmkasunich> cradek: bummer
[03:45:31] <Jymmm> (couldn't resist)
[03:45:36] <fenn> oh here comes snow white
[03:46:06] <cradek> jmkasunich: should always plan to throw one away, no big deal
[03:46:09] <rayh> sniff, sniff. Someone said snow white?
[03:46:32] <Jymmm> Skunk Works == SW. Snow White == SW.
[03:46:49] <jmkasunich> on the plus side, there will be fewer chips, so less board stock, and maybe a better ground plane
[03:47:11] <cradek> true
[03:47:15] <fenn> seems like a waste of a good micro
[03:47:18] <jmkasunich> if you are gonna lay out a new board, lemme take a look before you start milling
[03:47:43] <jmkasunich> might have some suggestions about routing and noise
[03:47:47] <cradek> fenn: they just cost a couple bucks, cheaper than glue logic
[03:47:50] <fenn> i know
[03:48:01] <cradek> jmkasunich: ok
[03:48:03] <skunkwrks> cradek: problems with your board?
[03:48:14] <cradek> skunkwrks: my quadrature divider circuit is bogus
[03:48:28] <cradek> but the driver part is fine
[03:48:51] <skunkwrks> what was the problem - 74192 would do a cheap divide by 10 :)
[03:48:55] <jmkasunich> looking at the existing schematic (which will change I know) the power circuit to the right of the DB-25 and the quad ckt to the left should have independent grounds, tied together only at the connector
[03:49:18] <jmkasunich> the regulator is the only other tie point
[03:49:29] <jmkasunich> regulator ground should go to the quadrature side
[03:49:47] <cradek> ok
[03:50:10] <jmkasunich> and regulator input might (being anal here) go thru a small resistor or ferrite bead, with a cap on the regulator side and going to the regulator ground
[03:51:03] <cradek> a pi filter
[03:51:11] <jmkasunich> pretty much
[03:51:16] <skunkwrks> I had a successfull milled board tonight. found out though the machine is quite a bit out of square. .001 or more an inch. so you really see it when the board is flipped. It willl work thoug.
[03:51:25] <jmkasunich> only with independent grounds
[03:51:42] <fenn> SkunkWorks: flip it the other way then :)
[03:52:21] <skunkwrks> :) would have to think about that
[03:53:11] <fenn> main problem is getting the cam scripts to output rotated by 90 degrees
[03:53:46] <cradek> just swap X and Y in your output
[03:53:57] <skunkwrks> thats cheating
[03:55:11] <skunkwrks> or fix the problem :)
[03:55:36] <fenn> fix what problem? flip and rotate is the proper way to do it, i wot
[03:55:59] <fenn> keeps the same three points in contact with your fixture
[03:56:12] <fenn> er, two points i mean
[03:57:05] <skunkwrks> if the machine is square - it isn't a problem. the holes at the bottom of the board lined up perfectly - as the hole got further away from the registerd edge - they where off.
[03:57:57] <skunkwrks> (can't believe it was that far off) but we had never really checked it.
[03:58:06] <fenn> kinda amazing you can do circuit boards with a huge machine like that
[03:58:16] <skunkwrks> cool huh
[03:58:23] <jmkasunich> is it something that can be adjusted back into alignment?
[03:58:46] <skunkwrks> jmkasunich: yes
[03:58:58] <jmkasunich> cool
[03:59:48] <skunkwrks> here is the scary part - it is only driven on one side of the x and y axis. that will be the next upgrade - duel lead screws.
[04:00:11] <rayh> later guys. keep up the good work.
[04:00:31] <jmkasunich> how big is the machine? is there a photo somewhere?
[04:01:24] <fenn> skunkwrks: belt linked or two motors?
[04:01:27] <skunkwrks> http://www.electronicsam.com/images/KandT/DSCgantry.JPG
[04:01:40] <skunkwrks> belt linked - easiest
[04:02:13] <asdfqwega> Here's an interesting question: when patching and configuring a realtime kernel, just how much stuff do you *really* need to leave in?
[04:02:15] <jmkasunich> lol - all tables get covered in crap, even machine tables
[04:02:26] <fenn> dont remind me
[04:02:49] <asdfqwega> telephony modules?
[04:02:56] <asdfqwega> V4L modules?
[04:02:58] <fenn> asdfqwega: when in doubt, rip it out!
[04:03:19] <jmkasunich> when something breaks, put it back
[04:03:23] <asdfqwega> I'm wondering just how much really need to be there
[04:03:26] <jmkasunich> repeat until satisified
[04:03:30] <jmkasunich> probably not much
[04:03:45] <fenn> will compile a lot faster without all the extra crap
[04:03:47] <asdfqwega> Who's going to run a RAID array on a cnc machine?
[04:04:02] <fenn> more importantly, are _you_ going to run raid on you cnc machine
[04:04:16] <asdfqwega> Well, there is that
[04:05:07] <asdfqwega> Still, I'm curious about the range of computer hardware people use for emc
[04:05:23] <fenn> from massive overkill to massive underkill
[04:05:38] <fenn> i'm one of the underkill people
[04:05:43] <asdfqwega> "rapid rising from affluence to poverty"
[04:07:00] <asdfqwega> "Yeah, we got one of the spare Compaq Proliant's with SCSI raid and token ring networking running our Sherline."
[04:09:49] <asdfqwega> Heh, I've just made a .deb of kernel 2.6.16.18 patched with rtai, and I started with the 'defconfig' option, and re-enabled the stuff I wanted - and the .deb is almost a third of the size of a regular kernel .deb
[04:10:37] <CIA-8> 03jmkasunich 07HEAD * 10emc2/src/module_helper/module_helper.c: added a couple more modules to the whitelist - they're used by an older version of RTAI
[04:10:56] <skunkwrks> sorry - just noticed it was 2mb
http://www.electronicsam.com/images/KandT/cbottom.JPG
[04:11:53] <cradek> the holes look pretty well centered to me
[04:12:25] <jmkasunich> looks really nice
[04:12:46] <jmkasunich> a couple spots in the upper left look a bit weird
[04:12:53] <skunkwrks> here is the bottom ;)
http://www.electronicsam.com/images/KandT/ctop.JPG
[04:12:59] <skunkwrks> I mean top
[04:13:07] <skunkwrks> its workable
[04:13:09] <cradek> ouch
[04:13:29] <skunkwrks> the bottom was milled last and drilled. so that looks really nice
[04:13:39] <cradek> I've had some turn out like this too
[04:13:58] <cradek> I notice you can't put traces between dip pads - my traces are MUCH finer
[04:14:01] <skunkwrks> notice the bottom edge of the top of the board lines up nice.
[04:14:04] <asdfqwega> skunkwrks: whoa, what *IS* that monstrosity of a machine?
[04:14:42] <cradek> yes it does - definitely looks like you have a rotation problem of some kind
[04:14:55] <skunkwrks> it is a mizomex film step and repeat machine - converted to have a z axis. :)
[04:15:35] <skunkwrks> if I set a square on the outside lines - it is visbly out of square.
[04:16:18] <cradek> for trace size comparison:
http://timeguy.com/cradek-files/01144545838/stepdriver2.jpg
[04:16:20] <skunkwrks> I wanted fatty pads.
[04:16:40] <cradek> (I didn't lay out this board, only milled it from someone else's design)
[04:16:50] <jmkasunich> ohh, pretty
[04:17:14] <jmkasunich> what do you use to mill the big clear areas?
[04:17:19] <cradek> end mill
[04:17:21] <jmkasunich> not the 60 degree cutter
[04:17:34] <cradek> often I don't bother
[04:17:35] <skunkwrks> no broken cutters tonight though - thank goodness.
[04:17:46] <jmkasunich> and eagle automagically generates g-code for both the skinny and fat cutters?
[04:17:53] <jmkasunich> or is there some postprocessor?
[04:18:07] <cradek> jepler and I wrote the output program, eagle has a scripting language
[04:18:14] <jmkasunich> impressive
[04:18:14] <skunkwrks> I am using some script someone wrote.
[04:18:36] <cradek> jmkasunich: thanks
[04:18:51] <cradek> skunkwrks: are you using ours?
[04:19:00] <cradek> skunkwrks: using eagle right?
[04:19:15] <skunkwrks> not yet :) it was something I found with a google search.
[04:19:20] <cradek> ah
[04:19:23] <skunkwrks> yes eagle.
[04:20:46] <skunkwrks> oh well - time to go to bed. maybe do some soldering tomorrow. might need help setting up freqgen if I get stuck.
[04:21:19] <cradek> skunkwrks: I've got some encoder dividers to sell if you want them
[04:21:22] <skunkwrks> cradek: I thought the divide by was tested?
[04:21:35] <cradek> skunkwrks: for some value of tested, they were
[04:21:49] <skunkwrks> just not fast enough?
[04:22:11] <cradek> skunkwrks: the scheme doesn't work when the motors reverse
[04:22:24] <skunkwrks> ah - oops.
[04:22:30] <cradek> I'm an idiot for not noticing it
[04:23:15] <skunkwrks> I never have issues like that :)
[04:23:37] <cradek> could be worse - it was cheap parts and a homemade board
[04:23:51] <cradek> ordering $100 worth of boards and waiting a week would have sucked
[04:24:00] <skunkwrks> right
[04:24:29] <cradek> now the hard part will be not giving up
[04:24:44] <skunkwrks> just happy I didn't break any bits - and the register pins worked great. just need to square the machine.
[04:24:53] <cradek> cool
[04:25:13] <cradek> I don't see the holes for registration
[04:25:19] <skunkwrks> sould be able to do a 13X13 circuit board pretty easy.
[04:25:42] <skunkwrks> 3 1/8" pins registerd the edge of the board
[04:26:09] <skunkwrks> I will take a picture tomorrow.
[04:26:39] <skunkwrks> not that I will ever make a 13x13 board.
[04:26:53] <skunkwrks> But I like the option :)
[04:27:16] <skunkwrks> night
[04:50:36] <jmkasunich> goodnight all
[04:50:56] <fenn> * fenn goes hunting for a discrete gate drive circuit
[04:51:05] <fenn> g'night jmk
[05:36:43] <fenn> oo cool i can use my micro's charge pump both to generate the high side voltage and as a safety feature
[06:01:44] <Jymmm> fenn what you workin on?
[06:06:39] <fenn> all n-channel mosfet h bridge
[06:07:09] <fenn> need to generate a voltage above the main power rail to drive the mosfets
[06:07:13] <Jymmm> whats the voltage/current rating?
[06:07:36] <Jymmm> (assuming your making a stepper driver)
[06:07:46] <fenn> at least 100W peak 24V
[06:07:52] <fenn> DC brushed motor
[06:08:09] <Jymmm> pseudo servo driver?
[06:08:13] <fenn> no its a real servo
[06:08:26] <Jymmm> ah
[06:08:28] <fenn> the loop is closed in the computer
[06:08:42] <fenn> i figure i will implement step/dir if there is interest
[06:08:52] <fenn> but i find that really distasteful
[06:09:04] <Jymmm> awwww, why?
[06:09:08] <fenn> its stupid
[06:09:16] <fenn> hogs cpu cycles and give crappy results
[06:09:32] <Jymmm> I can't comment on that... I'm running steppers
[06:09:58] <Jymmm> and haven't looke/dfound enough old tredmill machines to scrape out
[06:10:00] <Jymmm> =)
[06:10:29] <fenn> it makes sense for a cheap stepper interface
[06:10:35] <fenn> but all this PLL stuff is ridiculous
[06:10:48] <fenn> just send a velocity command out and get position feedback
[06:11:08] <fenn> or whatever combo you want
[06:11:32] <Jymmm> Yeah, sounds cool. It's a bitch if my steppers stall and have to relocate it's position
[06:12:18] <Jymmm> But, I think I've figured that portion out (at least till I get some geckos)
[06:38:36] <alex_joni> morning all
[06:45:52] <Jymmm> morning alex
[07:00:08] <alex_joni> http://www.bash.org/?564197 lol
[07:00:26] <ValarQ> mornin mr Joni
[07:01:41] <ValarQ> nice lesson learned there :)
[07:01:54] <alex_joni> morning captain
[07:02:22] <alex_joni> oh.. btw, did I tell you I got a drafting order?
[07:02:28] <alex_joni> to join them military?
[07:02:55] <ValarQ> you did? good for you!
[07:03:01] <alex_joni> not really.. :)
[07:03:04] <ValarQ> :P
[07:03:14] <Jymmm> alex_joni: WE can take care of that!
[07:03:24] <alex_joni> Jymmm: it's done
[07:03:42] <Jymmm> alex_joni: Nah, we'll get you enlisted yet!
[07:10:08] <alex_joni> if you insist..
[07:10:56] <fenn> gonna go die for US oil eh?
[07:12:01] <fenn> well you're probably safe, i hear they aim for the civilian contractors
[07:15:16] <Jymmm> http://www.bash.org/?639861
[07:24:35] <alex_joni> ROFL
[07:24:53] <alex_joni> some people are soo stupid
[07:25:04] <alex_joni> I remember seeing an auction for wireless lan cable once ;)
[07:26:15] <fenn> some people actually believe the stuff on bash.org
[07:27:36] <Jymmm> Some ppl actually buy air guitars off ebay too
[07:27:50] <fenn> probably the same people
[07:27:55] <Jymmm> or pay $20 for a cd of EMC
[07:28:03] <fenn> well to be fair it was $3
[07:28:15] <fenn> we should prolly send him an updated version
[07:28:23] <alex_joni> fenn: it was an Ubuntu LiveCD
[07:28:45] <Jymmm> Oh I found the guy, he's 40 minutes from me
[07:28:52] <fenn> with emc packages? did you ever even release that?
[07:29:11] <Jymmm> alex_joni your release is for sale on ebay too
[07:29:14] <alex_joni> fenn: sure
[07:29:23] <alex_joni> Jymmm: I know.. and I'm ok with that
[07:29:59] <fenn> is MPSA06/MSPA56 a 'normal' transistor? i've never heard the name before
[07:30:01] <Jymmm> alex_joni for $85 USD ?
[07:30:15] <alex_joni> Jymmm: you sure?
[07:30:18] <Jymmm> j/k
[07:30:23] <alex_joni> :)
[07:30:32] <alex_joni> I would be glad if it was worth so much.. lol
[07:30:37] <Jymmm> alex_joni Yeah, I bet you care now @ $85 huh?!
[07:30:51] <Jymmm> =)
[07:31:16] <alex_joni> not really
[07:31:17] <alex_joni> :D
[07:33:33] <Jymmm> I love this one every time I read it....
http://www.bash.org/?405221
[07:33:59] <alex_joni> lol
[07:36:56] <fenn> jymmm i dont know why you think jameco is expensive, they're at least 2x cheaper on everything i've looked at so far
[07:37:21] <fenn> than everywhere except futurlec (which takes 1 month to ship from thailand)
[07:37:22] <anonimasu> fenn: because doing it yourself could be cheaper if you had equipment for it
[07:38:04] <fenn> er, i guess
[07:38:15] <anonimasu> ^_^
[07:38:18] <anonimasu> morning btw
[07:38:27] <fenn> hard to beat a couple cents for a transistor
[07:39:12] <Jymmm> One example... $11 for a 12VDC@500mA walwort
http://jameco.com/webapp/wcs/stores/servlet/ProductDisplay?langId=-1&storeId=10001&catalogId=10001&productId=162996
[07:39:37] <fenn> hey thats 6W man
[07:39:47] <fenn> * fenn cackles
[07:40:08] <fenn> who buys those things anyway
[07:40:47] <Jymmm> $50 for a 200W PC PS
http://jameco.com/webapp/wcs/stores/servlet/ProductDisplay?langId=-1&storeId=10001&catalogId=10001&productId=172822
[07:41:38] <anonimasu> will a pc even start with 200W nowdays?
[07:41:53] <Jymmm> more like with 500W
[07:41:59] <anonimasu> yeah
[07:43:36] <Jymmm> COme on... $2.49 for an orange LED
http://jameco.com/webapp/wcs/stores/servlet/ProductDisplay?langId=-1&storeId=10001&catalogId=10001&productId=131895
[07:43:45] <Jymmm> Quantity: ONE
[07:44:51] <anonimasu> and?
[07:45:00] <Jymmm> fenn maybe your just lucky on the IC sode of it
[07:45:10] <anonimasu> if you bought 1000 it wouldnt be that expensive
[07:45:45] <Jymmm> $1.79 EACH @ 1000 <---- that's expensive
[07:46:02] <anonimasu> more like a $0.0x something
[07:46:30] <Jymmm> No, it's $1.79 for EACH LED why you buy 1000 of them
[07:46:39] <Jymmm> s/why/when/
[07:46:43] <anonimasu> then your dealer is shitty..
[07:47:03] <Jymmm> That's why I buy my LED's from HK =)
[07:47:17] <anonimasu> the leds at my dealer is about
[07:47:27] <anonimasu> 1.3$
[07:47:29] <anonimasu> in one
[07:47:36] <fenn> elfa?
[07:47:37] <Jymmm> $20 icluding shipping gtets me 50
[07:47:43] <fenn> those guys are real ripoff artists
[07:47:50] <anonimasu> if you buy 100 they are 0.72$
[07:48:20] <Jymmm> $20 icluding shipping gtets me 50 ($0.40/ea)
[07:48:36] <Jymmm> and they're white leds too
[07:48:46] <fenn> yah well what if you want an orange led? :)
[07:49:00] <Jymmm> $0.20 from radio shack
[07:49:38] <fenn> well, radio shack puts elfa to shame when it comes to ripping people off
[07:50:21] <Jymmm> usually, but once in a while you'll find good stuff there.
[07:50:34] <fenn> i'm not listening to you anymore jymmm
[07:51:03] <Jymmm> fenn What? about RS ?
[07:51:32] <Jymmm> Hey, there's a RS Surplus store here =)
[07:51:52] <anonimasu> is that thoose guys selling the cheap servos before?
[07:52:05] <Jymmm> no anonimasu
[07:52:10] <anonimasu> hm, I'd never buy leds from thoose guys.
[07:52:15] <anonimasu> or anythoing..
[07:52:17] <anonimasu> anything..
[07:52:26] <Jymmm> anonimasu what RS you mean?
[07:52:35] <anonimasu> surpluscenter
[07:52:35] <Jymmm> RS == Radio Shack
[07:52:37] <anonimasu> or whatever
[07:52:55] <Jymmm> surplus center sells the motors, not RS
[07:53:28] <Jymmm> RS is a retail chain of electronic stores operated by the clueless sales ppl.
[07:53:44] <anonimasu> ah thoose guys
[07:54:12] <Jymmm> Yeah, owned and operated by Tandy Corporation, Texes
[07:54:15] <Jymmm> Texas
[07:54:52] <Jymmm> radioshack.com
[07:55:22] <Jymmm> Yes, most of their stuff is crap, but once in a while if you dig thru the shitpile you'll find somethign good.
[07:55:38] <Jymmm> shitpile being theri whole product line.
[08:01:34] <Jymmm> G'Night Folks!
[09:16:35] <EvertL> good morning
[09:17:13] <EvertL> a quick question, anybody know which axis tcl file to start for remote GUI?
[09:19:22] <EvertL> EvertL is now known as Evertlammerts
[09:20:01] <Evertlammerts> cls
[09:20:48] <fenn> bash: cls: command not found
[09:57:49] <Evertlammerts> is anybody here?
[09:58:14] <chinamill> yep
[09:58:19] <chinamill> Hello :)
[09:58:31] <Evertlammerts> hi there :)
[09:59:15] <chinamill> Usually there is always someone answering stuff you might need to find out
[09:59:21] <Evertlammerts> I was asking if anybody knows which axis tcl file I need to start for remote GUI
[09:59:36] <Evertlammerts> it's been awfully quiet :)
[09:59:48] <chinamill> So you kan just write your questions anytime and somebody might wake up
[10:00:09] <Evertlammerts> I'll have some more patience the next time ;)
[10:01:11] <chinamill> That one I don't know...
[10:01:39] <Evertlammerts> alright, doesn't matter... I'll keep digging and checking this IRC
[10:03:01] <chinamill> do that, have you downloaded the emc2 documentation?
[10:03:55] <Evertlammerts> yep, most of it. I still need to get a good checkout from the new docs on cvs though
[10:04:04] <Evertlammerts> good you mention it, i'll get on it right away
[10:04:12] <Evertlammerts> thanks :)
[10:52:45] <alex_joni> hello
[10:52:50] <alex_joni> * alex_joni is on and off
[10:55:06] <Evertlammerts> hi there
[10:59:58] <chinamill> alex_joni: which axis tcl file I need to start for remote GUI?
[11:07:13] <Evertlammerts> * Evertlammerts keeps on checking back here every now and then :)
[11:25:34] <alex_joni> chinamill: axis?
[11:27:28] <chinamill> alex_joni: It is Evertlammerts question...
[11:27:59] <chinamill> Evertlammerts: Is that the answer to your question?
[12:07:54] <giacus> any video of a cnc working with emc2 around ?
[12:13:12] <giacus> nobody use a camera to shot a video ??
[12:13:15] <giacus> arghh
[12:13:20] <giacus> bad :/
[12:36:11] <chinamill> Evertlammerts: have you tried to start the axis file?
[12:53:05] <Evertlammerts> chinamill: no, I lost my connection, did anybody suggest anything? this morning I did try axis.tcl but that gave me an error
[12:53:55] <chinamill> alex_joni: sudgested the file axis
[12:54:41] <Evertlammerts> ehm... just axis? I think I need a tcl file. but where can I find this file?
[12:57:10] <Evertlammerts> I guess the axis executable in the bin folder? seems a little strange, but I'll try to run it
[13:20:42] <CIA-8> 03jepler 07HEAD * 10emc2/src/rtapi/ (rtai_rtapi.c rtai_ulapi.c rtapi.h rtl_rtapi.c rtl_ulapi.c): new API function: rtapi_vsnprintf. behaves like C library vsnprintf.
[13:21:41] <CIA-8> 03jepler 07HEAD * 10emc2/src/hal/ (hal.h hal_lib.c): new functions to create pins and params with printf-style formats
[13:22:07] <CIA-8> 03jepler 07HEAD * 10emc2/src/hal/drivers/hal_parport.c: use hal_XXX_newf
[13:26:02] <CIA-8> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build FAILED ; see
http://linuxcnc.org/compile_farm/emc2head_slot2_log.txt
[13:34:18] <SkunkWorks> mornign
[13:40:07] <Evertlammerts> Just another remote GUI question to digest. Axis executable is the file that starts axis. specifiying our ini file, it sais the statusbuffer is not valid (emc.stat() & emc.poll()). I see what happens there, but don't understand why. Is it because there is no connection between server and client? Off to a meeting now, but hope somebody can help me :-)
[13:40:31] <Evertlammerts> btw, this all happens on the client while the server is running, of course
[13:58:33] <Lerneaen_Hydra> hi
[14:30:26] <robin_sz> meep?
[14:30:54] <SkunkWorks> morning
[15:08:18] <Lerneaen_Hydra> woo, my lathe conversion is finished (or rather, the X and Z axes are done, spindle on/off and encoder is not done yet)
[15:10:54] <chinamill> Lerneaen_Hydra: Congratulations! Do you have any pictures?
[15:11:09] <Lerneaen_Hydra> yep, several pictures and a video
[15:11:19] <chinamill> Where?
[15:11:20] <Lerneaen_Hydra> currently transferring/compressing
[15:11:24] <chinamill> ok
[15:11:32] <Lerneaen_Hydra> a few minutes and it will be done
[15:11:51] <chinamill> How does amc handle encoding on a lathe?
[15:12:47] <Lerneaen_Hydra> currently you need a special version to do G33 (from cvs)
[15:13:10] <chinamill> ok... with some extra HAL modules?
[15:13:13] <Lerneaen_Hydra> afaik you can also either have a normal encoder or a reading fork (?)
[15:13:40] <Lerneaen_Hydra> I'm not sure of that, I think it goes through the servo encoder system, but I'm not sure
[15:13:52] <chinamill> Hmm
[15:14:24] <chinamill> Do you know who is behind the lathe encoder code?
[15:14:58] <Lerneaen_Hydra> cradek
[15:27:28] <chinamill> ok
[15:28:40] <SkunkWorks> has 2.0.1 been released?
[15:30:03] <cradek> not yet
[15:31:20] <SkunkWorks> hey cradek - read the conversation between you and jmk last night. That sucked.
[15:31:50] <SkunkWorks> can't believe there isn't a simpler solution than a micro
[15:31:52] <cradek> oh about my circuit being bogus? I was bummed a bit too, but that's how it goes
[15:32:08] <cradek> yeah that's my thinking too, but I trust jmk if he says there isn't
[15:32:24] <SkunkWorks> yeh - he is the man.
[15:32:48] <SkunkWorks> 99% of the stuff he talks about goes over my head ;)
[15:33:06] <cradek> he does sure know his motors'n'stuff
[15:33:22] <SkunkWorks> he knows what works
[15:34:31] <SkunkWorks> I should be soldering today - if I can find enough parts.
[15:34:35] <Lerneaen_Hydra> ther, compression finished
[15:34:46] <Lerneaen_Hydra> ftp://temp:temp@lerneaenhydra.shacknet.nu
[15:35:11] <Lerneaen_Hydra> the images are of the lathe and the part done, the movie (mpeg4 simple profile) is the entire run
[15:36:11] <roltek> jmk you in
[15:36:46] <cradek> Lerneaen_Hydra: at workshop someone had one of these lathes for sale
[15:36:52] <Lerneaen_Hydra> oh?
[15:36:55] <cradek> it had a very cool tool changer on it
[15:37:02] <Lerneaen_Hydra> I got two of those for free (no toolchanger)
[15:37:22] <SkunkWorks> I have seen them go on ebay every so often
[15:37:23] <cradek> I was really interested until I saw the $3500 price tag
[15:37:26] <Lerneaen_Hydra> :|
[15:37:37] <cradek> yeah let's just say it didn't sell.
[15:37:40] <Lerneaen_Hydra> heh.
[15:37:55] <Lerneaen_Hydra> with the intergrated plc-ish system, I'm not surprized
[15:38:07] <Lerneaen_Hydra> that system is a *real* PITA
[15:38:09] <cradek> no the controller was replaced with an old PC
[15:38:15] <Lerneaen_Hydra> hence the EMC conversion ;)
[15:38:22] <cradek> the spindle sensor was not hooked up so it couldn't even thread
[15:39:09] <cradek> that counter module I wrote for this is in cvs but it's entirely untested
[15:39:45] <SkunkWorks> cradek: 1 sensor?
[15:40:00] <SkunkWorks> 1 pulse per rev?
[15:40:17] <cradek> I think his is one pulse per degree or so plus a separate index
[15:40:23] <SkunkWorks> ah
[15:40:41] <SkunkWorks> biab
[15:41:23] <Lerneaen_Hydra> nearly one pulse/degree
[15:41:30] <Lerneaen_Hydra> there are 200 holes in the disc
[15:41:50] <Lerneaen_Hydra> and two sensors, one index and one 200 holes/rev
[15:42:10] <roltek> if anybody is looking for lathe i have 3 for sale
[15:50:22] <Lerneaen_Hydra> the feedrate varies a bit when running as I was adjusting it while it was running
[15:50:36] <alex_jon1> alex_jon1 is now known as alex_joni
[15:50:48] <Lerneaen_Hydra> when it goes close to the chuck for the first time for example
[15:51:59] <Lerneaen_Hydra> oh, there was something I noticed that was strange when performing a G92
[15:55:57] <Lerneaen_Hydra> when I set up the position of the tool in Z axis, I do a face turn, and when done I don't move the tool away, and enter G92 Z0. This works fine, however when doing for X, I remove some material from the cylindrical portion, keep the tool at that X-position, move it out in Z axis, and measure the diameter. Then I do a G92 X <value that I measured/2>. However when running I get diameters that...
[15:55:58] <Lerneaen_Hydra> ...are incorrect
[15:56:11] <Lerneaen_Hydra> very incorrect, up to maybe 0.5-1mm
[16:04:44] <Lerneaen_Hydra> anyone here?
[16:04:49] <alex_joni> * alex_joni is
[16:04:55] <alex_joni> but I never used G92 ;)
[16:05:02] <Lerneaen_Hydra> oh. ;)
[16:05:04] <Lerneaen_Hydra> what do you use?
[16:05:11] <alex_joni> I don't
[16:05:22] <Lerneaen_Hydra> how do you measure/set up the part?
[16:05:26] <alex_joni> why the second G92 ?
[16:05:39] <Lerneaen_Hydra> one to align the Z axis, one for X
[16:06:00] <Lerneaen_Hydra> or well, not align so much as offset/adjust
[16:06:22] <alex_joni> sorry.. can't help you here.. not quite understanding the problem
[16:06:50] <Lerneaen_Hydra> oh, the things is that the diameter is incorrect when using G92 with a non-zero value (AFAIKT)
[16:08:07] <alex_joni> it shouldn't.. do you have some backlash in the axis?
[16:08:26] <Lerneaen_Hydra> nope, at least nothing easily seen
[16:08:30] <Lerneaen_Hydra> it has ballscrews
[16:08:37] <alex_joni> I see..
[16:09:37] <alex_joni> did you properly divide by 2 ? ;-)
[16:24:35] <cradek> you do know that m2 unapplies g92, right?
[16:24:45] <alex_joni> hi chris
[16:24:49] <cradek> hi
[16:24:51] <alex_joni> how's your free day?
[16:25:04] <cradek> fine so far
[16:25:10] <alex_joni> nice to hear that..
[16:25:20] <alex_joni> I think I fscked my back again
[16:25:28] <cradek> oh no
[16:25:33] <cradek> moving too many robots
[16:25:34] <alex_joni> lifted some stuff again..
[16:25:36] <alex_joni> yeap
[16:25:40] <cradek> darn
[16:25:45] <cradek> you're too young to have those problems
[16:25:47] <alex_joni> wearing an elastic belt now
[16:25:59] <alex_joni> well.. gotta be a bit more carefull
[16:26:06] <cradek> right
[16:26:14] <alex_joni> I keep telling myself that.. but to no avail
[16:27:06] <SkunkWorks> wait wait - can I say it? Don't use g92
[16:27:44] <SkunkWorks> nice video
[16:28:15] <cradek> axis has a new "touch off" feature where it lets you set g54 so that the current position is a certain value
[16:28:25] <alex_joni> what video?
[16:28:35] <cradek> I recommend using that instead of g92
[16:29:12] <alex_joni> logger_aj: bookmark
[16:29:12] <alex_joni> See
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-05-29#T16-29-12
[16:29:14] <cradek> however in LH's case I suspect lost steps or a moving tool or something that might be found with a dial indicator
[16:29:29] <Lerneaen_Hydra> m2?
[16:29:38] <cradek> program end
[16:29:46] <cradek> unapplies g92 offsets
[16:29:50] <Lerneaen_Hydra> oh
[16:30:12] <Lerneaen_Hydra> which version of axis has that "touch off" feature?
[16:30:29] <cradek> only the very latest (cvs head probably)
[16:30:38] <cradek> it's a few days old only
[16:31:12] <Lerneaen_Hydra> oh, ok
[16:31:15] <cradek> I will package it with 2.0.1 probably today sometime
[16:31:19] <Lerneaen_Hydra> released in a week or so?
[16:31:23] <Lerneaen_Hydra> ooh, spiffy
[16:31:37] <alex_joni> spiffy? what kind of word is that?
[16:31:55] <Lerneaen_Hydra> it's like.. uh.. cool, neat, nice and so on
[16:31:58] <cradek> hmm, the counter module won't be in 2.0.1 so you will need to use the cvs version
[16:32:15] <Lerneaen_Hydra> oh, ok
[16:32:25] <Lerneaen_Hydra> http://en.wiktionary.org/wiki/spiffy
[16:37:59] <Lerneaen_Hydra> cradek: I don't think that there are lost steps or a moving tool
[16:38:42] <Lerneaen_Hydra> once when doing: G92 Z0.5, the X value also changed (the row of three values shown in the axis window in the upper left of the opengl window)
[16:42:06] <LawrenceG> fenn: you still at the keyboard?
[16:45:10] <Lerneaen_Hydra> there seem to be many people interested in that clip :|
[16:45:51] <LawrenceG> Lerneaen_Hydra: yep... 3 minutes left to download!
[16:46:20] <LawrenceG> Lerneaen_Hydra: sri to flatten your upload for 10 minutes or so
[16:46:29] <Lerneaen_Hydra> lucky I don't have a bandwidth/month cap
[16:46:33] <Lerneaen_Hydra> heh
[16:46:55] <Lerneaen_Hydra> the thing is, my max upload is 100, and it's maxed now. (5 people or so)
[16:47:17] <Lerneaen_Hydra> not that it really matters though
[16:47:40] <LawrenceG> Lerneaen_Hydra: not bad... I am seeing about 60k bytes/sec here
[16:51:23] <alex_joni> hi EvertL
[16:51:28] <EvertL> hi alex
[16:51:48] <EvertL> we got the remote GUI to work
[16:51:54] <alex_joni> great to hear that
[16:53:21] <EvertL> don't know what the comments in client.nml look like in the current release, in my release it states that remote GUI can be started on the client with tcl/tkemc.tcl -ini <infile>
[16:53:32] <EvertL> that should be changed
[16:54:02] <EvertL> we needed to make a custom scriptfile that exports some variables, and then starts the tcl file
[16:54:06] <Lerneaen_Hydra> how fast is the remote gui?
[16:54:31] <alex_joni> what did you need?
[16:54:38] <alex_joni> EMCSH I presume
[16:54:45] <EvertL> pretty fast. we didn't run any extensive tests though
[16:54:53] <EvertL> yes, EMCSH and TCLDIR
[16:55:04] <EvertL> I say by hard, don't have it here
[16:55:20] <Lerneaen_Hydra> fast enough to control it (feedrate, manual jog, etc etc)?
[16:55:32] <EvertL> yes, that went fine
[16:56:12] <EvertL> we used a simple gcode script which ran very nicely
[16:59:06] <EvertL> I'm off for dinner! see you guys later
[17:02:33] <chinamill> Lerneaen_Hydra: Nice pictures!
[17:03:04] <Lerneaen_Hydra> thanks
[17:03:21] <chinamill> EvertL: Nice to hear some progress :)
[17:03:59] <alex_joni> Lerneaen_Hydra: great movie even..
[17:04:08] <alex_joni> mind if we publish it on linuxcnc.org ?
[17:04:18] <Lerneaen_Hydra> a bit slow but good nonetheless
[17:04:39] <Lerneaen_Hydra> sure, I can encode a more high-res version if you want
[17:04:50] <alex_joni> nah, it's a bit big as a file right now
[17:05:01] <Lerneaen_Hydra> the current one is only 320x240 @ 500kbit/s
[17:05:01] <alex_joni> maybe encode it with 2x speed?
[17:05:05] <alex_joni> can you do that?
[17:05:08] <Lerneaen_Hydra> sure
[17:05:29] <alex_joni> keep it around 5-6MB should be great
[17:05:41] <Lerneaen_Hydra> 2x speed, I'll raise the audio pitch to match and lower the framerate so it's the same as it is now
[17:05:43] <Lerneaen_Hydra> ok
[17:06:12] <alex_joni> one of these days I'll start a page with user apps & examples & machines
[17:06:22] <alex_joni> we need a bit of marketing ;)
[17:06:40] <Lerneaen_Hydra> that's true, some images at linuxcnc.org wouldn't hurt
[17:09:25] <Lerneaen_Hydra> Uh, dinnertime now, I'll send a link to the movie later
[17:14:44] <alex_joni> ok, no problem
[17:20:52] <chinamill> cradek: How did you solv the lathe enc. functionality? A new HAL module?
[17:22:18] <alex_joni> chinamill: how do you mean that?
[17:22:38] <alex_joni> there is an input to the motion controller, that receives the spindle position
[17:22:57] <chinamill> ok
[17:36:55] <Lerneaen_Hydra> alex_joni: what codec/framerate/resolution do you want?
[17:39:56] <alex_joni> Lerneaen_Hydra: no idea.. what you think is ok
[17:40:10] <Lerneaen_Hydra> ok
[17:40:10] <alex_joni> something like 320x240 or maybe a bit bigger
[17:40:22] <Lerneaen_Hydra> as long as it's around 5-6 mb?
[17:40:28] <alex_joni> yeah
[17:40:34] <Lerneaen_Hydra> ok
[17:40:40] <alex_joni> keep it relatively small to be able to download
[17:47:05] <asdfqwega> logger_aj, bookmark
[17:47:05] <asdfqwega> See
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-05-29#T17-47-05
[17:50:46] <Lerneaen_Hydra> is 6.7mb ok?
[17:52:11] <Lerneaen_Hydra> if so then the file cnc1.avi (in the ftp root dir, ftp://temp:temp@lerneaenhydra.shacknet.nu ) is what you would want
[18:15:25] <Lerneaen_Hydra> alex_joni: you there?
[18:16:32] <alex_joni> on and off
[18:19:47] <Lerneaen_Hydra> have you gotten the movie/checked it out?
[18:22:36] <alex_joni> not yet
[18:23:06] <Lerneaen_Hydra> ok
[18:23:51] <alex_joni> getting it now
[18:23:57] <Lerneaen_Hydra> ok
[18:24:13] <Lerneaen_Hydra> slow connection at your end?
[18:25:28] <alex_joni> kinda..
[18:26:23] <alex_joni> other stuff going on at the same time ;)
[18:26:38] <Lerneaen_Hydra> what type of connection is the linuxcnc.org site hosted on?
[18:26:43] <alex_joni> ok.. done
[18:26:59] <alex_joni> pretty good one ;)
[18:28:36] <Lerneaen_Hydra> I kept the pitch the same becuase it sounded strange at 2x the pitch
[18:28:49] <Lerneaen_Hydra> yes a bit more exciting than the earlier one
[18:30:08] <alex_joni> right ;)
[18:30:20] <alex_joni> can't your lathe go faster?
[18:30:40] <alex_joni> or would that cause problems with the cut?
[18:31:35] <Lerneaen_Hydra> it can go faster, but I just guessed for a feedrate that would work guaranteed
[18:31:41] <Lerneaen_Hydra> that's the first part I machine in it
[18:31:59] <Lerneaen_Hydra> I ran at 100mm/min, it can go up to 700mm/min
[18:32:10] <alex_joni> nice ;)
[18:32:56] <alex_joni> how about spindle speed?
[18:33:08] <Lerneaen_Hydra> from 48 to 3200 rpm
[18:33:21] <Lerneaen_Hydra> semi-full control
[18:33:26] <Lerneaen_Hydra> there are 6 belt positions
[18:33:41] <Lerneaen_Hydra> one of them goes from 300-1200rpm
[18:33:52] <Lerneaen_Hydra> with a dial on the front of the machine
[18:34:12] <Lerneaen_Hydra> so it's partly full control via the dial
[18:34:16] <CIA-8> 03jmkasunich 07HEAD * 10emc2/src/rtapi/rtl_ulapi.c: typo fix
[18:35:26] <alex_joni> nice, you could make that come from emc2
[18:35:33] <alex_joni> * alex_joni goes away for a while
[18:35:39] <alex_joni> I'll be back in an hour or so
[18:35:47] <Lerneaen_Hydra> yep, that's why I'm nagging about CSS support ;)
[18:35:56] <Lerneaen_Hydra> and feedrate as mm/turn
[18:36:21] <jmkasunich> hmm, I just realized something
[18:36:28] <alex_joni> jmkasunich: what is that?
[18:36:42] <jmkasunich> for machines with gearboxes we need a g- or m-code to specify the gear range to be used
[18:36:56] <alex_joni> yeap, probably
[18:37:06] <alex_joni> but M101..M105 might do the trick
[18:37:12] <Lerneaen_Hydra> you mean if the gearchange is automatic?
[18:37:13] <alex_joni> or whatever custom Mxx
[18:37:17] <jmkasunich> originally I thought it could just be a hal comparator, if greater than some threshold use high gear otherwise use low gear
[18:37:17] <alex_joni> Lerneaen_Hydra: yes
[18:37:31] <jmkasunich> but if you have css it might cross the threshold during a cut
[18:37:46] <Lerneaen_Hydra> that could cause issues if it hovers around the threshold
[18:37:52] <jmkasunich> yeah
[18:37:53] <Lerneaen_Hydra> and you have css
[18:38:06] <Lerneaen_Hydra> that could get nasty...
[18:38:16] <jmkasunich> before I was thinking only of mills, where you do S<something> and it would set the gearbox at that time
[18:38:20] <Lerneaen_Hydra> an m-code to select a gear is probably the easiest
[18:38:45] <Lerneaen_Hydra> yes, mills certainly are simpler/easier sometimes
[18:39:02] <jmkasunich> on the mazak we have auto-gearchange, but manually requested
[18:39:21] <Lerneaen_Hydra> so mXXX changes to a certain gear?
[18:39:34] <jmkasunich> (IOW, the ladder logic handles the actual change sequence: slow down, shift to neutral, shift to new gear, speed up)
[18:39:53] <jmkasunich> no, right now you have to set a hal signal to force it to use low gear
[18:40:05] <Lerneaen_Hydra> oh. right
[18:40:38] <jmkasunich> although it would be pretty trivial to make a custom M code that does that, it would just do "halcmd sets use-low-gear 1" or "halcmd sets use-low-gear 0"
[18:46:20] <CIA-8> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build FAILED ; see
http://linuxcnc.org/compile_farm/emc2head_slot2_log.txt
[18:46:31] <jmkasunich> failed! how dare it!
[18:48:31] <Lerneaen_Hydra> what imputence
[18:48:49] <LawrenceG> jmkasunich: you will be happy to know I have started a bidding war on your raratan box :-D
[18:48:49] <jmkasunich> duh, same typo in two places, I only fixed one
[18:48:51] <Lerneaen_Hydra> what utter foolishness, it's time to smite the compilefarm
[18:49:05] <Lerneaen_Hydra> raratan?
[18:49:30] <jmkasunich> LawrenceG, so you are ve7it?
[18:49:36] <LawrenceG> Raritan MasterConsoleII 4-port KVM with 4 cables
[18:49:38] <LawrenceG> yep
[18:49:52] <jmkasunich> good luck
[18:50:27] <LawrenceG> thanks.... too many computers here and not enough desk space
[18:50:34] <Lerneaen_Hydra> oh, where are you located jmkasunich?
[18:50:42] <jmkasunich> cleveland OH
[18:50:51] <jmkasunich> 44124 zip
[18:51:06] <Lerneaen_Hydra> oh, a bit far for shipping for my taste
[18:51:15] <CIA-8> 03jmkasunich 07HEAD * 10emc2/src/rtapi/rtl_rtapi.c: typo fix
[18:51:46] <Jymmm> Hola good ppl of mars!
[18:53:54] <chinamill> Hola, nos ablas como les marsianos ;)
[18:58:09] <Jymmm> =)
[19:02:00] <CIA-8> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build PASSED
[19:02:10] <jmkasunich> yay!
[19:07:53] <Lerneaen_Hydra> jmkasunich: when a build is done, is there any testing to see if the program works? (I assume there isn't as that would explain the BDI issues you had... fun... with yesterday)
[19:08:03] <jmkasunich> right
[19:08:15] <jmkasunich> automated testing would be nice, but is pretty hard to do
[19:09:05] <jmkasunich> the last couple days is probably the first time its been "tested" in 6 months, maybe even a year or more
[19:09:13] <jmkasunich> (on those platforms that is)
[19:09:45] <jmkasunich> "tested" is in quotes because the testing I did in the last couple days is still very limited
[19:10:02] <jmkasunich> those boxes don't have X installed, so I can't run any of the GUIs, for example
[19:10:16] <jmkasunich> they are 200MHz Pentium 1 with 128M ram
[19:11:29] <jmkasunich> except the ubuntu one, which is just running on my own PC
[19:17:08] <Lerneaen_Hydra> ok
[19:17:34] <Lerneaen_Hydra> is the cvs compiled and tested every time someone makes a change?
[19:18:01] <Lerneaen_Hydra> or well not tested, but it checks that the compile succeeds
[19:19:50] <jmkasunich> yes, compiled every time theres a commit
[19:20:00] <jmkasunich> if it fails, messages are posted here and on the commit mailing list
[19:20:22] <jmkasunich> which all developers should be subscribed to, so they see that they broke it and can fix it right away
[19:20:36] <jmkasunich> the nasty ones to fix are the ones that don't get noticed right away
[19:27:02] <Lerneaen_Hydra> errors that compile correctly but give bad behavior when running?
[19:27:08] <jmkasunich> yeah
[19:27:36] <jmkasunich> of course the vast majority of those do the same bad behavior on all systems, so they get spotted by people testing on ubuntu or BDI-4
[19:28:00] <jmkasunich> the ones that break only on systems that pretty much nobody uses are the ones that get missed
[19:28:19] <Lerneaen_Hydra> those errors sound nast
[19:28:38] <jmkasunich> yeah, fortunately they don't happen often
[19:29:06] <jmkasunich> because the vast majority of the code is the same regardless of the system you are running
[19:33:12] <CIA-8> 03jmkasunich 07v2_0_branch * 10emc2/src/module_helper/module_helper.c: merge a fix from head - rtai modules needed by older systems, added to whitelist
[19:33:13] <Lerneaen_Hydra> except for those inline's you were working with yesterday?
[19:33:31] <jmkasunich> yeah, things like that
[19:33:51] <jmkasunich> that file has a lot of conditional compilation that depends on compiler versions and such
[19:33:59] <Jymmm> p200.... do those still exist?!
[19:34:05] <Lerneaen_Hydra> eugh.. nastyness
[19:34:06] <jmkasunich> yes
[19:34:12] <Lerneaen_Hydra> no dount needed though
[19:34:15] <jmkasunich> yes again
[19:39:52] <roltek> jmk you there
[19:39:59] <jmkasunich> yeah
[19:40:41] <roltek> you were talking yesterday about copyright laws
[19:40:50] <jmkasunich> ?
[19:40:56] <roltek> do you know where emc came from
[19:41:05] <jmkasunich> NIST originally wrote it
[19:41:16] <jmkasunich> your (if you are an American) tax dollars at work
[19:41:34] <roltek> kearney and trecker programming manuals and allen bradly
[19:41:45] <jmkasunich> oh that...
[19:42:01] <roltek> they also did a fanuc
[19:42:04] <jmkasunich> there's nothing wrong with reading a manual to learn about the control
[19:42:19] <jmkasunich> however, making a copy of your manual to send to me to read is a violation
[19:42:34] <roltek> and i am sure hal came about that way to
[19:42:38] <Lerneaen_Hydra> did NIST write the c/c++/whatever code?
[19:42:44] <jmkasunich> yes
[19:42:46] <Lerneaen_Hydra> or "just" the RS274 spec
[19:42:56] <Lerneaen_Hydra> would that be EMC1 then?
[19:43:08] <roltek> code yes therre is always a better way to skin the cat
[19:43:11] <jmkasunich> the original emc1 code was written by nist
[19:43:31] <Lerneaen_Hydra> and emc2 is very much of a complete rewrite?
[19:43:35] <jmkasunich> the thing that we now call EMC1 is the sum of the NIST code and outside contributions over several years
[19:43:36] <roltek> i was talking about buying a programming manual for you
[19:43:47] <roltek> you don't have to copy it
[19:44:09] <jmkasunich> if you want to buy a programming manual and contribute it to the cause that would be most appreciated
[19:44:14] <roltek> the ideas where not threres
[19:44:28] <jmkasunich> I might not be the best person to have it, but it can be passed around as needed
[19:44:28] <roltek> theres
[19:45:47] <roltek> when you read somebody elses work you can always look for points to improve upon
[19:45:54] <jmkasunich> true
[19:46:12] <jmkasunich> yesterday when that conversation was going on I was up to my eyeballs in a bug
[19:46:16] <roltek> that is almost on how aldesign is done
[19:46:29] <jmkasunich> I should have just stayed out of it and concentrated on what I was doing
[19:47:10] <roltek> i am only tring to help to get emc to be close to a comercial control
[19:48:03] <jmkasunich> I understand
[19:48:22] <jmkasunich> like I said, yesterday I just wasn't in the mood to talk about new features
[19:48:32] <jmkasunich> I'm afraid I was rather rude to several people....
[19:49:41] <roltek> you have done a very good job
[19:50:22] <roltek> emc2 is way farter ahead then is was 1 year ago
[19:50:31] <jmkasunich> yep
[19:50:35] <jmkasunich> lots of people to thank for that
[19:53:27] <roltek> have to go now have family to take care of
[19:53:32] <jmkasunich> "farter" ahead ;-)
[19:53:42] <Lerneaen_Hydra> (this is when you say that it's all thanks to yourself ;) )
[20:10:26] <alex_joni> jmkasunich: as a sidenote.. there is keystick in emc2 now
[20:10:36] <alex_joni> so you should be able to run on non-X platforms too
[20:10:57] <alex_joni> the only thing that's strange is that it uses xterm to run it .. no idea why
[20:12:25] <alex_joni> but changing that, and it should run (I ran it over ssh.. although I had issues using the Fx keys)
[20:14:29] <cradek> jmkasunich: I think the new board is ready for cutting
[20:14:49] <SkunkWorks> cradek: with the micro on it?
[20:14:51] <cradek> yes
[20:14:57] <SkunkWorks> wow - that was fast
[20:15:24] <cradek> alex_joni: that's why I changed it to use xterm - it hasn't kept up with some console termcap changes I think, it needs to be fixed to work on the console
[20:15:58] <cradek> also emc was spewing stuff on stdout that messed it up - I think I've removed it all now though
[20:16:14] <cradek> SkunkWorks: I'm afraid for jmk to look at it - he'll say the grounds are all wrong
[20:16:32] <SkunkWorks> :) I know - I know.
[20:17:12] <SkunkWorks> right now I have a ground plane on the top and bottom of the board - with through connections at about 20 points. Not good I am sure :)
[20:18:00] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[20:18:00] <cradek> http://timeguy.com/cradek-files/emc/sch.png
[20:18:04] <cradek> here too
[20:18:10] <cradek> I want it single-sided so the ground plane suffers
[20:18:56] <cradek> although it has better coverage this time I think
[20:19:16] <anonimasu> cradek: nice
[20:19:26] <anonimasu> I'm kind of jealous
[20:19:26] <SkunkWorks> how much was auto-routed?
[20:19:32] <cradek> none
[20:19:33] <anonimasu> I wish I could design electronics like that ;)
[20:19:39] <ValarQ> jepler: ayt?
[20:19:39] <SkunkWorks> wow.
[20:19:48] <cradek> autorouting doesn't work very well at all for singlesided boards
[20:20:34] <alex_joni> cradek: hmm.. you still have a round pad on that big cap
[20:21:11] <cradek> I think the diodes are round pads too
[20:21:26] <cradek> on electrolytics they make the + side round I think
[20:21:34] <cradek> you can also make pin 1 on ic sockets different (square?)
[20:22:23] <alex_joni> yeah, only mentioned it because you said octogons are better for cutting
[20:22:44] <alex_joni> can't you put a trace between the F25 pins?
[20:22:45] <cradek> round takes a lot more gcode lines, that's the only problem
[20:23:02] <cradek> yes notice pin 14
[20:23:06] <alex_joni> not like that
[20:23:09] <alex_joni> vertical I mean
[20:23:20] <alex_joni> that would get rid of that connection on the second layer
[20:23:42] <alex_joni> the conn from pin1 on the Mega8
[20:24:05] <cradek> the F25 pin 14 trace is in the way
[20:24:17] <alex_joni> yeah, but you can route that outside
[20:24:41] <alex_joni> around the pin 10 from the L298
[20:24:59] <alex_joni> move the F25 pin 16 & 17 a bit to make room
[20:25:15] <alex_joni> get what I mean?
[20:25:24] <cradek> yes but I don't want to do it
[20:25:35] <alex_joni> ok.. just thought I'd mention it ;)
[20:25:44] <cradek> that's the reset line for the uc, I don't want it any longer
[20:26:00] <cradek> I appreciate it, you're right I could get rid of the jumper
[20:26:36] <alex_joni> not sure how tight the space in the F25 is though..
[20:27:11] <cradek> pretty tight, the spacing is a little less than .1in
[20:27:38] <alex_joni> if you care about length.. why have it so far away from pin1 then?
[20:27:42] <cradek> I have run two traces between ic pins before, but it doesn't seem to help the autorouter much
[20:27:44] <alex_joni> on the Mega8 I mean..
[20:28:03] <cradek> it has to go up to the programming connector, and the rest of its signals are on the other end of the chip
[20:28:18] <alex_joni> yeah, I know.. but you go pretty far the other way
[20:28:28] <alex_joni> you could put the via just next to pin 28
[20:28:33] <alex_joni> (if I can count to 28 ;)
[20:28:46] <cradek> true
[20:28:48] <jmkasunich> back
[20:28:53] <alex_joni> it's a wire on the back.. no reason to have it vertical ;)
[20:29:04] <cradek> since I wire the jumpers by hand I like them to be straight so it's harder to mess up
[20:29:18] <jmkasunich> was flushing gunk out of the airconditioning condensate drain, yuck
[20:29:22] <jmkasunich> looking at board now
[20:29:26] <alex_joni> you only have 3 :)
[20:29:27] <Lerneaen_Hydra> what's the PCB going to do?
[20:29:29] <cradek> yuck
[20:29:34] <Lerneaen_Hydra> jmkasunich: sounds fun
[20:29:39] <alex_joni> err.. 4
[20:29:47] <alex_joni> jmkasunich: yuck
[20:30:06] <cradek> Lerneaen_Hydra: it's a 2-channel servo driver and 3-channel encoder divider for my lathe
[20:30:25] <jmkasunich> a crystal... bet that costs near as much as the uP?
[20:30:31] <Lerneaen_Hydra> oh, that sounds nice
[20:30:37] <cradek> it's free if I already have it
[20:30:41] <jmkasunich> heh
[20:30:43] <Lerneaen_Hydra> why go for PCB rather than protoboard?
[20:30:47] <jmkasunich> JP7 is the programming connector?
[20:31:06] <cradek> Lerneaen_Hydra: I want to make two, and this is actually less time-consuming for me.
[20:31:10] <cradek> jmkasunich: yes
[20:31:11] <Lerneaen_Hydra> oh, ok
[20:31:17] <Lerneaen_Hydra> with debugging and all
[20:31:21] <alex_joni> cradek: before I forget it.. nice job ;)
[20:31:34] <cradek> heh thanks, but let's wait until jmk looks at it
[20:31:39] <alex_joni> I only routed a couple of boards.. have a friend who does it usually..
[20:31:54] <jmkasunich> whats the bright green color of the +24 line mean (schematic)
[20:32:05] <cradek> oops nothing, it's selected
[20:32:10] <jmkasunich> ok,
[20:32:23] <alex_joni> cradek: there are a few areas which aren't connected to GND
[20:32:39] <alex_joni> I would jumper those too
[20:32:43] <cradek> I wish eagle could tell me that
[20:32:46] <alex_joni> especially the ones around the connectors
[20:32:55] <cradek> it will say if any ground pins get isolated
[20:32:56] <alex_joni> s/connectors/encoders/
[20:33:00] <Lerneaen_Hydra> g'night all
[20:33:35] <alex_joni> I think gnd plane which isn't connected is worse then none at all
[20:33:36] <cradek> alex_joni: I think those are all connected...?
[20:33:49] <cradek> they connect under the ENC pins
[20:34:05] <alex_joni> oh.. missed that from the picture ;)
[20:34:19] <cradek> yeah, you can't zoom like I can
[20:34:28] <alex_joni> hmm.. hang on a bit
[20:34:31] <Lerneaen_Hydra> time for us in other timezones to dissapear ;)
[20:34:35] <jmkasunich> so there is copper between the enc pins?
[20:34:39] <cradek> yes
[20:34:49] <alex_joni> I see the Gnd from Senc is connected to the copper around it
[20:35:03] <alex_joni> but I don't see where it's connected to the Gnd from Zenc
[20:35:19] <cradek> http://timeguy.com/cradek-files/emc/brd2.png
[20:35:20] <alex_joni> sorry.. now I see
[20:35:41] <jmkasunich> ok, so the copper around the enc connectors is tied to the main ground "bus" that runs up the right side of the board (by the jumpers)
[20:35:54] <jmkasunich> what about the SENC?
[20:35:56] <cradek> yes
[20:36:00] <alex_joni> jmkasunich: same
[20:36:02] <alex_joni> for all
[20:36:13] <cradek> jmkasunich:
http://timeguy.com/cradek-files/emc/brd2.png
[20:36:13] <jmkasunich> ah, I see
[20:36:24] <jmkasunich> it weaves thru the ZENC connector
[20:36:24] <alex_joni> jmkasunich: I didn't see it a first..
[20:36:40] <cradek> I know all the pins are connected - eagle will tell me if not
[20:37:10] <jmkasunich> I notice that the same weave didn't work at the XENC, you needed another jumper
[20:37:23] <cradek> I just fixed that
[20:37:28] <cradek> had to move that trace left a bit
[20:37:30] <jmkasunich> bet if you come straight left from the 2nd pin before angling down its better
[20:37:32] <jmkasunich> heh
[20:37:51] <cradek> I think I'll take out the top jumper now
[20:38:16] <jmkasunich> ok, now what about the ground region under the uC and crystal
[20:38:29] <jmkasunich> where is it tied to the rest? by the DB-25?
[20:38:38] <alex_joni> yes
[20:39:05] <jmkasunich> so the encoder connectors are grounded to the right, and the uC to the left
[20:39:14] <jmkasunich> I'd try to make both go the same way
[20:39:28] <cradek> I could jumper over the three traces to the right of the xtal
[20:39:30] <jmkasunich> maybe remove _both_ of the jumpers by XENC and go left instead
[20:40:00] <jmkasunich> ideally the tie point between power ground (the driver) and signal ground (the uP and ENC) would be near the D-shell
[20:40:40] <cradek> ok I removed that, need to jumper to the left now, where should I put it?
[20:40:44] <jmkasunich> the criss-cross under the lower end of the uP is unavoidable?
[20:41:01] <alex_joni> unless you rotate the uP
[20:41:08] <cradek> alex_joni: then they all cross each other
[20:41:09] <alex_joni> but then you have to move all the rest
[20:41:19] <jmkasunich> or could you swap the inputs from the encoders and the outputs to the PC (dunno what the flexibility of the uP ports is )
[20:41:37] <alex_joni> cradek: not if you put the IC on the back (mirror it ;)
[20:41:37] <cradek> I don't want to start over on that unless I really have to
[20:41:51] <alex_joni> but I'm only kidding
[20:41:54] <jmkasunich> cradek isn't anal enough
[20:42:04] <cradek> * cradek already hand-routed this once
[20:42:04] <alex_joni> this is probably too much trouble for this simple board
[20:42:11] <jmkasunich> of course I don't know how much of a pain the tool is
[20:42:18] <cradek> where should I jumper the ground to the left?
[20:42:21] <alex_joni> jmkasunich: it's manual to get it this good
[20:42:28] <jmkasunich> I do everything manual
[20:42:41] <jmkasunich> if the tool is nice, its not hard, I actually enjoy routing
[20:43:19] <cradek> jepler enjoys it too, I don't really
[20:43:23] <jmkasunich> if that criss-cross wasn't there, you'd have solid ground down the middle of the uC, and paths from there between pins to all the ENC connectors, and to the d-shell
[20:43:27] <alex_joni> same here.. although I lose interest after the 3rd version
[20:43:55] <alex_joni> jmkasunich: only way I see is to mirror it (put the IC on the bottom)
[20:44:10] <alex_joni> it will look funny, and it will be hard to solder
[20:44:31] <jmkasunich> alex: the pins that are used are arbitrary I think, both the inputs from the encoders and the outputs to the PC are I/O ports on the uC
[20:44:39] <cradek> hmm maybe I can switch them without too much trouble
[20:44:41] <jmkasunich> so you go back to the schematic and swap them
[20:44:42] <cradek> saving first.....
[20:45:09] <jmkasunich> good plan ;-)
[20:45:44] <alex_joni> always a good plan ;)
[20:45:58] <alex_joni> cradek: see.. no fun asking us.. we'll just nag till you go nuts
[20:46:11] <jmkasunich> yeah, that is a problem with things like this
[20:46:18] <alex_joni> jmkasunich: did you catch the stuff about keystick?
[20:46:29] <jmkasunich> if I was doing it myself, I'd do all kinds of little tweaks here and there
[20:46:36] <alex_joni> you should be able to run emc2 on BDI2.x with that
[20:46:58] <jmkasunich> alex: just skimmed it as I was catching up
[20:47:20] <alex_joni> ok.. just that you don't lose it out of sight
[20:48:37] <jmkasunich> right now the farm does a normal build (not run-in-place)
[20:48:59] <jmkasunich> I've been manually going in, re-running configure for rip, and doing make again
[20:49:44] <jmkasunich> then verifying that realtime start works (first hurdle), then that loadrt siggen works (second, found the math problem), then loading threads, and verifying that siggen can make a sinewave
[20:49:55] <jmkasunich> only once tried loadrt motmod
[20:50:04] <jmkasunich> never tried starting emc itself
[20:50:27] <jmkasunich> would need a config just for that I think, and explicitly invoke that config since pickconfig won't work
[20:50:54] <alex_joni> yes
[20:51:02] <alex_joni> there is a keystick config already
[20:51:12] <alex_joni> so only scripts/emc configs/sim/keystick
[20:51:16] <alex_joni> so only scripts/emc configs/sim/keystick.ini
[20:51:21] <alex_joni> or similar ;)
[20:51:38] <jmkasunich> would it work over ssh? or do I have to login at the console?
[20:52:06] <alex_joni> it shoudl work over ssh
[20:52:26] <alex_joni> I ran it yesterday over ssh.. couldn't do anything (F1, F2 didn't work)
[20:52:33] <alex_joni> but at least I saw that it started :D
[20:52:41] <alex_joni> that's a test too
[20:52:42] <jmkasunich> how do you exit from keystick?
[20:52:48] <cradek> end
[20:52:49] <jmkasunich> (never used it at all)
[20:52:56] <alex_joni> ctrl-C
[20:52:57] <alex_joni> ;)
[20:53:19] <alex_joni> or kill from another ssh if all fails ;)
[20:53:24] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[20:53:27] <cradek> really, it's END
[20:53:39] <cradek> ok fixed, much better
[20:53:46] <alex_joni> cradek: I know.. but it didn't work for me
[20:53:49] <alex_joni> without xterm
[20:53:51] <cradek> ah
[20:54:02] <alex_joni> MUCH better (the board)
[20:54:08] <cradek> yes
[20:54:18] <SkunkWorks_> nice
[20:54:40] <alex_joni> now... if you move one more trace
[20:54:45] <alex_joni> then you'll get rid of all jumpers
[20:54:49] <cradek> http://timeguy.com/cradek-files/emc/sch.png
[20:55:04] <alex_joni> the trace below the S25 pin 1
[20:55:12] <alex_joni> just a bit for the gnd plane to close
[20:55:30] <alex_joni> f25
[20:56:25] <jmkasunich> the trace up the center of the uC still cuts the ground plane in half
[20:56:45] <jmkasunich> I think I'd be tempted to keep the jumper for that one, to preserve ground integrity
[20:56:52] <cradek> ok
[20:57:10] <jmkasunich> ick
[20:57:26] <jmkasunich> the uP main ground is pin 8, right?
[20:57:40] <cradek> yes
[20:57:49] <jmkasunich> its cut off from the main ground plane by the trace going to pin 11
[20:58:58] <jmkasunich> I guess you only have 5 IO in the pin-2 to 6 block
[20:59:09] <jmkasunich> so the last one is gonna be a bastard child no matter what
[20:59:12] <alex_joni> 11 should be Vcc
[20:59:39] <alex_joni> no.. sorry.. 7
[20:59:58] <jmkasunich> just looked at the new schematic, lol
[21:00:00] <jepler> cradek: think one atmega is fast enough to do 3 quadrature dividers?
[21:00:01] <cradek> jmkasunich: should I do something with that pin 11?
[21:00:12] <jmkasunich> still thinking
[21:00:31] <cradek> jepler: if the code is simple I think it'll be fine... jmk did the math and said it should be ok
[21:00:41] <jepler> ok .. I haven't scrolled back that far
[21:00:48] <jmkasunich> what I like to do is draw a line between the uC ground and the encoder grounds (for example) and see how long and convoluted it is
[21:01:00] <jmkasunich> you'll have to scroll back to last night
[21:01:31] <alex_joni> cradek: you could run the trace to pin11 through C1 & C3 and use a jumper over the Vcc line
[21:02:27] <jmkasunich> anyway, right now (unless I'm missing something) that line goes from pin 8 up and right past the crystal, around jp7, between the pins or R1, down the left of the uC, between pins and then down to the bottom, and finally back under the uC and out the right side to the encoders
[21:03:17] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[21:03:20] <alex_joni> even better: the trace to pin11 through C1 and C3 to the XENC, then take the Vcc for the uP from the same connector
[21:03:43] <jmkasunich> ahh, much nicer
[21:03:58] <jmkasunich> solid ground plane under the uC, nice direct connections to each encoder ground
[21:03:59] <alex_joni> cradek: take Vcc from pin 2 from XENC, then it won't cross
[21:04:12] <alex_joni> and you'll lose the jumper
[21:04:23] <jmkasunich> good point alex
[21:05:17] <cradek> ahhh
[21:05:25] <alex_joni> it was right there ;)
[21:05:36] <jmkasunich> now time to nitpick the power section
[21:05:45] <jmkasunich> pins 1 and 15 are the power grounds I think
[21:05:50] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[21:06:29] <alex_joni> 1 and 15 of what?
[21:06:32] <jepler> cradek: I think the mega8 has to have the analog vcc and gnd connected even if unused
[21:06:40] <alex_joni> ahh L298
[21:06:42] <jmkasunich> the L298
[21:07:04] <cradek> jepler: ok, just to vcc/gnd?
[21:07:13] <cradek> how about aref?
[21:07:35] <jmkasunich> agnd is easy
[21:07:55] <jmkasunich> avcc needs to be done carefully to avoid splitting the nice ground plane we just got
[21:08:45] <jepler> cradek: the datasheet says avcc, I don't see if it says agnd must be connected
[21:08:54] <alex_joni> what pin is that?
[21:09:02] <cradek> agnd is simple - avcc makes a split again
[21:09:21] <jmkasunich> ah, I see it... from pin 20 (avcc) up and left, between 11 and 12, then up to the vcc trace
[21:09:23] <jepler> I guess they call them both 'gnd' in the datasheet
[21:09:23] <alex_joni> avcc = pin.. ?
[21:09:28] <cradek> 20
[21:09:29] <jmkasunich> 20
[21:09:33] <alex_joni> thx
[21:09:42] <jmkasunich> sorry, up and _right_ from pin 20
[21:09:52] <jepler> they label 8 and 22 both gnd in the datasheet; I think eagle calls one agnd
[21:09:53] <jepler> bbl
[21:10:00] <alex_joni> yup, throught the C's again
[21:10:03] <jepler> I think aref can be unconnected
[21:10:24] <jmkasunich> worst case, the xtal and C's need to move down a tiny bit
[21:10:45] <jmkasunich> ah shit, that cuts off the gnd to XENC
[21:10:53] <jmkasunich> unless you go between XENC pins 3 and 4
[21:11:14] <alex_joni> do it like I said..
[21:11:28] <jmkasunich> oh, I see
[21:11:35] <alex_joni> from pin 20, between 10 & 11, through the C's
[21:11:59] <jmkasunich> and finish at XENC pin 2
[21:12:02] <alex_joni> it cuts less
[21:12:17] <alex_joni> or even the trace that is close to C1
[21:12:30] <jmkasunich> heh, this is funny... collaborative board routing
[21:12:46] <jmkasunich> probably less funny for cradek who is madly mousing trying to keep up with us
[21:13:11] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[21:13:21] <alex_joni> cradek: just tell us to buzz off when you had enough ;)
[21:13:38] <jmkasunich> there is copper between XENC pins 2 and 3?
[21:13:41] <alex_joni> looks great
[21:13:45] <cradek> yes
[21:13:56] <jmkasunich> beauty
[21:14:12] <alex_joni> one more thing ;)
[21:14:23] <jmkasunich> a few pieces of floating copper (betwen the caps, and between C3 and the uC) but not big, and not important I don't think
[21:14:30] <alex_joni> I'd move the reset trace on the other side of the uP
[21:14:53] <cradek> I don't like how far the gnd for the crystal caps has to go to get to the uc
[21:15:07] <jmkasunich> true
[21:15:08] <cradek> I'll put the caps under the xtal
[21:15:24] <jmkasunich> kills two birds with one stone
[21:15:57] <jmkasunich> duh, I was full of crap talking about floating copper
[21:16:09] <jmkasunich> didn't realize the caps were grounded, and those are thermals
[21:16:27] <alex_joni> heh
[21:17:00] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[21:17:06] <dmessier> bonjour tous...
[21:17:17] <jmkasunich> purty
[21:17:26] <cradek> can I cut it now??
[21:17:31] <jmkasunich> not yet
[21:17:33] <alex_joni> I usually do it otherwise ;)
[21:17:37] <alex_joni> put the XTAL vertical
[21:17:40] <alex_joni> and the caps to the right
[21:17:56] <alex_joni> keep the XTAL lines as short as possible
[21:18:12] <alex_joni> bonsoir dmessier
[21:18:37] <jmkasunich> if you don't want to do that, at least move the vcc line (below right of caps) further to the right and down (make the diagonal part shorter)
[21:18:48] <jmkasunich> that way you'll have more copper around the grounded end of C1
[21:19:21] <jmkasunich> now I want to look at the power section
[21:19:44] <jmkasunich> pins 1 and 15 of the L298 have PWMed current flowing in them
[21:19:59] <jmkasunich> they need a low inductance path back to the bottom of the cap
[21:20:18] <jmkasunich> as do the bottoms of the low side freewheel diodes
[21:20:48] <jmkasunich> pin 4 needs a low inductance path to the top of the cap
[21:20:57] <jmkasunich> as do the high side freewheel diodes
[21:21:04] <jmkasunich> the high side diodes are pretty good
[21:21:37] <cradek> I could move the big trace on pin 4 up under the lower diodes
[21:21:50] <alex_joni> I'd move the trace going from pin4 to the right of the cap
[21:22:31] <jmkasunich> alex's suggestion seems easier
[21:22:54] <alex_joni> I'm not sure what you intended with the trace from pin2 either..
[21:22:59] <jmkasunich> move the trace from pin 2 to the top of D5 so its under the diode
[21:23:22] <jmkasunich> drat, that still leaves pin 1 with a long path
[21:23:41] <alex_joni> yup.. either way..
[21:24:23] <jmkasunich> that chip really seems like its indended to have the outputs head out from the two sides
[21:24:54] <jmkasunich> dunno how radical you want to get... I'd be tempted to turn the chip 90 degrees, and put one set of diodes and one connector at each end
[21:25:07] <jmkasunich> try it with pencil and paper first, see how it lays
[21:25:18] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[21:25:25] <jmkasunich> I see a ground buss on the bottom, connected to pins 1, 15, and the low diodes
[21:25:25] <cradek> I think this is a big improvement for the lower diodes
[21:25:38] <jmkasunich> a power bus on top, connected to 4 and high diodes
[21:26:09] <jmkasunich> diodes are good now
[21:26:14] <alex_joni> * alex_joni grabs some food..
[21:26:18] <jmkasunich> 1 and 15 are the trouble spots I think
[21:26:20] <alex_joni> bet this will take a while ;)
[21:26:33] <cradek> I'll just add gnd jumpers then
[21:26:59] <jmkasunich> 15 to 1 and 1 to gnd near low diodes
[21:27:32] <alex_joni> cradek: when in doubt if it's worth the trouble.. take a look at
http://emergent.unpy.net/files/projects/01142347802/crw_3713.jpg (which I heard works pretty well :)
[21:27:50] <jmkasunich> one final touch - a 0.1uf cap from the pin 4 trace to the outside ground (the low side diode ground)
[21:28:57] <jmkasunich> the cap combined with the ground jumpers mean you have a local bypass with total leadlength not much over an inch or so
[21:31:06] <jmkasunich> I wish I had eagle
[21:31:27] <jmkasunich> * jmkasunich is an obsessive-compulsive layout freak, especially for power circuits
[21:31:44] <jmkasunich> is eagle free for a board this size?
[21:32:24] <jepler> jmkasunich: the free goes to 80x100mm I think
[21:32:28] <jepler> I don't know how big this board is
[21:33:10] <cradek> this board is ~ 120x85
[21:33:15] <cradek> http://timeguy.com/cradek-files/emc/brd.png
[21:33:16] <jmkasunich> poo
[21:34:09] <jmkasunich> ok, high side diodes and chip main power are nicely bypassed to 1 and 15
[21:34:18] <jmkasunich> how are 1 and 15 connected to each other and the main ground?
[21:34:35] <cradek> through all that meandering ground plane
[21:34:49] <cradek> I can't convince it to allow me to put in jumpers
[21:34:55] <jmkasunich> heh
[21:34:58] <cradek> it says "it's already routed, stupid"
[21:35:24] <alex_joni> use a resistor in the schematic
[21:35:25] <jepler> I think you can WIRE 'GND
[21:35:27] <alex_joni> or a fuse
[21:35:34] <jmkasunich> * jmkasunich bets cradek he can lay this ckt out in 80x100
[21:35:43] <jepler> ooh a bet
[21:36:06] <alex_joni> a bet about "mine's smaller"
[21:37:17] <jmkasunich> * jmkasunich downloads the free version of eagle
[21:37:39] <cradek> I'm sure it can be much smaller - but if it's near 4x6" it takes up a whole board anyway, so I don't care
[21:37:49] <alex_joni> jmkasunich: want another bet?
[21:38:01] <alex_joni> by the time you have it done, chris will post a pic of the already cut board..
[21:38:26] <cradek> haha
[21:38:59] <jmkasunich> I won't take that bet
[21:39:07] <alex_joni> lol
[21:39:09] <jmkasunich> 4x6 = 100 x 150, right?
[21:39:26] <jmkasunich> so I should be aiming for 100x75, then you can make two in one blank
[21:40:12] <jmkasunich> the free version of eagle is a source tarball, right?
[21:40:50] <jepler> not source
[21:41:00] <jepler> I think it comes as a tarball though
[21:41:01] <jmkasunich> duh, of course not
[21:41:05] <cradek> ok I got jumpers
[21:41:17] <jmkasunich> there are rpms and tgzs
[21:41:22] <jmkasunich> I assume I want the tgz
[21:42:46] <jepler> yep
[21:43:08] <jmkasunich> I've gotten used to either apt-get install or tarball/untar/configure/make
[21:43:17] <jmkasunich> forgot there were other ways of getting software
[21:43:59] <cradek> final version, I hope:
http://timeguy.com/cradek-files/emc/brd.png
[21:44:26] <jmkasunich> that will work
[21:45:10] <jmkasunich> can you send me the eagle schematic file?
[21:45:20] <jmkasunich> I'll send you my version of the board later ;-)
[21:45:45] <cradek> http://timeguy.com/cradek-files/emc/lathe1.sch
[21:45:45] <cradek> http://timeguy.com/cradek-files/emc/lathe1.brd
[21:45:47] <jmkasunich> btw, what exactly are you using for all the connectors? they just look like 2 pin headers
[21:46:15] <cradek> nice little screw terminals
[21:46:31] <jmkasunich> little must be the key word
[21:46:37] <jmkasunich> they're 0.1" centers, right?
[21:46:39] <cradek> yes
[21:47:10] <jmkasunich> screw head diameter about 0.075" or something?
[21:47:26] <cradek> probably something like that, the screws are pretty small
[21:47:38] <jmkasunich> jewelers screwdriver I guess
[21:47:46] <jmkasunich> how big of a wire do they take?
[21:47:51] <alex_joni> cradek: looking great (the final board)
[21:47:59] <cradek> 12 I think
[21:48:01] <jmkasunich> I guess you don't need anything bigger than 18AWG for this level of current
[21:48:09] <jmkasunich> 12!?!
[21:48:19] <cradek> 14? I dunno, surprisingly big
[21:48:26] <jmkasunich> a 12AWG wire is darn near 0.1" in diameter
[21:48:32] <cradek> yeah
[21:48:33] <jmkasunich> more than 0.1" with insulation
[21:48:59] <cradek> well you don't put the insulation in the screw terminal...
[21:50:51] <alex_joni> really? .. hmm... maybe that's why my last board didn't work :D
[21:50:52] <jmkasunich> no, but two wires side by side need to fit into two holes on 0.1" centers
[21:51:21] <jmkasunich> moot point anyway, this board doesn't need anywhere near 12 guage
[21:51:57] <cradek> I'm sure 14 fits
[21:52:18] <alex_joni> what's a 12 wire btw?
[21:52:29] <jmkasunich> AWG = american wire guage
[21:52:34] <cradek> another stupid american measure
[21:52:42] <alex_joni> * alex_joni looks away ;)
[21:52:43] <jmkasunich> an strange way of specifying wire size
[21:52:48] <alex_joni> we have ours in mm
[21:52:51] <alex_joni> imagine that
[21:52:56] <alex_joni> or square mm
[21:52:57] <jmkasunich> mm^2 I think
[21:53:08] <alex_joni> both ways .. but mm^2 is more common
[21:53:09] <cradek> the catalog says 30-14 AWG
[21:53:24] <alex_joni> is 14 bigger then 12 ?
[21:53:27] <cradek> haha no
[21:53:32] <jmkasunich> small number, big wire
[21:53:33] <alex_joni> really?
[21:53:36] <cradek> seriously
[21:53:39] <cradek> just like drill bits
[21:53:47] <alex_joni> really?
[21:53:48] <cradek> but drill bits have different numbers, of course
[21:53:49] <jmkasunich> all the guages are thay way
[21:53:55] <jmkasunich> sheet metal is the same way
[21:54:05] <cradek> but screws get bigger as numbers increase
[21:54:11] <alex_joni> now I know why you said another _stupid_ american measure
[21:54:25] <jmkasunich> like shotgun gauges....
[21:54:29] <alex_joni> over here they are all in mm
[21:54:35] <alex_joni> small numbers, small size
[21:54:43] <alex_joni> big numbers big size
[21:54:43] <cradek> guess what size hole a #4 screw goes in?
[21:54:48] <jmkasunich> a 12ga shotgun is one where 12 lead balls the diameter of the barrel weigh 1 pound
[21:54:53] <cradek> the answer is (I think) #33
[21:55:00] <alex_joni> aaargh
[21:55:01] <cradek> haha
[21:55:18] <jmkasunich> I think wire and sheet metal gages are similar
[21:55:24] <alex_joni> this is too funny
[21:55:27] <alex_joni> :-)
[21:55:33] <cradek> alex_joni: we're kind of used to it
[21:55:37] <alex_joni> I imagine
[21:55:40] <cradek> alex_joni: it's still frustrating though
[21:55:51] <alex_joni> I imagine that too
[21:55:53] <jmkasunich> heh, the big wires are a little more sane
[21:56:15] <cradek> actually we have fractional inch, number, and letter drill sizes
[21:56:15] <jmkasunich> 500MCM is exactly twice as much copper as 250MCM and half as much as 1000MCM
[21:56:16] <alex_joni> how do you calc. how much current a wire can handle?
[21:56:30] <jmkasunich> look it up in the national electric code book
[21:56:39] <alex_joni> I said calc. ;)
[21:56:42] <alex_joni> looking up is easy
[21:57:03] <jmkasunich> (current ratings don't vary linearly with area anyway, so even if the wire size explicitly tells you the area, the calc is non-trivial)
[21:57:23] <alex_joni> ok ok .. I give up ;)
[21:57:25] <jmkasunich> a wire with twice the area will _not_ carry twice the current
[21:57:48] <alex_joni> I know.. but I still find it more usefull to use mm ;)
[21:57:55] <alex_joni> probably cause I'm used to that
[21:57:59] <jmkasunich> understood
[21:58:02] <cradek> at least you know which one is bigger
[21:58:10] <alex_joni> and I know how big it is
[21:58:20] <jmkasunich> our wire numbers are kind of a log scale
[21:58:30] <alex_joni> if it's a 5 (drill bit, screw, hole, wire diam)
[21:58:36] <cradek> I didn't know that
[21:58:37] <jmkasunich> 10AWG is 10 times the diameter and 100 times the area of a 30AWG
[21:58:38] <alex_joni> they all are the same size
[21:59:00] <jmkasunich> 10AWG is 10 times the area (and sqrt(10) the diameter) of a 20AWG
[21:59:02] <cradek> I guess if you compare 30, 14 and 0, the jump from 14 to 0 is relatively huge
[21:59:15] <alex_joni> there is a 0 wire???
[21:59:18] <jmkasunich> sure
[21:59:23] <cradek> yeah, that's the biggest wire ever
[21:59:25] <alex_joni> ayeeee
[21:59:27] <jmkasunich> 0 is often called 1/0
[21:59:29] <alex_joni> * alex_joni runs away
[21:59:29] <cradek> haha
[21:59:33] <jmkasunich> cradek, no
[21:59:35] <cradek> then you have 00, 000, 0000 etc
[21:59:40] <cradek> jmkasunich: I was joking
[21:59:41] <jmkasunich> there are 2/0. 3/0, 4/0
[21:59:51] <SkunkWorks_> how do you spell that - aut
[22:00:02] <alex_joni> autre
[22:00:04] <jmkasunich> after 4/0 you start using MCM, 250MCM, 350, 500, etc
[22:00:18] <cradek> jmkasunich: so similarly, as drills get bigger, you have #2, #1, #0, ... then what? (I know the answer btw)
[22:00:20] <jmkasunich> pronounced like "ought"
[22:00:22] <alex_joni> jmkasunich: these are bigger wires then the initial standard had?
[22:00:33] <jmkasunich> alex: probably
[22:00:40] <jmkasunich> cradek, letters!
[22:00:44] <cradek> "A"
[22:00:46] <cradek> hahahah
[22:01:07] <cradek> sorry, I get no end of entertainment out of this
[22:01:16] <alex_joni> I think a machinist over here would laugh his ass off if I'd say to him, hand me the #0 drill
[22:01:39] <cradek> actually I'm not entirely sure there is a #0 drill
[22:01:46] <cradek> it may go 2 1 A B
[22:01:54] <alex_joni> or wire ;)
[22:01:55] <jmkasunich> send a bunch of eu machines to the usa, and they'd probably have no asses from laughing them off
[22:01:59] <cradek> notice how it switches from decreasing numbers to increasing letters
[22:02:01] <alex_joni> s/machinist/electronist/
[22:02:08] <jmkasunich> cradek, yea, there is no 0 drill
[22:02:25] <alex_joni> jmkasunich: I see nothing funny/irregular in the usage of mm
[22:02:31] <jepler> http://www.yarnfwd.com/needleconv.html
[22:02:45] <jmkasunich> alex: I know (that came out bass-ackwards)
[22:03:13] <alex_joni> lol at jeplers needle chart
[22:03:27] <alex_joni> jmkasunich: bet they'd still laugh ;)
[22:03:48] <cradek> bbl, I've got a board to make
[22:03:53] <alex_joni> cradek: you were right about 0, 00, and 000
[22:04:14] <alex_joni> but it's for canadians
[22:04:55] <alex_joni> jmkasunich: familiar with IEC-61131-3 ?
[22:05:00] <jmkasunich> no
[22:05:20] <jmkasunich> its got IEC in front, I don't look at anything like that unless somebody forces me to ;-)
[22:05:33] <alex_joni> it's a standard for ladder programming & other stuff
[22:05:55] <alex_joni> I'm interested in the other stuff now
[22:05:55] <jmkasunich> darn, I thought it was for wire
[22:05:55] <alex_joni> http://en.wikipedia.org/wiki/IEC_61131-3
[22:06:07] <dmessier> i have full ascii drill charts...
[22:06:22] <alex_joni> http://en.wikipedia.org/wiki/Sequential_function_chart
[22:07:01] <jmkasunich> lots of heavy reading there
[22:07:09] <dmessier> si
[22:07:22] <alex_joni> it's some sort of visual programming for PLC's
[22:07:24] <jmkasunich> the sequential function chart looks like a flowchart
[22:07:33] <alex_joni> and other sequential machines
[22:07:40] <alex_joni> it's basicly that
[22:07:47] <jmkasunich> or maybe state machines
[22:07:56] <alex_joni> but with extentions for inputs/outputs conditions, macros, procedures, etc
[22:08:30] <alex_joni> ok.. nm if you don't know it
[22:10:05] <jmkasunich> interesting concepts there
[22:10:18] <jmkasunich> have to come back to it when I'm not so interested in doing a board layout ;-)
[22:10:50] <alex_joni> lol.. still interested?
[22:10:57] <jmkasunich> sure
[22:11:09] <jmkasunich> I intend to fit that ckt into 75x100mm or less
[22:11:20] <alex_joni> oh, btw..
[22:11:28] <alex_joni> I want to re-enable probing for emc2
[22:11:33] <alex_joni> anything against that?
[22:11:42] <jmkasunich> I don't think so
[22:11:50] <jmkasunich> not sure how much work is needed
[22:11:57] <alex_joni> don't think very much
[22:12:05] <alex_joni> and there are some german users interested in it
[22:12:17] <dmessier> i am too...
[22:12:40] <alex_joni> some german & a canadian user
[22:12:58] <dmessier> i can supply the mothion commands for many macros... alter variables and test... ; )
[22:13:49] <dmessier> laser probe macros for tool lenght and dia. measurment
[22:14:11] <dmessier> "some " custom tools
[22:16:09] <dmessier> any thought about a READ/ type command to let you read another file name to read/end
[22:17:59] <alex_joni> nope.. no thought ;)
[22:18:20] <alex_joni> not this late .. :)
[22:18:21] <dmessier> ok i' forget it then... ; (
[22:18:35] <alex_joni> some other day.. sure
[22:18:50] <alex_joni> you mean a G-code instruction for READ-ing a new file?
[22:18:56] <alex_joni> like O-READ whatever?
[22:19:13] <dmessier> its a beautifull day here... 6:21..
[22:19:29] <alex_joni> 01:26 < dmessier> its a beautifull day here... 6:21..
[22:19:39] <jmkasunich> go to sleep alex
[22:19:40] <alex_joni> that's 1.5am ;)
[22:19:50] <dmessier> kinda to load macros and the likes... keep the vars local..
[22:19:51] <alex_joni> can't :(
[22:19:58] <alex_joni> my back hurts
[22:20:04] <jmkasunich> take drugs
[22:20:16] <dmessier> why for??
[22:20:33] <alex_joni> I already am on coke
[22:20:37] <dmessier> did yoi did something???
[22:20:37] <alex_joni> LOL
[22:20:47] <alex_joni> dmessier: heavy lifting..
[22:20:55] <alex_joni> not the best position
[22:20:56] <dmessier> lower back??
[22:21:03] <alex_joni> yeap
[22:21:10] <dmessier> not NICE
[22:21:21] <alex_joni> i know ;)
[22:21:43] <dmessier> ice and immobilization has worked for me since 1988
[22:22:01] <dmessier> and a friend called mary jane..
[22:22:38] <alex_joni> heh.. don't know her yet ;-)
[22:22:48] <dmessier> strained and in spasm BITES....
[22:23:39] <alex_joni> I think I'm just looking for excuses right now :)
[22:23:47] <dmessier> what ever you do DONT try Tyzanadine....
[22:24:25] <alex_joni> no drugs for me yet..
[22:24:39] <dmessier> my eyes WERE still open cause OTHERwise i would have slipped into a comma...
[22:24:48] <alex_joni> using one of those elastic belts..
[22:24:56] <alex_joni> for support, and it's pretty ok
[22:25:12] <dmessier> they arent bad... in the beginning..
[22:26:02] <alex_joni> yup.. after a day or so they don't help anymore..
[22:26:17] <dmessier> gut if you can at nite in bed HEAT it.. even nthe deep heat smell bad stuff
[22:26:32] <dmessier> but
[22:27:47] <dmessier> bbl kid run.. ; ) story to follow...
[22:34:21] <SkunkWorks> my board is done - all I know so far is the 15 volt regulator works :)
[22:35:26] <cradek> what's your board going to be?
[22:37:24] <SkunkWorks> 2 inputs from emc psudo pwm - hopefully high power output
[22:38:22] <SkunkWorks> kinda a test to see if I can make it work. then go from there.
[22:41:06] <alex_joni> ok guys.. off to bed
[22:41:08] <alex_joni> night all
[22:41:54] <SkunkWorks> night alesx
[22:42:25] <cradek> night alex
[22:42:41] <cradek> SkunkWorks: sounds similar to what I'm trying to do, but probably higher power
[22:42:41] <SkunkWorks> my website seems to be down :(
[22:43:03] <SkunkWorks> right - but no inputs yet - I have a buffer board I will use for that to play
[22:43:26] <cradek> I hope this board isn't a bust - I'm almost out of solder wick
[22:47:26] <cradek> poor jmk is going to be routing for hours...
[22:48:39] <SkunkWorks> I finally found some solderwick - milled boards seem to bridge over easier. Not bad though
[22:48:45] <SkunkWorks> routing?
[22:49:16] <SkunkWorks> or it might be the club of a soldering iron I use.
[22:50:18] <SkunkWorks> this is pretty close to the circuit
[22:50:19] <SkunkWorks> http://www.electronicsam.com/images/KandT/eaglesch.JPG
[22:51:19] <SkunkWorks> crap - I forgot to take a picture of the vaccum table. Dad was tramming it today.
[22:53:51] <jepler> those are 8A, 500V MOSFETs?
[22:55:11] <SkunkWorks> damn it - I need to redo that with the correct componets - don't go by the values. I am using irfz44 to play with. (left over from about 10 years ago when I was playing around with stepper drives.
[22:55:50] <SkunkWorks> This is my first eagle board. - I was just grabbing stuff for the pad size I wanted. sorry.
[22:57:46] <jepler> oh just a wimpy 55v device
[22:59:07] <SkunkWorks> rigt :)
[23:00:09] <SkunkWorks> 60v 50a under perfect conditions :)
[23:04:25] <SkunkWorks> will be cool to see if it switches the n-channel mosfets with motor voltages above the control voltage (15v)
[23:04:52] <SkunkWorks> suposidly it work :) - has a boot stap circuit.
[23:05:16] <jepler> https://www.mwave.com/mwave/images/checkout-step3move.gif
[23:05:24] <Jymmm> SkunkWorks: Will you PLEASE stop using a branding iron to solder... you're giving us all a bad name
[23:06:31] <SkunkWorks> I can solder the whole board at once :)
[23:06:37] <Jymmm> SkunkWorks:
https://secure.ubostore.com/lusa/lowenbrau/glassware/catalog/
[23:07:05] <Jymmm> SkunkWorks: Then at least use a blow torch!
[23:07:11] <Jymmm> Ug Ug Ug
[23:08:28] <SkunkWorks> jepler: I don't get it.
[23:09:20] <SkunkWorks> it is a 30 watt pen soldering iron - does ok
[23:09:44] <SkunkWorks> I like it because the tip doesn't burn up so fast.
[23:09:58] <SkunkWorks> maybe it is 35 watts - some where around there
[23:10:08] <SkunkWorks> when I leave it on.
[23:10:17] <SkunkWorks> I am a slow solderer
[23:13:12] <jepler> we should have held a "worst solderer" contest at fest
[23:13:18] <dmessier> sorry but im back... ; )
[23:15:47] <dmessier> worst solderer??? i got my sons new 1 Gb mp3 playeres cause he yanked the earplug socket off the board... i listened to him call in for the replacement gift cert and had it working fine in 15 minutes,,, that the 2nd one ive scammed off him that way...
[23:17:03] <dmessier> he doesnt like me much cause mine work before his new ones come in.. lOL
[23:17:36] <jepler> hah
[23:17:58] <dmessier> how much heat can a small mp3 player mic take??
[23:18:48] <dmessier> its a tight top solde fit.. and im sure one isnt right ... ; (
[23:20:38] <dmessier> the whole 1 Gb unit is on a .75" x 1.75" board.. WITH a 1.25" x .375" display
[23:21:20] <dmessier> and has a built in usb2 plug
[23:22:48] <SkunkWorks> a few weeks ago - I had to solder a power plug back into a toshiba laptop. boy that was a pain to get to - had to remove the mainboard.
[23:24:13] <dmessier> i peeled this TINY thing... but the microphone is RIGHT on TOP of 1 lead...
[23:25:28] <dmessier> i went fast and strategic... but NOT for quite long enuf i guess... 1 chanell works fine and both work if you wiggle it
[23:40:30] <Jymmm> eeeew, I hate that... sound popping in/out all the time
{kind=link}
{kind=link}
{kind=link}
{kind=link}
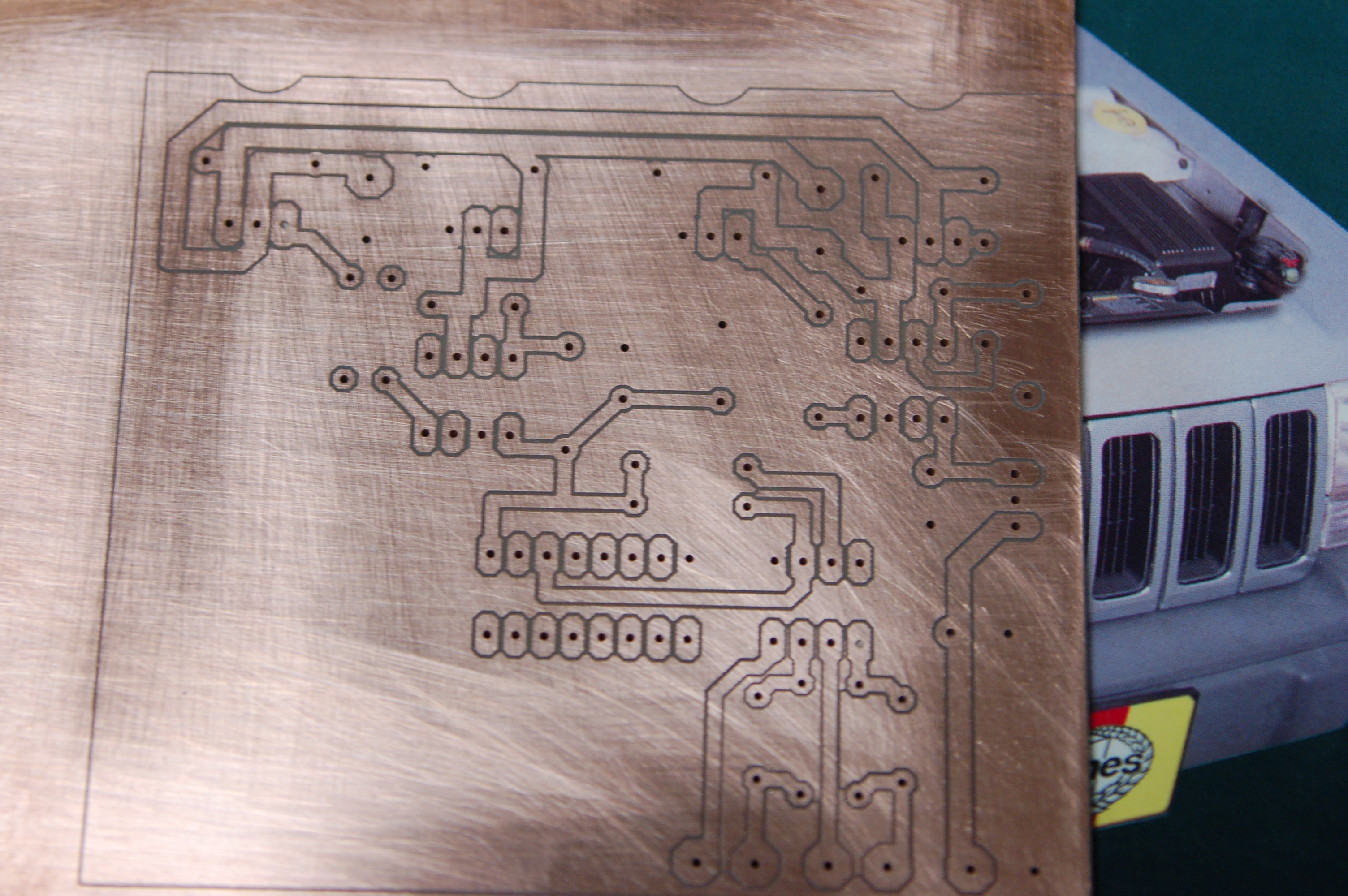{kind=link}
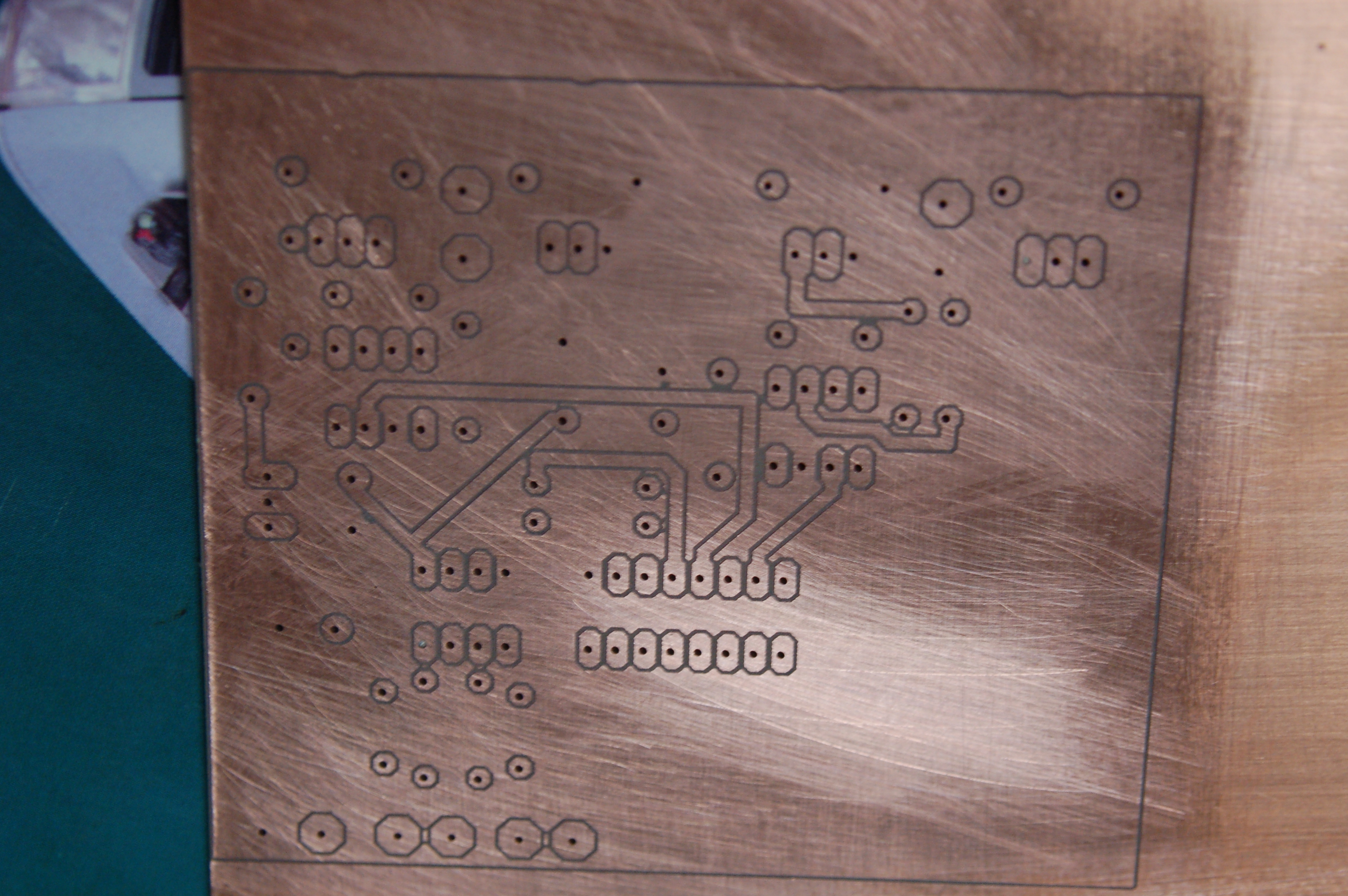{kind=link}
{kind=link}
{kind=link}
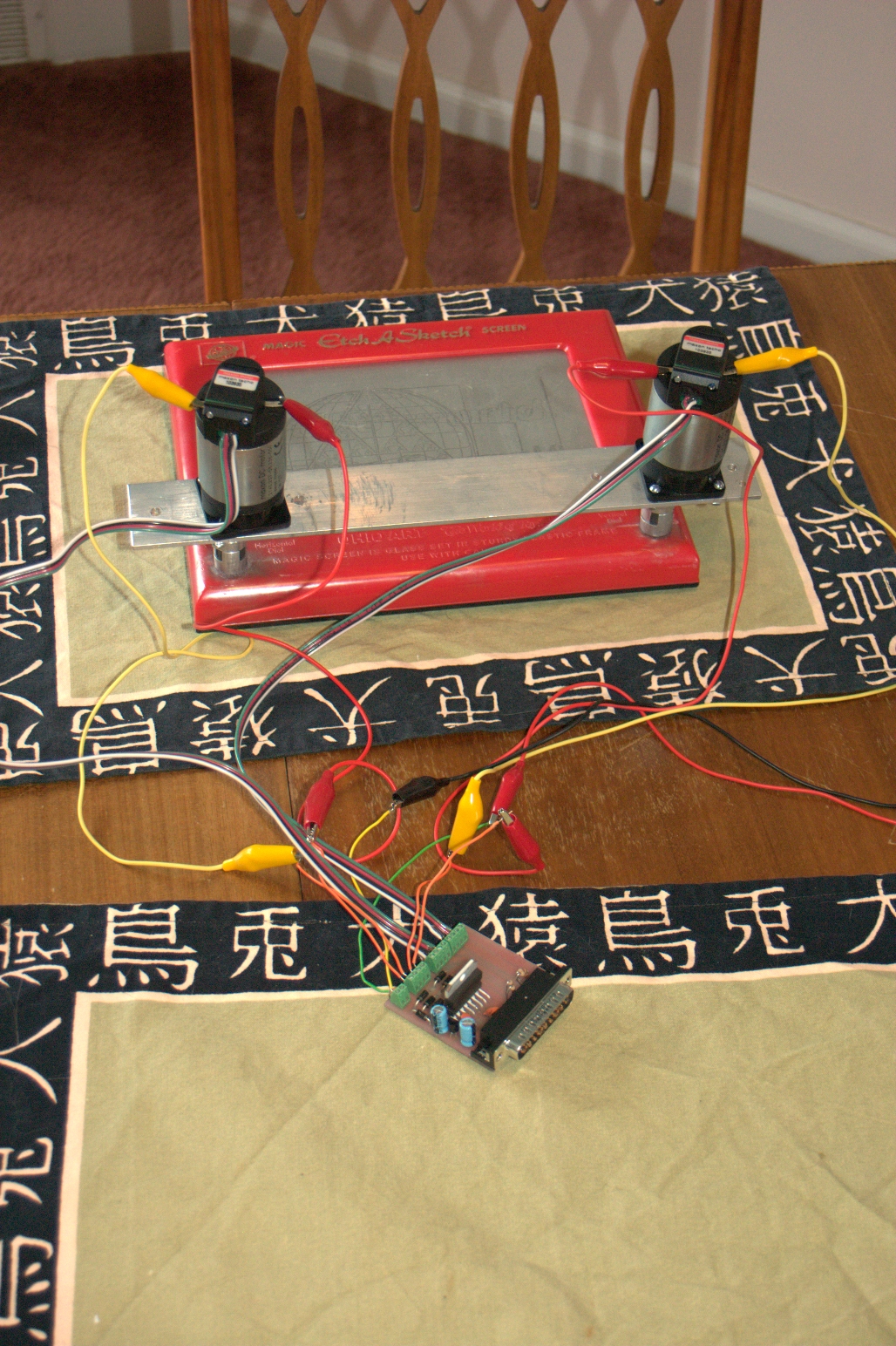{kind=link}
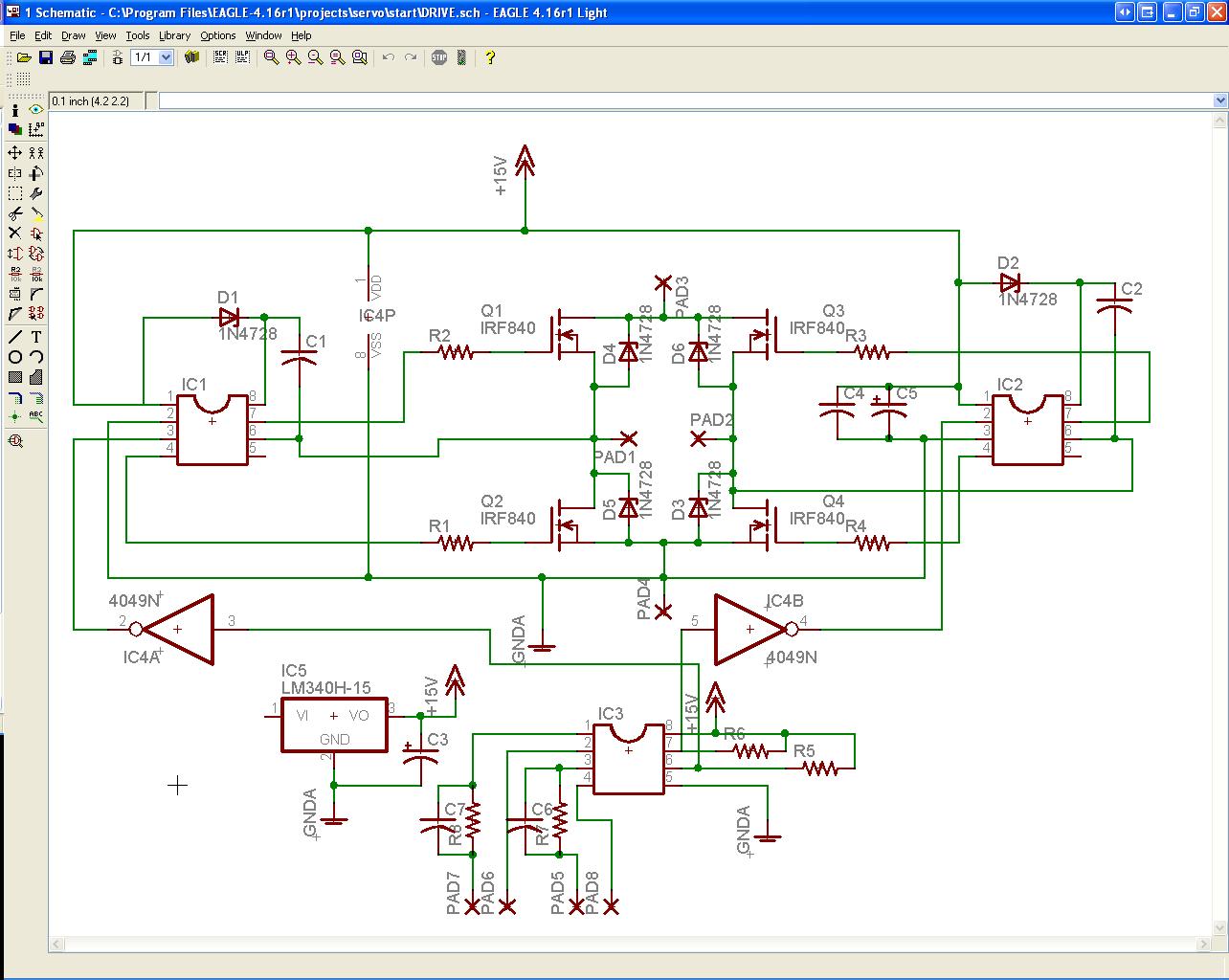{kind=link}
{kind=link}